Изобретение относится к области авиационной и ракетной техники и может быть использовано при изготовлении обтекателей высокоскоростных летательных аппаратов различных классов с оболочками из жаростойких керамических материалов.
Операция соединения оболочки керамического обтекателя с металлическим шпангоутом является наиболее ответственной во всей технологической цепочке производства обтекателей летательных аппаратов. Основным требованием, предъявляемым к данной операции, является обеспечение точной центровки керамической оболочки относительно металлического шпангоута, так как отсутствие центровки приводит к возникновению эффекта биения обтекателя летательного аппарата в ходе полета. Кроме того, в процессе центровки необходимо обеспечить гарантированный зазор между оболочкой обтекателя и металлическим шпангоутом, который заполняется клеем, обеспечить толщину клеевого слоя в заданных параметрах и исключить возможность прямого контакта (без клея) металлического шпангоута и керамической оболочки.
Сложность задачи обусловлена тем, что для всех обтекателей имеется отклонение от круглости наружной поверхности шпангоута и внутренней склеиваемой поверхности оболочки обтекателя, что делает переменным зазор между ними и обуславливает их пригодность для сборки по условию наличия минимальной величины зазора, не менее требуемой толщины клеевого слоя и наличие отрицательного зазора, что делает невозможным собрать обтекатель.
Известен способ склеивания цилиндрических деталей (А.с. №1350167 А1, кл. C09J 5/04, опубл. 07.11.1987 бюл. №41), включающий нанесение клея на охватываемую и охватывающую поверхности, сопряжение деталей, установку внутрь охватываемой детали оправки с определенным зазором, вращение деталей возвратно-поступательно относительно друг друга и отверждение клея. Центрирование деталей происходит за счет того, что детали и оправку в сборе нагревают до температуры полимеризации клея, при этом из-за различных коэффициентов линейного расширения (КЛР) у оправки и сопрягаемых деталей зазор между оправкой и деталями становится равным нулю, что и обеспечивает высокое центрирование деталей по оси оправки.
Недостатком известного способа является то, что установка внутрь охватываемой детали оправки с определенным зазором не обеспечивает необходимой точности центрирования. Кроме того, применение данного способа возможно только для деталей, изготовленных из материалов с большим значением КЛР. Также к недостаткам данного способа следует отнести то, что его осуществление возможно только при использовании клея, полимеризаця которого происходит при нагревании.
Известен способ соединения керамического изделия с металлическим шпангоутом (патент РФ №2257292 С1, МПК В28В 1/26, опубл. 27.07.2005 бюл. №21), включающий установку металлического шпангоута в керамическое изделие, установку прокладок в зазор между торцом керамического изделия и шпангоутом, нанесение герметика на шпангоут и изделие, поджатие изделия к шпангоуту и выдержка в таком положении до полной вулканизации герметика, прокладки дополнительно устанавливают в зазор между внутренней поверхностью изделия и поверхностью шпангоута, причем прокладки выполняют из материала герметика толщиной, соответствующей величине зазора.
Недостатком данного способа является то, что зазор по всей склеиваемой поверхности не является величиной постоянной и задача подбора прокладок с точно заданной величиной зазора в конкретном месте расположения прокладки представляется трудоемкой задачей. Кроме того, установка прокладок перед нанесением слоя клеящего вещества существенно затрудняет процесс нанесения клея, при этом возникает вероятность смещения прокладки при соединении поверхностей, что может привести к образованию непроклеев (наличие пустот) в клеевом соединении.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ соединения керамического изделия с металлическим шпангоутом (патент РФ №2637692, МПК C09J 5/02, В32В 7/12, В32В 15/04, В32В 18/00, опубл. 06.12.2017 бюл. №34), включающий определение величины зазора между склеиваемыми поверхностями, изготовление и установку прокладок из затвердевшего клеящего вещества, соединение поверхностей и выдержку под давлением до полного высыхания клеящего вещества, прокладки устанавливают на одну из склеиваемых поверхностей, на которую предварительно нанесен слой клеящего вещества, толщина прокладки соответствует величине зазора.
