ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к получению алкилароматических соединений, в частности, этилбензола (ЭБ) и кумола.
УРОВЕНЬ ТЕХНИКИ
Алкилароматические соединения, такие как этилбензол и кумол, являются важными промежуточными продуктами в химической и полимерной промышленности. Например, этилбензол является товарным химическим продуктом, используемым, в основном, для производства стирола, тогда как большинство кумолов, произведенных в мире сегодня, используется для производства фенола. Спрос как на этилбензол, так и кумол растет.
Алкилароматические соединения обычно получают алкилированием ароматического соединения, как правило, бензола, алкилирующим агентом, как правило олефином, таким как этилен или пропилен, в условиях жидкой фазы или смешанной газожидкостной фазы в присутствии кислотного катализатора, в частности, цеолитного катализатора. В дополнение к желаемому моноалкилированному ароматическому соединению в процессе образуются диалкилированные ароматические соединения, некоторые триалкилированные соединения и другие тяжелые побочные продукты, поэтому обычной практикой является трансалкилировать полиалкилированные виды бензолом для увеличения выхода желаемого моноалкилированного продукта. Затем поток реакции трансалкилирования подают вместе с продуктом реакции алкилирования в одну или несколько бензольных колонн для выделения непрореагировавшего бензола и затем в одну или несколько алкилароматических колонн для выделения желаемого алкилароматического продукта. Непрореагировавший бензол рециркулируют в алкилатор и/или трансалкилатор, как правило, после удаления воды и легких остатков (С4-углеводороды), либо в верхнюю секцию бензольной колонны, либо в нижеследующую колонну бензольных легких остатков, которая также может получать подпитку бензола на установку и паровой дистиллят из бензольной колонны (колонн). Кубовые остатки алкилароматической колонны (колонн) затем обычно дистиллируют в одной или нескольких полиалкилированных ароматических колоннах для извлечения большей части диалкилированного ароматического компонента и части триакилированного ароматического компонента, которые направляются в трансалкилатор для реакции с бензолом для выделения дополнительного моноалкилароматического соединения. Остальная часть триалкилированного ароматического компонента и, по существу, все более тяжелые соединения обычно выгружают из кубов ароматической колонны полиалкилирования в виде остатка. В верхней части ароматической колонны полиалкилирования иногда проводят ароматическую продувку для удаления побочных продуктов с более низкой молекулярной массой (таких как бутилбензолы и цимены в случае производства кумола или этилтолуолы и пропилбензолы в случае производства ЭБ), полученных в алкилаторе из-за наличия реакционных примесей в подаваемом олефиновом сырье и толуола в подаваемом бензольном сырье.
На многих существующих алкилароматических заводах, особенно кумольных заводах, включена неароматическая продувка наряду с ароматической продувкой. Неароматическая продувка может быть использована для удаления неароматических примесей С5, С6 и/или С7, введенных в систему с бензольным сырьем и любых неароматических соединений, полученных в зонах реакций алкилирования и/или трансалкилирования. В противном случае неароматические углеводороды С5, С6 и/или С7 могут накапливаться в цикле рециркуляции бензола, что увеличивает стоимость оборудования и потребление энергии. Кроме того, неароматические соединения, которые не были продуты, могут попасть в конечный алкилароматический продукт, где их концентрация должна контролироваться в соответствии со спецификациями, установленными последующей обработкой продукта. Неароматический продувочный поток, обычно представляющий собой потерю выхода около 0,5 мас. %, может содержать вплоть до 90 мас. % бензола и, обычно, удаляется в виде жидкого дистиллята из верхней части бензольной колонны или, если присутствует, из верхней части бензольной колонны легких фракций. Затем продувку обычно сжигают в качестве топлива или продают на нефтеперерабатывающий завод по значительно сниженной цене по сравнению со стоимостью содержащегося бензола.
В соответствии с настоящим изобретением было обнаружено, что потери выхода, связанные с неароматической продувкой в процессе алкилирования ароматических соединений, могут быть значительно уменьшены путем алкилирования бензола в неароматической продувке во второй зоне реакции алкилирования отдельно от основной зоны реакции алкилирования для получения дополнительных моноалкилированных и полиалкилированных продуктов. После отделения неароматических соединений и непрореагировавшего бензола моноалкилированный продукт затем может быть использован для дополнения продукта, полученного в основной зоне реакции алкилирования, тогда как полиалкилированные продукты могут быть превращены в моноалкилированный продукт в зоне реакции трансалкилирования вместе с полиалкилированными бензолами, образующимися в основной зоне реакции алкилирования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном аспекте изобретение относится к способу получения моноалкилированного ароматического продукта, причем способ включает:
(a) контактирование бензола и алкилирующего агента с катализатором алкилирования в первой зоне реакции алкилирования в условиях алкилирования с получением первого отходящего потока алкилирования, содержащего моноалкилированный ароматический продукт, полиалкилированный ароматический продукт, непрореагировавший бензол и неароматические соединения С5, С6 и/или С7;
(b) удаление продувочного потока, содержащего неароматические соединения С5, С6 и/или С7, и непрореагировавший бензол из первого отходящего потока алкилирования;
(c) контактирование по меньшей мере части продувочного потока с алкилирующим агентом во второй зоне реакции алкилирования в присутствии катализатора алкилирования в условиях алкилирования с получением второго отходящего потока алкилирования, содержащего моноалкилированный ароматический продукт, полиалкилированный ароматический продукт и неароматические соединения С5, С6 и/или С7;
(d) извлечение моноалкилированного ароматического продукта из первого и второго алкилирующих потоков; и
(e) продувку по меньшей мере части неароматических соединений С5, С6 и/или С7 во втором потоке алкилирования.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
На Фигуре 1 приведена схема стадии неароматической продувки, используемой в обычном кумольном процессе.
