Данное изобретение относится к процессу получения алкенилзамещенного ароматического соединения, такого как стирол, из ароматического соединения, такого как бензол, и алкана, такого как этан. В качестве побочного продукта процесса образуется водород.
Алкенилзамещенные ароматические соединения, такие как стирол и α-метилстирол, используются в производстве термопластичных полимеров, таких как полистиролы, акрилонитрил-бутадиен-стирольных сополимеров (АБС), стирол-акрилонитрильных смол (САН), стирол-бутадиеновых эластомерных сополимеров (СБК) и композиций для ненасыщенных полиэфирных смол. Дивинилбензол (винилстирол) используют также в качестве полимеризационного мономера для специальных синтетических каучуков, ионообменных смол, литьевых смол и полиэфиров. Водород имеет много применений, включая такие как источник топлива и реагент для гидрогенизационных процессов.
Стирол обычно получают в двухстадийном процессе, используя в качестве исходного сырья бензол и этилен. На первой стадии бензол, полученный как продукт нефтепереработки, алкилируют этиленом с образованием этилбензола. На второй стадии этилбензол дегидрируют для образования стирола. Этилен для стадии алкилирования обычно получают термическим или паровым крекингом насыщенных углеводородов, содержащихся в природном газе, этана, пропана и бутанов, или крекингом нафты. Алкилирование можно вести в паровой фазе в присутствии кислот Льюиса или цеолитов, имеющих высокое мольное соотношение двуокись кремния/окись алюминия, таких как цеолит ZSM-5. Альтернативно, алкилирование можно вести в жидкой фазе в присутствии различных кислых цеолитов, таких как цеолиты бета и морденит. Более современная технология была разработана для получения этилбензола из разбавленного этиленового сырья в смешанно-фазном реакторе, как описано ABB Lummus Global and CDTech в патенте США №5756872. Обычно разбавленную этиленовую фракцию получают из отходящих газов флюид-процесса каталитического крекинга (ФКК). Дегидрирование этилбензола до стирола обычно проводят адиабатически или изотермически в присутствии катализатора, включающего оксид металла или их смесь, например, оксид железа или оксид хрома в сочетании с щелочными оксидами. Водяной пар с температурой около 800°С используют в качестве источника энергии и предварительно непосредственно смешивают с этилбензолом.
Обычный способ получения стирола в некоторых отношениях имеет недостатки. Во-первых, сооружение и поддержание установок крекинга, используемых для получения этилена, очень дорого, и работа этих установок требует больших затрат энергии. Во-вторых, установки по производству стирола должны размещаться в месте расположения установок крекинга, так как транспортировка этилена очень дорога. β-третьих, требуется, чтобы этилен, необходимый для стадии алкилирования, был практически чистым, иначе в реакторе алкилирования образуются нежелательные побочные продукты, и время жизни катализатора алкилирования значительно уменьшается. Поскольку крекинг этана дает в дополнение к этилену множество продуктов, включая, например, пропилен, ацетилен, насыщенные и ненасыщенные углеводороды С4 и углеводороды С5 и С9+, поток, выходящий из реактора крекинга для получения чистого этилена должен подвергаться разделению, например, экстрактивной дистилляцией, фракционированием и/или селективному гидрированию. Такие процессы разделения значительно увеличивают стоимость получения чистого этилена.
Более современная технология использования разбавленной этиленовой фракции, получаемой из отходящих газов процессов ФКК имеет сходные с вышеупомянутыми недостатки. Установка получения стирола должна быть размещена в месте расположения нефтеперерабатывающего завода, и дорогостоящие разделение и очистка отходящего потока ФКК должны проводиться для удаления, например, кислых газов, микропримесей соединений, которые могут вредно влиять на время жизни катализатора алкилирования, и углеводородов С3 и выше, для того, чтобы получить этилен, пригодный для подачи в узел алкилирования. Стоимость получения пригодного этиленового потока составляет примерно 40% от стоимости сырья для этилбензола.
Как альтернатива процессам крекинга, этилен может быть получен дегидрированием этана, как описано в патенте США №5430211 и в ЕР-В1-0637578. Такие процессы основаны на использовании селективных катализаторов, таких как платина и/или галлий и, возможно, один или несколько оксидов щелочных или щелочноземельных металлов на носителе, таком как морденитный цеолит или выбранные фазы окиси алюминия, для получения практически чистых и разбавленных фракций этилена в этане. Известно, что разбавленные этиленовые фракции, полученные в таких процессах дегидрирования, успешно алкилируют бензол в этилбензол, как описано, - например, в патенте США №5430211 Dow Chemical Company.
Совсем недавно в ЕР-А2-0905112 был описан способ получения стирола, который объединяет дегидрирование этана и этилбензола в одном реакторе для одновременного получения этилена и стирола. В единый процесс объединены стадия алкилирования для получения этилбензола из бензола и рециркулирующего потока этилена, полученного в реакторе дегидрирования. Способ включает (а) подачу в узел алкилирования потока бензола и потока рециклового продукта, содержащего этилен; (b) смешение выходного потока из узла алкилирования, содержащего этилбензол, с потоком, содержащим этан; (с) подачу полученного таким образом потока в узел дегидрирования, содержащий катализатор, способный одновременно дегидрировать этан до этилена и этилбензол до стирола; (d) подачу выходящего из узла дегидрирования продукта на узел разделения для получения потока, содержащего преимущественно стирол, и потока, содержащего преимущественно этилен; и (е) рециркуляции потока, содержащего этилен, в узел алкилирования. В другом аспекте данного процесса поток, содержащий водород, этилен и этан, полученный из выходного продукта дегидрирования, разделяют посредством мембранного фильтра для удаления водорода, а обогащенный этиленом и этаном поток возвращают в рецикл в реактор алкилирования.
Достоинством вышеупомянутого интегрированного процесса является то, что в нем отпадает необходимость в реакторе этиленового крекинга. Отрицательной чертой его является неэффективное - извлечение ароматических соединений. Соответственно, неизвлеченные ароматические соединения, включая неизвлеченный этилбензол, рециркулируют в реактор алкилирования, где они алкилируются, образуя нежелательно большие количества тяжелых и смол. Дополнительным недостатком этого процесса является то, что отделение водорода от содержащего этан и этилен рециклового потока является неэффективным. Соответственно, рецикловый поток содержит водород в такой концентрации, которая нежелательно снижает конверсию этана и этилбензола в реакторе дегидрирования. Более того, имеют место нежелательные потери этана в поток водорода. При разделении не извлекается энергия.
Ввиду вышеизложенного необходимы усовершенствования способа получения алкенилзамещенных ароматических соединений. Более конкретно, было бы желательно иметь процесс, который не требует реактора олефинового крекинга, такого как реактор крекинга в этилен или пропилен, и который не требует разделения и очистки выходных потоков крекинга для получения олефина, пригодного для прямой подачи в узел алкилирования. Только в этом одном аспекте можно было бы значительно снизить стоимость получения алкенилзамещенного ароматического соединения. Было бы также желательно иметь процесс с высокой эффективностью узла выделения ароматических соединений так, чтобы в реактор алкилирования не возвращались существенные концентрации ароматических соединений, отличных от исходного ароматического вещества, такого как бензол в случае получения стирола, и чтобы в реактор дегидрирования не возвращались значительные концентрации ароматических соединений, отличных от целевого алкилированного ароматического соединения, такого как этилбензол в случае получения стирола. Такой процесс мог бы дать меньше нежелательных побочных продуктов и обеспечить большее время жизни катализатора. Было бы также желательно иметь процесс, в котором водород, полученный во время дегидрирования, эффективно отделяется от любого рециклового потока в реактор дегидрирования так, чтобы не было снижения конверсии на стадии дегидрирования. Поскольку водород представляет собой ценный товар, было бы дополнительным преимуществом извлечь образовавшийся при дегидрировании водород.
Данное изобретение представляет новый способ получения алкенилзамещенного ароматического соединения с использованием в качестве сырья ароматического соединения С6-12 и алкана С2-5. В данном новом процессе водород образуется в качестве побочного продукта. Способ по изобретению включает:
(а) взаимодействие С2-5-алкана и С2-5-алкилзамещенного ароматического соединения в реакторе дегидрирования в присутствии катализатора дегидрирования в условиях процесса, достаточных для получения выходного потока дегидрирования, включающего С2-5-алкенилзамещенное ароматическое соединение, С2-5-алкилзамещенное ароматическое соединение, С2-5-алкан, С2-5-алкен и водород;
(b) разделение выходного потока дегидрирования в условиях, достаточных для получения практически неароматического газового потока, включающего С2-5-алкан, С2-5-алкен и водород, и ароматического потока, включающего С2-5-алкенилзамещенное ароматическое соединение и С2-5-алкилзамещенное ароматическое соединение, причем общее извлечение ароматических соединений составляет более чем примерно 90%;
(c) подачу практически неароматического газового потока, включающего С2-5-алкан, С2-5-алкен и водород, в реактор алкилирования, в котором поток приводят во взаимодействие С6-12-ароматическим соединением в присутствии катализатора алкилирования в условиях процесса, достаточных для получения выходного потока алкилирования, включающего С2-5-алкилзамещенное ароматическое соединение и, необязательно, поли (С2-5-алкилзамещенные) ароматические соединения и, необязательно, непрореагировавшее C6-12-ароматическое соединение, и газового потока, включающего водород и С2-5-алкан;
(d) разделение выходного потока алкилирования при условиях, достаточных для извлечения фракции С2-5-алкилзамещенного ароматического соединения, и, необязательно, фракции поли(С2-5-алкилзамещенных) ароматических соединений, и, необязательно, фракции С6-12-ароматического соединения;
(e) рециркуляцию С2-5-алкилзамещенного ароматического соединения, выделенного на стадиях (b) и (d) в реактор дегидрирования стадии (а);
(f) разделение газового потока, включающего С2-5-алкан и водород, полученного из реактора алкилирования стадии (с), в условиях, достаточных для получения практически чистого потока водорода и практически чистого потока C2-5-алкана; и
(g) рециркуляцию С2-5-алкана со стадии (f) в реактор дегидрирования стадии (а).
Процесс по изобретению предлагает новый интегрированный способ получения С2-5-алкенилзамещенного ароматического соединения, такого как стирол, из С6-12-ароматического соединения, такого как бензол, и С2-5-алкана, такого как этан. Новый процесс объединяет три процесса: (1) дегидрирование C2-5-алкана для получения потока С2-5-алкена в С2-5-алкане; (2) алкилирование С6-12-ароматического соединения потоком, включающим C2-5-алкен в С2-5-алкане для образования соответствующего С2-5-алкилзамещенного ароматического соединения; и (3) дегидрирование С2-5-алкилзамещенного ароматического соединения до С2-5-алкенилзамещенного ароматического соединения. Одним преимуществом процесса по данному изобретению является то, что дегидрирование С2-5-алкана и дегидрирование С2-5-алкилзамещенного ароматического соединения протекают одновременно в одном и том же реакторе при использовании катализатора, который способен вести двойное дегидрирование. Существенным достоинством является то, что процесс по данному изобретению не требует наличия реактора крекинга для получения С2-5-алкена. Соответственно, процесс по данному изобретению делает ненужными большие затраты на сооружение и поддержание установки крекинга и большие затраты на установки разделения и очистки, связанные с получением чистого С2-5-олефина из продуктов крекинга. Поскольку способ по данному изобретению основан на использовании в качестве сырья С2-5-алканов, и поскольку такие алканы легко доступны, процесс по данному изобретению может быть успешно размещен в любом желаемом пункте независимо от установок по переработке нефти и олефинового крекинга. Например, этан и пропан являются широко доступными по приемлемой цене, тогда как этилен и пропилен недоступны. Еще одним дополнительным достоинством является то, что процесс по данному изобретению имеет стадию высокоэффективного извлечения ароматических соединений, что приводит к более высокой селективности по С2-5-алкилзамещенным ароматическим соединениям и С2-5-алкенилзамещенным ароматическим соединениям, более низкой селективности по нежелательным побочным продуктам, таким как тяжелые углеводороды и смолы, и к большей продолжительности службы катализаторов алкилирования и дегидрирования. Что еще более выгодно, процесс по данному изобретению эффективно отделяет водород от С2-5-алкана, так что на стадии дегидрирования достигаются высокие конверсии С2-5-алкана и С2-5-алкилзамещенного ароматического соединения. Извлеченный водород благоприятно удовлетворяет промышленным стандартам чистоты, имея чистоту выше примерно 99%. Дополнительным преимуществом данного изобретения является то, что извлечение водорода, используя турбодетандер, производит энергию для работы стадий дегидрирования и алкилирования или для других операций или последующих процессов.