Недостатком данного способа является то, что зазор по всей склеиваемой поверхности не является величиной постоянной и зазор сильно зависит от величины отклонения от круглости сопрягаемых поверхностей оболочки и шпангоута в конкретном месте. В прототипе это не учитывается, что может привести к смещению центровки при установке прокладки, толщина которой выбирается по минимальной или среднеарифметической величине зазора, то есть без учета отклонения от круглости оболочки и шпангоута в этих местах.
Задачей настоящего изобретения является сокращение брака при сборке керамической оболочки обтекателя с металлическим шпангоутом по биению собранного обтекателя и повышение его надежности за счет подбора оптимальной толщины клеевого слоя.
Поставленная задача достигается тем, что предложен способ селективной сборки обтекателей, включающий определение величины зазора между оболочкой обтекателя и шпангоутом, нанесение слоя клеящего вещества на склеиваемые поверхности и установку на одну из склеиваемых поверхностей прокладок из затвердевшего клеящего вещества, соединение поверхностей и выдержку под давлением до полного высыхания клеящего вещества, отличающийся тем, что перед сборкой обтекателя на координатно-измерительной машине (КИМ) замеряют круглограммы в дискретных точках в виде радиусов наружной поверхности шпангоута и внутренней склеиваемой поверхности оболочки обтекателя, вычисляют зазор между ними в этих точках и производят подбор пары и положения шпангоута относительно оболочки обтекателя по оптимальной величине зазора (толщине клеевого слоя) из возможного сочетания точек соединения (точек замера круглости) путем перебора, причем полученные в этом случае величины зазоров определяют необходимую толщину клеевого слоя и толщину прокладок в местах их установки.
Предложенный способ иллюстрируется на фиг. 1, 2, 3 и реализуется следующим образом.
Пример 1.
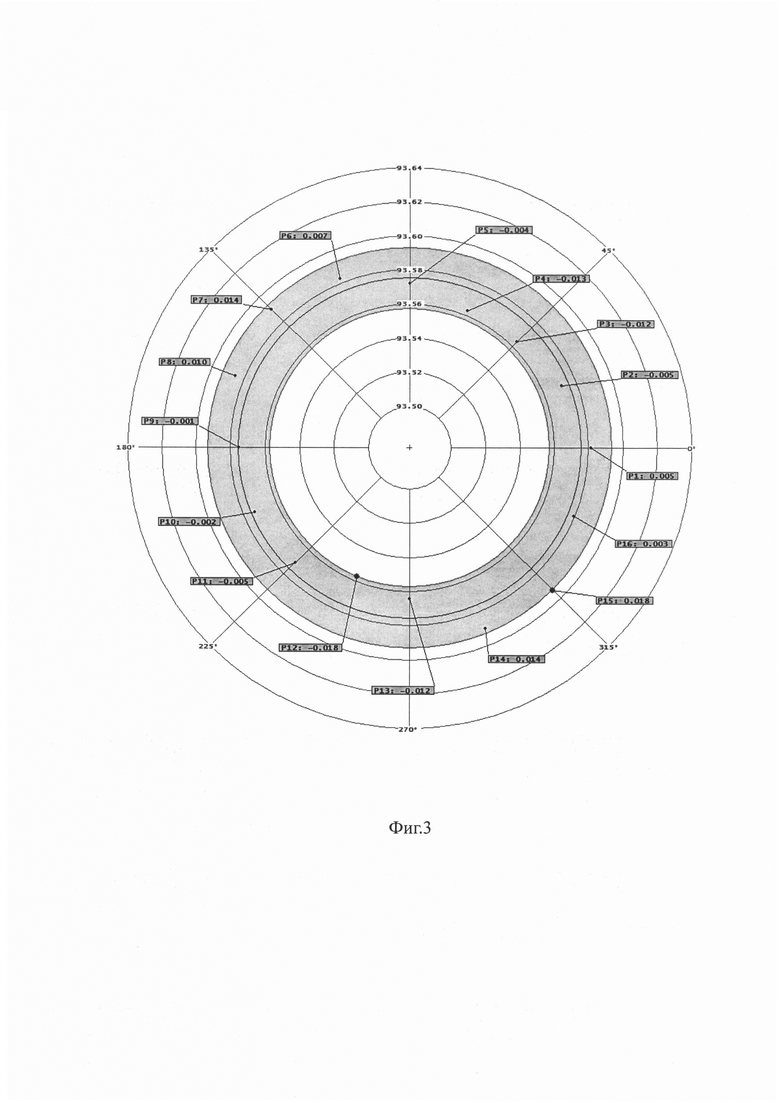
С помощью координатно-измерительной машины (КИМ) модель CRYSTA-Apex S 574 фирмы MITUTOYO призводят замер круглости внутренней поверхности оболочки обтекателя в месте склейки (фиг. 1) и наружной поверхности шпангоута (фиг. 2) в 16-ти дискретных точках, количество которых определяется заранее и, исходя из практики использования КИМ, могут составлять 16, 32 или 64 значения. При этом необходимо иметь ввиду, что чем больше точек используется, тем точнее будет подбор соединяемой пары. В процессе измерения круглограмм производится серия вычислений специальным программным обеспечением MCOSMOS-3, входящим в состав КИМ, и выдается средний (фактический) радиус поверхности (Rcр) шпангоута и оболочки, величина отклонения в каждой точке замера от среднего значения, а также минимальное и максимальное значение отклонений. Определяется также вхождение в пределы заданного допуска на отклонение от круглости для конкретной пары, т.