ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к пластиковым контейнерам с улучшенными барьерными свойствами, и, в частности, к пластиковым контейнерам, обладающими улучшенными барьерными свойствами, которые сохраняются после обработки, например, такой, как в применениях, при которых контейнер и его содержимое нагреваются до 270°F. Такие применения включают стерилизацию, пастеризацию или обработку в автоклаве. Настоящее изобретение также относится к способу изготовления таких пластиковых контейнеров.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Выдувное формование для формирование контейнеров из полиэтилентерефталата хорошо известно в данной области техники. Пластиковые контейнеры из полиэтилентерефталата заменили или представили альтернативу контейнерам из стекла для множества применений. Некоторые пищевые продукты, которые упаковываются в контейнеры из полиэтилентерефталата, изготовленные выдувным формованием, должны быть обработаны с помощью пастеризации или обработки в автоклаве при температуре до 230°F и выше. Методы пастеризации и автоклавирования зачастую используются для стерилизации твердых или полутвердых пищевых продуктов, например, солений и квашеной капусты. Такие продукты могут быть упакованы в контейнер вместе с жидкостью при температуре менее 180°F и затем герметизируются и закрываются крышкой, или продукт может быть помещен в контейнер, и затем заполнен жидкостью, которая может быть предварительно нагрета, и после этого все содержимое герметизированного и закрытого крышкой контейнера подвергается последующему нагреву до более высокой температуры. Используемые здесь выражения «высокотемпературные» процессы пастеризации и автоклавирования подразумевают подвергание продукта температурам примерно от 176°F до примерно 270°F.
[0003] Пастеризация и автоклавирование отличаются от процесса горячего заполнения тем, что включают в себя нагрев заполненного контейнера до определенной температуры, как правило, более 200°F, до тех пор, пока содержимое заполненного контейнера не достигнет определенной температуры, например, 175°F, в течение определенного периода времени. То есть, температура снаружи контейнера, в который продукт разлили в горячем виде, может быть более 200°F, так, чтобы внутренняя температура твердого или полутвердого продукта достигала примерно 175°F. При процессах пастеризации и автоклавирования к контейнеру также может применяться избыточное давление. Трудность такой обработки представляет существенные затруднения для использования пластиковых контейнеров, для которых действуют требования по созданию паронепроницаемого слоя от текучих сред, таких как, например, кислород (на входе) и углекислый газ (на выходе). Одним из превосходных барьерных материалов является барьерное покрытие на основе оксида кремния, которое наносится, как правило, на внутреннюю поверхность контейнера с помощью доступных в свободной продаже способов вакуумного химического осаждения из пара. Показатель Улучшения Барьерных Свойств (BIF) для таких контейнеров со свежим покрытием может достигать 200Х и более, по сравнению с такими же контейнерами без покрытия из оксида кремния. В ходе пастеризации и автоклавирования, контейнер, как правило, разрушается под действием высокой температуры, и внутреннее давление в контейнере может повредить покрытие из оксида кремния и вызвать формирования микротрещин в покрытии. Это приводит к ухудшению BIF на 20Х и более, таких образом, окончательный BIF составляет не более 10Х. В конечном счете, конечно, ухудшение BIF приводит к сокращенному сроку годности упакованного продукта.
[0004] Соответственно, в данной области техники существует необходимость в изготовлении контейнеров из полиэтилентерефталата, выполненных с помощью выдувного формования, имеющих барьерное покрытие на основе оксида кремния, которое способно выдерживать сложности, связанные с процессами пастеризации или автоклавирования, без потерь существенной части BIF, достигнутого путем нанесения покрытия.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0005] В соответствии с одним объектом, настоящее изобретение обеспечивает способ нанесения барьерного покрытия из оксида кремния на контейнер из полиэтилентерефталата, содержащий стенку, имеющую внутреннюю поверхность и наружную поверхность, способ содержит следующие этапы: (а) нагрев контейнера из полиэтилентерефталата так, чтобы по меньшей мере температура наружной поверхности достигла значения примерно от 200°F до примерно 383°F; (b) формирование контейнера из полиэтилентерефталата с покрытием путем нанесения по меньшей мере одного барьерного слоя из оксида кремния по меньшей мере на внутреннюю поверхность контейнера из полиэтилентерефталата, в то время, как температура по меньшей мере наружной поверхности контейнера из полиэтилентерефталата лежит в диапазоне от примерно 200°F до примерно 383°F; и (с) охлаждение контейнера из полиэтилентерефталата с покрытием после этапа b.
[0006] В соответствии с другим объектом, настоящее изобретение обеспечивает контейнер из полиэтилентерефталата, содержащий барьерное покрытие из оксида кремния и имеющий показатель улучшения барьерных свойств (BIF) благодаря барьерному покрытия из оксида кремния, при этом контейнер из полиэтилентерефталата сохраняет BIF на уровне 17% после подвергания контейнера из полиэтилентерефталата процессу термической стерилизации.