Фиг.1 показывает схему процесса по данному изобретению, изображенную для случая получения этилбензола с использованием в качестве сырья бензола и этана. Подробное описание фиг.1 представлено здесь далее.
Фиг.2 показывает схему процесса по данному изобретению, который представлен на фиг.1, за исключением того, что сепаратор 31 заменен колонной разделения 107, конденсатором дистиллата 119 и рефлюксной емкостью 109, узлом, предназначенным для повышения концентрации алкена в питании реактора алкилирования. Подробное описание фиг.2 представлено здесь далее.
Новый процесс по данному изобретению представляет собой интегрированный процесс получения С2-5-алкенилзамещенного ароматического соединения с использованием в качестве сырья С2-5-алкана и С6-12-ароматического соединения. В качестве побочного продукта данного процесса получают практически химически чистый водород, и энергию данного процесса отбирают для использования в рабочих аппаратах процесса или в других последующих операциях. Уникальный процесс по данному изобретению включает:
(а) взаимодействие С2-5-алкана и С2-5-алкилзамещенного ароматического соединения в реакторе дегидрирования в присутствии катализатора дегидрирования в условиях процесса, достаточных для получения выходного потока дегидрирования, включающего С2-5-алкенилзамещенное ароматическое соединение, С2-5-алкилзамещенное ароматическое соединение, С2-5-алкан, С2-5-алкен и водород;
(b) разделение выходного потока дегидрирования в условиях, достаточных для получения практически неароматического газового потока, включающего С2-5-алкан, C2-5-алкен и водород, и ароматического потока, включающего С2-5-алкенилзамещенное ароматическое соединение и С2-5-алкилзамещенное ароматическое соединение, причем общее извлечение ароматических соединений составляет более чем примерно 90%;
(c) подачу практически неароматического газового потока, включающего С2-5-алкан, С2-5-алкен и водород, в реактор алкилирования, в котором поток взаимодействует с С6-12-ароматическим соединением в присутствии катализатора алкилирования в условиях процесса, достаточных для получения выходного потока алкилирования, включающего С2-5-алкилзамещенное ароматическое соединение и необязательно поли(С2-5-алкилзамещенные) ароматические соединения и, необязательно, непрореагировавшее С6-12-ароматическое соединение, и газового потока, включающего водород и С2-5-алкан;
(d) разделение выходного потока алкилирования при условиях, достаточных для извлечения фракции С2-5-алкилзамещенного ароматического соединения, и, необязательно, фракции поли(С2-5-алкилзамещенных) ароматических соединений, и, необязательно, фракции С6-12-ароматического соединения;
(e) рециркуляцию С2-5-алкилзамещенного ароматического соединения, выделенного на стадиях (b) и (d) в реактор дегидрирования стадии (а);
(f) разделение газового потока, включающего С2-5-алкан и водород, полученного из реактора алкилирования стадии (с), в условиях, достаточных для получения практически чистого потока водорода и практически чистого потока С2-5-алкана; и
(g) рециркуляцию С2-5-алкана со стадии (f) в реактор дегидрирования стадии (а).
В другом аспекте данного изобретения, необязательно, -поли(С2-5-алкилзамещенные) ароматические соединения, извлеченные из выходного потока алкилирования, могут быть поданы в трансалкилатор, где они могут быть трансалкилированы с С6-12-ароматическим соединением в присутствии катализатора трансалкилирования при условиях, достаточных для получения дополнительного количества С2-5-алкилзамещенного ароматического соединения. После этого С2-5-алкилзамещенное ароматическое соединение, полученное в трансалкилаторе, может быть подано в рецикл в реактор дегидрирования для дегидрирования в С2-5-алкенилзамещенное ароматическое соединение.
В еще одном аспекте данного изобретения водород, извлеченный из процесса, может подаваться через турбодетандер для того, чтобы извлечь энергию для работы стадий дегидрирования и алкилирования или для других операций или последующих процессов. Товарный водород, выведенный из общего процесса, соответствует требованиям к чистоте на технический продукт.
В предпочтительном аспекте данного изобретения С2-5-алкан выбирают из группы, состоящей из этана, пропана и бутанов. В другом предпочтительном аспекте данного изобретения С6-12-ароматическое соединение представляет собой бензол. В еще одном предпочтительном аспекте данного изобретения C2-5-алкенилзамещенное ароматическое соединение выбирают из стирола, α-метилстирола, винилтолуола и дивинилбензола.
В особо предпочтительном аспекте данного изобретения C2-5-алкан представляет этан, С6-12-ароматическое соединение представляет бензол, и С2-5-алкенилзамещенное ароматическое соединение представляет стирол. В предпочтительном аспекте процесс включает:
(a) взаимодействие этана и этилбензола в реакторе дегидрирования в присутствии катализатора дегидрирования в условиях процесса, достаточных для получения выходного потока дегидрирования, включающего стирол, этилбензол, этан, этилен и водород;
(b) разделение выходного потока дегидрирования в условиях, достаточных для получения практически неароматического газового потока, включающего этан, этилен и водород, и ароматического потока, включающего стирол и этилбензол, причем общее извлечение ароматических соединений составляет более чем примерно 90 мас. %;
(c) подачу практически неароматического газового потока, включающего этан, этилен и водород, в реактор алкилирования, в котором поток взаимодействует с бензолом в присутствии катализатора алкилирования в условиях процесса, достаточных для получения выходного потока алкилирования, включающего этилбензол, необязательно, поли(этил)бензол(ы) и, необязательно, непрореагировавший бензол, и газового потока, включающего водород и этан;
(d) разделение выходного потока алкилирования при условиях, достаточных для извлечения фракции этилбензола, необязательно, фракции поли(этил)бензола (ов), и, необязательно, фракции бензола;
(e) рециркуляцию фракции этилбензола, извлеченной на стадиях (b) и (d), в реактор дегидрирования стадии (а);
(f) разделение газового потока, включающего этан и водород, полученного из реактора алкилирования стадии (с), в условиях, достаточных для получения практически чистого потока водорода и практически чистого потока этана; и
(g) рециркуляцию этана со стадии (f) в реактор дегидрирования стадии (а).
Более предпочтительный способ, описанный здесь выше, для получения стирола из бензола и этана проиллюстрирован на фиг.1. Со ссылкой на фиг.1, этан подается из линии питания этана 1 вместе с рецикловым этаном из линии рециклового этана 3, а этилбензол подается из линии питания этилбензолом 5 с объединением этих потоков в линию питания реактора дегидрирования 7, которое вводят в реактор дегидрирования 9. Катализатор дегидрирования (не показан) в реакторе дегидрирования 9 через выходную линию 13 подают на циркуляцию в регенератор катализатора 11, где катализатор, который по меньшей мере частично дезактивирован, регенерируется и затем возвращается в реактор дегидрирования 9 через линию подачи катализатора 15. Регенерацию катализатора осуществляют путем нагрева катализатора с помощью топлива и воздуха, которые подают в регенератор 11 по топливной линии 17 и воздушной линии 19, с выходом газов сгорания из регенератора катализатора 11 через линию топочных газов 21. Выходной поток дегидрирования выходит из реактора дегидрирования 9 по линии продукта дегидрирования 23 и подается в первый узел разделения 25, включающий, например, первый сепаратор 27, компрессор 29 и второй сепаратор 31, для получения выходного ароматического потока, который выходит с низа первого сепаратора 27 через линию ароматического продукта 33, и потока с пониженным содержанием ароматических соединений с верха первого сепаратора 27 через линию потока с пониженным содержанием ароматических соединений 34, который подают в штуцер низкого давления компрессора 29. Поток с пониженным содержанием ароматических соединений под более высоким давлением выходит из компрессора 29 по линии высокого давления 36 во второй сепаратор 31, из которого практически неароматический верхний газовый поток отбирают по линии практически неароматического верхнего газового потока 35. Последовательность сепаратор/компрессор может быть повторена один или несколько раз для того, чтобы достичь желаемой степени извлечения ароматических соединений через рецикловые линии (не показаны) или, альтернативно, путем добавления одного или нескольких подобных сепараторов и компрессоров. Извлеченные ароматические соединения из линии ароматического продукта 33 и кубового потока второго сепаратора 31 из кубовой линии второго сепаратора 38, содержащие непрореагировавший бензол, этилбензол и стирол, разделяют в трехколонной цепочке дистилляционных колонн 37 для получения фракции, содержащей бензол, из бензольной колонны 39 по линии бензола 41, этилбензола из этилбензольной колонны 43 и стирола из стирольной колонны 45 по линии продуктового стирола 46. Кубовый поток бензольной колонны 39 отбирают по линии кубового продукта бензольной - колонны 42 на питание этилбензольной колонны 43. Кубовый поток этилбензольной колонны отбирают по линии кубового продукта этилбензольной колонны 44 на питание стирольной колонны 45. Кубовый продукт стирольной колонны представляет собой смолы, которые подают в топливную линию или на захоронение отходов (не показаны) через линию смолы 47. Этилбензольную фракцию рециркулируют в линию питания этилбензолом 5 и затем в реактор дегидрирования 9 по линии питания реактора дегидрирования 7. Полученный практически неароматический поток из линии практически неароматического верхнего газового потока 35, содержащий непрореагировавший этан, этилен и водород, из второго сепаратора 31 подают по линии практически неароматического верхнего газового потока 35, соединяют с бензолом из линии рециклового бензола 49 в линии питания реактора алкилирования 51 и затем подают в реактор алкилирования 53. Кубовый продукт из реактора алкилирования 53 подают по линии кубового продукта алкилирования 55 в узел разделения 57, например, цепочку трех дистилляционных колонн 58, в которой фракцию практически чистого бензола получают в виде верхнего продукта второй бензольной колонны 59, фракцию практически чистого этилбензола получают в виде верхнего продукта второй этилбензольной колонны 61, полиэтилбензолы получают в виде верхнего продукта колонны полиэтилбензола 63, и остаточный поток смол получают как кубовый продукт колонны полиэтилбензола 63. Бензольную фракцию возвращают в рецикл в линию рецикла бензола 49 и подают на питание реактора алкилирования 53. Кубовый поток из второй бензольной колонны 59 подают на питание второй этилбензольной колонны 61 по линии кубового продукта второй бензольной колонны 65. Этилбензольную фракцию, отобранную с верха второй этилбензольной колонны 61 по линии верхнего продукта второй этилбензольной колонны 67, возвращают в рецикл в линию питания этилбензолом 5 и подают на питание реактора дегидрирования 9. Кубовый поток из второй этилбензольной колонны 61 по линии кубового потока второй этилбензольной колонны 68 подают в колонну полиэтилбензола 63, из которой получают верхнюю фракцию полиэтилбензола по верхней линии 69 полиэтилбензольной колонны, и получают по линии куба колонны полиэтилбензола 70 кубовую (смоляную) фракцию. Полиэтилбензольная фракция может быть подана в рецикл по линии полиэтилбензола 69 и линии питания трансалкилатора 81 в реактор трансалкилирования 71 для реакции с бензолом, полученным, например, при разделении выходного потока реактора алкилирования 53, отобранного с верха по линии 73 и разделенного в газовом сепараторе 75, в который подают также свежий бензол по линии питания свежим бензолом 77, из газового сепаратора 75 получают верхний газообразный поток водорода и этана 85 и жидкий нижний бензольный поток 79. Жидкий бензол по жидкостной линии газового сепаратора 79 вместе с полиэтилбензолом по линии питания реактора трансалкилирования 81 подают в реактор трансалкилирования 71 для образования дополнительного количества этилбензола, который также поступает в линию верхнего продукта трансалкилатора 83 и разделяется в трехколонной цепочке дистилляционных колонн 58, рассмотренной здесь выше. Извлеченный этилбензол в конечном итоге подают в реактор дегидрирования 9. Верхний газовый продуктовый поток из реактора алкилирования 53 может быть подвергнут процессу стриппинга для удаления любых ароматических соединений в газовый сепаратор 75, и полученный газовый поток, содержащий этан и водород, направляют по линии 85 верхнего газового продукта газового сепаратора в криогенный холодильник 87 и второй узел разделения 89, включающий, например, сепаратор 91, турбодетандер 93 и дополнительный сепаратор 95. Поток практически чистого этана, полученный из сепараторов, отбирают через линии куба 97 и линию куба дополнительного сепаратора 99, соответственно, и возвращают в рецикл по линии питания рецикловым этаном 3 в реактор дегидрирования 9. Поток практически чистого водорода, который может быть, необязательно, сжат в компрессоре 101, получают вверху по линии 103 верхнего продукта дополнительного сепаратора и линии товарного водорода 105 для продажи или использования в процессе или в другой установке по месту.