е. максимальный радиус шпангоута не должен превышать минимальный радиус оболочки, иначе эта пара не подходит для сборки, так как не будет обеспечена гарантированная толщина клеевого слоя.
Измеренные значения отклонения радиусов точек (WN) и вычисленные значения круглости: среднее значение Rср, максимальное значение Rмакс=Rсp+Wмакс, минимальное значение Rмин=Rср-Wмин заносятся в таблицу отдельно для каждой оболочки и шпангоута, которые полностью характеризуют их для возможности сборки.


После ввода всех значений отклонения радиусов WN, представленных на фиг. 1 и 2, производится вычисление зазоров в точках 1… N (в примере N=16) ZN=(RN)обол - (RN)шпан для положения оболочки и шпангоута, которое соответствует соединению точками 1 - 1, то есть их первоначальным положениям при измерении, а также вычисляется среднее Zcp, максимальное Zмax и минимальное Zмин значение зазоров, которые также заносятся в таблицу и характеризуют вариант такого соединения, причем величина зазора в этом случае определяет толщину клеевого слоя. Точка 1 маркируется на торце оболочки и торце шпангоута. Выбор точки 1 при проведении измерений произволен, но необходимо только его маркировать и помнить, так как к нему привязаны все последующие действия.
Вычисленные значения зазоров между оболочкой и шпангоутом для всех N точек замера и различных положений относительно точки 1 оболочки производится по формуле Z1-N=(Rср+WN)обол-(Rcр+WN)шпан и заносятся в таблицу 3.
Вычисленные значения зазоров ZN-N, мм между оболочкой и шпангоутом для различных положений шпангоута относительно точки 1 оболочки.
Для выбора оптимального положения шпангоута относительно оболочки обтекателя для сборки, необходимо сформулировать критерий, обеспечивающий необходимый и оптимальный зазор, а именно толщину клеевого слоя. Наилучшим вариантом для сборки обтекателя является условие, где зазор постоянный для любого положения шпангоута относительно оболочки, то есть толщина клеевого слоя будет равномерной по всей окружности оболочки. Поэтому главным критерием оптимальности положения для сборки может быть минимальная величина дисперсии (Disp) отклонений величины зазора в N контрольных точках от среднего значения (таблица 3), которая и будет соответствовать оптимальному положению точек Nобол-Nшпан.
