ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка основана на предварительных заявках US №№ 62/383801, поданной 6 сентября 2016 г.; 62/417709, поданной 4 ноября 2016 г.; 62/449899, поданной 24 января 2017 г.; 62/459398, поданной 15 февраля 2017 г.; и 62/526448 поданной 29 июня 2017 г., содержание которых явно включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее изобретение в целом относится к системам управления производством, и более конкретно к системам и способам для управления аддитивным производством.
УРОВЕНЬ ТЕХНИКИ
[0003] Традиционное аддитивное производство представляет собой процесс создания трехмерных деталей путем осаждения перекрывающихся слоев материала под управлением компьютера. Стандартная форма аддитивного производства известна как моделирование методом наплавления (FDM). При использовании FDM термопластик проходит через нагреваемую печатающую головку и превращается внутри нее в жидкость. Печатающая головка перемещается по предопределенной траектории (пути инструмента) по мере того, как материал выпускается из печатающей головки, так что материал укладывается с определенным рисунком и формой перекрывающихся двумерных слоев. Материал после выхода из печатающей головки охлаждается и затвердевает в окончательную форму. Прочность окончательной формы в основном обусловлена свойствами конкретного термопластика, подаваемого к печатающей головке, а также трехмерной формой, образуемой стопкой двумерных слоев.
[0004] Недавно разработанное усовершенствование традиционного производства FDM включает в себя использование непрерывных волокон, встроенных в материал, выходящий из печатающей головки. В частности, матрица подается к печатающей головке и выпускается (например, экструдируется и/или пултрудируется) вместе с одним или более непрерывными волокнами, также проходящими через ту же самую головку в то же самое время. Матрица может быть традиционным термопластиком, порошковым металлом, жидкой матрицей (например, отверждаемой ультрафиолетовыми лучами и/или состоящей из двух частей смолой), или комбинацией любых из этих и других известных матриц. После выхода из печатающей головки улучшитель вулканизации (например, ультрафиолетовый свет, ультразвуковой излучатель, источник тепла, подача катализатора и т.д.) активируется для того, чтобы инициировать и/или завершить отверждение матрицы. Это отверждение происходит почти мгновенно, позволяя изготавливать незакрепленные структуры в свободном пространстве. Когда волокна, в частности непрерывные волокна, встроены в структуру, ее прочность может быть увеличена выше предела прочности, зависящего от матрицы. Пример этой технологии раскрыт в патенте US 9511543, выданном Тайлеру 6 декабря 2016 г. («патент '543»).
[0005] Раскрытые системы и способы направлены на реализацию способов управления системами аддитивного производства, подобными раскрытым в патенте '543, и/или другими системами, известными в данной области техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] В одном аспекте настоящее изобретение относится к системе для использования в аддитивном производстве некоторой структуры. Эта система может включать в себя машину для аддитивного производства, память, в которой хранятся выполнимые компьютером инструкции, и процессор. Процессор может быть выполнен с возможностью выполнять эти инструкции, чтобы заставить машину для аддитивного производства выпускать дорожку из композиционного материала, и определять существование основания, расположенного со стороны дорожки из композиционного материала. Процессор может быть дополнительно выполнен с возможностью выполнять выполнимые компьютером инструкции для того, чтобы выборочно предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала после выпуска с переменным давлением, которое основано на определении наличия основания.
[0007] В другом аспекте настоящее изобретение относится к способу изготовления некоторой структуры с помощью машины для аддитивного производства. Этот способ может включать в себя выпуск машиной для аддитивного производства дорожки из композиционного материала и определение наличия основания, расположенного сбоку от дорожки из композиционного материала. Этот способ может дополнительно включать в себя выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала после выпуска с переменным давлением, которое основано на упомянутом определении.
[0008] В еще одном аспекте настоящее изобретение относится к энергонезависимому машиночитаемому носителю, содержащему выполнимые компьютером программные инструкции для выполнения способа аддитивного производства структуры. Этот способ может включать в себя выпуск машиной для аддитивного производства дорожки из композиционного материала и определение наличия основания, расположенного сбоку от дорожки из композиционного материала. Этот способ может дополнительно включать в себя выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала после выпуска в направлении через композиционный материал к основанию с помощью более высокого давления, когда дорожка из композиционного материала поддерживается вдоль по меньшей мере одной стороны.
[0009] В одном аспекте настоящее изобретение относится к системе для использования в аддитивном производстве некоторой структуры. Эта система может включать в себя машину для аддитивного производства, память, в которой хранятся выполнимые компьютером инструкции, и процессор. Процессор может быть выполнен с возможностью выполнять инструкции, заставляющие машину для аддитивного производства выпускать дорожку из композиционного материала, включающую в себя непрерывное волокно и матрицу, по меньшей мере частично покрывающую это непрерывное волокно. Процессор также может быть выполнен с возможностью выполнения выполнимых компьютером инструкций для отслеживания уровня энергии внутри непрерывного волокна во время выпуска, определения того, что непрерывное волокно потеряло свою непрерывность, на основе уменьшения этого уровня энергии, и выборочного прерывания выпуска на основе этого определения.
[0010] В другом аспекте настоящее изобретение относится к способу изготовления некоторой структуры с помощью машины для аддитивного производства. Этот способ может включать в себя выпуск машиной для аддитивного производства дорожки из композиционного материала, включающей в себя непрерывное волокно и матрицу, по меньшей мере частично покрывающую это непрерывное волокно. Этот способ может также включать в себя отслеживание уровня энергии внутри непрерывного волокна во время выпуска, определение того, что непрерывное волокно потеряло свою непрерывность, на основе уменьшения этого уровня энергии, и выборочное прерывание выпуска на основе этого определения.
[0011] В еще одном аспекте настоящее изобретение относится к энергонезависимому машиночитаемому носителю, содержащему выполнимые компьютером программные инструкции для выполнения способа аддитивного производства структуры. Этот способ может включать в себя выпуск машиной для аддитивного производства дорожки из композиционного материала, включающей в себя непрерывное волокно и матрицу, по меньшей мере частично покрывающую это непрерывное волокно. Этот способ может также включать в себя отслеживание уровня энергии внутри непрерывного волокна во время выпуска, определение того, что непрерывное волокно потеряло свою непрерывность, на основе уменьшения этого уровня энергии, и выборочное прерывание выпуска на основе этого определения.
[0012] В одном аспекте настоящее изобретение относится к системе для использования в аддитивном производстве некоторой структуры. Эта система может включать в себя машину для аддитивного производства, память, в которой хранятся выполнимые компьютером инструкции, и процессор. Процессор может быть выполнен с возможностью выполнять инструкции, заставляющие машину для аддитивного производства выпускать дорожку из композиционного материала. Процессор также может быть выполнен с возможностью выполнения выполнимых компьютером инструкций для сравнения фактического положения выпуска дорожки из композиционного материала с желаемым положением выпуска, и выборочного прерывания машиной для аддитивного производства изготовления структуры или регулировки параметров выпуска на основе результатов этого сравнения.
[0013] В другом аспекте настоящее изобретение относится к способу изготовления некоторой структуры с помощью машины для аддитивного производства. Этот способ может включать в себя выпуск машиной для аддитивного производства дорожки из композиционного материала. Этот способ может также включать в себя сравнения фактического положения выпуска дорожки из композиционного материала с желаемым положением выпуска, и выборочного прерывания машиной для аддитивного производства изготовления структуры или регулировки параметров выпуска на основе результатов этого сравнения.
[0014] В еще одном аспекте настоящее изобретение относится к энергонезависимому машиночитаемому носителю, содержащему выполнимые компьютером программные инструкции для выполнения способа аддитивного производства структуры. Этот способ может включать в себя выпуск машиной для аддитивного производства дорожки из композиционного материала, включающей в себя непрерывное волокно, по меньшей мере частично покрытое матрицей. Этот способ может также включать в себя сравнение положения оси непрерывного волокна и по меньшей мере одного из формы поперечного сечения и размера матрицы, окружающей непрерывное волокно, с желаемым положением выпуска. Этот способ может дополнительно включать в себя прерывание машиной для аддитивного производства изготовления структуры, когда одно из положения оси и по меньшей мере одного из формы поперечного сечения и размера матрицы, окружающей непрерывное волокно, выходит за пределы первого поля допусков, расположенного вокруг желаемого положения выпуска. Этот способ может дополнительно включать в себя регулирование машиной для аддитивного производства параметров выпуска, когда одно из положения оси и по меньшей мере одно из формы поперечного сечения и размера матрицы, окружающей непрерывное волокно, выходит за пределы второго поля допусков, расположенного вокруг желаемого положения выпуска и внутри первого поля допусков.
[0015] В одном аспекте настоящее изобретение относится к системе для использования в аддитивном производстве некоторой структуры. Эта система может включать в себя машину для аддитивного производства, память, в которой хранятся выполнимые компьютером инструкции, и процессор. Процессор может быть выполнен с возможностью выполнения инструкций для определения того, является ли текущая часть структуры критической для эффективности, и на основе результата этого определения выборочно реализовать первый метод нарезки или второй метод нарезки для разделения виртуальной модели структуры на множество плоскостей. Процессор может быть дополнительно выполнен с возможностью выполнения выполнимых компьютером инструкций для того, чтобы заставить машину для аддитивного производства наносить композиционный материал слоями, соответствующими этому множеству плоскостей.
[0016] В другом аспекте настоящее изобретение относится к способу изготовления некоторой структуры с помощью машины для аддитивного производства. Этот способ может включать в себя прием входных данных, указывающих по меньшей мере одно из ожидаемых условий нагрузки на структуру и спецификации эффективности, и определения того, является ли текущая часть структуры критической для эффективности, на основе этих входных данных. Основываясь на результате этого определения, способ может дополнительно включать в себя выборочную реализацию первого метода нарезки или второго метода нарезки для разделения виртуальной модели структуры на множество плоскостей, и нанесение машиной для аддитивного производства композиционного материала слоями, соответствующими этому множеству плоскостей.
[0017] В еще одном аспекте настоящее изобретение относится к энергонезависимому машиночитаемому носителю, содержащему выполнимые компьютером программные инструкции для выполнения способа аддитивного производства структуры. Этот способ может включать в себя прием входных данных, указывающих по меньшей мере одно из ожидаемых условий нагрузки на структуру и спецификации эффективности, и определения того, является ли текущая часть структуры критической для эффективности, на основе этих входных данных. Основываясь на результате этого определения, способ может дополнительно включать в себя выборочную реализацию первого метода нарезки для создания множества плоскостей, которые позволяют машине для аддитивного производства эффективно наносить композиционный материал в целом параллельным и перекрывающимся образом, а также выборочную реализацию второго метода нарезки для создания множества плоскостей, которые позволяют машине для аддитивного производства наносить композиционный материал слоями на основе ожидаемых сил, проходящих через эту структуру. Этот способ может также включать в себя генерирование по меньшей мере первого пути инструмента на каждой из множества плоскостей, сгенерированных с использованием первого метода нарезки, которому будет следовать машина для аддитивного производства во время выпуска композиционного материала. Этот по меньшей мере первый путь инструмента может представлять собой спираль, расходящуюся наружу из общего центра каждой из множества плоскостей, сгенерированных с использованием первого метода нарезки. Этот способ может дополнительно включать в себя генерирование по меньшей мере второго пути инструмента на каждой из множества плоскостей, сгенерированных с использованием второго метода нарезки, которому будет следовать машина для аддитивного производства во время выпуска композиционного материала. Этот по меньшей мере второй путь инструмента, сгенерированный с использованием второго метода нарезки, может быть в целом ориентирован на основе сил. Этот способ может дополнительно включать в себя нанесение машиной для аддитивного производства композиционного материала слоями, соответствующими множеству плоскостей, следуя по меньшей мере первому пути инструмента и по меньшей мере второму пути инструмента.
