Область изобретения
Изобретение относится к области нефтехимической промышленности.
Уровень техники
Промышленное значение имеют реакции алкилирования ароматических соединений, продукты которых используются в качестве растворителей, добавок к моторным топливам, компонентов моющих средств, а также для получения мономеров.
Олефины (этилен, пропилен, бутены и высшие) имеют первостепенное значение в качестве алкилирующих агентов ввиду доступности и простоты в обращении. В реакции с ароматическими углеводородами в присутствии катализаторов олефины вступают в реакцию С-алкилирования.
Как правило процесс алкилирования ведется в реакторах с фиксированным слоем катализатора, реакция носит экзотермический характер и требуется промежуточное охлаждение реакционной смеси. Для минимизации протекания побочных реакций используются реактора полочного типа и повышенное мольное соотношение ароматических углеводородов к олефину. Продуктовая смесь на выходе с реактора поступает в блок выделения непрореагировавших веществ, где в первой по ходу дистилляционной колонне выделяются непрореагировавшие ароматические углеводороды и направляются на вход в основной реактор, а во второй колонне производится отделение побочных продуктов от целевых, при этом побочные продукты, представляющие собой полиалкилированные ароматические углеводороды, направляются в реактор трансалкилирования для повышения выхода целевых веществ.
В последние десятилетия развитие процессов алкилирования ароматических углеводородов ведется с позиции разработки новых каталитических систем. Например, в патенте US 4992606 A описан способ алкилирования с применением нового типа катализатора на основе микро-мезопористого материала, отличающегося большей селективностью по целевым веществам. В патенте US 7371910 B2 рассматривается процесс алкилирования ароматических соединений (бензола, толуола, нафталина и пр.) в присутствии катализатора на основе цеолита Бета с определенным соотношением активности кислотных центров.
Количество публикаций относительно технологических приемов проведения процесса алкилирования значительно меньше. Например, в патенте EP 2552865 B1 авторы указывают, что повышение селективности процесса можно достигнуть путем частичного направления потока алкилата обратно в реактор алкилирования. Наиболее перспективным способом проведения реакции алкилирования является интегрирование реактора в дистилляционную колонну, как например описано в изобретении US7488861B2, что позволяет снизить материалоемкость производственной установки, теплоинтегрировать реакцию алкилирования и дистилляционный процесс.
Для всех обозначенных выше технологий характерны общие недостатки, связанные с особенностью протекания процесса алкилирования ароматических углеводородов - это образование побочных полиалкилированных продуктов реакции, недостаточная степень рекуперации тепла химической реакции.
Сущность изобретения
Таким образом, существует проблема по созданию процесса алкилирования ароматических углеводородов олефинами, в котором технологический режим и параметры работы установки позволят минимизировать образование побочных продуктов реакции, позволят максимально интегрировать экзотермический эффект реакции, снизить количество используемых аппаратов.
Данная задача решается тем, что предложена реакционно-ректификационная система для проведения процесса алкилирования ароматических углеводородов, состоящая из реакционно-ректификационной колонны,
а) имеющей по меньшей мере одну точку питания для подачи совместно ароматических углеводородов и алкилирующего агента,
b) работающей с рециклом верхнего продукта на верхнюю тарелку аппарата и/или в по меньшей мере одну реакционную зону,
c) содержащей по меньшей мере одну реакционную зону для проведения реакции алкилирования и/или трансалкилирования,
d) имеющей по меньшей мере одну точку отбора продукта реакции алкилирования,
e) имеющей по меньшей мере одну точку сдувки легких газов, представляющих собой непрореагировавший алкилирующий агент и/или примеси в виде легких газов в составе алкилирующего агента,
при этом
a) по меньшей мере одной точкой питания колонны является нижняя часть по меньшей мере одной реакционной зоны, через которую поступает сырье, содержащее ароматические углеводороды и алкилирующий/трансалкилирующий агент,
b) движение реакционной смеси через по меньшей мере одну реакционную зону осуществляется сонаправленным восходящим потоком, реагенты в эту реакционную зону попадают через точку питания, расположенную в нижней части этой реакционной зоны, и не попадают в нее с внутренними потоками колонны.
Целесообразно, когда все реакционные зоны находятся внутри колонного аппарата. В одном из воплощений, все реакционные зоны внутри колонны имеют дистилляционные секции над собой и под собой.
Катализатор, расположенный внутри реакционных зон, представляет собой кислотный гетерогенный катализатор, включая, но не ограничиваясь, цеолитные системы, металлоксидные системы, солидифицированные кислоты и др.
В одном из вариантов воплощения, реакции осуществляют в по меньшей мере двух реакционных зонах алкилирования и/или трансалкилирования вне колонного аппарата, а продуктовую смесь возвращают в колонный аппарат.
По меньшей мере один поток питания колонны, содержащий ароматические углеводороды и алкилирующий агент, подается в зону питания в нижнюю часть реакционной зоны. Предпочтительно, что температура потока питания соответствует температуре кипения состава в соответствующей точке реакционно-ректификационной колонны.
В одном из вариантов воплощения, ароматические углеводороды и алкилирующий агент смешиваются непосредственно в реакционной зоне на входе в эту зону. В другом варианте воплощения, ароматические углеводороды и алкилирующий агент смешиваются за пределами реакционной зоны и подаются в нее в виде единого потока.
В одном из воплощений изобретения поток питания колонны может включать в себя выходной поток из реакционной зоны или его часть.
В одном из воплощений, реакционно-ректификационная система может иметь две реакционных зоны для проведения реакций алкилирования и трансалкилирования, соответственно. При этом реакция алкилирования осуществляется в верхней реакционной зоне, а реакция трансалкилирования осуществляется в нижней реакционной зоне. При этом боковым отбором из реакционно-ректификационной системы отводится поток, содержащий преимущественно моноалкилированный продукт, и кубовым потоком отводится поток, содержащий преимущественно полиалкилированный продукт.
В одном из вариантов воплощения изобретения, реакционно-ректификационная колонна содержит зону алкилирования и зону трансалкилирования, при этом между реакционными зонами располагается боковой отбор, отводящий преимущественно моноалкилированный продукт, под нижней реакционной зоной располагается отбор, содержащий преимущественно полиалкилированный продукт, представленный предпочтительно диалкилированными ароматическими углеводородами, при этом с кубовым продуктом отходит полиалкилированный продукт, предпочтительно представленный три- и более алкилированными ароматическими углеводородами. Фракция, отбираемая с боковым отбором и содержащая диалкилированный продукт, возвращается на вход в реакционную зону трансалкилирования, в которую также подаются исходные ароматические углеводороды с рецикловым потоком ароматических углеводородов колонны и/или внешним потоком свежих ароматических углеводородов.
