ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к изготовлению магнитных сердечников, в частности к изготовлению сердечников, образованных путем набора одну на другую отдельных пластин из магнитного полосового материала. Наборные сердечники часто используются в трансформаторах для обеспечения пути для магнитных силовых линий.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Трансформаторные сердечники производятся для различных областей применения, в том числе для трансформаторов общего назначения и распределительных трансформаторов, например, используемых в сетях распределения электроэнергии для повышения и понижения передаваемого напряжения до соответствующих уровней. Трансформаторные сердечники обычно изготавливают путем набора одну на другую отдельных пластин, что обеспечивает ряд преимуществ, в том числе повышение сопротивления сердечника и снижение токовихревых потерь. Процесс изготовления наборных пластин может быть автоматизирован с помощью программируемых станков, которые могут выполнять требуемые операции по изгибу и резанию. По мере изготовления отдельных пластин на таком станке они обычно набираются или ставятся друг на друга вручную оператором станка.
В станке для изготовления пластин магнитного сердечника отдельные пластины обычно изгибают и разрезают согласно заранее заданным геометрическим размерам из непрерывно подаваемого магнитного полосового материала. Такой станок обычно содержит режущее устройство и загибающее или изгибающее средство для формирования пластин необходимым образом до их набора с образованием сердечника. До сих пор режущее и загибающее устройства приводились в действие гидравлическим и/или пневматическим образом с разной степенью успеха. Гидравлический и пневматический привод часто бывает шумным и может приводить к нежелательным уровням вибрации в станке, что ускоряет износ элементов и может вызвать повреждение или смещение ключевых компонентов. Необходимость замены элементов неизменно приводит к простою станка, что в сочетании с заменой элементов может быть очень дорогостоящим для изготовителя сердечников.
Пневматические исполнительные устройства часто обеспечивают неконтролируемое перемещение между механическими ограничителями и лучше всего подходят для применений, в которых требуется перемещение от точки к точке. Сжимаемость рабочей текучей среды приводит к незначительной жесткости системы, и поэтому обеспечение точного управления положением между пределами хода является наиболее сложной задачей для пневматических исполнительных устройств.
Гидравлические исполнительные устройства могут обеспечивать наличие значительного усилия и жесткости системы, сравнимых с обеспечиваемыми пневматическими исполнительными устройствами, однако гидравлические системы имеют ряд присущих им недостатков. Гидравлическая текучая среда подвержена засорению и загрязнению в промышленной среде и требует выполнения фильтрации и технического обслуживания. Также существует вероятность ее протечки, что может привести к простою и ремонту станка. Гидравлические цилиндры также имеют свойство ограничивать точность и стабильность позиционирования, например, когда изменения в температуре гидравлической текучей среды могут приводить к изменению эксплуатационных характеристик. Кроме того, для гидравлической системы требуется большее пространство, поскольку необходимо также наличие таких вспомогательных элементов, как насосы, устройство подачи текучей среды, система соединительных трубопроводов, гидравлические цилиндры и необходимые клапаны управления.