[0018] В одном аспекте настоящее изобретение относится к системе для использования в аддитивном производстве некоторой структуры. Эта система может включать в себя машину для аддитивного производства, память, в которой хранятся выполнимые компьютером инструкции, и процессор. Процессор может быть выполнен с возможностью выполнения инструкций для определения того, расположен ли путь инструмента, которому будет следовать машина для аддитивного производства во время изготовления структуры, в свободном пространстве или поверх другого пути инструмента. Когда путь инструмента расположен в свободном пространстве, процессор может быть дополнительно выполнен с возможностью выполнения выполнимых компьютером инструкций для определения кривизны пути инструмента и выборочного изготовления машиной для аддитивного производства основания для пути инструмента на основе результатов этого определения.
[0019] В другом аспекте настоящее изобретение относится к способу изготовления некоторой структуры с помощью машины для аддитивного производства. Этот способ может включать в себя определение того, расположен ли путь инструмента, которому будет следовать машина для аддитивного производства во время изготовления структуры, в свободном пространстве или поверх другого пути инструмента. Когда путь инструмента расположен в свободном пространстве, этот способ может дополнительно включать в себя определение кривизны пути инструмента и выборочное изготовление машиной для аддитивного производства основания для пути инструмента на основе результатов этого определения.
[0020] В еще одном аспекте настоящее изобретение относится к энергонезависимому машиночитаемому носителю, содержащему выполнимые компьютером программные инструкции для выполнения способа аддитивного производства структуры. Этот способ может включать в себя определение того, расположен ли путь инструмента, которому будет следовать машина для аддитивного производства во время изготовления структуры, в свободном пространстве или поверх другого пути инструмента. Когда путь инструмента расположен в свободном пространстве, этот способ может включать в себя определение кривизны пути инструмента и выборочное изготовление машиной для аддитивного производства основания для пути инструмента на основе результатов этого определения.
[0021] В одном аспекте настоящее изобретение относится к системе для использования в аддитивном производстве некоторой структуры. Эта система может включать в себя машину для аддитивного производства, память, в которой хранятся выполнимые компьютером инструкции, и процессор. Процессор может быть выполнен с возможностью выполнения инструкций для определения множества векторов напряжения, которые должны быть сгенерированы в структуре, и для генерации плана производства этой структуры. Этот план может включать в себя пути инструмента, которые располагают непрерывные волокна внутри структуры для создания этого множества векторов напряжения. Процессор также может быть выполнен с возможностью выполнения инструкций для того, чтобы заставить машину для аддитивного производства следовать этому плану и производить структуру.
[0022] В другом аспекте настоящее изобретение относится к способу изготовления некоторой структуры с помощью машины для аддитивного производства. Этот способ может включать в себя получение спецификаций характеристик для структуры, определение множества векторов напряжения, которые должны быть сгенерированы в структуре, на основе этих спецификаций характеристик, и генерирование плана для производства структуры. Этот план может включать в себя последовательно исполняемые пути инструмента, которые располагают непрерывные волокна внутри структуры для создания этого множества векторов напряжения. Этот способ может также включать в себя следование машины для аддитивного производства этому плану и создание остаточных напряжений внутри непрерывных волокон во время производства структуры.
[0023] В еще одном аспекте настоящее изобретение относится к энергонезависимому машиночитаемому носителю, содержащему выполнимые компьютером программные инструкции для выполнения способа аддитивного производства структуры. Этот способ может включать в себя получение спецификаций характеристик для структуры, определение множества векторов напряжения, которые должны быть сгенерированы в структуре, на основе этих спецификаций характеристик, и генерирование плана для производства структуры. Этот план может включать в себя последовательно исполняемые пути инструмента, которые располагают непрерывные волокна внутри структуры для создания этого множества векторов напряжения. Этот способ может также включать в себя следование машины для аддитивного производства этому плану и создание остаточных напряжений внутри непрерывных волокон во время производства структуры.
[0024] В одном аспекте настоящее изобретение относится к системе для использования в аддитивном производстве некоторой структуры. Эта система может включать в себя машину для аддитивного производства, память, в которой хранятся выполнимые компьютером инструкции, и процессор. Процессор также может быть выполнен с возможностью выполнения инструкций для того, чтобы заставить машину для аддитивного производства определять характеристику существующей точки, используемой в качестве якоря для дорожки из композиционного материала, выпускаемой машиной для аддитивного производства. Процессор также может быть выполнен с возможностью выполнять выполнимые компьютером инструкции для того, чтобы выборочно предоставлять возможность машине для аддитивного производства выпускать дорожку из композиционного материала с переменным отношением матрицы к волокну в существующей точке, основанным на упомянутой характеристике.
[0025] В другом аспекте настоящее изобретение относится к способу изготовления некоторой структуры с помощью машины для аддитивного производства. Этот способ может включать в себя определение некоторой характеристики существующей точки, используемой в качестве якоря для дорожки из композиционного материала, выпускаемой машиной для аддитивного производства. Этот способ может также включать в себя выборочный выпуск машиной для аддитивного производства дорожки из композиционного материала с переменным отношением матрицы к волокну в существующей точке, основанным на упомянутой характеристике.
[0026] В еще одном аспекте настоящее изобретение относится к энергонезависимому машиночитаемому носителю, содержащему выполнимые компьютером программные инструкции для выполнения способа аддитивного производства структуры. Этот способ может включать в себя определение машиной для аддитивного производства стабильности существующей точки, используемой в качестве якоря для дорожки из композиционного материала, выпускаемой машиной для аддитивного производства. Этот способ может также включать в себя выборочный выпуск машиной для аддитивного производства дорожки из композиционного материала с переменным отношением матрицы к волокну в существующей точке, основанным на ее стабильности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0027] Фиг. 1 представляет собой схематическую иллюстрацию примерной раскрытой машины для аддитивного производства и соответствующей системы, которая может использоваться для управления этой машиной;
[0028] Фиг. 2 представляет собой схематическую иллюстрацию системы управления, показанной на Фиг. 1;
[0029] Фиг. 3-11 представляют собой блок-схемы, представляющие примерные способы, которые могут быть осуществлены системой управления, показанной на Фиг. 1 и 2; и
[0030] Фиг. 12 и 13 представляют собой схематические иллюстрации, изображающие последовательность стадий в способах, показанных на Фиг. 3-11.
ПОДРОБНОЕ ОПИСАНИЕ
[0031] Фиг. 1 иллюстрирует примерную систему управления («систему») 10, которая может использоваться для проектирования, планирования, изготовления и/или анализа структуры 12, имеющей любую желаемую форму, размер, состав и функциональность. Система 10 может включать в себя, среди прочего, машину для аддитивного производства («машину») 14 и по меньшей мере одно вычислительное устройство 16, функционально связанное с машиной 14.
Машина 14 может быть выполнена с возможностью создания структуры 12 под управлением вычислительного устройства 16, например посредством процесса аддитивного производства. Хотя процессы аддитивного производства с использованием одного или нескольких непрерывных армирующих элементов (например, волокон - F) и одной или нескольких отверждаемых матриц (M) будут описаны ниже в качестве одного из примеров того, как может быть создана структура 12, следует отметить, что другие процессы, известные в данной области техники, могут альтернативно использоваться для этой цели и извлекать выгоду из раскрытых систем и способов управления.
[0032] Машина 14 может состоять из компонентов, которыми можно управлять для создания структуры 12, слой за слоем и/или в свободном пространстве (например, без прикрепления к нижележащему слою). Эти компоненты могут включать в себя, среди прочего, основание 18 и любое количество головок 20 соединенных с основанием 18, которое приводит их в действие. В раскрытом варианте осуществления, показанном на Фиг. 1, основание 18 представляет собой роботизированную руку, способную перемещать головку 20 во множестве направлений во время изготовления структуры 12. Следует отметить, что любой другой тип основания (например, портал, комбинация руки/портала и т.д.), способный перемещать головку 20 тем же самым или другим способом, также может использоваться при желании.
[0033] Каждая головка 20 (на Фиг. 1 для ясности показана только одна) может быть выполнена с возможностью выпуска по меньшей мере матрицы (например, жидкой смолы, такой как нелетучая смола органического соединения; порошкового металла и т.д.), которая может отверждаться. Примерные отверждаемые матрицы включают в себя термореактивные материалы, одно- или многокомпонентные эпоксидные смолы, полиэфирные смолы, катионные эпоксидные смолы, акрилированные эпоксидные смолы, уретаны, сложные эфиры, термопластические смолы, фотополимеры, полиэпоксиды, тиолы, алкены, тиолены и многое другое. В одном варианте осуществления матрица внутри каждой головки 20 может находиться под давлением, например, с помощью внешнего устройства (например, экструдера или насоса другого типа - не показан), которое связано по текучей среде с головкой 20 через соответствующий трубопровод (не показан). Однако в другом варианте осуществления давление может создаваться полностью внутри головки 20 с помощью устройства подобного типа. В других вариантах осуществления матрица может подаваться самотеком через головку 20 и/или смешиваться внутри нее. В некоторых случаях может потребоваться, чтобы матрица внутри головки 20 оставалась холодной и/или темной, чтобы предотвратить преждевременное отверждение; в то время как в других случаях матрицу, возможно, необходимо сохранять теплой по той же причине. В любой из этих ситуаций головка 20 может быть специально сконфигурирована (например, изолирована, охлаждена и/или нагрета) для обеспечения этих потребностей.
[0034] В некоторых вариантах осуществления матрица может быть смешана, может содержать или иным образом покрывать одно или более волокон (например, отдельные волокна, жгуты, ровинги, рукава, ленты и/или листы материала) и вместе с волокнами составлять по меньшей мере часть (например, стенку) структуры 12. Эти волокна могут храниться внутри (например, на отдельных не показанных внутренних катушках) или иным образом проходить через головку 20 (например, подаваться с внешних катушек). Когда одновременно используется множество волокон, волокна могут иметь один и тот же тип и одинаковый диаметр и форму поперечного сечения (например, круглую, квадратную, плоскую и т.д.), или различные типы с различными диаметрами и/или формами поперечного сечения. Эти волокна могут включить в себя, например, углеродные волокна, растительные волокна, древесные волокна, минеральные волокна, стеклянные волокна, металлическую проволоку, оптические трубки и т.д. Следует отметить, что термин «волокно» предназначен для охвата как структурных, так и неструктурных типов непрерывных армирующих волокон, которые могут быть по меньшей мере частично заключены в матрицу, выходящую из головки 20.
[0035] Эти волокна могут подвергаться воздействию (например, покрываться) матрицей, когда они находятся внутри головки 20, в то время как они проходят к головке 20 и/или когда они выходят из головки 20, по желанию. Матрица, сухие волокна и/или волокна, которые уже подверглись воздействию матрицы (например, смоченные волокна), могут транспортироваться в головку 20 любым способом, очевидным для специалиста в данной области техники.
[0036] Основание 18 может перемещать головку 20 по конкретной траектории (например, траектории, соответствующей намеченной форме, размеру и/или функции структуры 12) в то же самое время, когда покрытое матрицей волокно (волокна) выпускаются из головки 20, так что непрерывные пути покрытого матрицей волокна (волокон) формируются вдоль траектории. Каждый путь может иметь любую форму поперечного сечения, диаметр и/или плотность волокна и матрицы, и волокна могут быть радиально распределены в матрице, располагаясь в ее общем центре или располагаясь только на периферии.