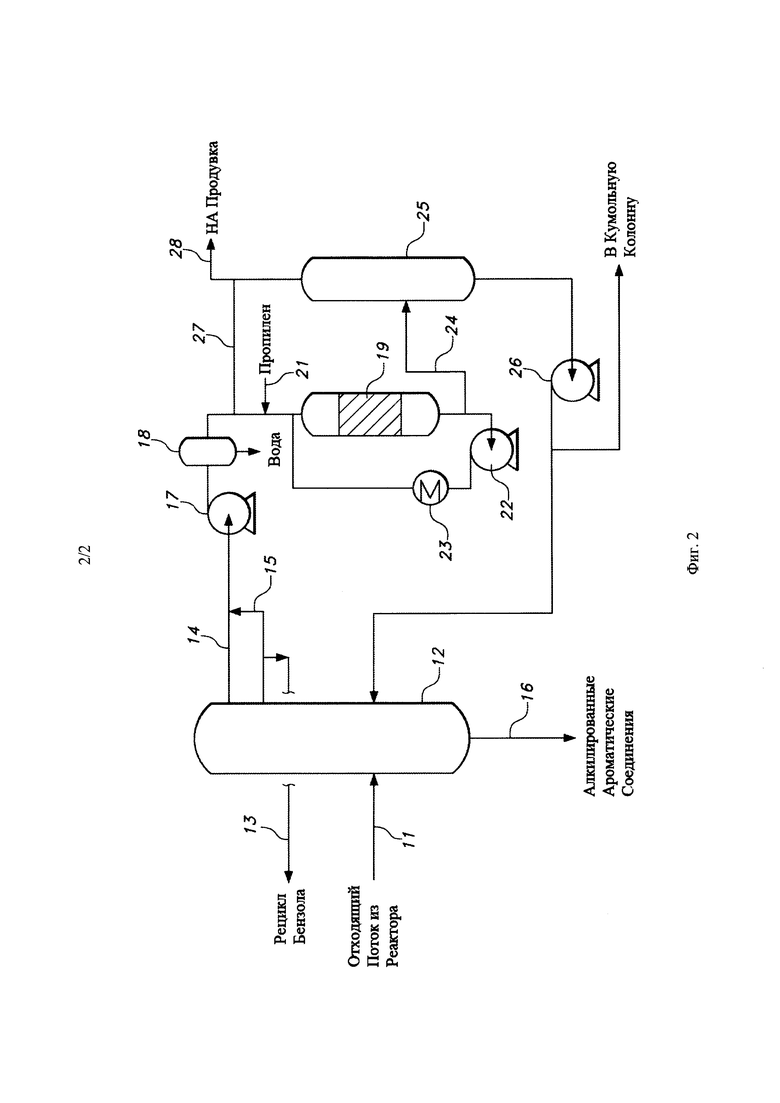
На Фигуре 2 приведена схема стадии неароматической продувки, используемой в кумольном процессе, согласно одному варианту выполнения настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Используемый в настоящем документе термин соединение «Cn», где n представляет собой целое положительное число, напр., 1, 2, 3, 4, 5, означает соединение, имеющее n атома(атомов) углерода на молекулу. Термин соединение «Cn+», где n представляет собой целое положительное число, напр., 1, 2, 3, 4, 5, как используется в настоящем документе, означает соединение, имеющее по меньшей мере n атома(атомов) углерода на молекулу. Термин соединение «Cn-», где n представляет собой целое положительное число, напр., 1, 2, 3,4, 5, как используется в настоящем документе, означает соединение, имеющее не более n атома (атомов) углерода на молекулу.
Описанное в настоящем документе представляет собой способ получения моноалкилированных ароматических продуктов, в частности, ЭБ и кумола, путем алкилирования бензола алкилирующим агентом в присутствии первого катализатора алкилирования в первой или основной зоне реакции алкилирования. В дополнение к непрореагировавшему бензолу и желаемому моноалкилированному ароматическому продукту отходящий поток из основной зоны реакции алкилирования содержит различные более тяжелые алкилароматические соединения, в частности, полиалкилированные бензолы, такие как ди- и триалкилированные соединения, а также некоторые С5, С6 и/или С7 неароматические примеси, вводимые в систему с бензольным сырьем, и любые неароматические соединения, полученные в основной зоне реакции алкилирования и/или зоне реакции трансалкилирования. Из-за трудности отделения этих неароматических компонентов от бензола они имеют тенденцию накапливаться в линиях рецикла, используемых для возврата непрореагировавшего бензола в первую зону реакции алкилирования. Таким образом, один или несколько неароматических продувочных потоков удаляются из первого отходящего потока реакции алкилирования и, как правило, сжигаются в качестве топлива или продаются на нефтеперерабатывающий завод по значительно сниженной цене. Однако, как будет более подробно описано ниже, в настоящем способе неароматической продувочные поток(и) подают во вторую зону реакции алкилирования, где они контактируют с алкилирующим агентом в присутствии второго катализатора алкилирования. Таким образом, по меньшей мере часть бензола в неароматической продувке может быть превращена в полезные продукты, тем самым максимизируя использование бензольного сырья.
Исходное Сырье
В настоящем способе может быть использовано любое коммерчески доступное бензольное сырье, классифицируемое как подходящее для алкилирования. Обычно, такое сырье может содержать вплоть до 3000 ppm по массе С5, С6 и/или С7 неароматических компонентов, таких как, но не ограничиваясь ими, циклопентан, н-пентан, метилпентаны, метилцилопентан, диметилбутаны, циклогексан, н-гептан, метилциклогексан, метилгексаны, диметилпентаны, 1,1-диметилциклопентан и этилциклопентан.
Настоящий способ может найти применение с широким спектром алкилирующих агентов, но имеет особое преимущество с алкилирующими агентами С2 и С3. Подходящими алкилирующими агентами являются олефины и спирты, которые могут быть линейными, разветвленными или циклическими. В некоторых вариантах выполнения изобретения алкилирующий агент представляет собой алкилирующий агент С2, такой как этилен, или алкилирующий агент С3, такой как пропилен и/или изопропанол. Предпочтительно, алкилирующий агент содержит пропилен и/или изопропанол.
Основная Реакция Алкилирования
Основная реакция алкилирования может проводиться периодическим или непрерывным способом в любой известной конфигурации реактора. Например, реакцию можно проводить в одном или нескольких реакторах с неподвижным или подвижным слоем. Предпочтительно использовать исполнение с неподвижным слоем, как правило, с реакционной зоной алкилирования, содержащей один или несколько последовательно соединенных слоев катализатора алкилирования.