Таким образом, существует необходимость в усовершенствованной приводной системе для выполнения изгибания и резания в станках для изготовления пластин магнитного сердечника. Целью данного изобретения является устранение одной или более из вышеописанных трудностей или по меньшей мере обеспечение полезной альтернативы для устройств вышеописанного типа.
Другие преимущества предложенного изобретения станут очевидны из нижеследующего описания при его рассмотрении совместно с прилагаемыми чертежами, на которых в качестве иллюстрации и примера показан предпочтительный вариант выполнения данного изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно первому аспекту изобретения предложен станок для изготовления набираемых пластин магнитного сердечника, образованных из магнитного полосового материала, причем указанный станок содержит:
раму для размещения узла гибочной плиты и узла гильотинной плиты,
узел гибочной плиты, содержащий загибающий брусок для изгиба указанного полосового материала по меньшей мере в одном заданном положении,
узел гильотинной плиты, содержащий режущее лезвие для разрезания указанного полосового материала в заданном положении,
первое электрическое исполнительное устройство,
второе электрическое исполнительное устройство,
первый кулачковый вал, приводимый в действие первым электрическим исполнительным устройством, соединенный с узлом гибочной плиты при помощи первого связующего элемента и выполненный с возможностью вращения вокруг первой оси,
второй кулачкой вал, приводимый в действие вторым электрическим исполнительным устройством и соединенный с узлом гильотинной плиты при помощи второго связующего элемента,
причем первый связующий элемент имеет первую часть, соединенную с первым кулачковым валом при помощи первого кулачкового подшипника, и вторую часть, соединенную с узлом гибочной плиты при помощи подшипника гибочной плиты, при этом первый кулачковый подшипник пересекается первой плоскостью, перпендикулярной указанной первой оси, а подшипник гибочной плиты пересекается второй плоскостью, перпендикулярной первой оси, причем первая и вторая плоскости смещены друг от друга.
В одном варианте второй связующий элемент представляет собой прямой связующий элемент, соединенный со вторым кулачковым валом при помощи второго кулачкового подшипника и соединенный с узлом гильотинной плиты при помощи подшипника гильотинной плиты, причем второй кулачковый подшипник и подшипник гильотинной плиты пересекаются указанной первой плоскостью.
В одном варианте вторая плоскость расположена перед первой плоскостью.
В одном варианте первая и вторая части первого связующего элемента ступенчато отделены друг от друга.
В одном варианте узел гибочной плиты и узел гильотинной плиты выполнены с возможностью приведения в действие независимо друг от друга возвратно-поступательным образом между соответствующими самым верхним и самым нижним положениями.
В одном варианте узел гильотинной плиты содержит подвижное верхнее режущее лезвие и неподвижное нижнее режущее лезвие, которые взаимодействуют с обеспечением разрезания полосового материала путем среза между соответствующими лезвиями.
