Изобретение относится к области художественного эмалирования, конкретнее к технологии получения изображений на эмалевой поверхности.
Из области художественного эмалирования известен способ живописи по эмали [Флёров А.В. Техника художественной эмали, чеканки и ковки: учеб. пособие. - М.: Высшая школа, 1986. - С. 50-53]. Согласно этому способу на внутреннюю поверхность металлической основы сначала наносят контрэмаль, затем пластину переворачивают контрэмалью вниз и на лицевую сторону наносят грунтовую эмаль. По ней пишут сначала более тугоплавкими красками, а после обжига используют легкоплавкие краски.
По данному способу для создания композиции требуются многократные прописи, и после каждой прописи - очередной обжиг. Визуально эффект объема достигается только с помощью художественных средств: выразительности, светотеневых нюансов, перспективы и т.п.
По другому способу на металлическую подложку сначала наплавляют контрэмаль и наносят рисунок. Затем медную пластину покрывают слоем фондона, сквозь который после обжига нанесенный рисунок отчетливо виден. Далее поверхность покрывают тонким слоем траганта, и на этот слой наносят живописное изображение прозрачными и глухими эмалями. Цветные плоскости не обязательно должны плотно прилегать друг к другу. Цвета могут быть различной интенсивности в зависимости от толщины слоя эмали, которую можно наносить в виде потеков или пятен. [Бреполь Э. Художественное эмалирование / Пер. с нем. И.В. Кузнецовой; Ред. Л.З. Засухина / Э. Бреполь. - Л.: Машиностроение, Ленинград, отд., 1986. - С. 84-85].
Данный способ позволяет получить интересный эффект ограниченными выразительными средствами, но не дает возможности получить эффект объема.
Также известен способ создания живописи по эмали [Бреполь Э. Художественное эмалирование / Пер. с нем. И.В. Кузнецовой; Ред. Л.З. Засухина / Э. Бреполь. - Л.: Машиностроение, Ленинград, отд., 1986. - С. 87]. Согласно этому способу изображаемые мотивы располагают на темном фоне, а рельеф наносят эмалью белого цвета. Подложку с нанесенной контрэмалью (чаще всего медную) сначала полностью покрывают черной, темно-синей или темно-коричневой эмалью, затем на эту основу наносят изображение белой эмалью и обжигают. При нанесении тонкого слоя белой эмали темный фон просвечивает через него, в этом случае преобладают серые тона, а при достаточно толстом слое образуется чистый белый цвет.
Рисунок «моделируют» следующим образом: начинают с темного заднего плана, затем переходят к теневым частям рисунка и далее к самым светлым местам изображения. В данном случае эффект объема достигается варьированием толщины слоя, позволяющего получать широкую гамму оттенков белого и черного.
Указанные способы выполняют, как правило, на выпуклой подложке и не позволяют создавать изображения с объемным эффектом.
