Область применения изобретения
Настоящее изобретение относится по существу к области медицинских устройств и, в частности, к шовно-нитевому устройству, в котором используются нити с зазубринами, имеющему усовершенствованные концевые эффекторы.
Предпосылки создания изобретения
Многие раны и хирургические разрезы закрываются с помощью хирургических шовных нитей или некого другого хирургического устройства для ушивания ран. Самоудерживающиеся шовные нити, также известные как шовные нити с зазубринами, хорошо известны и привлекали внимание в связи с различными видами медицинского применения. Как правило, самоудерживающиеся шовные нити конструируются с рядом фиксаторов (также известных под названием «зазубрины» или «выступы», которые используются в настоящем документе как синонимы), которые проходят наружу от шовной нити, и их функция заключается в повышении прочности фиксации шовной нити и/или устранении необходимости завязывания узла.
Известно, что некоторые шовные нити и шовные нити с зазубринами включают наличие на дистальном конце шовной нити концевых эффекторов, чтобы обеспечить на конце «ограничитель», который препятствует полному протягиванию шовной нити через ткань, одновременно увеличивая прочность фиксации шовной нити и избавляя от необходимости вязания узлов для закрепления шовной нити. Концевые эффекторы включают, например, анкеры, узлы, язычки, петли и т. п. Согласно общепринятому подходу увеличение площади поверхности стопора в направлении, перпендикулярном направлению ввода шовной нити, позволяет увеличить прочность фиксации. Однако существуют определенные практические ограничения, налагаемые на размер, поскольку концевые эффекторы с большой толщиной или другими размерами могут быть непригодны для хирургического вмешательства и/или могут прощупываться, а потому могут быть нежелательными для использования. Один из подходящих концевых эффекторов описан в публикации патента США № 2013/0085525. Несмотря на этот эффективный концевой эффектор, в настоящем изобретении предпринята попытка предложить усовершенствованный концевой эффектор, который не только обеспечивает повышенную прочность ограничения и фиксации, но также оказывается приемлемым для хирургического вмешательства.
Изложение сущности изобретения
В одном варианте осуществления настоящее изобретение включает композитное шовно-нитевое устройство, включающее в себя: удлиненную основу шовной нити, имеющую проксимальный конец и дистальный конец, причем основа проходит вдоль центральной оси; приваренный или прикрепленный фиксирующий язычок, присоединенный к дистальному концу, при этом композитный фиксирующий язычок включает в себя: первый слой, имеющий верхнюю сторону и нижнюю сторону с толщиной между ними, и длину, проходящую параллельно центральной оси, и ширину, проходящую перпендикулярно центральной оси; второй слой, имеющий верхнюю сторону и нижнюю сторону с толщиной между ними, и длину, проходящую параллельно центральной оси, и ширину, проходящую перпендикулярно центральной оси; при этом нижняя сторона второго слоя приварена к верхней стороне первого слоя.
Изобретение также включает в себя способ применения таких шовно-нитевых устройств.
В других вариантах осуществления изобретение включает способ формирования шовно-нитевого устройства с приваренным или прикрепленным фиксирующим язычком, включающий следующие стадии: формирование шовно-нитевого устройства из заготовки ленты, имеющей желаемую конфигурацию толщины, причем шовно-нитевое устройство включает в себя проксимальный конец и дистальный конец с основой, проходящей вдоль центральной оси, и фиксирующий язычок, при этом фиксирующий язычок включает в себя верхнюю сторону и нижнюю сторону и имеет длину, ширину и толщину; наложение концевого крепления на верхнюю сторону фиксирующего язычка, при этом концевое крепление формируется из той же заготовки ленты, что и шовно-нитевое устройство, и при этом концевое крепление имеет по существу такую же длину и ширину, что и фиксирующий язычок; и приваривание фиксирующего язычка и концевого крепления друг к другу с образованием композитного фиксирующего язычка.
Краткое описание фигур
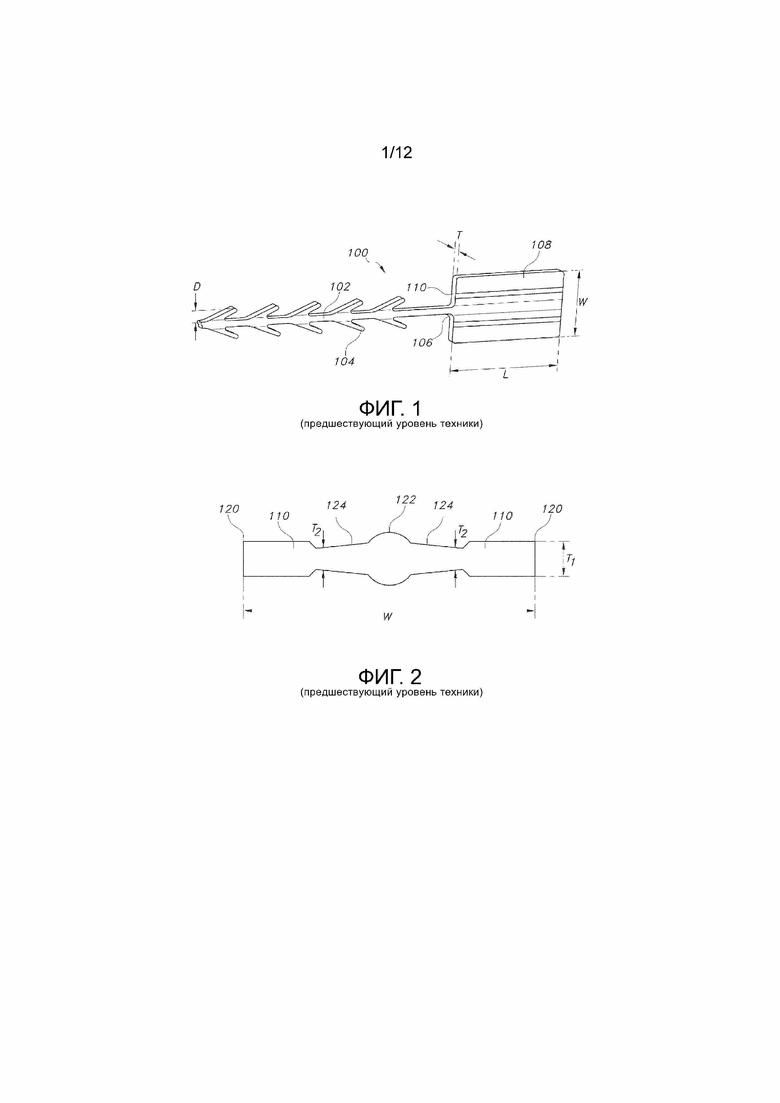
На Фиг. 1 представлено шовно-нитевое устройство предшествующего уровня техники с прямоугольным концевым эффектором.
На Фиг. 2 представлен вид сбоку концевого эффектора шовной нити, изображенной Фиг. 1, если смотреть вдоль центральной оси.
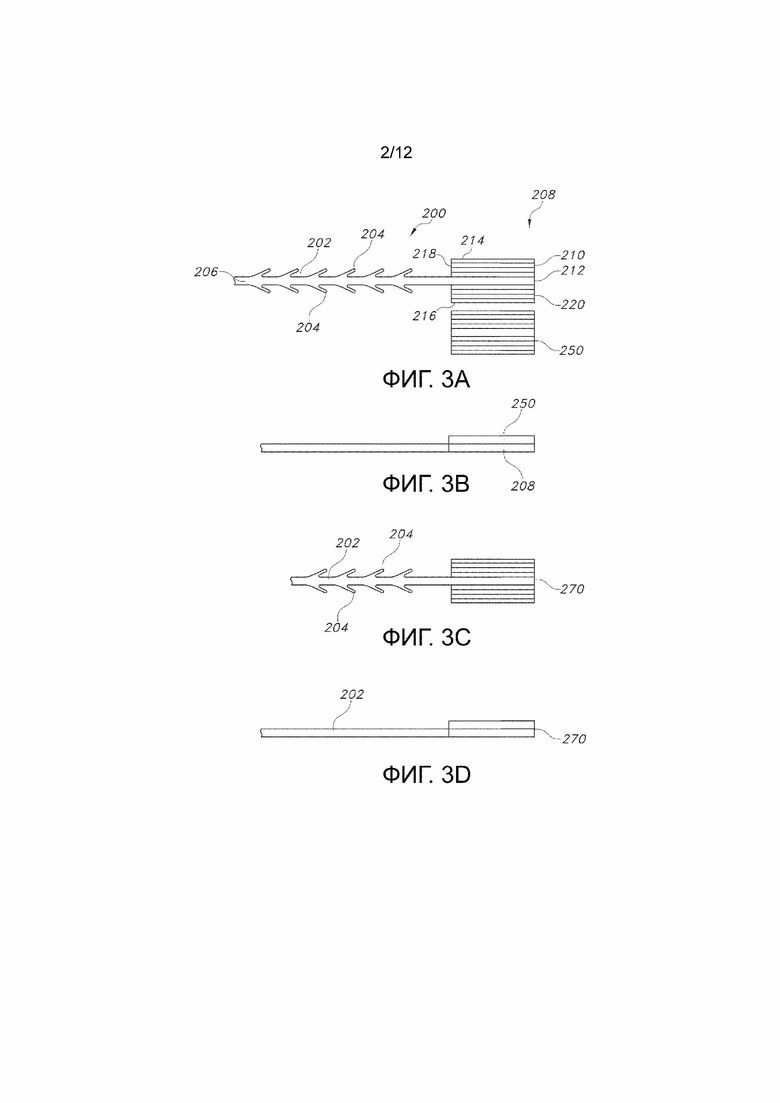
На Фиг. 3А представлен вид сверху шовно-нитевого устройства с концевым эффектором и отдельным концевым креплением в неприваренной конфигурации.
На Фиг. 3B представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 3A, с концевым креплением и концевым эффектором, расположенными смежно друг с другом.
На Фиг. 3С представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 3В, после того, как концевое крепление и концевой эффектор были приварены друг к другу.
На Фиг. 3D представлен вид сбоку приваренного шовно-нитевого устройства, изображенного на Фиг. 3C.
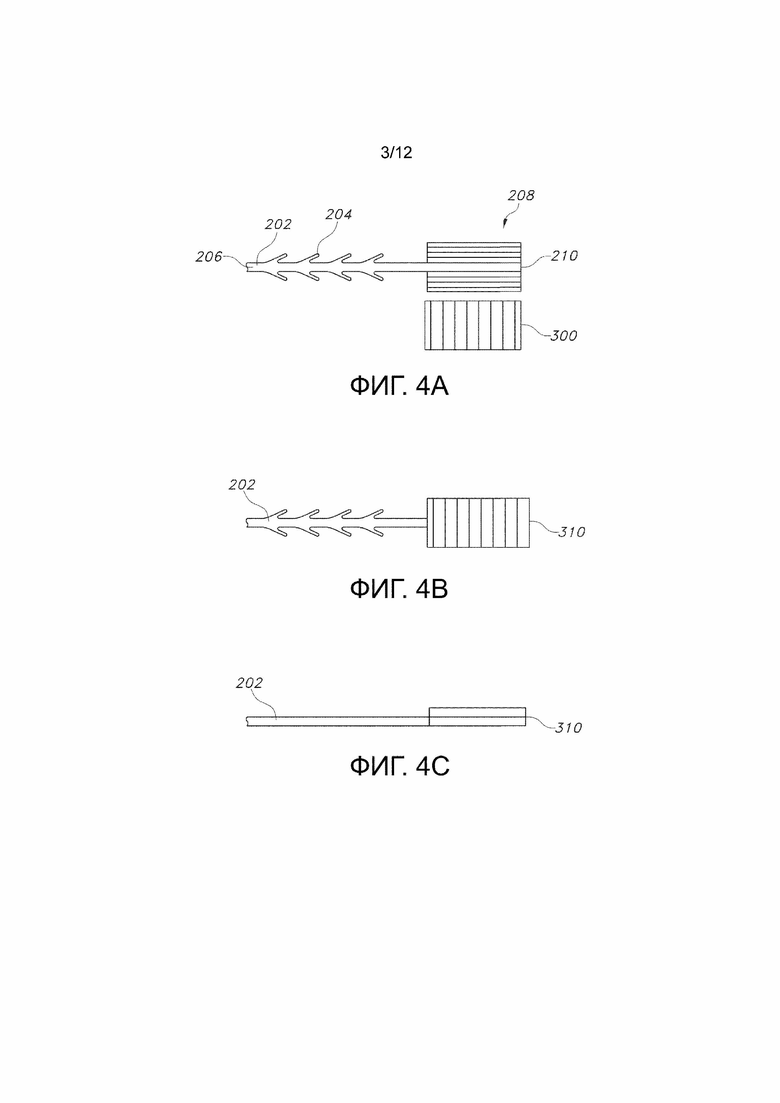
На Фиг. 4А представлен вид сверху шовно-нитевого устройства с концевым эффектором и отдельным концевым креплением в перпендикулярной ориентации в неприваренной конфигурации.