[0007] В соответствии с другим объектом, настоящее изобретение обеспечивает контейнер из полиэтилентерефталата с покрытием, при этом контейнер из полиэтилентерефталата содержит стенку, имеющую внутреннюю поверхность и наружную поверхность, выполненные способом, содержащим следующие этапы: (а) нагрев контейнера из полиэтилентерефталата так, чтобы температура по меньшей мере наружной поверхности находилась в диапазоне от 200°F до 383°F; (b) нанесение по меньшей мере одного барьерного слоя из оксида кремния по меньшей мере на внутреннюю поверхность контейнера из полиэтилентерефталата, в то время как температура по меньшей мере наружной поверхности контейнера из полиэтилентерефталата находится в диапазоне от 200°F до 383°F для формирования контейнера из полиэтилентерефталата с покрытием; и (с) охлаждение контейнера из полиэтилентерефталата с покрытием после этапа b, при этом контейнер из полиэтилентерефталата с покрытием обладает показателем улучшения барьерных свойств (BIF) в отношении кислорода, и BIF для кислорода по существу сохраняется после того, как контейнер из полиэтилентерефталата с покрытием подвергается процессу термической стерилизации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008] Вышеуказанные и прочие признаки и преимущества изобретения станут понятны из следующего, более подробного описания предпочтительного воплощения изобретения, как показано на прилагаемых чертежах, где подобные номера ссылочных позиций обозначают идентичные, функционально подобные и/или структурно подобные элементы.
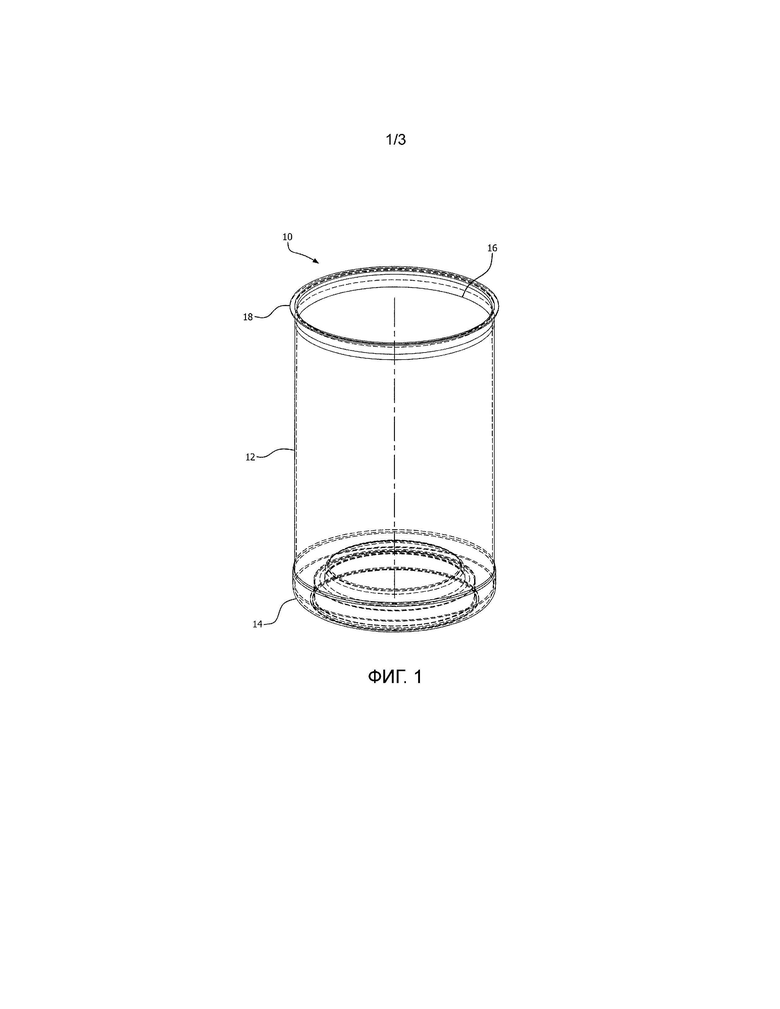
[0009] Фиг.1 изображает вид в перспективе контейнера из полиэтилентерефталата в форме консервной банки в соответствии с настоящим изобретением;
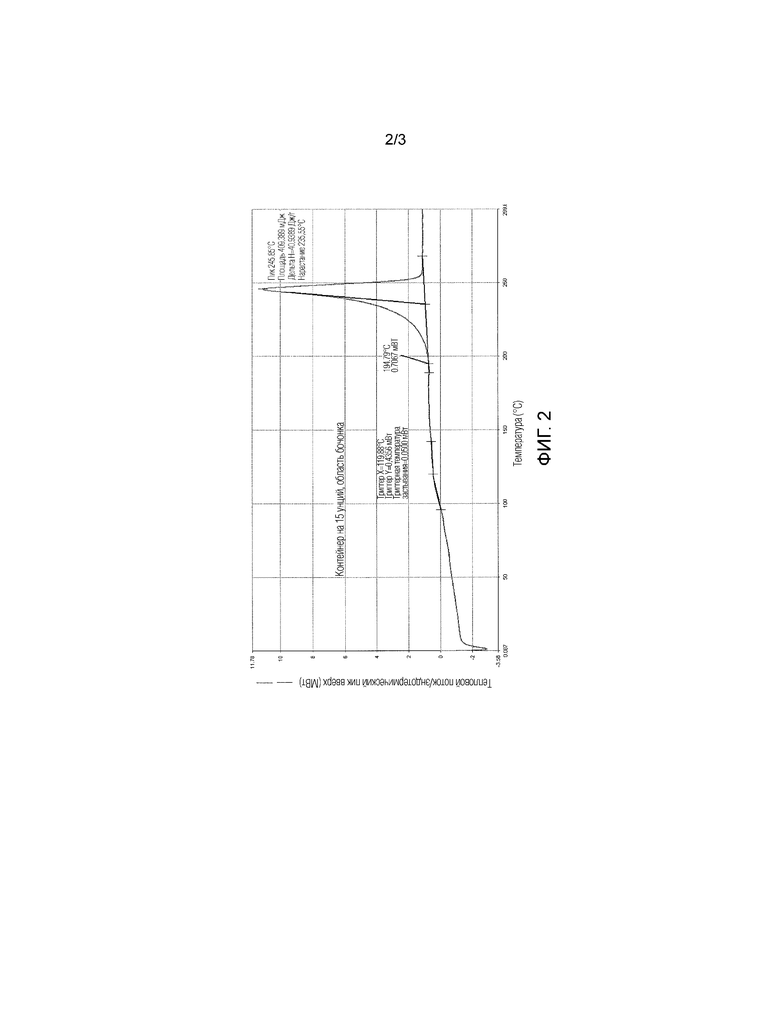
[0010] Фиг.2 изображает термограмму цифровой сканирующей калориметрии материала полиэтилентерефталата, формирующего участок бочки контейнера на 15 унций; и
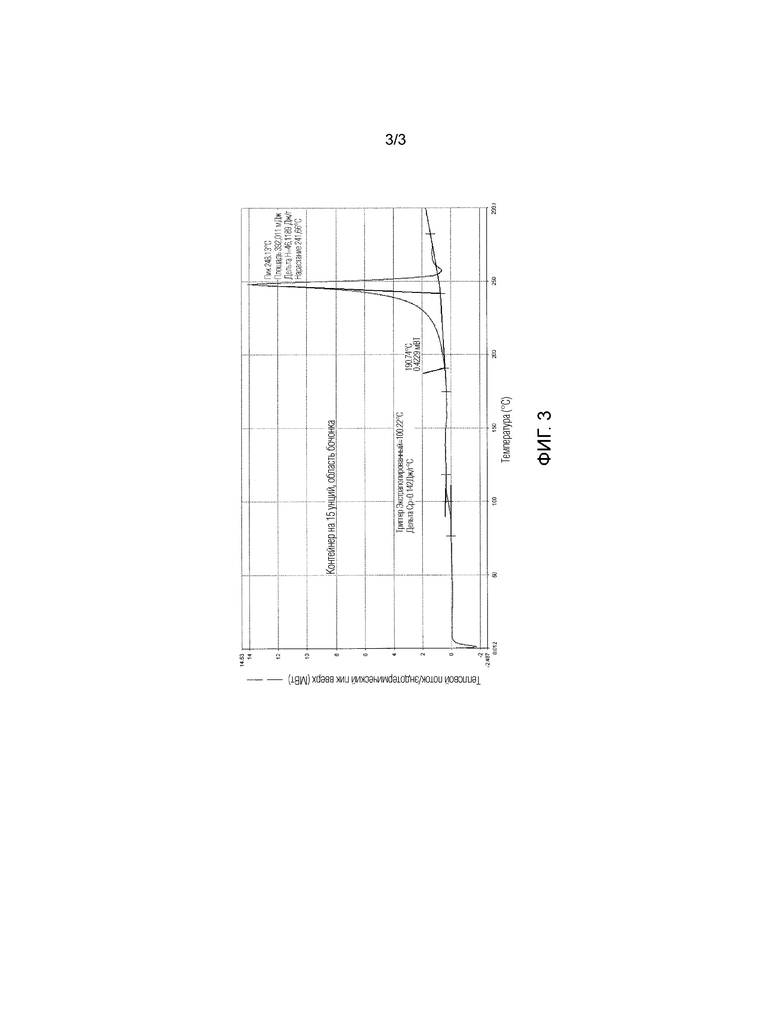
[0011] Фиг.3 изображает термограмму цифровой сканирующей калориметрии области основания вокруг выхода того же контейнера, для которого был отобран образец, проанализированный на Фиг.2.