Вариант вышеописанного процесса показан на фиг.2, на которой основные операции идентичны таковым на фиг.1, за тем исключением, что после узла сепаратор 27/компрессор 29 добавлены узел разделения алкана/алкена, такой как дистилляционная колонна 107, верхний охлаждаемый в холодильном цикле конденсатор 119 и, необязательно, конденсаторная ловушка или рефлюксная емкость 109. Узел разделения алкана/алкена предусмотрен для того, чтобы обогатить газовое питание реактора алкилирования 53 алкеном, которым в данном примере является этилен.
Ароматическое соединение, которое подают на питание реактора алкилирования 53 в процессе по изобретению, представляет собой любое С6-12-ароматическое соединение, которое способно алкилироваться в С6-12-алкилзамещеннное ароматическое соединение. Предпочтительно, С6-12-ароматическое соединение представляет собой незамещенный или замещенный бензол. Более предпочтительно, С6-12-ароматическое соединение представлено следующей формулой:
в которой n представляет целое число от 0 до 3, и каждый R1 независимо выбирают из группы, состоящей из водорода и C1-5-алкильной группы, более предпочтительно, из метильной, этильной и пропильной групп, причем остальные 6-n связей заняты водородом. Нелимитирующие примеры С6-12-ароматических соединений, которые удовлетворяют вышеприведенной формуле, включают бензол, толуол, ксилолы, этилбензол, этилтолуол, диэтилбензол, изопропилбензол и трет-бутилбензол. Наиболее предпочтительно C6-12-ароматическое соединение представляет собой бензол.
Алкан, который подают на питание реактора дегидрирования, представляет собой любой алкан, который способен дегидрироваться в соответствующий С2-5-алкен. Примеры подходящих С2-5-алканов включают этан, пропан, н-бутан, изобутан, и различные изомеры пентана. Более предпочтительно, С2-5-алкан представляет собой этан или пропан, и соответствующим С2-5-алкеном является этилен или пропилен.
Реакция С2-5-алкена с С6-12-ароматическим соединением в реакторе алкилирования дает в результате С2-5-алкилзамещенное ароматическое соединение, которое предпочтительно представлено формулой:
в которой n представляет целое число от 0 до 3; каждый R1 независимо выбирают из группы, состоящей из водорода и C1-5-алкильной группы, и R2 представляет С2-5-алкильные группы, причем остальные 5-n связей заняты водородом. Более предпочтительно, С2-5-алкилзамещенные ароматические соединения вышеприведенной формулы, включают этилбензол, этилтолуол, изопропилбензол, диэтилбензол, и ди(изопропил)бензол. Во время стадии дегидрирования R2 трансформируется из С2-5-алкильной группы в C2-5-алкенильную группу. Более предпочтительные С2-5-алкенилзамещенные ароматические продукты включают стирол, α-метилстирол, винилтолуол и дивинилбензол.
Согласно фиг.1, на первой стадии C2-5-алкилзамещенное ароматическое соединение и С2-5-алкан подают по линии питания реактора дегидрирования 7 в реактор дегидрирования 9, где реагенты взаимодействуют с катализатором дегидрирования. Реактор дегидрирования 9 может иметь любую обычную конструкцию, включая, например, конструкции с неподвижным слоем, псевдоожиженным слоем и движущимся слоем, при условии что одновременно происходит дегидрирование до желаемых продуктов С2-5-алкена и С2-5-алкенилзамещенного ароматического соединения. На стадии дегидрирования может быть применен любой дегидрирующий катализатор при условии, что катализатор способен дегидрировать С2-5-алкан до соответствующего С2-5-алкена и одновременно дегидрировать С2-5-алкилзамещенное ароматическое соединение до соответствующего С2-5-алкенилзамещенного ароматического соединения. Подобным образом могут быть использованы любые условия процесса, включая, например, температуру, давление, объемную скорость и мольное отношение С2-5-алкилзамещенного ароматического соединения к С2-5-алкану (например, мольное отношение этилбензола к этану), при условии, что образуются желаемые С2-5-алкенилзамещенное ароматическое соединение и С2-5-алкен.
Предпочтительный реактор дегидрирования, предпочтительные катализаторы дегидрирования и предпочтительные условия процесса описаны в ЕР-А2-0905112, EP-B1-0637578 и патенте США №5430211. Как описано в этих источниках, реакцию дегидрирования проводят в газовой фазе в каталитическом реакторе с неподвижным слоем или с псевдоожиженным слоем, причем реакторы с псевдоожиженным слоем являются предпочтительными благодаря своим технологическим преимуществам, которые известны специалистам. Один предпочтительный катализатор для реакции дегидрирования имеет в основе галлий и платину, нанесенные на окись алюминия в дельта или тета фазе, или в смеси дельта и тета фаз, или тета и альфа фаз, или дельта плюс тета плюс альфа фаз, модифицированную двуокисью кремния и имеющую площадь поверхности предпочтительно менее 100 м2/г, определенную известным специалистам методом БЭТ. Более предпочтительно, катализатор включает:
(i) от 0,1 до 34 мас.%, наиболее предпочтительно от 0,2 до 3,8 мас.% оксида галлия (Ga2O3);
(ii) от 1 до 99 частей на миллион (ч/млн), наиболее предпочтительно от 3 до 80 ч/млн по массе платины;
(iii) от 0,05 до 5 мас.%, наиболее предпочтительно от 0,1 до 3 мас.% оксида щелочного и/или щелочноземельного металла, например оксида калия;
(iv) от 0,08 до 3 мас.% двуокиси кремния;
(v) остальное до 100% окиси алюминия.
Другой предпочтительный катализатор для реакции дегидрирования имеет в основе хром и включает:
(i) от 6 до 30 мас.%, предпочтительно от 13 до 25 мас.% оксида хрома (Cr2O3);
(ii) от 0,1 до 3,5 мас.%, наиболее предпочтительно от 0,2 до 2,8 мас.% оксида олова (SnO);
(iii) от 0,4 до 3 мас.%, наиболее предпочтительно от 0,5 до 2,5 мас.% оксида щелочного металла, например оксида калия;
(iv) от 0,08 до 3 мас.% двуокиси кремния;
(v) до 100% по балансу окиси алюминия в дельта или тета фазе, или в смеси дельта плюс тета фаз, или тета плюс альфа фаз, или дельта плюс тета плюс альфа фаз.
Упомянутые выше катализаторы могут использоваться как таковые или разбавленные инертным материалом, например альфа- окисью алюминия, возможно, модифицированной оксидами щелочных металлов и/или двуокисью кремния, при концентрации инертного продукта между 0 и 50 мас.%.
Подробности о приготовлении вышеупомянутых катализаторов и их более предпочтительных разновидностей можно найти в ЕР-А2-0905112 и ЕР-В1-0637578. Обычно способ приготовления вышеупомянутых дегидрирующих катализаторов включает диспергирование предшественников каталитических металлов, например, растворов растворимых солей каталитических металлов, на носитель, состоящий из окиси алюминия или двуокиси кремния. Пример диспергирования может включать пропитку носителя одним раствором или несколькими растворами, содержащими предшественники галлия и платины, или одним раствором или несколькими растворами, содержащими предшественники хрома и олова, с последующими сушкой и обжигом. Альтернативный способ включает ионную адсорбцию, за которой следуют отделение жидкой части адсорбционного раствора, сушка и активация полученного в результате твердого вещества. В качестве другой альтернативы, носитель может быть обработан летучими соединениями нужных металлов. В случае добавления щелочных или щелочноземельных металлов процедура ввода включает совместную пропитку щелочным или щелочноземельным металлом с основными каталитическими металлами (т.е. Ga и Pt, или Cr и Sn), или, альтернативно, ввод щелочного или щелочноземельного металла на носитель до диспергирования основных каталитических металлов, и вслед за тем, возможный обжиг твердого вещества.
Другие подходящие катализаторы дегидрирования, имеющие в основе оксид железа, описаны в Japanese Kokai JP 7-328439 и более предпочтительно описаны в международной патентной заявке РСТ/ЕР 00/08196, поданной Snamprogetti 19 сентября 2000 на имя Rodolfo Jezzi и Domenico Sanfilippo как изобретателей. В описании патентной заявки РСТ/ЕР 00/08196 катализатор из оксида железа включает:
(i) от 1 до 60 мас.%, предпочтительно от 1 до 20 мас.% оксида железа;
(ii) от 0,1 до 20 мас.%, предпочтительно от 0,5 до 10 мас.% по меньшей мере одного оксида щелочного или щелочноземельного металла, более предпочтительно оксида калия;
(iii) от 0 до 15 мас.%, предпочтительно от 0,1 до 7 мас.% по меньшей мере одного оксида редкоземельного металла, предпочтительно выбранного из группы, состоящей из оксида церия, оксида лантана, оксида празеодима и их смесей;
(iv) дополнением до 100% является носитель, состоящий из микросферической окиси алюминия с диаметром, выбранным из диаметров дельта или тета фазы, или смеси тета и альфа фаз, или смеси дельта плюс тета плюс альфа фаз, модифицированной предпочтительно двуокисью кремния в количестве от примерно 0,08 до примерно 5,0 мас.%
Носитель в предпочтительном катализаторе из оксида железа более предпочтительно имеет такие средний диаметр частиц и плотность частицы, что конечный продукт может быть отнесен к группе А по Geldart'y (Gas Fluidization Technology, D. Geldart, John Wiley & Sons) и имеет площадь поверхности менее чем примерно 150 м2/г по замеру известным специалистам методом БЭТ.