В одном варианте узел гибочной плиты также содержит зажимной элемент для зажима полосового материала перед изгибанием.
В одном варианте первый связующий элемент и узел гибочной плиты соединены при помощи первого штифтового элемента.
В одном варианте второй связующий элемент и узел гильотинной плиты соединены при помощи второго штифтового элемента.
В одном варианте узел гибочной плиты и узел гильотинной плиты установлены на паре валов, которые расположены в противоположных в боковом направлении частях рамы.
В одном варианте узел гибочной плиты выполнен с возможностью скольжения вдоль указанных валов.
В одном варианте узел гильотинной плиты неподвижно прикреплен к валам с обеспечением возможности синхронного перемещения указанной плиты и валов.
В одном варианте по меньшей мере одно из первого и второго электрических исполнительных устройств представляет собой серводвигатель.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже приведено описание различных аспектов данного изобретения со ссылкой на нижеследующие чертежи, на которых
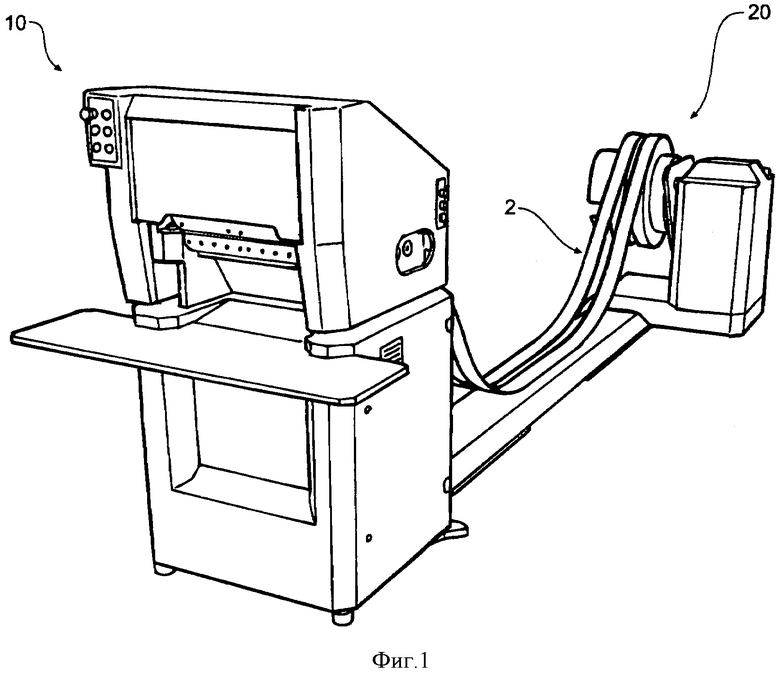
фиг.1 изображает вид в аксонометрии станка для изготовления пластин магнитного сердечника,
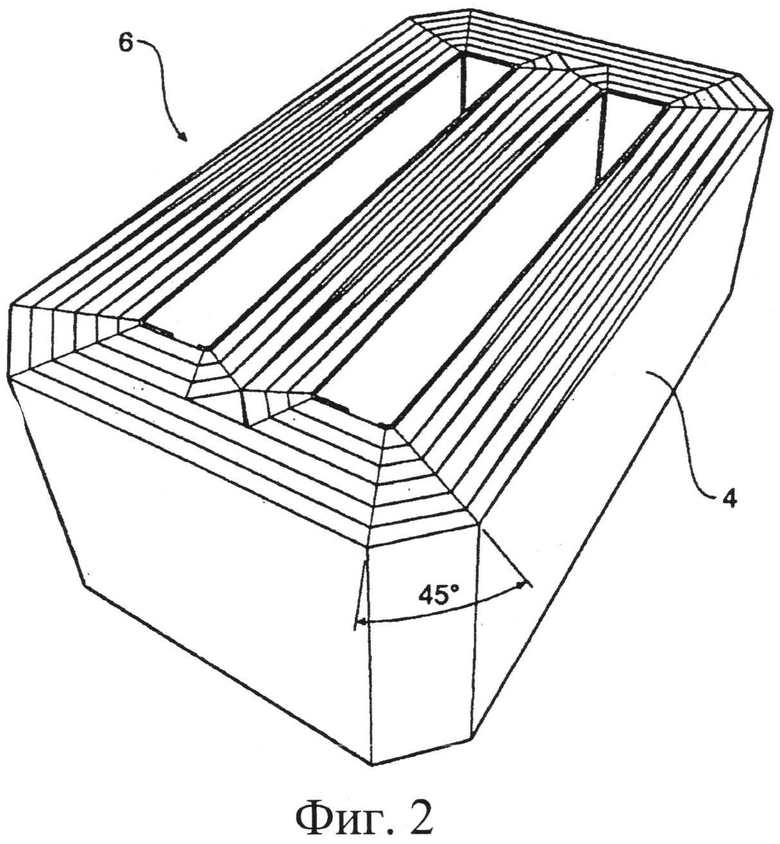
фиг.2 изображает вариант выполнения магнитного сердечника, образованного путем набора отдельных пластин, изготовленных с помощью указанного станка,
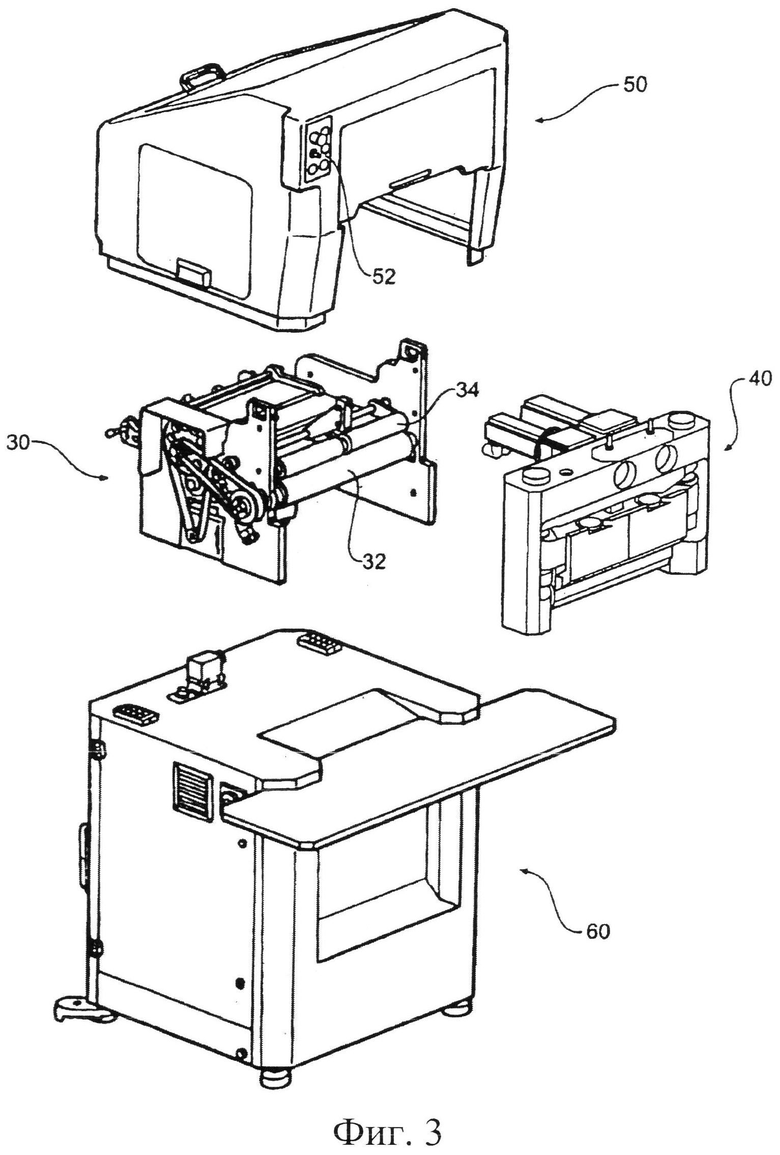
фиг.3 изображает основные узлы станка в разобранном виде,
сриг.4 изображает вид в аксонометрии головного узла станка,
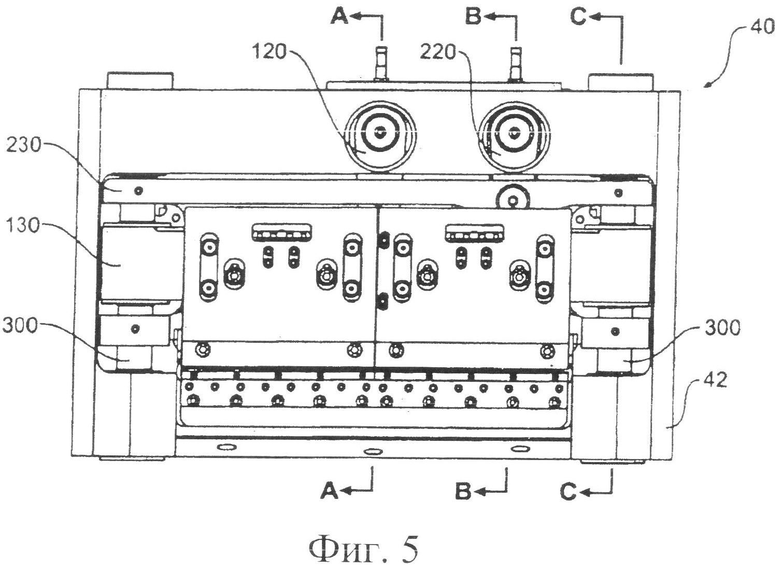
фиг.5 изображает вид спереди головного узла станка,
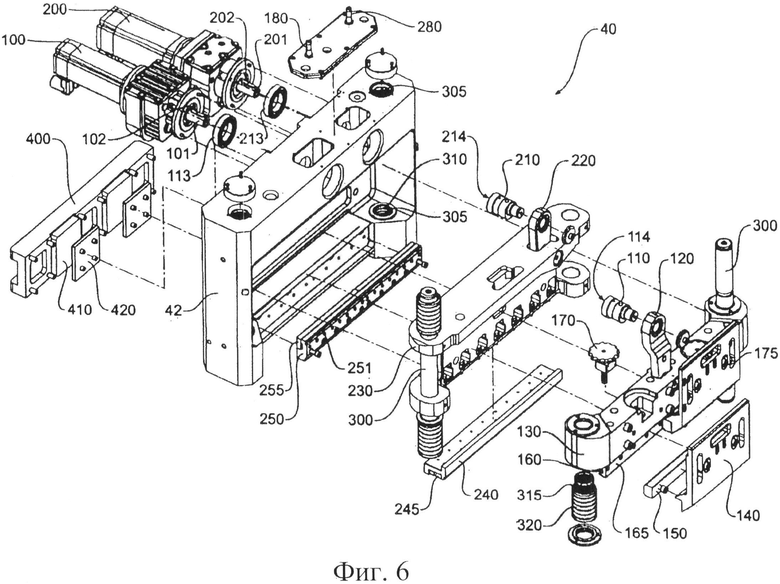
фиг.6 изображает основные элементы головного узла станка в частично разобранном виде,
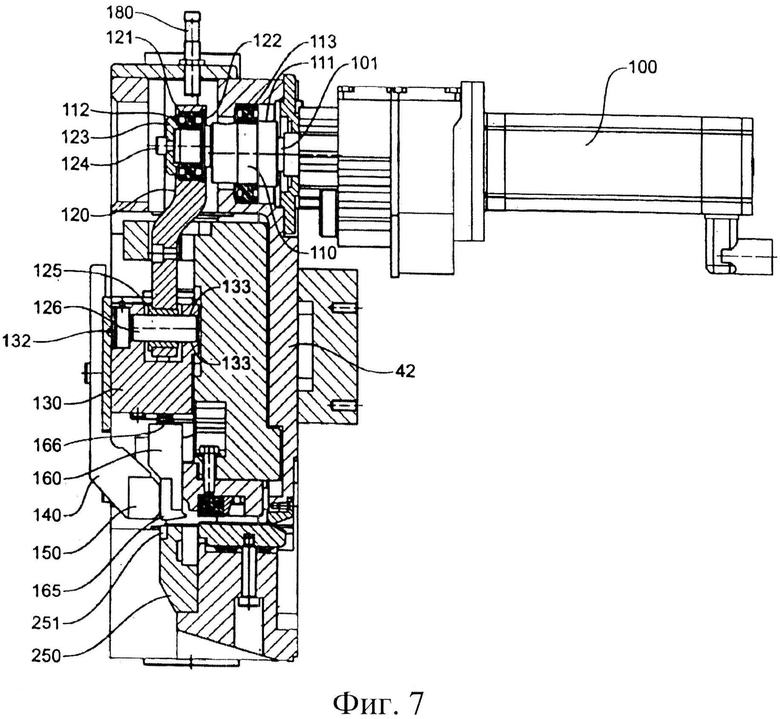
фиг.7 изображает разрез по линии А-А на фиг.5, показывающий приводной механизм загибающего устройства,
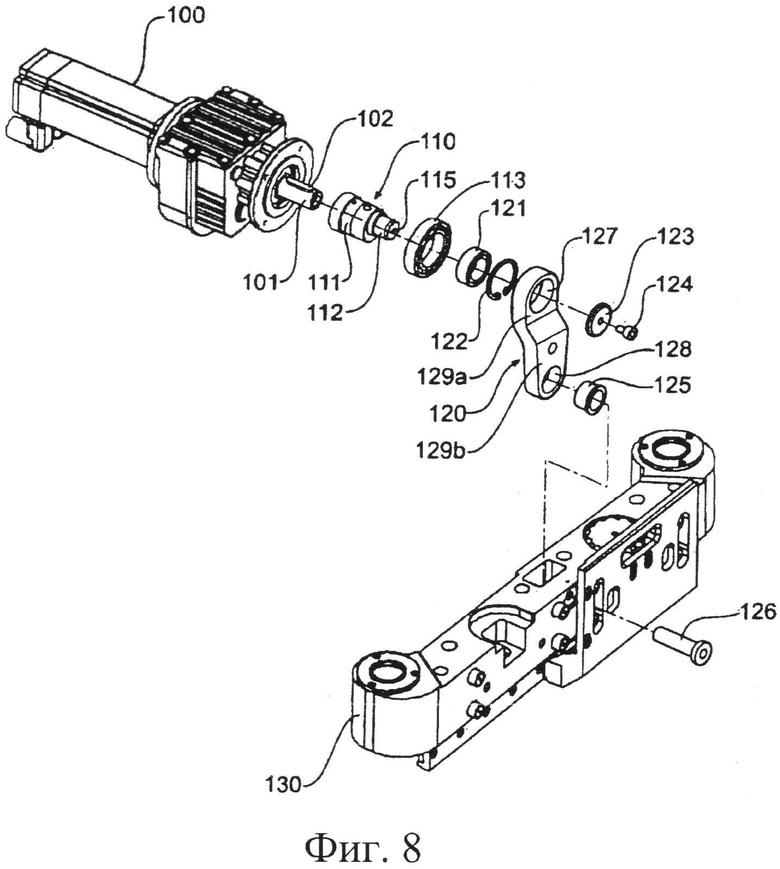
фиг.8 изображает в разобранном виде кулачковый вал и связующие средства привода загибающего устройства,
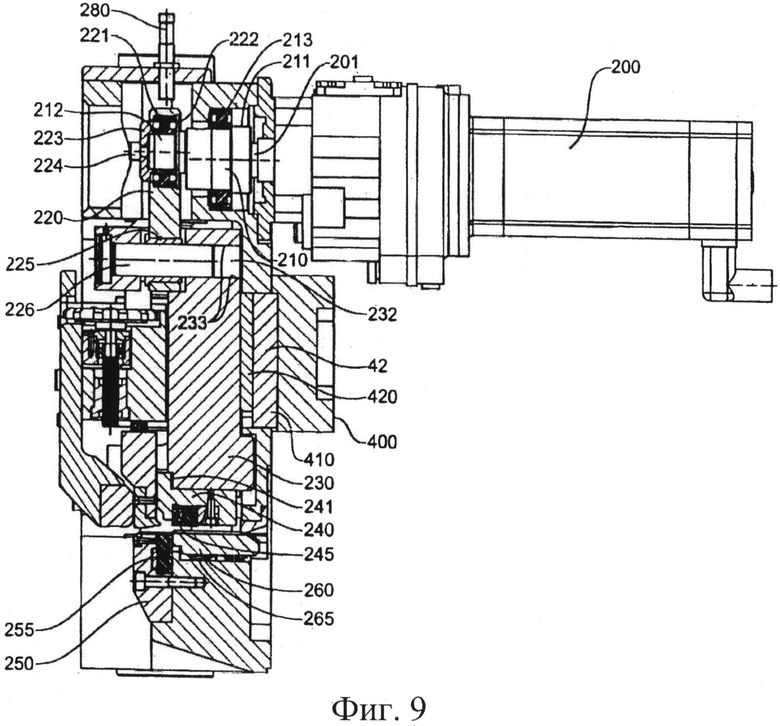
фиг.9 изображает разрез по линии В-В на фиг.5, показывающий приводной механизм гильотины,
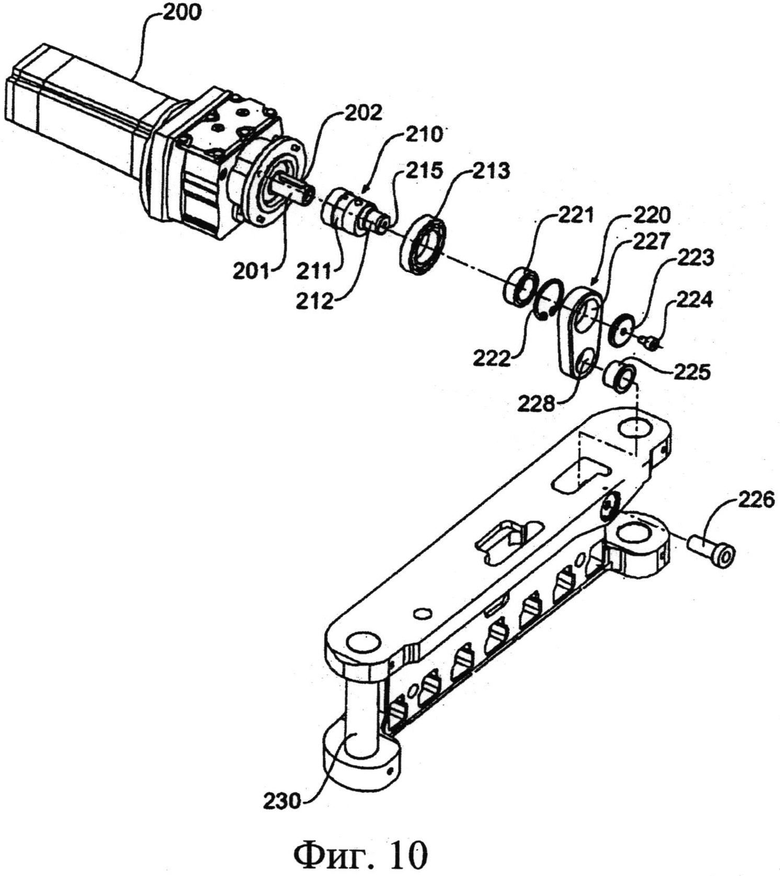
фиг.10 изображает в разобранном виде кулачковый вал и связующие средства привода гильотины,
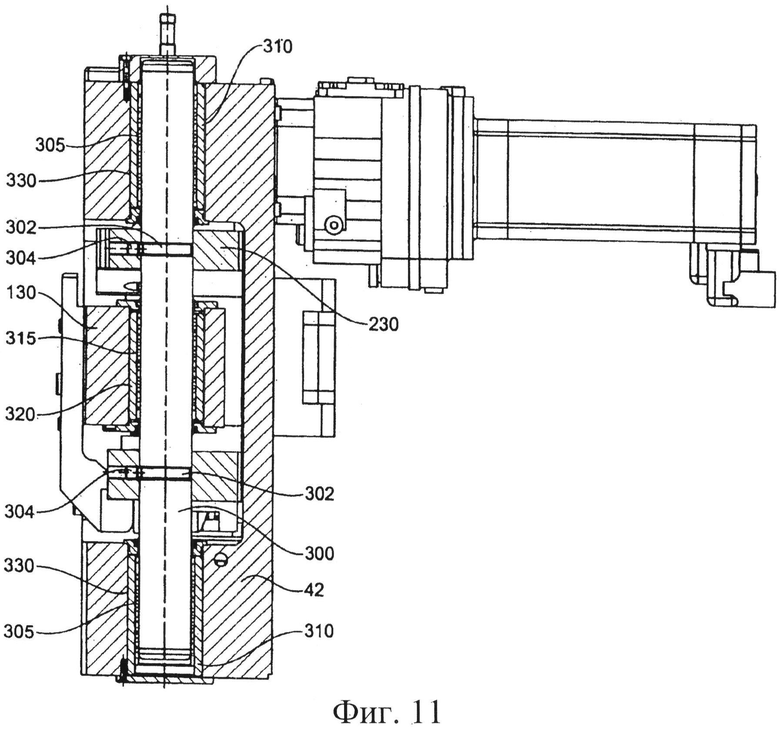
фиг.11 изображает разрез по линии С-С на фиг.5, показывающий один из главных направляющих валов,
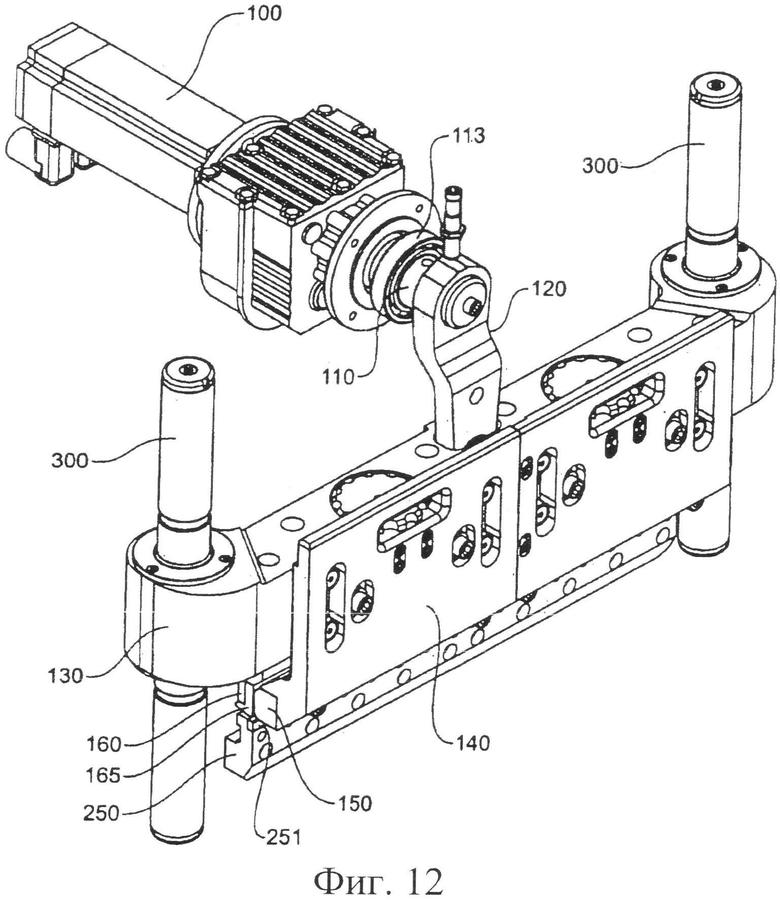
фиг.12 изображает вид в аксонометрии головного узла, показывающий часть приводного механизма загибающего устройства,
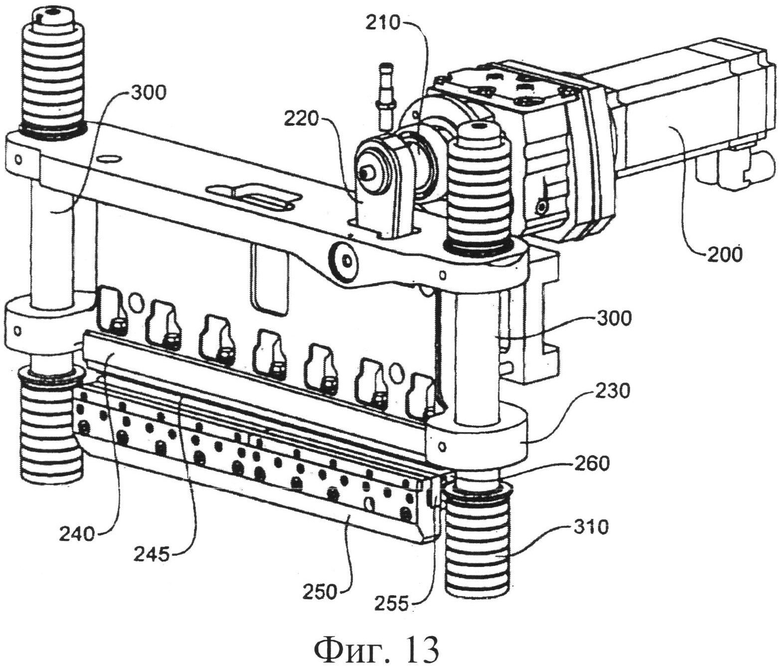
фиг.13 изображает вид в аксонометрии головного узла, показывающий часть приводного механизма гильотины,
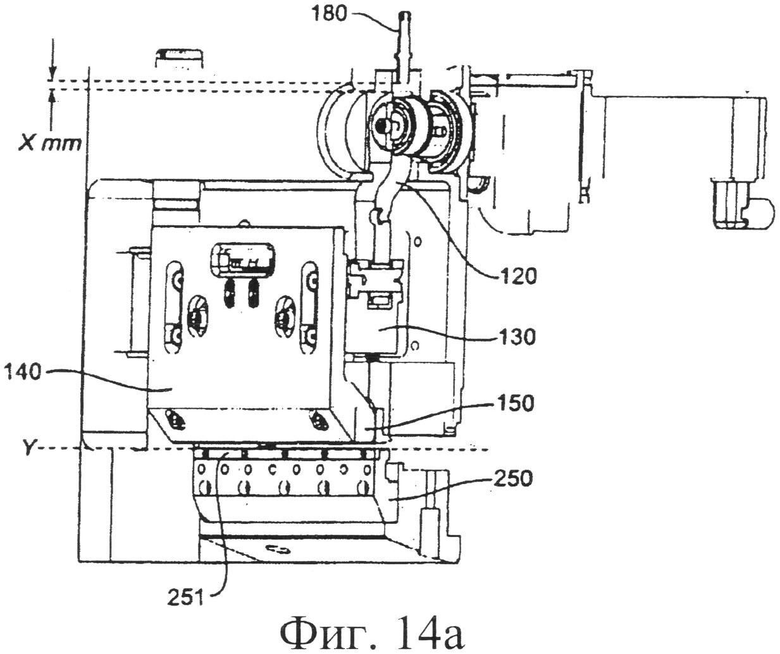
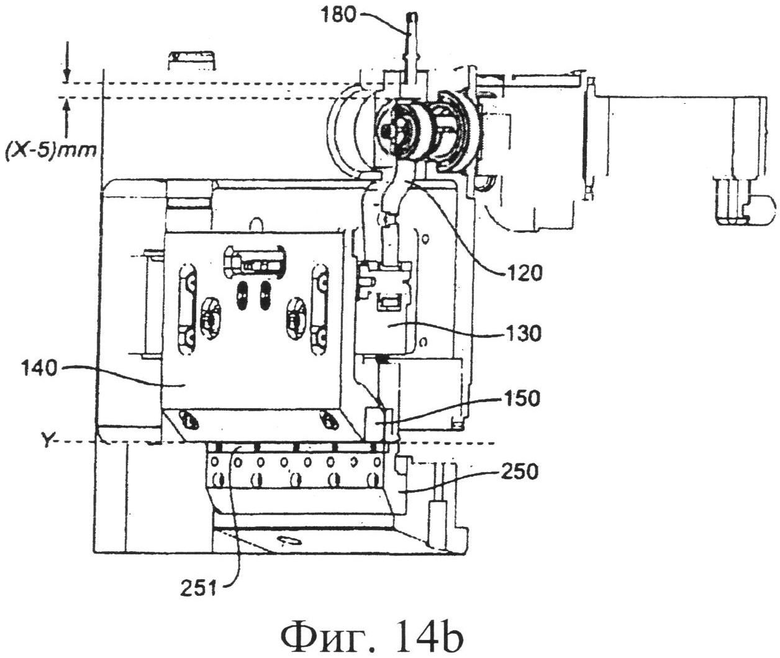
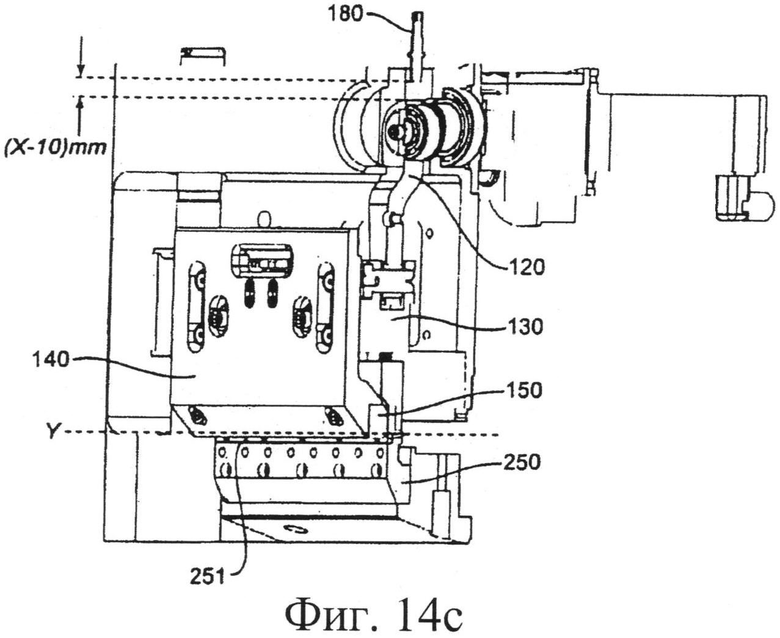
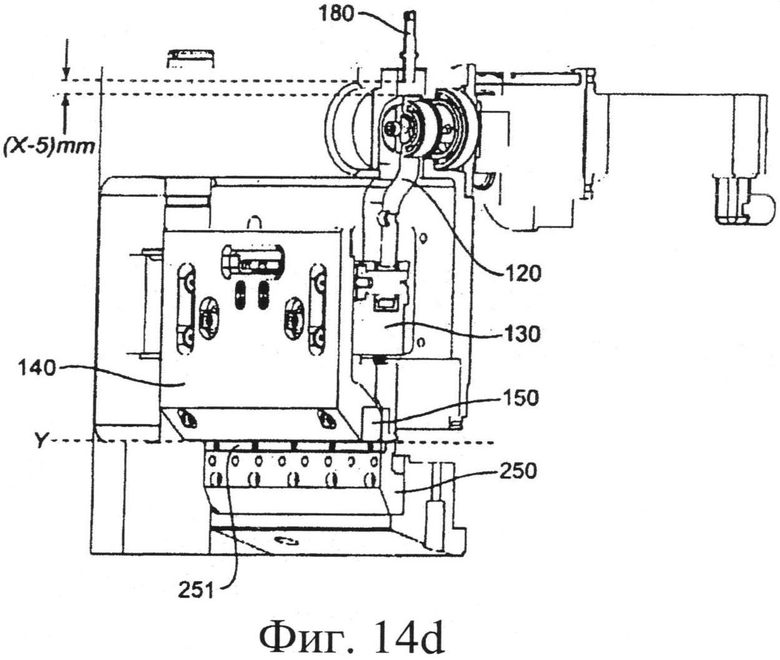
фиг.14а-14d изображает последовательность разрезов приводного механизма загибающего устройства, на которых кулачковый вал расположен соответственно под углом 0° (верхняя мертвая точка (ВМТ)), 90°, 180° и 270°,
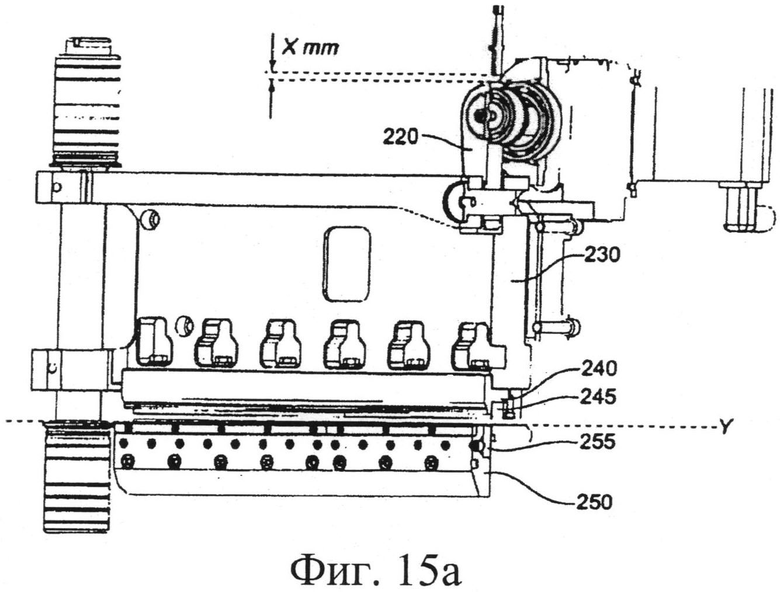
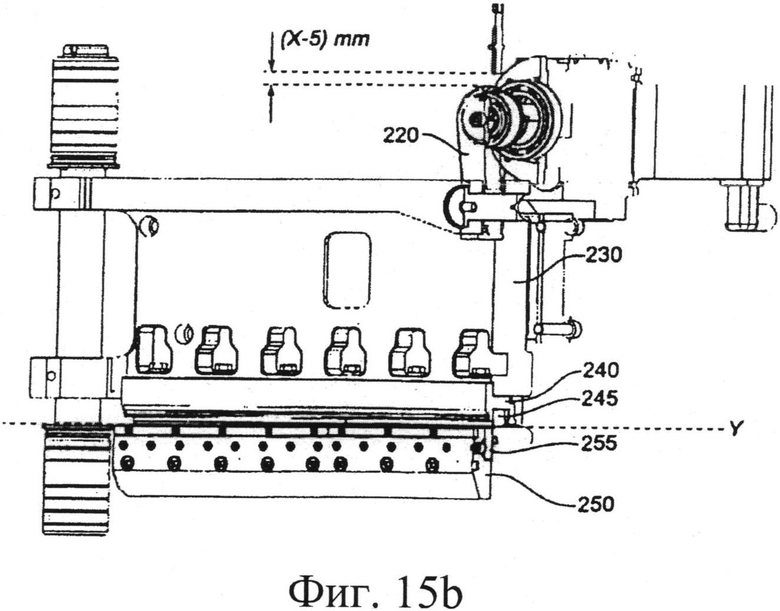