Условия реакции, используемые для проведения основной реакции алкилирования, будут зависеть от конкретного используемого алкилирующего агента, но подходящие условия находятся в пределах знаний любого специалиста в данной области техники. Например, алкилирование бензола этиленом для получения этилбензола обычно проводят при температуре от около 120°С до 300°С, предпочтительно при температуре от около 150°С до 260°С, давлении от 500 до 8300 кПа-а, предпочтительно, давлении от 1500 до 4500 кПа-а, так что во время процесса по меньшей мере часть реакционной смеси поддерживается в жидкой фазе. В общем, молярное отношение бензола к этилену составляет от около 1 до около 100, предпочтительно от около 20 до около 80. В случае алкилирования бензола пропиленом для получения кумола типичные условия реакции включают температуру от около 20°С до около 350°С, например, от около 50°С до около 300°С, например, от около 100°С до 280°С, и давление от около 100 кПа до около 20000 кПа, например, от около 500 кПа до около 10000 кПа, так что во время процесса по меньшей мере часть реакционной смеси поддерживается в жидкой фазе. В общем молярное отношение бензола к пропилену поддерживается в пределах от около 1:1 до около 30:1, обычно от 1,1:1 до 10:1.
В основной реакции алкилирования может быть использован любой известный катализатор алкилирования, но в большинстве вариантов выполнения изобретения предпочтительным является гетерогенный твердый кислотный катализатор, такой как молекулярное сито.
В одном варианте выполнения изобретения катализатор, используемый в основной реакции алкилирования, обычно содержит по меньшей мере одно молекулярное сито семейства МСМ-22. Как используется в настоящем документе, термин «молекулярное сито из семейства МСМ-22» (или «материал из семейства МСМ-22» или «материал семейства МСМ-22» или «цеолит из семейства МСМ-22») включает одно или более из следующего:
- молекулярные сита, изготовленные из обычной элементарной ячейки с кристаллическим строительным блоком первой степени, где элементарная ячейка имеет структурную топологию MWW. (Элементарная ячейка является пространственным расположением атомов, которое, если уложено в трехмерном пространстве, описывает кристаллическую структуру. Такие кристаллические структуры обсуждаются в документе «Atlas of Zeolite Framework Types», Fifth edition, 2001, все содержание которого включено посредством ссылки);
- молекулярные сита, изготовленные из обычного строительного блока второй степени, будучи 2-мерной укладкой таких элементарных ячеек со структурной топологией MWW, образуют монослой с толщиной в одну элементарную ячейку, предпочтительно с толщиной в одну с-элементарную ячейку;
- молекулярные сита, изготовленные из обычных строительных блоков второй степени, будучи слоями с толщиной в одну или более чем одну элементарную ячейку, где толщина слоя или более чем одной элементарной ячейки выполнена из укладки, упаковки или связывания по меньшей мере двух монослоев с толщиной в одну элементарную ячейку. Укладка таких строительных блоков второй степени может быть регулярной, нерегулярной, случайной или любой их комбинацией; и
- молекулярные сита, изготовленные с помощью любой регулярной или случайной 2-мерной или 3-мерной комбинации элементарных ячеек, имеющих структурную топологию MWW.
Молекулярные сита из семейства МСМ-22, включают молекулярные сита, имеющие картину дифракции рентгеновских лучей, включающую максимум межатомного расстояния при 12,4±0,25, 6,9±0,15, 3,57±0,07 и 3,42±0,07 Ангстрем. Данные дифракции рентгеновских лучей, используемые для характеристики материала, получают с помощью стандартных методик с использованием К-альфа дублета меди в качестве падающего излучения и дифрактометра, снабженного сцинтилляционным счетчиком и соединенного с компьютером в качестве системы сбора информации.
Материалы семейства МСМ-22 включают МСМ-22 (описанный в Патенте США No. 4,953,232), PSH-3 (описанный в Патенте США No. 4,439,409), SSZ-25 (описанный в Патенте США No. 4,826,667), ERB-1 (описанный в Европейском Патенте No. 0293032), ITQ-1 (описанный в Патенте США No. 6,077,498), ITQ-2 (описанный в Международной Патентной Публикации No. WO 97/1790), МСМ-36 (описанный в Патенте США No. 5,250,277), МСМ-49 (описанный в Патенте США No. 5,236,575), МСМ-56 (описанный в Патенте США No. 5,362,697), UZM-8 (описанный в Патенте США No. 6,756,030), UZM-8HS (описанный в Патенте США No. 7,713,513) и их смеси.
В дополнение к материалу семейства МСМ-22 или вместо него основной катализатор алкилирования может содержать по меньшей мере одно молекулярное сито со средними порами, имеющее Индекс Проницаемости (Constraint Index) 2-12 (как определено в Патенте США No. 4,016,218). Подходящие средепоровые молекулярные сита включают ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23, ZSM-35 и ZSM-48. ZSM-5 подробно описано в Патентах США No. 3,702,886 и Re. 29,948. ZSM-11 подробно описано в Патенте США No. 3,709,979. ZSM-12 описано в Патенте США No. 3,832,449. ZSM-22 описано в Патенте США No. 4,556,477. ZSM-23 описано в патенте США No. 4,076,842. ZSM-35 описано в Патенте США N 4,016,245. ZSM-48 более подробно описано в Патенте США No. 4,234,231.
В качестве альтернативы, основной катализатор алкилирования может содержать одно или несколько молекулярных сит с крупными порами, имеющими Индекс Проницаемости меньше 2. Подходящие молекулярные сита с крупными порами включают цеолит бета, цеолит Y, Ультрастабильный Y (USY), Ультрагидрофобный Y (UHP-Y), Деалюминизированный Y (Deal Y), морденит, ZSM-3, ZSM-4, ZSM-14, ZSM-18, ZSM-20 и их смеси. Цеолит ZSM-3 описан в Патенте США No. 3,415,736. Цеолит ZSM-4 описан в Патенте США No. 4,021,947. Цеолит ZSM-14 описан в Патенте США No. 3,923,636. Цеолит ZSM-18 описан в патенте США No. 3,950,496. Цеолит ZSM 20 описан в Патенте США No. 3,972,983. Цеолит Бета описан в Патентах США No. 3,308,069 и Re. No. 28,341. Молекулярное сито Ultrastable Y с низким содержанием натрия (USY) описано в Патентах США No. 3,293,192 и 3,449,070. Ультрагидрофобный Y (UHP-Y) описан в патенте США No. 4,401,556. Цеолит Деалюминизированный Y (Deal Y) может быть получен способом по Патенту США No. 3,442,795. Цеолит Y и морденит являются природными материалами, но также доступны в синтетических формах, таких как ТЕА-морденит (т.е. синтетический морденит, полученный из реакционной смеси, содержащей направляющий тетраэтиламмоний агент). ТЕА-морденит раскрыт в Патентах США No. 3,766,093 и 3,894,104.