Таким образом, условия подбора следующие:
- наружный размер шпангоута с Rмакс и внутренний размер оболочки с Rмин позволяют собрать обтекатель с гарантированной толщиной клеевого слоя в пределах минимальной и максимальной величины зазора;
- если Rмин оболочки менее чем Rмакс шпангоута, то данная пара оболочки обтекателя и шпангоут далее не рассматривается и необходимо заменить либо оболочку, либо шпангоут и повторить подбор;
- если Rмин оболочки больше чем Rмакс шпангоута, то необходимо перебрать все (N) положений шпангоута относительно оболочки по измеренным точкам, путем циклического вычисления зазора ZN-N, для соотношения точек 1, 2, 3,… N оболочки и точек 1+i, 2+i, 3+i … шпангоута, где i - меняется в цикле от 1 до (N-1), а N - максимальное число точек измеренных значений. В итоге в таблицу 3 заносится N строк величин зазоров для любого возможного положения шпангоута относительно оболочки;
- для всех положений шпангоута (строк таблицы 3) вычисляются дисперсия отклонений величины зазора (Disp) для точек (1обол-Nшпан) и определяется минимум (Disp)мин, который определяет строку и, тем самым, значения толщины клеевого слоя для этого положения.
- если оптимального значения зазора не появляется ни при одном положении шпангоута относительно оболочки или величина зазора меньше требуемой минимальной толщины клеевого слоя, то эта пара отклоняется и необходимо заменить либо оболочку, либо шпангоут и повторить подбор.
В качестве критерия оптимальности, выбрана минимальная величина дисперсии (Disp)мин=0,00075 отклонений величины зазора, что соответствует положению точек 1 оболочки и 6 шпангоута (таблица 3), то есть Nопт будет равно 6.
Для найденного положения шпангоута относительно оболочки (точки 1обол-Nопт) с гарантированным и оптимальным зазором (толщиной клеевого слоя), в соответствующей строке (точки 1-6, таблицы 3) находятся значения зазоров для всех N точек и можно выбрать 3 точки для установки клеевых прокладок, толщины которых берутся из этой строки для соответствующих точек. Если принять равномерное положение прокладок по окружности, то этими тремя точками могут быть, например 1, 6 и 11, с толщинами, соответственно, Z1=0,697 мм, Z6=0,755 мм, Z11=0,700 мм. Поворот шпангоута относительно оболочки, в случае найденного оптимального положения, производится на угол ϕ, вычисляемый от точки 1 (маркированной) по формуле ϕ=(360°/N)*(Nопт-1) или простым линейным смещением шпангоута маркированной точки 1 по окружности на величину L=(6,28*Rшпан/N)*(Nопт-1), где (Rcp)шпан - измеренный средний радиус шпангоута из таблицы 2. В нашем примере угол поворота (смещения) шпангоута относительно оболочки ϕ1-6=(360°/16)*(6-1)=112,5°.
Шпангоут или оболочка, не подходящие для сборки по каким-либо условиям, могут участвовать в подборе с другими парами. При этом необходимо учитывать, что при больших значениях отклонений Rмакс в шпангоуте необходимо начать подбор с оболочки с меньшими значениями отклонений Rмин.
Пример 2.
Предложеннная последовательность способа селективной сборки обтекателей реализована в виде EXEL-программы, в которой требуется заполнить только строки по результатам испытаний (таблица 1 и таблица 2), далее все последующие вычисления и заполнения строк (таблица 3) происходят автоматически по приведенным выше формулам.
Проилюстрируем это на примере, когда в паре выбирается другая оболочка (фигура 3), а шпангоут остается прежний и соответствует фиг. 2, замеры круглости шпангоута в таблице 2 остаются неизменными. Для новой оболочки №2 заполняются параметры круглости и отклонения, показанные на фигуре 3 в 16 точках, и заносятся в таблицу 4.