На Фиг. 4В представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 4А, после того, как концевой эффектор и концевое крепление были приварены друг к другу.
На Фиг. 4C представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 4B.
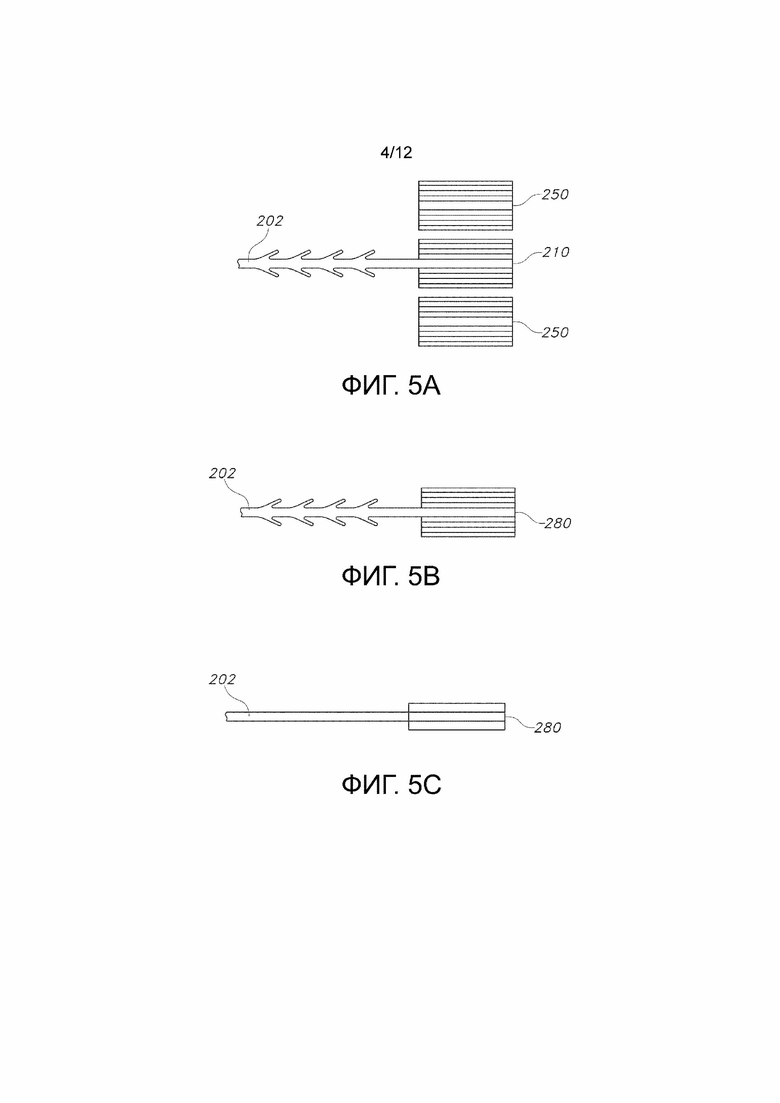
На Фиг. 5А представлен вид сверху шовно-нитевого устройства с концевым эффектором и двумя отделенными концевыми креплениями, каждое из которых имеет параллельную ориентацию, в неприваренной конфигурации.
На Фиг. 5B представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 5A, после того, как концевой эффектор и концевые крепления были приварены друг к другу.
На Фиг. 5C представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 5B.
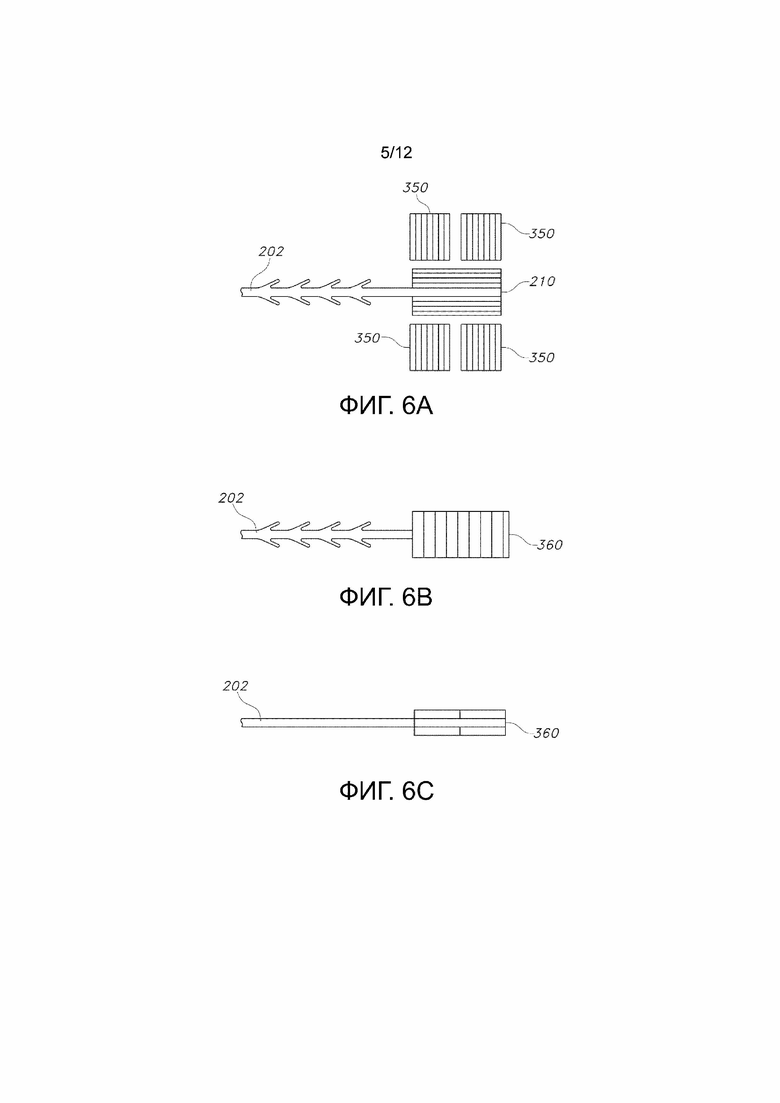
На Фиг. 6A представлен вид сверху шовно-нитевого устройства с концевым эффектором и отделенными концевыми креплениями, каждое из которых имеет перпендикулярную ориентацию, в неприваренной конфигурации.
На Фиг. 6B представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 6A, после того, как концевой эффектор и концевые крепления были приварены друг к другу.
На Фиг. 6C представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 6B.
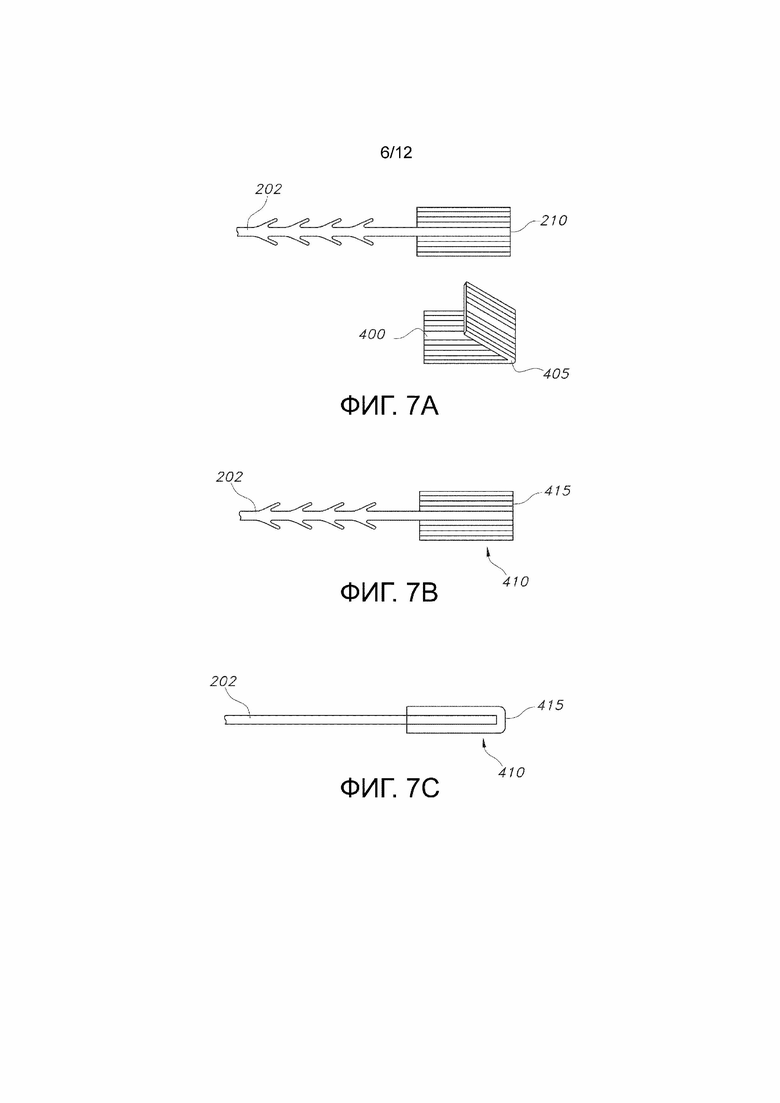
На Фиг. 7A представлен вид сверху шовно-нитевого устройства с концевым эффектором и отдельным складным концевым креплением в неприваренной конфигурации.
На Фиг. 7B представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 7A, после того, как концевой эффектор и складное концевое крепление были приварены друг к другу.
На Фиг. 7C представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 7B.
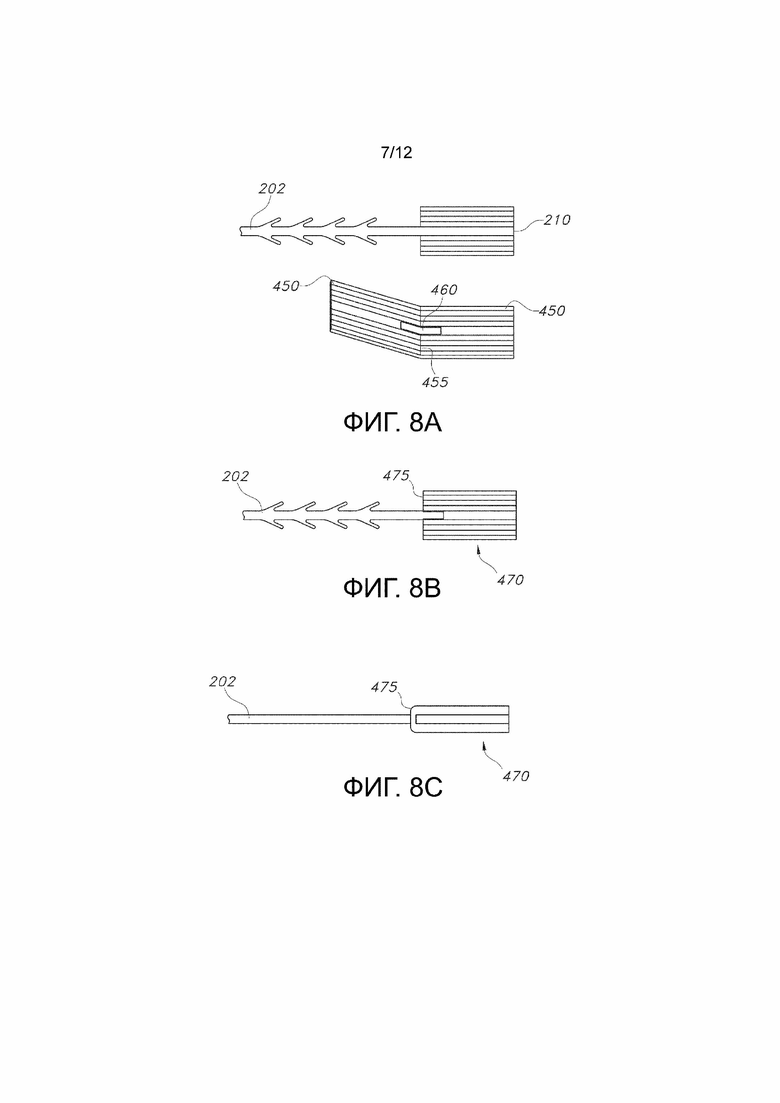
На Фиг. 8A представлен вид сверху шовно-нитевого устройства с концевым эффектором и отдельным складным концевым креплением с центральным отверстием в неприваренной конфигурации.