[0037] Один или более улучшителей 22 вулканизации (например, ультрафиолетовый свет, ультразвуковой излучатель, лазер, нагреватель, распределитель катализатора и т.д.) могут быть установлены вблизи (например, внутри или на) головки 20 и выполнены с возможностью улучшать скорость отверждения и/или качество матрицы по мере того, как она выходит из головки 20. Улучшитель 22 вулканизации может регулироваться для избирательного воздействия на поверхности структуры 12 энергии (например, ультрафиолетового света, электромагнитного излучения, вибраций, тепла, химического катализатора или отвердителя и т.д.) во время формирования структуры 12. Эта энергия может увеличивать скорость химической реакции, происходящей внутри матрицы, спекать матрицу, упрочнять матрицу или иным образом отверждать ее по мере того, как она выходит из головки 20. В изображенных вариантах осуществления улучшитель 22 вулканизации включает в себя множество светоизлучающих диодов (LED), которые равномерно распределены вокруг центральной оси головки 20. Однако предполагается, что любое количество светодиодов или других источников энергии может альтернативно использоваться для раскрытых целей и/или размещаться другим способом (например, неравномерно распределенным, размещенным в ряд и т.д.). Например, улучшители 22 вулканизации при желании могут быть расположены на манипуляторе (не показан), который следует позади головки 20. Количество энергии, производимое улучшителем 22 вулканизации, может быть достаточным для того, чтобы вулканизировать матрицу до того, как структура 12 в осевом направлении вырастет больше, чем на предопределенную длину от головки 20. В одном варианте осуществления структура 12 полностью вулканизируется до того, как ее осевая длина станет равной наружному диаметру покрытой матрицей армирующей нити.
[0038] В варианте осуществления, показанном на Фиг. 1, головка 20 является модульной. Например, головка 20 может включать в себя резервуар 26 для матрицы и модуль 24 сопла, съемным образом связанный с резервуаром 26 для матрицы (например, с помощью одного или нескольких резьбовых крепежных элементов, зажимов или другого крепежа - не показано). В этом примере модуль 24 сопла является однодорожечным модулем 24A сопла, выполненным с возможностью выпуска композиционного материала, имеющего в целом круглое поперечное сечение. Однако конфигурация головки 20 может позволять замену модуля 24А сопла на другой модуль сопла (например, модуль 24B, модуль 24C и т.д.), который выпускает композиционный материал, имеющий другую форму (например, с трубчатым поперечным сечением, с ленточным или пленочным поперечным сечением и т.д.). Во время этой замены резервуар 26 для матрицы может оставаться соединенным с опорой 18, и могут потребоваться лишь небольшие модификации резервуара 26 для матрицы.
[0039] В одном варианте осуществления модуль 24 сопла также может быть альтернативно выборочно заменен на модуль 28 механической обработки. Например, модуль, имеющий один или несколько чистовых инструментов (например, сверла, фрезы, лезвия, мельницы, устройства для покраски, устройства для нанесения покрытия, чистящие устройства и т.д.), может быть при желании выборочно присоединен к резервуару 26 для матрицы (или прямо к концу основания 18). Эта конфигурация может позволить машине 14 изготавливать больший спектр структур 14.
[0040] В некоторых вариантах осуществления улучшитель (улучшители) 22 вулканизации может быть прикреплен к нижней поверхности модуля 24 сопла. С этой конфигурацией улучшитель (улучшители) 22 вулканизации может быть расположен вокруг наконечника сопла в конфигурации, которая наилучшим образом подходит к форме, размеру и/или типу выпуска материала из модуля 24 сопла. В раскрытом варианте осуществления улучшитель (улучшители) 22 вулканизации устанавливается под углом относительно оси модуля 24 сопла, так что энергия от улучшителя (улучшителей) 22 вулканизации направляется к выходу материала из модуля 24 сопла. Блокатор энергии 30 и/или оптика 31 могут использоваться в некоторых приложениях для выборочной блокировки, фокусировки и/или направления энергии от улучшителей 22 вулканизации на выход модуля 24 сопла. Это может влиять на скорость отверждения и/или место отверждения на материале, выходящем из модуля 24 сопла. Предполагается, что блокатор 30 энергии и/или оптика 31 могут быть при желании регулируемыми (например, вручную посредством непоказанного установочного винта или автоматически посредством непоказанного исполнительного механизма).
[0041] Матрица и волокно (волокна) могут выпускаться из головки 20 посредством по меньшей мере двух различных режимов работы. В первом режиме работы матрица и волокно (волокна) экструдируются (например, проталкиваются силой давления и/или механической силой) из головки 20, по мере того, как головка 20 перемещается основанием 18 для того, чтобы создать форму структуры 12. Во втором режиме работы по меньшей мере волокно (волокна) вытягиваются из головки 20, так что в волокне (волокнах) во время выпуска создаются растягивающие напряжения, которые остаются после отверждения матрицы. В этом режиме работы матрица может цепляться за волокно (волокна) и тем самым также вытягиваться из головки 20 вместе с волокном (волокнами), и/или матрица может выходить из головки 20 под давлением вместе с натянутым волокном (волокнами). Во втором режиме работы, когда волокно (волокна) вытягиваются из головки 20, получаемое остаточное натяжение в волокне (волокнах) может увеличить прочность структуры 12, позволяя при этом большей длине неподдерживаемого материала иметь более прямую траекторию (то есть остаточное натяжение может действовать против силы тяжести, оказывая автономную поддержку структуре 12).
[0042] Волокно (волокна) могут вытягиваться из головки 20 в результате перемещения головки 20 от якорной точки 32. Например, в начале формирования структуры некоторую длину пропитанного матрицей волокна (волокон) можно вытянуть и/или вытолкнуть из головки 20, нанести на якорную точку 32 и вулканизировать так, чтобы выпущенный материал приклеился к якорной точке 32. После этого головка 20 может быть отодвинута от якорной точки 32, и это относительное перемещение может вызвать вытягивание волокна (волокон) из головки 20. Следует отметить, что перемещению волокна (волокон) через головку 20 можно при желании способствовать (например, посредством внутренних подающих механизмов). Однако скорость выпуска волокна (волокон) из головки 20 может быть в основном результатом относительного перемещения между головкой 20 и якорной точкой 32, так что натяжение создается внутри волокна (волокон). Предполагается, что якорная точка 32 может отодвигаться от головки 20 вместо или в дополнение к перемещению головки 20 от якорной точки 32.
[0043] Как будет более подробно описано ниже, было определено, что вектор натяжения, связанный с каждым непрерывным волокном, выпускаемым головкой 20, может вносить свой вклад в характеристику (например, жесткость и/или прочность) структуры 12. Например, жесткость и/или прочность структуры 12 могут быть в целом больше в осевом направлении каждого волокна, и больше на величину, соответствующую уровню остаточного натяжения в этом волокне. Соответственно, во время предварительной фазы (например, проектирования) и/или фазы изготовления структуры 12 можно позаботиться о том, чтобы обеспечить желаемое количество, размер и/или форму конкретных волокон в соответствии с конкретными траекториями и/или для создания желаемых уровней натяжения внутри каждого из волокон до и/или во время отверждения, чтобы структура 12 работала в соответствии с требуемыми спецификациями.
[0044] Любое количество отдельных вычислительных устройств 16 может использоваться для проектирования и/или управления размещением и остаточным натяжением волокон внутри структуры 12 и/или для анализа технических характеристик (например, жесткости и прочности, и/или других характеристик, таких как непрерывность) структуры 12 до и/или после ее формирования. Вычислительное устройство 16 может включать в себя, среди прочего, дисплей 34, один или более процессоров 36, любое количество устройств 38 ввода/вывода («I/O»), любое количество периферийных устройств 40, и одно или более устройств 42 памяти для хранения программ 44 и данных 46. Программы 44 могут включать в себя, например, любое количество приложений 48 для конструирования и/или печати и операционную систему 50.
[0045] Дисплей 34 вычислительного устройства 16 может включать в себя жидкокристаллический дисплей (LCD), светодиодный (LED) экран, органический светодиодный (OLED) экран и/или другое известное дисплейное устройство. Дисплей 34 может использоваться для представления данных под управлением процессора 36.
[0046] Процессор 36 может быть одно- или многоядерным процессором, выполненным с возможностью реализации технологий виртуализации, и может использовать логику для одновременного выполнения и управления любым количеством операций. Процессор 36 может быть выполнен с возможностью реализации виртуальных машин или других известных технологий для выполнения, управления, прогона, манипулирования и хранения любого количества программных модулей, приложений, программ и т.д. В дополнение к этому, в некоторых вариантах осуществления процессор 36 может включать в себя один или более специализированных аппаратных, программных и/или микропрограммных модулей (не показаны), специально сконфигурированных с конкретной электрической схемой, инструкциями, алгоритмами и/или данными для выполнения функций раскрытых способов. Следует принимать во внимание, что могут быть реализованы другие типы компоновок процессора, которые обеспечивают возможности, раскрытые в настоящем документе.
[0047] Память 42 может быть энергозависимым или энергонезависимым, магнитным, полупроводниковым, ленточным, оптическим, съемным, несъемным или другим типом запоминающего устройства или материального и/или постоянного машиночитаемого носителя, который хранит одну или несколько исполняемых программ 44, таких как приложения 48 для анализа и/или печати, и операционную систему 50. Стандартные формы постоянных носителей включают в себя, например, флеш-накопитель, гибкий диск, жесткий диск, твердотельный накопитель, магнитную ленту или другой магнитный носитель для хранения данных, CD-ROM или другой оптический носитель для хранения данных, любой физический носитель с перфорацией, ОЗУ (RAM), ППЗУ (PROM), СППЗУ (EPROM), флэш-СППЗУ или другую флэш-память, энергонезависимое ОЗУ (NVRAM), кэш-память, регистр или другую микросхему или картридж памяти, а также их сетевые версии.
[0048] Память 42 может хранить инструкции, которые позволяют процессору 36 выполнять одно или более приложений, таких как конструкторские и/или производственные приложения 48, операционную систему 50, а также любой другой тип приложений или программного обеспечения, доступного на вычислительных системах. Альтернативно или дополнительно к этому инструкции, прикладные программы и т.д. могут храниться во внутренней и/или внешней базе данных (например, в непоказанной системе облачного хранения), которая находится в непосредственной связи с вычислительным устройством 16, такой как одна или более баз данных или устройств памяти, доступных через одну или более сетей (не показано). Память 42 может включать в себя одно или более устройств памяти, которые хранят данные, и инструкций, используемых для выполнения одной или более особенностей раскрытых вариантов осуществления. Память 42 может также включать в себя любую комбинацию одной или более баз данных, управляемых устройствами контроллера памяти (например, серверами и т.д.), или программное обеспечение, такое как системы управления документами, базы данных Microsoft SQL, базы данных SharePoint, базы данных Oracle™, базы данных Sybase™ или другие реляционные базы данных.
[0049] В некоторых вариантах осуществления вычислительное устройство 16 коммуникативно связано с одним или более удаленными устройствами памяти (например, непоказанными удаленными базами данных) через сеть (не показана). Удаленные устройства памяти могут быть выполнены с возможностью хранения информации, к которой вычислительное устройство 16 может получать доступ и/или которой оно может управлять. В качестве примера, удаленные устройства памяти могут быть системами управления документами, базой данных Microsoft SQL, базами данных SharePoint, базами данных Oracle™, базами данных Sybase ™, Cassandra, HBase, или другими реляционными или нереляционными базами данных или обычными файлами. Однако системы и способы, согласующиеся с раскрытыми вариантами осуществления, не ограничиваются отдельными базами данных или даже использованием базы данных.