Далее перебор положений пары оболочка №2 - шпангоут происходит автоматически по заведенным в EXEL-программу формулам и выдается заполненная таблица 5.
Вычисленные значения зазоров ZN-N, мм между оболочкой №2 и шпангоутом для различных положений шпангоута относительно точки 1 оболочки 
Оптимальное положение шпангоута, соответствующее минимуму значения дисперсии (Disp)мин=0,00014 (разброс величины зазора), соответствует положению точек 1 оболочки №2 и точки 2 шпангоута (таблица 5), то есть Nопт в данном примере будет равно 2. Аналогично вычисляется угол поворота шпангоута на 22,5° градуса и толщина прокладок для трех точек, например точки 1, 6 и 11, соответственно, Z1=1,507 мм, Z6=1,518 мм и Z11=1,503 мм, выбираются из второй строки таблицы 5.
Этот пример показывает, насколько упрощается перебор пар оболочка - шпангоут и подбор оптимального положения шпангоута, для чего достаточно только заполнить 16, 32 или 64 значения в одной из таблиц, а другая остается уже заполненной и неизменной.
В случае серийного производства обтекателей, возможно создание базы данных измеренных значений оболочек и шпангоутов, а значит, подбор оптимальной пары будет производится уже автоматически путем просмотра и перебора среди всех оболочек и шпангоутов, входящих в эту базу, по заданному критерию.
Таким образом, способ селективной сборки обтекателей путем подбора оптимальной пары оболочка - шпангоут, исключает негативное влияния отклонения их от круглости, происходящее при их изготовлении на станках.
Полученное конкретное положение оболочки относительно шпангоута обеспечивает необходимую толщину клеевого слоя, а толщина прокладок, автоматически определяемая при таком подборе, обеспечивает точную центровку керамической оболочки относительно металлического шпангоута.
Данный способ легко реализуется при наличии КИМ, его использование возможно для сборки любых обтекателей и он наиболее эффективен при серийном производстве обтекателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения керамического изделия с металлическим шпангоутом | 2021 |
|
RU2779164C1 |
| Способ соединения керамического обтекателя с металлическим шпангоутом | 2024 |
|
RU2836143C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2016 |
|
RU2637692C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ОБТЕКАТЕЛЯ СО ШПАНГОУТОМ | 2015 |
|
RU2587708C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2003 |
|
RU2257292C1 |
| Способ соединения керамического обтекателя с металлическим корпусом летательного аппарата | 2021 |
|
RU2764158C1 |
| Обтекатель | 2020 |
|
RU2742294C1 |
| Антенный обтекатель | 2018 |
|
RU2690040C1 |
| Применение полисилоксановых герметиков в качестве конструкционных клеев в керамических ракетных обтекателях | 2018 |
|
RU2703214C1 |
| ОБТЕКАТЕЛЬ | 2002 |
|
RU2225664C2 |