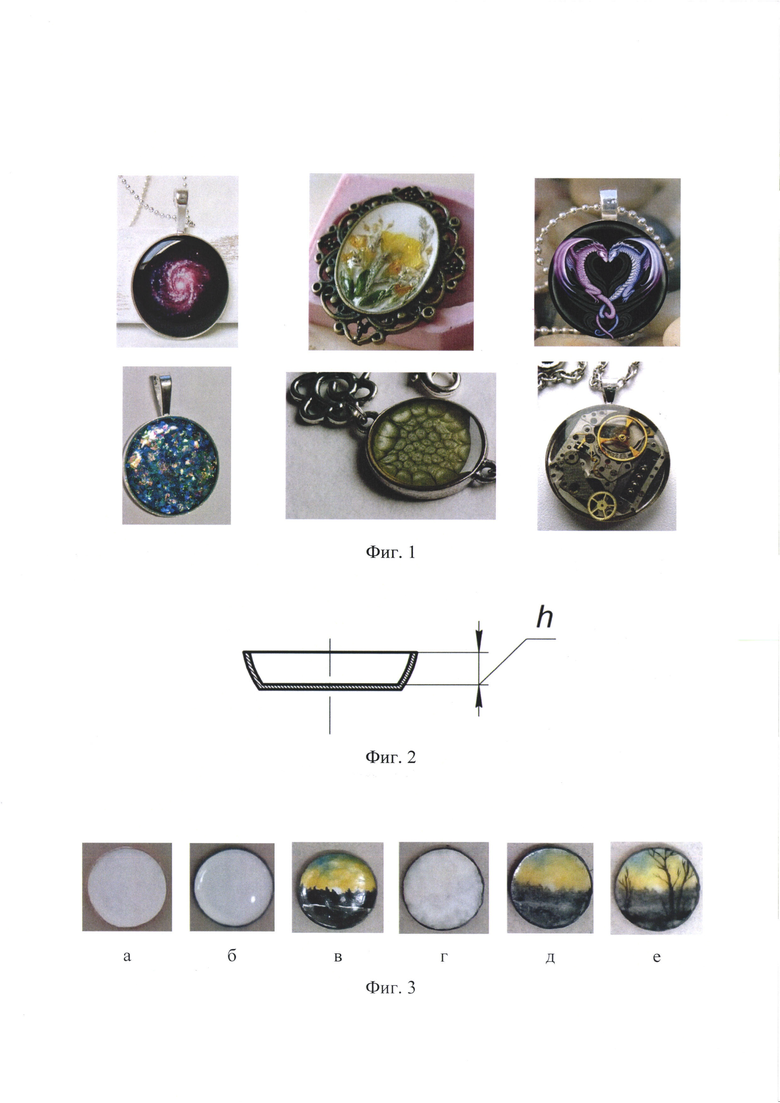
Существует способ получения изображений с объемным эффектом, используемый при изготовлении бижутерии с декоративными полимерными покрытиями. Способ включает следующие основные этапы: подготовка рабочей поверхности, нанесение грунтового слоя, нанесение изображения, нанесение финишного слоя. В качестве изображения может использоваться рисунок художника, фотография, пленка с рисунком, различные объекты (цветы, веточки, случайные объекты, различные наполнители и т.д.). Фиг. 1 - Бижутерия с декоративными полимерными покрытиями с эффектом объема.
Полученное изображение накрывают сверху линзой, придающей покрытию объемный эффект. Роль линзы выполняет финишное полимерное покрытие (как правило, эпоксидное или полиуретановое). По решаемой задаче этот способ является наиболее близким и принят за прототип.
Однако этот способ относится к области холодного эмалирования и не может быть использован при изготовлении изделий с эмалями горячего отверждения.
Задачей изобретения - получение изображений с эффектом глубины на поверхности эмалей горячего отверждения.
Поставленную задачу решают следующим образом: по аналогии с прототипом по подготовленной поверхности прокладывают слой грунтовой эмали, на который затем наносят изображение, закрываемое в последующем слоем прозрачной эмали. Но в отличие от прототипа на углубленную металлическую основу послойно наносят горячую эмаль, а эффект глубины изображения достигают нанесением элементов изображения на различных уровнях, каждый из которых отделен от других слоем прозрачной бесцветной эмали.
Способ получения декоративной эмалевой поверхности горячего отверждения с эффектом глубины на углубленной металлической основе включает предварительную подготовку поверхности металлической основы, нанесение и обжиг грунтового слоя эмали и создание изображения, закрываемого в последующем слоем прозрачной эмали, при этом используют металлическую основу, имеющую произвольную форму углубления глубиной h, а изображение создают с помощью эмалевых красок, при этом эффект глубины получают послойным формированием элементов создаваемого изображения, которые располагают на разных уровнях упомянутого углубления путем поочередного нанесения и обжига слоев росписи эмалевыми красками и прозрачной бесцветной эмали.
Таким образом, заявляемый способ отличается от прототипа тем, что:
- для покрытия используют эмали горячего отверждения;
- в качестве рабочей поверхности используют углубленную металлическую основу с произвольной формой углубления и величиной углубления h:
h=(k1+k2+…+ki),
где ki - толщины последовательно прокладываемых эмалевых слоев;
- эффекта глубины достигают нанесением элементов изображения на различных уровнях и отделением их друг от друга слоями прозрачной эмали.
Эти отличия подтверждают новизну заявляемого способа.