Процесс приготовления вышеописанного железно-оксидного катализатора обычно может быть осуществлен посредством следующих стадий: (1) приготовления раствора на основе производных компонентов катализатора; (2) диспергирования раствора (растворов), содержащего оксиды щелочных или щелочноземельных металлов и оксиды редкоземельных металлов, на носитель, путем, например, пропитки, ионного обмена, осаждения из паров или поверхностной адсорбции; (3) сушки полученных твердых веществ при температуре от 100°С до 150°С; (4) необязательно, обжига высушенных твердых веществ при температуре меньше чем примерно 900°С; (5) диспергирования раствора, содержащего предшественник железа и, необязательно, дополнительный раствор (растворы), содержащий предшественники оксидов щелочных или щелочноземельных металлов и оксидов редкоземельных металлов; (6) сушки полученных твердых веществ при температуре от 100 до 150°С; и (7) обжига высушенных твердых веществ при температуре в интервале от 500 до 900°С. Приводя конкретный пример, микросферическая окись алюминия - псевдобогемит, к которой добавлена двуокись кремния (около 1,2 мас.%), может быть приготовлена в качестве носителя, имеющего диаметр частиц в интервале от 5 до 300 микрон, путем распылительной сушки золя гидратированной окиси алюминия и двуокиси кремния марки Ludox™. Образец может быть обожжен в токе сухого воздуха при температуре около 450°С в течение примерно 1 часа и затем при примерно 1190°С в течение примерно 4 часов. Полученный продукт, состоящий из дельта, тета и альфа переходной окиси алюминия имеет площадь поверхности около 34 м2/г и пористость около 0,22 см3/г. Приготовленная таким образом микросферическая окись алюминия может быть пропитана с использованием известной специалистам методики "начальной влажности" водным раствором, содержащим нитрат калия в деионизированной воде, поддерживаемым при температуре около 25°С. Пропитанный продукт может быть высушен при примерно 80°С и затем обожжен в токе сухого воздуха при примерно 650°С в течение примерно 4 часов. Окись алюминия, модифицированная оксидом калия, может быть пропитана вторым водным раствором, содержащим нитрат трехвалентного железа и нитрат калия, затем высушена при примерно 120°С в течение примерно 4 часов. Пропитанный продукт может быть высушен при примерно 120°С в течение 12 часов и наконец обожжен при примерно 700°С в течение примерно 4 часов для получения нанесенного на носитель железно-оксидного катализатора. Исходя из молярности растворов и количества осажденных растворов, может быть получена композиция с подходящим массовым составом около 6,6% Fe2О3, около 4% К2O и до 100% носителя.
Другой предпочтительный катализатор дегидрирования состоит, в основном, из морденитного цеолита, необязательно промотированного металлом, выбранным из галлия, цинка, металлов платиновой группы или их сочетания, как описано в патенте США №5430211. Морденит предпочтительно экстрагируют кислотой и затем вводят пропиткой или ионообменом один или несколько металлов, выбранных из галлия, цинка, и металлов платиновой группы, более предпочтительно, платину. В таком катализаторе общая загрузка металлов обычно находится в интервале от 0,1 до 20 мас.% в расчете на общую массу катализатора.
Условия процесса дегидрирования, включающие мольное соотношение компонентов сырья, температуру, давление и часовую объемную скорость газа, могут меняться в зависимости от конкретного С2-5-алкана и С2-5-алкилзамещенного ароматического сырья. Для того, чтобы получить хорошее равновесие между процессами дегидрирования и алкилирования, предпочтительно вести дегидрирование при мольном отношении C2-5-алкилзамещенного ароматического соединения, например этилбензола, к С2-5-алкану, например этану (рассчитанное на сумму C2-5-алкана как в свежем питании, так и в любом рецикловом питании) в интервале от 0,01:1 до 1:1. Дегидрирование ведут при температуре обычно выше чем примерно 450°С и предпочтительно выше чем примерно 530°С. Процесс дегидрирования ведут при температуре обычно ниже чем примерно 700°С и предпочтительно меньше чем примерно 680°С. Давление в реакторе дегидрирования обычно больше чем примерно 0,1 абс.атм (1,47 psia, 10 кПа) и предпочтительно больше чем примерно 0,3 абс.атм (4,4 psia, 30 кПа). Давление обычно меньше чем примерно 3,0 абс.атм (44,1 psia, 300 кПа) и предпочтительно меньше чем примерно 1,5 абс.атм (22,1 psia, 150 кПа). Расход реагентов, выраженный как часовой объемный расход питания реактора дегидрирования на литр катализатора (часовая объемная скорость газа) обычно больше чем примерно 100 ч-1 и обычно меньше чем примерно 10000 ч-1.
При реакторе дегидрирования с псевдоожиженным слоем для предпочтительного дегидрирования этана и этилбензола предпочтительно работать при температуре в интервале от 450 до 650°С, при давлении вблизи атмосферного или немного более высоком, и при объемной скорости между примерно 100 ч-1 и примерно 1000 ч-1, более предпочтительно между примерно 150 ч-1 и примерно 300 ч-1, при времени пребывания катализатора в зоне псевдоожижения, обычно меняющемся от 5 до 15 минут, предпочтительно от 10 до 15 минут, и в зоне десорбции, где отгоняются углеводороды, от 0,2 до 10 минут. Дополнительные подробности можно найти в предшествующих публикациях, например в ЕР-А2-0905112 и ЕР-В1-0637578.
Во время реакции дегидрирования предпочтительно непрерывно выводить каталитическую систему (катализатор плюс инертный материал) из реактора в регенератор для регенерации в присутствии регенерирующего газа, включающего кислород и, необязательно, газообразное топливо, например метан, этан, топливный газ нефтеперерабатывающего завода и смеси этих газов и/или других газообразных углеводородов. Приемлемы любые условия регенерации, которые эффективно регенерируют катализатор. В общем случае кислород применяют в избытке над стехиометрическим соотношением, требуемым для полного сгорания газообразного топлива до двуокиси углерода. Обычно применяют избыток кислорода от 5 до 15 мол.% и предпочтительно примерно 10 мол.%. Предпочтительно также работать под давлением, которое является атмосферным или немного большим чем атмосферное при объемной часовой скорости регенерационного газа в интервале от 100 до 1000 ч-1 и при времени пребывания частиц катализатора, варьирующемся от 5 до 60 минут и предпочтительно от 20 до 40 минут. Температура регенерации обычно находится между примерно 600°С и примерно 700°С и предпочтительно между примерно 620°С и примерно 680°С. Дополнительные подробности, касающиеся транспортировки катализатора в регенератор и из регенератора и необязательной обработки катализатора, такой как восстановление, дополнительно описаны в ЕР-А2-0905112.
Выходной поток из реактора дегидрирования, включающий C2-5-алкенилзамещенное ароматическое соединение, С2-5-алкен, водород и непревращенные С2-5-алкилзамещенное ароматическое соединение и C2-5-алкан, подают в первый сепаратор, в котором поток охлаждают, чтобы получить неочищенный ароматический выходной поток, включающий С2-5-алкенилзамещенное ароматическое соединение и непревращенное С2-5-алкилзамещенное ароматическое соединение, и газовый поток, включающий С2-5-алкан, C2-5-алкен, водород и остаточные ароматические соединения. Температура охлаждения и давление могут быть подобраны специалистом в зависимости от конкретно вовлеченных ароматических и неароматических компонентов. Что касается питания стиролом, этилбензолом, этаном и этиленом, температуру обычно снижают до менее чем примерно 50°С и предпочтительно до менее чем примерно 48°С любым подходящим способом охлаждения, например в теплообменнике перекрестного тока. Обычно для данного конкретного питания поддерживают температуру выше чем примерно 30°С и предпочтительно выше чем примерно 38°С. Давление в сепараторе обычно поддерживают выше чем примерно 0,5 psig (3,5 кПа) и предпочтительно выше чем примерно 1 psig (6,9 кПа). Обычно поддерживают давление ниже чем примерно 50 psig (350 кПа) и более предпочтительно ниже чем примерно 10 psig (70 кПа). Разделение спроектировано так, чтобы дать в результате ароматический поток, включающий преимущественно С2-5-алкенилзамещенное ароматическое соединение и непревращенное С2-5-алкилзамещенное ароматическое соединение, например преимущественно стирол и непревращенный этилбензол, и паровой поток, включающий водород, С2-5-алкен, такой как этилен, и С2-5-алкан, такой как этан, а также меньшие количества других алканов, таких как метан, и несконденсировавшиеся ароматические соединения.
Паровой поток из первого сепаратора подают затем в компрессор, где его сжимают, обычно в несколько ступеней с промежуточной конденсацией ароматических продуктов. Давление компрессии опять-таки будет зависеть от конкретных вовлеченных ароматических и неароматических соединений. В случае потока, включающего этилен, этан, стирол и этилбензол, обычно применяют потоки, сжатые до давления выше чем примерно 300 psig (2069 кПа) и предпочтительно до давления выше, чем примерно 350 psig (2413 кПа). Обычно давление ниже чем примерно 600 psig (4137 кПа) и предпочтительно ниже чем примерно 550 psig (3792 кПа). Сжатый паровой поток охлаждают до температуры ниже чем примерно 20°С и предпочтительно ниже чем примерно 10°С, но обычно выше чем примерно 0°С и предпочтительно выше чем примерно 5°С. Охлажденный и сжатый паровой поток подают во второй сепаратор, в котором извлекают второй сырой ароматический поток, также включающий преимущественно С2-5-алкенилзамещенное ароматическое соединение, например стирол, и непревращенное С2-5-алкилзамещенное ароматическое соединение, например этилбензол. Операции компрессии и охлаждения могут быть повторены один или несколько раз до тех пор, пока не будет достигнут желаемый выход ароматических соединений.
Ароматические соединения, извлеченные во вторичном и любом последующем сепараторе (сепараторах), объединяют с первым ароматическим потоком, полученным из первого сепаратора, и объединенный "сырой" ароматический поток направляют в узел разделения/очистки для извлечения практически чистой фракции С2-5-алкенилзамещенного продукта, такого как стирол, и практически чистой фракции непрореагировавшего С2-5-алкилзамещенного ароматического соединения, такого как этилбензол. Могут быть применены любые известные специалистам обычные способы разделения/очистки, включая фракционную дистилляцию, кристаллизацию, и т.п. По отношению к получению стирола, предпочтительно применяют цепочку дистилляционных колонн, в которой бензол и толуол извлекают в первой, или бензольной, колонне, этилбензол извлекают во второй, или этилбензольной, колонне, а практически чистый стирол извлекают в третьей, или стирольной, колонне. Извлеченный бензол может быть рециркулирован в реактор алкилирования, описанный здесь далее. Извлеченное C2-5-алкилзамещенное ароматическое соединение, например этилбензол, может быть рециркулировано в реактор дегидрирования. Извлеченный продуктовый стирол направляют на дальнейшую переработку или на хранение. Общее извлечение ароматических соединений в процессе по данному изобретению обычно выше чем примерно 90 мас.%, предпочтительно выше чем примерно 95 мас.%, и более предпочтительно выше чем примерно 99 мас.% в расчете на общую массу ароматического сырья в реакторе алкилирования.