Вышеуказанные молекулярные сита могут быть использованы в качестве катализатора алкилирования без любого связующего или матрицы, т.е. в так называемой самосвязанной форме. Альтернативно, молекулярное сито может быть скомбинировано с другим материалом, который устойчив к температурам и другим условиям, используемым в реакции алкилирования. Такие материалы включают активные и неактивные материалы и синтетические или природные цеолиты, а также неорганические материалы, такие как глины и/или оксиды, такие как алюминия, кремния, кремния-алюминия, циркония, титана, магния или их смеси и другие оксиды. Последние могут быть или природного происхождения, или в форме гелеобразных осадков или гелей, содержащих смеси кремнезема и оксидов металлов. Для модифицирования механических свойств катализатора или содействия при его изготовлении также могут быть включены глины со связующего оксидного типа. Использование материала в сочетании с молекулярным ситом, т.е. объединенного с ним или присутствующего во время его синтеза, который сам по себе является каталитически активным, может изменить конверсию и/или селективность катализатора. Неактивные материалы, соответственно, служат в качестве разбавителей для контроля глубины конверсии, так что продукты могут быть получены экономно и упорядочение без использования других средств для контроля скорости реакции. Эти материалы могут быть включены во встречающиеся в природе глины, напр., бентонит и каолин, улучшая прочность на раздавливание катализатора при условиях коммерческой эксплуатации и функционировании в качестве связующих или матриц для катализатора. Относительные пропорции молекулярного сита и неорганической оксидной матрицы широко варьируются с содержанием сита в диапазоне от около 1 до около 90% по массе и более обычно, в частности, когда композит приготовлен в форме шариков в диапазоне от около 2 до около 80% по массе композита.
Основной Отходящий Поток Реакции Алкилирования
В дополнение к желаемому моноалкилированному ароматическому продукту отходящий поток из основной реакции алкилирования может содержать значительные количества непрореагировавшего бензола вместе с меньшими количествами полиалкилированных видов, например диизопропилбензола (DIPB) и некоторого количества триизопропилбензола (TIPB) в кумольном процессе, и диэтилбензол (DEB) и некоторое количество триэтилбензола (ТЕВ) в процессе этилбензола. Более того, в некоторых вариантах выполнения изобретения отходящий поток реакции алкилирования может также содержать неароматические примеси C5, С6 и/или С7, введенные в систему с бензольным сырьем, а также любые неароматические соединения, полученные в реакторе алкилирования. В случае производства кумола примеры таких побочных С6 неароматических продуктов включают 2,3-диметилбутан, 2-метилпентан, 3-метилпентан и 2-этил-1-бутен. Таким образом, отходящий поток из основной реакции алкилирования подают в систему разделения, чтобы обеспечить извлечение моноалкилированного ароматического продукта и дальнейшую обработку побочных продуктов и примесей.
Система разделения может включать одну или несколько колонн дистилляции бензола, где непрореагировавший бензол может быть удален из отходящего потока в виде верхнего или бокового потока для рециркуляции в основной реактор алкилирования и/или в реактор трансалкилирования (как описано ниже). Легкие фракции и вода могут быть удалены либо в виде верхнего дистиллята из бензольной колонны (колонн), либо в виде нижнего потока колонны легких фракций, которые также могут служить для сушки подпиточного бензола, при этом кубовые остатки колонны легких фракций объединяются с верхним потоком бензольной колонны (колонн).
Затем кубовые остатки из бензольной колонны (колонн) можно подавать в одну или несколько моноалкилатных дистилляционных колонн для извлечения желаемого моноалкилированного ароматического продукта. Кубовые остатки из моноалкилатной колонны (колонн) содержат большинство побочных продуктов реакции алкилирования, более тяжелых, чем желаемый моноалкилатный продукт. Этот поток кубовых состатков затем может подаваться в одну или несколько полиалкилатных дистилляционных колонн для отделения потока полиалкилированного ароматического продукта, содержащего наибольшую часть диалкилированного побочного продукта и часть триалкилированного побочного продукта, необязательно для перехода в реактор трансалкилирования. Остальная часть триалкилированного побочного продукта и, по существу, все соединения, более тяжелые, чем триалкилированный побочный продукт, могут быть выведены из кубового остатка полиалкилатной колонны в виде остатка.
Кроме того, чтобы предотвратить накопление неароматических соединений в бензольном рецикле, система разделения включает обеспечение удаления по меньшей мере одного неароматического продувочного потока из отходящего потока реактора алкилирования, например, в виде верхнего потока из бензольной дистилляционной колонны, или в виде содержащей бензол части из бензольной дистилляционной колонны, или в виде верхнего дистиллята из бензольной колонны легких фракций. Неароматический продувочный поток содержит непрореагировавший бензол, а также неароматические примеси С5, С6 и/или С7, подлежащие очистке, и, как будет описано более подробно ниже, подается во второй реактор алкилирования для конверсии по меньшей мере части непрореагировавшего бензола в дополнительный моно- и полиалкилированный продукт, до того как оставшаяся часть продувочного потока будет выведена из системы.
Реакция Трансалкилирования
В некоторых вариантах выполнения изобретения поток полиалкилированного ароматического продукта, выделяемый системой разделения продукта, подается в реактор трансалкилирования, который может быть отделен от основного реактора алкилирования, где полиалкилированный ароматический продукт подвергается взаимодействию с дополнительным бензолом в присутствии катализатора трансалкилирования для превращения по меньшей мере части полиалкилированного ароматического продукта в дополнительный моноалкилированный продукт.Катализатор трансалкилирования предпочтительно содержит молекулярное сито, выбранное из МСМ-22, PSH-3, SSZ-25, МСМ-36, МСМ-49, МСМ-56 и цеолита бета. Кроме того, катализатор трансалкилирования может содержать ZSM-5, цеолит X, цеолит Y или морденит, такой как ТЕА-морденит. Катализатор трансалкилирования может быть таким же или отличаться от катализатора алкилирования. Подходящие условия для трансалкилирования как полиэтилбензолов, так и полиизопропилбензолов с бензолом включают температуру от 50°С до 300°С, давление от 100 кПа до 20000 кПа, среднечасовую объемную скорость от 0,2 до 20 на все сырье и массовое соотношение бензол/полиалкилат от 0,5:1 до 10:1. Обычно, условия трансалкилирования контролируют таким образом, чтобы полиалкилированные ароматические соединения и бензол находились по меньшей мере частично или преимущественно в жидкой фазе.
