Изобретение относится к области электротехники и может быть использовано при изготовлении магнитопровода трансформатора.
Основным элементом трансформатора является магнитопровод, представляющий собой ферромагнитную конструкцию, которая служит для усиления магнитной связи между обмотками, а также основанием для установки обмоток. Конструктивно выполняется из набора пластин электротехнической стали или навивается из ленты.
Известны типы магнитопроводов, собираемых из лент электротехнической стали различных конструкций: стержневой, бронестержневой, пространственной. Данные конструкции изготавливаются из штампованных или гнутых листов электротехнической стали. [Расчет трансформаторов: Учеб. Пособие для вузов. – 5-е изд., перераб. и доп. – М.: Энергоатом - издат, 1986.-528с.].
Примером одной из базовых технологии изготовления магнитопровода, применяемой в настоящее время, является технология UNICORE, которая может использоваться для однофазных и многофазных трансформаторов различного назначения. Основными преимуществами указанной технологии являются, уменьшение потерь в магнитопроводе, а также точность изготовления с минимальным браком изделий.
Данная технология изготовления магнитопровода и устройство для ее реализации раскрыты в патенте RU 2560523 от 20.08.2015, МПК H01F 41/02; H01F 27/24, патентообладателем которого является AEM CORES PTY LTD.
Согласно описанному способу сборку магнитопровода осуществляют из комплекта предварительно нарезанных и изогнутых по размеру полос электротехнической стали, которые вкладывают друг в друга, образовывая верхнюю и нижнюю половины, со ступенчатым расположением стыков по высоте стержня. Основой данной технологии является использование станка для изготовления пластин, которые набираются или укладываются друг на друга с образованием единой конструкции.
Магнитопровод формируют путем составления этих пластин друг с другом по мере отрезания каждой отдельной пластины со станка, при этом данный метод допускает порезку и сгибание полос определенной ширины: до 250 мм либо до 400 мм в зависимости от станка.
Недостатком данных способов является то, что для изготовления магнитопрвода должны быть использованы листы электротехнической стали определенной ширины, ограниченной возможностями оборудования для их изготовления.
Например, в случаях, когда расчетный диаметр стержня согласно заданной мощности трансформатора составляет 350 мм, то ширины полосы 250 мм будет недостаточно, а переход на полосу шириной 400 мм потребует наличия другого технологического оборудования. Также наличие, станка с возможностью нарезания полос шириной до 400 мм не дает возможности изготовления магнитопровода с большим диаметром стержня. Максимально допустимый диаметр стержня при реализации данной технологии составляет 440 мм. Информация о реализации данного способа отражена в каталоге «Федерального информационного фонда отечественных и иностранных каталогов на промышленную продукцию» (http://www.marketelectro.ru/sites/default/files/adds/files/katalog_oborudovaniya_ooo_tehnicheskiy_centr_vindek.pdf).
Принимаем описанную технологию за ближайший аналог.
Технической задачей, на решение которой направлено заявляемое изобретение, является реализация способа изготовления магнитопровода с применением меньшего количества технологического оборудования, а также расширение номенклатуры выпускаемых изделий без применения дополнительной оснастки с возможностью изготовления магнитопровда с диаметром стержня более 440 мм.
Технический результат, достигнутый от реализации заявляемого способа, заключается в увеличении номенклатуры выпускаемых магнитопроводов любых типоразмеров, в том числе с диаметром стержня более 440 мм, а также себестоимости изготовления, за счет применения одного вида технологического оборудования.
Сущность заявляемого изобретения заключается в том, что магнитопровод изготавливают из, по меньшей мере, двух вертикально ориентированных составных частей, разделенных по высоте магнитопровода, вдоль ярма, при складывании которых, во фронтальной плоскости, формируют единую конструкцию. При этом, геометрические размеры составных частей, устанавливают исходя из заданной мощности и расчетного сечения магнитопровода. Также, составные части магнитопровода, разделяют вертикальной дистанционной пластиной.
Сущность заявляемого изобретения поясняется, но не ограничивается следующими графическими материалами.