Обычно паровой поток, выделяющийся из последнего узла разделения под высоким давлением, содержит более чем примерно 1 мол.% алкена, предпочтительно более чем примерно 3 мол.% алкена. Обычно паровой поток высокого давления содержит менее чем примерно 40 мол.% алкена, предпочтительно менее чем примерно 20 мол.% алкена. Соответственно, паровой поток высокого давления можно называть "разбавленным алкеновым потоком" или, подобно, "разбавленным олефиновым потоком". Обычно разбавленный алкеновый поток содержит более чем примерно 5 мол.% водорода, предпочтительно более чем примерно 10 мол.% водорода. Обычно разбавленный алкеновый поток содержит менее чем примерно 60 мол.% водорода, предпочтительно менее чем примерно 40 мол.% водорода. Обычно разбавленный алкеновый поток содержит более чем примерно 0,01 мол.% метана, предпочтительно более чем примерно 0,05 мол.% метана. Обычно разбавленный алкеновый поток содержит менее чем примерно 5 мол.% метана, предпочтительно менее чем примерно 1 мол.% метана. Метан образуется главным образом в реакторе дегидрирования, но может также присутствовать в малых концентрациях (части на миллион) в алкановом сырье. Остальную часть потока составляет С2-5-алкан. Обычно концентрация С2-5-алкана больше чем примерно 20 мол.%, предпочтительно больше чем примерно 40 мол.%. Обычно концентрация С2-5-алкана меньше чем примерно 95 мол.%, предпочтительно меньше чем примерно 85 мол.%.
Фиг.2 аналогична фиг.1 во всех отношениях за исключением того, что относится к обработке разбавленного потока алкена в алкане, полученного при разделении выходного потока дегидрирования. На фиг.2 выходной поток дегидрирования из линии выходного потока дегидрирования 23 может быть разделен, как отмечалось выше, путем охлаждения-компрессии в узле разделения 25 (и повторений этого) для получения сырого ароматического потока из куба первого сепаратора 27 по линии ароматического продукта 33 и газовый поток, включающий в основном С2-5-алкен и водород, разбавленные С2-5-алканом, из линии высокого давления 36. После этого в данном альтернативном осуществлении разбавленный алкеновый поток из линии высокого давления 36 может быть подан на питание в разделитель алкена/алкана на нечеткие фракции, включающий, например, дистилляционную колонну 107, оборудованную дистиллятным конденсатором 119, охлаждаемым в холодильном цикле, и, необязательно, рефлюксную емкость или конденсаторную ловушку 109, на линии дистиллята 113, для получения из линии 35 практически неароматического дистиллятного газа потока дистиллята, который обогащен алкеном. Таким образом может быть повышена концентрация алкена в реакторе алкилирования. Кубовый продукт из колонны разделения алкена/алкана 107 включает газовый поток, обогащенный алканом, который может быть возвращен из кубовой линии 111 колонны разделения алкена/алкана в реактор дегидрирования по линии рециклового питания этана 3.
Схема узла разделения алкена/алкана (107, 119, 109) может меняться специалистом исходя из знания того, какие конкретно алкан и алкен должны делиться и экономики различных способов охлаждения. Теоретически, разделение должно быть почти полным с получением потоков практически чистого алкана и алкена (>90 мол.%). На практике стоимость получения достаточно чистых потоков алкана и алкена может быть слишком высока. Тем не менее, можно добиться экономичного разделения для получения обогащенных потоков алкана и алкена. Для разделения этана и этилена экономичным является охлаждение пропиленом, которое обеспечивает температуру между -20 и -35°С, но могут быть также применены источники холода с более низкими температурами. При использовании разделительной колонны и пропиленового охлаждения могут быть достигнуты концентрации этилена в практически неароматическом газовом потоке выше чем примерно 10 мол.% и предпочтительно выше чем примерно 20 мол.%. При таких условиях обычно концентрация этилена в практически неароматическом газовом потоке составляет менее чем примерно 70 мол.%
Олефиновый поток, полученный из последнего из сепараторов или из колонны разделения алкена/алкана по линии практически неароматического дистиллятного газа 35, содержащий теперь C2-5-алкен, С2-5-алкан, водород и, необязательно, другие алканы, такие как метан, подают из линии практически неароматического дистиллятного газа 35 по линии подачи сырья алкилирования 51 в реактор алкилирования 53. Рецикловый поток С6-12-ароматического соединения может быть также подан из линии рециклового бензола 49 в линию подачи сырья алкилирования 51. Свежее С6-12-ароматическое соединение, такое как бензол, может быть подано в реактор алкилирования, например, по линиям питания ароматическим соединением 77 в жидкостную линию 79 газового сепаратора и в линию питания алкилатора 78. При получении стирола, например бензол нефтепереработки, имеющий чистоту более чем примерно 95 мас.% бензола, подают в реактор алкилирования 53 с потоком этилена. В способе по данному изобретению может быть применен любой реактор алкилирования, включая реакторы с неподвижным слоем, с псевдоожиженным слоем, с движущимся слоем, монолитные реакторы и реактор каталитической дистилляции, при условии, что достигается алкилирование в целевое С2-5-алкилзамещенное ароматическое соединение. Подобным образом может быть использован любой катализатор алкилирования и могут быть использованы любые условия процесса алкилирования, включая, например, любое мольное соотношение С6-12-ароматического соединения к С2-5-алкену, температуру, давление и объемную скорость, при условии, что образуется целевое С2-5-алкилзамещенное ароматическое соединение.
В одном предпочтительном варианте работы реактор алкилирования 53 включает реактор каталитической дистилляции, работающий в режиме смешанной газожидкостной фазы, например, как описано в патенте США №5476978 и WO 98/09929. В реакторе каталитической дистилляции реагирующие и продуктовые компоненты каталитического процесса, в данном примере процесса алкилирования, одновременно разделяются дистилляцией при использовании каталитического реактора и самого катализатора как дистилляционной колонны. Предпочтительные катализаторы алкилирования включают природные и синтетические пористые кристаллические твердые вещества, пригодные для процессов алкилирования в смешанной фазе, такие как кислотные цеолиты с общими структурными кодами MWW, FAU, BEA, LTL, MAZ, LTA, MOR, ESV, OFF, более конкретно цеолиты Y, бета, морденит, омега. А, Х и L; а также кристаллические пористые твердые вещества МСМ-22, МСМ-36, МСМ-49, МСМ-56 и ERS-10. Предпочтительно катализатор алкилирования выбирают из МСМ-22 и цеолитов бета, Y и морденита, еще более предпочтительно из цеолита бета. Предпочтительно атомное отношение кремния к алюминию в цеолите лежит в интервале между 5:1 и 200:1.
В другом предпочтительном варианте процесса реактор алкилирования 53 включает непрерывный проточный реактор с неподвижным слоем, работающий полностью в газовой фазе, как описано, например, в патентах США №4409412 и 5517185. Подходящие катализаторы алкилирования для газофазного процесса включают цеолиты с обозначением ZSM, такие как ZSM-5 (структурный код MFI), ZSM-11, ZSM-12, ZSM-23, ZSM-35, ZSM-38, ZSM-48 и их срастания, а также любой из упомянутых здесь выше природных и синтетических пористых кристаллических веществ, при условии, что твердое вещество способно выдержать температуры газофазного процесса и что достигается желаемая селективность по алкилзамещенному ароматическому соединению. Предпочтительно катализатором газофазного алкилирования является цеолит с обозначением ZSM, более предпочтительно ZSM-5, еще более предпочтительно ZSM-5, имеющий атомное отношение кремния к алюминию в цеолите в интервале между 20:1 и 200:1.
Необязательно любой из вышеупомянутых катализаторов алкилирования может быть связан со связующим для цели, например, увеличения прочности катализатора или сопротивления истиранию. Подходящие связующие включают, но не ограничиваются этим, двуокиси кремния, окиси алюминия, двуокиси кремния-окиси алюминия, алюмосиликаты и глины, причем такие связующие известны специалистам.
Что касается предпочтительного процесса алкилирования бензола этиленом, мольное отношение бензола к этилену, которое следует применять в каталитической зоне реактора алкилирования, обычно составляет более чем примерно 1,8:1 и предпочтительно более чем примерно 2,0:1. Мольное отношение бензола к этилену в зоне реакции обычно меньше чем примерно 100:1 и предпочтительно меньше чем примерно 50:1, более предпочтительно меньше чем примерно 10:1. Температура должна меняться в зависимости от конструкции реактора, но обычно температура больше чем примерно 50°С и меньше чем примерно 450°С. Для газофазного процесса температура предпочтительно выше чем примерно 325°С, более предпочтительно выше чем примерно 350°С, но предпочтительно ниже чем примерно 450°С. Температура в реакторе каталитической дистилляции должна меняться по высоте слоя. Предпочтительно температура в реакторе каталитической дистилляции со смешанной фазой выше чем примерно 140°С, более предпочтительно выше чем примерно 200°С, но предпочтительно ниже чем примерно 350°С, более предпочтительно ниже чем примерно 300°С. Давление в реакторе алкилирования обычно выше чем примерно 3 psig (21 кПа), предпочтительно выше чем примерно 100 psig (690 кПа) и более предпочтительно выше чем примерно 350 psig (2413 кПа). Давление обычно ниже чем примерно 750 psig (5171 кПа), предпочтительно ниже чем примерно 650 psig (4482 кПа) и более предпочтительно ниже чем примерно 500 psig (3447 кПа). Часовая массово-объемная скорость (ЧМОС), измеряемая как количество граммов бензола на грамм катализатора в час, обычно составляет более чем примерно 0,1 ч-1 и предпочтительно более чем примерно 0,3 ч-1. ЧМОС по бензолу обычно меньше чем примерно 50 ч-1 и предпочтительно меньше чем примерно 20 ч-1. Часовую объемную скорость по этилену рассчитывают исходя из расхода бензола и желаемого мольного отношения бензола к этилену. Из рассмотрения в данном описании опытный специалист может изменять вышеприведенные условия процесса алкилирования применительно к потокам сырья, включающим отличные от этана С2-5-алканы и отличные от бензола С6-12-ароматические соединения.
Ароматический выходной поток из реактора алкилирования разделяют обычными способами для получения фракции практически чистого непрореагировавшего С6-12-ароматического соединения, такого как бензол, если таковая существует, и фракции практически чистого С2-5-алкилзамещенного ароматического соединения, такого как этилбензол, а также фракции соответствующих поли(С2-5-алкилзамещенных) ароматических соединений, таких как полиэтилбензолы. Может быть применен любой метод разделения, который подходит для вовлеченных в процесс ароматического сырья и ароматических продуктов. Предпочтительно, как показано на фиг.1 и 2, разделение ведут в узле разделения продуктов алкилирования 57, таком как последовательность трех дистилляционных колонн 58, для извлечения, например, бензола во второй бензольной колонне 59, этилбензола во второй этилбензольной колонне 61 и полиэтилбензолов, включая диэтилбензолы и любые триэтилбензолы, в колонне полиэтилбензолов 63. Извлеченное непрореагировавшее C6-12-ароматическое соединение, например бензол, может быть рециркулировано по линии рецикла бензола 49 в реактор алкилирования 53 и/или в реактор трансалкилирования 71, как описано здесь далее. Извлеченное С2-5-алкилзамещенное ароматическое соединение, например этилбензол, рециркулируют по линии рецикла этилбензола 67 в линию питания этилбензола 5 и затем в реактор дегидрирования 9.