В одном из воплощений изобретения, по меньшей мере одна дистилляционная секция колонны может содержать вертикальную разделительную перегородку, при этом реагенты и исходные вещества в колонну поступают с одной стороны перегородки, а отвод продуктов производится с противоположной стороны перегородки и/или над перегородкой и/или под перегородкой.
В одном из вариантов воплощения изобретения, реакционно-ректификационная колонна с по меньшей мере двумя реакционными зонами может представлять разрезной колонный аппарат.
Кроме того, настоящее изобретения также относится к способу использования описанной реакционно-ректификационной системы и заключается в:
a) Подаче ароматических углеводородов в реакционные зоны совместно с алкилирующим и/или трансалкилирующим агентом;
b) Осуществлении по меньшей мере одного отбора продукта из колонны, представляющего преимущественно моно- и/или полиалкилированный продукт реакции;
c) Осуществлении рецикла непрореагировавших ароматических углеводородов из верхней дистилляционной секции колонны на верхнюю тарелку колонны и/или вход в по меньшей мере одну реакционную зону;
и выдерживании технологических параметров в следующих диапазонах:
a) Давление в реакционно-ректификационной системе в диапазоне 1 - 40 бар абс., и предпочтительно 10 - 25 бар абс.;
b) Температура в диапазоне 50 - 450°С, и предпочтительно 80 - 400°С;
c) Мольное соотношение ароматических углеводородов в сырье к алкилирующему и/или трансалкилирующему агенту в реакционных зонах составляет от 30:1 до 2:1, предпочтительно от 10:1 до 2:1.
Детальное описание изобретения
Термин "реакционно-ректификационный процесс" используется для описания совмещенного процесса проведения каталитических реакций и дистилляции в колонном аппарате. Для описания процесса также возможно использование термина "реакционная дистилляция", "каталитическая дистилляция" и любого другого термина, описывающего совмещение процесса проведения каталитических реакций и дистилляции в колонном аппарате.
Реакционно-ректификационный процесс, объединяющий каталитические реакторы и дистилляционные зоны в едином колонном аппарате, т.е. обеспечивающий совместное проведение химической реакции с разделением реакционной смеси в одном и том же аппарате, имеет преимущества в кинетическом, термодинамическом и экономическом аспектах.
Сырьем для текущего изобретения являются ароматические углеводороды, преимущественно индивидуальные, или их смесь, представленные, например, бензолом, нафталином, бифенилом, а также их гомологами.
Алкилирующим агентом по настоящему изобретению являются индивидуальные моно-олефины С2+, в предпочтительных вариантах изобретения - этилен или пропилен.
Реакция алкилирования протекает по следующей схеме (на примере бензола и этилена):

При этом единичное присоединение алкильного радикала является целевой реакцией. В то же время, моноалкилированный продукт может подвергаться последующему алкилированию с образованием полиалкилароматических соединений:

Полиалкилированный продукт является побочным, и не представляет экономической значимости.
Образование полиалкилированного продукта является неизбежным и контроль за протеканием побочной реакции обеспечивается кинетическим путем (снижение в реакционном потоке моноалкилированного продукта, способного к реакции до-алкилирования, снижение концентрации алкилирующего агента, выбор оптимальных технологических параметров и т.п.). Наиболее эффективным способом осуществления кинетического контроля над образованием побочных продуктов может являться проведение процесса в реакционно-ректификационном аппарате. Совмещая каталитический реактор и дистилляцию в едином аппарате, достигается эффективный и экономически-целесообразный контроль над внутренними рециклами в аппарате, а следовательно, и над концентрациями реагентов в потоке.
Согласно изобретению, реакционно-ректификационная колонна имеет по меньшей мере реакционную зону алкилирования или трансалкилирования, одну точку питания, через которую в колонну поступают ароматические углеводороды и алкилирующий агент, верхний продукт колонны возвращается на верхнюю тарелку в виде орошения и/или на вход в по меньшей мере одну реакционную зону, колонна имеет по меньшей мере одну точку отбора алкилированного продукта, может иметь одну точку сдувки легких газов, представляющих собой непрореагировавший алкилирующий агент и/или примеси в виде легких газов в составе алкилирующего агента. При этом преимущества настоящей системы в процессе алкилирования ароматических углеводородов достигаются за счет подачи смеси ароматических углеводородов и алкилирующего агента в нижнюю часть реакционной зоны, организации движения реакционной смеси восходящим сонаправленным потоком через эту реакционную зону, исключая попадание реагентов в реакционную зону с внутренними потоками колонны. Описанный подход позволяет снизить образование побочных продуктов реакции за счет снижения контакта алкилирующего агента с алкилированными продуктами реакции. Кроме того, авторами было обнаружено, что описанный подход к организации потоков в реакционной зоне позволяет размещать соответствующие реакционные зоны внутри колонного аппарата вне зависимости от установившегося концентрационного профиля ароматических неалкилированных углеводородов внутри колонны, что позволяет разместить соответствующие реакционные зоны ближе к ребойлеру, уменьшить высоту колонны, и наиболее полно использовать тепловой эффект реакции алкилирования для создания дополнительного парового потока и снижения энергетической нагрузки на ребойлер.
Кроме того, воплощения изобретения не ограничены количеством реакционных зон внутри аппарата и могут содержать по меньшей мере одну реакционную зону, ассоциированную с реакционно-ректификационной системой. Реакционные зоны могут располагаться как внутри аппарата, так и иметь выносное конструктивное исполнение. В случае выносного исполнения реакционных зон, продукты реакций алкилирования и/или трансалкилирования со всех реакционных зон подаются в общий колонный аппарат, в котором осуществляется разделение реакционной смеси, и непрореагировавшие ароматические углеводороды из верхнего отбора колонны направляются рециклом в реакционные зоны алкилирования и/или трансалкилирования, одновременно в эти зоны осуществляется подпитка свежими ароматическими углеводородами, полиалкилированные продукты из колонны направляются в реакционные зоны трансалкилирования, и боковой поток колонны, преимущественно содержащий моноалкилированные продукты, выводятся в качестве ключевого продукта процесса.
По настоящему изобретению реакционно-ректификационный аппарат в дистилляционных секциях может снабжаться внутренней вертикальной разделительной перегородкой, расположенной в любой части аппарата, или проходящей по высоте всего аппарата, или расположенной в не смежных дистилляционных частях аппарата, для повышения чистоты разделения реагентов. В этом случае предпочтительно, чтобы продукты с реакционных зон алкилирования и/или трансалкилирования покидали соответствующие реакционные зоны и поступали в колонный аппарат с одной и той же стороны, при этом отбор моноалкилированного ключевого продукта осуществлялся с другой стороны разделительной перегородки.