На Фиг. 8B представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 8A, после того, как концевой эффектор и концевое крепление были приварены друг к другу.
На Фиг. 8C представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 8B.
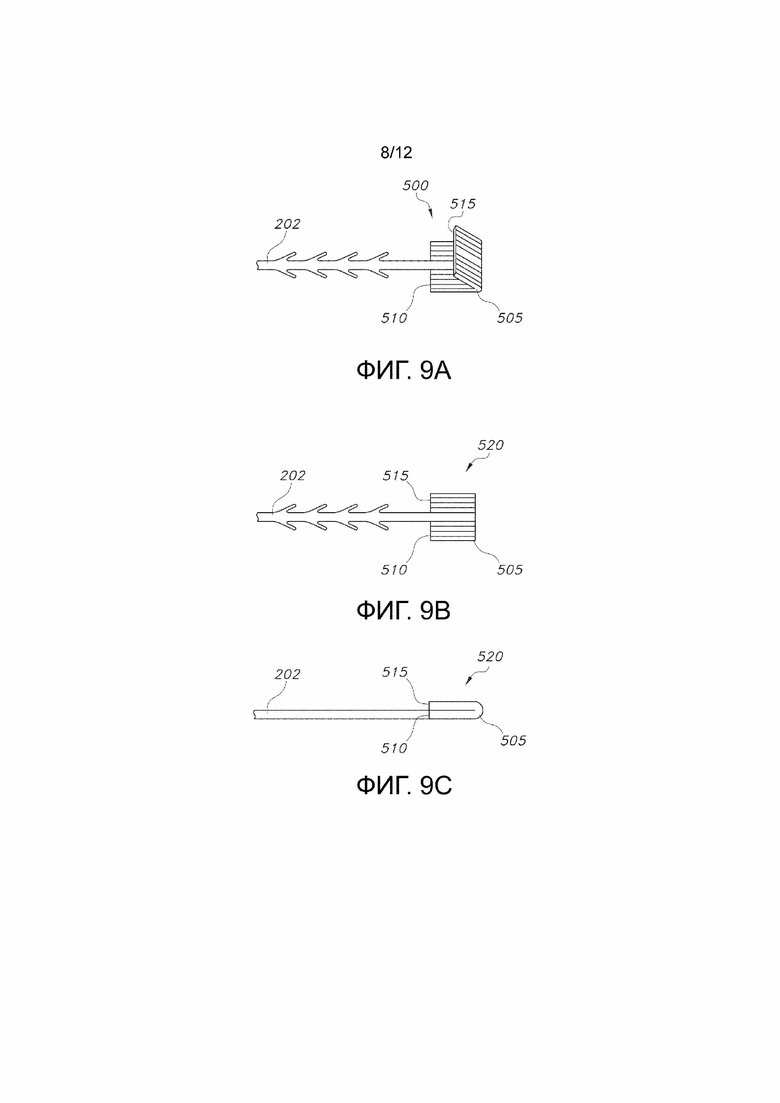
На Фиг. 9А представлен вид сверху шовно-нитевого устройства со складным концевым эффектором в неприваренной конфигурации.
На Фиг. 9В представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 9А, после того, как концевой эффектор был сложен сам на себя и приварен.
На Фиг. 9C представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 9B.
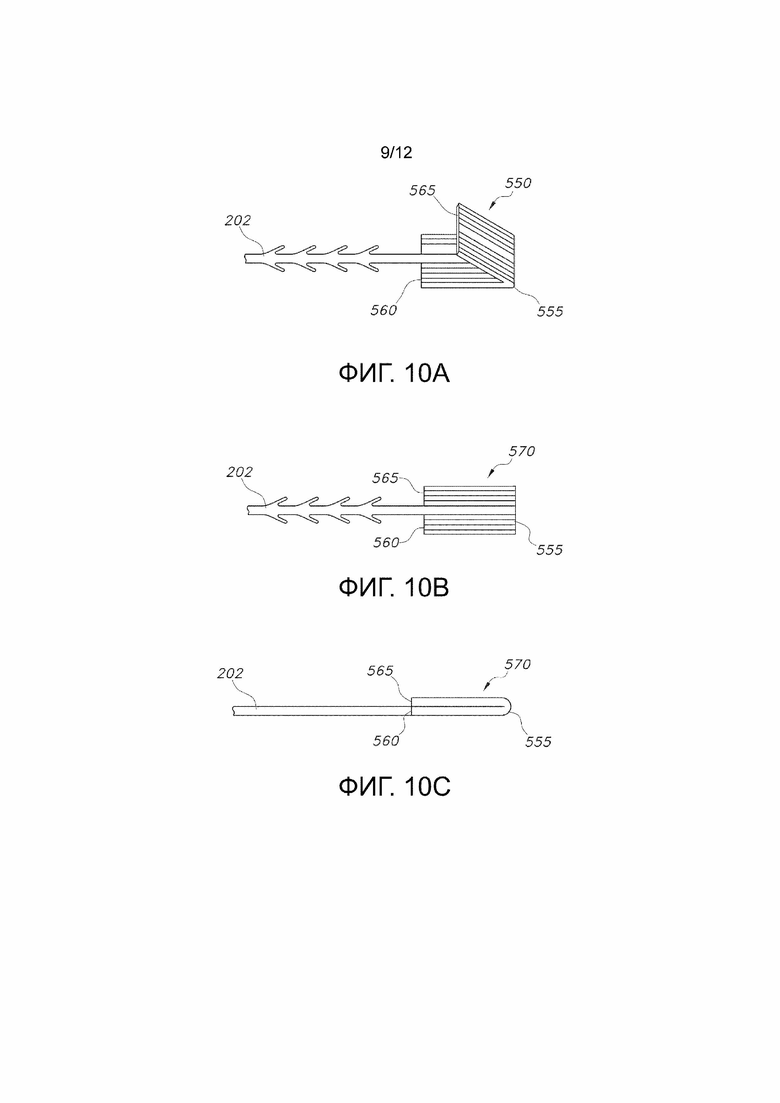
На Фиг. 10А представлен вид сверху шовно-нитевого устройства с удлиненным и складным концевым эффектором в неприваренной конфигурации.
На Фиг. 10B представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 10A, после того, как концевой эффектор был сложен сам на себя и приварен.
На Фиг. 10C представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 10B.
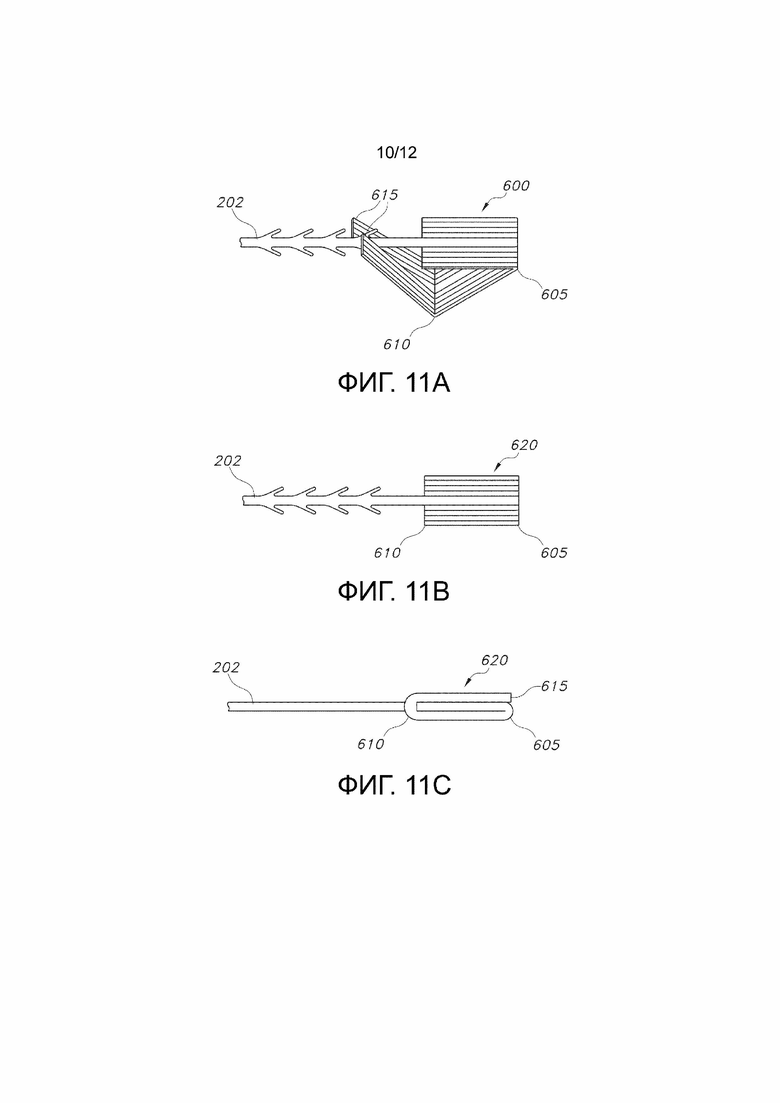
На Фиг. 11А представлен вид сверху шовно-нитевого устройства со складным концевым эффектором с дистальными зубцами в неприваренной конфигурации.
На Фиг. 11B представлен вид сверху шовно-нитевого устройства, изображенного на Фиг. 11A, после того, как концевой эффектор был сложен сам на себя и приварен.
На Фиг. 11C представлен вид сбоку шовно-нитевого устройства, изображенного на Фиг. 11B.
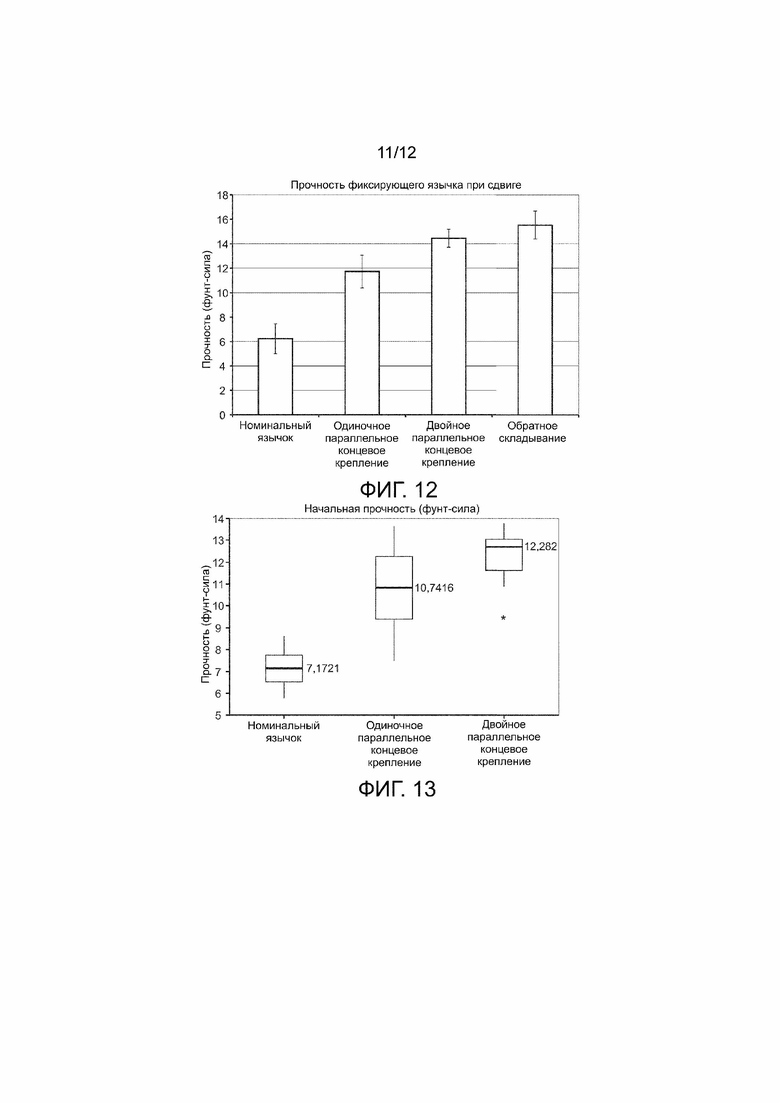
На Фиг. 12 представлен график прочности при сдвиге для различных приваренных конфигураций.