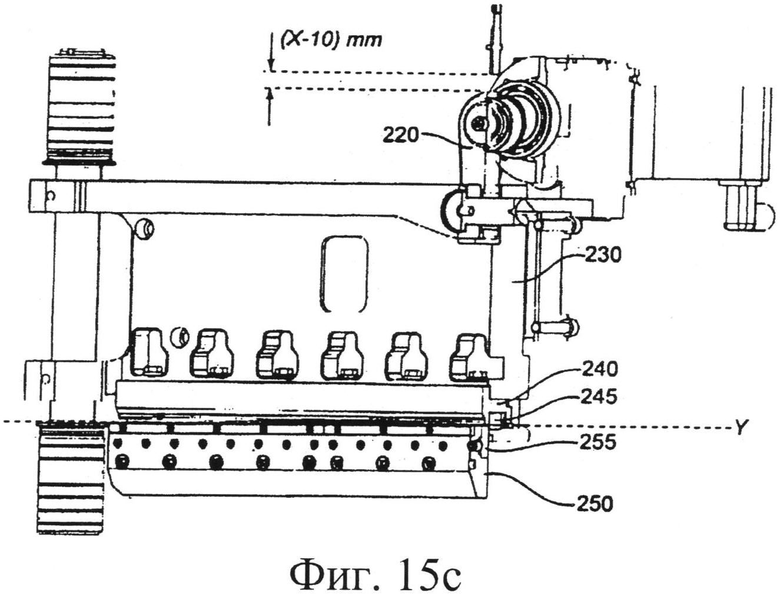
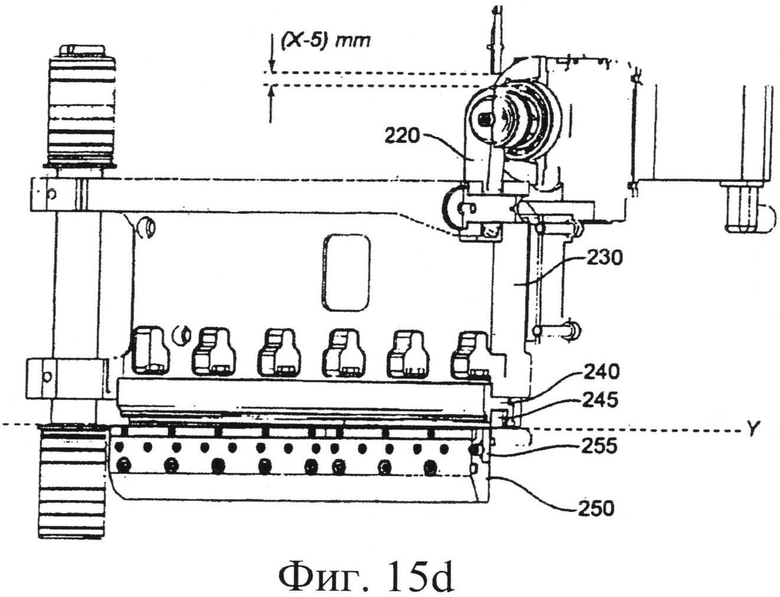
фиг.15а-15d изображает последовательность разрезов приводного механизма гильотины, на которых кулачковый вал расположен соответственно под углом 0° (верхняя мертвая точка (ВМТ)), 90°, 180° и 270°,
В нижеследующем описании одинаковые номера позиций обозначают одинаковые или соответствующие элементы на различных видах, приведенных на чертежах.
ОПИСАНИЕ ИЛЛЮСТРАТИВНОГО ВАРИАНТА ВЫПОЛНЕНИЯ
На фиг.1 изображен станок 10 для изготовления пластин магнитного сердечника. На фиг.1 станок 10 показан в производственных условиях с соответствующим разматывающим устройством 20. Рулон из магнитного полосового материала 2 разматывается с устройства 20 и подается к станку 10, в котором он изгибается и разрезается с получением отдельной пластины 4 сердечника 6 (см. фиг.2). Станок 10 используется для изготовления пластин, которые набираются или укладываются друг на друга с образованием сердечника, обычно предназначенного для использования в трансформаторе. Станок 10 может быть запрограммирован для производства сердечников с различными геометрическими параметрами, задаваемыми пользователем. На фиг.2 показан вариант сердечника 6, который может быть изготовлен с помощью станка 10. Сердечник 6, показанный на фиг.2, сформирован путем набора отдельных пластин 4, имеющих складки в 45° на углах. Сердечник 6 образован путем составления этих пластин друг с другом по мере отрезания каждой отдельной пластины со станка 10. Станок 10 может быть выполнен с возможностью создания складок под различными углами, в том числе 30°, 45° и 90°.
Сердечник 6, показанный на фиг.2, является всего лишь одним примером возможной геометрии сердечника, который может быть получен с помощью станка 10. К примерам сердечников, которые могут быть изготовлены на таком станке, относятся сердечники с различными конфигурациями, в том числе пластины с распределенным зазором в стандартном исполнении и с концевым перекрытием, пластины для двойного сердечника, неразрезанные пластины, стыковые пластины, пластины со ступенчатым стыком и пластины под углом 90°. Для задания геометрии сердечника с регулируемыми параметрами используется программное обеспечение для программирования, в том числе для задания ширины полосы, толщины полосы, угла сходимости, длины окна, ширины окна и высоты набора, как должно быть понятно специалистам в данной области техники. Сердечник 6 может быть изготовлен из кремнистой стали с направленной кристаллизацией или из электротехнической стали с ненаправленной кристаллизацией любой марки толщиной от 0,2 до 0,35 мм. Станок 10 может быть выполнен с возможностью обработки одиночной полосы материала или, как вариант, одновременной обработки двух более узких полос.
На фиг.3 изображены в разобранном виде основные составные узлы станка 10. Корпусной узел 60 образует основание станка, и в нем расположена большая часть электронного оборудования. На корпусном узле 60 установлен подающий узел 30, который принимает полосовой материал 2 от разматывающего устройства 20. Материал 2 направляется между нижними роликами 32 и верхними роликами 34 и подается в головной узел 40, в котором происходит его изгибание и разрезание. Таким образом, станок 10 может принимать по меньшей мере одну полосу материала 2. Головной узел 40 установлен на подающем узле 30 с помощью соответствующих крепежных средств, но предпочтительно закреплен на месте болтами. Имеется также закрывающий узел 50, который по существу окружает подающий узел 30 и головной узел 40. На закрывающем узле 50 установлен по меньшей мере один управляющий пользовательский интерфейс 52, который обеспечивает команды управления станком, например ВКЛЮЧЕНИЕ ПИТАНИЯ, СТОП, ЗАПУСК и ПАУЗА.