[0050] Программы 44 могут включать в себя один или более программных или микропрограммных модулей, заставляющих процессор 36 выполнять одну или более функций раскрытых вариантов осуществления. Кроме того, процессор 36 может выполнять одну или более программ, расположенных удаленно от вычислительного устройства 16. Например, вычислительное устройство 16 может получать доступ к одной или более удаленным программам, которые при их выполнении реализуют функции, относящиеся к раскрытым вариантам осуществления. В некоторых вариантах осуществления программы 44, хранящиеся в памяти 42 и выполняемые процессором 36, могут включать в себя одно или более из конструкторских, производственных и/или аналитических приложений 48 и операционную систему 50. Приложения 48 могут заставлять процессор 36 выполнять одну или более функций раскрытых способов.
[0051] Операционная система 50 может выполнять известные функции операционной системы при ее выполнении одним или более процессорами, такими как процессор 36. В качестве примера, операционная система 50 может включать в себя операционные системы Microsoft Windows™, Unix™, Linux™, OSX™, и IOS™, операционные системы Android™ или другой тип операционной системы 50. Соответственно, раскрытые варианты осуществления могут работать с вычислительными системами, использующими любой тип операционной системы 50.
[0052] Устройства 38 ввода/вывода могут включать в себя один или более интерфейсов для получения сигналов или ввода от пользователя и/или машины 14, а также для выдачи сигналов или вывода машине 14, которые позволяют напечатать структуру 12. Например, вычислительное устройство 16 может включать в себя компоненты интерфейса для взаимодействия с одним или более устройствами ввода, такими как одна или более клавиатур, мышек и т.п., которые позволяют вычислительному устройству 16 получать ввод от пользователя.
[0053] Периферийное устройство (устройства) 40 может быть автономным устройством или устройством, которое встроено или иным образом связано с машиной 14 и используется во время изготовления структуры 12. Как показано на Фиг. 2, периферийные устройства 40 могут содержать устройства ввода (например, один или несколько датчиков, таких как датчики натяжения, датчики положения, датчики давления, датчики температуры, датчики потока, датчики непрерывности, датчики влажности, поворотные датчики и другие чувствительные элементы, известные в данной области техники) 40A и/или устройства вывода (например, один или несколько исполнительных механизмов, таких как устройство подачи матрицы, устройство подачи волокна, охлаждающий вентилятор, насос, улучшитель 22 вулканизации, позиционирующий двигатель, режущий инструмент, сварочный аппарат, ткацкий механизм, направляющая для волокна, смеситель, подающий ролик, натяжитель трения и т. д.) 40В. В некоторых вариантах осуществления периферийные устройства 40 могут включать в себя один или более процессоров, память и/или приемопередатчик. Когда периферийное устройство (устройства) 40 оборудовано специализированным процессором и памятью, специализированный процессор может быть выполнен с возможностью выполнять инструкции, хранящиеся в памяти, чтобы принимать команды от процессора 36, связанные с видео, аудио, другими сенсорными данными, управляющими данными, данными положения, и т.д., включая команды захвата, команды обработки, команды перемещения и/или команды передачи. Приемопередатчик может включать в себя устройство проводной или беспроводной связи, способное передавать данные к или от одного или более других компонентов в системе 10. В некоторых вариантах осуществления приемопередатчик может получать данные от процессора 36, включая инструкции для активации чувствительного элемента и/или исполнительного механизма и для передачи данных через приемопередатчик. В ответ на полученные инструкции приемопередатчик может пакетировать и передавать данные между процессором 36 и другими компонентами.
[0054] Конструкторские, производственные и/или аналитические приложения 48 могут заставить вычислительное устройство 16 выполнять способы, относящиеся к генерированию, получению, обработке, анализу, хранению и/или передаче данных во взаимодействии с работой машины 14 и соответствующим проектированием/изготовлением/анализом структуры 12. Например, приложения 48 могут быть способны конфигурировать вычислительное устройство 16 для выполнения операций, включающих в себя: отображение графического интерфейса пользователя (GUI) на дисплее 34 для получения инструкций по конструктивному решению/управлению и информацию от оператора машины 14; получение сенсорных данных, связанных с машиной 14 (например, посредством периферийного оборудования 40A); получение инструкций посредством устройств 38 ввода/вывода и/или пользовательского интерфейса, относящихся к спецификациям, желаемым характеристикам и/или желаемой эффективности структуры; обработку управляющих инструкций; генерирование одного или более возможных конструктивных решений и/или планов изготовления структуры 12; анализ и/или оптимизацию этих конструктивных решений и/или планов; обеспечение рекомендаций для одного или более конструктивных решений и/или планов; управление машиной 14 для изготовления рекомендованного и/или выбранного конструктивного решения посредством рекомендованного и/или выбранного плана; анализ изготовления; и/или обеспечение обратной связи и регулировки машины 14 для улучшения дальнейшей работы.
[0055] Фиг. 3-11 представляют собой блок-схемы, изображающие примерные способы, которые могут быть осуществлены вычислительным устройством 16 во время проектирования, изготовления и/или анализа структуры 12 машиной 14. Фиг. 3-11 будут более подробно обсуждены в следующем разделе для того, чтобы дополнительно проиллюстрировать раскрытые концепции.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0056] Раскрытые системы могут использоваться для непрерывного производства композитных структур, имеющих любую желаемую форму поперечного сечения, длину, плотность, жесткость, прочность и/или другую характеристику. Эти композитные структуры могут включать в себя любое количество различных армирующих элементов одинакового или различного типа, диаметров, форм, конфигураций и составов и/или любое количество различных матриц. Далее работа системы 10 будет подробно описана со ссылкой на блок-схемы, показанные на Фиг. 3-11.
[0057] Как можно видеть на блок-схеме Фиг. 3, создание структуры 12 может быть вообще разделено на четыре различных фазы, включая: предварительную обработку, обработку, последующую обработку и анализ. Фаза предварительной обработки может быть связана с определением структуры 12. Фаза обработки может быть связана с формированием по меньшей мере основной части структуры 12. Фаза последующей обработки может быть связана с окончательной отделкой основной части структуры 12. Фаза анализа может быть связана со сравнением полученного на фазе предварительной обработки определения структуры 12 с наблюдениями физического осуществления структуры 12, а также с итерационным регулированием предыдущей фазы (фаз) на основе результатов этого сравнения.
[0058] Фаза предварительной обработки создания структуры может начинаться с получения процессором 36 (например, через устройство (устройства) 38 ввода/вывода) спецификаций от пользователя системы (Стадия 300). Эти спецификации могут включать в себя, среди прочего, физическую оболочку структуры 12 (например, определение внешней поверхности структуры 12 и/или определение пространства, в котором должна находиться и функционировать структура 12), ожидаемые рабочие условия (например, силовая нагрузка, отклоняющая нагрузка, колебательная нагрузка, тепловая нагрузка, воздействие внешних факторов и т.д.), желаемые характеристики (например, твердость, вес, плавучесть и т.д.), и/или желаемая эффективность (например, минимальные величины, максимальные величины и/или приемлемые диапазоны для конкретных параметров, таких как проводимость, жесткость, прочность и т.д.). Например, пользователь системы 10 может ввести определение сопряженного интерфейса, которому должна соответствовать структура 12 в соответствующей сборке (например, форму, размер, расположение и ориентацию конца оси со шпонкой, на которой должно вращаться колесо турбины, изображенное на Фиг. 1), максимальный объем (например, ограничения по осевому и/или радиальному размеру), который может занимать структура 12, уровни сил, которые должны проходить через структуру 12 в конкретных направлениях (например, расход и плотность газов, проходящих радиально внутрь и в осевом направлении от колеса турбины, и/или резистивный крутящий момент, ожидаемый в оси), а также как структура 12 должна отвечать на эти силы (например, величина крутящего момента, который должен быть создан внутри колеса турбины газами, и/или максимальная величина жесткости и/или отклонения, допустимая в каждой лопатке колеса турбины из-за приложенных крутящих моментов).
[0059] Спецификации, полученные на стадии 300, могут быть затем переданы в один или более модулей САПР (Стадия 302), которые будут более подробно обсуждены ниже. Модуль (модули) САПР на основе полученных спецификаций могут возвратить одно или более возможных конструктивных решений (например, формы, материалы, траектории волокна, уровни натяжения волокна, плотности и т.д.) для структуры 12, если одно или более конструктивных решений возможны для данных спецификаций. Если вычислительное устройство 16 решает, что существует ошибка в связи с конструктивным решением (решениями) (Стадия 304), эта ошибка может быть показана пользователю системы 10 вместе с подсказкой для модификации предоставленных спецификаций (Стадия 306). Управление затем может быть передано от Стадии 306 на Стадию 300.
[0060] После того, как возможные конструктивные решения для структуры 12 будут успешно возвращены модулем (модулями) САПР, вычислительное устройство 16 может получить от пользователя пакет информации о печати («PIP») (Стадия 308). PIP может содержать значения для системы 10, которые могут влиять на изготовление структуры 12. Эти значения могут включать в себя, например, текущую конфигурацию машины 14 (например, тип и/или состояние конкретного модуля 24 сопла, присоединенного и/или доступного для использования с машиной 14), тип и/или количество материала (например, матрицы и/или волокна), загруженного в машину 14, тип и/или возможности основания 18, связанного с головкой 20, и т.д. Например, пользователь может указать, что модуль 24А сопла в настоящее время соединен с машиной 14, что 50 м углеродного волокна с 4000 жгутами являются доступными и загруженными в головку 20, что резервуар 26 для матрицы заправлен 6,2 л конкретной УФ-отверждаемой смолы, и что основание 18 является роботизированной рукой с 6 степенями свободы, имеющей конкретный диапазон перемещений, силы и/или скорости. Предполагается, что в некоторых вариантах осуществления эта информация при желании может автоматически определяться и/или отслеживаться вычислительным устройством 16 (например, посредством одного или более периферийных устройств 40). В этих вариантах осуществления Стадия 308 может быть опущена.
[0061] PIP и одно или более возможных конструктивных решений могут быть переданы модулю построения пути (Стадия 310), который более подробно будет обсужден ниже. Модуль (модули) построения пути может возвращать один или более возможных планов (например, наборов последовательных путей инструмента) для изготовления одного или более конструктивных решений структуры 12 на основе полученного PIP, если для него возможны один или более планов. Если вычислительное устройство 16 решает, что существует ошибка в связи с этим планом (планами) (Стадия 312), эта ошибка может быть показана пользователю системы 10 вместе с подсказкой для модификации предоставленного PIP (Стадия 314). Управление затем может быть передано от Стадии 314 на Стадию 308.
[0062] В любое время во время завершения Стадий 302-312 одно или более возможных конструктивных решений и/или планов, сгенерированных САПР и/или модулями построения пути, могут быть выбраны для использования при изготовлении структуры 12 (Стадия 315). Этот выбор может быть сделан вручную пользователем системы 10 (например, посредством устройства (устройств) 38 ввода/вывода) или автоматически процессором 36 (например, на основе инструкций, хранящихся в памяти 42, на основе приоритета спецификаций, полученных на Стадии 300, на основе анализа конструктивного решения (решений) и/или плана (планов), и/или с использованием одного или более доступные алгоритмов оптимизации приложений 48). Когда одно конкретное конструктивное решение выбрано перед Стадией 310, Стадия 310 может быть выполнена только относительно выбранного конструктивного решения. В некоторых случаях каждое возможное конструктивное решение может быть снабжено одним или более планами перед оптимизацией и/или выбором.