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0012] Воплощения изобретения описаны ниже более подробно. При описании воплощений в целях ясности используется специальная терминология. Однако, изобретение не ограничивается выбранной специальной терминологией. Несмотря на то, что описаны определенные иллюстративные воплощения, должно быть понятно, что это сделано лишь в целях иллюстрации. Специалисту в данной области техники будет ясно, что другие компоненты и конфигурации могут быть использованы, не нарушая пределов и сущности изобретения. Все ссылки, приведенные здесь, включены лишь для информации, как если бы каждая из них была включена отдельно.
[0013] Настоящее изобретение обеспечивает способ нанесения барьерного покрытия из оксида кремния на контейнер из полиэтилентерефталата, содержащего стенку, имеющую внутреннюю поверхность и наружную поверхность, при этом способ содержит следующие этапы: (а) нагрев контейнера из полиэтилентерефталата так, чтобы по меньшей мере температура наружной поверхности достигла значения примерно от 200°F до примерно 383°F; (b) формирование контейнера из полиэтилентерефталата с покрытием путем нанесения по меньшей мере одного барьерного слоя из оксида кремния по меньшей мере на внутреннюю поверхность контейнера из полиэтилентерефталата, в то время, как температура по меньшей мере наружной поверхности контейнера из полиэтилентерефталата лежит в диапазоне от примерно 200°F до примерно 383°F; и (с) охлаждение контейнера из полиэтилентерефталата с покрытием после этапа (b).
[0014] Способ в соответствии с настоящим изобретением может быть выполнен на любом контейнере, изготовленным из полиэфирной смолы, такой, например, как поли(этилен)терефталат, обладающей улучшенными термическими свойствами, в то же время, обеспечивая контейнеру высокую прозрачность. Подходящие полиэфирные смолы включают в себя, например, гомополимеры поли(этилен)-фталата, сополимеры поли(этилен)терефталата, поли(этилен)изофосфата, поли(этилен)нафталата и поли(диметилен)терефталата, поли(бутилен)терефталата. В предпочтительных воплощениях контейнер в соответствии с настоящим изобретением содержит полиэтилентерефталат. Предпочтительно, полиэтилентерефталат обладает истинной вязкостью в диапазоне от примерно 0,72 дл/г до примерно 0,86 дл/г. Подходящие полиэтилентерефталатные смолы включают в себя полиэтилентерефталатные смолы бутылочных марок, такие как, например, любые из смол LASER+®, поставляемые DAK Americas, и смолы CLEAR TUF®, поставляемые M&G Polymers.