Для получения эффекта глубины используют эмали горячего отверждения, а не полимерные покрытия холодного отверждения.
Рабочая поверхность выполнена из металла и имеет произвольную углубленную форму с величиной углубления h. Фиг. 2 - Углубленная основа с величиной углубления h.
Для усиления эффекта глубины элементы изображения располагают на разных уровнях и отделяют друг от друга слоем прозрачной бесцветной эмали.
Способ реализуется следующим образом (фиг. 3).
На предварительно подготовленную углубленную металлическую поверхность с произвольной формой углубления и величиной углубления h наносят грунтовый слой эмали (фиг. 3а) и обжигают. На полученное эмалевое покрытие (фиг. 3б) наносят изображение с помощью эмалевых красок в соответствии с художественным замыслом (фиг. 3в) и обжигают. Полученный рисунок покрывают слоем прозрачной эмали (фиг. 3г) и обжигают. На слой прозрачной эмали наносят дополнительные эмалевые элементы создаваемого изображения (фиг. 3д) и обжигают. Чередование слоев росписи и прозрачной эмали могут осуществлять несколько раз. Каждый последующий обжиг снижает четкость расположенных ниже изображений, что создает дополнительный эффект глубины (фиг. 3е)
ПРИМЕРЫ КОНКРЕТНОГО ИСПОЛНЕНИЯ
Во всех случаях использовали эмали производства Австрии.
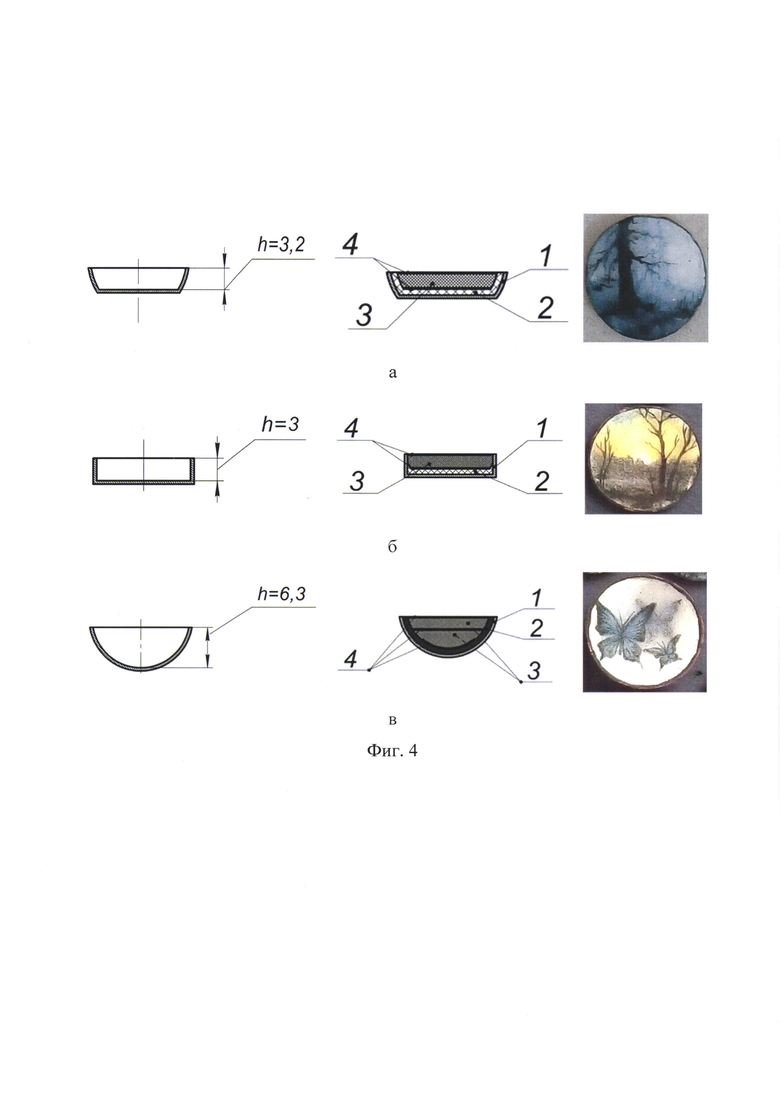
1. На предварительно подготовленную углубленную поверхность медного образца трапецеидальной в сечении формы (фиг. 4а) диаметром основания 17 мм, диаметром верха 20 мм, толщиной 0,3 мм и величиной углубления h, равной 3,2 мм (1), наносят непрозрачную белую эмаль (марки 200 AV WHITE, Тпл=770-820°С) толщиной 1 мм (2) и обжигают. На полученное покрытие наносят изображение темно-синей эмалевой краской (Schauer email Тпл=810°С) толщиной 0,1 мм (4), обжигают и покрывают слоем прозрачной бесцветной эмали (марки 175 AV, Тпл=770-820°С) толщиной 2 мм (3). На обожженный слой прозрачной эмали наносят изображение черной эмалевой краской (Schauer email Тпл=810°С) толщиной 0,1 мм (4), обжигают и охлаждают на воздухе.