[0063] После завершения Стадии 314 управление может быть передано к модулю проверки системы (Стадия 316), который может быть ответственным за проверку эксплуатационной готовности системы 10 (например, посредством периферийного оборудования 40). Модуль проверки системы будет более подробно описан ниже. Если процессор 36 решает, что существует ошибка в связи с проверкой системы (Стадия 318), эта ошибка может быть показана пользователю системы 10 вместе с подсказкой для модификации системных параметров (Стадия 320). Управление затем может быть передано от Стадии 320 на Стадию 316.
[0064] Как только проверка готовности системы 10 будет закончена успешно, выбранное конструктивное решение структуры 12, выбранный план изготовления и PIP могут быть переданы модулю настройки (Стадия 324), и может быть начата фаза обработки для изготовления структуры. Модуль настройки может быть ответственным за настройку машины 14, чтобы она следовала выбранному плану и производила выбранное конструктивное решение структуры 12 в пределах параметров PIP. Модуль настройки будет более подробно описан ниже.
[0065] Если процессор 36 определяет (посредством модуля построения пути), что требуется какое-либо временное крепление или основание, процессор 36 может сгенерировать команды для машины 14, чтобы она изготовила временное крепление или основание (Стадия 326), после того, как машина 14 будет должным образом настроена (например, после завершения стадии 324). Например, процессор 36 может генерировать команды, которые заставляют по меньшей мере первое устройство вывода периферийного оборудования 40B (например, устройство подачи волокна) останавливать выпуск волокон из головки 20; заставляют по меньшей мере второе устройство вывода периферийного оборудования 40B (например, устройство подачи матрицы) позволять выпуск только временной матрицы (например, матрицы, смываемой водой, воздухом или другим растворителем); заставляют по меньшей мере третье устройство вывода периферийного оборудования 40B (например, позиционирующие двигатели, связанные с основанием 18) перемещать головку 20 к положению, соответствующему требуемому положению крепления или основания; и заставляют по меньшей мере четвертое устройство вывода периферийного оборудования 40B (например, улучшитель 22 вулканизации) активироваться и вулканизировать временную матрицу, выходящую из головки 20 во время перемещения головки 20 в пределах оболочки временного крепления или основания.
[0066] Управление может быть затем передано якорному модулю (Стадия 328), который может регулировать прикрепление покрытых матрицей волокон к якорной точке 32 (см. Фиг. 1) при подготовке к выпуску следующего пути материала под управлением модуля выпуска (Стадия 330). Оба эти модуля будут более подробно объяснены ниже вместе с модулем контроля качества, который может реализовать подпрограмму во время завершения каждого пути инструмента для того, чтобы гарантировать, что покрытые матрицей волокна были выпущены в соответствии с планом (Стадия 332).
[0067] Процессор 36 может быть выполнен с возможностью непрерывно отслеживать выпуск материала из головки 20, не только для целей контроля качества, но также и отслеживания продвижения в соответствии с выбранным планом. Это отслеживание может завершаться, например, на основе сигналов, получаемых от одного или более устройств ввода периферийного оборудования 40A. Процессор 36 может определять, когда текущий путь инструмента в плане завершен (например, сравнивая текущее положение головки 20 с конечным положением в пути инструмента - Стадия 334), и после этого определять, требуется ли разрыв и/или сращивание каких-либо волокон, выходящих из головки 20 (Стадия 336). Разрыв волокон может требоваться, когда следующий путь инструмента в плане структуры 12 не начинается в точке завершения текущего пути инструмента. Например, если головка 20 должна быть перемещена перед дальнейшим выпуском дополнительного материала, процессор 36 может определить, что требуется разрыв. Сращивание волокон может требоваться, если волокна в следующем пути инструмента отличаются от волокон в текущем пути инструмента.
[0068] Когда требуются разрыв и/или сращивание, управление может передаваться модулю разрыва/сращивания (Стадия 338), после чего процессор 36 может определить, требуются ли какие-либо дополнительные пути инструмента для завершения изготовления структуры 12 (Стадия 340). Если разрыв или сращивание не требуются, управление может быть передано напрямую от Стадии 336 к Стадии 340. Процессор 36 может определить, что требуются дополнительные пути инструмента, например, на основе сравнения любых завершенных путей инструмента с количеством и/или идентификацией путей инструмента, включенных в план изготовления структуры 12. Когда требуются дополнительные пути инструмента, управление может быть передано от Стадии 340 обратно к Стадии 324. В противном случае фаза обработки может считаться завершенной.
[0069] Фаза последующей обработки может начинаться с определения процессором 36 того, требует ли план изготовления структуры 12 каких-либо активностей последующей обработки (например, покрытия, спекания, механической обработки, сборки по шаблону, выбора/размещения электроники и т.д.). Когда любая из этих активностей определена в плане изготовления структуры 12, управление может продвигаться от Стадии 342 к Стадии 344, где эти активности завершаются. Когда активностей последующей обработки не требуется или после того, как требуемые активности были завершены, может начаться фаза анализа.
[0070] Фаза анализа может начинаться с тестирования только что изготовленной структуры 12 (Стадия 346). Это тестирование может соответствовать спецификациям, полученным на Стадии 300, и включать в себя, например, тестирование твердости, тестирование натяжения, тестирование непрерывности, тестирование веса, тестирование плавучести и т.д. Результаты тестирования могут быть затем сравнены со спецификациями (Стадия 348), чтобы определить, удовлетворяет ли структура 12 соответствующим требованиям. Если требования не удовлетворяются, структура 12 может быть отклонена (Стадия 350), модуль САПР может быть обновлен (Стадия 352), и управление может быть возвращено на Стадию 302. Обновление модуля САПР может включать в себя, среди прочего, подстройку данных 46 и/или связанных карт/алгоритмов (например, подстройку соотношений твердости, соотношений растяжения, соотношений плотности, соотношений типа материала, соотношений параметров обработки и т.д.), которые хранятся в памяти 42 и на которых основываются приложения 48 при генерировании возможных конструктивных решений, генерировании возможных планов и/или оптимизации конструктивных решений и планов. Когда требования к структуре 12 удовлетворяются, структура 12 может быть принята, и процесс может быть повторен для изготовления другой структуры 12.
[0071] Возвращаясь к модулю САПР, показанному на Фиг. 4, процессор 36 может генерировать возможное конструктивное решение (решения) структуры 12 на множестве различных стадий, некоторые из которых могут выполняться в любом порядке. Одна из этих стадий (то есть Стадия 400) может включать в себя, например, генерирование границ (например, внешних поверхностей) структуры 12 на основе, по меньшей мере частично, ограничений оболочки, обеспеченных пользователем на Стадии 300 (см. Фиг. 3). В приведенном примере турбинного колеса (см. Фиг. 1), ограничения оболочки могут включать в себя граничащие осевые плоскости, отмечающие пределы, за которыми турбинное колесо не может простираться в осевом направлении; внутренний радиальный предел (например, описанная выше граница оси) и внешний радиальный предел (например, внутренняя поверхность связанного экрана, включая пространство желаемого кольцевого зазора для воздушного потока). Процессор 36 может затем сгенерировать виртуальные поверхности при этих ограничениях и создать итеративные конструктивные решения, имеющие виртуальные поверхности, разнесенные с уменьшением инкрементных смещений от этих ограничений. Также предполагается, что виртуальные поверхности могут альтернативно создаваться в пределах самых внутренних границ и итеративно перемещаться наружу, увеличивая приращения смещения, если это желательно. Подробные особенности структуры 12 (например, лопатки турбинного колеса) могут быть затем сформированы внутри этих виртуальных поверхностей, и количество и промежутки между этими особенностями могут инкрементально изменяться для создания диапазона различных пространственных расположений. Например, турбинное колесо может быть спроектировано так, чтобы оно имело большее или меньшее количество более толстых или более тонких лопаток, с большими или меньшими радиальными зазорами между ними.
[0072] В сочетании с различными пространственными расположениями структуры 12, созданными на Стадии 400, процессор 36 может определять любое количество других матриц, волокон и/или плотностей волокон, которые могут использоваться для изготовления различных конструктивных решений, обеспечивая при этом характеристики, заданные пользователем на Стадии 300. Например, для любого одного из пространственных расположений, сгенерированных на Стадии 400, могут существовать одна или более матриц, одно или более волокон и/или одна или более плотностей, которые позволяют данному пространственному расположению находиться внутри ограничений по массе, обеспечить желаемый уровень электрической изоляции или удельной проводимости, обеспечивать желаемую плавучесть и т.д. Эти окна матриц, волокон и/или плотностей могут быть соединены с каждым из различных пространственных расположений.
[0073] Процессор 36 может затем определить траекторию одного или более типов волокна, которые были ранее определены как доступные для каждого пространственного расположения, а также уровень остаточного натяжения, которое должно присутствовать внутри каждого волокна (Стадия 420). Это определение может быть сделано, например, по меньшей мере частично на основе условий нагрузки и/или желаемой эффективности, заданных на Стадии 300. Например, для того, чтобы обеспечить желаемый уровень жесткости, прочности, вибрационного отклика и т.д. внутри лопаток турбинного колеса, может понадобиться обеспечить конкретное количество/плотность первых волокон с первым вектором натяжения в первом положении для обеспечения желаемой эффективности; в то время как конкретное количество/плотность вторых волокон возможно должно быть обеспечено со вторым вектором натяжения во втором положении для обеспечения той же самой эффективности. Эти параметры могут быть определены процессором 36 для каждой комбинации матрицы/волокна внутри каждого из возможных пространственных расположений. Параметры волокна могут быть определены, например, посредством итерационного использования алгоритмов анализа конечных элементов (например, посредством приложений 48).
[0074] В некоторых случаях уровень натяжения внутри конкретных волокон может быть менее важным. В этих случаях вектор натяжения может по-прежнему указывать положительное значение, которое чуть выше минимального уровня (например, чуть выше нуля).
[0075] В некоторых вариантах осуществления одна или более процедур оптимизации могут быть затем реализованы процессором 36 для того, чтобы сузить диапазон различных комбинаций конструктивного решения и/или обеспечить рекомендацию пользователю одного конкретного конструктивного решения (Стадия 430). Оптимизация может быть выполнена, например, на основе определенного пользователем приоритета заданных спецификаций. Например, в некоторых случаях след структуры 12 может быть самым важным, а затем по важности могут следовать вес, эффективность и стоимость; в то время как в других случаях стоимость может быть более важной чем след, а вес может быть наименее важным. Процессор 36 может быть выполнен с возможностью выборочно реализовать процедуры оптимизации (например, с использованием приложений 48) и обеспечивать результаты пользователю для окончательного выбора одного конкретного конструктивного решения (например, посредством дисплея 34). В некоторых случаях процессор 36 может автоматически выбирать конструктивное решение, которое наилучшим образом соответствует требуемым спецификациям.
[0076] В некоторых случаях может оказаться невозможным сгенерировать конструктивное решение, которое удовлетворяло бы всем определенным пользователем требованиям. В этих случаях процессор 36 может возвратить ошибку и показать ее на дисплее 34 (см. Фиг. 1) на Стадии 306 (см. Фиг. 3). Также возможно, что процессор 36 может оказаться не в состоянии автоматически спроектировать все особенности структуры 12. Например, от пользователя может потребоваться сгенерировать и/или уточнить некоторые особенности вручную. Кроме того, возможно, что процессор 36 может оказаться не в состоянии реализовать какой-либо вид процесса проектирования/выбора/оптимизации/рекомендации, и что PIP может просто включать в себя всю информацию, требуемую для производства конкретного конструктивного решения структуры 12.