Выбор положения точек боковых отборов и боковых точек питания реакционно-ректификационной колонны по настоящему изобретению может осуществляться в зависимости от установившегося концентрационного профиля по колонному аппарату. Отбор производится со ступени, в которой концентрация ключевых компонентов преобладает, возврат осуществляется на ступень, компонентный состав жидкости и/или пара на которой соответствует компонентному составу возвращаемого потока. При этом в по меньшей мере одну реакционную зону рециклом направляются непрореагировавшие ароматические углеводороды, выведенные из верхней дистилляционной секции колонны.
В некоторых воплощениях изобретения выбор боковых точек отбора и питания может осуществляться для влияния на концентрационный и/или гидродинамический профиль колонного аппарата с целью корректировки температурных и концентрационных градиентов по аппарату.
Условия эксплуатации реакционно-ректификационной системы определяются следующими значениями. Давление в колонне составляет 1 - 40 бар абс., предпочтительно 10 - 25 бар абс. Температура в колонне составляет как правило 50 - 450°С, предпочтительно 80 - 400°С. Мольное соотношение ароматических углеводородов в сырье к алкилирующему агенту составляет от 30:1 до 2:1, предпочтительно от 10:1 до 2:1.
Условия эксплуатации реакционных секций внутри колонны определяются технологическими параметрами колонны, оптимальными параметрами для проведения реакций алкилирования и трансалкилирования, и находятся в интервале между значениями технологических параметров в верхней и нижней частях реакционно-ректификационной колонны.
Условия эксплуатации реакционных зон, вынесенных за пределы колонны, если они применяются, определяются, как правило, следующими значениями. Давление составляет 1 - 60 бар абс., предпочтительно 5 - 40 бар абс. Температура составляет, как правило, 60 - 400°С, предпочтительно 100 - 300°С. Мольное соотношение ароматических углеводородов к алкилирующему агенту составляет от 30:1 до 2:1, предпочтительно от 10:1 до 2:1.
Реакционные зоны, расположенные внутри реакционно-ректификационной колонны, исполняются таким образом, чтобы в них помещался гетерогенный кислотный катализатор, чтобы обеспечивался восходящий поток алкилирующего агента и ароматических углеводородов через расположенный внутри слой катализатора, причем продукты реакции на выходе из реакционной зоны не попадают обратно внутрь этой реакционной зоны и не контактируют с катализатором, и, кроме того, реакционная зона обеспечивает байпасное прохождение катализатора потоками жидкости и пара, являющихся внутренними потоками в колонне.
Выполнение по меньшей мере одной реакционной зоны по описанному выше принципу обеспечивает повышение селективности в реакции алкилирования ароматических углеводородов, кроме того, повышается выход целевых моноалкилированных продуктов реакции.
При этом в реакционно-ректификационном аппарате достаточно, чтобы по меньшей мере одна реакционная зона была выполнена описанным выше образом, в то время как вторая и каждая последующая реакционные зоны могут быть выполнены в любом исполнении, обеспечивающим надежную фиксацию твердого катализатора и контакт реагентов с этим катализатором для протекания реакций алкилирования и/или трансалкилирования.
Допускается расположение внутренних вертикальных перегородок внутри по меньшей мере одной дистилляционной зоны реакционно-ректификационной колонны. Максимальная эффективность соответствующей дистилляционной секции при этом достигается в том случае, если продукты реакции и смеси углеводородов поступают в соответствующую дистилляционную зону с одной стороны перегородки, а отбор продуктов осуществляется с противоположной стороны перегородки. Также возможно производить отбор над перегородкой или под перегородкой, при этом над перегородкой отбирается преимущественно наименее тяжелокипящий компонент, под перегородкой отбирается наиболее тяжелокипящий компонент, и с боковой стороны перегородки отбирается компонент с промежуточной температурой кипения. Установка таких перегородок в дистилляционные зоны целесообразна в тех случаях, если рассматриваемая дистилляционная зона характеризуется присутствием в ней углеводородной смеси из трех и более компонентов.
Пример 1
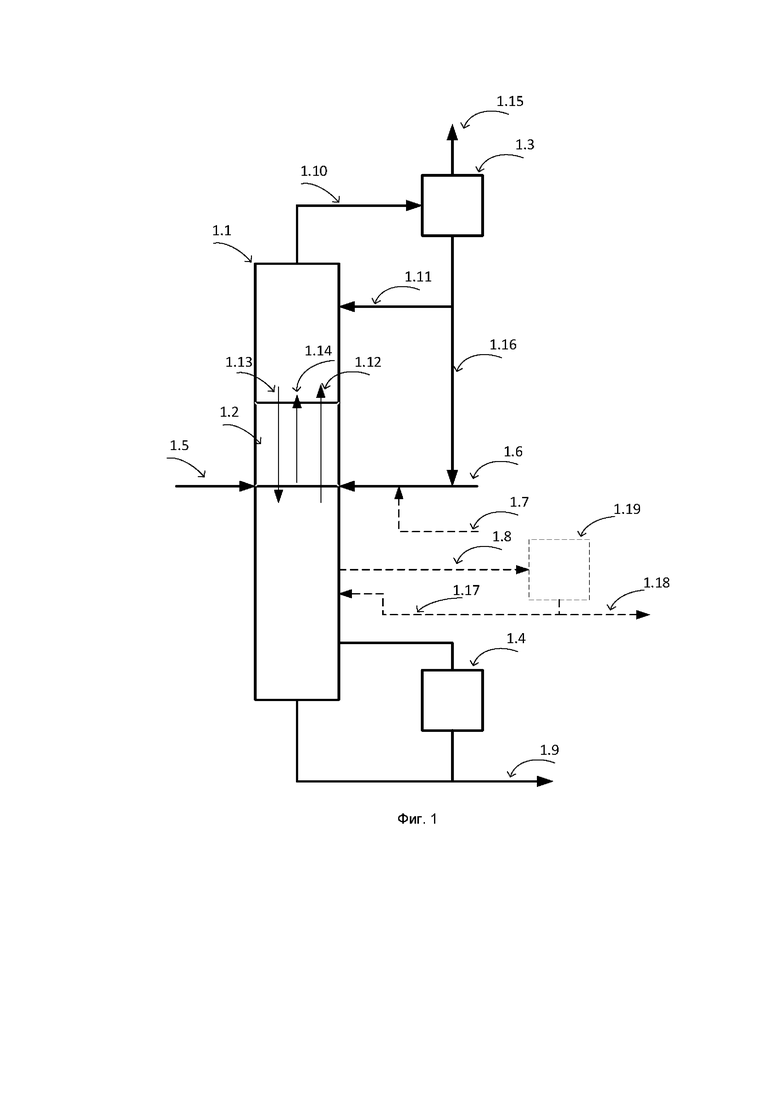
Схема процесса по воплощению изобретения представлена на фиг. 1. Система состоит из реакционной-ректификационной колонны (1.1), реакционной зоны (1.2), над и под которой располагаются массообменные устройства любой конфигурации, известной специалисту в области техники. Сырьевой поток, представляющий собой ароматические углеводороды (1.6) направляется в аппарат (1.1) и поступает в нижнюю часть реакционной секции (1.2). Алкилирующий агент (1.5), представляющий собой преимущественно моно-олефины, направляется в нижнюю часть реакционной секции (1.2), либо в виде потока (1.7) смешивается с потоком ароматических углеводородов (1.6) и объединенный поток поступает в реакционную секцию (1.2).
