ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Данное изобретение в целом относится к способу изготовления упругого напольного покрытия с напечатанным декоративным слоем. В частности оно относится к такому способу, в котором декоративный слой печатают цифровым способом с помощью не содержащей растворителя краски, используя, в частности, струйный принтер, работающий на закрепляемой под действием ультрафиолетового излучения (УФ-закрепляемой) краске, которую закрепляют с помощью ультрафиолетового излучения (УФ) перед ее размещением между опорным слоем и прозрачным слоем износа.
УРОВЕНЬ ТЕХНИКИ
[0002] Такой процесс описан, например, в FR 3010428 А. В этом документе раскрыт способ изготовления упругого напольного покрытия, имеющего многослойную структуру, содержащую прозрачный слой износа, предпочтительно выполненный из поливинилхлорида (PVC) и/или полиуретана (PU), и/или полиолефина, и опорный слой, выполненный из термопластической смолы, предпочтительно из поливинилхлорида и/или полиолефиновой смолы. Декоративный слой печатают цифровым способом на верхнюю поверхность опорного слоя или нижнюю поверхность слоя износа с использованием струйного принтера, работающего на не содержащей растворителя краске, которая может быть закреплена путем подачи энергии. Этот слой не содержащей растворителя краски затем закрепляют путем подачи энергии, в частности ультрафиолетового излучения. По меньшей мере один соединительный слой, выполненный из эмульсии акрилового или уретанового и/или акрилового сополимера, связывают со слоем закрепленной краски, не содержащей растворителя. Этот соединительный слой служит в качестве соединения между слоем закрепленной краски, не содержащей растворителя, и нижней поверхностью слоя износа или верхней поверхностью опорного слоя. В самом деле, слой закрепленной краски, не содержащей растворителя, в соответствии с раскрытием FR 3010428 А1 не является химически совместимым с предпочтительными полимерными опорными слоями и/или предпочтительными полимерными слоями износа в многослойном упругом напольном покрытии, так что ламинирование такого слоя закрепленной краски, не содержащей растворителя, непосредственно между такими функциональными слоями упругого напольного покрытия может привести к быстрому деламинированию упругого напольного покрытия. Таким образом, в FR 3010428 А1 предлагается покрывать закрепленный декоративный слой на опорном слое, соответственно слое износа, с помощью соединительного слоя, который является химически совместимым со слоем закрепленной краски, не содержащей растворителя, и слоем износа, соответственно опорным слоем, к которому он должен быть присоединен в упругом напольном покрытии.
[0003] Общей задачей настоящего изобретения является упрощение изготовления упругого напольного покрытия с декоративным слоем, напечатанным с помощью не содержащей растворителя краски.
[0004] Более конкретной задачей, лежащей в основе настоящего изобретения, является достижение долговечной адгезии между полимерным опорным слоем, прозрачным полимерным слоем износа и декоративным слоем, напечатанным с помощью УФ-закрепляемой краски и размещенным между опорным слоем и слоем износа, без необходимости использовать вспомогательный соединительный слой, как раскрыто в FR 3010428 А1.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] В соответствии с первым вариантом осуществления изобретения способ изготовления напечатанного упругого напольного покрытия содержит следующие этапы: обеспечивают наличие полимерного опорного слоя и прозрачного полимерного слоя износа; печатают цифровым способом декоративный слой на верхнюю поверхность опорного слоя и/или на нижнюю поверхность слоя износа с помощью УФ-закрепляемой краски; закрепляют УФ-излучением напечатанный декоративный слой; и ламинируют вместе опорный слой и прозрачный слой износа, так что напечатанный декоративный слой размещен между ними обоими; при этом закрепление УФ-излучением выполняют с помощью светодиодных источников УФ-излучения, имеющих спектральное излучение в диапазоне 345-420 нм, так что в конце этапа закрепления УФ-закрепляемая краска все еще не полностью закреплена.
[0006] В соответствии со вторым вариантом осуществления изобретения способ изготовления напечатанного упругого напольного покрытия содержит следующие этапы: обеспечивают наличие полимерного опорного слоя, прозрачного полимерного слоя износа и тонкой опорной пленки декоративного слоя; печатают цифровым способом декоративный слой на опорную пленку декоративного слоя с помощью УФ-закрепляемой краски; закрепляют УФ-излучением напечатанный декоративный слой; и ламинируют опорную пленку декоративного слоя между опорным слоем и слоем износа так, что она размещена между ними обоими; при этом закрепление УФ-излучением выполняют с помощью светодиодных источников УФ-излучения, имеющих спектральное излучение в диапазоне 345-420 нм, так что в конце этапа закрепления УФ-закрепляемая краска все еще не полностью закреплена.
[0007] Прежде всего следует понимать, что закрепление с использованием светодиодов (LED) УФ с узким спектром излучения вокруг средней длины волны (например, 365 нм или 395 нм) в диапазоне от 345 нм до 420 нм (область ультрафиолета А (УФ-А) и ультрафиолета V (УФ-V)) производит более однородное закрепление по всей толщине декоративного слоя, чем обычное закрепление с использованием ртутных дуговых ламп. "Более однородное закрепление" означает в данном случае, что поперечное сшивание протекает более однородно по всей толщине декоративного слоя. Закрепление УФ-излучением с использованием ртутных ламп на самом деле приводит к довольно неоднородному протеканию закрепления краски. Это происходит главным образом из-за его гораздо более широкого спектра излучения, также покрывающего области ультрафиолета В (УФ-В) и ультрафиолета С (УФ-С). Например, закрепление поверхности краски, которая непосредственно подвергается действию УФ-света в областях УФ-В и УФ-С, уже завершено, когда закрепление сердцевины краски под этой поверхностью все еще недостаточно, чтобы обеспечить требуемую когезию декоративного слоя. Однако, это не так для закрепления с использованием светодиодов УФ с узким спектром излучения в диапазоне от 345 нм до 420 нм (область УФ-А и УФ-V). Последнее действительно обеспечивает относительно однородное протекание закрепления декоративного слоя и предотвращает раннее "закрытие" поверхности краски.