На фиг.4-6 изображены виды головного узла 40 станка 10. В узле 40 расположены элементы станка 10, которые облегчают изгибание и разрезание полосового материала 2. Головной узел 40 собран вокруг выполненной машинной обработкой головной рамы 42, которая образует вмещающую и поддерживающую конструкцию для загибающего и режущего устройств. На фиг.4 и 5 показан вариант сборки загибающего устройства и режущего устройства внутри рамы 42. Загибающее устройство в целом содержит узел гибочной плиты, содержащий гибочную плиту 130, опорную пластину 140 и загибающий брусок 150. Гибочная плита 130 расположена на паре направляющих валов 300, которые поддерживаются в противоположных в боковом направлении частях головной рамы 42. Гибочная плита 130 установлена с возможностью скольжения на валах 300, которые направляют плиту 130 вверх и вниз от самого верхнего положения в самое нижнее положение (диапазон линейного перемещения определен как «ход»).
Узел гибочной плиты приводится в действие электромеханической кулачковой приводной системой. Электрическое исполнительное устройство 100 приводит в действие кулачковый вал 110, прочно соединенный со связующим элементом 120, который присоединен к гибочной плите 130. При перемещении плиты 130 вниз по направлению к нижней точке ее хода брусок 150 контактирует с полосовым материалом 2 и образует запрограммированный изгиб или складку. В данном описании термин «электромеханический» относится к электрическому приводу или исполнительному устройству (то есть движущее усилие является электрическим), соединенному с механическими элементами и преобразующему, таким образом, электрическую энергию в механическое перемещение.
Режущее устройство в целом содержит узел гильотинной плиты, содержащий гильотинную плиту 230, держатель 240 верхнего лезвия и верхнее режущее лезвие 245. Держатель 240 установлен на основании гильотинной плиты 230 таким образом, что лезвие 245 перемещается вверх и вниз вместе с плитой 230. Гильотинная плита 230 также расположена на направляющих валах 300, но может быть присоединена неподвижно. Таким образом, плита 230 и валы 300 выполнены с возможностью синхронного перемещения из самого верхнего положения в самое нижнее положение (диапазон линейного перемещения определен как «ход»). В других вариантах выполнения плита 230 может быть выполнена с возможностью скольжения относительно валов 300. Узел гильотинной плиты приводится в действие электромеханической кулачковой приводной системой. Электрическое исполнительное устройство 200 приводит в действие кулачковый вал 210, прочно соединенный со связующим элементом 220, который присоединен к гильотинной плите 230. При перемещении плиты 230 вниз по направлению к нижней точке ее хода верхнее лезвие 245 контактирует с полосовым материалом 2 и взаимодействует с неподвижным нижним режущим лезвием 255 с обеспечением разрезания или среза материала 2.