2. На предварительно подготовленную углубленную поверхность медного образца прямоугольной в сечении формы (фиг. 4б) диаметром 16 мм, толщиной 0,35 мм и величиной углубления h, равной 3 мм (1), наносят непрозрачную белую эмаль (марки 200 AV WHITE, Тпл=770-820°С) толщиной 1 мм (2) и обжигают. На полученное покрытие наносят изображение черной, желтой и синей эмалевыми красками (Schauer email Тпл=810°С) толщиной 0,1 мм (4), обжигают и покрывают слоем прозрачной бесцветной эмали (марки 175 AV, Тпл=770-820°С) толщиной 1,8 мм (3). На обожженный слой прозрачной эмали наносят изображение черной эмалевой краской (Schauer email Тпл=810°С) толщиной 0,1 мм (4), обжигают и охлаждают на воздухе.
3. На предварительно подготовленную углубленную поверхность медного образца полукруглой в сечении формы (фиг. 4в) диаметром 17 мм, толщиной 0,4 мм и величиной углубления h, равной 6,3 мм, наносят непрозрачную белую эмаль (марки 200 AV WHITE, Тпл=770-820°С) толщиной 1 мм (1) и обжигают. На полученное покрытие наносят изображение синей и черной эмалевыми красками (Schauer email Тпл=810°С) толщиной 0,1 мм (4), обжигают и покрывают слоем прозрачной бесцветной эмали (марки 175 AV, Тпл=770-820°С) толщиной 3 мм (3). На обожженный слой прозрачной эмали наносят изображение синей и черной эмалевыми красками (Schauer email Тпл=810°С) толщиной 0,1 мм (4), обжигают. Затем все изображение покрывают слоем прозрачной бесцветной эмали (марки 175 AV, Тпл=770-820°С) толщиной 2 мм (3) и обжигают. В завершении осуществляют роспись синей и черной эмалевыми красками (Schauer email Тпл=810°С) толщиной 0,1 мм (4), обжигают и охлаждают на воздухе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОЙ ЖИВОПИСНОЙ ЭМАЛИ | 2018 |
|
RU2702529C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦВЕТНОЙ РОСПИСИ ПО ЭМАЛЕВОЙ ПОВЕРХНОСТИ | 2018 |
|
RU2695404C1 |
| Способ получения декоративной эмалевой поверхности горячего отверждения на металлической поверхности | 2024 |
|
RU2834549C1 |
| СПОСОБ ИМИТАЦИИ ПЕРЕГОРОДЧАТОЙ ЭМАЛИ | 2023 |
|
RU2827347C1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ЭМАЛЕВОГО ПОКРЫТИЯ С ЭФФЕКТОМ СТЕРЕОСКОПИИ | 2019 |
|
RU2717426C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОЙ ЭМАЛЕВОЙ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2549792C2 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ЭМАЛЕВОГО ПОКРЫТИЯ С ОБЪЁМНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2703089C1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ЭМАЛЕВОГО ПОКРЫТИЯ | 2019 |
|