[0015] Контейнеры из полиэтилентерефталата в соответствии с настоящим изобретением могут иметь любую геометрию, форму или размер. Например, контейнеры из полиэтилентерефталата в соответствии с настоящим изобретением могут быть круглыми, овальными, многоугольными и иметь неправильную форму. Подходящие контейнеры могут быть типа кувшина, консервной банки, графина, сосуда с широким устьем и прочих типов контейнеров, известных специалистам в данной области техники. Подходящие признаки контейнеров могут включать в себя признаки, способствующие поглощению давления, признаки, способствующие захватыванию, плечи, борта, оконечности, обручи, установочные кольца, горловины и прочие признаки, известные специалистам в данной области техники. Такие контейнеры содержат стенку, имеющую внутреннюю поверхность и наружную поверхность, разделенные толщиной полиэтилентерефталатного полимера.
[0016] Способ в соответствии с настоящим изобретением может быть выполнен на контейнере из полиэтилентерефталата, который был только что изготовлен, или на контейнере из полиэтилентерефталата, который был изготовлен, охлажден, после чего хранился и/или транспортировался. В предпочтительных воплощениях, в способе в соответствии с настоящим изобретением применяются контейнеры из полиэтилентерефталата, полученные путем выдувного формования, выполненные с возможностью структурного выдерживания процессов пастеризации и автоклавирования в соответствии с Публикацией Патентного Заявления США №2012/0076965 и Патентном США №8 507 063, содержание которых приведено здесь полностью для ссылки. Такие контейнеры, как правило, содержат стенку, имеющую плотность от примерно 1,370 г/см3 и 1,385 г/см3, и степень кристаллизации, вызванную термообработкой, от примерно 18% до примерно 25%, и степень кристаллизации, вызванную натяжением, от примерно 55% до примерно 75%, которая при заполнении жидкостью, имеющей температуру от примерно 212°F до примерно 270°F не будет испытывать изменения объема больше, чем на 3%, наиболее предпочтительно, больше, чем на 2% и наиболее предпочтительно, больше, чем на 1%.
[0017] Способ в соответствии с настоящим изобретением содержит этап нагрева контейнера из полиэтилентерефталата до температуры поверхности от примерно 200°F до примерно 383°F до нанесения барьерного покрытия из оксида кремния. Этот этап также будет называться здесь этапом «кондиционирования». Теплота для этапа кондиционирования может быть обеспечена любыми средствами, известными специалистам в данной области техники, такими как, например, горячий воздух, генерируемый тепловой пушкой, инфракрасные нагреватели, или их комбинации. Предпочтительным источником тепла для использования на этапе нагрева способа в соответствии с настоящим изобретением является инфракрасный нагреватель или ряд инфракрасных нагревателей в «туннеле» или камере для лучшего сохранения излучаемого тепла. Иллюстративные инфракрасные нагревательные устройства, подходящие для использования в целях настоящего изобретения, включают в себя, например, доступные в продаже устройства производства ProthermTM (Брэндон, Миннесота) и нагревательные туннели Axon's radiant ThermoRayTM (Axon Styrotech (США), Ралей, Северная Каролина).
[0018] В предпочтительных воплощениях, контейнер из полиэтилентерефталата, до нанесения покрытия из оксида кремния, может быть нагрет для увеличения температуры по меньшей мере наружной поверхности стенки контейнера до по меньшей мере 200°F, и, более предпочтительно, до 383°F. В одном предпочтительном воплощении, теплота распределяется равномерно вокруг периметра контейнера. Для осуществления такого нагрева может быть применен нагревающий туннель с вращательными элементами для обеспечения вращения контейнера для обеспечения равномерности подвергания контейнера тепловому воздействию по его периметру. В других предпочтительных воплощениях, этап нагрева (т.е. кондиционирование) содержит нагрев контейнера из полиэтилентерефталата до температуры предпочтительно от примерно 200°F до примерно 383°F по всей стенке, более предпочтительно, до температуры от примерно 225°F до примерно 383°F по всей стенке, и наиболее предпочтительно до температуры от 250°F до 383°F по всей стенке. Выражение «по всей стенке», используемое здесь, означает, что для отдельной области температуры, эта температура достигнута от наружной поверхности стенки до внутренней поверхности стенки.
[0019] Нагревающие элементы могут быть установлены на одну температуру или на разные температуры вдоль вертикальной оси контейнера для создания разных «зон» нагрева. Разные зоны нагрева могут обеспечить «оптимизированный» нагрев разных участков контейнера для создания, в конечном счете, преимущества там, где необходимо достигнуть максимального сохранения показателя BIF. Например, со ссылкой на Фиг.1, контейнер 10 из полиэтилентерефталата в виде «кувшина» может содержать оконечность 12, плечо 14 и бочку 16, выступ 18 и основание 20. Более толстые участки, такие как плечо 14, бочка 16 и выступ 18 могут требовать больших температур поверхности для лучшей подготовки контейнера к нанесению покрытия из оксида кремния. Например, плечо 14, бочка 16 и выступ 18 могут подвергаться температурам, превышающим 275°F и достигающим 383°F, в то время как основание может быть нагрето лишь до 212°F, а оконечность - до 140°F. Другие упаковочные изделия могут требовать других температурных зон, которые могут быть определены специалистом в данной области техники.
