Область техники
Изобретение в целом относится к способу получения напольного покрытия с напечатанным декором. Более конкретно, оно относится к такому способу, в котором декоративный слой расположен между сердцевинной структурой, то есть между структурным слоем (-ями) основы напольного покрытия и прозрачным или по меньшей мере полупрозрачным слоем износа и служит в то же время в качестве адгезива, который прикрепляет слой износа к сердцевинной структуре.
Предшествующий уровень техники
FR 3010428 A1 раскрывает способ получения упругого напольного покрытия, включающего многослойную структуру, включающую прозрачный слой износа, предпочтительно состоящий из поливинилхлорида (ПВХ) и/или полиуретана (ПУ) и/или полиолефина, и слой основы, состоящий из термопластичной смолы, предпочтительно поливинилхлоридной (ПВХ) и/или полиолефиновой смолы. Декоративный слой наносили цифровой печатью на верхнюю поверхность слоя основы или нижнюю поверхность слоя износа с помощью струйного принтера, работающего с чернилами, не содержащими растворителя, которые могут быть отверждены путем подачи энергии. Данный слой чернил, не содержащих растворителя затем отверждали под действием энергии, в частности, ультрафиолетового излучения (УФ). По меньшей мере один соединительный слой, состоящий из эмульсии акрила или уретана и/или акрилового сополимера, прикреплен к отвержденному слою чернил, не содержащих растворителя. Данный соединительный слой служит в качестве соединения между отвержденным слоем чернил, не содержащих растворителя и нижней стороной слоя износа или верхней стороной слоя основы. Согласно FR 3010428 A1, отвержденный слой чернил, не содержащих растворителя, не является химически совместимым с предпочтительными полимерными слоями основы и/или предпочтительными полимерными слоями износа в многослойном упругом напольном покрытии, так что ламинирование такого отвержденного слоя чернил, не содержащих растворителя, непосредственно между такими функциональными слоями упругого напольного покрытия приведет к быстрому деламинированию упругого напольного покрытия. Следовательно, в FR 3010428 A1 предложено покрыть отвержденный декоративный слой на слое основы, соответственно, слое износа, соединительным слоем, который химически совместим со слоем чернил, не содержащих отвержденного растворителя, и слоем износа, соответственно, слоем основы, к которому он должен быть присоединен в упругом напольном покрытии.
EP 3 173 229 A1 относится к способу получения печатного упругого напольного покрытия. Способ включает цифровую печать декоративного слоя на верхней поверхности слоя основы или нижней поверхности слоя износа с помощью УФ отверждаемых чернил, УФ отверждение декоративного слоя; ламинирование слоя основы и прозрачного слоя износа вместе таким образом, чтобы напечатанный декоративный слой был расположен между слоем основы и прозрачным слоем износа. Альтернативный способ, также представленный EP 3 173 229 A1, включает цифровую печать декоративного слоя на основы пленке декоративного слоя с помощью УФ-отверждаемых чернил, УФ-отверждение напечатанного декоративного слоя на пленке основы декоративного слоя; ламинирование слоя основы, пленки основы декоративного слоя и прозрачного слоя износа вместе, так что пленка основы декоративного слоя с напечатанным декоративным слоем расположена между опорным слоем и прозрачным слоем износа. УФ-отверждение проводили с помощью источников УФ-светодиодов, имеющих спектральное излучение в диапазоне 345-420 нм, так что во время ламинирования УФ-отверждаемые чернила все еще не полностью отверждаются.
Настоящее изобретение направлено на то, чтобы предложить альтернативу способам получения предшествующего уровня техники.
Краткое описание изобретения
Согласно аспекту изобретения, способ получения декоративного напольного покрытия включает цифровую печать адгезива на печатной основе, в результате чего образуется адгезивный слой, образующий декоративный мотив, имеющий по меньшей мере одномерный узор. Адгезив представляет собой отверждаемую излучением композицию, предпочтительно по существу не содержащую нереакционноспособные растворители (с образованием таким образом так называемого 100%-го твердого состава) и/или фотоинициатор. Печатная основа включает одно из сердцевинной структуры (т.е. однослойная или многослойная сердцевинная структура) и слоя износа. После печати адгезива, адгезивный слой на печатной основе приводили в контакт со вторым из сердцевинной структуры и слоя износа. Сердцевинную структуру и слой износа затем прикрепляли друг к другу путем отверждения электронным пучком адгезивного слоя между ними. Стоит отметить, что отверждение адгезивного слоя электронным пучком осуществляли через слой (-и) выше и/или ниже адгезивного слоя, например, через слой износа, или через сердцевинную структуру, если сердцевинная структура является достаточно прозрачной для электронного пучка.
Следует отметить, что, хотя в некоторых вариантах осуществления изобретения может быть предпочтительной отверждаемая излучением композиция, по существу не содержащая нереакционноспособных растворителей, в других вариантах осуществления изобретения может быть использована адгезивная композиция, содержащая органический растворитель или воду. В таком случае, способ может включать стадию нагрева для обеспечения испарения носителя или растворителя до осуществления отверждения электронным пучком.
Термин «декоративный» используется в данном документе для обозначения того, что мотив остается видимым в конечном продукте при использовании по назначению и придает внешний вид напольному покрытию. Выражение «по меньшей мере имеющий одномерный узор» означает, что существует вариация (предпочтительно включающая множественные градиенты и/или этапы) декоративного мотива вдоль по меньшей мере одного направления, причем вариация заметна невооруженным глазом человека. Такая вариация может включать вариацию цвета или модуляцию толщины адгезива. Декоративный мотив может обуславливаться, частично или полностью, контрастом по внешнему виду (например, по цвету) между адгезивным слоем и печатной основой. В данном контексте, вариации или контрастность цвета должны включать вариации или контрастность, соответственно, в затенении.