На Фиг. 13 представлен график начальной прочности различных конфигураций концевого эффектора в свиной фасции.
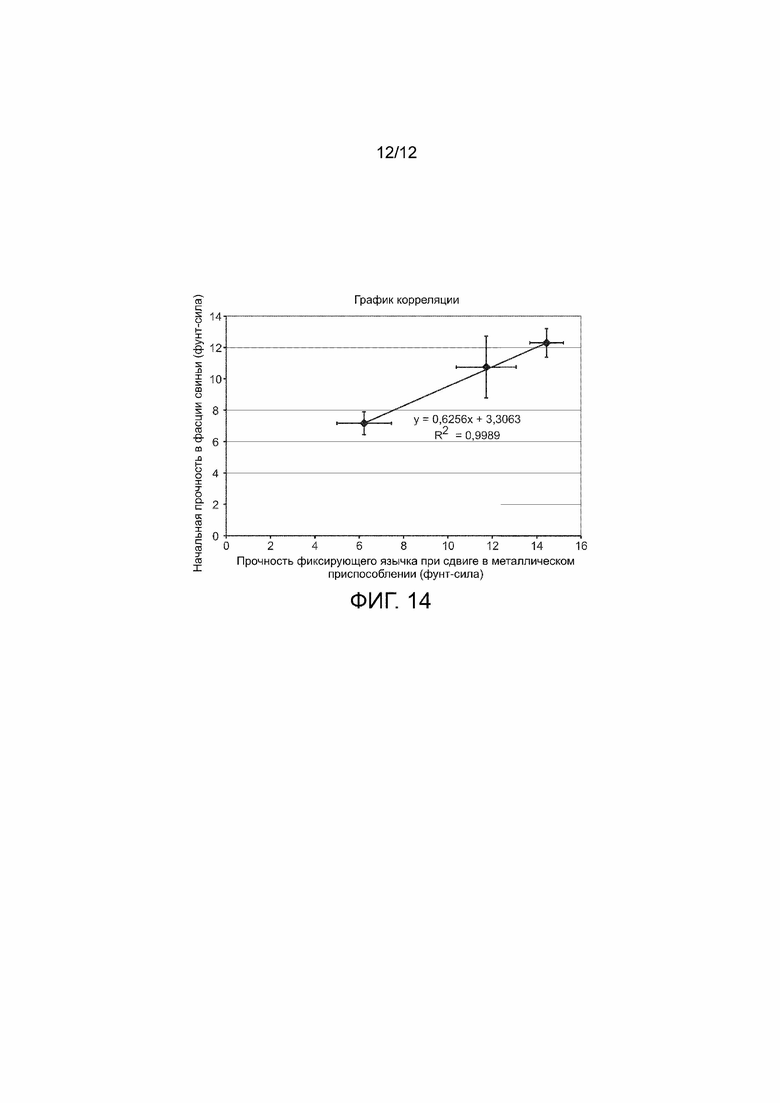
На Фиг. 14 представлен график корреляции начального предела прочности в зависимости от прочности при сдвиге для множества конфигураций концевого эффектора.
Подробное описание
В настоящем изобретении предлагается устройство для ушивания ран, которое может представлять собой самоудерживающуюся шовную нить с волокнистой основой, имеющую проксимальный конец и дистальный конец, ограничительный элемент на дистальном конце волокнистой основы. Шовная нить может быть образована любым подходящим способом, однако предпочтительно образование составного профиля путем выпрессовывания из заготовки ленты или полоски материала так, как описано подробнее в публикации патента США № 2007/0257395, включенной в настоящий документ в полном объеме путем ссылки. В некоторых вариантах осуществления ограничительный элемент может быть по существу плоским и может иметь прямоугольную или подобную квадратной форму, или же в других вариантах осуществления он может иметь более овальную или округлую форму. Используемый в настоящем документе термин «ограничительный элемент» относится к устройству на заднем (или дистальном) конце шовной нити, которое может также называться «анкером» или «концевым эффектором». Один из типов концевого эффектора, который может использоваться в настоящем изобретении, включает описанный в публикации США № 2013/0085525, содержание которой включено в настоящий документ в полном объеме путем ссылки. Несмотря на возможность использования упомянутого выше концевого эффектора, в настоящем изобретении предпринята попытка предложить усовершенствованный концевой эффектор, который обеспечивает более надежное ограничение и повышенную прочность фиксации, одновременно позволяя избежать непереносимости и других проблем во время и после хирургического вмешательства.
На Фиг. 1 представлено шовно-нитевое устройство 100 предшествующего уровня техники с концевым эффектором 108, который имеет форму язычка (также называемого «фиксирующим язычком»), находящимся на дистальном конце (106) удлиненной основы 102 шовной нити. Основа 102 шовной нити имеет продольную центральную ось между своим дистальным концом и противоположным проксимальным концом (не показан), причем проксимальный конец является вводимым концом и может включать в себя элемент, проникающий в ткань, например, иглу. В случае самоудерживающихся шовных нитей основа 102 может включать в себя множество фиксаторов 104, которые могут располагаться вдоль основы 102 шовной нити в любой конфигурации, включая, например, симметричную, спиральную или случайную ориентацию.
Как показано, концевой эффектор 108 является по существу прямоугольным, с удлиненной длиной и шириной, с передним краем 110, который определяется толщиной (t) переднего края, шириной (w) переднего края, а также длиной (l). Используемая в настоящем документе и представленная на фигуре длина концевого эффектора параллельна центральной продольной оси основы 102 шовной нити. Ширина концевого эффектора 108 по существу перпендикулярна центральной продольной оси волокнистого элемента. В устройствах, подобных изображенным на Фиг. 1, шовно-нитевое устройство 100 может быть сформировано из одной заготовки или ленты приемлемого материала, причем устройство 100 получают вырубкой, или штамповкой, или профильным прессованием с получением соответствующей формы. В таких вариантах осуществления основа 102 шовной нити и концевой эффектор 108 штампуются из той же заготовки, а потому представляют собой единую цельную конструкцию.
Термин «проксимальный», используемый в настоящем документе и в тексте настоящей заявки по отношению к каждому из компонентов, относится к концу шовно-нитевого устройства, который вводится в ткань, тогда как термин «дистальный» относится к концу шовно-нитевого устройства, противоположному вводимому концу. В шовно-нитевом устройстве, изображенном на Фиг. 1, дистальный конец включает в себя концевой эффектор 108, и вводимым концом (не показан) будет наиболее удаленный конец вдоль основы 102 шовной нити, который противоположен концевому эффектору 108. Описанные в настоящем документе концевые эффекторы могут также иметь проксимальный конец и дистальный конец, причем проксимальный конец концевого эффектора представляет собой место, где концевой эффектор присоединен к основе 102 шовной нити (например, на дистальном конце 106 основы шовной нити), а дистальным концом концевого эффектора является противоположный край концевого эффектора вдоль его длины. Термины «дистальный» и «проксимальный» будут по существу относиться к этим концам шовно-нитевого устройства и/или концам концевых эффекторов, описанных в настоящем документе.
Известные шовные нити с концевыми эффекторами, подобными показанным на Фиг. 1, обычно выштамповываются или формуются из одного листа материала, а потому конфигурация толщины концевого эффектора идентична таковой для основы самой шовной нити. Таким образом, поскольку устройство выштамповывается из одной заготовки, конфигурация толщины концевого эффектора 108 не отличается от конфигурации толщины основы 102 шовной нити. Поэтому толщина основы 102 шовной нити по существу аналогична толщине 110 концевого эффектора 108. В некоторых вариантах осуществления центральная часть основы (102) шовной нити может иметь толщину, отличающуюся от толщины фиксаторов 104, и такое колебание толщины может быть одинаковым по всей длине и ширине концевого эффектора 108. Таким образом, концевой эффектор 108 может иметь конфигурацию переменной толщины по своей ширине, как показано на Фиг. 2 и описано ниже. Приемлемые концевые эффекторы необязательно должны быть прямоугольными, они могут быть округлыми, овальными, квадратными или иметь другие конфигурации. В некоторых вариантах осуществления толщина (t) концевого эффектора, изображенного на Фиг. 1, может составлять около 203-635 микрон (около 8-25 мил), ширина (w) может составлять около 1778-3048 микрон (около 70-120 мил) и длина (l) может составлять около 990-5080 микрон (около 39-200 мил). Отношение длины к ширине стопорного элемента может составлять по меньшей мере 1,5.
Устройства предшествующего уровня техники, подобные показанным на Фиг. 1, могут включать в себя узор или другую предварительно сформированную конфигурацию на корпусе концевого эффектора 108, причем наличие такого же узора или предварительно сформированной конфигурации допускается по всей длине основы 102 шовной нити вплоть до концевого эффектора. Например, на Фиг. 1 толщина основы 102 шовной нити вдоль центральной оси в некоторых точках больше, чем в областях, смежных с центральной осью, например, фиксаторах 104, и такие колебания толщины постоянны по всей длине концевого эффектора 108.
Исключительно для примера, концевые эффекторы предшествующего уровня техники могут формироваться из одного листа материала, имеющего толщину от около 152-635 микрон (около 6-25 мил), как правило, от 101-305 микрон (4-12 мил), при максимальной толщине вдоль центральной оси шовно-нитевого устройства (то есть вдоль центральной оси основы 102 шовной нити) и/или на первом и/или втором внешних краях, и минимальной толщине в местах между центральной осью и первым и/или вторым внешними краями. На Фиг. 2 представлен вид крупным планом концевого эффектора, изображенного на Фиг. 1, если смотреть вдоль его длины (т. е. так, чтобы можно было видеть ширину и толщину). Как показано, в данном варианте осуществления центральная область 122 концевого эффектора проходит вдоль центральной оси основы 102 шовной нити, и концевой эффектор также включает в себя первую внешнюю область 120, вторую внешнюю область 120, первую промежуточную область 124, имеющую толщину t2, и вторую промежуточную область 124, также имеющую толщину t2. Значения толщины для каждой внешней области 120 необязательно должны быть одинаковыми, и значения толщины промежуточных областей 124 также необязательно должны быть одинаковыми. Конфигурация толщины концевого эффектора 108 в поперечном сечении может отличаться от показанной, например, при желании толщина может быть по существу одинаковой по всей ширине концевого эффектора 108.
Прочность фиксации концевого эффектора может повышаться посредством увеличения размеров концевого эффектора; вместе с тем существуют практические и клинические ограничения в отношении допустимых для имплантации размеров и массы. Например, если устройство слишком мало, оно может отличаться низкой прочностью, но если оно слишком велико, оно может предоставлять нежелательно большую массу внутри имплантируемой основы. Кроме того, более большие массы иногда сопряжены со сложностями в производстве и не в состоянии обеспечивать прочную структуру. Настоящее изобретение обеспечивает повышенную прочность фиксации, одновременно позволяя избежать таких ограничений. В частности, в настоящем изобретении предлагается приваренный концевой эффектор, причем общая масса приваренного концевого эффектора приблизительно в 1,1-3,0 раза превышает массу концевого эффектора с язычком без модификаций, как показано на Фиг. 1-2, и, более конкретно, приблизительно от 1,5 до приблизительно 2,0 раза; но толщина приваренного концевого эффектора увеличивается всего лишь от приблизительно 1,1 раза до менее 2 раз по сравнению с толщиной концевого эффектора с язычком без модификаций, как показано на Фиг. 1-2. В желательных вариантах осуществления увеличение массы (по сравнению с концевым эффектором с немодифицированным язычком) превышает увеличение по толщине по сравнению с таким же концевым эффектором с немодифицированным язычком. Поперечное сечение неприваренного язычка, как показано на Фиг. 2, имеет контурную форму, но приваренный язычок в поперечном сечении может иметь по существу прямоугольную конфигурацию. В некоторых вариантах осуществления приваренный язычок может иметь отличную форму, которая может формироваться с помощью пресс-формы, имеющей любую желаемую конфигурацию. Дополнительное разъяснение приводится ниже.