[0008] Кроме того, вследствие того, что светодиодные источники УФ-излучения имеют узкий спектр излучения в диапазоне от 345 нм до 420 нм (область УФ-А и УФ-V), намного легче управлять протеканием закрепления, т.е. также легче управлять степенью поперечного сшивания, достигаемой в итоге в декоративном слое.
[0009] Степень поперечного сшивания, достигаемая в итоге в декоративном слое (т.е. в слое краски), может быть модифицирована путем воздействия, например, на один или более из следующих параметров: тип и количество фотоинициаторов в УФ-закрепляемой краске; спектр излучения светодиодных источников УФ-излучения; и плотность излучения или доза, т.е. энергия УФ, поступающая на поверхность на единицу площади (Дж/см2). Плотность излучения представляет собой интенсивность излучения (т.е. мощность УФ, измеренная на облучаемой поверхности на единицу площади (Вт/см2)), суммированная в течение времени воздействия УФ-излучения, т.е. времени, в течение которого единица площади поверхности закрепляемого декоративного слоя подвергается УФ-излучению. В случае непрерывной производственной линии, через которую со скоростью v движется слой/пленка, на которых расположен закрепляемый декоративный слой, время воздействия УФ-излучения будет зависеть от продольной протяженности (в направлении перемещения) зоны, облучаемой светодиодными источниками УФ-излучения, и скорости, с которой через эту область движется закрепляемый декоративный слой.
[0010] Заявленное изобретение использует преимущество этой возможности улучшенного управления протеканием закрепления для управления протеканием закрепления УФ-закрепляемой краски, так чтобы в конце этапа закрепления краска была бы все еще не полностью закреплена. Другими словами, закрепление краски с использованием светодиодов УФ управляется так, чтобы достичь степени поперечного сшивания краски, меньшей степени поперечного сшивания, которая потребовалась бы для достижения долговечного, устойчивого к царапинам, напечатанного декоративного слоя.
[0011] В этом контексте, в настоящем изобретении, в частности, неожиданно было обнаружено, что:
(a) последующий этап ламинирования не будет существенно влиять на качество печатания все еще не полностью закрепленного декоративного слоя;
(b) несмотря на все еще не полностью закрепленный напечатанный декоративный слой между слоем износа и опорным слоем упругого напольного покрытия, тем не менее может быть достигнута достаточная адгезия на отслаивание между различными слоями готового упругого напольного покрытия; и
(с) тот факт, что в готовом упругом напольном покрытии напечатанный декоративный слой, размещенный между опорным слоем и слоем износа, закреплен лишь не полностью, не оказывает существенного влияния на долговечность, износостойкость и качество печатного изображения готового упругого продукта для покрытия пола.
[0012] Однородное протекание поперечного сшивания в декоративном слое в течение закрепления и преждевременная остановка закрепления до закрытия поверхности краски позволяют достичь более высокой гибкости декоративного слоя и лучшей адгезии между декоративным слоем и опорным слоем и/или слоем износа, и/или опорной пленкой декоративного слоя, позволяя при этом в то же время обеспечить достаточную когезию внутри декоративного слоя. Узкий спектр излучения вокруг средней длины волны (например, 365 нм или 395 нм) в диапазоне от 345 нм до 420 нм (область УФ-А и УФ-V) позволяет относительно легко обеспечить более "открытую" структуру напечатанного слоя, который имеет хорошую адгезию к другим слоям, обеспечивая при этом наличие достаточной когезии внутри декоративного слоя.
[0013] Кроме того, поскольку предлагаемое неполное закрепление с использованием светодиодов УФ создается с использованием намного меньшего тепла, чем обычное закрепление УФ-излучением и, в частности, закрепление УФ-излучением с использованием ртутной лампы, декоративный слой может быть предпочтительно напечатан на тонкой и неармированной опорной пленке декоративного слоя (толщина пленки в диапазоне 0,09 мм - 0,18 мм), пригодной для печатания. Эту опорную пленку декоративного слоя затем ламинируют между опорным слоем и слоем износа так, чтобы напечатанный декоративный слой был размещен между опорным слоем и прозрачным слоем износа. Более предпочтительно, опорную пленку декоративного слоя ламинируют на опорный слой, при этом слой износа ламинируют на не полностью закрепленный декоративный слой опорной пленки декоративного слоя.
[0014] Ниже приведены дополнительные предпочтительные признаки изобретения.
[0015] Опорную пленку декоративного слоя предпочтительно ламинируют на опорный слой, при этом слой износа ламинируют на не полностью закрепленный декоративный слой опорной пленки декоративного слоя.
[0016] Опорная пленка декоративного слоя предпочтительно представляет собой пластифицированную пленку из PVC, предпочтительно содержащую: 10-50% по весу материала наполнителя, предпочтительно в основном карбоната кальция, и/или 2-20% по весу, предпочтительно 10-20% по весу диоксида титана, и/или 2-20% по весу, предпочтительно от 10 до 20% по весу размягчающих полимеров, в частности полилактида (PLA), полиметилметакрилата (РММА) или поливинилацетата (PVAC)
[0017] Опорная пленка декоративного слоя предпочтительно имеет толщину в диапазоне 0,09 мм - 0,18 мм.
[0018] Печатание цифровым способом предпочтительно выполняют с помощью струйного принтера.
[0019] Опорный слой предпочтительно представляет собой пластифицированный слой PVC, предпочтительно содержащий: 20-50% по весу материала наполнителя, предпочтительно в основном карбоната кальция; при этом опорный слой предпочтительно имеет удельный вес в диапазоне 2000-2300 г/м2; и/или толщину в диапазоне 1,0 мм - 1,5 мм, предпочтительно в диапазоне 1,1 мм - 1,3 мм.