Используемый в данном документе термин «печатная основа» обозначает основу, на которой адгезив наносится цифровой печатью, поскольку она присутствует в печатающем оборудовании. Печатная основа может представлять собой монослой или многослойную структуру. В последнем случае только внешний слой, который непосредственно контактирует с адгезивом, должен быть совместим с адгезивом с точки зрения шероховатости поверхности, поверхностного натяжения, химических функциональностей, присутствующих на поверхности, и т. д. В дальнейшем, когда печатная основа включает многослойную структуру, для простоты крайний слой, который непосредственно приводили в контакт с адгезивом, будет называться «адгезивоприемным слоем». Предпочтительно, адгезивоприемный слой будет иметь белый или нейтральный яркий цвет, то есть иметь яркость L*, как определено в цветовом пространстве CIELAB, более 80, предпочтительно более 85 и даже более предпочтительно более 90. Адгезивоприемный слой предпочтительно имеет энергию поверхности в интервале от 15 мН/м до 60 мН/м, предпочтительно в интервале от 20 мН/м до 50 мН/м и еще более предпочтительно в интервале от 25 мН/м до 40 мН/м. Он предпочтительно имеет шероховатость поверхности Ra менее 0,5 мкм, предпочтительно менее 0,3 мкм и еще более предпочтительно менее 0,2 мкм. Предпочтительно, он также имеет шероховатость поверхности Rz (измеренную в соответствии с ISO 4288:1996) менее 5 мкм, предпочтительно менее 3 мкм и еще более предпочтительно менее 2 мкм. Адгезивоприемный слой предпочтительно имеет значение блеска при 60° в интервале от 10 до 90, предпочтительно в интервале от 20 до 80 и еще более предпочтительно в интервале от 25 до 75. Значение блеска измеряется в соответствии с EN ISO 2813:2014. Непрозрачность адгезивоприемного слоя может составлять более 90%, предпочтительно более 95% и еще более предпочтительно более 97%. Прозрачность (адгезивоприемного слоя) измеряется в соответствии с DIN 53146. Непрозрачность O представляет собой соотношение между коэффициентом отражения R0 и коэффициентом отражения R ∞: O = R0/R∞, где коэффициент отражения R0 представляет собой коэффициент отражения адгезивоприемного слоя над идеальным черным, а коэффициент отражения R∞ представляет собой коэффициент отражения одного и того же адгезивоприемного слоя над множеством идентичных адгезивоприемных слоев, количество которых является настолько большим, что является все множество слоев является непрозрачным. DIN 53145 определяет требования для определения коэффициента отражения R0 и коэффициента отражения R∞.
Печатная основа может включать сердцевинную структуру, и в этом случае второе из сердцевинной структуры и слоя износа представляет собой слой износа. В качестве альтернативы, печатная основа включает слой износа и второе из сердцевинной структуры и слоя износа, таким образом, представляет собой сердцевинную структуру.
Способ может включать формирование сердцевинной структуры, причем образование сердцевинной структуры содержит по меньшей мере одно из:
a) экструдирования одного слоя пластика, причем слой пластика совместим с адгезивом;
b) совместного экструдирования по меньшей мере двух смежных слоев пластика, причем по меньшей мере один из по меньшей мере двух смежных слоев пластика совместим с адгезивом;
c) экструдирования слоя пластика или совместного экструдирования по меньшей мере двух слоев пластика с последующим нанесением на них пластизольного покрытия, причем пластизольное покрытие после его отверждения является совместимым с адгезивом; и
d) экструдирования слоя пластика или совместного экструдирования по меньшей мере двух слоев пластика с последующим нанесением, например, путем печати, на них грунтовочного слоя, причем грунтовочный слой совместим с адгезивом.
Способ предпочтительно включает фиксацию декоративного мотива, имеющего по меньшей мере одномерный узор путем неполного предварительного отверждения адгезивного слоя перед тем, как печатная основа будет приведена в контакт со вторым из сердцевинной структуры и слоя износа. Предварительное отверждение влечет за собой (полимеризацию и) поперечное сшивание адгезива (и, таким образом, увеличение вязкости) до такой степени, что декоративный мотив, имеющий узор не подвергается размазыванию или размытию, заметному для человеческого глаза, когда адгезивный слой расположен между сердцевинной структурой и слоем износа. Однако отверждение остается незавершенным, так что значительная часть реакционноспособных групп остается способной к дальнейшей (полимеризации и) поперечному сшиванию, в частности, но не только, на поверхности адгезивного слоя, который приводили в контакт со вторым из сердцевинной структуры и слоем износа. Таким образом, когда отверждение завершено после приведения в контакт адгезивного слоя со вторым из сердцевинной структуры и слоем износа, между сердцевинной структурой и слоем износа может быть достигнута прочная адгезия. Механизмы адгезии между адгезивным слоем и сердцевинной структурой, а также между адгезивным слоем и слоем износа могут быть основаны на любом из: ковалентных связях, силах Ван-дер-Ваальса, механической блокировке (осуществляемой путем попадания адгезива в углубления, поры и т. д. смежных слоев с последующим отверждением адгезива) и любой их комбинации. Предпочтительно, адгезия основана на образовании ковалентных связей во время отверждения электронным пучком между реакционноспособными группами адгезива и реакционноспособными группами в композициях смежных слоев. Более предпочтительно, адгезия зависит от образования таких ковалентных связей и механического блокирования. В данном контексте "неполное отверждение" предпочтительно относится к степени отверждения, составляющей не более 50%. Степень отверждения может быть измерена с помощью инфракрасной спектрометрии с преобразованием Фурье (FTIR) после воздействия излучения электронным пучком или любым другим подходящим методом.
Для данной адгезивной композиции степени отверждения и поперечного сшивания, окончательно достигнутые в адгезивном слое, могут быть модифицированы путем воздействия, например, на плотность излучения или дозу, то есть энергию, поступающую на поверхность на единицу площади (Дж/см2), время воздействия и интенсивность электронного пучка. Плотность излучения соответствует интенсивности излучения (т.е. мощности, измеренной на облучаемой поверхности на единицу площади (Вт/см2)), интегрированной в течение времени экспозиции, т.е. времени, в течение которого единица площади поверхности адгезивного слоя, подлежащего отверждению, подвергается воздействию электронного пучка. В контексте настоящего документа, когда делается ссылка на «полное отверждение», имеется в виду степень отверждения по меньшей мере 80%, предпочтительно 85%, более предпочтительно 90% и еще более предпочтительно 95%. Когда достигается полное отверждение, скорость отверждения, вызванная электронным пучком, выравнивается.