Устройство 100 может быть изготовлено из полимерного, металлического или керамического материала, абсорбируемого или неабсорбируемого. Еще в одном варианте осуществления устройство изготавливается из полимерного материала, выбранного из группы, состоящей из абсорбируемых и неабсорбируемых гомополимеров, статистических сополимеров, блок-сополимеров или смесей, изготовленных из полидиоксанона, полиглактина, полигликолевой кислоты, сополимеров гликолида, лактида и/или капролактона, сложных полиоксаэфиров, полиглекапрона, полипропилена, полиэтилена, поливинилиденфторида (ПВДФ), гексафторпропилена, сополимеров винилиденфторида и гексафторпропилена, сложных полиэфиров, полиэтилентерефталата, полибутилентерефталата, гликоль-модифицированного полиэтилентерефталата, политетрафторэтилена, фторполимеров, термопластичных эластомеров, ионосодержащих полимеров, сополимеров этилена и метакриловой кислоты, полиамидов, политетраметиленоксида, полистирола, полибутадиена, полибутилена и т. п., включая комбинации и/или сополимеры абсорбируемых и неабсорбируемых материалов.
Как показано на Фиг. 3А, настоящее изобретение включает в себя шовно-нитевое устройство 200, имеющее удлиненную основу 202 шовной нити, множество фиксаторов 204, при этом основа шовной нити определяется проксимальным (вводимым) концом 206 и дистальным концом 208. Устройство 200 включает в себя закрепленный концевой эффектор 210 на дистальном конце 208, который может быть подобен показанному на Фиг. 1. Как показано, концевой эффектор 210, изображенный на Фиг. 3А, включает конфигурацию с переменными значениями толщины по ширине (w), и он может иметь конфигурацию толщины, показанную на Фиг. 2. Разумеется, при желании концевой эффектор 210 может иметь постоянную толщину по своей ширине. Шовно-нитевое устройство 200 может формироваться посредством штамповки или профильного прессования устройства из одной заготовки или ленты материала, тем самым обеспечивая формирование основы 202 шовной нити и концевого эффектора 210 как единой конструкции, и включать в себя одинаковые материалы.
В настоящем изобретении предпринята попытка использовать такое шовно-нитевое устройство 200 и модифицировать его концевой эффектор 210 различными способами, чтобы увеличить его массу и прочность фиксации, одновременно избегая осложнений, связанных с увеличением размеров концевых эффекторов. На Фиг. 3-11 показаны различные конфигурации, приемлемые для достижения такой цели. Композитное устройство включает в себя шовную нить, имеющую концевой эффектор, как описано выше, с компонентом, приваренным или прикрепленным к концевому эффектору. В некоторых вариантах осуществления предусматривается более одного концевого крепления, приваренного к концевому эффектору. Получаемое конечное устройство представляет собой композитный концевой эффектор (также называемый приваренным фиксирующим язычком или композитным фиксирующим язычком), при этом компоненты приварены друг к другу, как будет показано ниже. Термин «композитный фиксирующий язычок» может относиться к «приваренному» фиксирующему язычку или «прикрепленному» фиксирующему язычку, и следует понимать, что композитный фиксирующий язычок может включать в себя различные компоненты, приваренные друг к другу (т. е. посредством приложения энергии), или в альтернативном варианте связываться друг с другом, например, посредством применения химического связывания или с помощью других известных методик связывания. Таким образом, композитный фиксирующий язычок может прикрепляться с помощью химических средств или может привариваться посредством приложения энергии.
Было показано, что композитный фиксирующий язычок обеспечивает статистически значимые приращения максимальной нагрузки, удлинения и энергии разрыва по сравнению с одним только фиксирующим язычком в ходе испытаний на растяжение с металлическим приспособлением. При этом важно, что композитный фиксирующий язычок не увеличивает массу концевого эффектора до нежелательного уровня, а также не вводит в конструкцию устройства различные материалы.
На Фиг. 3A-3D показана одна конфигурация с использованием одного параллельного приваренного крепления. На Фиг. 3А представлена описанная выше основа 200 шовной нити и отдельное концевое крепление 250, которое имеет профиль, подобный профилю концевого эффектора 210 шовной нити 200. Как отмечалось выше, устройство может формироваться посредством вырубки или штамповки шовной нити и концевого эффектора из одного и того же исходного материала, который называется заготовкой или лентой. В частности, концевое крепление 250 имеет такую же конфигурацию толщины и такую же ширину, как концевой эффектор 210. Длина может отличаться или может быть такой же. В варианте осуществления, приведенном на Фиг. 3А, толщина как концевого эффектора 210, так и концевого крепления 250 вдоль центральной области 212, первой внешней области 214, второй внешней области 216, первой промежуточной области 218 и второй промежуточной области 220 имеет различные значения толщины. Толщина центральной области 212 может быть одинаковой или может отличаться от толщины первой внешней области 214 и второй внешней области 216. Первая внешняя область 214 может иметь такую же толщину, что и вторая внешняя область 216 или отличную толщину. Концевое крепление 250 в данном варианте осуществления должно иметь по существу такой же профиль толщины по своей ширине, как и концевой эффектор 210.
Как показано на Фиг. 3 В, одна поверхность концевого крепления 250 помещается на одну из поверхностей концевого эффектора 210 таким образом, что ширина и длина каждого компонента по существу совмещены друг с другом. Может быть целесообразным использовать тот или иной способ для удерживания указанных компонентов, совмещенных друг с другом, например, с помощью механического удерживающего устройства и/или адгезива или химического закрепления. Такое удерживание компонентов может быть временным и позволяет обеспечение присоединения двух компонентов друг к другу до завершения сварки. В некоторых вариантах осуществления множество компонентов могут удерживаться вместе в пресс-форме как перед процессом сварки, так и во время него. Пресс-форма может представлять собой пресс-форму для РЧ-обработки, включающую в себя полимерные и/или металлические компоненты.
Особенно удобно, если концевое крепление 250 будет вырезаться или штамповаться из той же исходной ленты, что и собственно шовная нить, чтобы обеспечивать по существу такой же профиль ширины и толщины, как у концевого эффектора 210. Кроме того, если концевое крепление 250 формируется из той же ленты, что и сама шовная нить 200, конечный композитный материал может быть изготовлен из идентичных материалов и, в частности, из той же партии полимерного материала, которая использовалась для формирования шовной нити.
После того как концевой эффектор 210 и концевое крепление 250 присоединяются и удерживаются вместе, желательно провести сварку компонентов друг с другом, чтобы сформировать устройство, показанное на Фиг. 3С, в котором полученный композитный фиксирующий язычок 270 представляет собой прочное композитное устройство. В некоторых вариантах осуществления для процесса сварки целесообразно подготовить композитный фиксирующий язычок 270, который имеет по существу плоскую поверхность (поверхность определяется длиной l и шириной w). В некоторых вариантах осуществления полученный композитный фиксирующий язычок 270 может иметь такой же профиль толщины, как и концевой эффектор 210 и концевое крепление 250 перед сваркой. Вид сбоку фиксирующего язычка 270 (с изображением толщины приваренного язычка 270) показан на Фиг. 3D. Как показано, толщина композитного фиксирующего язычка 270 лишь незначительно больше толщины основы 202 шовной нити. Толщина композитного фиксирующего язычка 270 при желании может изменяться. Композитный фиксирующий язычок 270 может иметь по существу прямоугольное поперечное сечение, или может иметь любую другую желаемую форму в зависимости от формы используемой пресс-формы. Стороны и дистальный конец композитного фиксирующего язычка 270 могут иметь по существу плоскую поверхность, или может предусматриваться шов в месте присоединения концевого эффектора 210 и концевого крепления 250 друг к другу.
Приваренный язычок 270 может изготавливаться посредством сварки или другого крепления концевого эффектора 210 и концевого крепления 250 друг к другу любым подходящим образом. Например, два устройства могут присоединяться друг к другу посредством сварки с использованием РЧ-генератора. Для сварки устройств друг с другом могут использоваться другие источники энергии, в том числе ультразвуковая сварка или термическая сварка. Показано, что применение сварочного РЧ-аппарата для добавления дополнительного материала к язычку на 50-100% повышает прочность на разрыв конечного композитного фиксирующего язычка с незначительным увеличением объема всего устройства в целом. Несмотря на то что масса язычка обязательно увеличится, поскольку к устройству добавляется больше материала, процесс сварки выравнивает профиль фиксирующего язычка с получением равномерной толщины, которая всего лишь на около 25-50% больше исходной толщины. В альтернативном варианте осуществления для крепления язычка может использоваться химическое соединение.
При надлежащей конструкции пресс-формы и соответствующих параметрах оборудования энергию можно прикладывать к концевому эффектору 210, не воздействуя на остальную участь устройства, в частности, на сердцевину основы 102 шовной нити и сегмент шовной нити, непосредственно предшествующий концевому эффектору (например, на дистальном конце 208). Сердцевина шовной нити сохраняет свою исходную прочность и свойства, тогда как полученное приваренное фиксирующее устройство может обладать уникальной морфологией, которая делает его более устойчивым к напряжениям сдвига. В отличие от других распространенных видов сварки (термическая, ультразвуковая, с использованием растворителя) РЧ-энергия способна обеспечивать нагревание от внутренней части устройства к наружной, а не от наружной к внутренней части. В этом заключается преимущество, поскольку полимер на поверхностях отдельных частей может начать плавиться и формировать сварной шов с минимальной деформацией в остальной ориентации язычка. Несмотря на улучшенные результаты при использовании РЧ-энергии, могут рассматриваться и другие источники энергии, и они могут использоваться в определенных вариантах осуществления. Например, возможна сварка с использованием термической энергии, и с ее помощью будет возможно соединять детали вместе. Это может быть целесообразным в определенных ситуациях, тогда как в других случаях более желательной может быть РЧ-энергия.
За счет использования одного материала и одинаковых размеров, в том числе одинаковой конфигурации толщины, прочность получаемого приваренного концевого эффектора значительно возрастает без увеличения вариабельности. Приваренный язычок имеет большую массу, чем исходный концевой эффектор, например, в случае использования одного концевого крепления, его масса будет приблизительно в два раза больше, чем у исходной конструкции. Однако полученный композитный фиксирующий язычок 270 имеет по существу такую же длину и ширину, как исходный концевой эффектор 210, причем увеличение максимальной ширины составляет всего лишь от около 10% до около 25%. Такое сравнительно небольшое увеличение толщины и сохранение размеров других измерений связано с тем, что исходный концевой эффектор 210 и концевое крепление 250 выполнены из одного и того же материала заготовки, таким образом обеспечивая одинаковую конфигурацию контурной поверхности каждого из них перед сваркой. В дополнение к увеличению прочности полученного композитного фиксирующего язычка 270 было показано, что добавление дополнительной массы к фиксирующему устройству способно нормализовать параметры фиксирующего язычка. Номинальные значения прочности фиксирующего язычка не соответствуют никакому известному распределению, что осложняет проведение производственного контроля. Сварка концевого эффектора 210 с концевым креплением 250 в достаточной степени усиливает слабые элементы язычка так, что прочность устройства можно моделировать с использованием нескольких распределений, включая нормальное распределение.
Кроме минимального увеличения объема, способ добавления дополнительного материала к устройству также сводит к минимуму дополнительную площадь поверхности, добавляемую к устройству. Например, добавление одного дополнительного слоя к концевому эффектору увеличивает площадь поверхности устройства всего лишь на около 0,3%. Такое минимальное изменение площади поверхности заслуживает особого внимания, поскольку площадь поверхности является ключевым фактором, определяющим скорость возможной диффузии добавок или покрытий через полимерное изделие. Скорее всего, за счет сохранения по существу неизменной площади поверхности получаемого в результате сварки конечного композитного фиксирующего язычка 270, можно будет оставить без изменений требования к дозировке добавок или покрытий для фиксирующих устройств как перед сваркой, так и после нее. Одинаковые площади поверхности также подразумевают снижение числа дополнительных участков для бактериальной колонизации или реакции ткани in vivo.
В приведенной выше конструкции приваренного язычка, показанной на Фиг. 3, используется одно концевое крепление 250, присоединенное к концевому эффектору 210 в параллельной конфигурации. То есть ориентация молекул в каждом случае совпадает, также в каждом случае совпадает и конфигурация толщины. При этом такое параллельное совмещение дает возможность использования ориентации исходного концевого эффектора 210 и заготовки, которая существовала до сварки, поэтому может использоваться множество конфигураций и ориентаций для различных подходов, призванных улучшить прочность и рабочие характеристики язычка. Например, при размещении заготовки в параллельной ориентации, ориентация в заданной области по ширине заготовки будет обеспечивать улучшение по мере добавления материала поверх нее. На Фиг. 5 представлена конфигурация с использованием двойного параллельного размещения, при этом более одного концевого крепления присоединяется к концевому эффектору, и при этом каждое крепление фиксируется в параллельной конфигурации. Как видно из Фиг. 5А, шовная нить включает в себя предварительно сформированный концевой эффектор, причем обеспечено первое концевое крепление 250 и второе концевое крепление 250. Первое и второе концевые крепления 250 присоединены к концевому эффектору 210, при этом концевой эффектор 210 располагается между каждым из концевых креплений 250, или же концевые крепления 250 расположены непосредственно смежно друг к другу, а концевой эффектор 210 находится за пределами двух концевых креплений 250. На Фиг. 5В и 5С представлена приваренная конфигурация (вид сверху и сбоку соответственно), при этом приваренное фиксирующее устройство 280 размещено на дистальном конце 208 шовно-нитевого устройства 200.