Реакционная секция (1.2) конструкционно выполнена таким образом, чтобы поступающий в нее поток углеводородов (1.5) - (1.7) покидал ее в верхней части. Таким образом, поток (1.14) движется в восходящем направлении и представляет собой смесь исходных реагентов (1.5) - (1.7) и продуктов реакции алкилирования. На выходе из реакционной зоны поток (1.14) поступает на верхнюю дистилляционную секцию колонны (1.1) где происходит отделение продуктов реакции от исходных реагентов. Тяжелокипящие компоненты потоком (1.13), минуя реакционную зону (1.2) и не контактируя с катализатором, поступают в нижнюю дистилляционную секции колонны (1.1), где происходит дальнейшее разделение компонентной смеси. При этом, поток (1.10) представляет собой преимущественно исходные ароматические углеводороды, являющиеся легкокипящими компонентами по отношению к продукту реакции алкилирования, а поток (1.9) представляет собой высококипящие продукты реакции алкилирования.
По настоящему изобретению конструктивное исполнение реакционной зоны (1.2) должно обеспечивать движение среды (1.12) - (1.14) в описанном порядке.
Реакционная зона (1.2) содержит кислотный катализатор, пригодный для осуществления реакции алкилирования ароматических углеводородов олефинами. Кислотный катализатор может относиться к семейству цеолитов, метал-оксидных кислотных систем, солидифицированных кислот, катионным кислотным смолам, гетерополикислотам, а также любым кислотным материалам.
Из емкости (1.3), являющейся сборником дистиллята, потоком (1.11), ароматические углеводороды направляются на орошение колонны (1.1), и потоком (1.16) направляются на вход в реакционную секцию (1.2). Из сборника дистиллята выходит газовая сдувка (1.15), которая может содержать легкие углеводороды С1-С4, не вступившие в реакцию. Исполнение сборника дистиллята (1.3) может быть представлено в традиционном для ректификационных колонн и каталитических процессов виде, посредством сепараторов высокого и низкого давления, а также емкостей-сборников.
Паровая нагрузка по колонне (1.1) поддерживается с помощью ребойлера (1.4).
В одном из воплощений, колонна (1.1) также может включать в свой состав боковой отбор (1.8), расположенный ниже реакционной зоны, которым с колонны выводится продуктовый поток, содержащий преимущественно моноалкилированный продукт. При этом для повышения чистоты бокового продукта также может осуществляться орошение боковым отбором (1.17) в нижней секции колонны (1.1), при этом боковым продуктом будет являться поток (1.18), а сборником бокового продукта будет являться емкость (1.19).
Авторами было замечено, что интегрирование реакционной секции (1.2) в состав колонны (1.1) позволяет понизить нагрузку на ребойлер (1.4) за счет утилизации теплового эффекта реакции алкилирования на парообразование и сократить операционные затраты.
Кроме того, авторы обнаружили, что исполнение реакционной зоны (1.2) в виде частично закрытой системы без возможности повторного попадания продуктов реакции обратно в нее позволяет повысить селективность и выход основного продукта реакции, а также позволяет расположить реакционную зону (1.2) ближе к ребойлеру (1.4), тем самым повышая энергоэффективность реакционно-ректификационного аппарата.
Пример 2
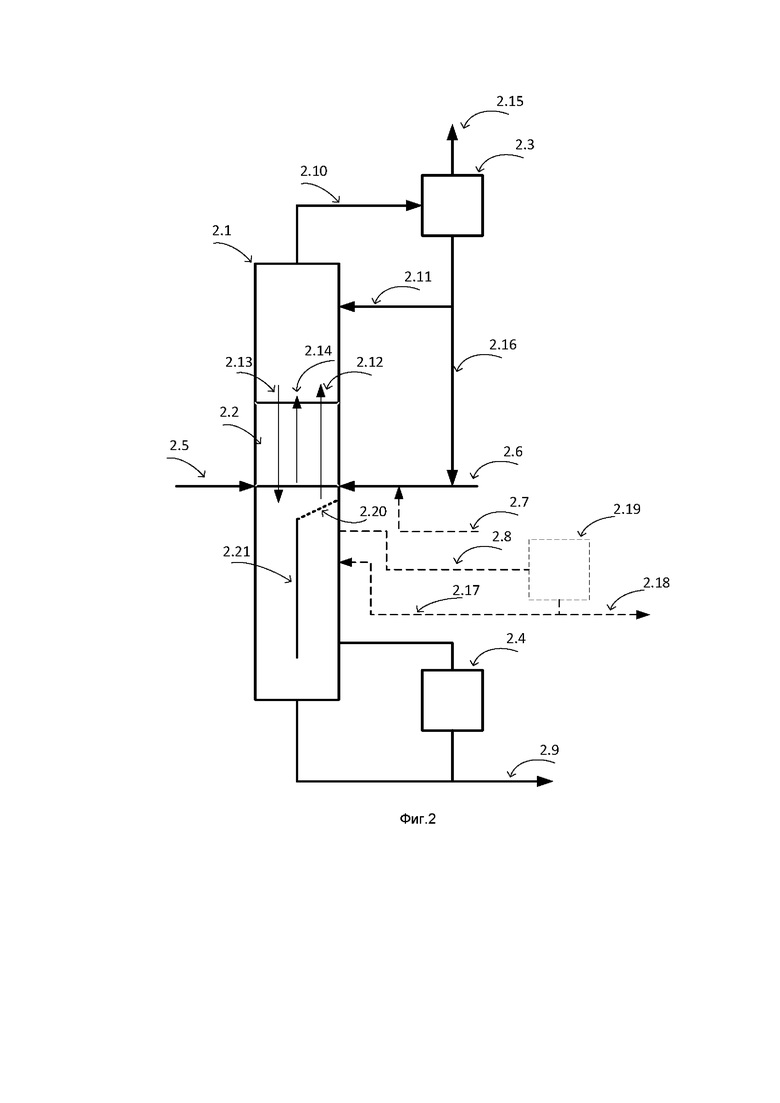
По одному из вариантов изобретения (фиг. 2), нижняя дистилляционная секция колонны может иметь внутреннюю разделительную перегородку (2.21), тогда движение потоков внутри аппарата будет соответствовать изображенному на фигуре 2. Реакционно-ректификационная (2.1) система с разделительной стенкой в нижней дистилляционной секции представлена аналогичными технологическими потоками и блоками, как система на фиг.1. Изобретение по воплощению может как иметь верхнюю перегородку (2.20) на разделительной стенке (2.21), т.е. не пропускать через себя восходящий паровой поток и нисходящий жидкостной поток, так и не иметь перегородку (2.20). Жидкостной поток с верхней дистилляционной секции поступает в кубовую часть колонны с левой стороны перегородки (2.21), при этом происходит облегчение парового восходящего потока за счет обогащения легкокипящим компонентом и утяжеление нисходящего потока за счет обогащения тяжелокипящим компонентом. С правой стороны перегородки (2.21) происходит дальнейшее разделение моноалкилированных ароматических углеводородов от полиалкилированных ароматических углеводородов, что позволяет повысить чистоту бокового потока (2.18) по сравнению с потоком (1.18).