Полиалкилзамещенные ароматические соединения, которые извлечены при разделении выходного потока алкилирования в узле разделения 57, который, например, как описано выше, может представлять собой последовательность трех дистилляционных колонн 58, включающую колонну полиэтилбензолов 63, могут быть, необязательно, поданы по линии дистиллята 69 колонны полиэтилбензолов и линии питания реактора трансалкилирования 81 в реактор трансалкилирования 71 для трансалкилирования с С6-12-ароматическим соединением для образования соответствующего С2-5-алкилзамещенного ароматического соединения, увеличивая тем самым выход С2-5-алкилзамещенного ароматического соединения. В предпочтительном осуществлении, и как показано на фиг.1 и 2, например, полиэтилбензолы, образовавшиеся в реакторе алкилирования 53 и выделенные в колонне полиэтилбензолов 63, подают в реактор трансалкилирования 71 вместе с бензолом, который вводят в газовый сепаратор 75 по линии питания свежим бензолом 77, затем в жидкостную линию газового сепаратора 79 и в линию питания алкилатора 81 для получения дополнительного этилбензола. Реактор трансалкилирования 71 может иметь любую конструкцию реактора и может работать с любым катализатором и при любых условиях процесса, при условии что образуется целевой С2-5-алкилзамещенный ароматический продукт. Предпочтительная конструкция включает обычный реактор с неподвижным слоем, работающий в жидкой фазе и использующий любой обычный катализатор трансалкилирования, такой как цеолит Y, бета или морденит. Такие процессы трансалкилирования, как эти, хорошо известны в практике, и можно опять сослаться на патент США №5476978. Предпочтительно катализатором трансалкилирования является цеолит Y или бета. Для предпочтительного процесса, включающего трансалкилирование бензола с полиэтилбензолами, мольное отношение бензола к этилену, рассчитанное в данном случае как отношение общего числа молей бензолов в бензоле и полиэтилбензолах к общему числу молей этиленовых заместителей в полиэтилбензолах, может по обстоятельствам варьироваться от более чем примерно 1,8:1 и предпочтительно более чем примерно 2,4:1, до менее чем примерно 17:1, предпочтительно менее чем примерно 10:1 и более предпочтительно менее чем примерно 5:1. Температура в трансалкилаторе обычно более чем примерно 50°С, предпочтительно более чем примерно 120°С и более предпочтительно более чем примерно 180°С. Температура в трансалкилаторе обычно менее чем примерно 300°С, предпочтительно менее чем примерно 270°С и более предпочтительно менее чем примерно 240°С. Обычно давление в трансалкилаторе более чем примерно 3 psig (21 кПа), предпочтительно более чем примерно 100 psig (690 кПа) и более предпочтительно более чем примерно 350 psig (2413 кПа). Обычно давление в трансалкилаторе менее чем примерно 750 psig (5200 кПа), предпочтительно менее чем примерно 650 psig (4480 кПа) и более предпочтительно менее чем примерно 500 psig (3450 кПа). Часовая массово-объемная скорость питания трансалкилатора, выраженная в общем количестве граммов бензола и полиэтилбензолов на грамм катализатора в час, обычно больше чем примерно 0,1 ч-1 и предпочтительно больше чем примерно 0,5 ч-1. ЧМОС питания трансалкилатора обычно меньше чем примерно 50 ч-1 и предпочтительно меньше чем примерно 15 ч-1. Из данного описания опытный специалист будет способен изменять состав питания и условия процесса применительно к трансалкилированию С6-12-ароматических соединений, отличных от бензола, и полиалкилированных ароматических соединений, отличных от полиэтилбензолов.
Как показано на фиг.1 и 2, ароматический выходной поток из реактора трансалкилирования 71 из верхней линии реактора трансалкилирования 83 разделяют любым обычным способом в узле разделения продуктов трансалкилирования 57, таком как цепочка из трех дистилляционных колонн 58, для извлечения практически чистой фракции непрореагировавшего С6-12-ароматического соединения и практически чистой фракции С2-5-алкилзамещенного ароматического соединения. В предпочтительном способе операции выходной поток трансалкилирования из верхней линии реактора трансалкилирования 83 подают в цепочку трех дистилляционных колонн 58, используемую в связке с процессом трансалкилирования, для извлечения бензола во второй бензольной колонне 59, этилбензола во второй этилбензольной колонне 61, полиэтилбензолов во второй колонне полиэтилбензолов 63, и небольшое количество остаточной смолы выводят из куба колонны полиэтилбензолов по кубовой линии колонны полиэтилбензолов 70. Извлеченное С6-12-ароматическое соединение, такое как бензол, из второй бензольной колонны 59 возвращают в рецикл в реактор алкилирования по линии рецикла бензола 49 и линии питания реактора алкилирования 51. Извлеченное С2-5-алкилзамещенное ароматическое соединение, такое как этилбензол, из второй этилбензольной колонны 61, рециркулируют по линии дистиллята 67 второй этилбензольной колонны в линию питания этилбензола 5 и в реактор дегидрирования 9 по линии питания реактора дегидрирования 7. Фракция полиалкилзамещенных ароматических соединений, таких как полиэтилбензолы из колонны полиэтилбензолов 63, может быть рециркулирована из линии дистиллята 69 колонны полиэтилбензолов в реактор трансалкилирования 71 по линии питания реактора трансалкилирования 81.
Газовый отдувочный поток из реактора алкилирования 53, который был отделен от жидкости алкилирования в газовом сепараторе 75 и который включает преимущественно водород, С2-5-алкан и, необязательно, метан и который обычно выделяется под высоким давлением, отбирают по линии верхнего продукта 85 газового сепаратора и разделяют, например, во втором сепарационном узле 89 любыми известными методами, такими как криогенные методы или методы абсорбции с дифференциалом давления, на практически чистый поток С2-5-алкана и практически чистый поток водорода. Способ разделения должен зависеть от конкретного алканового компонента. В предпочтительном осуществлении, показанном на фиг.1 и 2, в которое вовлечены этан и водород, газовый отдувочный поток из газового сепаратора 75 отбирают по линии верхнего продукта 85 газового сепаратора в криогенный холодильник 87 и криогенно охлаждают до температуры ниже чем примерно -100°С и более предпочтительно ниже чем примерно -140°С, но предпочтительно выше чем примерно -180°С и более предпочтительно выше чем примерно -165°С, для того, чтобы вызвать эффект криогенного разделения водорода от этана. Давление предпочтительно выше чем примерно 300 psig (2068 кПа) и более предпочтительно выше чем примерно 450 psig (3103 кПа), но предпочтительно ниже чем примерно 800 psig (5516 кПа) и более предпочтительно ниже чем примерно 480 psig (3310 кПа). С2-5-алкан, извлеченный при разделении в сепараторе 91, обычно получают с чистотой более чем примерно 95 мол.% и предпочтительно более чем примерно 99 мол.%. Очищенный алкан из кубовой линии 97 сепаратора подают в рецикл в реактор дегидрирования по линии рециклового этана 3.
Необязательно водород, извлеченный вверху из сепаратора 91, подают по верхней линии 115 сепаратора в турбодетандер 93 и затем по линии питания 117 в дополнительный сепаратор 95 для того, чтобы извлечь энергию, практически чистый поток водорода, который выходит из дополнительного сепаратора 95 по верхней линии 99, и остаточный С2-5-алкан, который выходит из дополнительного сепаратора 95 по кубовой линии 99 для рецикла в реактор дегидрирования 9 по линии рециклового питания этаном 3. Для обеспечения высокой эффективности разделения этана от водорода обычно температуру понижают до температуры ниже чем примерно -150°С. Извлеченную энергию можно использовать для работы узлов дегидрирования и/или алкилирования или любого другого последующего процесса. Выделенный водород обычно имеет чистоту выше чем примерно 95 мол.% и предпочтительно состоит из водорода марки "технический" с чистотой около 99 мол.% Остальная часть водородного потока включает метан. Остаточный С2-5-алкан, извлеченный при турбодетандерном разделении, также подают в рецикл в реактор дегидрирования. Необязательно извлеченный водород может быть сжат в компрессоре 101 и направлен в линию товарного водорода 105 для использования на стороне. Как дополнительная возможность, полученные во втором узле разделения 89 холодные потоки могут быть использованы как аутогенные хладоагенты на стадиях охлаждения по данному изобретению.
Следующие примеры представлены для пояснения данного изобретения и не должны рассматриваться как каким-либо образом ограничивающие изобретение. В свете изложенного здесь, специалисты должны встретить альтернативные виды сырья, отличающиеся от приведенных в примерах сырьевых потоков этана и бензола, которые могут быть введены в процесс по данному изобретению. Кроме того, в свете изложенного здесь, специалисты должны признавать модификации в узлах дегидрирования и алкилирования и узлах разделения продуктов, которые полностью попадают в объем данного изобретения.
Пример 1
Описывается интегрированная установка стирола по данному изобретению, которая работает 8400 часов в год для производства номинально 350 килотонн ежегодно (КТ/год) стирола.
Одновременное дегидрирование этана и этилбензола проводили путем, подобным описанному в европейском патенте ЕР-А2-0905112. Ссылаясь на фиг.1 и таблицу 1, поток сырья дегидрирования 1, включающий объединенные потоки этилбензола (0,2 мольных доли) и этана (0,8 мольных долей) при мольном отношении этилбензола к этану 0,25:1 подавали на питание в реактор дегидрирования 9 с псевдоожиженным слоем, работающий при практически атмосферном давлении, температуре 600°С и общей часовой объемной скорости газа 300 ч-1. Катализатор дегидрирования включал оксид галлия (2,33 мас.%), оксид калия (0,4 мас.%), платину (75 ч/млн), двуокись кремния (1,56 мас.%), где остальное до 100% представляло собой окись алюминия, и имел время пребывания твердых веществ в псевдоожиженном слое 12 минут. Конверсия этилбензола составляла 55 мас.%, и селективность по стиролу составляла 92 мас.%. Конверсия этана составляла 10 мас.%, и селективность по этилену составляла 90 мас.%. Конверсию определяли как массовый процент сырья, которое прореагировало с образованием продуктов. Селективность определяли как массовый процент сырья, которое образовало выбранный продукт.
Выходной поток дегидрирования из верхней линии дегидрогенизатора 23, выходящий при температуре около 620°С, охлаждали в первом сепараторе 27 до 40°С при 5 psig, получая конденсированный поток ароматических соединений. Верхний паровой поток, содержащий водород, этан, этилен, метан и несконденсировавшиеся ароматические соединения, сжимали в компрессоре 29 до 465 psig (3200 кПа), дополнительно охлаждали до 10°С и подавали во второй сепаратор 31 для дополнительного извлечения ароматических соединений до суммарного извлечения 99 мас.% ароматических соединений. Первый конденсированный ароматический поток из выходной линии ароматических соединений 33 и из кубовой линии 38 второго сепаратора, соответственно, объединяли в линии 33 как сырой жидкий продукт, содержащий, в основном, этилбензол и стирол. Сырой жидкий продукт дегазировали и подавали в обычную систему разделения продуктов 37 в трех дистилляционных колоннах для извлечения рецикла непревращенного этилбензола в этилбензольной колонне 43 и конечного товарного стирола в стирольной колонне 45. Небольшое количество побочных продуктов, включающих бензол и толуол, выводили из бензольной колонны 39 по линии бензола 41, а тяжелые или смолы выводили из куба стирольной колонны 45 по линии смолы 47.