[0020] Слой износа предпочтительно представляет собой пластифицированный слой PVC без наполнителя, имеющий удельный вес предпочтительно в диапазоне 400-600 г/м2 и толщину предпочтительно в диапазоне 0,35 мм - 0,8 мм.
[0021] Слой износа предпочтительно имеет значение K меньше 70 и/или содержание пластификатора в диапазоне 3 PHR - 30 PHR; при этом точка плавления/расплавления слоя износа предпочтительно ниже 180°С, более предпочтительно ниже 160°С.
[0022] УФ-закрепляемую краску предпочтительно осаждают с удельной поверхностной плотностью в диапазоне 5-15 г/м2 на соответствующий слой или поверхность пленки.
[0023] Максимальная интенсивность УФ-излучения на поверхности декоративного слоя находится в диапазоне от 1 Вт/см2 до 10 Вт/см2, предпочтительно от 2Вт/см2 до 8 Вт/см2.
[0024] После этапа закрепления процент закрепления все еще ниже 90%, предпочтительно в диапазоне от 40% до 80%.
[0025] Дозу УФ на единицу площади декоративного слоя регулируют так, чтобы достичь степени частичного закрепления, приводящей к созданию структуры декоративного слоя с достаточной внутренней когезией, но все еще достаточно открытой, чтобы обеспечить соответствующую адгезию с другими слоями.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0026] Описанные выше и другие признаки, аспекты и преимущества изобретения станут более понятными из следующего ниже описания варианта осуществления изобретения со ссылками на прилагаемые чертежи, на которых:
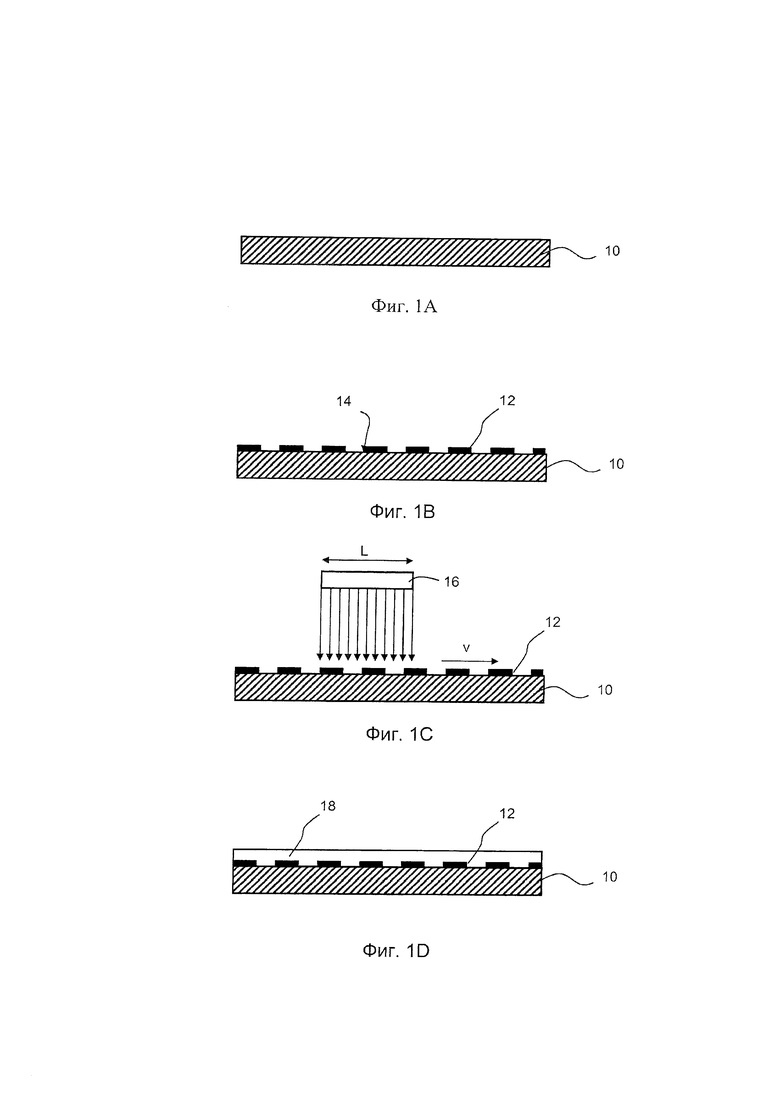
фиг. 1А-1D: схематичные виды в поперечном разрезе различных слоев или сборных конструкций из слоев, иллюстрирующие последовательные этапы первого варианта осуществления заявленного способа изготовления упругого напольного покрытия с напечатанным декоративным слоем;