Пример 3
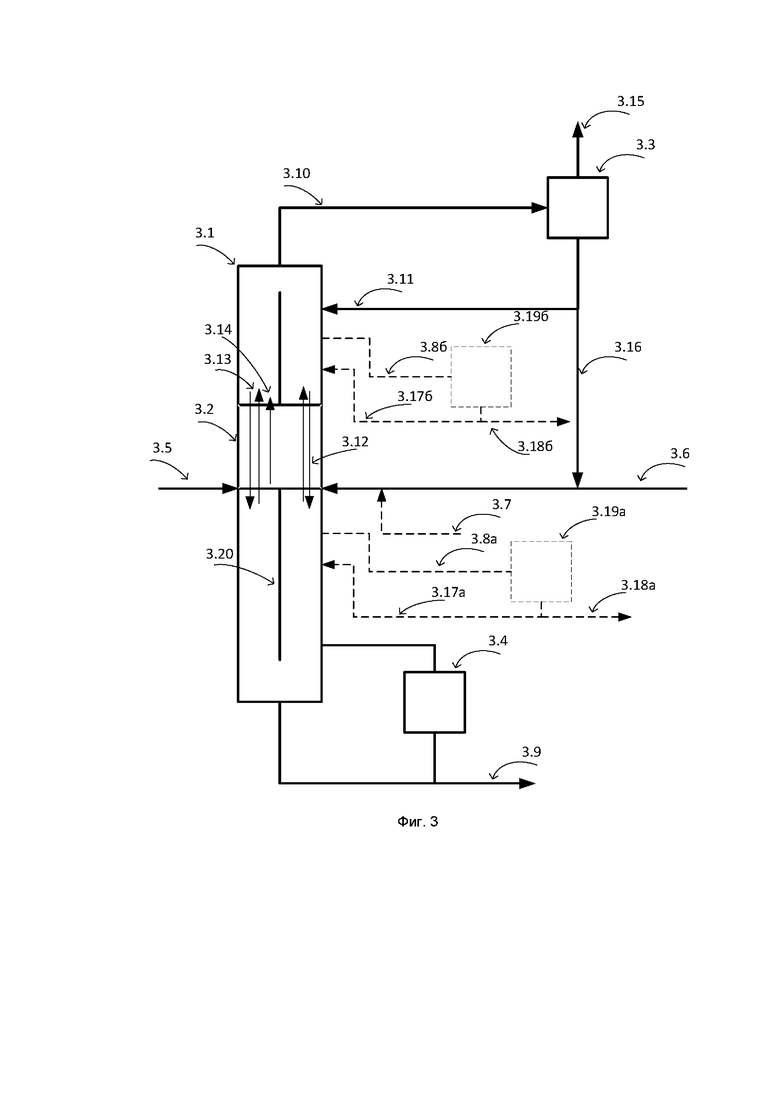
В одном из вариантов воплощения изобретения (фиг. 3), разделительная стенка (3.20) может проходить по высоте аппарата (3.1) из нижней дистилляционной секции в верхнюю дистилляционную секцию. При этом продуктовый поток (3.14) из реакционной секции (3.2) будет поступать только в левую часть колонны (3.1), и по обе стороны реакционной секции (3.2) предусмотрено полное байпассирование жидкостного и парового потоков (3.13) и (3.12) в восходящем и нисходящем направлениях. При этом боковой продукт (3.18 а, б) по настоящему воплощению представлен преимущественно моноалкилированными ароматическими углеводородами. При этом расположение отбора бокового продукта (3.8 а, б) из колонны может располагаться как выше реакционной секции (3.2), так и ниже. Кроме того, система может оснащаться боковым орошением (3.17 а, б), так и иметь исполнение без бокового орошения. Наименование остальных блоков и потоков на фиг.3 выполнено аналогично фиг.2.
Пример 4
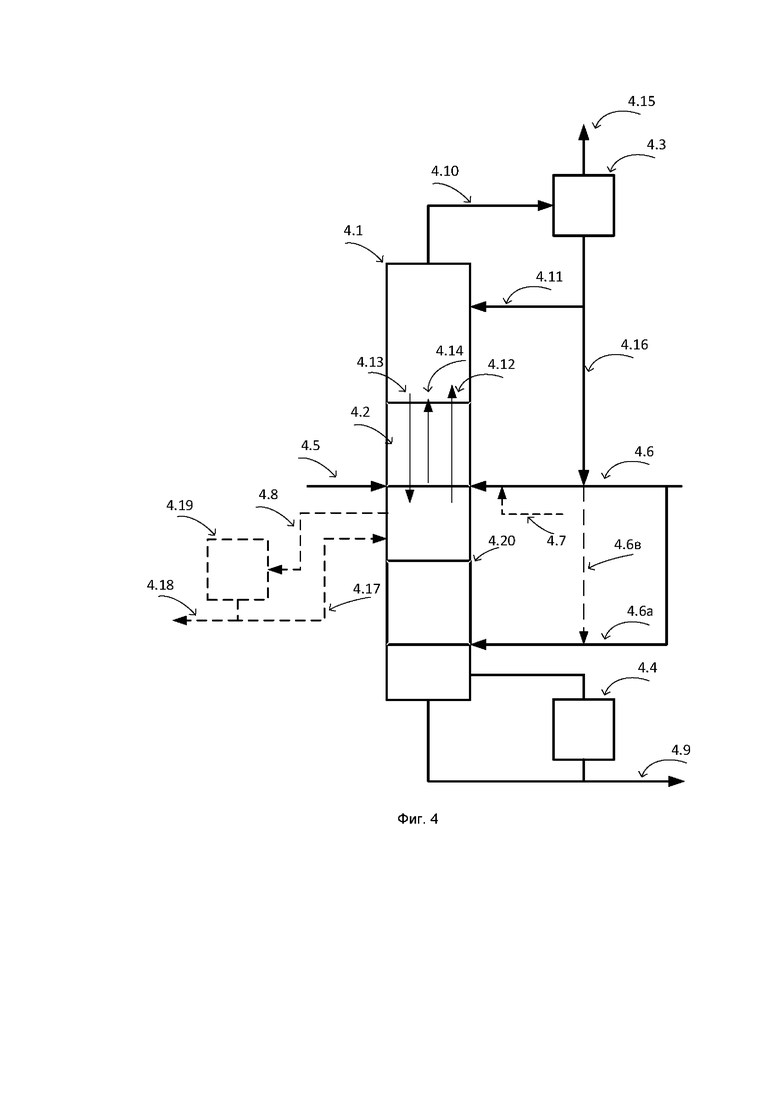
В одном из вариантов воплощения изобретения (фиг. 4), колонный аппарат (4.1) может иметь по меньшей мере одну реакционную зону для реакции алкилирования (4.2) ароматических углеводородов и одну зону для реакции трансалкилирования (4.20) полиалкилированного продукта. При этом в зону трансалкилирования (4.20) осуществляется подача исходных ароматических углеводородов (4.6а), а также может осуществляться подача исходных ароматических углеводородов с потоком (4.6в) из сборника дистиллята (4.3). Реакционная зона трансалкилирования (4.20) при этом может иметь исполнение, не препятствующих контакту с