Несмотря на то что предпочтительно и режущее устройство, и загибающее устройство приводятся в действие электромеханическим кулачковым приводным устройством, возможны случаи, когда пространственные ограничения могут требовать приведения загибающего устройства в действие пневматическим образом. Например, в меньшем варианте станка может быть предпочтительным использование компактного пневматического привода для приведения в действие узла гибочной плиты. В таком варианте выполнения режущее устройство по-прежнему приводится в действие электромеханическим кулачковым устройством, и, таким образом, преимущества, связанные с этим видом привода, по-прежнему реализуются для общих эксплуатационных показателей станка.
На фиг.7 изображен разрез по линии А-А на фиг.5 через приводной механизм загибающего устройства. На задней части головной рамы 42 установлено электрическое исполнительное устройство 100. Устройство 100 может представлять собой любой подходящий электродвигатель, но предпочтительно является серводвигателем. Серводвигатель преимущественно обеспечивает требуемый уровень управления и точности и одновременно с этим - достаточную мощность и крутящий момент. На выходном валу 101 серводвигателя 100 прочно установлен эксцентриковый кулачковый вал 110. Выходной вал 101 двигателя 100 имеет выступающий шпоночный элемент 102, выполненный с возможностью введения во внутренний шпоночный паз (не показан) кулачкового вала 100. Вследствие этого соединения шпонка 102 предотвращает относительный поворот между указанными двумя элементами и обеспечивает передачу крутящего момента от двигателя 100 к кулачковому валу 110. Для запирания кулачкового вала 110 на выходном валу 101 двигателя 100 используется шлицевой болт (не показан), проходящий через резьбовое отверстие в валу 110. Кулачковый вал 110 поддерживается с возможностью вращения при помощи шарикового подшипника 113, который расположен в головной раме 42.
Кулачковый вал 10 соединен со связующим элементом или кулисным рычагом 120. Лучше всего это соединение показано на фиг.8, показывающей в разобранном виде кулачковый вал и связующие средства привода загибающего устройства. На фиг.12 также изображена часть приводного механизма загибающего устройства (привод режущего устройства не показан). Кулачковый вал 110 содержит удлиненную хвостовую часть 111 и радиально смещенный или эксцентриковый кулачковый штифт 112. Связующий элемент 120 имеет первое отверстие 127 и второе отверстие 128. Кулачковый штифт 112 вставлен в первое отверстие 127 элемента 120 и выполнен с возможностью поворота внутри шарикового подшипника 121, который установлен в первом отверстии 127 элемента 120 и удерживается внутренним пружинным кольцом 122. Кулачковый вал 110 прикреплен к связующему элементу 120 с помощью звеньевого фиксатора или шайбы 123, которая установлена на поверхности элемента 120, окружающей первое отверстие 127. В резьбовое отверстие фиксатора 123 и резьбовое отверстие 115 штифта 112 вставлен соответствующий крепежный элемент, например болт с углублением под ключ. Это соединение облегчает непосредственное скрепление между кулачковым валом 110 и связующим элементом 120, так что при повороте кулачкового вала 110 элемент 120 приводится в движение между самым верхним положением и самым нижним положением возвратно-поступательным образом.
Узел гибочной плиты соединен со связующим элементом 120 при помощи соединительного элемента 126, который вставлен через второе отверстие 128 элемента 120. Соединительный элемент 126 может представлять собой удлиненный штифтовой элемент. Соединительный элемент 126 вставлен через проход 132, расположенный в гибочной плите 130, и поддерживается втулкой 125, расположенной во втором отверстии 128 связующего элемента 120. Внешняя поверхность соединительного элемента 126 плотно прилегает к внутренним стенкам 133 прохода 132 плиты 130. Таким образом, при опускании или подъеме связующего элемента 120 соединительный элемент 126 прикладывает несущее усилие к проходу 132 гибочной плиты 130, что приводит к опусканию или подъему плиты 130.
В данном описании термин «плита» используется для описания блокирующего или прессующего элемента с достаточной массой, который при приведении его в движение вниз по направлению к полосовому материалу может прилагать усилие, необходимое во время процессов изгибания или резания.
Поскольку гибочная плита 130 расположена спереди от гильотинной плиты 230, то в предпочтительном варианте выполнения связующий элемент 120 механически обработан так, что он имеет верхнюю часть 129а с первым отверстием 127, ступенчато отделенную от нижней части 129b со вторым отверстием 128, что обеспечивает смещение в продольном направлении между верхней частью 129 и нижней частью 129b. Выполнение связующего элемента таким образом обеспечивает совместимость между кулачковыми валами привода загибающего устройства и привода гильотины. Если бы использовалась прямая связь (как для привода гильотины), то кулачковый вал необходимо бы было выполнить более длинным, что привело бы к более высокой нагрузке у основания кулачкового вала и вала двигателя, что, в свою очередь, создало бы циклические напряжения и уменьшило усталостную прочность компонентов. Наличие элемента со ступенчатой связью устраняет эти проблемы и обеспечивает возможность расположения первых отверстий обоих связующих средств и приведения их в действие в одной и той же вертикальной плоскости.
Ниже приведено описание ступенчатого связующего элемента 120 (первого связующего элемента) со ссылкой на фиг.7 и 8. Элемент 120 имеет первую часть 129а, соединенную с первым кулачковым валом 110 при помощи первого кулачкового подшипника 121, и вторую часть 129b, соединенную с узлом гибочной плиты при помощи подшипника 125 гибочной плиты, при этом подшипник 121 пересечен первой плоскостью, перпендикулярной оси вращения вала 110, а подшипник 125 пересечен второй плоскостью, перпендикулярной оси вращения вала 110, причем первая и вторая плоскости смещены друг от друга.
Связующий элемент 220 (второй связующий элемент) представляет собой прямую связь, как показано, например, на фиг.10. Элемент 220 соединен со вторым кулачковым валом 210 при помощи второго кулачкового подшипника 221 и соединен с узлом гибочной плиты при помощи подшипника 225 гибочной плиты, при этом подшипник 221 и подшипник 225 пересечены вышеуказанной первой плоскостью.
Узел гибочной плиты может также содержать зажимной элемент для зажима полосового материала перед изгибанием. Как показано на фиг.7, зажимной брусок 160 закреплен под гибочной плитой 130, а на границе между основанием плиты 130 и бруском 160 расположены нажимные пружины 166. В одном варианте выполнения брусок 160 содержит резиновый блок 165 (например, из полиуретанового эластомера), через который сжимающее зажимное усилие передается к полосовому материалу 2. Резиновый материал поглощает или минимизирует вибрацию и уменьшает шум при контакте бруска 160 с полосой, что помогает предотвратить повреждение полосового материала.
Загибающий брусок 150 прикреплен к регулируемой опорной пластине 140, которая установлена на передней части гибочной плиты 130. Опорная пластина 140 прикреплена с возможностью регулирования к гибочной плите 130 для обеспечения возможности регулирования вертикального положения бруска 150. Опорная пластина 140 расположена на толкателях 175 кулачка, которые поддерживают ориентацию пластины 140 и обеспечивают возможность регулирования по вертикали в направлении вверх и вниз. В одном варианте выполнения возможность регулирования обеспечивается с помощью колесиков 170 с накаткой, которые установлены с прохождением через гибочную плиту 130 и при использовании поворачиваются с обеспечением перемещения опорной пластины 140 вверх и вниз. Такая возможность регулирования может изменять дальность перемещения бруска 150 при совершении нижнего хода, что может непосредственно определять качество изгибания, выполняемого для определенных углов изгиба. В одном варианте выполнения опорная пластина 140 образована двумя взаимно соединенными пластинами, каждая из которых выполнена с возможностью регулирования, что может быть предпочтительно при одновременной обработке двух полос. В этом варианте выполнения загибающий брусок 150 содержит два отдельных бруска, каждый из которых установлен на одну соответствующую пластину 140.
Во время работы при перемещении гибочной плиты 130 вниз зажимной брусок 160 сначала контактирует с полосой, а пружины 166 действуют с обеспечением приложения сжимающего зажимного усилия для удерживания полосы 2 в положении, в котором брусок 150 изгибает материал. По мере дальнейшего перемещения плиты 130 к нижней точке ее хода пружины 166 сжимаются еще больше, обеспечивая возможность перемещения загибающего бруска 150 под зажимной брусок 160 и выполнения изгиба или складки. Операция изгибания выполняется вокруг кромки твердосплавного блока 251, который установлен в выемке, выполненной в держателе 250 нижнего лезвия. При опускании бруска 150 он контактирует с материалом 2 в заданных местоположениях и образует складку. Материал 2 изгибается вокруг кромки блока 251 и формуется с помощью бруска 150, который имеет определенный радиус кривизны на своей загибающей кромке. При подаче материала 2 через головной узел 40 происходит выполнение складок в заданных местоположениях до разрезания полосы 2 и образования пластины 4.
На фиг.9 изображен разрез по линии В-В фиг.5 через приводной механизм гильотины. Электрическое исполнительное устройство 200 показано установленным на заднюю часть головной рамы 42. Устройство 200 может представлять собой любой подходящий электродвигатель, но предпочтительно является серводвигателем. Серводвигатель преимущественно обеспечивает требуемый уровень управления и точности и одновременно с этим - достаточную мощность и крутящий момент. На выходном валу 201 серводвигателя 200 прочно установлен эксцентриковый кулачковый вал 210. Выходной вал 201 двигателя 200 имеет выступающий шпоночный элемент 202, выполненный с возможностью введения во внутренний шпоночный паз (не показан) кулачкового вала 210. Вследствие этого соединения шпонка 202 предотвращает относительный поворот между указанными двумя элементами и обеспечивает передачу крутящего момента от двигателя 200 к кулачковому валу 210. Для запирания кулачкового вала 210 на выходном валу 201 двигателя 200 используется шлицевой болт (не показан), проходящий через резьбовое отверстие в валу 210. Кулачковый вал 210 поддерживается с возможностью вращения при помощи шарикового подшипника 213, который расположен в головной раме 42.