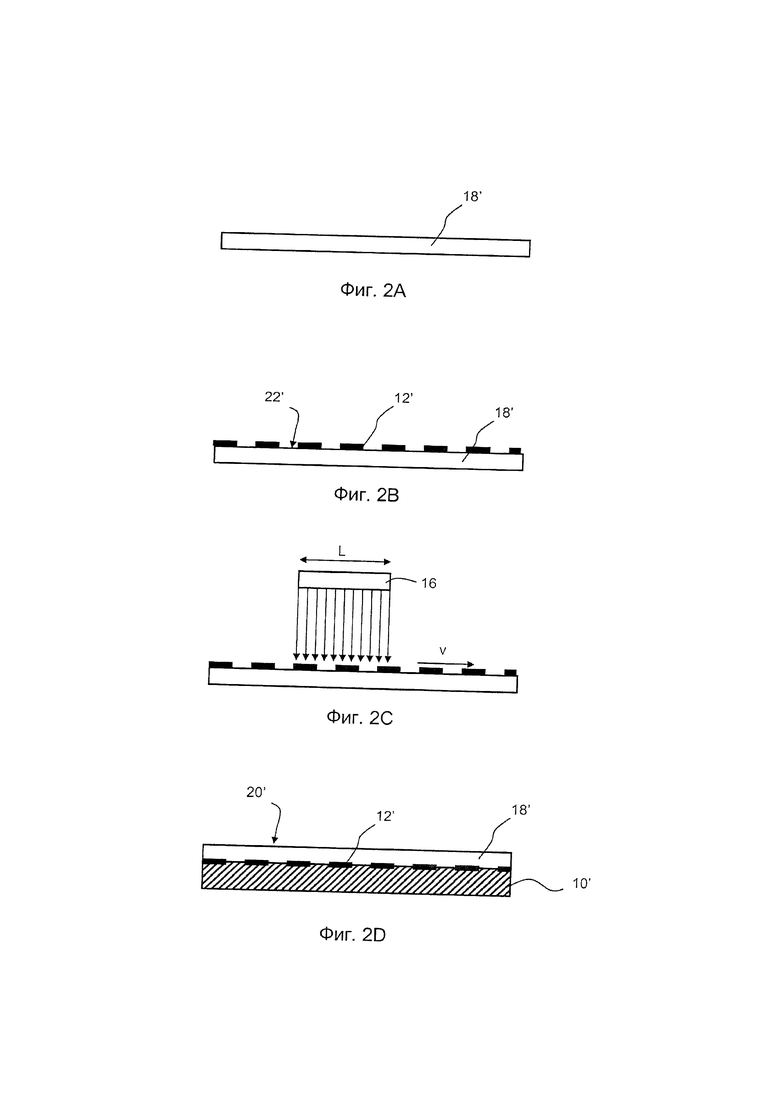
фиг. 2А-2D: схематичные виды в поперечном разрезе различных слоев или сборных конструкций из слоев, иллюстрирующие последовательные этапы второго варианта осуществления заявленного способа изготовления упругого напольного покрытия с напечатанным декоративным слоем; и
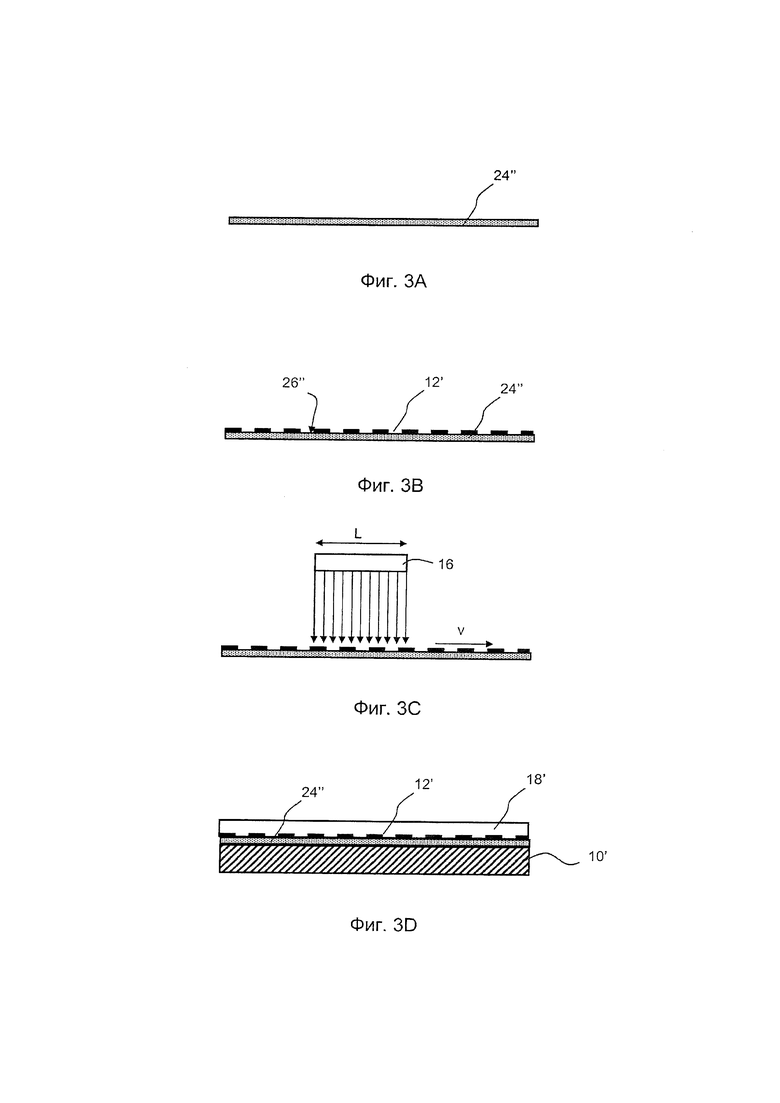
фиг. 3А-3D: схематичные виды в поперечном разрезе различных слоев или сборных конструкций из слоев, иллюстрирующие последовательные этапы третьего варианта осуществления заявленного способа изготовления упругого напольного покрытия с напечатанным декоративным слоем.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0027] Следует понимать, что следующее ниже описание и чертежи, на которые оно ссылается, описывают посредством примера несколько вариантов осуществления заявленного изобретения для иллюстративных целей. Это описание предпочтительных вариантов осуществления не ограничивает объем, характер или сущность заявленного изобретения.
[0028] На фиг. 1А-1D показан первый вариант осуществления заявленного способа изготовления упругого напольного покрытия с напечатанным декоративным слоем.
[0029] Сначала обеспечивают наличие полимерного опорного слоя 10 (фиг. 1А). Типичный опорный слой представляет собой, например, пластифицированный лист из PVC (или лист из полиолефина) с толщиной в диапазоне от 1 до 2 мм, предпочтительно в диапазоне от 1,1 до 1,5 мм, еще более предпочтительно в диапазоне от 1,1 до 1,3 мм, содержащий, например, от 20% до 50% материала наполнителя, в основном карбоната кальция, и имеющий удельный вес в диапазоне от 1500 до 3000 г/м2, предпочтительно в диапазоне от 2000 до 2300 г/м2. Полимерный опорный слой 10 может быть армирован стекловолокном.
