Изобретение относится к области авиационной и ракетной техники и может быть использовано при изготовлении сложнопрофильных керамических изделий типа обтекателей высокоскоростных летательных аппаратов различных классов.
Операция соединения керамического изделия (оболочки) с металлическим шпангоутом является одной из наиболее ответственных во всей технологической цепочке производства обтекателей летательных аппаратов.
Основными требованиями, предъявляемыми к данной операции, является обеспечение точной центровки керамической оболочки относительно металлического шпангоута, для исключения эффекта биения обтекателя летательного аппарата в процессе полета, а также оптимизация подбора соединяемых при сборке обтекателя керамической оболочки и металлического шпангоута с учетом значений их мембранной жесткости (жесткости на растяжение), для повышения эксплуатационной надежности обтекателя.
Известен способ соединения керамического изделия с металлическим шпангоутом, включающий установку между склеивающимися поверхностями прокладок, выполненных из затвердевшего клеящего вещества, толщиной, соответствующей величине зазора, нанесение слоя клеящего вещества на склеиваемые поверхности, соединение поверхностей и выдержку под давлением до полного высыхания клеевого соединения (патент РФ №2257292, МПК В28В 1/26, опубл. 27.07.2005 Бюл. №21).
Недостатком данного способа является то, что зазор по всей склеиваемой поверхности не является величиной постоянной и имеет свой допуск. Таким образом, задача подбора прокладок с точно заданной величиной зазора в конкретном месте расположения прокладки представляется трудоемкой задачей. Кроме того, установка прокладок перед нанесением слоя клеящего вещества существенно затрудняет процесс нанесения клея, при этом возникает вероятность смещения прокладки при соединении поверхностей, что может привести к образованию непроклеев (наличие пустот) в клеевом соединении.
Наиболее близким по технической сущности (прототип) к заявленному решению является способ соединения керамического изделия с металлическим шпангоутом, включающий определение величины зазора между склеиваемыми поверхностями, изготовление и установку прокладок из затвердевшего клеящего вещества, соединение поверхностей и выдержку под давлением до полного высыхания клеящего вещества, прокладки устанавливают на одну из склеиваемых поверхностей, на которую предварительно нанесен слой клеящего вещества, толщина прокладки должна быть не менее минимальной и не более среднеарифметической величины зазора (патент РФ №2637692, МПК C09J 5/02, В32В 7/12, В32В 15/04, В32В 18/00, опубл. 06.12.2017 Бюл. №34).
Недостатком известного способа (прототипа) является то, что при сборке обтекателя не обеспечивается оптимизация подбора пар «оболочка - шпангоут» с учетом индивидуальных значений их мембранной жесткости для обеспечения эксплуатационной надежности обтекателя.
Задачей заявляемого изобретения является повышение несущей способности и надежности изделия при сборке керамических обтекателей и повышение эффективности процесса сборки за счет оптимизации подбора соединяемых при сборке обтекателя керамического изделия (оболочки) и металлического шпангоута.
Технический результат заключается в повышении несущей способности, надежности изделия при сборке керамических обтекателей и эффективности процесса сборки за счет оптимизации подбора соединяемых при сборке обтекателя керамических оболочек и металлических шпангоутов с учетом значений их мембранной жесткости.
Поставленная задача достигается тем, что предложен способ соединения керамического изделия с металлическим шпангоутом, включающий определение величины зазора между склеиваемыми поверхностями, нанесение слоя клеящего вещества на склеиваемые поверхности и установку на одну из этих поверхностей прокладок из затвердевшего клеящего вещества, соединение поверхностей и выдержку под давлением до полного высыхания клеящего вещества, отличающийся тем, что соединяемые пары «керамическая оболочка – металлический шпангоут» подбирают с учетом их мембранной жесткости, для керамической оболочки с использованием модуля упругости материала данной оболочки, определяемого по регрессионной зависимости «модуль упругости – скорость ультразвука», предварительно построенной по результатам измерения значений скорости ультразвука в юбочной части оболочки, сопрягаемой со шпангоутом, при этом мембранная жесткость шпангоута не должна превышать соответствующую жесткость керамической оболочки.