RU2717135C1 |
| МОЗАИЧНОЕ ИЗДЕЛИЕ А.Л.МАНДЖОСА | 2002 |
|
RU2213667C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОЗАИКИ ИЗ ЭМАЛЕВОЙ ЗЕРНИ | 2021 |
|
RU2785795C2 |
Изобретение относится к области художественного эмалирования горячего отверждения, конкретнее к технологии получения изображений на эмалевой поверхности, и может найти применение в области изготовления ювелирно-художественных изделий и сувениров. Способ получения декоративной эмалевой поверхности горячего отверждения с эффектом глубины на углубленной металлической основе включает предварительную подготовку поверхности металлической основы, нанесение и обжиг грунтового слоя эмали и создание изображения, закрываемого в последующем слоем прозрачной эмали. При этом используют металлическую основу, имеющую произвольную форму углубления глубиной h, а изображение создают с помощью эмалевых красок, при этом эффект глубины получают послойным формированием элементов создаваемого изображения, которые располагают на разных уровнях упомянутого углубления путем поочередного нанесения и обжига слоев росписи эмалевыми красками и прозрачной бесцветной эмали. Изобретение обеспечивает получение изображений с эффектом глубины на поверхности эмалей горячего отверждения. 4 ил., 3 пр.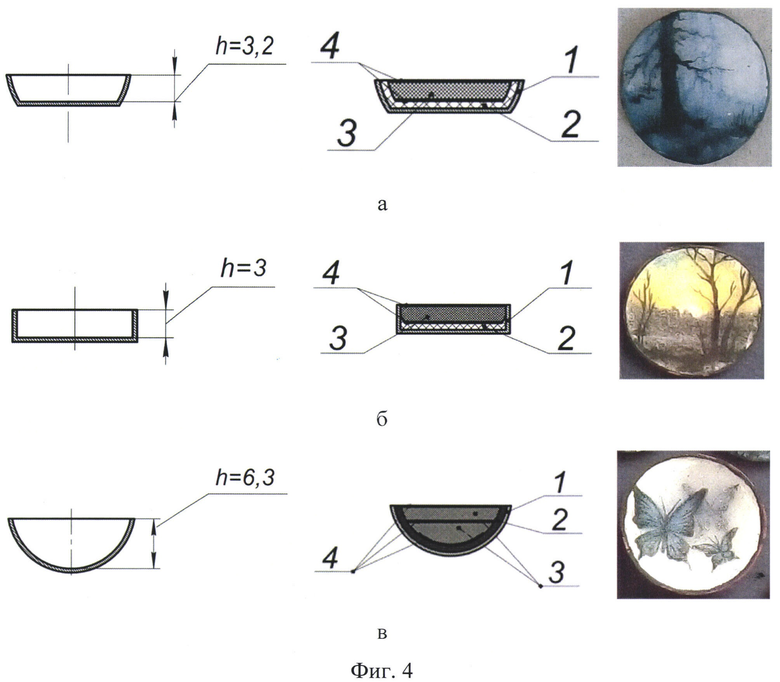
Способ получения декоративной эмалевой поверхности горячего отверждения с эффектом глубины на углубленной металлической основе, включающий предварительную подготовку поверхности металлической основы, нанесение и обжиг грунтового слоя эмали и создание изображения, закрываемого в последующем слоем прозрачной эмали, отличающийся тем, что используют металлическую основу, имеющую произвольную форму углубления, а изображение создают с помощью эмалевых красок, при этом эффект глубины получают послойным формированием элементов создаваемого изображения, которые располагают на разных уровнях упомянутого углубления путем поочередного нанесения и обжига слоев росписи эмалевыми красками и прозрачной бесцветной эмали.
| БРЕПОЛЬ Э | |||
| Художественное эмалирование/Пер | |||
| с нем | |||
| И.В | |||
| Кузнецовой | |||
| Ред | |||
| Л.З | |||
| Засухина/Э | |||
| Бреполь | |||
| - Л.: Машиностроение, Ленинградское отделение, 1986, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОЙ ЭМАЛЕВОЙ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2549792C2 |
| Способ декорирования эмалированных металлических изделий | 1983 |
|
SU1125292A1 |
| CN 101058284 A, 24.10.2007 | |||
| JP 57023061 A, 06.02.1982. | |||