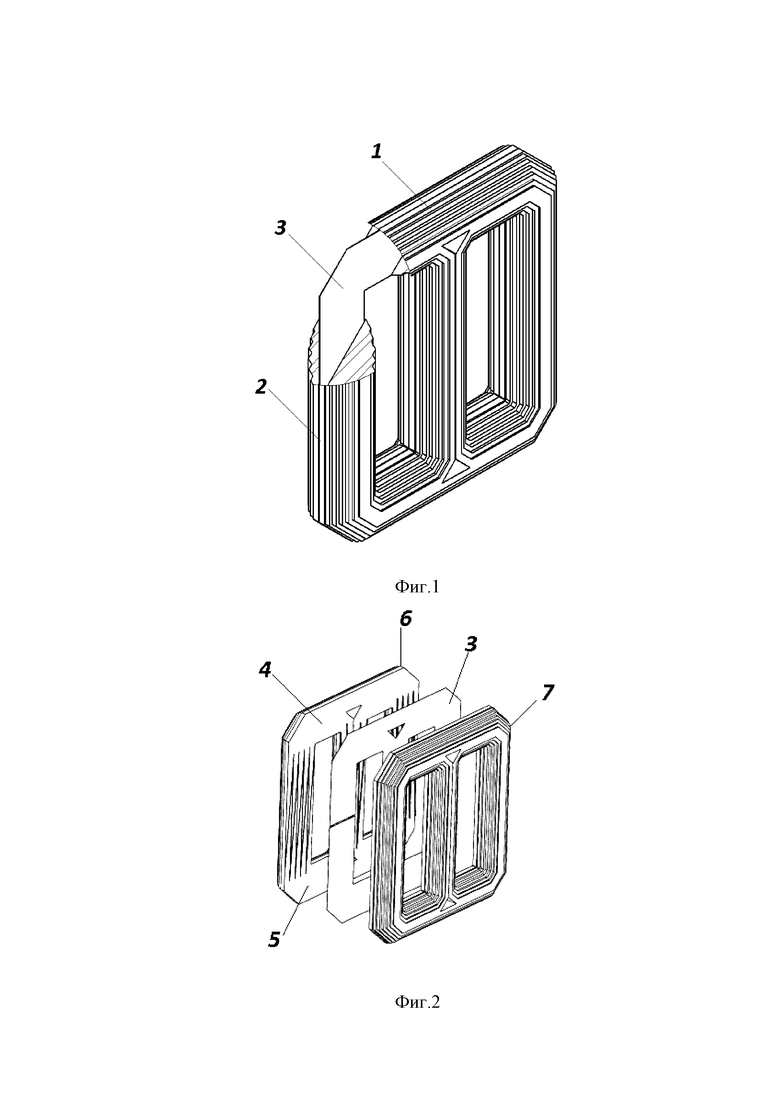
фиг.1 – магнитопровод общий вид;
фиг.2 – формирование магнитопровода согласно заявленному способу.
Заявляемый способ, предусматривает различные варианты и альтернативные формы реализации. Конкретный вариант осуществления раскрыт в описании и показан посредством, приведенных графических материалов. Описанный способ не ограничивается конкретной раскрытой формой и может охватывать все возможные варианты исполнения, эквиваленты и альтернативы, в рамках существенных признаков, раскрытых в формуле изобретения.
Изготовленный согласно заявляемому способу магнитопровод состоит из ярма 1 (фиг.1), стержней 2 и дистанционной пластины 3.
На начальном этапе сборку составных частей магнитопровода осуществляют из комплекта предварительно нарезанных и изогнутых по размеру полос электротехнической стали, которые вкладывают друг в друга, образовывая верхнюю 4 (фиг. 2) и нижнюю 5 половины, со ступенчатым расположением стыков по высоте стержня. При этом магнитопровод изготавливают, из по меньшей мере, двух вертикально ориентированных составных частей 6, 7, разделенных по высоте магнитопровода, вдоль ярма. В предпочтительном варианте реализации изобретения, составные части магнитопровода, разделяют вертикальной дистанционной пластиной 3 что обеспечивает технологичность сборки. При складывании составных частей, во фронтальной плоскости, образуют единую конструкцию, при этом, геометрические размеры составных частей, в частности, ширину по ярму, устанавливают исходя из заданной мощности и расчетного сечения магнитопровода. Фиксацию составных частей магнитопровода в собранном состоянии осуществляют посредством прижимных и крепежных элементов, а также катушек обмотки трансформатора (на изображениях не показаны).