Предлагаемый способ сборки керамических обтекателей, реализуется следующим образом.
Для обеспечения поставленной в заявляемом способе задачи: обеспечение оптимального подбора перед сборкой соединяемых пар «керамическая оболочка – металлический шпангоут» с учетом их мембранной жесткости, создаются расчетные модели напряженного состояния оболочки и шпангоута, основанные на аналитических, конечно-разностных или конечно-элементных методах, по которым определяют их мембранную жесткость, для керамической оболочки с использованием модуля упругости материала данной оболочки.
Измеряют скорость ультразвука в юбочной части оболочки, сопрягаемой со шпангоутом и по полученным результатам из предварительно построенных регрессионных зависимостей «модуль упругости – скорость ультразвука» определяют модули упругости материала данной оболочки.
Регрессионные зависимости «модуль упругости – скорость ультразвука» строятся для каждого типа оболочек индивидуально в процессе экспериментальных исследований по результатам измерения скорости ультразвука в оболочках, в моделирующих их структуру образцах и результатам прямого определения модуля упругости образцов.
По созданным моделям рассчитывают величину мембранной жесткости (жесткости на растяжение) (Аоб) керамической оболочки с использованием результатов определения модулей упругости материала данной оболочки (Еоб), сравнивают ее с рассчитанной мембранной жесткостью шпангоута (Ашп) и оценивают их соответствие условию оптимизации подбора соединяемых при сборке обтекателя пар: жесткость шпангоута не должна превышать жесткость керамической оболочки и, следовательно, обеспечивать непревышение распорными температурными напряжениями в керамической оболочки  значений предела прочности на растяжение материала оболочки (
значений предела прочности на растяжение материала оболочки ( ) при прогреве узла соединения до возникающей при эксплуатации изделия температуры.
) при прогреве узла соединения до возникающей при эксплуатации изделия температуры.
Подобранные, таким образом, пары «керамическая оболочка – металлический шпангоут», соответствующие условию оптимизации подбора соединяемых при сборке обтекателя пар и, следовательно, оптимизации величины распорных температурных напряжений в керамической оболочки  оценивают как годные для дальнейшей их сборки в составе обтекателя.
оценивают как годные для дальнейшей их сборки в составе обтекателя.
При реализации заявляемого изобретения могут быть использованы аналитические расчетные формулы, для создания сложной расчетной модели напряженного состояния оболочки используют программный конечно-элементный модуль, например, ANSYS Mechanical или ANSYS Composite Prep Post, а для измерения скорости ультразвука в контролируемой оболочке используют ультразвуковые приборы типа 25DL-HP и др.
Заявляемое изобретение позволяет повысить несущую способность, надежность изделия при сборке керамических обтекателей и эффективность процесса сборки за счет оптимизации подбора соединяемых при сборке обтекателя керамических оболочек и металлических шпангоутов с учетом значений их мембранной жесткости, рассчитываемой по созданным моделям, для контролируемых оболочек по значениям модулей упругости, определенных экспериментально для каждой из этих оболочек, модули упругости материала которых формируются непосредственно при изготовлении оболочек и, следовательно, могут значительно разниться между собой как в пределах допусков в рамках технологического процесса, так и при каких-либо случайных отклонениях от него и, следовательно, могут значительно разниться между собой значения их жесткости.