Другой возможной конструкцией является перпендикулярная ориентация, как показано на Фиг. 4, для которой используется такая же масса материала, как и для приведенной на Фиг. 3, но концевое крепление 300 вырезается таким образом, что при совмещении материала на концевом креплении 300, он поворачивается приблизительно на 90 градусов относительно концевого эффектора 210. Концевое крепление 300 по-прежнему имеет приблизительно такие же размеры и форму, как концевой эффектор 210 (например, приблизительно такую же ширину, длину и/или толщину), но с отличной ориентацией молекул в креплении. Кроме того, колебания толщины концевого эффектора 210 могут отмечаться по его ширине, как показано на Фиг. 2, тогда колебания толщины концевого крепления 300 могут отмечаться по его длине, как показано на Фиг. 4А. Два компонента могут совмещаться и привариваться, как описано выше, и полученный композитный фиксирующий язычок 310 можно видеть на Фиг. 4В и 4С. Таким образом, композитный фиксирующий язычок 310 включает в себя первую сторону с молекулярной ориентацией, совмещенной с первым направлением, и вторую сторону с молекулярной ориентацией, совмещенной в перпендикулярном направлении. Перпендикулярная ориентация исходного концевого эффектора 210 и концевого крепления 300 может приводить к повышенной прочности и стабильности конечного композитного фиксирующего язычка 310, например, гарантируя, что трещина или разрыв вряд ли будут распространяться по длине или ширине композитного фиксирующего язычка 310. Распространению таких трещин или разрывов более вероятно будут препятствовать молекулы, ориентированные в перпендикулярном направлении.
В другой перпендикулярной ориентации, приведенной на Фиг. 6, формируется исходная шовная нить 200 с предварительно сформированным концевым эффектором 210, как описано выше, и вырезается дополнительное концевое крепление 350. При этом в приведенном варианте осуществления концевое крепление разрезается на множество компонентов (каждый обозначен номером 350). Каждый компонент 350 концевого крепления может независимо быть параллельным концевому эффектору 210 или может быть перпендикулярным концевому эффектору 210. В том варианте осуществления, который приведен на Фиг. 6А, формируются четыре компонента 350 концевого крепления, при этом каждый из них составляет приблизительно половину длины исходного концевого эффектора 210 и имеет приблизительно такую же ширину, как концевой эффектор 210. Это позволяет размещать и приваривать каждый компонент 350 к концевому эффектору 210 в нужных местах. В данном случае два компонента 350 концевого крепления привариваются на верхнюю поверхность концевого эффектора 210, и два компонента 350 концевого крепления привариваются на нижнюю поверхность концевого эффектора 210. Может быть желательным, чтобы каждый компонент 350 концевого крепления был присоединен к концевому эффектору 210 в перпендикулярной конфигурации, или чтобы каждый компонент 350 концевого крепления был присоединен к концевому эффектору 210 в параллельной конфигурации, или же, чтобы использовалась комбинация перечисленного. Каждый компонент 350 концевого крепления присоединяют к концевому эффектору 210, как описано выше, после чего подвергают сварке (также в соответствии с приведенным выше описанием). Полученный композитный фиксирующий язычок 360 представлен на Фиг. 6В и 6С.
Как показано в различных вариантах осуществления на Фиг. 3-6, дополнительный материал, который приваривается к концевому эффектору (210), может формироваться, совмещаться и, наконец, привариваться с помощью ряда способов. Полученный после сварки компонентов композитный фиксирующий язычок представляет собой цельную и прочную конструкцию, и исходные компоненты сложно отделяются друг от друга. Как описано выше, в любом из описанных выше вариантов осуществления полученный композитный фиксирующий язычок может иметь по существу плоские поверхности, или же при необходимости у таких поверхностей могут быть колебания толщины. На Фиг. 3 и 4 описаны способы получения композитных фиксирующих язычков посредством добавления только одного концевого крепления, тогда как на Фиг. 5 и 6 показано, что для формирования желаемого композитного фиксирующего язычка могут добавляться различные слои и компоненты. В каждом варианте осуществления предложены различные профили прочности, простота использования и формирования, и повышенная жесткость. Может использоваться любой вариант осуществления, приведенный на указанных фигурах, в зависимости от желаемого конечного композитного фиксирующего язычка.
При использовании только одного концевого крепления, если такое концевое крепление имеет приблизительно такие же размеры и форму, как концевой эффектор, полученный композитный фиксирующий язычок будет иметь массу, которая приблизительно в два раза больше массы исходного концевого эффектора перед сваркой. В тех вариантах осуществления, где используются два концевых крепления, если каждое такое концевое крепление имеет приблизительно такие же размеры и форму, как концевой эффектор, полученный композитный фиксирующий язычок будет иметь массу, которая приблизительно в три раза больше массы исходного концевого эффектора перед сваркой. Композит может иметь по существу трехслойную конфигурацию, при этом первое концевое крепление помещается на верхней стороне концевого эффектора, а второе концевое крепление помещается на нижней стороне концевого эффектора.
Альтернативный способ формирования втрое большего по массе композитного фиксирующего язычка, который не включает в себя концевого эффектора и двух отдельных концевых креплений (или большее число концевых креплений), показан на Фиг. 7А-7С. В данном варианте осуществления шовно-нитевое устройство 200, включающее в себя концевой эффектор 210, изготавливается, как описано выше, и при этом формируется отдельное концевое крепление 400, причем концевое крепление 400 приблизительно вдвое длиннее концевого эффектора 210, и при этом концевое крепление 400 выполнено с возможностью складывания на себя вдоль линии, параллельной ширине устройства. Устройство может включать в себя сложенную область 405, как показано на Фиг. 7А. Сложенное концевое крепление 400 может располагаться поверх дистального конца концевого эффектора 210, удерживаться на месте и, наконец, привариваться к месту, образуя композитный фиксирующий язычок 410, как показано на Фиг. 7В и 7С. Композитный фиксирующий язычок 410 включает в себя приваренную сложенную область 415, которая является той же областью, что и сложенная область 405 после завершения сварки. Желательно, чтобы размер и форма складываемого концевого крепления 400 были такими, чтобы после складывания самого на себя, длина и ширина сложенного устройства были приблизительно равны соответствующим размерам концевого эффектора 210. Полученный композитный фиксирующий язычок 410 имеет массу, которая приблизительно в три раза больше массы исходного концевого эффектора 210.
В другом варианте осуществления изготовление приблизительно втрое большего по массе композитного фиксирующего язычка показано на Фиг. 8А-8С. Как и в предыдущем примере, изготавливается исходная шовная нить 200 с концевым эффектором 210, а также изготавливается отдельное складываемое концевое крепление 450, желательно из того же материала и той же заготовки, что и шовная нить 200. Для складываемого концевого крепления 450 используется по существу аналогичное сложенное концевое крепление, как показано на Фиг. 7, причем складываемое концевое крепление 450 включает в себя складываемую область 455 по своей ширине, но в данном варианте осуществления удаляется часть материала из середины концевого крепления 450 (показана как область 460). Благодаря удалению средней части в области 460, складываемое концевое крепление 450 может скользить поверх проксимального конца 206 шовной нити 200 и скользить по длине основы 202 шовной нити, при этом складываемое концевое крепление 450 совмещается с концевым эффектором 210. Может быть желательно или необходимо скручивать или поворачивать складываемое концевое крепление 450 перед или в процессе перемещения вдоль основы 202 шовной нити. После того как крепление доходит до концевого эффектора 210, его можно расположить так, чтобы оно складывалось вокруг проксимального конца концевого эффектора 210. Устройство может привариваться, образуя композитный фиксирующий язычок 470, показанный на Фиг. 8В и 8С. В данном варианте осуществления полученный композитный фиксирующий язычок 470 включает в себя приваренную сложенную область 475, расположенную на проксимальном конце композитного фиксирующего язычка 470. Как и на Фиг. 7, приваренная сложенная область 475 находится приблизительно в том же месте, что и сложенная область 460, но является приваренной. Такая конфигурация дополнительно защищает фиксирующий язычок 470 на его проксимальном конце.
В различных вариантах осуществления, описанных выше, к концевому эффектору 210 добавляется отдельный компонент или компоненты (т. е. концевое крепление), которые привариваются на месте. Альтернативным вариантом добавления дополнительного материала к концевому эффектору является незначительное изменение геометрии концевого эффектора при его первоначальном формировании, например, при его штамповке или прессовании, или изготовление устройства, которое включает в себя полученный композитный фиксирующий язычок более короткий по длине, чем исходный концевой эффектор 210.
Например, на Фиг. 9А-9С представлено устройство, включающее в себя основу 202 шовной нити с концевым эффектором 500. В данном варианте осуществления длина концевого эффектора (которая измеряется от проксимального конца 510 до дистального конца 515) приблизительно вдвое превышает желаемую длину конечного приваренного концевого эффектора, и может складываться вдоль сложенной области 505, проходящей по ширине складываемого концевого эффектора 500. В данном варианте осуществления складываемый концевой эффектор 500 складывается пополам таким образом, что перед сваркой проксимальный конец 510 по существу установлен заподлицо с дистальным концом 515. Сложенный концевой эффектор затем приваривается на месте, образуя приваренное фиксирующее устройство 520 (Фиг. 9В). Вид сбоку такого варианта осуществления показан на Фиг. 9С. Преимущество такого способа состоит в том, что он позволяет избежать использования дополнительного материала или добавления любых дополнительных компонентов, которые могут отличаться от материала концевого эффектора 500. Кроме того, данный способ позволяет избежать необходимости присоединения отдельных компонентов друг к другу. При этом также сохраняется желаемая длина конечного композитного фиксирующего язычка 520, которая равна длине описанного выше исходного язычка. Кроме того, конечное приваренное фиксирующее устройство 520 имеет такую же массу, как у исходного сформированного устройства.
В некоторых вариантах осуществления, например, подобных показанным на Фиг. 10А-10С, концевой эффектор 550 имеет вытянутую длину по сравнению с устройствами предшествующего уровня техники (например, как изображенное на Фиг. 1) и может складываться вдоль сложенной области 555, проходящей по его ширине. В данном варианте осуществления, если концевой эффектор 550 складывается сам на себя таким образом, что его проксимальный конец 560 по существу установлен заподлицо с дистальным концом 565, получаемая длина приваренного концевого эффектора 570 становится больше, чем в варианте осуществления, приведенном на Фиг. 9. Данный вариант осуществления будет приводить к увеличению толщины и более высокой жесткости приваренного фиксирующего устройства 570, но будет иметь большую длину, чем устройство на Фиг. 9.
В другом варианте осуществления изобретения, показанном на Фиг. 11А-11-С, может быть изготовлен концевой эффектор, который включает в себя сложенную вдвое конструкцию с зубцами. В данном варианте осуществления концевой эффектор 600 включает в себя вытянутую длину с первой сложенной областью 605, проходящей по его ширине, второй сложенной областью 610, проходящей по его ширине в другой области, и первый и второй зубцы 615 на дистальном конце концевого эффектора 600. Длина первой области (определяемая от проксимального конца концевого эффектора 600 до первой сложенной области 605) приблизительно равна длине второй области (определяемой как длина между первой сложенной областью и второй сложенной областью 610). Длина зубцов (определяемая как длина между второй сложенной областью 610 и дистальным концом концевого эффектора 600) может быть приблизительно равна длине первой области и второй области.