катализатором восходящих и нисходящих паровых и жидкостных потоков углеводородов. Таким образом, нисходящий жидкостной поток и восходящий паровой поток полностью или частично могут попадать на катализатор в реакционной зоне (4.20), смешиваться с потоком исходных ароматических углеводородов (4.6а) и проходить через слой катализатора в этой реакционной зоне. Система может не иметь бокового отбора (4.8) и, как следствие, не иметь составляющих (4.17) - (4.19), в этом случае поток (4.9) преимущественно будет содержать моноалкилированные углеводороды. Для повышения чистоты потока (4.9) и повышения гибкости контроля над реакцией трансалкилирования, система может содержать боковой отбор (4.8), которым преимущественно выводится моноалкилированный продукт потоком (4.18), и также может осуществляться боковое орошение потоком (4.17).
Пример 5
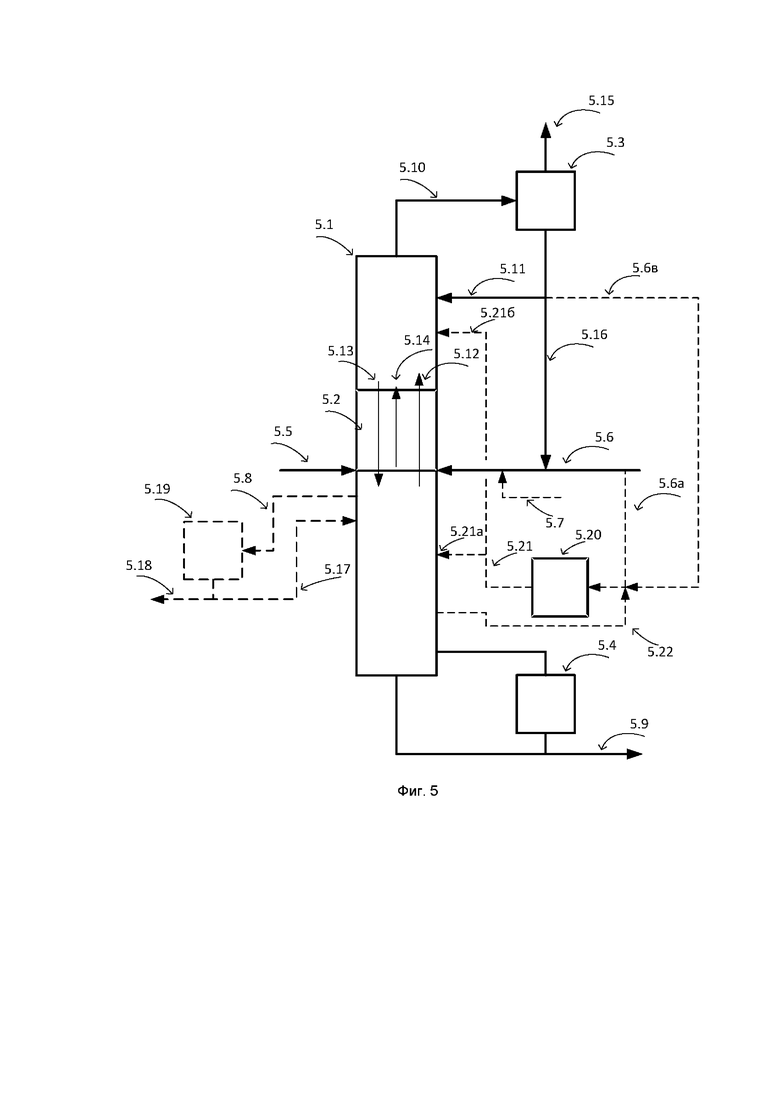
В одном из воплощений изобретения (фиг. 5), реакционная секция трансалкилирования (5.20) вынесена за пределы реакционно-ректификационного аппарата (5.1). Поток полиалкилированных ароматических углеводородов (5.22) поступает в реактор трансалкилирования (5.20) совместно с потоками исходных ароматических углеводородов (5.6а) и/или (5.6в). Выходной поток из зоны трансалкилирования (5.21) поступает в реакционно-ректификационный аппарат (5.1) в точки (5.21а) и/или (5.21б). Выбор точек подачи потока (5.21) зависит от состава этого потока, предпочтительно осуществлять подачу в верхнюю дистилляционную секцию в точку (5.21б) в случае, если поток содержит больше легкокипящих компонентов, и подачу в точку (5.21а) если поток содержит больше тяжелокипящих компонентов.