В дополнение к желаемому моноалкилированному продукту отходящий поток реакции трансалкилирования обычно будет содержать непрореагировавший полиалкилированный продукт, непрореагировавший бензол и, в некоторых случаях, дополнительные неароматические углеводороды, образующиеся во время реакции трансалкилирования. Примеры таких соединений включают 2,3-диметилбутан, 2-метилпентан, 3-метилпентан и 2-этил-1-бутен. Отходящий поток реакции трансалкилирования затем можно подавать в систему разделения продукта, описанную выше, для выделения дополнительного моноалкилированного продукта, отделения непрореагировавшего бензола и удаления неароматических углеводородов C5, С6 и/или С7 в неароматическом продувочном потоке.
Алкилирование Неароматического Продувочного Потока
В настоящем способе по меньшей мере часть неароматического продувочного потока, удаляемого из основного отходящего потока реактора алкилирования, и, где применимо, отходящий поток реакции трансалкилирования подают, по меньшей мере, в один второй реактор алкилирования, отдельно от основного реактора алкилирования, где неароматический продувочный поток контактирует с алкилирующим агентом, предпочтительно с тем же алкилирующим агентом, который используется в основном реакторе (реакторах) алкилирования, в присутствии второго катализатора алкилирования в условиях алкилирования, эффективных для превращения по меньшей мере части бензола в продувочном потоке в моно- и полиалкилированные бензолы. В некоторых вариантах выполнения изобретения вода может быть удалена из неароматического продувочного потока, например, с использованием адсорбента, прежде чем продувочный поток будет подан во второй реактор алкилирования. Обычно, неароматический продувочный поток, подаваемый во второй реактор алкилирования, содержит по меньшей мере 5% по массе или по меньшей мере 10% по массе, например, по меньшей мере, 15% по массе, например, по меньшей мере 20% по массе неароматических углеводородов C5, С6 и/или С7 и вплоть до 70% по массе, например, вплоть до 60% по массе, например, вплоть до 50% по массе неароматических углеводородов С5, С6 и/или С7. В некоторых вариантах выполнения изобретения неароматический продувочный поток содержит по меньшей мере 30% по массе, например, по меньшей мере 40% по массе, например, по меньшей мере 50% по массе бензола и вплоть до 90% по массе, например, вплоть до 80% по массе, например, вплоть до 70% по массе бензола.
Условия, используемые во втором реакторе алкилирования, могут быть такими же, как и в основном реакторе алкилирования. В некоторых вариантах выполнения изобретения, особенно в случае пропилена в качестве алкилирующего агента, условия, используемые во втором реакторе алкилирования, включают температуру на входе в диапазоне от 100°С до 270°С, например, от 120°С до 250°С, и молярное отношение бензола к алкилирующему агенту от 0,3:1 до 3:1, например, от 0,6:1 до 2:1, например, от 0,8:1 до 1,2:1. Давление во втором реакторе алкилирования может поддерживаться таким, чтобы реагенты и продукты находились в жидкой фазе.
Второй катализатор алкилирования может быть выбран из любого из перечисленных выше катализаторов, подходящих для основной реакции алкилирования. Кроме того, второй реактор алкилирования может содержать один слой катализатора или несколько слоев и может содержать более одного реактора, соединенных последовательно или параллельно. Кроме того, поскольку реакции алкилирования являются сильно экзотермическими, часть отходящего из второго реактора потока может быть охлаждена и рециркулирована обратно на вход второго реактора алкилирования.
Отходящий поток из второго реактора алкилирования содержит алкилбензолы (в основном, моно- и диалкилированные), непрореагировавший бензол и С5, С6 и/или С7 неароматические углеводороды. По меньшей мере часть этого отходящего потока подается в колонну продувки без ароматических соединений, где бензол и неароматические соединения удаляются в виде верхнего потока, а алкилбензолы остаются в виде кубовых остатков. Затем алкилбензолы можно подавать обратно в систему отделения продукта через либо бензольную колонну, либо моноалкилатную колонну для извлечения моно- и полиалкилированных бензолов.
Часть верхнего потока колонны продувки неароматических соединений может быть рециркулирована во второй реактор алкилирования, в то время как остальная часть удаляется из системы.
Изобретение теперь будет более подробно описано со ссылкой на прилагаемые чертежи.
На Фигуре 1 показана схема, иллюстрирующая стадию неароматической продувки, используемую в обычном кумольном процессе. В способе, показанном на Фигуре 1, отходящий поток из реактора алкилирования кумола (не показан) подают по линии 11 в бензольную колонну 12. Рециркулирующий бензол удаляют из бензольной колонны 12 в виде бокового потока 13 на несколько ступеней ниже верхней части колонны, позволяя концентрировать неароматические углеводороды C5 и/или С6 в дистилляте, удаляемом из верхней части колонны для продувки по линии 14. Дополнительную продувку можно проводить по линии 15 из рециркулирующего бензола в боковом потоке 13 для удаления неароматических углеводородов С7, которые имеют тенденцию иметь более высокую концентрацию в боковом потоке 13, чем в дистилляте по линии 14. Бензол и С5, С6 и/или С7 неароматические углеводороды, содержащиеся в линиях 14 и 15, выдуваются из системы, что приводит к потере ценного бензольного сырья. Алкилированные ароматические соединения выделяют в виде нижнего потока из бензольной колонны 12 по линии 16.
На Фигуре 2 приведена схема неароматической стадии продувки, используемой в кумольном процессе, согласно одному из вариантов выполнения настоящего изобретения. Для обозначения аналогичных компонентов на Фигурах 1 и 2 используются одинаковые цифры. В способе, показанном на Фигуре 2, дистиллят по линии 14 и дополнительная продувка по линии 15 объединены и вместо вывода из системы подаются через подающий насос 17 через необязательный осушитель 18 во второй реактор 19 алкилирования. Пропилен подают по линии 21 в реактор 19, который поддерживается в условиях, при которых по меньшей мере часть бензола в сырье из линий 14 и 15 алкилируется с получением кумола и полипропилированных бензолов.