[0077] Как только конкретное конструктивное решение выбрано (например, вручную пользователем посредством устройств 38 ввода/вывода или автоматически процессором 36), процессор 36 может определить конкретную настройку машины 14, требуемую для изготовления выбранного конструктивного решения. Например, процессор 36 может определить минимальное количество волокна (например, по меньшей мере на 25% больше, чем указано для конструктивного решения), требуемое для производства этого конструктивного решения; минимальный объем матрицы (например, по меньшей мере на 25% больше, чем указано для конструктивного решения); конкретный модуль (модули) 24 сопла, который должен быть присоединен к головке 20 (например, на основе количества волокон в конкретном армирующем элементе, диаметра волокна, формы волокна, типа волокна, вязкости матрицы, скорости потока матрицы и т.д.); требуемое расположение (например, количество, ориентацию, интенсивность и т.д.) улучшителя (улучшителей) 20 вулканизации; требуемое использование блокатора 30 энергии и/или оптики 31; требуемые диапазоны движения, скорости и/или силы для основания 18; и т.д. Эта информация (которая может быть упакована вместе как основная рабочая информация - «BOI») может быть позже введена в модуль настройки на Стадии 324 (см. Фиг. 3).
[0078] Возвращаясь к модулю построения пути, показанному на Фиг. 5, процессор 36 может сгенерировать любое количество возможных планов для изготовления выбранного конструктивного решения структуры 12. Каждый план может включать в себя, среди прочего, ряд индивидуальных путей инструмента, которые вместе формируют структуру 12, а также последовательность и/или выбор времени для каждого пути. Процессор 36 следует процессу оптимизации и/или выбора (например, на основе времени, использования материала, стоимости, внешнего вида и т.д.), аналогично описанному выше в отношении возможного конструктивного решения, чтобы обеспечить рекомендацию и/или автоматически выбрать один из планов для исполнения.
[0079] Для того, чтобы сгенерировать каждый план, процессор 36 может начать с выполнения модуля построения пути, показанного на Фиг. 5. Например, процессор 36 может определить, является ли структура 12 критической по отношению к эффективности частью (Стадия 500). В частности, некоторые структуры 12 могут не иметь спецификаций прочности, жесткости, непрерывности и/или других подобных спецификаций. В этих вариантах осуществления положение волокон и/или путь, которым изготавливается структура 12, может быть менее важным, и структура 12 может рассматриваться как не являющаяся критической по отношению к эффективности частью. В других вариантах осуществления спецификации для прочности, жесткости, непрерывности и т.д. могут существовать, но значения могут быть более низкими, чем установленные пороговые значения (например, значения, связанные с выбранными матрицами, волокнами, плотностями и/или формами), что также позволяет процессору 36 считать соответствующую структуру не критической по отношению к эффективности частью. В этих вариантах осуществления процессор 36 может осуществлять нарезку виртуальной модели структуры 12 на любое количество последовательно исполняемых плоскостей, имеющих любую ориентацию, которая способствует эффективности изготовления (Стадия 502). Например, процессор 36 может осуществлять нарезку виртуальной модели на горизонтальные, параллельные и перекрывающиеся слои. Для целей настоящего изобретения термин «последовательно исполняемые плоскости» может относиться к набору плоскостей или слоев структуры 12, который может быть изготовлен последовательно, не препятствуя доступу к другой плоскости, находящейся ниже в последовательности.
[0080] Для каждого из этих слоев (например, Р1 - см Фиг. 13), процессор 36 может генерировать набор критических точек (например, CP1-1, CP1-2; CP2-1, CP2-2, CP2-3, CP2-4 - см. Фиг. 13) на основе оболочки (например, требуемой формы и/или размера) структуры 12 и заданного поля допусков для этой оболочки (Стадия 504). Точки, включенные в этот набор, можно считать критическими, когда материал должен проходить через эти точки (и по конкретной траектории между этими точками) для изготовления требуемой формы структуры 12, в пределах указанного поля допусков. Например, прямой путь инструмента (например, TP1 - см. Фиг. 13) внутри структуры 12 вдоль поверхностной стенки или края может потребовать двух критических точек (например, начальной точки и конечной точки), в то время как криволинейный путь инструмента (например, TP2 - см. Фиг. 13) может потребовать трех или более критических точек. В целом, для более жестких допусков может потребоваться большее количество критических точек для определения формы структуры 12.
[0081] Когда набор точек внутри каждого слоя структуры 12 сгенерирован, процессор 36 может сгенерировать один или более путей инструмента, которые соединяют различные точки в этом наборе (Стадия 506). В большинстве случаев путь инструмента можно считать непрерывным следом между точками, который не требует, чтобы модуль 24 сопла перемещался без выпуска материала (например, перепозиционируясь для следующего события выпуска). В одном варианте осуществления путь (пути) инструмента может быть организован в компоновке «из середины». Например, путь (пути) инструмента может начинаться в общем центре данной плоскости, двигаться в первом направлении до тех пор, пока путь инструмента не пройдет через первую критическую точку у края или поверхности структуры 12, повернуть на указанный угол (например, приблизительно 90°) в указанном направлении (например, по часовой стрелке), и двигаться во втором направлении до тех пор, пока путь инструмента не пройдет через вторую критическую точку у другого края или поверхности структуры 12. Этот процесс может повторяться до тех пор, пока все критические точки в данной плоскости не будут покрыты связанными путями инструмента этой плоскости. В некоторых случаях вместо линейных сегментов, соединенных друг с другом под углами 90°, эти пути могут дополнительно включать в себя дугообразные сегменты, расположенные по спирали, раскручивающейся наружу. Каждый раз, когда модуль 24 сопла должен перемещаться без выпуска материала, текущий путь инструмента может быть закончен, и может быть инициирован новый путь.
[0082] Каждый путь инструмента или сегмент пути инструмента может быть расположен смежно с другим путем инструмента или сегментом того же самого пути инструмента, и радиально отстоять от него на указанное расстояние. Это расстояние может быть, например, функцией размера волокна (например, диаметра или другого поперечного размера), функцией разрешения машины (например, минимальным шагом в радиальном направлении), и/или постоянной величиной, определяемой посредством лабораторного тестирования. Это расстояние может быть измерено, например, как прямая линия между центрами смежных путей инструмента.
[0083] Возвращаясь к Стадии 500, когда процессор 36 решает, что структура 12 является критической по отношению к эффективности частью, процессор 36 может реализовать метод нарезки, отличающийся от описанного выше. Например, процессор 36 может нарезать структуру 12 на одну или более последовательно исполняемых плоскостей (например, Р1, P2, P3 и т.д. - см. Фиг. 12), которые не обязательно являются параллельными друг другу, горизонтальными или перекрывающимися. Вместо этого процессор 36 может нарезать структуру 12 на одну или более плоскостей, каждая из которых формируется двумя или более векторами натяжения (например, T1, T2 и т.д. - см. Фиг. 12), описанными выше (например, смежными векторами натяжения и/или векторами натяжения, которые являются в целом параллельными друг другу и находятся в пределах некоторого порогового расстояния друг от друга) (Стадия 508).
[0084] В некоторых ситуациях последовательно исполняемые плоскости, сгенерированные на Стадии 508, могут находиться за пределами возможностей машины 14. Например, эти плоскости могут быть расположены под углами, недостижимыми для основания 18, и/или внутри пространств, слишком малых для модуля 24 сопла. Соответственно, процессор 36 может быть выполнен с возможностью сравнения параметров каждой плоскости, сгенерированной на Стадии 508, с известными возможностями машины 14 (Стадия 510), и отклонять любые плоскости, которые находятся за пределами возможностей машины 14. Например, управление может возвращаться со Стадии 510 на Стадию 508 для генерирования плоскостей замены, когда процессор 36 решает, что какая-либо из ранее сгенерированных плоскостей находится за пределами возможностей машины 14. После Стадии 510 может быть выполнена Стадия 512, которая по существу идентична Стадии 504.
[0085] Когда набор критических точек сгенерирован для каждой плоскости или слоя структуры 12, процессор 36 может сгенерировать один или более путей инструмента для каждой плоскости, которые используют эти критические точки (Стадия 514). В отличие от описанной выше Стадии 506 процессор 36 может сгенерировать путь (пути) инструмента на Стадии 514 на основании не столько эффективности, сколько векторов натяжения, описанных выше. В частности, векторы натяжения могут в целом лежать вдоль осей волокон, содержащихся внутри каждого пути и/или быть результатом взаимодействия двух или более рядом расположенных волокон (например, волокон внутри одного и того же пути, волокон внутри смежных путей инструмента, волокон внутри одной и той же плоскости и/или волокон внутри смежных плоскостей). Таким образом требуемые векторы натяжения могут быть созданы путями инструмента, сгенерированными на Стадии 512. В большинстве вариантов осуществления пути инструмента, сгенерированные на Стадии 514, не будут следовать описанному выше подходу «из середины».
[0086] После создания путей инструмента для данной плоскости или слоя структуры 12 (например, после завершения Стадий 506 и/или 514) процессор 36 может определить, использованы ли все критические точки в этой плоскости (например, включены в путь) (Стадия 516). В частности могут быть плоскости, которые содержат одну или более отдельных критических точек (например, CP0 - см. Фиг. 13), которые трудно включить в существующий путь инструмента, который проходит через другую критическую точку. В этих ситуациях должны быть сгенерированы дополнительные пути инструмента (TP0 - см. Фиг. 13), которые используют отдельные критические точки и соединяют их с остальной частью структуры 12. Для того, чтобы сгенерировать эти дополнительные пути инструмента, процессор 36 должен сначала определить, допустима ли резка волокна (например, на основе функциональных характеристик, спецификаций непрерывности и т.д.) (Стадия 518). Если резка недопустима, модуль 24 сопла может оказаться неспособным переместиться от конца существующего пути инструмента к началу дополнительного пути инструмента без выпуска материала во время этого перемещения. В этой ситуации процессор 36 может выдать сообщение об ошибке на дисплей 34, и текущий процесс изготовления может закончиться.
[0087] Однако когда процессор 36 решает, что резка допустима, процессор 36 может сгенерировать код резки для конца существующего пути инструмента, сгенерировать якорный код для начала дополнительного пути инструмента, и сгенерировать код перемещения для перехода от существующего пути инструмента к дополнительному пути инструмента (Стадия 522). Дополнительный путь может быть заякорен (например, начаться) в положении, самом близком к отдельной критической точке, которое находится на существующем пути. Следует отметить, что процессор 36 может также генерировать код резки, якорный код и код перемещения во время перехода между существующими путями (то есть, путями, которые не включают в себя отдельные критические точки) на Стадии 522.
[0088] Возвращаясь к Стадии 516, когда процессор 36 решает, что никакие критические точки не были пропущены во время генерирования пути, процессор 36, может сгенерировать код резки для конца окончательного пути внутри данной плоскости или слоя структуры 12, сгенерировать якорный код для начала первого пути в новой плоскости, и сгенерировать код перемещения для того, чтобы перейти от окончательного пути к первому пути (Стадия 526).