Адгезив может по существу не содержать фотоинициатора. В данном контексте "по существу не содержит" означает, что содержание в фотоинициаторе значительно ниже количества, которое было бы использовано в случае УФ-отверждения, например, ниже 2 мас.%, предпочтительно ниже 1 мас.% и более предпочтительно ниже 0,5 мас.% адгезивной композиции. Предпочтительно, содержание в фотоинициаторе будет ниже пределов обнаружения стандартных процедур тестирования.
Декоративный мотив предпочтительно имеет по меньшей мере двумерный узор, то есть имеет вариации по меньшей мере в двух перпендикулярных направлениях. Декоративный мотив также может быть трехмерным, нанесенным с помощью трехмерной цифровой печати адгезива.
Интересующее преимущество изобретения заключается в том, что слой износа больше не нужно наносить на сердцевинную структуру горячим ламинированием. Такое горячее ламинирование, обычно происходящее при температурах выше 150 °С, может привести к искажению декоративного мотива, если нагрев слоев и сам процесс ламинирования не осуществляются с большой осторожностью. Кроме того, горячее ламинирование часто является "узким местом" производственной линии. Таким образом, следует понимать, что цифровую печать адгезива, приведение в контакт слоя адгезива со вторым из сердцевинной структуры и слоя износа и прикрепление печатной основы и второго из сердцевинной структуры и слоя износа друг к другу осуществляли при сравнительно низких температурах, например, температурах, не превышающих 100 °C, предпочтительно не превышающих 60 °C. Стоит отметить, что отверждение адгезива электронным (-и) пучком (-ами) не требует дополнительного нагрева сердцевинной структуры и слоя износа. Соответственно, этапы, указанные выше, могут быть выполнены при температуре окружающей среды – без исключения того, что адгезив нагревается во время отверждения, когда реакции, вызванные электронным пучком, являются экзотермическими. Это означает, что ограничения на композицию слоя износа могут быть несколько ослаблены по определенным аспектам, если используется способ по изобретению: например, слой износа может не содержать пластификатор или одно из содержащего пластификатор.
По меньшей мере одномерный узор может быть выполнен путем цифровой печати адгезива разными цветами. Для печати адгезив может быть доступен в основных цветах подходящей цветовой модели, например, цветовой модели CMYK (голубой, пурпурный, желтый, черный).
В соответствии с предпочтительным вариантом осуществления изобретения сердцевинная структура включает один или более слой жесткого материала из ПВХ (поливинилхлорида). В данном контексте выражение «жесткий ПВХ» обозначает материал из ПВХ, содержащий только небольшие количества пластификатора (-ов), т.е. не более 5 мас.%, предпочтительно не более 3 мас.%, более предпочтительно не более 2 мас.% и еще более предпочтительно не более 1,5 мас.% композиции сердцевинной структуры.
Адгезив может содержать или состоять из отверждаемого излучением полиуретанового и/или акрилатного клея. Помимо красителя (-ей), например, пигмента (-ов) и/или красителя (-ей), адгезив может не содержать нереакционноспособных ингредиентов, то есть ингредиентов, которые нековалентно интегрированы в полимерную матрицу после отверждения. Предпочтительно также, чтобы отверждаемый излучением полиуретановый и/или акрилатный клей не содержал фотоинициатора.
Цифровая печать адгезива может включать печать типографских меток, предпочтительно за пределами участка обрезки. Данные типографские метки могут использоваться на последующих стадиях производства после цифрового принтера, например, на этапе тиснения, стадии нарезания, стадии трехмерной печати и т. д. Термины «на последющих стадиях» и «на предыдущих стадиях» используются в данном документе для обозначения относительных положений на производственной линии, «на последющих стадиях» означает больше к концу производственной линии и «на предыдущих стадиях» в противоположном направлении.
Предложенный способ считается совместимым с механическим тиснением (в регистре), с использованием инструмента тиснения (цилиндра или пластины) для создания трехмерной структуры на слое износа. Альтернативно, способ включает цифровую печать трехмерного прозрачного или по меньшей мере полупрозрачного рельефа на лицевой стороне слоя износа, обращенной от сердцевинной структуры. Предпочтительно, рельеф будет напечатан с использованием отверждаемой электронным пучком композиции, совместимой со слоем износа. В данном случае отверждение рельефа и (полное) отверждение адгезивного слоя могут быть достигнуты на той же стадии отверждения.
Сердцевинная структура и слой износа могут оставаться непрерывными по меньшей мере до момента цифровой печати трехмерного рельефа. В данном случае трехмерный рельеф предпочтительно совмещается с мотивом, образованным адгезивным слоем, благодаря типографским меткам. В качестве альтернативы, промежуточный продукт, образованный путем прикрепления печатной основы и другого из сердцевинной структуры и слоя износа друг к другу, разрезали на плиты, панели, плитки, доски или тому подобное, на предыдущих стадиях до точки, где осуществляется цифровая печать трехмерного рельефа. Нарезание может производиться, например, с помощью водяной струи или гильотины с учетом любых типографских меток.