Часть отходящего потока из второго реактора 19 алкилирования прокачивается через циркуляционный насос 22 и охладитель 23 обратно в реактор 19 для регулирования температуры на входе в реактор, в то время как остальная часть отходящего потока подается по линии 24 в колонну 25 неароматической продувки. Алкилированные ароматические соединения в отходящем потоке из второго реактора 19 алкилирования извлекаются в виде потока кубового остатка из колонны 25 неароматической продувки и прокачиваются насосом 26 либо в бензольную колонну 12, либо в кумольную колонну (не показана). Неароматические соединения и бензол в отходящем потоке из второго реактора 19 алкилирования удаляются в виде дистиллята из колонны 25 неароматической продувки и, либо рециркулируют по линии 27 во второй реактор 19 алкилирования, либо выдуваются из системы по линии 28.
Следующие неограничивающие Примеры приведены для дополнительной иллюстрации способа по настоящему изобретению.
Пример 1
Испытание на алкилирование неароматического продувочного потока алкилирующим агентом С3 проводили в реакторе с неподвижным слоем, выполненном из трубы Schedule 40 Stainless Steel 316 диаметром % дюйма (19 мм) с общей длиной 34 дюйма (864 мм). Для неароматического продувочного потока использовали резервуар для хранения, а для пропилена использовался другой резервуар. Для подачи неароматического продувочного потока в реактор использовался насос с принудительным вытеснением, а для подачи пропилена в реактор использовался другой насос с принудительным вытеснением. Скорости неароматического продувочного потока и пропилена устанавливались с помощью настроек насоса и контролировались электронными взвешенными шкалами. Условия работы реактора контролировались и мониторивались системой автоматического контроля. Часть отходящего из реактора потока циркулировала обратно ко входу в реактор с помощью центробежного насоса для регулирования повышения температуры через слой катализатора ниже 20°С. Давление в реакторе контролировалось для поддержания работы в жидкой фазе. Исходный поток сырья и отходящий поток из реактора анализировали двумя газовыми хроматографами Hewlett Packard 5890 Series II, один из которых оснащен колонкой Chrompack CP-Wax 52СВ с внутренним диаметром 0,25 мм, толщиной пленки 0,5 мкм и длиной 60 метров, а другой из которых оснащен колонкой Agilent DB-1 с внутренним диаметром 0,25 мм, толщиной пленки 0,5 мкм и длиной 100 метров.
Для проведения испытания в реактор с неподвижным слоем загружали 30 г катализатора семейства МСМ-22. Неароматический продувочный поток, содержащий 80 мас. % бензола и 20 мас. % неароматических углеводородов С6, вводили в реактор со скоростью около 56 граммов в час. Подпитка пропиленом составляла около 30 граммов в час. Соотношение бензола к пропилену в подаче составляло 0,8:1 по молям, а температура на входе в реактор составляла 128°С. Было обнаружено, что отходящий из реактора поток содержит неароматические углеводороды, непревращенный бензол, кумол, DIPB, TIPB и тяжелые алкилированные бензолы. Конверсия бензола составила 82%, а селективность бензола по изопропилбензолам (включая кумол, DIPB и TIPB) составила 99,0% молярных.
Пример 2
В этом примере использовали ту же самую настройку реактора, загрузку катализатора и исходное сырье, как описанные в Примере 1. Температуру на входе в реактор повышали от 128°С до 160°С. Конверсия бензола увеличилась с 82% до 84%, а селективность бензола по изопропилбензолам составила 99,1% по молям.
Пример 3
В этом примере использовали ту же самую настройку реактора, загрузку катализатора и исходное сырье, как описанные в Примере 1. Скорость подачи неароматического продувочного потока повысили от 56 до 84 граммов в час, а питание пропиленом поддерживали на уровне около 30 граммов в час. Соотношение бензола к пропилену в питании составляло 1,2:1 по молям, а температура на входе в реактор составляла 128°С. Конверсия бензола составила 62%, а селективность бензола по изопропилбензолам составила 99,5% по молям.
Пример 4
В этом примере использовали ту же самую настройку реактора, загрузку катализатора и исходное сырье, как описанные в Примере 1. Неароматический продувочный поток, содержащий 60 мас. % бензола и 40 мас. % неароматических углеводородов С6, вводили в реактор со скоростью около 111 граммов в час. Питание пропиленом составляло около 30 граммов в час. Соотношение бензола к пропилену в подаче составляло 1,2:1 по молям, а температура на входе в реактор составляла 128°С. Конверсия бензола составила 62%, а селективность бензола по изопропилбензолам составила 99,3% по молям.
Пример 5
В этом примере использовали ту же самую настройку реактора, загрузку катализатора и исходное сырье, как описанные в Примере 1. Неароматический продувочный поток, содержащий 80 мас. % бензола, 19,4 мас. % неароматических углеводородов С6 и 0,6 мас. % изопропанола, вводили в реактор со скоростью около 56 граммов в час. Изопропанол, содержащийся в неароматическом продувочном потоке, использовали как часть алкилирующего агента С3 в этом и следующих трех примерах. Так как изопропанол также продуцировал воду, когда он взаимодействовал с бензолом с образованием изопропилбензолов, он также повышал содержание воды в реакторе. Содержание 0,6 мас. % изопропанола в неароматическом продувочном потоке эквивалентно примерно 0,2 мас. % воды в том же потоке. Питание пропиленом составляло около 30 граммов в час. Соотношение бензола к пропилену в питании составляло 0,8:1 по молям, а температура на входе в реактор составляла 180°С. Конверсия бензола составила 79%, а селективность бензола по изопропилбензолам составила 98,5% по молям.
Пример 6
В этом примере использовали ту же самую настройку реактора, загрузку катализатора и исходное сырье, как описанные в Примере 5. Температуру на входе в реактор повышали от 180°С до 210°С. Конверсия бензола увеличилась с 79% до 82%, а селективность бензола по изопропилбензолам незначительно снизилась с 98,5% до 98,4% по молям.