Газовый поток высокого давления, полученный со вторичной ступени второго сепаратора 31, упомянутой здесь выше и содержащий преимущественно этан, этилен и водород ("разбавленный этиленовый поток") подавали по верхней линии 35 практически неароматического газового потока в реактор алкилирования 53 для получения этилбензола. Алкилирование проводили подобно тому, как описано в WO 98/09929. Реактор алкилирования 53 состоит из реактора каталитической дистилляции, загруженного цеолитом β (бета) (PQ Corporation) и работающего в режиме смешанной газожидкостной фазы. Разбавленный этиленовый поток из верхней линии 35 практически неароматического газового потока и бензол из линии питания рецикловым бензолом 49 объединяли в питающей линии алкилирования 51 и подавали на питание реактора алкилирования 53. Дополнительно в реактор алкилирования подавали свежий бензол из линии питания свежим бензолом 77 через жидкостную линию 79 газового сепаратора и линию питания алкилатора 78. Суммарное питание реактора алкилирования 53 содержало эквимолярные концентрации бензола и этилена. Процесс алкилирования проводили при 280°С, 465 psig (3204 кПа) и часовой массово-объемной скорости бензола 0,7 ч-1. Конверсия бензола составляла практически 100%. Около 90% этилена реагировало в реакторе, образуя ароматический выходной поток из кубовой линии 55 реактора алкилирования, который подавали в обычную систему трех дистилляционных колонн 58 для того, чтобы извлечь весь непрореагировавший бензол во второй бензольной колонне 59, этилбензол во второй этилбензольной колонне 61 и полиэтилбензолы в колонне полиэтилбензолов 63. Извлеченный бензол может быть подан в рецикл в реактор алкилирования по линии рециклового бензола 49. В процессе алкилирования образуются также некоторые полиэтилбензолы, включая диэтилбензолы и триэтилбензолы, которые подавали на питание реактора трансалкилирования 71, работающего подобно тому, как описано в патенте США №5476978. Реактор трансалкилирования 71 состоит из реактора неподвижного слоя, работающего в жидкофазном режиме. Полиэтилбензолы взаимодействуют с бензолом в трансалкилаторе в присутствии катализатора цеолит Y (цеолит Y UOP LZY-82). Трансалкилатор работает при 210°С, 450 psig (3103 кПа), мольном отношении бензола к этилену 2,75:1 и часовой массово-объемной скорости по фракции полиэтилбензолов 1,8 ч-1. Трансалкилирование дает дополнительный этилбензол, причем суммарный этилбензол алкилирования/трансалкилирования представлен в дистиллятной линии 67 второй этилбензольной колонны. Поток этилбензола из дистиллятной линии 67 второй этилбензольной колонны подавали в рецикл в реактор дегидрирования 9 по линии питания этилбензолом 5. Все полиэтилбензолы, которые не были возвращены на превращение в этилбензол, выводили, как показано, как тяжелые в кубовую линию 70 полиэтилбензольной колонны. Данный поток содержит также все увлекаемые ароматические вещества, отличные от бензола и этилбензола, которые могут поступать с газообразным сырьем и впоследствии алкилироваться.
Отходящий газ из реактора алкилирования 53 по линии верхнего продукта 85 газового сепаратора при 465 psig (3204 кПа) подавали во второй узел разделения 89, работающий при минимальной температуре -155°С, для выделения водорода в линию товарного водорода 105 и этана в линию питания рецикловым этаном 3. Давление водородного потока снижают до 10 psig (69 кПа) для получения энергии. Сошлемся на таблицу 1 по потоку водорода в линии 105 и потоку рециклового этана в линии 3. Криогенная система работала таким образом, чтобы минимизировать количество метана, содержавшегося в рецикловом этановом потоке. Энергию (520 кВт) извлекали из процесса в турбодетандерной установке 93.
Интегрированный процесс получения стирола из бензола и этана. Сырьевые и продуктовые потоки узлов процесса
Пример 2
Описывается интегрированная установка стирола по данному изобретению, которая работает 8400 часов в год для производства номинально 350 КТ/год стирола. Данный пример подобен примеру 1 со следующими исключениями, которые показаны на фиг.2. Практически неароматический газовый поток, полученный из реактора дегидрирования 9, пропускали через колонну грубого разделения C2 107 для того, чтобы обогатить практически неароматический верхний газовый поток этиленом и чтобы реактор алкилирования 53 в результате этого работал полностью в газовой фазе, используя цеолитный катализатор ZSM-5.
Одновременное дегидрирование этана и этилбензола проводили путем, подобным описанному в европейском патенте ЕР-А2-0905112. Ссылаясь на фиг.2 и таблицу 2, поток сырья дегидрирования 7, включающий объединенные потоки этилбензола (0,2 мольных доли) и этана (0,8 мольных долей) при мольном отношении этилбензола к этану 0,25:1 подавали на питание в реактор дегидрирования 9 с псевдоожиженным слоем, работающий при практически атмосферном давлении, температуре 600°С и общей часовой объемной скорости газа 300 ч-1. Катализатор дегидрирования включал оксид галлия (2,33 мас.%), оксид калия (0,4 мас.%), платину (75 ч/млн), двуокись кремния (1,56 мас.%), где остальное до 100% представляло собой окись алюминия, и имел время пребывания твердых веществ в псевдоожиженном слое 12 минут. Конверсия этилбензола составляла 55 мас.%, и селективность по стиролу составляла 92 мас.%. Конверсия этана составляла 10 мас.%, и селективность по этилену составляла 90 мас.%.
Выходной поток дегидрирования из линии выхода продуктов дегидрирования 23, выходящий при температуре около 620°С, охлаждали в первом сепараторе 27 до 40°С при 5 psig, получая конденсированный поток ароматических соединений, который выходил из первого сепаратора по линии выхода ароматики 33. Верхний паровой поток, содержащий водород, этан, этилен, метан и несконденсировавшиеся ароматические соединения, сжимали в компрессоре 29 до 465 psig (3200 кПа), дополнительно охлаждали до 10°С и затем подавали во второй сепаратор подобно тому, как это делалось в первом сепараторе 27 (повторение) для дополнительного извлечения ароматических соединений до суммарного извлечения 99 мас.% ароматических соединений. Первый и второй потоки конденсированных ароматических соединений из выходной линии ароматических соединений 33 и вспомогательного сепаратора (не показан на фиг.2) объединяли в линии выхода ароматических соединений 33 как сырой жидкий продукт, содержащий, в основном, этилбензол и стирол. Сырой жидкий продукт из линии выхода ароматических соединений 33 дегазировали и подавали в обычную систему разделения продуктов 37 в трех дистилляционных колоннах для извлечения рецикла непревращенного этилбензола в этилбензольной колонне 43 и конечного товарного стирола в стирольной колонне 45. Небольшое количество побочных продуктов, включающих бензол и толуол, выводили из бензольной колонны 39, а тяжелые или смолы выводили из куба стирольной колонны по линии смолы 47.
Неароматический газовый поток, полученный на последней ступени компрессии в компрессоре 29, подавали в колонну нечеткого разделения алкена/алкана 107, использующую охлаждаемый пропиленом конденсатор 119 (-27°С) и рефлюксную емкость или конденсаторную ловушку 109, для того, чтобы получить газообразный продукт из линии 35 практически неароматического дистиллятного газа, который являлся этиленовым сырьем для узла алкилирования 53. Этиленовое сырье в линии питания реактора алкилирования 51 включает 48,8 мас.% этилена. Кубовый продукт из колонны нечеткого разделения алкена/алкана 107 по кубовой линии 111 разделительной колонны обогащен этаном (98,9%) и обеднен этиленом. Этот богатый этаном поток объединяли с линией питания рецикловым этаном 3 и подавали в качестве потока рециклового этана в реактор дегидрирования 9.
Сырье алкилирования, включающее бензол из линии питания свежим бензолом 77, подаваемым через жидкостную линию 79 газового сепаратора в линию питания алкилатора 78, рецикловый бензол из линии рециклового бензола 49 и обогащенный этиленовый поток, содержащий этилен, водород и этан, из линии практически неароматического верхнего газового потока 35, подавали на питание узла алкилирования 53. Поток этилена и рецикловый бензол соединяли в линии питания алкилатора 51. Свежий бензол добавляли по линии питания алкилатора 78. Реактор алкилирования 53 работал целиком в газовой фазе с использованием катализатора цеолит ZSM-5. Мольное отношение бензола к этилену составляло 4,23:1. Процесс алкилирования протекал при 400°С, 369 psig (2545 кПа) и часовой массово-объемной скорости по суммарному сырью 130 ч. Практически весь этилен вступал в реакцию в реакторе алкилирования 53. Конверсия бензола составляла 22%. Селективность по этилбензолу составляла 92 мол.%, и суммарная селективность по этилбензолу и полиэтилбензолам составляла 98,9%. Выходной поток из алкилатора подавали по кубовой линии 55 реактора алкилирования в обычную систему трех дистилляционных колонн 58 для того, чтобы извлечь непрореагировавший бензол во второй бензольной колонне 59, этилбензол во второй этилбензольной колонне 61 и полиэтилбензолы в колонне полиэтилбензолов 63. Полиэтилбензолы извлекали в виде дополнительного этилбензола, используя стадию трансалкилирования в реакторе трансалкилирования 71, подобно примеру 1. Поток этилбензола из дистиллатной линии 67 второй этилбензольной колонны подавали в рецикл в реактор дегидрирования 9 по линии питания этилбензолом 5. Те алкилированные продукты, которые не были возвращены на превращение в этилбензол, выводили как тяжелые из полиэтилбензольной колонны по кубовой линии 70 колонны полиэтилбензолов, каковой поток содержит также все увлекаемые ароматические вещества, отличные от бензола и этилбензола, которые могут поступать с газообразным сырьем и впоследствии алкилироваться.
Отходящий газ из узла алкилирования по линии верхнего продукта 85 газового сепаратора при 465 psig (3204 кПа) подавали во второй узел разделения 89, состоящий из криогенного холодильника 87, сепаратора продуктов алкилирования 91, турбодетандера 93 и дополнительного сепаратора продуктов алкилирования 95, работающий при минимальной температуре -155°С, для разделения водорода и этана. Давление водородного потока снижали до 10 psig (69 кПа) для получения энергии. Укажем на поток водорода в линии товарного водорода 105 (таблица 2) и поток рециклового этана из кубовых линий сепараторов 97 и 99 соответственно, которые были объединены в линию питания рецикловым этаном 3 (таблица 2). Криогенная система работала таким образом, чтобы минимизировать количество метана, содержавшегося в рецикловом этановом потоке. Энергию (520 кВт) извлекали из процесса в турбодетандерной установке 93.