В настоящем документе глагол «содержит» и выражение «состоит из» используются в качестве открытых переходных фраз, означающих «состоит по меньшей мере из» или «включает». Термин «слой» обозначает один из множества листов или пластов материала, составляющих напольное покрытие. Множественные аналогичные листы или пласты, скрепленные поверх друг друга, могут рассматриваться как сложный слой при условии, что структура образует функциональную единицу. Например, слой износа может состоять из одного листа или нескольких подслоев. Когда в настоящем документе используются слова «верхний», «нижний», «сверху», «снизу» отдельно или в сочетании с другим словом по отношению к напольному покрытию или его элементу, делается ссылка на ориентацию напольного покрытия при использовании в качестве отделочных работ, причем декоративная сторона обращена вверх. Однако это следует рассматривать только как соглашение о наименовании в контексте данного документа и не следует понимать как подразумевающее, что изобретение ограничивается напольным покрытием с этой конкретной ориентацией. Например, верхняя поверхность слоя может быть по-разному ориентирована во время изготовления напольного покрытия.
Краткое описание графических материалов
В качестве примера, предпочтительные, неограничивающие варианты осуществления изобретения будут подробно описаны со ссылкой на прилагаемые графические материалы, на которых:
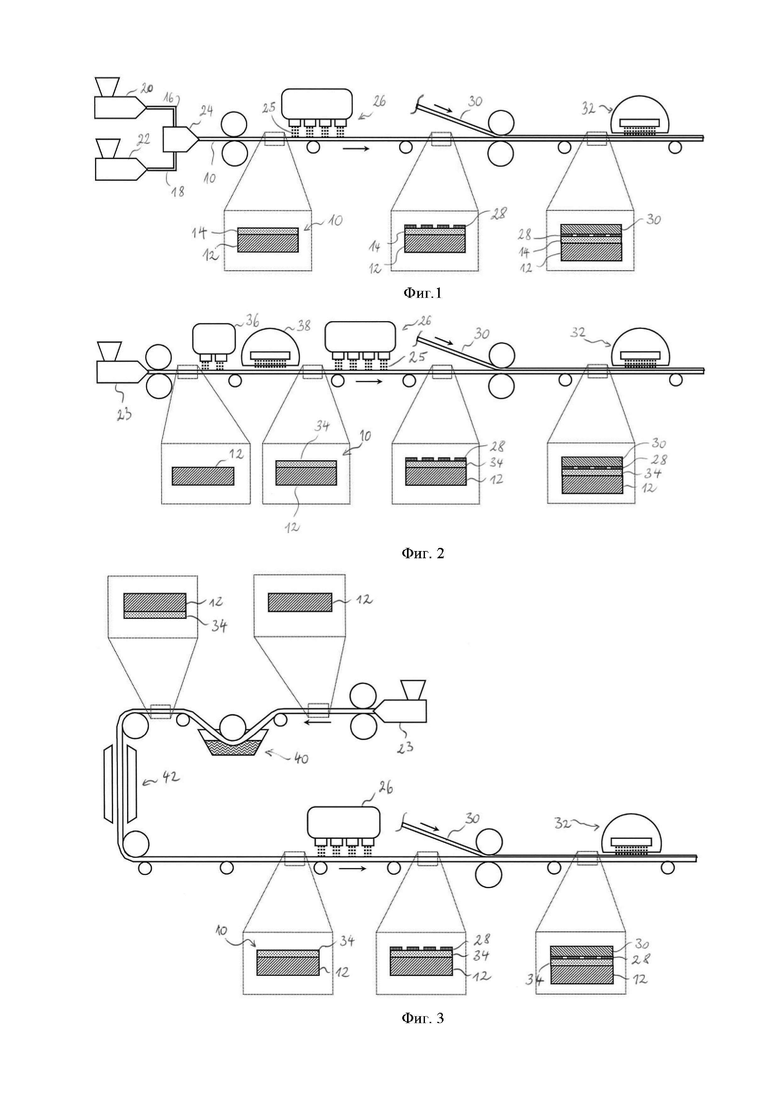
фиг. 1 представляет собой схематическую иллюстрацию производственной линии для осуществления способа получения декоративного напольного покрытия в соответствии с первым вариантом осуществления изобретения;
фиг. 2 представляет собой схематическую иллюстрацию производственной линии для осуществления способа получения декоративного напольного покрытия в соответствии со вторым вариантом осуществления изобретения;
фиг. 3 представляет собой схематическую иллюстрацию производственной линии для осуществления способа получения декоративного напольного покрытия в соответствии с третьим вариантом осуществления изобретения;
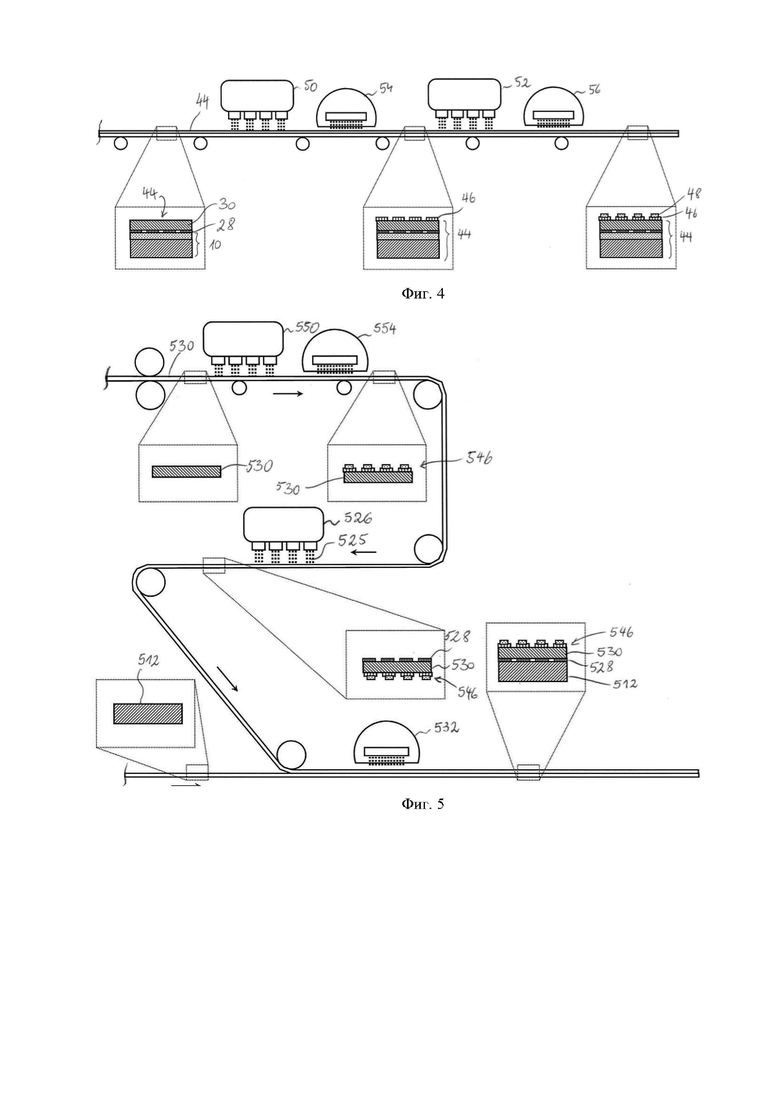