Пример 6
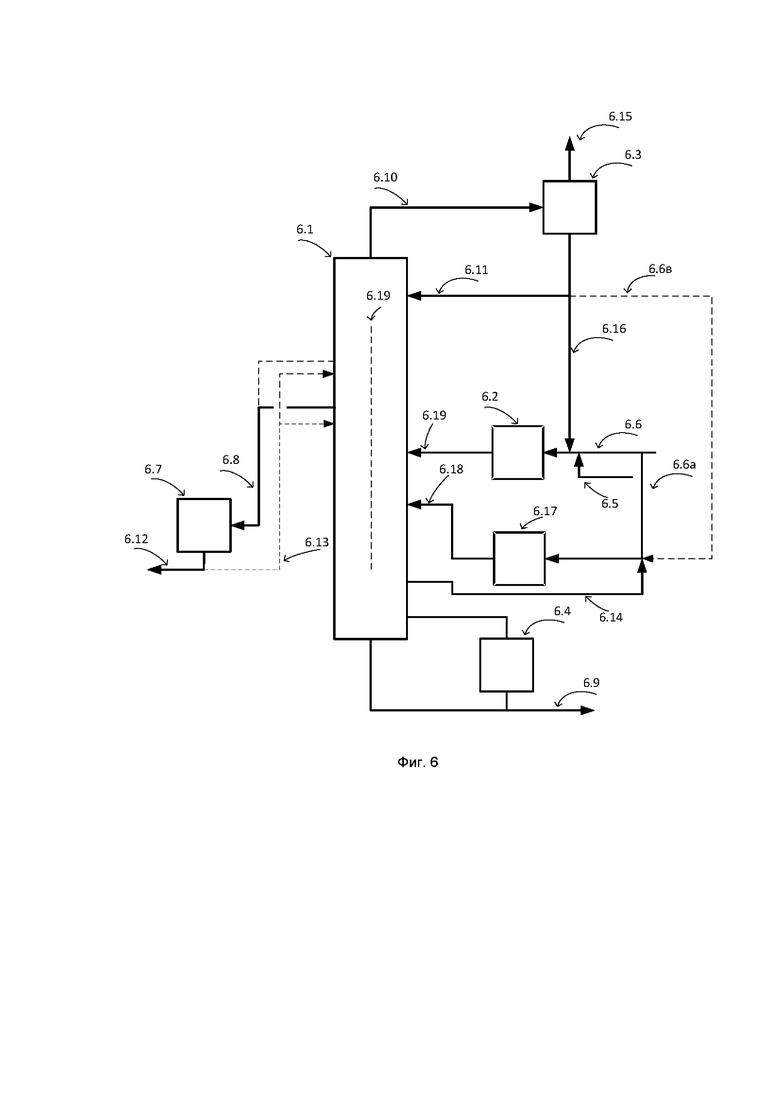
В одном из воплощений изобретения (фиг.6) реакционно-ректификационная система реализована с выносным исполнением реакционных секций (6.2) и (6.17), которые являются зонами алкилирования и трансалкилирования соответственно. В зону алкилирования (6.2) подаются ароматические исходные углеводороды с потоком (6.6), также осуществляется рецикл непрореагировавших ароматических углеводородов и сборника дистиллята (6.3) с потоком (6.16). Подача алкилирующего агента в реактор (6.2) осуществляется с потоком (6.5). Продукты реакции поступают в колонну (6.1) в виде потока (6.19). Полиалкилированные побочные продукты поступают в реакционную зону (6.17), куда также подаются исходные ароматические углеводороды для трансалкилирования с потоками (6.6а) и/или (6.6в). Продукты реакции покидают реактор трансалкилирования и направляются в колонну (6.1) в виде потока (6.18). Точка ввода продуктов реакции трансалкилирования (6.18) при этом соответствует концентрационному профилю внутри колонны. Боковым отбором выводится поток (6.8), который представляет собой преимущественно моноалкилированный продукт. Точка отбора потока (6.8) может располагаться как между точками ввода потоков (6.18) и (6.19), так и выше, для достижения максимальной чистоты отбираемого моноалкилированного продукта реакций. Для повышения чистоты отбираемого бокового продукта (6.12), можно осуществлять орошение потоком (6.13), при этом поток (6.13) возвращается ниже точки отбора потока (6.8).
В одном из воплощений изобретения, реакционно-ректификационный аппарат (6.1) имеет внутреннюю перегородку (6.19) для повышения чистоты выделяемых продуктов, а именно чистоты потоков (6.12), (6.3) и (6.9). При этом отбор потока (6.8) располагается с противоположной стороны перегородки по отношению к поступающим в аппарат (6.1) потокам (6.18) и (6.19).
Пример 7
Согласно одному из вариантов изобретения (прим. 2) реакционно-ректификационный аппарат в нижней дистилляционной секции снабжён внутренней вертикальной разделительной перегородкой, реакционная зона алкилирования расположена внутри реакционно-ректификационной колонны, при этом отбор бокового продукта из колонны располагается ниже реакционной секции (фиг. 2).
В табл. 1 представлены составы сырьевых потоков (модельные смеси).
Реакционно-ректификационный процесс проводился при следующих условиях:
- давление 16 атм,
- температура верха колонны 210°С,
- температура низа колонны 380°С,
- мольное соотношение рециркулирующих ароматических углеводородов к свежим 4:1,
- мольное соотношение ароматических углеводородов в сырье к алкилирующему агенту 5,1:1.
В ходе проведения процесса были получены продукты, составы которых приведены в табл. 2.
Таблица 1 - Состав сырья
Таблица 2 - Состав и выход продуктов
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЧЕНИЕ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2015 |
|
RU2704975C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2013 |
|
RU2640595C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2017 |
|
RU2756570C2 |
| СПОСОБ ОБРАБОТКИ ПОЛИАЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2020 |
|
RU2818090C2 |
| ПОЛУЧЕНИЕ АЛКИЛИРОВАННЫХ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2010 |
|
RU2528825C2 |
| УЛУЧШЕННЫЙ СПОСОБ ДЕГИДРИРОВАНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ДЛЯ ПОЛУЧЕНИЯ ВИНИЛАРОМАТИЧЕСКИХ МОНОМЕРОВ | 2006 |
|
RU2417209C2 |
| СПОСОБ УДАЛЕНИЯ СОЕДИНЕНИЙ АЗОТА ИЗ ЖИДКИХ ПОТОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2409543C2 |
| СПОСОБЫ УДАЛЕНИЯ ПРИМЕСЕЙ ИЗ ПОТОКА УГЛЕВОДОРОДОВ И ИХ ПРИМЕНЕНИЕ В СПОСОБАХ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2762825C2 |
| ПОЛУЧЕНИЕ КУМОЛА С ВЫСОКОЙ СЕЛЕКТИВНОСТЬЮ | 2011 |
|
RU2517145C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2009 |
|
RU2515979C2 |
Предложена реакционно-ректификационная система для получения алкилированных ароматических углеводородов, содержащая по меньшей мере одну каталитическую реакционную зону, являющуюся зоной реакции алкилирования по меньшей мере одним олефином, причем движение реагентов в реакционной зоне является сонаправленным и восходящим, из системы верхним продуктом выводятся преимущественно непрореагировавшие вещества и возвращаются частично в зону реакции, частично в качестве верхнего орошения колонны, а нижним продуктом выводятся продукты реакции. Система может иметь по меньшей мере один боковой отбор для выведения компонента, наиболее селективно образующегося в ходе реакции. Система может иметь помимо реакционной зоны алкилирования дополнительно зону трансалкилирования ароматических соединений продуктами реакции алкилирования. Система может иметь установленную вертикальную перегородку в по меньшей мере одной дистилляционной секции аппарата для повышения эффективности разделения реагентов. 2 н. и 11.з.п. ф-лы, 2 табл., 6 ил.