[0020] В целом, предпочтительно, чтобы зоны нагревались до температуры, не превышающей температуры начала существенных молекулярных изменений, что измеряется изменением энтальпии с помощью Дифференциальной Сканирующей Калориметрии (DSC). Используемое здесь выражение «изменение энтальпии» указывает на количество энергии, освобожденной (экзотермической, отрицательной) или поглощенной (эндотермической, положительной) веществом, в котором происходят молекулярные изменения. Примером такого изменения энтальпии является точка плавления полимера и/или температура стеклования, которая может быть разной на разных участках одного контейнера из полиэтилентерефталата, в результате различной морфологии полимера на каждом участке.
[0021] Дифференциальная Сканирующая Калориметрия представляет собой инструмент, который может быть применен для определения искомой температуры кондиционирования в различных зонах контейнера, так, чтобы температура кондиционирования не превысила существенного изменения энтальпия для соответствующего участка контейнера из полиэтилентерефталата. Например, на Фиг.2 представлена термограмма, полученная путем дифференциальной сканирующей калориметрии, материала полиэтилентерефталата, из которого выполнен участок бочки контейнера на 15 унций, в соответствии со способом, описанным в Публикации патентного заявления США 2012/0076965. На Фиг.2 показано, что первая ощутимая трансформация в полимере (как правило, начало плавления) возникает при температуре около 383°F (показано как 194,79°С), таким образом, эта область может быть нагрета до 383°F без нарушения целостности контейнера. На Фиг.3 представлена термограмма, полученная путем дифференциальной сканирующей калориметрии, области основания вокруг выхода того же контейнера, из которого был взят образец, проанализированный на Фиг.2. Термограмма с Фиг.3 показывает, что первая ощутимая трансформация в полимере, т.е., трансформация стеклования, происходит примерно при 212°F (что показано как 100,22°С), таким образом, эта область контейнера может быть нагрета до примерно 212°F или ниже, без нарушения целостности контейнера. Задачей такого «профилирования» вдоль вертикальных участков контейнера из полиэтилентерефталата является максимизация термического расширения полимера на каждом участке контейнера из полиэтилентерефталата до нанесения барьерного покрытия из оксида кремния, как будет описано ниже.
[0022] Способ в соответствии с настоящим изобретением содержит этап формирования по меньшей мере одного барьерного покрытия из оксида кремния на по меньшей мере внутренней поверхности стенки контейнера из полиэтилентерефталата, в то время, как температура по меньшей мере наружной поверхности контейнера из полиэтилентерефталата составляет от примерно 200°F до примерно 383°F. Как правило, барьерные покрытия из оксида кремния наносятся на контейнеры из полиэтилентерефталата методом химического осаждения из пара (CVD), и, предпочтительно, методом плазмохимического осаждения из пара (PECVD), технологии, при которой барьерная пленка из оксида кремния осаждается. Способ, как правило, содержит ввод желаемого барьерного материала или исходного реагента желаемого барьерного материала в газовой форме вблизи контейнера из полиэтилентерефталата и добавление энергии до тех пор, пока барьерный газ или газ из исходного реагента не разъединятся до состояния плазмы. Могут быть созданы условия вакуума для того, чтобы способ осуществляться при температурах, достаточно низких для предотвращения термического повреждения контейнера из полиэтилентерефталата. Не намереваясь ограничиваться какой-либо конкретной теорией, считается, что разъединенные частицы затвердевают при ударе о поверхность контейнера из полиэтилентерефталата благодаря химической реакции с реагентами, и прилипают к поверхности контейнера, при этом полярность полимера способствует созданию барьерного слоя из оксида кремния. Дополнительно для нанесения барьерного покрытия на контейнер могут быть использованы другие способы отложения.
[0023] Барьерное покрытие из оксида кремния, предпочтительно, откладывается на внутренней поверхности контейнера из полиэтилентерефталата. Однако также может быть обеспечено наружное барьерное покрытие. Дополнительно, предпочтительно обеспечить контейнеру барьерную пленку из оксида кремния, хотя могут быть использованы и другие типы пленок, например, изготавливаемые с использованием ацетилена или ряда эпоксидных термоусадочных материалов.
[0024] Любые подходящие приспособления, известные в данной области техники, для образования плазмы, могут быть использованы в настоящем изобретении. Один из способов плазмохимического осаждения из пара, подходящий для использования в соответствии с настоящим изобретением, описан в патенте США № 5 670 224, который приведен здесь для ссылки. Способ, описанный в патенте США № 5 670 224 включает в себя способ отложения, путем микроволнового плазмохимического осаждения из пара, модифицированного барьерного покрытия из оксида кремния на подложку контейнера из полиэтилентерефталата. Данный способ включает в себя следующие этапы: 1) обеспечение вакуумной камеры для осаждения, в которой образована область для осаждения; 2) обеспечение источника микроволновой энергии; 3) подачу подложки из полиэтилентерефталата (например, контейнера) внутрь области для отложения в камере для отложения; 4) создание в камере для отложения давления ниже атмосферного; 5) выполнение предварительной плазменной обработки подложки из полиэтилентерефталата; 6) введение газообразной смеси из исходного реагента, которая включает в себя по меньшей мере газ, содержащий кремний-водород, газ, содержащий кислород, и газ, содержащий по меньшей мере один элемент, выбранный из группы, состоящей из: германия, жести, фосфора и бора, а область для отложения внутри камеры для отложения; 7) направление микроволновой энергии от источника микроволновой энергии на участок отложения, таким образом, создавая плазму в области отложения путем взаимодействия микроволновой энергии и газообразной смеси исходного реагента; 8) отложение из плазмы на подложку из полиэтилентерефталата покрытия из материала, который обеспечивает подложку с покрытием, чьи барьерный свойства выше, чем у подложки без покрытия; и 9) ввод газа, содержащего кислород, с достаточным расходом, в газообразную смесь исходного реагента, для устранения включения кремниево-водородных связей в нанесенное покрытие. Однако, в Патенте США № 5 670 224 описано, что поскольку отложение плазмы изначально является высокотемпературным процессом, подложки должны быть подвержены немедленному охлаждению с тем, чтобы избежать разрушения подложки. Более того, в Патенте США № 5 670 224 ничего не сказано о температуре поверхности подложки до нанесения барьерного покрытия.