фиг. 4 иллюстрирует возможный способ нанесения рельефа поверх декоративного напольного покрытия;
фиг. 5 представляет собой схематическую иллюстрацию производственной линии для осуществления способа получения декоративного напольного покрытия в соответствии с четвертым вариантом осуществления изобретения;
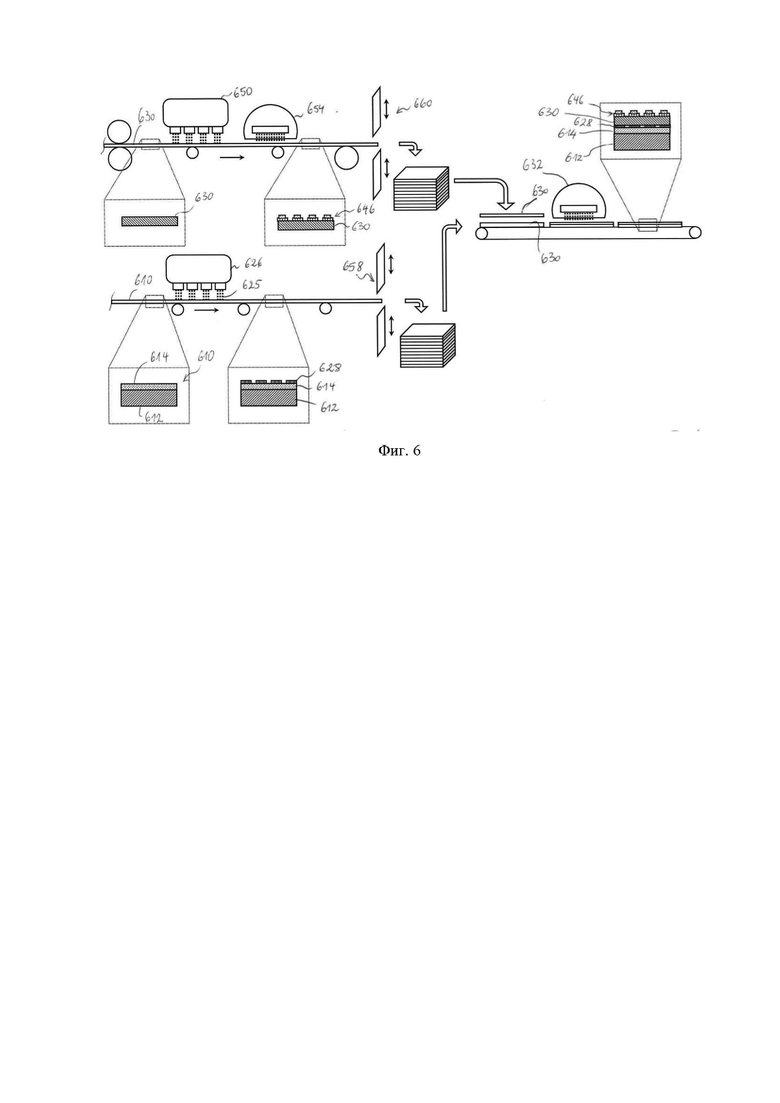
фиг. 6 представляет собой схематическую иллюстрацию производственной линии для осуществления способа получения декоративного напольного покрытия в соответствии с пятым вариантом осуществления изобретения.
Подробное описание вариантов осуществления
Следует понимать, что следующее описание и чертежи, на которые оно ссылается, описывают в качестве примера несколько вариантов осуществления предложенного изобретения в иллюстративных целях. Данное описание предпочтительных вариантов осуществления изобретения не ограничивает объем, природу или сущность заявленного объекта изобретения.
На фиг. 1 проиллюстрирован первый вариант осуществления предложенного способа получения декоративного напольного покрытия. Многослойная печатная основа выполнена в виде сердцевинной структуры 10, включающей слой основы 12, совместно экструдированный с адгезивоприемным слоем 14. Потоки термопластичного расплава 16, 18 направляются от соответствующих экструдеров 20, 22 к головке совместного экструдера 24, где формируется печатная основа 10. Слой основы 12 проиллюстрирован в данном примере как монослой, но он может быть заменен многослойной структурой, при условии, что двухканальная головка заменена подходящей многоканальной головкой.
После совместного экструдирования через головку 24, адгезив 25 наносили цифровой печатью на печатной основе (здесь: сердцевинная структура 10) с использованием оборудования цифровой печати 26, с образованием таким образом адгезивного слоя 28, который образует декоративный мотив, имеющий одно-, двух- или трехмерный узор. Адгезив 25 представляет собой отверждаемую электронным пучком полиуретановую (ПУ) и/или акрилатную композицию, не содержащую (или по меньшей мере по существу не содержащую) какого-либо фотоинициатора.