Пример 7
В этом примере использовали ту же самую настройку реактора, загрузку катализатора и исходное сырье, как описанные в Примере 5. Скорость подачи питания неароматического продувочного потока повысили от 56 до 84 граммов в час, а содержание пропилена поддерживали на уровне около 30 граммов в час. Соотношение бензола к пропилену в питании составляло 1,2:1 по молям, а температура на входе в реактор составляла 180°С. Конверсия бензола составила 61%, а селективность бензола по изопропилбензолам составила 99,2% по молям.
Пример 8
В этом примере использовали ту же самую настройку реактора, загрузку катализатора и исходное сырье, как описанные в Примере 5. Неароматический продувочный поток, содержащий 60 мас. % бензола, 39,4 мас. % неароматических углеводородов С6 и 0,6 мас. % изопропанола, вводили в реактор со скоростью около 111 граммов в час. Питание пропилена составляло около 30 граммов в час. Соотношение бензола к пропилену в питании составляло 1,2:1 по молям, а температура на входе в реактор составляла 180°С. Конверсия бензола составила 60%, а селективность бензола по изопропилбензолам составила 98,5% по молям.
Пример 9
Проведено компьютерное моделирование следующей системы. Неароматический углеводородный продувочный поток, содержащий 80 мас. % бензола и 20 мас. % неароматических углеводородов С6, вводили во второй реактор алкилирования, работающий при 160°С и молярном соотношении бензола к пропилену 0,8:1. Отходящий из реактора поток направляли на стадию 8 неароматической продувочной колонны, состоящей из 16 теоретических ступеней. Непрореагировавшие бензол и неароматические углеводороды С6 удаляли с верхним потоком. 81% Бензола, содержащегося в продувочном потоке неароматических углеводородов, выделяли в виде изопропилбензолов в кубовых остатках колонны. Эти изопропилбензолы могут быть выделены в виде дополнительного кумола в следующем реакторе трансалкилирования и дистилляционных колоннах в соответствии с настоящим изобретением. Таким образом, этот пример показал, что потери бензола в потоке продувки неароматических углеводородов могут быть уменьшены на 81% в соответствии с настоящим изобретением.
Пример 10
Проведено компьютерное моделирование следующей системы. Неароматический углеводородный продувочный поток, содержащий 80 мас. % бензола и 20 мас. % неароматических углеводородов С6, вводили в во второй реактор алкилирования, работающий при 160°С и молярном соотношении бензола к пропилену 0,8:1. Отходящий из реактора поток направляют на стадию 8 неароматической продувочной колонны, состоящей из 16 теоретических ступеней. 67% Непрореагировавшего бензола и неароматических углеводородов С6, извлеченных из верхней части колонны неароматической продувки, возвращали обратно во второй реактор алкилирования, тогда как остаток выводили из системы. 93% Бензола, содержащегося в продувочном потоке неароматических углеводородов, выделяли в виде изопропилбензолов в кубовых остатках неароматической продувочной колонны. Эти изопропилбензолы могут быть выделены в качестве дополнительного кумола в нижеследующем реакторе трансалкилирования и дистилляционных колоннах в соответствии с настоящим изобретением. Таким образом, этот пример показал, что потери бензола в потоке продувки неароматического углеводорода могут быть уменьшены на 93% в соответствии с настоящим изобретением.
Вышеприведенные примеры демонстрируют, что потери бензола в продувочном потоке неароматических углеводородов могут быть уменьшены, по меньшей мере, на около 60-93% в соответствии с настоящим изобретением, что значительно снижает стоимость сырья для производства кумола. При дальнейшей оптимизации рабочих условий второго реактора алкилирования и рециркуляции непрореагировавшего бензола снижение потерь бензола в соответствии с настоящим изобретением может составлять более чем 93%, что еще более снижает стоимость сырья для производства кумола.
Хотя настоящее изобретение было описано и проиллюстрировано со ссылкой на конкретные варианты выполнения изобретения, средним специалистам в данной области техники будет понятно, что изобретение может относиться к вариациям, не обязательно показанным в данном документе. По этой причине, ссылка должна быть далее сделана исключительно на прилагаемую формулу изобретения для целей определения истинного объема притязаний настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2013 |
|
RU2640595C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2017 |
|
RU2756570C2 |
| ПОЛУЧЕНИЕ АЛКИЛИРОВАННЫХ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2010 |
|
RU2528825C2 |
| СПОСОБ ТРАНСАЛКИЛИРОВАНИЯ И ПРИМЕНЯЮЩАЯСЯ В НЕМ КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2753341C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2009 |
|
RU2515979C2 |
| КАТАЛИТИЧЕСКИЕ КОМПОЗИЦИИ И ИХ ПРИМЕНЕНИЕ В СПОСОБАХ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2763741C2 |
| ИНТЕГРИРОВАННЫЙ ПРОЦЕСС ПОЛУЧЕНИЯ АЛКЕНИЛЗАМЕЩЕННОГО АРОМАТИЧЕСКОГО СОЕДИНЕНИЯ | 2001 |
|
RU2277081C2 |
| СПОСОБЫ УДАЛЕНИЯ ПРИМЕСЕЙ ИЗ ПОТОКА УГЛЕВОДОРОДОВ И ИХ ПРИМЕНЕНИЕ В СПОСОБАХ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2762825C2 |
| Способ алкилирования ароматических углеводородов олефинами и реакционно-ректификационная система для его осуществления | 2019 |
|
RU2717775C1 |
| УЛУЧШЕННЫЙ СПОСОБ АЛКИЛИРОВАНИЯ | 2011 |
|
RU2577317C2 |

Изобретение относится к трем вариантам способа получения моноалкилированного ароматического продукта. Один из вариантов включает: (a) контактирование бензола и алкилирующего агента с катализатором алкилирования в первой зоне реакции алкилирования в условиях алкилирования с получением первого отходящего потока алкилирования, содержащего моноалкилированный ароматический продукт, полиалкилированный ароматический продукт, непрореагировавший бензол и неароматические соединения С5, С6 и/или С7; (b) удаление продувочного потока, содержащего неароматические соединения С5, С6 и/или С7 и непрореагировавший бензол, из первого отходящего потока алкилирования; (c) контактирование по меньшей мере части продувочного потока с алкилирующим агентом во второй зоне реакции алкилирования в присутствии катализатора алкилирования в условиях алкилирования с получением второго отходящего потока алкилирования, содержащего моноалкилированный ароматический продукт, полиалкилированный ароматический продукт и неароматические соединения С5, С6 и/или С7; (d) извлечение моноалкилированного ароматического продукта из первого и второго отходящих потоков алкилирования; и (e) продувку по меньшей мере части неароматических соединений С5, С6 и/или С7 во втором отходящем потоке алкилирования; причем алкилирующий агент, используемый на каждой из (а) и (с), содержит алкилирующий агент С2 или С3. Использование предлагаемого способа позволяет. Использование предлагаемого способа позволяет уменьшить потери выхода, связанные с неароматической продувкой в процессе алкилирования ароматических соединений. 13 з.п. ф-лы, 10 пр., 2 ил.