Кулачковый вал 210 соединен со связующим элементом или кулисным рычагом 220. Лучше всего это соединение показано на фиг.10, показывающей в разобранном виде кулачковый вал 210 и связующие средства привода загибающего устройства. На фиг.13 также изображена часть приводного механизма гильотины (привод загибающего устройства не показан). Кулачковый вал 210 содержит удлиненную хвостовую часть 211 и радиально смещенный, или эксцентриковый, кулачковый штифт 212. Связующий элемент 220 имеет первое отверстие 227 и второе отверстие 228. Кулачковый штифт 212 вставлен в первое отверстие 227 элемента 220 и выполнен с возможностью поворота внутри шарикового подшипника 221, который установлен в первом отверстии 227 элемента 220 и удерживается внутренним пружинным кольцом 222. Кулачковый вал 210 прикреплен к связующему элементу 220 с помощью звеньевого фиксатора или шайбы 223, которая установлена на поверхности элемента 220, окружающей первое отверстие 227. В резьбовое отверстие фиксатора 223 и резьбовое отверстие 215 штифта 212 вставлен соответствующий крепежный элемент, например болт с углублением под ключ. Это соединение облегчает непосредственное соединение между кулачковым валом 210 и связующим элементом 220, так что при повороте кулачкового вала 110 элемент 220 приводится в движение между самым верхним положением и самым нижним положением возвратно-поступательным образом.
Узел гильотинной плиты соединен со связующим элементом 220 при помощи соединительного элемента 226, который вставлен через второе отверстие 228 элемента 220. Соединительный элемент 226 может представлять собой удлиненный штифтовой элемент. Соединительный элемент 226 вставлен через проход 232, расположенный в гильотинной плите 230, и поддерживается втулкой 225, расположенной во втором отверстии 228 связующего элемента 220. Внешняя поверхность соединительного элемента 226 плотно прилегает к внутренним стенкам 233 прохода 232 гильотинной плиты 230. Таким образом, при опускании или подъеме связующего элемента 220 соединительный элемент 226 прикладывает несущее усилие к проходу 232 гильотинной плиты 230, что приводит к опусканию или подъему плиты 230.
В гильотинной плите 230 размещено крепление держателя 240 верхнего лезвия, который установлен с возможностью регулирования на основании плиты 230. Лезвие 245 установлено в держателе 240 таким образом, что режущая кромка проходит под держателем 240. В одном варианте выполнения лезвие может быть изготовлено из твердого сплава. Крепление держателя 240 выполнено с возможностью регулирования в продольном направлении относительно головного узла 40. Регулирование достигается с помощью штамповых пружин 241, которые действуют между краем держателя 240 и гильотинной плитой 230. Цель этой регулировки заключается в получении необходимого разделения между верхним лезвием 245 и нижним лезвием 255. Было установлено, что оптимальные характеристики резания, выполняемого станком 10, имеют место при зазоре между лезвиями, составляющим приблизительно 12 микрон. Если зазор превышает величину в приблизительно 12 микрон, то увеличивается вероятность резания с заусенцами, а если зазор меньше, чем приблизительно 12 микрон, то возрастает вероятность искрашивания ножей.
При опускании гильотинной плиты 230 верхнее лезвие 245 контактирует с полосовым материалом 2 непосредственно над подъемной пластиной 260. Гильотинная плита 230 сжимает пластину 260, которая установлена на нажимных пружинах 265. По мере дальнейшего перемещения плиты 230 вниз к нижней точке ее хода материал 2, зажатый между верхним лезвием 245 и пластиной 260, с усилием сдвигается ниже кромки нижнего лезвия 255. Это обеспечивает прорезывание материала насквозь и создает ровный разрез в заданном положении. После выполнения разреза гильотинная плита 230 начинает подниматься и нажимные пружины 265 действуют с обеспечением возвышения или подъема пластины 260 над нижним лезвием 255. Этот подъем обеспечивает возвышение полосы 2 над кромкой нижнего лезвия 255 и предотвращает захват полосы 2, непрерывно подаваемой в головной узел 40, на задней стороне лезвия 255. Поскольку полосовой материал 2 подается к узлу 40 из смотанного рулона, он имеет свойство скручиваться или загибаться вверх даже после разматывания. Для предотвращения этого верхний ход гильотинной плиты 230 может быть ограничен таким образом, что пространство, в котором полоса 2 может иметь тенденцию к короблению или изгибу вверх, принимается узлом держателя верхнего лезвия. В этом состоит другое преимущество наличия плиты с электрическим кулачковым приводом, поскольку имеется возможность точного управления ходом плиты.
На фиг.11 изображен разрез по линии С-С на фиг.5 через главные направляющие валы 300. Валы 300 вставлены в отверстия 330 в противоположных в боковом направлении частях головной рамы 42. Валы 300 поддерживаются втулками 310, вставленными в отверстия 330 рамы 42. Внутрь втулок 310 вставлены расклепанные шариковые обоймы 305, сопряженные с валами 300 с возможностью скольжения. В одном варианте выполнения валы 300 могут быть соединены с обоймами 305 шпонкой так, что валы 300 и обоймы 305 перемещаются вместе с возможностью скольжения внутри втулок 310. Как вариант, обоймы 305 могут быть закреплены во втулках 310 путем посадки с натягом так, что обоймы 305 остаются неподвижными, тогда как валы 300 могут перемещаться внутри обойм 305. Валы 300 предназначены для поддержания поперечного хода как гибочной плиты 130, так и гильотинной плиты 230. Гильотинная плита 230 расположена на валах 300 и может быть соединена с ними при помощи винтов 304, проходящих через плиту 230 в канавки 302, выполненные в валах 300. Винты 304 связывают перемещение плиты 230 с валами 300 так, что при перемещении плиты 230 вверх и вниз валы 300 также перемещаются вверх и вниз внутри обойм 305. Гибочная плита 130 также расположена на валах 300, но не заблокирована и не соединена шпонкой с валами 300, как гильотинная плита 230. Гибочная плита 130 соединена с валами 300 с возможностью скольжения так, что плита 130 может перемещаться относительно валов 300. В принимающих вал частях плиты 130 удерживаются втулка 320 и расклепанная шариковая обойма 315 для облегчения указанного относительного скольжения.
На фиг.14а-14d изображена последовательность видов приводного механизма загибающего устройства во время работы. На фиг.14а-14d показано положение гибочной плиты 130 и загибающего бруска 150 при повороте кулачкового вала 110 на 0° (верхняя мертвая точка (ВМТ)), 90°, 180° (нижняя мертвая точка (НМТ)) и 270°. Между продольной осью хвостовой части 111 кулачкового вала 110 (прикрепленного к выходном валу 101 двигателя 100) и продольной осью кулачкового штифта 112 (соединенного с первым отверстием 127 связующего элемента 120) имеется эксцентриситет, или смещение, в 5 мм. Этот эксцентриситет приводит к полному ходу гибочной плиты 130, составляющему 10 мм, между ВМТ положением штифта 112 и положением нижней мертвой точки (НМТ). На пластине непосредственно над связующим элементом 120 расположен индуктивный неконтактный выключатель 180, который определяет момент, когда штифт 112 и элемент 120 находятся в ВМТ положении, и вводит эту информацию в программируемый контроллер. На фиг.14а кулачковый вал 110 находится под углом 0° (ВМТ) и узел гибочной плиты показан в своем самом верхнем положении. Опорная пластина 140 и загибающий брусок 150 расположены над верхними поверхностями держателя 250 нижнего лезвия и твердосплавного блока 251, причем указанные верхние поверхности расположены в горизонтальной базисной плоскости Y. Вертикальное разделение между верхней частью связующего элемента 120 и нижней частью неконтактного выключателя 180 определено как х мм. На фиг.14b изображен кулачковый вал 110, повернутый на 90°. Узел гибочной плиты опущен на 5 мм (эксцентричное смещение) так, что разделение между верхней частью элемента 120 и нижней частью выключателя 180 составляет теперь (х-5) мм. Основание загибающего бруска 150 теперь находится по существу на одном уровне с верхней поверхностью блока 251 (то есть в одной плоскости с горизонтальной базисной плоскостью Y). На фиг.14с кулачковый вал 110 показан повернутым на 180° (НМТ), а узел гибочной плиты находится в своем самом нижнем положении. Узел гибочной плиты опущен на 10 мм, так что разделение между верхней частью связующего элемента 120 и нижней частью неконтактного выключателя 180 составляет теперь (х-10) мм. В этом положении брусок 150 опущен ниже горизонтальной базисной плоскости Y, и полоса 2, подаваемая через головной узел 40, загибается вокруг блока 251. На фиг.14d кулачковый вал 110 показан повернутым на 270°, а узел гибочной плиты - перемещающимся вверх из НМТ обратно по направлению к ВМТ. Разделение между верхней частью связующего элемента 120 и нижней частью выключателя 180 составляет теперь (х-5) мм и основание бруска 159 снова по существу выровнено с горизонтальной базисной плоскостью Y. На фиг.14а-14d также показано, что при вращении кулачкового вала 110 и связующего элемента 120 обеспечивается возвратно-поступательное линейное перемещение узла гибочной плиты.