После печати адгезива, адгезивный слой 28 на печатной основе приводили в контакт с (также: износостойким) слоем износа 30. До точки, где происходит данное приведение в контакт, печатная основа может пройти стадию сушки (не показана). Такая сушка может быть рекомендована в конкретных вариантах осуществления способа, например, если клей содержит нереакционноспособный растворитель или носитель, например, воду. Наконец, сердцевинную структуру 10 и слой износа 30 прикрепляли друг к другу путем отверждения электронным пучком адгезивного слоя 28 между ними. Отверждение электронным пучком осуществляли с помощью оборудования для отверждения электронным пучком 32. После отверждения адгезивный слой 28 принимает роль связующего слоя, прочно прикрепленного как к слою износа 30, так и к сердцевинной структуре 10.
На фиг. 2 проиллюстрирован второй вариант осуществления предложенного способа получения декоративного напольного покрытия, который отличается от описанного ранее варианта осуществления способом получения печатной основы. В примере, показанном на фиг. 2, многослойная печатная основа выполнена в виде сердцевинной структуры 10, включающей слой основы 12 и грунтовочного слоя 34, нанесенный поверх слоя основы 12 с использованием оборудования для печати грунтовки 36.
Оборудование для печати грунтовки 36 может быть цифровым принтером, но может быть использована любая другая технология печати, подходящая для однородного нанесения грунтовочного слоя 34. После нанесения грунтовочного слоя 34 его предпочтительно отверждали с использованием способа отверждения, совместимого с используемой грунтовочной композицией. В проиллюстрированном варианте осуществления изобретения грунтовочный слой 34 представляет собой композицию, не содержащую фотоинициатора, отверждаемую электронным пучком, которая отверждается с помощью оборудования для отверждения электронным пучком 38.
После оборудования для отверждения электронным пучком 38, адгезив 25 наносили цифровой печатью на печатную основу с использованием оборудования цифровой печати 26, с образованием таким образом адгезивного слоя 28, который образует декоративный мотив, имеющий одно-, двух- или трехмерный узор. Адгезив 25 представляет собой отверждаемую электронным пучком полиуретановую и/или акрилатную композицию, не содержащую (или по меньшей мере по существу не содержащую) какого-либо фотоинициатора.
После печати адгезива, адгезивный слой 28 на печатной основе приводили в контакт со слоем износа 30. Наконец, сердцевинную структуру 10 и слой износа 30 прикрепляли друг к другу путем отверждения электронным пучком адгезивного слоя 28 между ними. Отверждение электронным пучком осуществляли с помощью оборудования для отверждения электронным пучком 32. После отверждения адгезивный слой 28 принимает роль связующего слоя, прочно прикрепленного как к слою износа 30, так и к сердцевинной структуре 10.
На фиг. 3 проиллюстрирован третий вариант осуществления предложенного способа получения декоративного напольного покрытия, который отличается от описанного ранее варианта осуществления только способом получения печатной основы. В примере, показанном на фиг. 3, многослойная печатная основа выполнена в виде сердцевинной структуры 10, включающей слой основы 12 и грунтовочный слой 34, нанесенный поверх слоя основы 12 с использованием оборудования для нанесения грунтовки 40. Грунтовку наносили в жидком состоянии (например, в виде пластизоля) путем направления слоя основы 12 через ванну с грунтовочной жидкостью, которая затем отверждается сушильным/нагревательным устройством 42.
Адгезив 25 наносили цифровой печатью на печатную основу с использованием оборудования цифровой печати 26, с образованием таким образом адгезивного слоя 28, который образует декоративный мотив, имеющий одно-, двух- или трехмерный узор. Адгезив 25 представляет собой отверждаемую электронным пучком полиуретановую и/или акрилатную композицию, не содержащую (или по меньшей мере по существу не содержащую) какого-либо фотоинициатора.
После печати адгезива, адгезивный слой 28 на печатной основе приводили в контакт со слоем износа 30. Наконец, сердцевинную структуру 10 и слой износа 30 прикрепляли друг к другу путем отверждения электронным пучком адгезивного слоя 28 между ними. Отверждение электронным пучком осуществляли с помощью оборудования для отверждения электронным пучком 32. После отверждения адгезивный слой 28 принимает роль связующего слоя, прочно прикрепленного как к слою износа 30, так и к сердцевинной структуре 10.
Слой основы 12 проиллюстрирован на фиг. 2 и 3 в виде монослоя, выполненного с помощью экструдера 23. Он может быть заменен многослойной структурой при условии, что соответствующая экструзионная система заменяет экструдер 23.
Стоит отметить, что, хотя на фиг. 1, 2 и 3 это не иллюстрируется, для того, чтобы избежать размытия декоративного мотива, может быть полезно предварительное отверждение адгезивного слоя 28 электронным пучком до стадии, где наносили слой износа 30. Важно отметить, что такое предварительное отверждение будет неполным отверждением, оставляя значительную часть исходных реакционноспособных групп адгезива неизменными и, таким образом, доступными для дальнейшего поперечного сшивания. Таким образом, такое предварительное отверждение увеличивает вязкость адгезива, но не превращает его в твердый полимер. Кроме того, предварительное отверждение может привести к образованию ковалентных связей между адгезивом и печатной основой. Оба эффекта могут повлечь за собой снижение склонности к смазыванию адгезивного слоя, если таковое имеется. Когда адгезивная композиция содержит жидкость-носитель или растворитель, вместо или в дополнение к предварительному отверждению, можно высушить адгезивную композицию до стадии, где наносили слой износа 30.