В варианте осуществления, представленном на Фиг. 11А-11С, концевой эффектор вначале штампуется или прессуется из заготовки, как более подробно описано выше, таким образом, что длина концевого эффектора 600 приблизительно втрое превышает длину конечного желаемого приваренного фиксирующего устройства. В данном варианте осуществления предусматривается удлиненная область вдоль по существу центрально длины, удаленная из наиболее дистальной трети концевого эффектора 600, которая образует первый и второй зубцы 615. Количество удаленного материала для формирования зубцов 615 может меняться, но его должно быть достаточно, чтобы позволить основе 202 шовной нити проходить через пространство между зубцами 615. Такая удлиненная форма зубцов позволяет складывать концевой эффектор один раз (в первой сложенной области 605), затем складывать еще раз во второй сложенной области 610, при этом основа 202 шовной нити и проксимальный конец концевого эффектора 600 могут проходить между зубцами 615 (показано на Фиг. 11А). Затем устройство может привариваться на месте с образованием приваренного фиксирующего устройства 620, как показано на Фиг. 11 В, с боковым профилем, изображенным на Фиг. 11С. Преимущества данной конструкции подобны характерным для конфигурации со складываемой передней частью, показанной на Фиг. 8А-8С, где передняя часть концевого эффектора 600 закрыта и более устойчива к растрескиванию.
Каждая из упомянутых выше конфигураций и способов позволяет получить конечный композитный фиксирующий язычок, который отличается более высокой стабильностью и эффективностью по сравнению с исходным штампованным концевым эффектором, но не приводит к значительному увеличению толщины, ширины или длины полученного приваренного концевого эффектора. В некоторых вариантах осуществления, как описано выше, масса может удваиваться (если, например, используется одно концевое крепление) или утраиваться (если, например, используются два концевых крепления), но толщина концевого эффектора увеличивается всего лишь от около 10% до около 70%, или от около 25% до около 50%, в зависимости от числа концевых креплений и размеров/формы/конфигурации концевого (-ых) крепления (-ий). Дополнительно процесс сварки может обеспечить получение композитного фиксирующего язычка с гладкими поверхностями по существу одинаковой толщины по ширине конечного приваренного фиксирующего устройства, который также может иметь сглаженные края и/или углы. Дополнительно в некоторых вариантах осуществления молекулярное или физическое совмещение концевого эффектора с концевым (-и) креплением (-ями) может смещаться или может размещаться перпендикулярно, так чтобы обеспечить устройство с множеством молекулярных ориентаций. За счет этого может увеличиваться прочность устройства.
В любой из упомянутых выше конфигураций желательно проводить сварку полученного концевого эффектора в пресс-форме, которая имеет приемлемые размеры и форму, чтобы обеспечивать необходимый уровень фиксации и конечную форму. В частности, желательно, чтобы размеры используемой пресс-формы обеспечивали плотную посадку различных компонентов внутри области сварки и, таким образом, позволяли равномерное приложение энергии к каждой из поверхностей композитного устройства. Приложение энергии должно быть достаточным для сплавления различных креплений с исходным концевым эффектором, но при этом энергии не должно быть настолько много, чтобы расплавлять различные компоненты до такой степени, чтобы существенно модифицировать их молекулярную ориентацию. Если компоненты расплавляются до нежелательного уровня, прочность полученного приваренного концевого эффектора будет меньше желаемой. Конечное приложение энергии приводит к сплавлению крепления (-ий) и исходного концевого эффектора друг с другом с видимым швом вокруг периферии приваренного концевого эффектора. Прочность сплавления компонентов должна быть достаточной, чтобы выдерживать уровень энергии, прилагаемой в ходе обычного хирургического использования без разрывов или отделения.
При использовании, проксимальный конец шовно-нитевого устройства с композитным фиксирующим язычком вводится через ткань до тех пор, пока шовная нить по существу не пройдет через ткань и проксимальный конец композитного фиксирующего язычка не упрется во внешнюю поверхность ткани, в которую имплантируется устройство. Упирание приваренного язычка в поверхность ткани препятствует дополнительному протягиванию шовной нити через ткань. За счет этого шовная нить удерживается на месте, и пользователь получает возможность продолжить ушивание ткани в желаемых областях тела. Если шовная нить включает в себя множество фиксаторов вдоль своей основы, как описано выше, такие фиксаторы ткани служат для удерживания шовной нити на месте в различных областях ткани, в которые вводится шовно-нитевое устройство. Комбинация композитного фиксирующего язычка и множества фиксаторов служит для предотвращения протягивания шовной нити слишком далеко в проксимальном направлении и одновременно предотвращает или ограничивает возможности извлечения устройства в дистальном направлении.
Полученный композитный фиксирующий язычок обеспечивает более прочный и более надежный ограничитель на дистальном конце шовно-нитевого устройства, одновременно позволяя избежать таких проблем, как сложности изготовления и осложнения после имплантации (например, если устройство используется со слишком большой остаточной массой). Дополнительно полученное фиксирующее устройство может включать в себя более гладкие и/или более однородные поверхности, обеспечивающие простоту использования и заживление.
Настоящее изобретение включает способ ушивания ткани за счет использования шовной нити, включающей в себя приваренное фиксирующее устройство. Шовная нить может включать в себя множество фиксаторов по меньшей мере вдоль части своей основы, причем такие фиксаторы могут симметрично располагаться вдоль основы шовной нити, или же они могут спирально оборачиваться вокруг основы нити, или же они могут случайным образом располагаться вокруг основы шовной нити. Любое из описанных выше приваренных фиксирующих устройств может использоваться в качестве приваренного фиксирующего устройства на дистальном конце шовной нити. Проксимальный конец основы шовной нити должен включать в себя средства введения, например, иглу или другой заостренный конец для введения через ткань. В процессе использования пользователь, например врач или другой клинический специалист, вводит проксимальный конец шовно-нитевого устройства в желаемое место в ткани, протягивая основу шовной нити по меньшей мере частично через ткань. Фиксаторы на основе шовной нити позволяют протягивать шовную нить в проксимальном направлении, но ограничивают или иным образом замедляют перемещение шовной нити в противоположном (дистальном) направлении. Проксимальный конец шовной нити протягивается через ткань до тех пор, пока проксимальный конец фиксирующего устройства не упирается в ткань, в которую вводится шовная нить. В этой конфигурации ограничено дополнительное перемещение основы шовной нити в проксимальном направлении, а за счет наличия на основе шовной нити фиксаторов, дистальный конец шовной нити теперь удерживается в месте введения. Вводимый конец основы шовной нити может быть введен через вторую область ткани, как до, так и после того, как фиксирующее устройство упирается в исходную область ткани. Второй областью ткани может быть, например, сторона раны, противоположная первой области ткани. Пользователь может продолжать введение проксимального конца шовно-нитевого устройства через столько различных областей ткани, сколько требуется для обеспечения ушивания раны.
В альтернативном варианте осуществления может предлагаться двунаправленное шовно-нитевое устройство с центральным приваренным язычком, которое включает в себя две шовные нити с немодифицированными язычками на их дистальных концах (как показано на Фиг. 1-2). В данном варианте осуществления немодифицированный язычок первой шовной нити поворачивается на 180 градусов относительно немодифицированного язычка второй шовной нити таким образом, что дистальный конец первого язычка по существу устанавливается заподлицо с проксимальным концом второго язычка. Первый и второй язычки могут затем привариваться друг к другу, например, посредством РЧ-сварки или приложения другого вида энергии. Поэтому полученная структура включает в себя первую шовную нить с проксимальным концом, обращенным в направлении, противоположном проксимальному концу второй шовной нити. Между двумя проксимальными концами располагается центральный приваренный язычок. При желании могут использоваться концевые крепления, которые показаны на любой из Фиг. 3-11, чтобы обеспечить дополнительную массу, добавляемую к центральному приваренному язычку.
Шовная нить с приваренным фиксирующим устройством может находиться внутри приемлемой упаковки, такой как держатель шовной нити. Желательно, чтобы шовная нить удерживалась на месте в упаковке таким образом, чтобы шовная нить не запутывалась в процессе извлечения шовной нити. Может быть желательным, чтобы, чтобы шовная нить наматывалась вокруг одной или более опор или других средств удерживания внутри упаковки шовной нити. Упаковка должна позволять пользователю захватывать проксимальный конец шовной нити, который может включать в себя иглу, и вытягивать шовную нить проксимально из упаковки шовной нити без препятствия или запутывания. Шовная нить может иметь покрытие из нанесенного на нее антимикробного материала, и такое покрытие может наноситься любыми способами, в том числе погружением, напылением, осаждением из паровой фазы и т. п. Внутри упаковки может находиться более одной шовной нити, или же внутри одной упаковки может находиться одна шовная нить. Упаковка может герметически запечатываться для защиты шовной нити и сохранения стерильности шовной нити.
Примеры
Пример 1. Испытания с помощью настольного прибора Instron
Испытания на растяжение для каждой шовной нити проводили в специальном металлическом приспособлении в ходе теста на настольном приборе Instron, при этом размеры и форма специального металлического приспособления подбирались в соответствии с размерами шовной нити и/или композитного концевого эффектора. Такие испытания обычно называют испытаниями прочности при сдвиге, и в данном примере они рассматривались как испытания прочности фиксирующего язычка при сдвиге, поскольку при этом измерялась прочность при сдвиге испытываемого (-ых) фиксирующего (-их) язычка (-ов). Прочность каждого фиксирующего язычка при сдвиге испытывали, помещая каждую отдельную шовную нить в специальное металлическое приспособление для испытания. Каждый испытываемый образец вводили в щель в верхней пластине приспособления таким образом, что фиксирующий язычок находился в непосредственном контакте с нижней стороной пластины, а свободный конец шовной нити был доступен с верхней стороны пластины. Свободный конец шовной нити захватывали верхними захватами устройства Instron при легком натяжении (достаточном, чтобы удерживать шовную нить натянутой) с длиной испытываемой части образца 2,54 сантиметра (1 дюйм). Шовную нить центрировали в захвате таким образом, что она была перпендикулярна приспособлению без наклона. Каждый образец растягивали со скоростью 30 см/мин (12 дюймов/мин) до момента отрыва фиксирующего язычка.
Формировали шовную нить в соответствии с конструкцией, показанной на Фиг. 1, со штампованным концевым эффектором, с которым не производили никаких манипуляций после формирования, и использовали ее в качестве контроля (в дальнейшем «номинальный»). Контрольной шовной нитью была шовная нить размера 1, и она была выпрессована из материала заготовки из полидиоксанона (PDS), который представлял собой необработанный исходный материал, используемый для изготовления шовной нити. Язычок концевого эффектора имел размеры: длина около 5080 микрон (около 200 мил), ширина около 2413 микрон (около 95 мил) и толщина около 495-546 микрон (около 19,5-21,5 мил) и контурный профиль, показанный на Фиг. 1-2. Кроме того, формировали вторую шовную нить в такой же конфигурации, но при этом одно параллельное концевое крепление (описанное выше и приведенное на Фиг. 3С-3D) приваривали к концевому эффектору с помощью РЧ-сварки. Одно параллельное концевое крепление формировали посредством вырезания из того же материала заготовки из PDS, который использовался для формирования контрольной шовной нити и второй шовной нити с получением по существу прямоугольной формы. Такое прямоугольное концевое крепление приваривали к существующему фиксирующему язычку на вторую шовную нить. Вырезанное концевое крепление имело размеры: длина около 5080 микрон (около 200 мил), ширина около 2413-2540 микрон (около 95-100 мил) и толщина около 495-546 микрон (около 19,5-21,5 мил). Концевое крепление имело такой же контурный профиль толщины, что и немодифицированный язычок до тех пор, пока не выполняли сварку крепления и язычка, после чего приваренный концевой эффектор имел более прямоугольную конфигурацию поперечного сечения. Прочность каждого фиксирующего язычка при сдвиге испытывали, помещая каждую отдельную шовную нить в специальное металлическое приспособление для испытания. Каждый испытываемый образец вводили в щель в верхней пластине приспособления таким образом, что фиксирующий язычок находился в непосредственном контакте с нижней стороной пластины, а свободный конец шовной нити был доступен с верхней стороны пластины.
Свободный конец шовной нити захватывали верхними захватами устройства Instron при легком натяжении (достаточном, чтобы удерживать шовную нить натянутой) с длиной испытываемой части образца 2,54 сантиметра (1 дюйм). Шовную нить центрировали в захвате таким образом, что она была перпендикулярна приспособлению без наклона. Каждый образец растягивали со скоростью 30 см/мин (12 дюймов/мин) до момента отрыва фиксирующего язычка.
В таблице I приведены различия характеристик между номинальным (неприваренным, выпрессованным) язычком и приваренным с помощью РЧ-сварки язычком (параллельная конфигурация) из той же партии материала. Наряду с повышением средней прочности значительно увеличились более низкие показатели выборки, что преобразовывается в уменьшение коэффициента вариации. Меньшая изменчивость устройства преобразовывается в более подходящее изделие для применения хирургом.