[0025] Другой способ плазмохимического осаждения из пара, подходящий для использования в соответствии с настоящим изобретением, описан в Публикации патентного заявления США №2012/0231182, которая приведена здесь для ссылки. В Публикации патентного заявления США № 2012/0231182 описан способ обработки контейнеров с помощью радиочастотной энергии для разложения химических исходных реагентов, которые повторно собираются, тем самым, откладывая пленку на поверхностях вблизи области реакции или обработки поверхностей контейнера (например, стерилизация, структурирование и т.д.). Была разработана камера, интегрирующая способ доставки химических исходных реагентов в пространство камеры, механизм для опустошения пространства камеры, сборку электрода для разложения химических исходных реагентов и создания химической реакции, с помощью которой пленка откладывается на внутренней поверхности контейнера.
[0026] Готовое оборудование для осуществления способа нанесения барьерного покрытия может быть закуплено у ряда коммерческих источников. Например, следующие компании изготавливают коммерческое оборудование для нанесения барьерных покрытия (после названия компании указана торговая марка, выбранная каждой компанией для их соответствующего оборудования и/или способа для нанесения барьерного покрытия): Sidel (ACTIS), Krones/Leybold (BestPet), Tetra Pak (Glaskin), Nissei, PPG (Bairocade), and KHS Plasmax.
[0027] Способ в соответствии с настоящим изобретением также содержит этап охлаждения контейнера из полиэтилентерефталата после нанесения барьерного покрытия, при этом контейнер из полиэтилентерефталата с покрытием обладает показателем улучшения барьерных свойств (BIF). Охлаждение, предпочтительно, осуществляется просто путем обеспечения контейнерам возможности выравнивания температуры до комнатного уровня в условиях окружающей среды.
[0028] Показатель улучшения барьерных свойств для контейнера из полиэтилентерефталата с покрытием, нанесенным в соответствии с способом согласно настоящему изобретению, может относиться либо к улучшению барьерных свойств в отношении кислорода на входе, либо в отношении углекислого газа на выходе. Показатель улучшения барьерных свойств в отношении кислорода, например, измеряется следующими способами:
Показатель улучшения барьерных свойств/кислород
[0029] Кислородный цикл образцом бутылок при относительной атмосферной влажности, при одном атмосферном давлении и при 23°С может быть измерен с помощью Mocon OxTran модель 2/60 (компания Mocon, Миннеаполис, Миннеаполис) или Анализатора Проницаемости Кислорода, модель 8701, SysTech/Illinois Instruments (Чикаго, Иллинойс). Азот сверхвысокой степени чистоты использовался в качестве газа-носителя, и окружающий воздух (20,9% кислорода) использовался в качестве испытуемого газа. До испытания, образцы были кондиционированы азотом сверхвысокой степени чистоты. Испытание проводилось до получения устойчивой базовой линии, когда кислородный цикл изменялся меньше чем на один процент за 20-минутный цикл. Испытание закончилось, когда цикл достиг устойчивого состояния, при котором кислородный цикл изменялся менее чем на 1% в ходе 20-минутного цикла испытания, проведенного при нормальных атмосферных условиях. Результаты проницаемости кислорода были изменены и выражены в см3/упаковка/день. Для измерения показателя улучшения барьерных свойств или «BIF», контрольная бутылка, не содержащая кислородного барьера, прошла измерения в то же время, что и испытуемые бутылки, при указанных выше условиях. Показатель улучшения барьерных свойств был подсчитан путем деления проницаемости кислорода контрольной бутылки на проницаемость кислорода испытуемой бутылки. Таким образом, в виде примера, если однослойный контейнер из полиэтилентерефталата без покрытия демонстрирует кислородопроницаемость (на входе), равную 0,030 см3/уп./день, а такой же контейнер, только с нанесенным покрытием из оксида кремния, демонстрирует кислородопроницаемость (на входе), равную 0,003 см3/уп./день, то показатель улучшения барьерных свойств составит 0,030/0,003=10.
[0030] В соответствии с настоящим изобретением, процедура повторяется для контейнера, который был подвергнут процессу термической стерилизации, например, пастеризации или автоклавированию.
[0031] Без намерения ограничиваться какой-либо конкретной теорией, считается, что этап нагрева или кондиционирования расширяет или удлиняет контейнер из полиэтилентерефталата до отложения барьерного слоя из оксида кремния, так, что барьерный слой из оксида кремния наносится на расширенный контейнер. Это создает структуру, при которой подложка контейнера из полиэтилентерефталата расширяется пропорционально коэффициенту термического расширения смолы, но барьерное покрытие из оксида кремния не расширено во время отложения покрытия. После остывания, контейнер из полиэтилентерефталата «сжимается» до своего «нормального» размера, после чего барьерный слой из оксида кремния сжимается, и становится более собранным или плотным. Соответственно, считается, что сжатое барьерное покрытие из оксида кремния способно поглощать напряжения, создаваемые, частично, из-за реакции содержимого контейнера на высокие температуры, испытываемые в ходе пастеризации или автоклавирования, поскольку контейнер из полиэтилентерефталата вновь расширяется пропорционально коэффициенту термического расширения, что вызвано внутренним давлением в контейнере.