[0089] Как только все пути в каждой плоскости или слое структуры 12 будут сгенерированы, процессор 36 может назначить скорости печати и параметры отверждения (например, параметры работы улучшителей 22 вулканизации, такие как угол, интенсивность, длина волны и т.д.) для каждого пути, для каждого сегмента каждого пути (Стадия 524), и/или для каждого переходного перемещения, описанного выше. Эти назначения могут быть сделаны, например, на основе требуемого отношения матрицы к волокну, требуемой плотности, требуемой величины отверждения или спецификаций твердости для структуры 12, и/или требуемого времени изготовления.
[0090] После генерирования всех требуемых путей процессор 36 может определить, должен ли какой-либо из путей быть сформирован в свободном пространстве (Стадия 528). Для целей настоящего изобретения путь считается формируемым в свободном пространстве, когда по меньшей мере часть пути не лежит непосредственно поверх (например, перекрывает) ранее выпущенной дорожки материала. Когда путь формируется в свободном пространстве, в некоторых ситуациях может потребоваться закрепить или поддержать его, чтобы предотвратить отклонение от желаемого положения во время отверждения.
[0091] Когда процессор 36 решает, что путь должен быть сформирован в свободном пространстве, процессор 36 может определить, включает ли этот путь искривление, имеющее радиус меньше чем некоторый минимальный порог (Стадия 530). Было определено, что плавные кривые в пределах заданной траектории (например, кривые, имеющие радиус, превышающий минимальный порог) менее подвержены отклонению от своих желательных местоположений во время отверждения и/или во время последующего перемещения модуля 24 сопла (например, когда волокна вытягиваются модулем 24 сопла при удалении от неподдерживаемого сегмента пути в свободном пространстве). В этих ситуациях процессор 36 не всегда может сгенерировать код для изготовления крепления или оснований. Вместо этого процессор 36 может определить, должен ли незакрепленный сегмент изгибающегося пути быть уплотнен (Стадия 532), а затем оценить, может ли такое уплотнение вызвать нежелательные отклонения. Например, когда уплотнение конкретного уровня задано для незакрепленного и изгибающегося сегмента пути в свободном пространстве, процессор 36 может оценить жесткость и/или прочность этого сегмента (например, вычислить площадь момента инерции и минимальную площадь момента инерции на основе эффективных модулей упругости Eavg для сегмента - Стадия 534), а затем сравнить жесткость и/или прочность с жесткостью и/или прочностью, требуемой для того, чтобы противостоять отклонению от запланированного положения во время уплотнения (Стадия 536). Например, когда минимальная площадь момента инерции меньше или равна площади момента инерции, структура 12 может считаться адекватно жесткой и/или прочной, и может не требоваться никакого крепления или основания для пути в свободном пространстве. Однако когда минимальная площадь момента инерции больше, чем площадь момента инерции, процессор 36 может сгенерировать код изготовления крепления или основания, связанный с незакрепленным сегментом пути в свободном пространстве (Стадия 538). Возвращаясь к Стадии 530, каждый раз, когда радиус кривизны данного пути меньше минимального порога, управление может передаваться напрямую к Стадии 538 для генерирования код изготовления крепления или основания.
[0092] В некоторых вариантах осуществления пути, сгенерированные на описанных выше Стадиях 506, 508 и/или 522, могут потребовать использования множества различных модулей 24 сопла. Например, большие плоскости могут включать в себя единственный путь, изготавливаемый с использованием ленточного материала, в то время как меньшие плоскости и/или пути внутри одной и той же плоскости могут потребовать однодорожечного материала. В этих случаях модуль 24B сопла (см. Фиг. 1) может потребоваться заменить на модуль 24А сопла для того, чтобы изготовить дорожки как запланировано. В этом примере процессор 36 может быть выполнен с возможностью определять необходимость смены модулей 24 сопла (например, на основе сравнений размеров, положений, ориентаций, типов волокна и т.д. запланированных путей с известными возможностями модулей 24 сопла) (Стадия 540), и выборочно генерировать соответствующий код для замены (например, для автоматизированной замены и/или для приостановки и ручной замены - Стадия 542).
[0093] Также предполагается, что вместо замены одного модуля 24 сопла на другой модуль 24 сопла, связанный с тем же самым основанием 18, можно использовать несколько модулей 24 сопла одновременно. Например, процессор 36 может быть связан со множеством машин 14, и вместо того, чтобы вызывать замену модуля сопла для изготовления различных путей и/или слоев структуры 12, процессор 36 может выборочно назначать разные машины 14 для изготовления конкретных путей и/или слоев той же структуры 12. В этом примере процессор 36 может отслеживать работу (например, положение) каждого модуля 24 сопла, и координировать операции, чтобы избежать столкновений и/или совместно закончить изготовление одной конкретный особенности. Во время этого совместного изготовления различные машины 14 могут быть идентичными; могут иметь различные основания 18, головки 20, и/или модули 24 сопла; и/или могут иметь различные цели и назначенные задачи. Например, первая машина 14 может быть машиной для генерации первичного пути, в то время как вторая машина 14 может быть машиной для отдельных критических точек, третья машина 14 может быть машиной для ремонта или сращивания, четвертая машина 14 может быть машиной для последующей обработки, и т.д. Также возможны другие конфигурации машин, и один и тот же процессор 36 или коммуникативно связанные процессоры 36 могут использоваться для управления различными машинами 14.
[0094] Когда процессор 36 определяет, что процесс уплотнения, ультразвуковой обработки или другого вспомогательного производства задан для данного сегмента любого пути, процессор 36 может генерировать соответствующий код в любое время во время выполнения модуля построения пути (Стадии 544 и 546). Аналогичным образом, когда процессор 36 определяет, что последующая обработка (например, механическая обработка, покрытие, окраска, очистка и т.д.) задана для данного сегмента любого пути, процессор 36 может генерировать соответствующий код в любое время во время выполнения модуля построения пути (Стадии 548 и 550).
[0095] Возвращаясь к модулю проверки системы, показанному на Фиг. 6, процессор 36 может осуществить некоторую процедуру для того, чтобы помочь убедиться, что машина 14 готова выполнить выбранный план и изготовить выбранное конструктивное решение структуры 12. Эта процедура может включать в себя ряд других стадий, которые могут быть осуществлены в любом желаемом порядке. Одна из этих стадий может включать в себя определение того, присоединен ли конкретный модуль 24 сопла, требуемый для производства данного конструктивного решения, к головке 20 (Стадия 600). В одном варианте осуществления это определение может быть сделано, например, по меньшей мере частично на основе ввода пользователя, который указывает идентификацию присоединенного модуля 24 сопла. В другом варианте осуществления процессор 36 может автоматически определять (например, на основе полученных изображений, сигналов, настроек, параметров и т.д., генерируемых одним или более устройствами ввода периферийного оборудования 40A) присоединенный в настоящее время модуль 24 сопла и сравнивать обнаруженный модуль 24 сопла с требуемым модулем 24 сопла. Если присоединенный в настоящее время модуль 24 сопла не является требуемым модулем 24 сопла, процессор 36 может выдать сигнал ошибки пользователю (например, посредством дисплея 34), побуждая тем самым пользователя заменить текущий модуль 24 сопла на правильный модуль 24 сопла (Стадия 605). Альтернативно процессор 36 может автоматически менять текущий модуль 24 сопла. Это может быть достигнуто, например, путем подачи команды основанию 18 (то есть путем подачи команды исполнительным механизмам, двигателям и/или другим устройствам вывода периферийного оборудования 40B, связанным с основанием 18) переместить головку 20 в положение опускания, подачи команды на отсоединение текущего модуля 24 сопла, подачи команды основанию 18 переместить головку 20 в положение захвата, и подачи команды на соединение основания 18 с требуемым модулем 24 сопла. Когда процессор 36 определяет на Стадии 600, что присоединен правильный модуль 24 сопла связан, Стадия 605 может быть опущена.
[0096] Когда правильный модуль 24 сопла будет присоединен к головке 20, процессор 36 может определить, свободен ли соответствующий наконечник сопла от препятствий (Стадия 610). Это может быть достигнуто, например, путем получения визуального подтверждения пользователем, посредством автоматического визуального или вибрационного подтверждения (например, через одно или несколько устройств ввода периферийного оборудования 40A), и/или путем осуществления конкретного теста наконечника сопла. Тест наконечника сопла может включать в себя подачу команды на выпуск тестового количества матрицы из наконечника сопла (например, путем перемещения головки 20 от якорной точки 32 на определенное расстояние), отслеживание соответствующей скорости потока матрицы (например, изменение уровня матрицы в резервуаре 26) и сравнение отслеживаемой скорости потока с ожидаемой скоростью потока (то есть скоростью, рассчитанной как функция от заданного расстояния перемещения, известной площади отверстия сопла, площади поперечного сечения связанных волокон и известной вязкости матрицы). Если отслеживаемая скорость значительно меньше (например, 90% или меньше), чем ожидаемая скорость потока, наконечник сопла можно считать по меньшей мере частично засоренным. Когда это происходит, процессор 36 может выдать сигнал ошибки пользователю (например, посредством дисплея 34), побуждая тем самым пользователя заменить текущий модуль 24 сопла на другой подобный модуль 24 сопла и/или осуществить процесс очистки (Стадия 615). Процессор 36 при желании может альтернативно осуществить процесс замены и/или очистки автоматически. Когда процессор 36 определяет, что наконечник сопла чист, Стадия 615 может быть опущена.
[0097] Другая стадия в процедуре, выполняемой модулем проверки системы, может включать в себя определение, обеспечен ли достаточный запас матрицы и/или волокна для головки 20 (этап 620). В одном варианте осуществления это определение может быть сделано, например, по меньшей мере частично на основе ввода пользователя, который указывает количество матрицы и/или волокна в или на головке 20, или иным образом проходящее через головку 20. В частности, процессор 36 может сравнивать это количество с количеством, заданным на Стадии 302, чтобы определить, доступно ли в настоящее время по меньшей мере на 25% больше, чем требуется для того, чтобы изготовить структуру 12. Предполагается, что процессор 36 может дополнительно или альтернативно отслеживать подачу и использование матрицы и/или волокна (например, через одно или несколько устройств ввода и/или вывода периферийного оборудования 40), и сравнивать потребляемое количество с подаваемым количеством и требуемым количеством, чтобы определить, доступно ли в настоящее время по меньшей мере на 25% больше, чем требуется для создания структуры 12. Когда доступно меньше чем 125% необходимого количества матрицы и/или волокна, процессор 36 может выдать сигнал ошибки пользователю (например, посредством дисплея 34), побуждая тем самым пользователя пополнить соответствующий источник матрицы и/или волокна (Стадия 625). Процессор 36 при желании может альтернативно осуществлять автоматизированный процесс пополнения. Когда процессор 36 определяет, что доступно достаточное количество материала, Стадия 625 может быть опущена.
[0098] Предполагается, что в некоторых вариантах осуществления автоматизированный процесс пополнения может включать в себя нечто большее, чем просто предоставление дополнительного материала для головки 20. Например, могут быть случаи, когда значительное количество волокна доступно для головки 20, но все же недостаточно для завершения конструкции 12. В этих случаях процессор 36 не может просто подать больше волокна к головке 20. Вместо этого Стадия 625 может дополнительно включать в себя планирование соединительного положения в конкретной точке структуры 12 (например, в точке особенности или изменения траектории), и после этого (например, во время завершения Стадий 336 и 338 - см. Фиг. 3) выборочное активирование устройства ввода периферийного оборудования 40A (например, соединителя) для динамической замены первого источника волокна на новый источник того же самого или другого волокна.