Таблица I. Прочность номинального язычка по сравнению с фиксирующим язычком после РЧ-сварки, n=100 образцов на группу.
На Фиг. 12 показаны значения прочности на разрыв по результатам испытаний в металлическом приспособлении номинального язычкового устройства (неприваренного) по сравнению с различными вариантами осуществления, которые обладают признаками изобретения. Образцы, обладающие признаками изобретения, были получены из той же партии материала, что и номинальное сравнительное устройство, при этом один из них был сформирован как параллельный многослойный образец, один был сформирован как двойной параллельный многослойный образец (Фиг. 5В-5С), и еще один как сложенное крепление (Фиг. 7В-7С).
Процентное увеличение средней прочности по сравнению с номинальным (неприваренным) фиксирующим устройством для 3 вариантов конструкции составляло 88% для одинарного параллельного многослойного концевого крепления, 132% для двойного параллельного многослойного концевого крепления и 149% для обратного сложенного в обратном направлении концевого крепления.
Пример 2. Испытание начальной прочности в фасции свиньи
Испытания начальной прочности отличаются от испытаний прочности при сдвиге, описанных в примере 1. В ходе испытания начальной прочности шовно-нитевое устройство вводят через ткань фасции свиньи, при этом проксимальный конец фиксирующего язычка упирается в ткань, а свободный конец шовной нити загружается в прибор Instron для растягивания до момента разрыва.
Сравнительная (номинальная) шовная нить формировалась в соответствии с конструкцией, показанной на Фиг. 1 и, как пояснялось в примере 1, с выпрессованным концевым эффектором, который не был приварен после формирования. Вторую шовную нить (в дальнейшем называется «изобретение 1») формировали из того же материала и с такими же размерами, но к концевому эффектору с помощью РЧ-сварки приваривали одинарное параллельное концевое крепление (как на Фиг. 3С-3D) (описание этой конфигурации совпадает с приведенной в примере 1). Третью шовную нить (в дальнейшем «изобретение 2») формировали из того же материала и с такими же размерами, но при этом приваривали к язычку два по существу идентичных параллельных концевых крепления: одно над язычком концевого эффектора и одно под язычком концевого эффектора. Концевые крепления и язычок совмещались таким образом, чтобы по существу быть заподлицо друг с другом, и каждое из них одновременно приваривали к концевому эффектору посредством РЧ-сварки. Данную конфигурацию называют двойного параллельной многослойной конструкцией (как на Фиг. 5В-5С).
В испытаниях начальной прочности измеряется прочность фиксирующего устройства при имплантации в срединную фасцию свиньи. Каждый образец для испытаний получали, вначале пропуская проксимальный конец шовной нити через каждую сторону разреза вблизи вершины и протягивая шовную нить через фасцию до тех пор, пока проксимальный конец фиксирующего язычка не упрется в ткань фасции свиньи. Образец ткани помещали в установленном на определенной высоте приспособлении так, чтобы область разреза была открытой для визуального наблюдения и была обеспечена возможность приложения нагрузки к проксимальному концу шовной нити (нагрузка прикладывалась перпендикулярно плоскости закрепленной ткани) до тех пор, пока оператор не наблюдал разрыв устройства или ткани. Такая установка имитирует протягивание «вверх» хирургом проксимального конца шовной нити после введения устройства в ткань. Как показано на Фиг. 13, фиксирующие устройства изобретения обеспечивали повышение начальной прочности по сравнению с номинальным фиксирующим устройством. Одинарное параллельное концевое крепление обеспечивало повышение на около 50% по сравнению с номинальным язычком, тогда как двойное параллельное концевое крепление обеспечивало повышение на около 70% по сравнению с номинальным фиксирующим язычком.
На Фиг. 14 представлен график корреляции начальной прочности в фасции свиньи (ось у) и прочности при сдвиге фиксирующего устройства с использованием металлического приспособления (ось х) для конфигураций номинального фиксирующего устройства, одинарного параллельного концевого крепления и двойного параллельного концевого крепления. Линейная аппроксимация точек данных приводит к значениям R2 0,9989, что указывает на высокую корреляцию между двумя методами испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕВЫЕ ЭФФЕКТОРЫ УСТРОЙСТВ ДЛЯ УШИВАНИЯ РАН, УСОВЕРШЕНСТВОВАННЫЙ КОНЦЕВОЙ ЭФФЕКТОР УСТРОЙСТВА ДЛЯ УШИВАНИЯ РАН | 2016 |
|
RU2727232C2 |
| ШОВНАЯ НИТЬ, ИМЕЮЩАЯ УДЕРЖИВАЮЩИЙ ЭЛЕМЕНТ НА КОНЦЕ, И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2015 |
|
RU2728569C2 |
| САМОФИКСИРУЮЩИЕСЯ ШОВНЫЕ НИТИ, ОБЛАДАЮЩИЕ КОНТУРНЫМИ МИКРОШИПАМИ, ОБЕСПЕЧИВАЮЩИМИ ПРОХОД СКВОЗЬ ТКАНЬ, И УВЕЛИЧИВАЮЩИЕ ПРОЧНОСТЬ ФИКСАЦИИ | 2013 |
|
RU2664160C2 |
| ЛОКАЛЬНО РЕВЕРСИВНЫЕ ШОВНЫЕ НИТИ С ЗАЗУБРИНАМИ | 2014 |
|
RU2724438C2 |
| ХИРУРГИЧЕСКИЕ ИНСТРУМЕНТЫ С КРЕПЕЖНЫМИ ЭЛЕМЕНТАМИ | 2012 |
|
RU2597141C2 |
| ХИРУРГИЧЕСКИЕ ИНСТРУМЕНТЫ С ШАРНИРНЫМИ КОНЦЕВЫМИ ЭФФЕКТОРАМИ И ПОДВИЖНЫМИ ОПОРНЫМИ КОНСТРУКЦИЯМИ ПУСКОВОЙ ШТАНГИ | 2015 |
|
RU2703692C2 |
| УСТРОЙСТВА ДЛЯ УПЛОТНЕНИЯ СКОБОК В ТКАНИ | 2015 |
|
RU2685974C2 |
| КАССЕТА СО СКОБАМИ, СОДЕРЖАЩАЯ КРЫШКУ С ВОЗМОЖНОСТЬЮ ВЫСВОБОЖДЕНИЯ | 2014 |
|
RU2663489C2 |
| ХИРУРГИЧЕСКИЕ ИНСТРУМЕНТЫ С ШАРНИРНО ПОВОРАЧИВАЕМЫМИ КОНЦЕВЫМИ ЭФФЕКТОРАМИ И УСОВЕРШЕНСТВОВАННЫМИ ОПОРНЫМИ КОНСТРУКЦИЯМИ ПУСКОВОЙ ШТАНГИ | 2015 |
|
RU2709116C2 |
| ХИРУРГИЧЕСКИЕ ИНСТРУМЕНТЫ С ШАРНИРНО ПОВОРАЧИВАЕМЫМИ КОНСТРУКЦИЯМИ СТВОЛА | 2014 |
|
RU2677918C2 |
Группа изобретений относится к медицинской технике, а именно к шовно-нитевому устройству, в котором используются нити с зазубринами, имеющему усовершенствованные концевые эффекторы. Композитное шовно-нитевое хирургическое устройство содержит удлиненную основу шовной нити и композитный фиксирующий язычок. Удлиненная основа шовной нити проходит вдоль центральной оси от проксимального конца до дистального конца. Удлиненная основа шовной нити включает нижнюю сторону, верхнюю сторону и ширину, проходящую перпендикулярно центральной оси. Композитный фиксирующий язычок присоединен к дистальному концу. Композитный фиксирующий язычок содержит первый слой и второй слой. Первый слой имеет верхнюю сторону и нижнюю сторону с толщиной между ними, и длину, проходящую параллельно центральной оси, и ширину, проходящую перпендикулярно центральной оси. Первый слой имеет два свободных конца, проходящих вдоль центральной оси. Второй слой имеет верхнюю сторону и нижнюю сторону с толщиной между ними, и длину, проходящую параллельно центральной оси, и ширину, проходящую перпендикулярно центральной оси. Второй слой имеет два свободных конца, проходящие вдоль центральной оси. Верхняя сторона удлиненной основы шовной нити лежит в одной плоскости с верхней стороной первого слоя вдоль всей длины первого слоя. Нижняя сторона второго слоя приварена к верхней стороне первого слоя. Ширина первого слоя и ширина второго слоя больше ширины удлиненной основы, так что первый и второй слои проходят наружу относительно удлиненной основы шовной нити. Способ изготовления вышеуказанного композитного хирургического устройства включает размещение первого слоя и второго слоя в соединении друг с другом и воздействие на слои энергией, достаточной, чтобы вызвать приваривание первого и второго слоев друг с другом. Изобретения позволяют обеспечить ушивание ран. 2 н. и 9 з.п. ф-лы, 1 табл., 14 ил.
1. Композитное шовно-нитевое хирургическое устройство, содержащее:
(a) удлиненную основу шовной нити, проходящую вдоль центральной оси от проксимального конца до дистального конца, причем удлиненная основа шовной нити включает нижнюю сторону, верхнюю сторону и ширину, проходящую перпендикулярно центральной оси;
(b) композитный фиксирующий язычок, присоединенный к указанному дистальному концу, при этом указанный композитный фиксирующий язычок содержит:
(i) первый слой, имеющий верхнюю сторону и нижнюю сторону с толщиной между ними, и длину, проходящую параллельно центральной оси, и ширину, проходящую перпендикулярно центральной оси, причем первый слой имеет два свободных конца, проходящих вдоль центральной оси;
(ii) второй слой, имеющий верхнюю сторону и нижнюю сторону с толщиной между ними, и длину, проходящую параллельно центральной оси, и ширину, проходящую перпендикулярно центральной оси, причем второй слой имеет два свободных конца, проходящие вдоль центральной оси;
причем верхняя сторона удлиненной основы шовной нити лежит в одной плоскости с верхней стороной первого слоя вдоль всей длины первого слоя,
при этом указанная нижняя сторона указанного второго слоя приварена к указанной верхней стороне указанного первого слоя, причем ширина первого слоя и ширина второго слоя больше ширины удлиненной основы, так что первый и второй слои проходят наружу относительно удлиненной основы шовной нити.
2. Композитное шовно-нитевое устройство по п. 1, в котором указанные слои имеют по существу одинаковую ширину и длину.
3. Композитное шовно-нитевое устройство по любому из пп. 1-2, в котором указанные слои изготовлены из одного материала.
4. Композитное шовно-нитевое устройство по любому из пп. 1-3, в котором указанные основа удлиненной шовной нити и первый слой получают профильным прессованием из заготовки ленты.
5. Композитное шовно-нитевое устройство по п. 4, в котором указанный второй слой изготовлен из той же заготовки ленты, что и удлиненная основа шовной нити.
6. Композитное шовно-нитевое устройство по любому из пп. 1-5, в котором указанный первый слой имеет конфигурацию толщины, причем указанная конфигурация толщины включает утолщенную область на указанной центральной оси.
7. Композитное шовно-нитевое устройство по п. 6, в котором указанная конфигурация толщины первого слоя включает утолщенную область на первой и второй сторонах.
8. Композитное шовно-нитевое устройство по п. 7, в котором второй слой имеет по существу такую же конфигурацию толщины, что и первый слой.
9. Композитное шовно-нитевое устройство по любому из пп. 1-8, в котором указанная удлиненная основа шовной нити имеет фиксаторы вдоль длины, причем каждый из указанных фиксаторов имеет заостренный конец, обращенный к указанному дистальному концу.
10. Композитное шовно-нитевое устройство по любому из пп. 1-9, в котором толщина композитного фиксирующего язычка превышает толщину первого слоя перед сваркой от в 1,1 до в 2,0 раза.
11. Способ изготовления композитного хирургического устройства по любому из пп. 1-10, включающий размещение первого слоя и второго слоя в соединении друг с другом и воздействие на слои энергией, достаточной, чтобы вызвать приваривание указанного первого и второго слоев друг с другом.
| СИНТЕТИЧЕСКОЕ МОЮЩЕЕ СРЕДСТВО | 2005 |
|
RU2305130C1 |
| RU 2064289 C1, 27.07.1996 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "СОСИСКИ РИЖСКИЕ С КАПУСТОЙ" | 2012 |
|
RU2505142C1 |