[0032] Практически, в результате способа в соответствии с настоящим изобретением создает контейнер из полиэтилентерефталата, который сохраняет показатель улучшения барьерных свойств (BIF) на уровне по меньшей мере 17% после подвергания процессу термической стерилизации (например, пастеризации или автоклавированию), по отношению к показателю улучшения барьерных свойств, полученному первоначально после нанесения барьерного покрытия из оксида кремния и охлаждения контейнера, т.е., до подвергания контейнера процессу термической стерилизации. Заявитель обнаружил, что сохранение показателя улучшения барьерных свойств контейнера из полиэтилентерефталата после подвергания процессу термической стерилизации зависит от температуры этапа кондиционирования. Например, оказалось, что показатель улучшения барьерных свойств сохраняется на уровне по меньшей мере 17% и даже 35%, когда контейнер из полиэтилентерефталата подвергается кондиционированию до 200°F, и по меньшей мере 61% и даже 121%, когда контейнер из полиэтилентерефталата подвергается кондиционированию до 225°F, по меньшей мере 64% и даже 125%, когда контейнер из полиэтилентерефталата подвергается кондиционированию до 250°F, и по меньшей мере 82% и даже 160%, когда контейнер из полиэтилентерефталата подвергается кондиционированию до 275°F, как показано в следующей Таблице 1. Используемое здесь выражение «125%» означает, что показатель улучшения барьерных свойств был не только полностью сохранен, но был улучшен на 25% по сравнению с контейнером, на который только что было нанесено покрытие, т.е. до подвергания термической обработке, такой как пастеризация или автоклавирование. Используемое здесь выражение «160%» означает, что показатель улучшения барьерных свойств был не только полностью сохранен, но был улучшен на 60% по сравнению с контейнером, на который только что было нанесено покрытие, т.е. до подвергания термической обработке, такой как пастеризация или автоклавирование.
Таблица 1: Среднее значение полученного показателя улучшения барьерных свойств для 4 (четырех) контейнеров для каждой из температур предварительного нагрева в диапазоне от 200°F до 275°F в зависимости от снижения кислородопроницаемости на единицу времени:
[0033] В соответствии с способом согласно настоящему изобретению, вышеуказанный показатель улучшения барьерных свойств, как правило, получается после подвергания процессу термической стерилизации, такому как пастеризация или автоклавирование, при температурах до 356°F. Предпочтительно, температура термической стерилизации лежит в диапазоне от 212°F до примерно 356°F.
ПРИМЕРЫ
[0034] Контейнеры из Таблицы 1 представляют собой термостойкие контейнеры из полиэтилентерефталата, выполненные путем выдувного формования, изготовленные в соответствии с способом, описанным в Публикации патентного заявления США №2012/0076965. Контейнеры из Таблицы 1 были предварительно нагреты (т.е., кондиционированы) до указанных температур до нанесения покрытия из оксида кремния и, после охлаждения были подвержены процессу термической стерилизации. Процесс термической стерилизации осуществлялся в автоклаве, в котором достигалась температура 235°F после 20 минут при давлении 1,1-1,2 атм. Результаты, перечисленные в Таблице 1, представляют собой среднее значение для 4 образцов, проанализированных для каждой температуры кондиционирования.
[0035] Воплощения, проиллюстрированные и раскрытые в настоящем описании предназначены лишь для того, чтобы специалистам в данной области техники стал понятен наилучший, известный заявителю, способ выполнения и использования изобретения. Ничто из настоящего описания не должно расцениваться как ограничение пределов настоящего изобретения. Все представленные и иллюстративные примеры являются не ограничивающими. Вышеописанные воплощения изобретения могут быть модифицированы или изменены, не нарушая пределов изобретения, что должно быть понятно специалистам в данной области техники в свете настоящего описания. Несмотря на то, что изобретение было описано со ссылкой на контейнер с широким горлышком, функция панельной кривизны в соответствии с изобретением должна работать для стандартного окончания (т.е., не широкого горлышка с окончанием). Следовательно, должно быть понятно, что в пределах формулы изобретения и ее эквивалентов, изобретение может быть воплощено на практике иным образом, чем описано здесь.