1. Способ получения моноалкилированного ароматического продукта, включающий:
(a) контактирование бензола и алкилирующего агента с катализатором алкилирования в первой зоне реакции алкилирования в условиях алкилирования с получением первого отходящего потока алкилирования, содержащего моноалкилированный ароматический продукт, полиалкилированный ароматический продукт, непрореагировавший бензол и неароматические соединения С5, С6 и/или С7;
(b) удаление продувочного потока, содержащего неароматические соединения С5, С6 и/или С7 и непрореагировавший бензол, из первого отходящего потока алкилирования;
(c) контактирование по меньшей мере части продувочного потока с алкилирующим агентом во второй зоне реакции алкилирования в присутствии катализатора алкилирования в условиях алкилирования с получением второго отходящего потока алкилирования, содержащего моноалкилированный ароматический продукт, полиалкилированный ароматический продукт и неароматические соединения С5, С6 и/или С7;
(d) извлечение моноалкилированного ароматического продукта из первого и второго отходящих потоков алкилирования; и
(e) продувку по меньшей мере части неароматических соединений С5, С6 и/или С7 во втором отходящем потоке алкилирования;
причем алкилирующий агент, используемый на каждой из (а) и (с), содержит алкилирующий агент С2 или С3.
2. Способ по п. 1, в котором алкилирующий агент, используемый в каждой из (а) и (с), содержит алкилирующий агент С3.
3. Способ по любому из предыдущих пунктов, в котором алкилирующий агент, используемый в каждой из (а) и (с), содержит пропилен и/или изопропанол, а моноалкилированный ароматический продукт содержит кумол.
4. Способ по любому из предыдущих пунктов, в котором продувочный поток, удаленный в (b), содержит по меньшей мере 5% по массе, по меньшей мере 10% по массе, предпочтительно по меньшей мере 15% по массе неароматических соединений С5, С6 и/или С7.
5. Способ по любому из предыдущих пунктов, в котором продувочный поток, удаленный в (b), содержит по меньшей мере 5% по массе неароматических соединений C5, С6 и/или C7, выбранных из циклопентана, н-пентана, метилпентанов, метилциклопентана, циклогексана, н-гептана, диметилбутанов, 2-этил-1-бутена, метилциклогексана, метилгексанов, диметилпентанов, 1,1-диметилциклопентана и этилциклопентана.
6. Способ по любому из предыдущих пунктов, дополнительно включающий:
(f) подачу по меньшей мере части первого отходящего потока алкилирования в первый дистилляционный аппарат; и
(g) извлечение моноалкилированного и полиалкилированного ароматического продукта в виде кубового потока первого дистилляционного устройства, непрореагировавшего бензола в виде бокового потока первого дистилляционного устройства и продувочного потока в виде верхнего потока первого дистилляционного аппарата.
7. Способ по любому из пп. 1-5, дополнительно включающий:
(f) подачу по меньшей мере части первого отходящего потока алкилирования в первый дистилляционный аппарат; и
(g) извлечение моноалкилированного и полиалкилированного ароматического продукта в виде кубового потока первого дистилляционного аппарата и непрореагировавшего бензола и неароматических соединений C5, С6 и/или С7 в виде верхнего потока первого дистилляционного аппарата;
(h) извлечение бензола и фракции дистиллята из верхнего потока; и
(i) подачу по меньшей мере части фракции дистиллята в колонну легких фракций для разделения фракции дистиллята на поток С4-легкой фракции и продувочный поток.
8. Способ по п. 6 или 7, дополнительно включающий:
(j) подачу по меньшей мере части второго отходящего потока алкилирования во второй дистилляционный аппарат;
(k) извлечение моноалкилированного и полиалкилированного ароматического продукта в виде кубового потока и неароматических соединений С5, С6 и/или С7 в виде верхнего потока; и
(l) направление по меньшей мере части кубового потока, извлеченного в (k), в первый дистилляционный аппарат.
9. Способ по любому из предыдущих пунктов, в котором воду удаляют из продувочного неароматических потока, полученного в (b), до контактирования (с).
10. Способ по любому из предыдущих пунктов, в котором часть второго отходящего потока алкилирования рециркулируется на вход во вторую зону реакции алкилирования.
11. Способ по любому из предшествующих пунктов, в котором часть второго отходящего потока алкилирования рециркулируется на вход во вторую зону реакции алкилирования через охладитель.
12. Способ по любому из предыдущих пунктов, в котором условия алкилирования при контактировании (с) включают температуру на входе в интервале от 100°C до 270°C, предпочтительно от 120°C до 250°C.
13. Способ по любому из предыдущих пунктов, в котором условия алкилирования при контактировании (с) включают молярное соотношение бензола к алкилирующему агенту от 0,3:1 до 3:1, предпочтительно от 0,6:1 до 2:1, более предпочтительно от 0,8:1 до 1,2:1.
14. Способ по любому из предыдущих пунктов, дополнительно включающий:
(m) извлечение полиалкилированного ароматического продукта из первого и второго отходящих потоков алкилирования; и
(n) контактирование полиалкилированного ароматического продукта с бензолом в присутствии катализатора трансалкилирования в реакционной зоне трансалкилирования в условиях трансалкилирования с получением отходящего потока трансалкилирования, содержащего моноалкилированный ароматический продукт; и
(о) извлечение моноалкилированного ароматического продукта из отходящего потока трансалкилирования.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| KR 1020120102912 A, 19.09.2012 | |||
| US 4324941 A, 13.04.1982 | |||
| ИНТЕГРИРОВАННЫЙ ПРОЦЕСС ПОЛУЧЕНИЯ АЛКЕНИЛЗАМЕЩЕННОГО АРОМАТИЧЕСКОГО СОЕДИНЕНИЯ | 2001 |
|
RU2277081C2 |