Фиг. 4 иллюстрирует цифровую трехмерную печать рельефа поверх слоя износа 30. Такую трехмерную печать могут осуществить на последующих стадиях в производственных линиях, проиллюстрированных на фиг. 1-3. Для печати рельефа предпочтительно использовали прозрачную или по меньшей мере полупрозрачную отверждаемую электронным пучком композицию, совместимую со слоем износа 30 и не содержащую фотоинициатора. Рельеф может быть построен из нескольких отдельных слоев печати, нанесенных совместно один за другим. В иллюстративном примере, показанном на фиг. 4, первый 46 и второй слои 48 полиуретанового верхнего слоя покрытия напечатаны один за другим на многолосйной структуре 44 сердцевинной структуры 10, адгезивном слое 28 и слое износа 30. Трехмерную печать осуществляли с использованием принтеров цифровой печати 50 и 52. После этапа печати новый нанесенный слой (-и) верхнего слоя покрытия может быть отвержден или предварительно отвержден для подготовки этого (-их) слоя (-ев) к нанесению на него (-их) дополнительного (-ых) верхнего (-их) слоя (-ев) покрытия. В проиллюстрированном варианте осуществления изобретения промежуточное отверждение верхнего слоя покрытия 46 осуществляли с помощью оборудования отверждения электронным пучком 54 на последующих стадиях после принтера 50, и окончательное отверждение осуществляли с помощью оборудования отверждения электронным пучком 56 на последующих стадиях после принтера 52. Дозу облучения, применяемую во время окончательного отверждения, выбирали таким образом, чтобы было достигнуто полное отверждение всех верхних слоев покрытия. Хотя на фиг. 4 это не показано, верхний слой покрытия может включать один или более непрерывных слоев, чтобы полностью закрыть нижележащий слой износа 30 (и любые промежуточные верхние слои покрытия). Данное замечание также применимо к вариантам осуществления изобретения, описанным ниже.
Печать верхних слоев покрытия 46, 48 предпочтительно выполняли в совмещении с декоративным мотивом адгезивного слоя 28. Для достижения этого, типографские метки предпочтительно наносили на печатную основу, когда напечатан адгезивный слой 28. Данные типографские метки затем могут быть использованы на этапах получения на последующих стадиях, в частности, на этапе трехмерной печати, как показано на фиг. 4.
На фиг. 5 проиллюстрирован дополнительный вариант осуществления предложенного способа получения декоративного напольного покрытия. Печатная основа для адгезивного слоя 528 в данном случае представляет собой слой износа 530. В последующих стадиях производственной линии, слой износа скрепляли с сердцевинной структурой, которая изображена в виде слоя основы 512. Как показано на фиг. 5, верхний слой покрытия 546, включающий трехмерный рельеф, наносили цифровой печатью на верхней стороне слоя износа 530 с помощью оборудования для трехмерной печати 550 и отверждали с помощью оборудования отверждения электронным пучком 554. Этап формирования рельефа может включать в себя множество цифровых принтеров и оборудования промежуточного отверждения, но для простоты на фиг. 5 показано только одно из каждого.
После стадии формирования рельефа, адгезив 525 наносили цифровой печатью на нижней стороне слоя износа 530 с использованием оборудования цифровой печати 526, с образованием таким образом адгезивного слоя 528, который образует декоративный мотив, имеющий одно-, двух- или трехмерный узор. Адгезив 525 представляет собой отверждаемую электронным пучком полиуретановую и/или акрилатную композицию, не содержащую (или по меньшей мере по существу не содержащую) какого-либо фотоинициатора.
После печати адгезива, адгезивный слой 528 на печатной основе приводили в контакт со слоем основы 512. Наконец, слой основы 512 и слой износа 530 прикреплены друг к другу путем отверждения электронным паучком адгезивного слоя 528 между ними. Отверждение электронным пучком осуществляли с помощью оборудования для отверждения электронным пучком 532. После отверждения клеевой слой 528 принимает роль связующего слоя, прочно прикрепленного как к слою износа 530, так и к слою основы 512.
В примерах, описанных выше, сердцевинная структура и слой износа остаются непрерывными на протяжении всей проиллюстрированной части процесса изготовления. (Нарезание напольного покрытия на плиты, панели, плитки, доски и т.п. на последующих стадиях не проиллюстрировано, но возможно.) Фиг. 6 схематически иллюстрирует процесс получения, в котором слой износа 630 и сердцевинную структуру 610 получали на отдельных производственных линиях и нарезали на плиты, панели, плитки, доски или т. п. перед тем, как быть прикрепленными друг к другу. Разрезы могут быть расположены точно на основе типографских меток, напечатанных с помощью адгезива. На практике это может быть достигнуто за счет точной синхронизации нарезания относительно момента, когда типографская метка обнаруживается датчиком в определенном положении до режущего устройства.
Сердцевинная структура включает слой основы 612 и адгезивопреемный слой 614. В оборудовании цифровой печати 626, адгезив 625 наносили цифровой печатью на сердцевинную структуру 610 с образованием таким образом адгезивного слоя 628, который образует декоративный мотив, имеющий одно-, двух- или трехмерный узор. Адгезив 625 представляет собой отверждаемую электронным пучком полиуретановую и/или акрилатную композицию, не содержащую (или по меньшей мере по существу не содержащую) какого-либо фотоинициатора. После оборудования цифровой печати 626 сердцевинную структуру 610 нарезали на куски с помощью гильотины 658 или другого режущего устройства. Необязательно (не показано на фиг. 6), декоративный мотив фиксируется путем предварительного отверждения адгезивного слоя 628.
На отдельной производственной линии верхний слой покрытия 646, включающий рельеф, формируется поверх слоя износа 630 с использованием одного или более цифровых трехмерных принтеров и одного или более оборудования отверждения электронным пучком 654. Для печати рельефа предпочтительно использовали прозрачную или по меньшей мере полупрозрачную отверждаемую электронным пучком композицию, совместимую со слоем износа 630 и не содержащую фотоинициатора. Рельеф может быть построен из множества отдельных слоев печати, нанесенных в регистре один с другим и с декоративным мотивом адгезивного слоя 628. Этап формирования рельефа может включать в себя множество цифровых принтеров и промежуточных оборудований отверждения, но для простоты на фиг. 6 показан только один из каждого. После оборудования отверждения 654, слой износа 630 нарезали на куски с помощью гильотины 660 или другого режущего устройства.
Куски слоя износа 630 и сердцевинной структуры 610 могут временно храниться в соответствующих зонах хранения. На сборочной линии части слоя износа 630 прикрепляли по отдельности к частям сердцевинной структуры 610 посредством отверждения электронным пучком адгезивного слоя 628 между ними. Отверждение осуществляли с помощью оборудования отверждения электронным пучком 632.