1. Реакционно-ректификационная система для процесса получения алкилированных ароматических углеводородов, состоящая из реакционно-ректификационной колонны,
a) имеющей по меньшей мере одну точку питания для подачи совместно ароматических углеводородов и алкилирующего агента,
b) работающей с рециклом верхнего продукта на верхнюю тарелку колонны и/или в по меньшей мере одну реакционную зону,
c) содержащей по меньшей мере одну реакционную зону для проведения реакции алкилирования и/или трансалкилирования,
d) имеющей по меньшей мере одну точку отбора продукта реакции алкилирования,
e) имеющей по меньшей мере одну точку сдувки легких газов, представляющих собой непрореагировавший алкилирующий агент и/или примеси в виде легких газов в составе алкилирующего агента,
при этом
f) по меньшей мере одной точкой питания коло нны является нижняя часть по меньшей мере одной реакционной зоны, через которую поступает сырье, содержащее ароматические углеводороды и алкилирующий/трансалкилирующий агент,
g) движение реакционной смеси через по меньшей мере одну реакционную зону осуществляется сонаправленным восходящим потоком, реагенты в эту реакционную зону попадают через точку питания, расположенную в нижней части этой реакционной зоны, и не попадают в нее с внутренними потоками колонны.
2. Система по п.1, отличающаяся тем, что дополнительно содержит точку отбора бокового продукта.
3. Система по п.1, отличающаяся тем, что дополнительно содержит точку отбора бокового продукта, который частично направляется обратно в колонну на тарелку ниже точки отбора в качестве дополнительного орошения колонны.
4. Система по п.1, отличающаяся тем, что поток из верхней части реакционно-ректификационной колонны частично отправляется на орошение колонны в виде флегмового потока, и частично возвращается в составе питания колонны в по меньшей мере одну реакционную зону.
5. Система по п.1, отличающаяся тем, что в любой из дистилляционных секций установлена разделительная перегородка таким образом, что продукты с реакционных зон алкилирования и/или трансалкилирования покидают соответствующие реакционные зоны и поступают в дистилляционные секции колонны с одной и той же стороны перегородки, при этом отбор моноалкилированного продукта осуществляется с противоположной стороны разделительной перегородки.
6. Система по п.1, отличающаяся тем, что содержит две реакционные зоны, где верхняя реакционная зона является зоной для реакции алкилирования, нижняя зона является зоной для реакции трансалкилирования, при этом полиалкилированный продукт поступает в зону трансалкилирования с внутренними потоками колонны, и ароматические углеводороды поступают в зону трансалкилирования в качестве внешнего потока и/или рециркулирующего потока из верхней дистилляционной секции колонны.
7. Система по п.1, отличающаяся тем, что содержит две реакционные зоны, при этом реакционная зона алкилирования находится внутри реакционно-ректификационной колонны, реакционная зона трансалкилирования вынесена за пределы реакционно-ректификационной колонны, полиалкилированный продукт отбирается с колонны в качестве бокового отбора и/или кубового отбора и поступает в зону трансалкилирования, ароматические углеводороды поступают в зону трансалкилирования в качестве внешнего потока и/или рециркулирующего потока из верхней дистилляционной секции колонны.
8. Система по п.7, дополнительно содержащая боковой отбор продукта, преимущественно содержащего моноалкилированный продукт.
9. Система по п.1, отличающаяся тем, что реакционные зоны алкилирования и трансалкилирования вынесены за пределы реакционно-ректификационной колонны, при этом в зону трансалкилирования полиалкилированные углеводороды поступают с боковым отбором из реакционно-ректификационной колонны, ароматические углеводороды поступают в зону трансалкилирования в качестве внешнего потока и/или рециркулирующего потока из верхней дистилляционной секции колонны, и продукт из зоны трансалкилирования поступает в колонны выше точки подачи в колонну продукта алкилирования.
10. Система по п.9, отличающаяся тем, что в колонне установлена разделяющая перегородка таким образом, что продукты из реакционных зон алкилирования и/или трансалкилирования поступают в колонну с одной стороны перегородки, и моноалкилированный продукт отбирается с противоположной стороны перегородки.
11. Система по п.1, отличающаяся тем, что реакционные зоны содержат твердый кислотный катализатор из семейства цеолитов, или метал-оксидных кислотных систем, или солидифицированных кислот, или катионных кислотных смол, или гетерополикислот, а также из семейства любых кислотных твердых материалов.
12. Способ получения алкилароматических углеводородов путем проведения реакции алкилирования ароматических углеводородов олефинами в системе по п.1, заключающийся в:
a. Подаче ароматических углеводородов в реакционные зоны совместно с алкилирующим и/или трансалкилирующим агентом;
b. Осуществлении по меньшей мере одного отбора продукта из колонны, представляющего преимущественно моно- и/или полиалкилированный продукт реакции;
c. Осуществлении рецикла непрореагировавших ароматических углеводородов из верхней дистилляционной секции колонны на верхнюю тарелку колонны и/или вход в по меньшей мере одну реакционную зону;
и выдерживании технологических параметров в следующих диапазонах:
a. Давление в реакционно-ректификационной системе в диапазоне 1 – 40 бар абс., и предпочтительно 10 – 25 бар абс.;
b. Температура в диапазоне 50 – 450°С, и предпочтительно 80 – 400°С;
c. Мольное соотношение ароматических углеводородов в сырье к алкилирующему и/или трансалкилирующему агенту в реакционных зонах составляет от 30:1 до 2:1, предпочтительно от 10:1 до 2:1.
13. Способ по п.12, отличающийся тем, что в выносных реакционных зонах давление составляет 1 – 60 бар абс., предпочтительно 5 – 40 бар абс., температура составляет, 60 – 400°С, предпочтительно 100 – 300°С, мольное соотношение ароматических углеводородов к алкилирующему и/или трансалкилирующему агенту составляет от 30:1 до 2:1, предпочтительно от 10:1 до 2:1.
| ПРОИЗВОДСТВО БЕНЗИНА ПОЛИМЕРИЗАЦИЕЙ ОЛЕФИНА С АЛКИЛИРОВАНИЕМ АРОМАТИКИ | 2006 |
|
RU2409541C2 |
| КАТАЛИЗАТОР ДЛЯ КОНВЕРСИИ УГЛЕВОДОРОДОВ И СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА, СПОСОБ КОНВЕРСИИ УГЛЕВОДОРОДОВ | 2002 |
|
RU2294797C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА И/ИЛИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ С НИЗКИМ СОДЕРЖАНИЕМ БЕНЗОЛА | 2009 |
|
RU2425091C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ В ЖИДКОЙ ФАЗЕ | 2006 |
|
RU2409540C2 |
| US 7488861 B2, 10.02.2009. | |||