На фиг.15а-15d изображена последовательность видов приводного механизма гильотины во время работы. На фиг.15а-15d показано положение гильотинной плиты 230 и верхнего режущего лезвия 245 при повороте кулачкового вала 110 на 0° (верхняя мертвая точка (ВМТ)), 90°, 180° (нижняя мертвая точка (НМТ)) и 270°. Между продольной осью хвостовой части 211 кулачкового вала 210 (прикрепленного к выходном валу 201 двигателя 200) и продольной осью кулачкового штифта 212 (соединенного с верхним отверстием 227 связующего элемента 220) имеется эксцентриситет, или смещение, 5 мм. Этот эксцентриситет приводит к полному ходу гибочной плиты 230, составляющему 10 мм, между ВМТ положением штифта 212 и НМТ положением. На пластине непосредственно над связующим элементом 220 установлен индуктивный неконтактный выключатель 280, который определяет момент, когда штифт 212 и элемент 220 находятся в ВМТ положении, и вводит эту информацию в программируемый контроллер. На фиг.15а кулачковый вал 210 находится под углом 0° (ВМТ), а узел гильотинной плиты показан в своем самом верхнем положении. Держатель 240 верхнего лезвия и верхнее режущее лезвие 245 расположены над верхними поверхностями держателя 250 нижнего лезвия, твердосплавного блока 251 и нижнего лезвия 255, причем указанные верхние поверхности лежат в горизонтальной базисной плоскости Y. Вертикальное разделение между верхней частью связующего элемента 220 и нижней частью неконтактного выключателя 280 определено как х мм. На фиг.15b кулачковый вал 210 показан повернутым на 90°. Узел гильотинной плиты опущен на 5 мм (эксцентричное смещение), так что разделение между верхней частью элемента 220 и нижней частью выключателя 280 составляет теперь (х-5) мм. Основание загибающего бруска 245 теперь находится по существу на одном уровне с верхней поверхностью лезвия 255 (то есть в одной плоскости с горизонтальной базисной плоскостью Y). На фиг.15с кулачковый вал 210 изображен повернутым на 180° (НМТ), а узел гильотинной плиты находится в своем самом нижнем положении. Узел гильотинной плиты опущен на 10 мм, так что разделение между верхней частью элемента 220 и нижней частью выключателя 280 составляет теперь (х-10) мм. В этом положении основание верхнего лезвия 245 опущено ниже горизонтальной базисной плоскости Y и полоса 2, подаваемая через головной узел 40, разрезается или срезается между нижним лезвием 255. На фиг.15d кулачковый вал 210 показан повернутым на 270°, а узел гильотинной плиты - перемещающимся вверх из НМТ обратно по направлению к ВМТ. Разделение между верхней частью элемента 220 и нижней частью выключателя 280 составляет теперь (х-5) мм и основание верхнего лезвия 245 снова по существу выровнено с горизонтальной базисной плоскостью Y. На фиг.15а-15d также показано, что при вращении кулачкового вала 210 и связующего элемента 220 обеспечивается возвратно-поступательное линейное перемещение узла гильотинной плиты.
Следует понимать, что термин «содержать» и любые его производные (например, «содержит», «содержащий»), используемые в данном описании, должны рассматриваться как включающие по отношению к признакам, к которым они относятся, и не означают исключение наличия любых дополнительных признаков, если не указано или не подразумевается иное.
В данном описании любая ссылка на известный уровень техники не рассматривается и не должна рассматриваться в качестве признания или какого бы то ни было предположения, что данный уровень техники образует часть обычных общеизвестных сведений в рассматриваемой области техники.
Несмотря на то что данное изобретение описано выше применительно к предпочтительным вариантам выполнения для облегчения понимания изобретения, следует понимать, что возможно выполнение различных изменений в рамках принципов изобретения. Таким образом, предполагается, что изобретение охватывает все такие изменения как находящиеся в рамках его объема.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Цепевязальный автомат и способ вязки цепи цепевязальным автоматом | 2023 |
|
RU2827820C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТАНОК ДЛЯ ШТАМПОВКИ, ГИБКИ И СБОРКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1996 |
|
RU2166397C2 |
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| Станок для загибки ушков на рессорных пластинках | 1954 |
|
SU100787A1 |
| РОТОРНЫЙ СТАНОК РЕЗКИ ПОРИСТЫХ ПОРОХОВ | 2019 |
|
RU2713597C1 |
| СТАНОК ДЛЯ ПОЛУЧЕНИЯ ЖЕЛЕЗНОЙ ОПРАВЫ ДЛЯ КИСТИ | 2015 |
|
RU2677899C2 |
| РОТОРНЫЙ СТАНОК РЕЗКИ ПОРОХОВЫХ ШНУРОВ | 2018 |
|
RU2692387C1 |
| ПОДЪЕМНО-ЦЕНТРИРУЮЩАЯ СИСТЕМА КОЛЕСОТОКАРНОГО СТАНКА | 2020 |
|
RU2722496C1 |
Изобретение относится к электротехнике и может быть использовано в трансформаторах. Технический результат состоит в упрощении конструкции и эксплуатации. Станок (10) предназначен для изготовления набираемых пластин (4) магнитного сердечника (6). Пластины выполнены из магнитного полосового материала (2). Станок (10) содержит первый электромеханический кулачковый привод для приведения в действие загибающего устройства, которое изгибает полосовой материал (2), и второй электромеханический кулачковый привод для приведения в действие режущего устройства, которое разрезает полосовой материал (2). Загибающее и режущее устройства выполнены с возможностью приведения в действие независимо друг от друга между самым верхним положением и самым нижним положением. Загибающее устройство может содержать гибочную плиту (130), содержащую соответствующий загибающий брусок (150) для изгиба указанного полосового материала (2). Режущее устройство может содержать гильотинную плиту (230), содержащую соответствующее верхнее режущее лезвие (245), взаимодействующее с неподвижным нижним лезвием (255) для разрезания указанного полосового материала (2). Электромеханический кулачковый привод может содержать любое подходящее электрическое исполнительное устройство (100, 200), например электродвигатель. 12 з.п. ф-лы, 15 ил.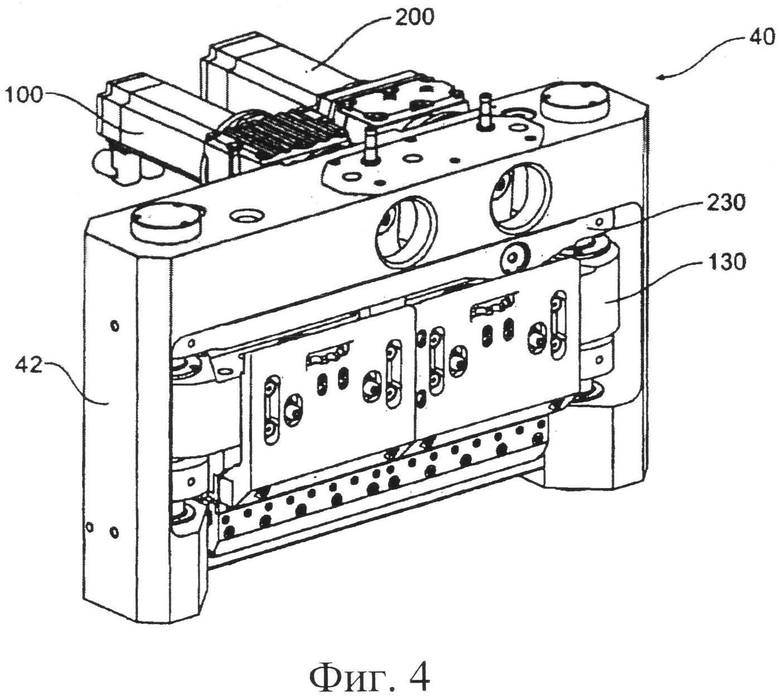
1. Станок для изготовления набираемых пластин магнитного сердечника, образованных из магнитного полосового материала, содержащий
раму для размещения узла гибочной плиты и узла гильотинной плиты,
узел гибочной плиты, содержащий загибающий брусок для изгиба указанного полосового материала по меньшей мере в одном заданном положении,
узел гильотинной плиты, содержащий режущее лезвие для разрезания указанного полосового материала в заданном положении,
первое электрическое исполнительное устройство,
второе электрическое исполнительное устройство,
первый кулачковый вал, приводимый в действие первым электрическим исполнительным устройством, соединенный с узлом гибочной плиты при помощи первого связующего элемента и выполненный с возможностью вращения вокруг первой оси,
второй кулачковый вал, приводимый в действие вторым электрическим исполнительным устройством и соединенный с узлом гильотинной плиты при помощи второго связующего элемента,
причем первый связующий элемент имеет первую часть, соединенную с первым кулачковым валом при помощи первого кулачкового подшипника, и вторую часть, соединенную с узлом гибочной плиты при помощи подшипника гибочной плиты, при этом первый кулачковый подшипник пересекается первой плоскостью, перпендикулярной указанной первой оси, а подшипник гибочной плиты пересекается второй плоскостью, перпендикулярной первой оси, причем указанные первая и вторая плоскости смещены друг от друга.
2. Станок по п.1, в котором второй связующий элемент представляет собой прямой связующий элемент, соединенный со вторым кулачковым валом при помощи второго кулачкового подшипника и соединенный с узлом гильотинной плиты при помощи подшипника гильотинной плиты, причем второй кулачковый подшипник и подшипник гильотинной плиты пересекаются указанной первой плоскостью.
3. Станок по п.1, в котором вторая плоскость расположена перед первой плоскостью.
4. Станок по п.3, в котором первая и вторая части связующего элемента ступенчато отделены друг от друга.
5. Станок по п.1, в котором узел гибочной плиты и узел гильотинной плиты выполнены с возможностью приведения в действие независимо друг от друга возвратно-поступательным образом между соответствующими самым верхним и самым нижним положениями.
6. Станок по п.1, в котором узел гильотинной плиты содержит подвижное верхнее режущее лезвие и неподвижное нижнее режущее лезвие, взаимодействующие с обеспечением разрезания полосового материала путем среза между соответствующими указанными лезвиями.
7. Станок по п.1, в котором узел гибочной плиты также содержит зажимной элемент для зажима полосового материала перед изгибанием.
8. Станок по п.1, в котором первый связующий элемент и узел гибочной плиты соединены при помощи первого штифтового элемента.
9. Станок по п.1, в котором второй связующий элемент и узел гильотинной плиты соединены при помощи второго штифтового элемента.
10. Станок по п.1, в котором узел гибочной плиты и узел гильотинной плиты установлены на паре валов, расположенных в противоположных в боковом направлении частях рамы.
11. Станок по п.8, в котором узел гибочной плиты выполнен с возможностью скольжения вдоль указанных валов.
12. Станок по п.8, в котором узел гильотинной плиты неподвижно прикреплен к валам с обеспечением возможности синхронного перемещения указанной плиты и валов.
13. Станок по любому из пп.1-12, в котором по меньшей мере один из первого и второго электрических исполнительных устройств представляет собой серводвигатель.