[0030] Как показано на фиг. 1 В, декоративный слой 12 печатают на верхней поверхности 14 опорного слоя 10. Перед печатанием на этой верхней поверхности 14, последняя может предпочтительно иметь покрытие, такое как, например, акриловое покрытие на водной основе, содержащее полимер на акриловой основе и/или диоксид кремния, и/или диоксид титана, и/или другие добавки. Печатание осуществляют с помощью цифрового принтера или промышленного струйного принтера с использованием УФ-закрепляемых красок, предпочтительно красок с фотоинициаторами, оптимизированными для УФ-спектра в диапазоне 345-420 нм. Подходящая УФ-закрепляемая фаска, например, может быть получена от AGFA, Collins Inks, 3М, Hymmen или других производителей. Текучая краска имеет относительную плотность, предпочтительно лежащую в диапазоне от 1 до 1,6. Ее предпочтительно осаждают с удельной поверхностной плотностью в диапазоне от 5 до 15 г/м2, что приводит в результате к толщине нанесения после закрепления от 10 до 25 мкм.
[0031] Как показано на фиг. 1С, напечатанный декоративный слой 12 затем закрепляют с помощью светодиодных источников 16 УФ-излучения, имеющих узкое спектральное излучение вокруг средней длины волны в диапазоне 345-420 нм. Подходящими светодиодными источниками являются, например, светодиоды, имеющие среднюю длину волны 365, 385, 395 или 405 нм, предпочтительно в диапазоне от 1 Вт/см2 до 10 Вт/см2. Время воздействия УФ-излучения определяется так, чтобы получить степень частичного закрепления, приводящую к созданию структуры декоративного слоя с достаточной внутренней когезией, но все еще достаточно открытой, чтобы обеспечить достаточную адгезию с другими слоями. В случае непрерывной производственной линии, через которую со скоростью v движется слой/пленка, на которых расположен закрепляемый декоративный слой, время воздействия УФ-излучения будет определяться продольной протяженностью (по ходу перемещения) зоны, облучаемой светодиодными источниками УФ-излучения, и скоростью, с которой через эту область движется закрепляемый декоративный слой 12.
[0032] Следует отметить, что конечная степень закрепления краски зависит от многих параметров, например:
- химический состав краски;
- тип и количество фотоинициаторов;
- тип и количество пигментов в краске;
- отражательная способность УФ-излучения на поверхности краски;
- толщина слоя краски;
- длина волны УФ (нм);
- интенсивность УФ (Вт/см2); и
- доза УФ (Дж/см2).
[0033] Как правило, для данных составов краски и фотоинициаторов, заданной компоновке декоративного слоя и заданной длины волны УФ (нм), определяют минимальную дозу УФ, необходимую для достижения полного закрепления декоративного слоя. После этого эту дозу УФ уменьшают так, чтобы достичь степени частичного закрепления, приводящей к созданию структуры декоративного слоя с достаточной внутренней когезией, но все еще достаточно открытой, чтобы обеспечить соответствующую адгезию с другими слоями. Уменьшение дозы УФ может, например, быть достигнуто путем уменьшения интенсивности УФ (Вт/см2) светодиодных источников 16 УФ-излучения (например, путем затемнения последних или с помощью фильтров) и/или путем увеличения расстояния между светодиодными источниками 16 УФ-излучения и декоративным слоем 12, и/или сокращения времени воздействия УФ-излучения. В случае непрерывной производственной линии, уменьшение времени воздействия УФ-излучения может, например, быть достигнуто путем увеличения скорости v, с которой закрепляемый декоративный слой 12 движется через область излучения УФ и/или путем уменьшения продольной протяженности L (в направлении перемещения) зоны, облучаемой светодиодными источниками 16 УФ-излучения.
[0034] Степень закрепления краски в конце этапа закрепления может быть определена опосредованно, например, с помощью испытания на твердость поверхности (определение твердости по Шору) или определения адгезии методом решетчатого надреза на декоративном слое 12. При определении адгезии методом решетчатого надреза, изготавливают образец решетчатого надреза через слой краски по направлению к опорному слою. Поверх разреза решетчатого надреза наносят чувствительную к давлению клейкую ленту. Ленту удаляют посредством того, что ее быстро тянут назад на себя под углом, близким к 180°. Адгезию обычно оценивают по шкале от 0 до 5. Чем больше отсоединилось краски, тем выше значение по этой шкале и тем более неполным является закрепление краски. Для оценки результата испытания используется справочная таблица.
[0035] Процент закрепления краски может также быть определен непосредственно, например, с помощью инфракрасной спектроскопии с преобразованием Фурье (FT-IR). Это испытание основано на поглощении инфракрасного излучения химическими связями. Каждый тип связи имеет характерный отклик при заданном волновом числе, при этом высота пика представляет число связей. Поскольку полимерная цепь формируется в течение закрепления, пик уменьшается и, наконец, исчезает. Это испытание FT-IR позволяет измерить протекание поперечного сшивания (т.е. достигнутый процент поперечного сшивания в зависимости от времени).
[0036] Остается отметить, что печатание и закрепление УФ-излучением предпочтительно происходит в атмосфере азота. Эта атмосфера азота еще больше улучшает однородное протекание закрепления в декоративном слое 12 путем предотвращения ингибирования кислорода на поверхности декоративного слоя.
[0037] Как показано на фиг. 1D, после завершения неполного закрепления УФ-излучением, прозрачный слой 18 износа ламинируют на опорный слой 10, на котором расположен все еще не полностью закрепленный напечатанный декоративный слой 16, так что последний размещен между опорным слоем 10 и прозрачным слоем 18 износа.