Изобретение относится к области авиационной и ракетной техники и может быть использовано при изготовлении обтекателей высокоскоростных летательных аппаратов различных классов с оболочками из жаростойких керамических материалов. Способ селективной сборки обтекателей включает определение величины зазора между оболочкой обтекателя и шпангоутом, нанесение слоя клеящего вещества на склеиваемые поверхности и установку на одну из склеиваемых поверхностей прокладок из затвердевшего клеящего вещества, соединение поверхностей и выдержку под давлением до полного высыхания клеящего вещества. Перед сборкой обтекателя на координатно-измерительной машине замеряют круглограммы в дискретных точках в виде радиусов наружной поверхности шпангоута и внутренней склеиваемой поверхности оболочки обтекателя, вычисляют зазор между ними в этих точках и производят подбор пары и положения шпангоута относительно оболочки обтекателя по оптимальной величине зазора (толщине клеевого слоя) из возможного сочетания точек соединения (точек замера круглости) путем перебора соединяемых пар. Причем полученные в этом случае величины зазоров определяют необходимую толщину клеевого слоя и толщину прокладок в местах их установки. Технический результат, достигаемый при использовании изобретения, заключается в сокращении брака при сборке керамической оболочки обтекателя с металлическим шпангоутом по биению собранного обтекателя и повышении его надежности за счет подбора оптимальной толщины клеевого слоя. 3 ил., 5 табл.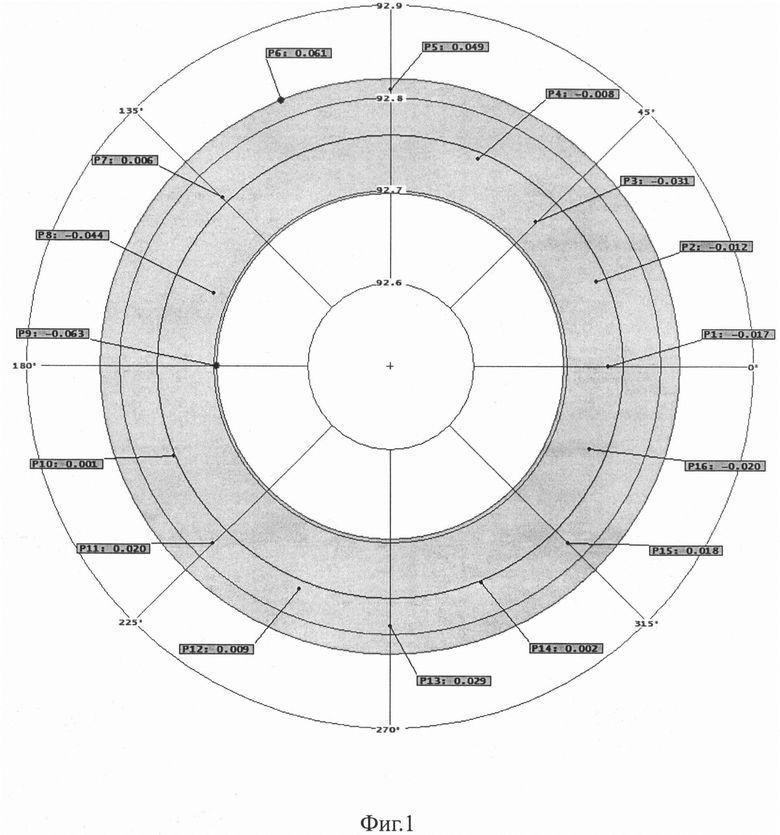
Способ селективной сборки обтекателей, включающий определение величины зазора между оболочкой обтекателя и шпангоутом, нанесение слоя клеящего вещества на склеиваемые поверхности и установку на одну из склеиваемых поверхностей прокладок из затвердевшего клеящего вещества, соединение поверхностей и выдержку под давлением до полного высыхания клеящего вещества, отличающийся тем, что перед сборкой обтекателя на координатно-измерительной машине замеряют круглограммы в дискретных точках в виде радиусов наружной поверхности шпангоута и внутренней склеиваемой поверхности оболочки обтекателя, вычисляют зазор между ними в этих точках и производят подбор соединяемой пары и положения шпангоута относительно оболочки обтекателя по оптимальной величине зазора из возможного сочетания точек соединения - точек замера круглости путем перебора соединяемых пар, причем полученные в этом случае величины зазоров определяют необходимую толщину клеевого слоя и толщину прокладок в местах их установки.
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2016 |
|
RU2637692C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ОБТЕКАТЕЛЯ С МЕТАЛЛИЧЕСКИМ КОРПУСОМ ЛЕТАТЕЛЬНОГО АППАРАТА | 2014 |
|
RU2566643C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ОБТЕКАТЕЛЯ СО ШПАНГОУТОМ | 2015 |
|
RU2587708C1 |
| US4520364 A1, 28.05.1985 | |||
| Способ получения безметаллических полифталоцианинов | 1976 |
|
SU735607A1 |