Такое решение позволяет выполнить магнитопровод, который обладает всеми достоинствами технологии Unicore, без применения дополнительной оснастки, и не требующий пропитки, а также запекания, при этом, имеет меньшую массу и стоимость по сравнению с шихтованным магнитопроводами, вместе с тем не ограничен технологическими ограничениями оборудования по геометрическим размерам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство и способ подавления гармоник на выходе преобразователя частоты | 2019 |
|
RU2731680C1 |
| Преобразователь частоты и способ воздушного охлаждения преобразователя частоты | 2019 |
|
RU2729203C1 |
| Линейный вентильный электродвигатель | 2020 |
|
RU2750646C1 |
| Способ изготовления трехфазного трансформатора | 2016 |
|
RU2633960C1 |
| Шкаф электротехнического устройства с жидкостной системой охлаждения | 2019 |
|
RU2729533C1 |
| Устройство и способ измерения высокого напряжения | 2018 |
|
RU2690860C1 |
| Способ построения линейного электропривода | 2020 |
|
RU2762288C1 |
| Трехфазный пространственный шихтованный магнитопровод | 2022 |
|
RU2796472C1 |
| ПРОСТРАНСТВЕННЫЙ МАГНИТОПРОВОД | 1992 |
|
RU2081467C1 |
| Быстродействующее коммутационное устройство | 2018 |
|
RU2686659C1 |
Изобретение относится к области электротехники и может быть использовано при изготовлении магнитопровода трансформатора. Технический результат – увеличение номенклатуры выпускаемых магнитопроводов, в том числе с диаметром стержня более 440 мм. Магнитопровод трансформатора изготавливают из по меньшей мере двух вертикально ориентированных составных частей, разделенных по высоте магнитопровода вдоль ярма. При складывании составных частей во фронтальной плоскости формируют единую конструкцию. При этом размер составных частей устанавливают исходя из заданной мощности и расчетного сечения магнитопровода. Составные части магнитопровода могут быть разделены вертикальной дистанционной пластиной. 1 з.п. ф-лы, 2 ил.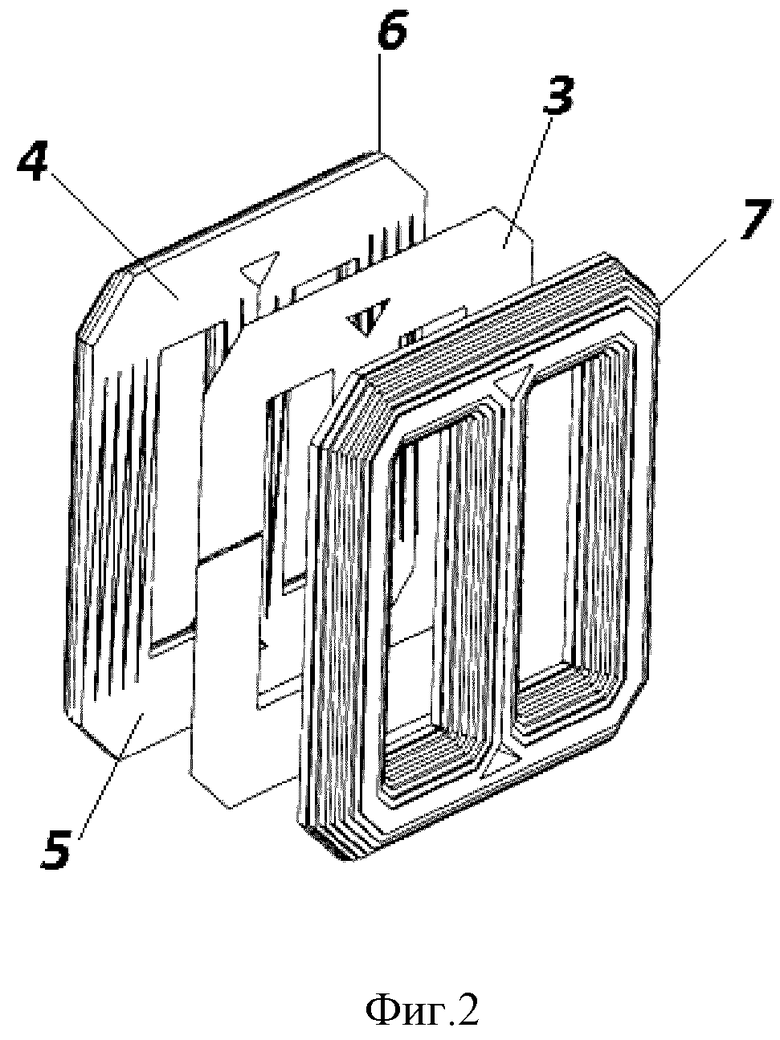
1. Способ изготовления магнитопровода, согласно которому сборку осуществляют из комплекта предварительно нарезанных и изогнутых по размеру полос электротехнической стали, которые вкладывают друг в друга, образовывая верхнюю и нижнюю половины со ступенчатым расположением стыков по высоте стержня, отличающийся тем, что магнитопровод изготавливают из по меньшей мере двух вертикально ориентированных составных частей, разделенных по высоте магнитопровода, вдоль ярма, при складывании которых, во фронтальной плоскости, формируют единую конструкцию, при этом геометрические размеры составных частей, в частности ширину по ярму, устанавливают исходя из заданной мощности и расчетного сечения магнитопровода.
2. Способ изготовления магнитопровода по п.1, отличающийся тем, что составные части магнитопровода разделяют вертикальной дистанционной пластиной.
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН МАГНИТНОГО СЕРДЕЧНИКА | 2011 |
|
RU2560523C2 |
| ЖЕСТКИЙ ЛЕНТОЧНЫЙ МАГНИТОПРОВОД ДЛЯ ТРАНСФОРМАТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2516438C2 |
| Способ изготовления ленточных разрезных сердечников | 1986 |
|
SU1363314A1 |
| СПОСОБ ОБРАБОТКИ ШИХТОВАННОГО МАГНИТОПРОВОДА СТЕРЖНЕВОГО ТРАНСФОРМАТОРА | 2014 |
|
RU2565239C1 |
| Шихтованный магнитопровод трансформатора | 1987 |
|
SU1511776A1 |
| US 2931993 A1, 05.04.1960. | |||