Изобретение относится к способу нанесения барьерного покрытия из оксида кремния на контейнер из полиэтилентерефталата, содержащий стенку, имеющую внутреннюю поверхность и наружную поверхность, при этом способ содержит следующие этапы: (а) нагрев контейнера из полиэтилентерефталата так, чтобы температура по меньшей мере наружной поверхности находилась в диапазоне от примерно 200°F до примерно 383°F; (b) формирование контейнера из полиэтилентерефталата с покрытием путем нанесения по меньшей мере одного барьерного слоя из оксида кремния на по меньшей мере внутреннюю поверхность контейнера из полиэтилентерефталата, в то время как температура по меньшей мере наружной поверхности контейнера из полиэтилентерефталата находится в диапазоне от примерно 200°F до примерно 383°F; и (с) охлаждение контейнера из полиэтилентерефталата с покрытием после этапа b. 7 з.п. ф-лы, 3 ил.,1 табл. 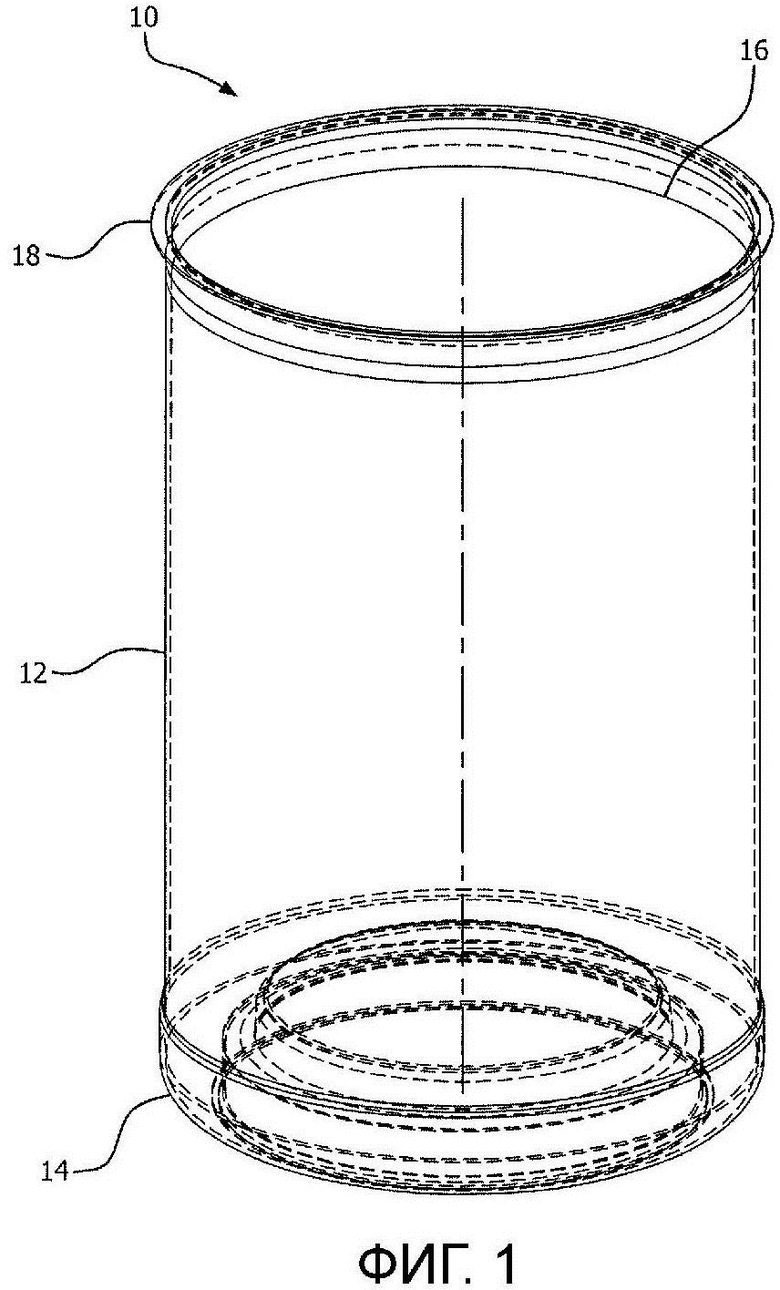
1. Способ нанесения барьерного покрытия из оксида кремния на контейнер из полиэтилентерефталата, содержащий стенку, имеющую внутреннюю поверхность и наружную поверхность, причем способ включает следующие этапы:
а. нагревают контейнер из полиэтилентерефталата так, чтобы температура по меньшей мере наружной поверхности находилась в диапазоне от примерно 200°F до примерно 383°F;
b. формируют контейнер из полиэтилентерефталата с покрытием путем нанесения по меньшей мере одного барьерного слоя из оксида кремния на по меньшей мере внутреннюю поверхность контейнера из полиэтилентерефталата, в то время как температура по меньшей мере наружной поверхности контейнера из полиэтилентерефталата находится в диапазоне от примерно 200°F до примерно 383°F; и
с. охлаждают контейнер из полиэтилентерефталата с покрытием после этапа b.
2. Способ по п.1, при котором на этапе нагрева используют нагревательный туннель, по которому перемещают контейнер из полиэтилентерефталата.
3. Способ по п.2, при котором используют нагревательный туннель, содержащий от двух до шести зон нагрева с разными температурами.
4. Способ по п.3, при котором по меньшей две зоны нагрева имеют температуру от примерно 225°F до примерно 383°F.
5. Способ по п.1, при котором на этапе нагрева нагревают контейнер из полиэтилентерефталата до температуры от примерно 200°F до примерно 383°F по всей стенке.
6. Способ по п.5, при котором на этапе нагрева нагревают контейнер из полиэтилентерефталата до температуры от примерно 225°F до примерно 383°F по всей стенке.
7. Способ по п.6, при котором на этапе нагрева нагревают контейнер из полиэтилентерефталата до температуры от примерно 250°F до примерно 383°F по всей стенке.
8. Способ по п.1, при котором на этапе формирования:
i. формируют вакуум в камере, в которой расположен по меньшей мере один контейнер из полиэтилентерефталата;
ii. добавляют мономерный реакционный газ, формирующий оксид кремния, к по меньшей мере внутренней поверхности стенки контейнера из полиэтилентерефталата; и
iii. подвергают контейнер из полиэтилентерефталата воздействию энергии плазмы для отложения по меньшей мере одного слоя оксида кремния на по меньшей мере внутренней поверхности стенки контейнера из полиэтилентерефталата.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