Процесс, схематически изображенный на фиг. 6, может быть особенно подходящим, если различные производственные линии работали с разными скоростями. В непрерывном процессе, более быстрые этапы должны быть замедлены, чтобы соответствовать рабочей скорости самого медленного этапа (узкое место). Это приводит к неэффективному использованию имеющихся ресурсов. Процесс, показанный на фиг. 6, позволяет повысить эффективность получения за счет объединения большего количества медленных производственных линий с меньшим количеством быстрых производственных линий.
Несмотря на то, что конкретные варианты осуществления были подробно описаны в данном документе, специалистам в данной области техники будет ясно, что различные модификации и альтернативы этим подробностям могут быть разработаны в свете общих принципов изобретения. Соответственно, конкретные раскрытые комбинации предназначены только для иллюстрации и не ограничивают объем изобретения, который должен быть обеспечен в полном объеме прилагаемой формулы изобретения и всех и любых ее эквивалентов.
Способ получения декоративного напольного покрытия, включающий цифровую печать адгезива на печатной основе с образованием таким образом адгезивного слоя, образующего декоративный мотив, имеющий по меньшей мере одномерный узор. Адгезив представляет собой отверждаемую излучением композицию, предпочтительно по существу не содержащую нереакционноспособных растворителей и/или фотоинициатора. Печатная основа включает одно из сердцевинной структуры и слоя износа. После печати адгезива, адгезивный слой на печатной основе приводят в контакт со вторым из сердцевинной структуры и слоя износа. Сердцевинную структуру и слой износа затем прикрепляют друг к другу путем отверждения электронным пучком адгезивного слоя между ними. 14 з.п. ф-лы, 6 ил.
1. Способ получения декоративного напольного покрытия, включающий:
цифровую печать адгезива на печатной основе с образованием таким образом адгезивного слоя, образующего декоративный мотив, имеющий по меньшей мере одномерный узор, причем адгезив представляет собой отверждаемую излучением композицию, причем печатная основа включает одно из сердцевинной структуры и слоя износа;
приведение в контакт адгезивного слоя на печатной основе со вторым из указанной сердцевинной структуры и указанного слоя износа;
прикрепление печатной основы и второго из указанной сердцевинной структуры и указанного слоя износа друг к другу путем отверждения электронным пучком указанного адгезивного слоя.
2. Способ по п. 1, где печатная основа включает указанную сердцевинную структуру, и где второе из указанной сердцевинной структуры и указанного слоя износа представляет собой слой износа.
3. Способ по п. 1, где печатная основа включает указанный слой износа, где второе из указанной сердцевинной структуры и указанного слоя износа представляет собой сердцевинную структуру.
4. Способ по любому из пп. 1-3, включающий формирование сердцевинной структуры, причем формирование сердцевинной структуры включает по меньшей мере одно из:
a) экструдирования одного слоя пластика, причем слой пластика совместим с указанным адгезивом;
b) совместного экструдирования по меньшей мере двух смежных слоев пластика, причем по меньшей мере один из по меньшей мере двух смежных слоев пластика совместим с указанным адгезивом;
c) экструдирования слоя пластика или совместного экструдирования по меньшей мере двух слоев пластика с последующим нанесением на них пластизольного покрытия, причем пластизольное покрытие после отверждения является совместимым с указанным адгезивом и
d) экструдирования слоя пластика или совместного экструдирования по меньшей мере двух слоев пластика с последующим нанесением, например, путем печати, на них грунтовочного слоя, причем грунтовочный слой совместим с указанным адгезивом.
5. Способ по любому из пп. 1-4, включающий фиксацию декоративного мотива, имеющего по меньшей мере одномерный узор, путем неполного предварительного отверждения адгезивного слоя перед тем, как печатная основа будет приведена в контакт со вторым из указанной сердцевинной структуры и указанного слоя износа.
6. Способ по любому из пп. 1-5, где адгезив по существу не содержит фотоинициатора.
7. Способ по любому из пп. 1-6, где декоративный мотив имеет по меньшей мере двумерный узор, например, трехмерный узор.
8. Способ по любому из пп. 1-7, где цифровую печать адгезива, приведение в контакт адгезивного слоя со вторым из указанной сердцевинной структуры и указанного слоя износа и прикрепление печатной основы и второго из указанной сердцевинной структуры и указанного слоя износа друг к другу осуществляют при температурах, не превышающих 100°C, предпочтительно не превышающих 60°C.
9. Способ по любому из пп. 1-8, где нанесение по меньшей мере одномерного узора осуществляют путем цифровой печати указанного адгезива разными цветами.
10. Способ по любому из пп. 1-9, где сердцевинная структура содержит один или более слой жесткого материала из ПВХ (поливинилхлорид).
11. Способ по любому из пп. 1-10, где адгезив содержит или состоит из отверждаемого излучением полиуретанового и/или акрилатного клея.
12. Способ по любому из пп. 1-11, где указанная цифровая печать адгезива включает печать типографских меток.
13. Способ по любому из пп. 1-11, дополнительно включающий цифровую печать трехмерного прозрачного или по меньшей мере полупрозрачного рельефа на лицевой стороне указанного слоя износа, обращенной от сердцевинной структуры.
14. Способ по п. 13, где указанная сердцевинная структура и указанный слой износа остаются непрерывными по меньшей мере до момента осуществления цифровой печати указанного трехмерного рельефа.
15. Способ по п. 13, где промежуточный продукт, образованный путем прикрепления печатной основы и второго из указанной сердцевинной структуры и указанного слоя износа друг к другу, разрезают, например, струей воды или гильотиной, на предыдущих стадиях до цифровой печати указанного трехмерного рельефа.
| WO 2018057602 A1, 29.03.2018 | |||
| 1971 |
|
SU411152A1 | |
| EP 3173229 A1, 31.05.2017 | |||
| FR 3010428 A1, 13.03.2015. | |||