[0038] Подходящий слой 18 износа представляет собой, например, пластифицированную пленку PVC (или полиолефиновую пленку), по существу не содержащую материал наполнителя и имеющую толщину в диапазоне от 0,2 мм до 1,0 мм, предпочтительно в диапазоне от 0,35 мм до 0,8 мм, и вес в диапазоне от 300 до 800 г/м2, предпочтительно в диапазоне от 400 до 600 г/м2. Этот слой 18 износа предпочтительно имеет относительно низкое значение K, т.е. значение K предпочтительно находится в диапазоне от 56 до 61, и относительно высокое содержание пластификаторов, т.е. содержание пластификаторов в диапазоне 5 PHR - 21 PHR (единиц концентрации добавки/модификатора к пластику). Подходящими пластификаторами являются, например, DINCH, DOTP или DINP. Относительно низкое значение K и относительно высокое содержание пластификатора в PVC обеспечивает более низкую температуру точки плавления/расплавления слоя 18 износа. Предпочтительно точка плавления/расплавления слоя 18 износа должна быть в диапазоне от 120°С до 180°С. Действительно, способность легко достичь точки плавления слоя 18 износа в процессе ламинирования улучшает адгезию между слоем 18 износа и все еще не полностью закрепленным напечатанным декоративным слоем 12.
[0039] Может быть использован либо процесс ламинирования с применением либо точечного давления, либо зависящего от времени давления. Когда используется процесс точечного давления, опорный слой 10 и/или слой 12 износа нагревают до температуры ламинирования либо путем контакта с нагретой поверхностью (например, путем контакта с поверхностью нагретого барабана), либо путем нагрева излучением (как, например, нагрев инфракрасным излучением (IR)). После этого опорный слой 10 и слой 12 износа прижимают друг к другу в одиночной точке контакта (например, между двумя прижимными роликами), при этом все еще не полностью закрепленный декоративный слой 12 размещают между опорным слоем 10 и слоем 12 износа. Для повышения адгезии могут быть последовательно использованы несколько прижимных роликов. Когда используется процесс зависящего от времени давления, все слои, которые должны быть ламинированы вместе, вводят в оборудование изобарического давления (например, стационарный пресс короткого цикла или непрерывный ленточный пресс). В течение приложения давления эту сэндвич-структуру материала нагревают на одной или на обеих сторонах сэндвич-структуры путем контакта с нагретой поверхностью (например, нагретой пластиной или нагретым барабаном). Перед их введением в оборудование генерации давления, опорный слой 10 и/или слой 12 износа могут быть предварительно нагреты. Как правило, более предпочтительным будет ламинирование в оборудовании изобарического давления, таком как пресс АУМА.
[0040] Ламинирование обусловлено тремя параметрами: температурой, временем и давлением. Температура играет наиболее важную роль. Если минимальная температура не достигнута, то адгезия слоев будет равна нулю. Давление играет лишь второстепенную роль в отношении адгезии. Менее высокое давление приводит к меньшей адгезии, но даже такое низкое давление, как 1 бар уже может привести к достаточной адгезии, в то время как давление 10 бар по большей части не улучшают адгезию в десять раз. Вследствие тепловой инерции слоев параметр времени оказывает сильное влияние на температуру, достигаемую на контактной поверхности между декоративным слоем и слоем износа, в результате чего параметр времени тоже оказывает сильное влияние на результат ламинирования.
[0041] Испытание на определение адгезии между различными слоями 10, 12, 18 представляет собой, например, испытание адгезии в отношении прочности на отслаивание, проводимое в соответствии с DIN EN 431, на образце ламинированного продукта (содержащего опорный слой 10, декоративный слой 12 и слой 18 износа).
[0042] На фиг. 2А-2D показан второй вариант осуществления заявленного способа изготовления упругого напольного покрытия с напечатанным декоративным слоем. В соответствии с этим вторым вариантом осуществления сначала обеспечивают наличие первого прозрачного слоя 18' износа (см. фиг. 2А), имеющего верхнюю поверхность 20 и нижнюю поверхность 22'. Как показано на фиг. 2В, на нижней поверхности 22' прозрачного слоя 18' износа печатают декоративный слой 12'. Как показано на фиг. 2С, после этого не полностью закрепляют напечатанный декоративный слой 12 с помощью светодиодных источников 16 УФ-излучения. Как показано на фиг. 2D, прозрачный слой 18' износа, на котором расположен еще не полностью закрепленный декоративный слой 12', ламинируют на опорный слой 10' так, чтобы не полностью закрепленный декоративный слой 12' был размещен между опорным слоем 10 и прозрачным слоем 18 износа. Более подробная информация об опорном слое 10', слое 18' износа, декоративном слое 12', процессе печатания, УФ-закрепляемых красках, неполном закреплении с использованием светодиодов УФ, ламинировании различных слоев и проводимых испытаниях может быть получена из приведенного выше описания первого варианта осуществления заявленного способа.
[0043] В альтернативном варианте осуществления заявленного второго способа, первый декоративный слой печатают на верхней поверхности опорного слоя и второй декоративный слой на нижней поверхности прозрачного слоя износа. Оба декоративных слоя затем не полностью закрепляют, как описано выше. После этого опорный слой и слой износа ламинируют вместе, причем первый декоративный слой и второй декоративный слой, оба все еще не полностью закрепленные, прижимают друг к другу. В этом варианте осуществления первый декоративный слой и второй декоративный слой взаимодействуют с образованием окончательной конструкции, видимой сквозь прозрачный слой износа.