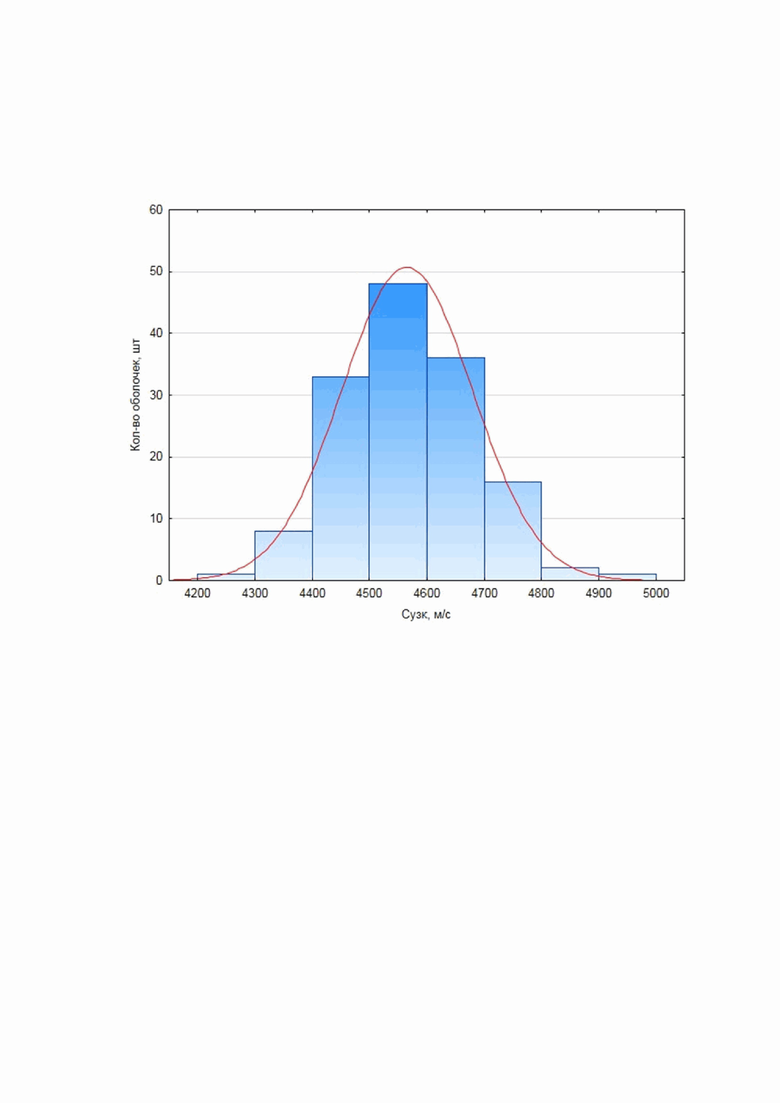
В таблице 1 приведены статистические параметры значений скорости ультразвука, измеренной в юбочной части керамических оболочек одного из серийно изготавливаемых на предприятии обтекателей из материала НИАСИТ. Относительный диапазон варьирования данной упругой характеристики материала составляет 19%.
На фиг. 1 показано распределение значений скорости ультразвука в юбочной части оболочек рассматриваемого обтекателя.
Таблица 1
Статистические параметры скорости ультразвука
в юбочной части серийно изготавливаемых керамических оболочек
шт.
значение,
м/с
м/с
%
м/с
При этом значения модуля упругости материала НИАСИТ, в пределах допуска по ТУ для значений плотности рассматриваемых оболочек, варьируются в диапазоне от 3150 до 4360 кгс/мм2 (таблица 2). Диапазон варьирования модуля упругости составляет 38% что обусловливает и высокий диапазон варьирования жесткости оболочек и, соответственно, необходимость ее оценки при оптимизации подбора соединяемых пар при сборке обтекателя по предлагаемому способу.
Таблица 2
Статистические параметры модуля упругости материала НИАСИТ
кгс/мм2
%
по
ТУ 1-596-195-2009
Сравнение заявляемого способа с прототипом показывает, что способ отличается от известного тем, что перед сборкой соединяемые пары «керамическая оболочка – металлический шпангоут» подбирают с учетом их жесткости, определяемой расчетно-экспериментальным методом индивидуально для каждой контролируемой оболочки, с учетом их модулей упругости, при этом жесткость шпангоута не должна превышать жесткость керамической оболочки.