Интегрированный процесс получения стирола из бензола и этана. Сырьевые и продуктовые потоки узлов процесса
Данные таблиц 1 и 2 демонстрируют высокую селективность реакции дегидрирования до этилена и стирола, высокую степень чистоты потока этилена, высокую селективность реакции алкилирования/трансалкилирования с получением этилбензола (99,7 мас.% селективности по этилбензолу, имеющему чистоту 99,8 мас.%), высокую эффективность разделения этана и водорода и высокую степень чистоты полученного водорода. Ароматические соединения в ароматическом потоке по линии 33, содержащие сырой стирол, легко разделяются на чистый стирол, рециркулированный этилбензол и некоторые ароматические побочные соединения, в частности бензол, толуол и ксилолы. Общее достигнутое разделение ароматических соединений составило 99 мас.%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕГРИРОВАННЫЙ СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ- И АЛКЕНИЛЗАМЕЩЕННЫХ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ (ВАРИАНТЫ) | 2002 |
|
RU2266886C2 |
| УЛУЧШЕННЫЙ СПОСОБ ДЕГИДРИРОВАНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ДЛЯ ПОЛУЧЕНИЯ ВИНИЛАРОМАТИЧЕСКИХ МОНОМЕРОВ | 2006 |
|
RU2417209C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2004 |
|
RU2322430C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2013 |
|
RU2640595C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2017 |
|
RU2756570C2 |
| СПОСОБ ТРАНСАЛКИЛИРОВАНИЯ И ПРИМЕНЯЮЩАЯСЯ В НЕМ КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2753341C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭТИЛБЕНЗОЛА | 2010 |
|
RU2559333C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭТИЛБЕНЗОЛА | 1993 |
|
RU2114810C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗОЛА ОТГОНКОЙ ЭТАНА | 2004 |
|
RU2320629C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕГИДРИРОВАННЫХ УГЛЕВОДОРОДНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2379276C2 |
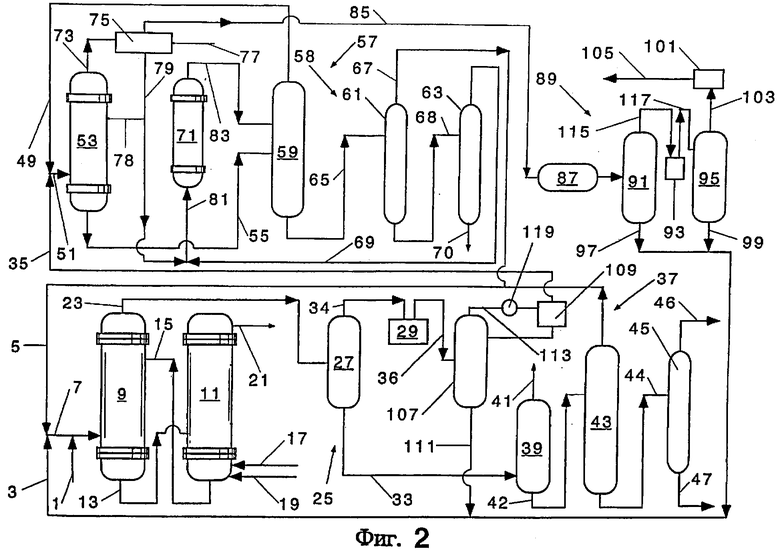
Использование: химия ароматических соединений. Сущность: проводят подачу С2-5-алкана, например этана, и С2-5-алкилзамещенного ароматического соединения, например этилбензола, в реактор дегидрирования для одновременного дегидрирования в С2-5-алкен, например этилен, и С2-5-алкенилзамещенное ароматическое соединение, например стирол; разделение выходного потока дегидрирования для извлечения газового потока, содержащего алкен, водород и алкан, извлечения ароматических соединений с высокой эффективностью с помощью охлаждения и компрессии; подачу газового потока и С6-12-ароматического соединения в реактор алкилирования для получения соответствующего С2-5-алкилзамещенного ароматического соединения, которое рециркулируют в реактор дегидрирования; подачу отдувочного потока узла алкилирования, содержащего алкан и водород, на стадию разделения, с помощью криогенного сепаратора, для извлечения алкана, который рециркулируют в реактор дегидрирования, и водорода, который извлекают с 99%-ной чистотой. Технический результат: разработка экономичного и высокоэффективного процесса получения алкенилзамещенных ароматических соединений. 2 н. и 59 з.п. ф-лы, 2 ил., 2 табл.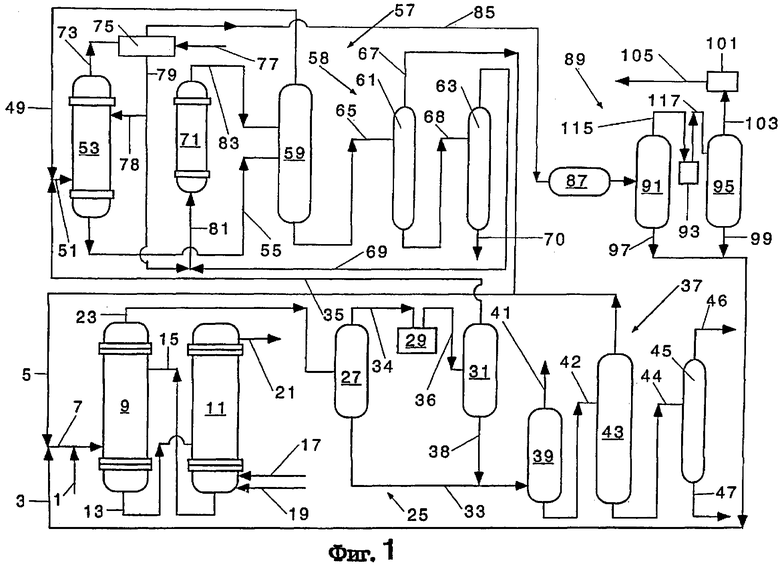
(a) взаимодействие С2-5-алкана и С2-5-алкилзамещенного ароматического соединения в реакторе дегидрирования в присутствии катализатора дегидрирования в условиях процесса, достаточных для получения выходного потока дегидрирования, включающего С2-5-алкенилзамещенное ароматическое соединение, С2-5-алкилзамещенное ароматическое соединение, С2-5-алкан, С2-5-алкен и водород;
(b) разделение выходного потока дегидрирования в условиях, достаточных для получения практически неароматического газового потока, включающего С2-5-алкан, С2-5-алкен и водород, и ароматического потока, включающего С2-5-алкенилзамещенное ароматическое соединение и С2-5-алкилзамещенное ароматическое соединение, причем извлечение ароматических соединений проводят путем охлаждения и компрессии и общее извлечение ароматических соединений составляет более чем примерно 90 мас.%;
(c) подачу практически неароматического газового потока, включающего С2-5-алкан, С2-5-алкен и водород, в реактор алкилирования, в котором поток взаимодействует с С6-12-ароматическим соединением в присутствии катализатора алкилирования в условиях процесса, достаточных для получения выходного потока алкилирования, включающего С2-5-алкилзамещенное ароматическое соединение и, необязательно, поли(С2-5-алкилзамещенные) ароматические соединения и, необязательно, непрореагировавшее С6-12-ароматическое соединение, и газового потока, включающего С2-5-алкан и водород;
(d) разделение выходного потока алкилирования при условиях, достаточных для извлечения фракции С2-5-алкилзамещенного ароматического соединения и, необязательно, фракции поли-(С2-5-алкилзамещенных) ароматических соединений и, необязательно, фракции С6-12-ароматического соединения;
(e) разделение ароматического потока, полученного на стадии (b) на поток С2-5-алкенилзамещенного ароматического соединения и поток С2-5-алкилзамещенного ароматического соединения;
(f) рециркуляцию С2-5-алкилзамещенного ароматического соединения, выделенного на стадиях (d) и (е) в реактор дегидрирования стадии (а);
(g) разделение газового потока, включающего С2-5-алкан и водород, полученного на стадии (с), в условиях, достаточных для получения практически чистого потока водорода и практически чистого потока С2-5-алкана, причем разделение проводят с помощью криогенного сепаратора; и
(h) рециркуляцию С2-5-алкана со стадии (g) в реактор дегидрирования стадии (а).
в которой n представляет целое число от 0 до 3 и в которой каждый R1 независимо выбирают из группы, состоящей из водорода и С1-5-алкильной группы, причем остальные 6-n связей заняты водородом.
в которой n представляет целое число от 0 до 3; каждый R1 независимо выбирают из группы, состоящей из водорода и С1-5-алкильной группы, и R2 представляет С2-5-алкильные группы, причем остальные 5-n связей заняты водородом.
(i) от 0,1 до 34 мас.% оксида галлия Ga2О3,
(ii) от 1 до 99 частей на миллион по массе платины;
(iii) от 0,05 до 5 мас.% оксида щелочного и/или щелочноземельного металла;
(iv) от 0,08 до 3 мас.% двуокиси кремния;
(v) остальное до 100% окиси алюминия.
(i) от 6 до 30 мас.% оксида хрома Cr2О3;
(ii) от 0,1 до 3,5 мас.% оксида олова SnO;
(iii) от 0,4 до 3 мас.% оксида щелочного металла;
(iv) от 0,08 до 3 мас.% двуокиси кремния;
(v) остальное до 100% окиси алюминия в дельта- или тета-фазе, или в смеси дельта- и тета-фаз, или тета-плюс альфа-фаз, или дельта-плюс тета-плюс альфа-фаз.
(i) от 1 до 60 мас.% оксида железа;
(ii) от 0,1 до 20 мас.% по меньшей мере одного оксида щелочного или щелочноземельного металла;
(iii) от 0 до 15 мас.% по меньшей мере одного оксида редкоземельного металла;
(iv) дополнением до 100% является носитель, состоящий из микросферической окиси алюминия с диаметром, выбранным из диаметров дельта- или тета-фазы, или смеси тета- и альфа-фаз, или смеси дельта-, тета- и альфа-фаз, модифицированной предпочтительно двуокисью кремния в количестве от примерно 0,08 до примерно 5,0 мас.%.
(a) взаимодействие этана и этилбензола в реакторе дегидрирования в присутствии катализатора дегидрирования в условиях процесса, достаточных для получения выходного потока дегидрирования, включающего стирол, этилбензол, этан, этилен и водород;
(b) разделение выходного потока дегидрирования в условиях, достаточных для получения практически неароматического газового потока, включающего этан, этилен и водород, и ароматического потока, включающего стирол и этилбензол, причем извлечение ароматических соединений проводят путем охлаждения и компрессии и общее извлечение ароматических соединений составляет более, чем примерно 90 мас.%;
(c) подачу практически неароматического газового потока, включающего этан, этилен и водород, в реактор алкилирования, в котором поток взаимодействует с бензолом в присутствии катализатора алкилирования в условиях процесса, достаточных для получения выходного потока алкилирования, включающего этилбензол, необязательно, поли(этил)бензол(ы) и, необязательно, непрореагировавший бензол, и практически неароматического газового потока, включающего водород и этан;
(d) разделение выходного потока алкилирования при условиях, достаточных для извлечения этилбензола и, необязательно, поли(этил)бензолов и бензола;
(e) отделение этилбензола от стирола из потока ароматических соединений, полученного на стадии (b);
(f) рециркуляцию этилбензола, извлеченного на стадиях (d) и (е), в реактор дегидрирования стадии (а);
(g) разделение практически неароматического газового потока, включающего этан и водород, полученного на стадии (с), в условиях, достаточных для получения практически чистого потока водорода и практически чистого потока этана, причем разделение проводят с помощью криогенного сепаратора; и
(h) рециркуляцию этана со стадии (g) в реактор дегидрирования стадии (а).
| Диафрагма к барабану для сборки покрышек пневматических шин | 1980 |
|
SU905112A1 |
| WO 9809929 A1, 12.03.1998 | |||
| US 5476978 A, 19.12.1995 | |||
| US 5430211 A, 04.07.1995 | |||
| RU 2075467 C1, 20.03.1997. | |||