[0044] На фиг. 3А-3D показан третий вариант осуществления заявленного способа изготовления упругого напольного покрытия с напечатанным декоративным слоем. В соответствии с этим способом сначала обеспечивают наличие тонкой опорной пленки 24'' декоративного слоя (с толщиной в диапазоне 0,09 мм - 0,18 мм). Эта опорная пленка декоративного слоя предпочтительно представляет собой пластифицированную пленку PVC, имеющую: 10-50% по весу материала наполнителя, предпочтительно в основном карбоната, кальция; и/или 2-20% по весу, предпочтительно 10-20% по весу, диоксида титана, и/или 2-20% по весу, предпочтительно 10-20% по весу, размягчающих полимеров, в частности PLA, РММА или PVAC Она предпочтительно имеет степень белизны минимум 92 (значение L) и степень непрозрачности в диапазоне от 95 до 99. Как показано на фиг. 3В, декоративный слой 12'' печатают на верхней поверхности 26'' опорной пленки 24'' декоративного слоя. Как показано на фиг. 3С, напечатанный декоративный слой 12 затем не полностью закрепляют с помощью светодиодных источников 16 УФ-излучения. Как показано на фиг. 3D, после этого опорную пленку 24'' декоративного слоя, на которой расположен все еще не полностью закрепленный декоративный слой 12'', ламинируют между опорным слоем 10'' и слоем 18'' износа, при этом прозрачный слой 18'' износа непосредственно ламинируют на декоративный слой 12''. Более подробная информация об опорном слое 10'', слое 18'' износа, декоративном слое 12'', процессе печатания, УФ-закрепляемых красках, неполном закреплении с использованием светодиодов УФ, ламинировании различных слоев и проводимых испытаниях может быть получена из приведенного выше описания первого варианта осуществления заявленного способа.
[0045] В альтернативном варианте осуществления заявленного третьего способа, первый декоративный слой печатают на верхней поверхности опорной пленки декоративного слоя, при этом второй декоративный слой печатают на нижней поверхности прозрачного слоя износа. Оба декоративные слоя затем не полностью закрепляют, как описано выше. После этого опорный слой, опорную пленку декоративного слоя и слой износа ламинируют вместе, причем первый декоративный слой и второй декоративный слой, которые все еще не полностью закреплены, прижимают друг к другу. В этом варианте осуществления первый декоративный слой и второй декоративный слой взаимодействуют с образованием окончательной конструкции, видимой сквозь прозрачный слой износа.
Список номеров позиций, используемых на чертежах
10, 10', 10'' опорный слой
12, 12', 12'' декоративный слой
14, 14', 14'' верхняя поверхность 10
16 светодиодные источники УФ-излучения
18, 18', 18'' прозрачный слой износа
20, 20', 20'' верхняя поверхность 18
22, 22', 22'' нижняя поверхность 18
24'' опорная пленка декоративного слоя
26'' верхняя поверхность 24.
Изобретение относится к способу изготовления упругого напольного покрытия с напечатанным декоративным слоем. В частности оно относится к такому способу, в котором декоративный слой печатают цифровым способом с помощью не содержащей растворителя краски, используя, струйный принтер, работающий на закрепляемой под действием ультрафиолетового излучения (УФ-закрепляемой) краске, которую закрепляют с помощью ультрафиолетового излучения (УФ) перед ее размещением между опорным слоем и прозрачным слоем износа. Способ изготовления напечатанного упругого напольного покрытия содержит этапы: печатают цифровым способом декоративный слой на верхнюю поверхность опорного слоя или нижнюю поверхность слоя износа с помощью УФ-закрепляемой краски; закрепляют УФ-излучением напечатанный декоративный слой; ламинируют вместе опорный слой и прозрачный слой износа так, что напечатанный декоративный слой размещен между опорным слоем и прозрачным слоем износа. Закрепление УФ-излучением выполняют с использованием светодиодных источников УФ-излучения, имеющих спектральное излучение в диапазоне 345-420 нм, так что в течение ламинирования УФ-закрепляемая краска все еще не полностью закреплена. Изобретение обеспечивает упрощение изготовления упругого напольного покрытия с декоративным слоем, напечатанным с помощью не содержащей растворителя краски, т.е. достижение долговечной адгезии между полимерным опорным слоем, прозрачным полимерным слоем износа и декоративным слоем, напечатанным с помощью УФ-закрепляемой краски и размещенным между опорным слоем и слоем износа, без необходимости использовать вспомогательный соединительный слой. 2 н. и 26 з.п. ф-лы, 12 ил.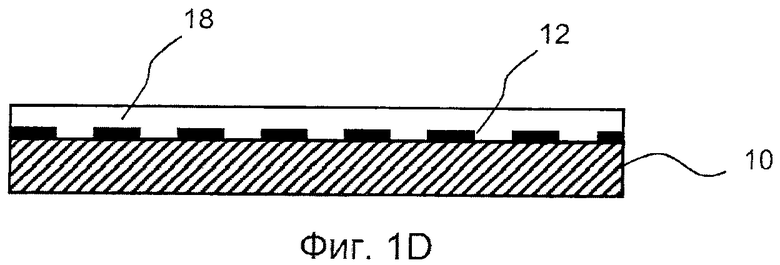
1. Способ изготовления напечатанного упругого напольного покрытия, содержащий этапы:
обеспечивают наличие полимерного опорного слоя и прозрачного полимерного слоя износа;
печатают цифровым способом декоративный слой на верхнюю поверхность опорного слоя или нижнюю поверхность слоя износа с помощью УФ-закрепляемой краски;
закрепляют УФ-излучением напечатанный декоративный слой;
ламинируют вместе опорный слой и прозрачный слой износа так, что напечатанный декоративный слой размещен между опорным слоем и прозрачным слоем износа;
при этом закрепление УФ-излучением выполняют с помощью светодиодных источников УФ-излучения, имеющих спектральное излучение в диапазоне 345-420 нм, так что в конце этапа закрепления УФ-закрепляемая краска все еще не полностью закреплена, так что УФ-закрепляемая краска остается не полностью закреплена в готовом упругом напольном покрытии.
2. Способ по п. 1, в котором после этапа закрепления процент закрепления все еще ниже 90%, предпочтительно в диапазоне от 40% до 80%.
3. Способ по п. 1 или 2, в котором опорный слой представляет собой пластифицированный слой из поливинилхлорида (PVC).
4. Способ по п. 3, в котором опорный слой содержит 20-50% по весу материала наполнителя, предпочтительно в основном карбоната кальция.