Установлено, что рассмотренные в способе отличительные признаки ранее не встречались, способ соответствует критерию изобретения «новизна» и обеспечивает достижение заданного технического результата изобретения – повышение несущей способности и надежности изделий при сборке керамических обтекателей и повышение эффективности процесса сборки.
Предлагаемый способ может найти применение в процессе производства различных изделий (деталей изделий) из керамических материалов типа оболочек вращения, требующих индивидуального контроля, а также при проведении опытно-конструкторских работ по созданию подобных изделий в различных областях машиностроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ селективной сборки обтекателей | 2019 |
|
RU2702552C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2016 |
|
RU2637692C1 |
| Способ соединения керамического обтекателя с металлическим шпангоутом | 2024 |
|
RU2836143C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ОБТЕКАТЕЛЯ СО ШПАНГОУТОМ | 2015 |
|
RU2587708C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2003 |
|
RU2257292C1 |
| Обтекатель | 2020 |
|
RU2742294C1 |
| Применение полисилоксановых герметиков в качестве конструкционных клеев в керамических ракетных обтекателях | 2018 |
|
RU2703214C1 |
| Способ оценки устойчивости тонкостенных стеклопластиковых оболочек | 2019 |
|
RU2718645C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2012 |
|
RU2494504C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2004 |
|
RU2277738C1 |
Изобретение относится к области авиационной и ракетной техники и может быть использовано при изготовлении сложнопрофильных керамических изделий типа обтекателей высокоскоростных летательных аппаратов различных классов. Предложен способ соединения керамического изделия с металлическим шпангоутом, включающий определение величины зазора между склеиваемыми поверхностями, нанесение слоя клеящего вещества на склеиваемые поверхности и установку на одну из этих поверхностей прокладок из затвердевшего клеящего вещества, соединение поверхностей и выдержку под давлением до полного высыхания клеящего вещества. Соединяемые пары «керамическая оболочка – металлический шпангоут» подбирают с учетом их мембранной жесткости. Для керамической оболочки мембранную жесткость рассчитывают с использованием модуля упругости материала данной оболочки, определяемого по регрессионной зависимости «модуль упругости – скорость ультразвука», предварительно построенной по результатам измерения значений скорости ультразвука в юбочной части оболочки, сопрягаемой со шпангоутом, при этом мембранная жесткость шпангоута не должна превышать соответствующую жесткость керамической оболочки. Технический результат заключается в повышении несущей способности, надежности изделия при сборке керамических обтекателей за счет оптимизации подбора соединяемых при сборке обтекателя керамических оболочек и металлических шпангоутов с учетом значений их мембранной жесткости. 2 табл., 1 ил.
Способ соединения керамического изделия с металлическим шпангоутом, включающий определение величины зазора между склеиваемыми поверхностями, нанесение слоя клеящего вещества на склеиваемые поверхности и установку на одну из этих поверхностей прокладок из затвердевшего клеящего вещества, соединение поверхностей и выдержку под давлением до полного высыхания клеящего вещества, отличающийся тем, что соединяемые пары «керамическая оболочка – металлический шпангоут» подбирают с учетом их мембранной жесткости, для керамической оболочки мембранную жёсткость рассчитывают с использованием модуля упругости материала данной оболочки, определяемого по регрессионной зависимости «модуль упругости – скорость ультразвука», предварительно построенной по результатам измерения значений скорости ультразвука в юбочной части оболочки, сопрягаемой со шпангоутом, при этом мембранная жесткость шпангоута не должна превышать соответствующую жесткость керамической оболочки.
| Антенный обтекатель | 2017 |
|
RU2662250C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2003 |
|
RU2257292C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2016 |
|
RU2637692C1 |
| DE 10259746 B3, 24.06.2004 | |||
| US 4925134 A1, 15.05.1990. | |||