5. Способ по п. 3, в котором опорный слой имеет удельный вес в диапазоне 2000-2300 г/м2 и
толщину в диапазоне 1,0 мм - 1,5 мм, предпочтительно в диапазоне 1,1 мм - 1,3 мм.
6. Способ по п. 1 или 2, в котором слой износа представляет собой пластифицированный слой из PVC без наполнителя, имеющий удельный вес в диапазоне 400-600 г/м2 и толщину в диапазоне 0,35 мм - 0,8 мм.
7. Способ по п. 1 или 2, в котором слой износа имеет значение К меньше 70 и/или содержание пластификатора в диапазоне 3 PHR - 30 PHR.
8. Способ по п. 1 или 2, в котором точка плавления/расплавления слоя износа ниже 180°С, предпочтительно ниже 160°С.
9. Способ по п. 1 или 2, в котором в течение цифрового печатания УФ-закрепляемую краску осаждают с удельной поверхностной плотностью в диапазоне 5-15 г/м2.
10. Способ по п. 1 или 2, в котором максимальная интенсивность УФ-излучения на поверхности декоративного слоя находится в диапазоне от 1 Вт/см2 до 10 Вт/см2, предпочтительно от 2 Вт/см2 до 8 Вт/см2.
11. Способ по п. 1 или 2, в котором печатание цифровым способом выполняют с помощью струйного принтера.
12. Способ по п. 1 или 2, в котором дозу УФ на единицу площади декоративного слоя регулируют так, чтобы достичь степени частичного закрепления, приводящей к созданию структуры декоративного слоя с достаточной внутренней когезией, но все еще достаточно открытой для обеспечения соответствующей адгезии с другими слоями.
13. Способ изготовления напечатанного упругого напольного покрытия, содержащий этапы:
обеспечивают наличие полимерного опорного слоя, прозрачного полимерного слоя износа и тонкой опорной пленки декоративного слоя;
печатают цифровым способом декоративный слой на опорную пленку декоративного слоя с помощью УФ-закрепляемой краски;
закрепляют УФ-излучением напечатанный декоративный слой на опорной пленке декоративного слоя;
ламинируют вместе опорный слой, опорную пленку декоративного слоя и прозрачный слой износа так, что опорная пленка декоративного слоя с напечатанным декоративным слоем размещена между опорным слоем и прозрачным слоем износа;
при этом закрепление УФ-излучением напечатанного декоративного слоя выполняют с помощью светодиодных источников УФ-излучения, имеющих спектральное излучение в диапазоне 345-420 нм, так что в конце этапа закрепления УФ-закрепляемая краска все еще не полностью закреплена, так что УФ-закрепляемая краска остается не полностью закреплена в готовом упругом напольном покрытии.
14. Способ по п. 13, в котором после этапа закрепления процент закрепления все еще ниже 90%, предпочтительно в диапазоне от 40% до 80%.
15. Способ по п. 13 или 14, в котором опорную пленку декоративного слоя ламинируют на опорный слой, при этом слой износа ламинируют на не полностью закрепленный декоративный слой опорной пленки декоративного слоя.
16. Способ по п. 13 или 14, в котором опорная пленка декоративного слоя представляет собой пластифицированную пленку из PVC.
17. Способ по п. 16, в котором опорная пленка декоративного слоя содержит:
10-50% по весу материала наполнителя, предпочтительно в основном карбоната кальция;
2-20% по весу, предпочтительно 10-20% по весу диоксида титана;
2-20% по весу, предпочтительно 10-20% по весу размягчающих полимеров, в частности полилактида (PLA), полиметилметакрилата (PMMA) или поливинилацетата (PVAC).
18. Способ по п. 13 или 14, в котором опорная пленка декоративного слоя имеет толщину в диапазоне 0,09 мм - 0,18 мм.
19. Способ по п. 13 или 14, в котором печатание цифровым способом выполняют с помощью струйного принтера.
20. Способ по п. 13 или 14, в котором опорный слой представляет собой пластифицированный слой из PVC.
21. Способ по п. 20, в котором опорный слой содержит:
20-50% по весу материала наполнителя, предпочтительно в основном карбоната кальция.
22. Способ по п. 20, в котором опорный слой имеет удельный вес в диапазоне 2000-2300 г/м2 и толщину в диапазоне 1,0 мм - 1,5 мм.
23. Способ по п. 13 или 14, в котором слой износа представляет собой пластифицированный слой из PVC без наполнителя, имеющий удельный вес в диапазоне 400-600 г/м2 и толщину в диапазоне 0,35 мм - 0,8 мм.
24. Способ по п. 13 или 14, в котором слой износа имеет значение К меньше 70 и/или содержание пластификатора в диапазоне 3 PHR - 30 PHR.
25. Способ по п. 13 или 14, в котором точка плавления/расплавления слоя износа ниже 180°С, предпочтительно ниже 160°С.
26. Способ по п. 13 или 14, в котором в течение цифрового печатания, УФ-закрепляемую краску осаждают с удельной поверхностной плотностью в диапазоне 5-15 г/м2.
27. Способ по п. 13 или 14, в котором максимальная интенсивность УФ-излучения на поверхности декоративного слоя находится в диапазоне от 1 Вт/см2 до 10 Вт/см2, предпочтительно от 2 Вт/см2 до 8 Вт/см2.
28. Способ по п. 13 или 14, в котором дозу УФ на единицу площади декоративного слоя регулируют так, чтобы достичь степени частичного закрепления, приводящей к созданию структуры декоративного слоя с достаточной внутренней когезией, но все еще достаточно открытой для обеспечения соответствующей адгезии с другими слоями.
| US 2013067842 A1, 21.03.2013 | |||
| US 8398229 B2, 19.03.2013 | |||
| US 3929545 A, 30.12.1975 | |||
| US 2010276059 A1, 04.11.2010 | |||
| WO 2004042168 A1, 21.05.2004. |