[0099] Другая стадия в процедуре, выполняемой модулем проверки системы, может включать в себя определение того, находятся ли факторы окружающей среды, связанные с матрицей, волокном и/или модулем 24 сопла, в пределах соответствующего окна допуска (Стадия 630). В одном варианте осуществления это определение может быть сделано, например, по меньшей мере частично на основе ввода пользователя, который указывает, какая матрица, волокно и/или модуль 24 сопла используются, и/или какие факторы окружающей среды должны использоваться в связи с этими элементами. В частности, процессор 36 может сравнивать эту информацию с отслеживаемыми условиями (например, с температурой, влажностью, составом газов в зоне изготовления и т.д., отслеживаемыми через одно или несколько устройств ввода периферийного оборудования 40A), чтобы определить, благоприятна ли среда машины 14 для изготовления структуры. Предполагается, что процессор 36 может дополнительно или альтернативно сохранять в памяти взаимосвязи между различными матрицами, волокнами и/или модулями 24 сопла и автоматически ссылаться на эту информацию во время вышеописанного сравнения. Когда текущие факторы окружающей среды находятся за пределами допустимых диапазонов для производства данного конструктивного решения структуры 12 с конкретной матрицей, волокном и/или модулем 24 сопла, процессор 36 может выдать сигнал ошибки пользователю (например, посредством дисплея 34), побуждая тем самым пользователя отрегулировать факторы окружающей среды (Стадия 635). Процессор 36 при желании может альтернативно осуществлять автоматизированный процесс регулирования. Когда процессор 36 решает, что факторы окружающей среды являются приемлемыми, Стадия 635 может быть опущена.
[0100] Другая стадия процедуры, выполняемой модулем проверки системы, может включать в себя определение того, являются ли устройства вывода периферийного оборудования 40 (например, улучшитель 22 вулканизации, оптика 31, исполнительные механизмы основания, чувствительные элементы, исполнительные механизмы, двигатели, и т.д.) полностью функциональными и находятся ли они в желаемых рабочих диапазонах (Стадия 640). В одном варианте осуществления это определение может быть сделано, например, по меньшей мере частично на основе ввода пользователя, который указывает известные функциональности конкретных компонентов. Предполагается, что процессор 36 может дополнительно или альтернативно хранить в памяти рабочие состояния и/или приемлемые рабочие диапазоны конкретных компонентов и автоматически ссылаться на эту информацию в сенсорных данных и/или обратной связи, предоставляемой через периферийное оборудование 40. Когда один или несколько компонентов машины 14 не являются полностью функциональными или функциональными в допустимых диапазонах, процессор 36 может выдать сигнал ошибки пользователю (например, посредством дисплея 34), побуждая тем самым пользователя настроить (например, обслужить или заменить) соответствующие компоненты (Стадия 645). Процессор 36 при желании может альтернативно осуществлять автоматизированный процесс регулирования. Когда процессор 36 решает, что все компоненты машины 14 полностью функциональны, Стадия 645 может быть опущена.
[0101] Возвращаясь к модулю настройки, показанному на Фиг. 7, процессор 36 может осуществлять процедуру для настройки машины 14 согласно выбранному плану изготовления выбранного конструктивного решения структуры 12. Эта процедура может включать в себя ряд других стадий, которые могут быть осуществлены в любом желаемом порядке. Одна из этих стадий может включать в себя определение того, вызывает ли выбранный план использование однодорожечного материала (например, материала, имеющего одно или несколько непрерывных волокон с обычно круглым поперечным сечением и закрытым центром), ленточного или листового материала (например, материала, имеющего одно или несколько непрерывных волокон с обычно прямоугольным поперечным сечением), или трубчатого материала (например, материала, имеющего одно или несколько непрерывных волокон с обычно круглым поперечным сечением и открытым центром) (Стадия 700). Когда план изготовления вызывает использование однодорожечного материала, процессор 36 может осуществлять автоматическое продевание волокна через модуль 24 сопла или позволять ручное продевание волокна (Стадия 705). Автоматическое продевание может быть осуществлено, например, процессором 36, выборочно активирующим одно или более из периферийных устройств 40 для того, чтобы обеспечить подачу некоторого количества покрытого армирующего элемента в модуль 24 сопла, по меньшей мере частично отвержденного (например, посредством одного или более внутренних улучшителей 22 вулканизации) и/или сформованного (например, посредством игольчатой матрицы), а затем его продвижение через наконечник модуля 24 сопла. Когда требуемые волокна будут продеты через модуль 24 сопла, процессор 36 может выборочно активировать любые другие устройства вывода периферийного оборудования 40B, требуемые во время выпуска материала (Стадия 710). Это периферийное оборудование 40B может включать в себя, например, форсунки подачи матрицы, исполнительные механизмы и/или двигатели, связанные с перемещением основания 18, улучшители 22 вулканизации, оптику 31 и т.д.
[0102] Возвращаясь к Стадии 700, когда процессор 36 решает, что план изготовления вызывает использование трубчатого материала, процессор 36 может определить, является ли этот материал предварительно изготовленным (например, предварительно сплетенным в трубчатую структуру до введения в головку 20) или будет сплетен на месте (Стадия 715). Когда трубчатый материал является предварительно изготовленным, процессор 36 может осуществить автоматическую загрузку волокна в головку 20 или позволить ручную загрузку волокна (Стадия 720). Автоматическая загрузка может быть осуществлена, например, процессором 36, выборочно активирующим одно или более устройств вывода периферийного оборудования 40B, чтобы заставить некоторое количество предварительно изготовленного материала вытянуть или протолкнуть (например, через один или более подающих роликов) в резервуар 26 для матрицы поверх расположенного в центре направляющего стержня (не показан) и сжать его в осевом направлении перед присоединением модуля 24 сопла к резервуару 26 для матрицы. Нижний конец этого материала в это время может выступать через модуль 24 сопла. Когда требуемые волокна будут продеты через модуль 24 сопла, управление может быть передано на Стадию 710, описанную выше.
[0103] Когда трубчатый материал нужно сплести на месте, процессор 36 может осуществить автоматическое продевание любого количества подвижных (например, колеблющихся и/или вращающихся) направляющих волокон внутри головки 20 или может позволить ручное продевание направляющих волокон (Стадия 725). Автоматическое продевание может быть осуществлено практически тем же способом, который был описан выше относительно Стадии 710, а затем волокна могут быть протолкнуты радиально наружу вокруг дивертера, расположенного у входного отверстия модуля 24 сопла. Когда требуемые волокна будут продеты через направляющие волокон и вокруг дивертера, перемещение направляющих волокон может быть инициировано для того, чтобы начать переплетение волокон (Стадия 730), и управление может быть передано к описанной выше Стадии 710.
[0104] Возвращаясь к Стадии 700, когда процессор 36 решает, что план изготовления вызывает использование ленточного или листового материала, процессор 36 может определить, является ли этот материал предварительно изготовленным (например, предварительно сплетенным в прямоугольную структуру до введения в головку 20) или будет сплетен на месте (Стадия 735). Когда прямоугольный материал является предварительно изготовленным, процессор 36 может осуществить автоматическое продевание волокна через модуль 24 сопла или может позволить ручное продевание волокна (Стадия 740). Автоматическое продевание может быть осуществлено, например, процессором 36, выборочно активирующим одно или более устройств вывода периферийного оборудования 40B, чтобы вызвать подачу или проталкивание предварительно изготовленного материала (например, через один или более подающих роликов в ответ на обратную связь от одного или более датчиков поворота) через резервуар 26 для матрицы и наружу через наконечник модуля 24 сопла. Нижний конец материала в это время может выступать через наконечник модуля 24 сопла. Когда требуемые волокна будут продеты через модуль 24 сопла, управление может быть передано на Стадию 710, описанную выше.
[0105] Когда трубчатый материал нужно сплести на месте, процессор 36 может осуществить автоматическое продевание любого количества подвижных (например, колеблющихся и/или вращающихся) направляющих волокон внутри головки 20 или может позволить ручное продевание направляющих волокон (Стадия 745). Автоматическое продевание может быть осуществлено практически тем же способом, который был описан выше относительно Стадии 710, а затем волокна могут быть протолкнуты в осевом направлении через один или более смежных каналов, расположенных у входного отверстия модуля 24 сопла. Когда требуемые волокна будут продеты через направляющие волокон и модуль 24 сопла, перемещение направляющих волокон может быть инициировано для того, чтобы начать переплетение волокон (Стадия 750), и управление может быть передано к описанной выше Стадии 710.
[0106] Как часть настройки машины 14 для выпуска композиционного материала, процессор 36 может определять, будет ли выгодным уплотнение материала после выпуска (Стадия 755). Это определение может быть сделано любым количеством различных способов. Например, это определение может быть сделано на основе условий плана изготовления, требуемых для удовлетворения соответствующих требований по прочности или жесткости. Альтернативно определение Стадии 755 может быть сделано на основе сравнения других условий изготовления (например, этапов между перекрывающимися слоями, плотностями материалов, типами материалов, уровнями отверждения и т.д.) с одним или несколькими условиями, сохраненными в памяти. В еще одном варианте осуществления это определение может быть сделано на основе наблюдений (например, на основе отсканированных изображений, сгенерированных посредством одного или более устройств ввода периферийного оборудования 40A, которые соответствуют шероховатой поверхности) выпущенного материала.
[0107] Независимо от того, как выполняется определение Стадии 755, процессору 36 может потребоваться определить, как следует применять уплотнение в любом данном месте структуры 14. Например, процессор 36 может определить, требуется ли уплотнение для слоя материала, выпущенного в свободное пространство, или только для слоя, который перекрывает другой слой (например, ранее выпущенный слой, якорную поверхность и т.д.) (Стадия 760). Это определение может быть сделано, например, на основе условий плана изготовления и/или отсканированных изображений выпущенного материала, показывающих наличие или отсутствие основания). Когда материал, требующий уплотнения, выпускается в свободное пространство, процессор 36 может реализовать более низкий уровень уплотнения (например, посредством выборочной активации одного или нескольких устройств вывода периферийного оборудования 40B) (Стадия 765). В одном варианте осуществления этот более низкий уровень уплотнения может быть уровнем, который обеспечивает желаемое уплотнение, не вызывая отклонения материала от желаемой траектории. Например, этот более низкий уровень уплотнения может составлять приблизительно 0-1 фунт на кв.дюйм. Когда материал, требующий уплотнения, выпускается поверх другого слоя, более высокий уровень уплотнения может быть осуществлен процессором 36 (Стадия 770). В одном варианте осуществления этот более высокий уровень уплотнения может составлять приблизительно 1 фунт на кв.дюйм или больше и ориентирован в направлении через материал к основанию, расположенному с противоположной стороны материала.
[0108] В раскрытых вариантах осуществления переменные уровни уплотнения могут быть обеспечены путем выборочного регулирования расстояния отрицательного смещения, на которое связанное устройство вывода периферийного оборудования 40B проталкивается в выпущенную дорожку из композиционного материала. В других вариантах осуществления переменные уровни уплотнения могут быть обеспечены путем регулирования силы связанного устройства вывода периферийного оборудования 40B (например, путем регулирования уровня электрической или гидравлической энергии, подаваемой к устройству вывода). В других вариантах осуществления первое устройство вывода периферийного оборудования 40B может быть выборочно активировано для того, чтобы обеспечить более низкий уровень уплотнения, в то время как второе устройство вывода периферийного оборудования 40B может быть выборочно активировано для того, чтобы обеспечить более высокий уровень уплотнения. В некоторых вариантах осуществления, например когда слой уплотняемого материала является неплоским (например, искривленным), процессору 36 может потребоваться регулировать движение соответствующего уплотняющего устройства (например, ролика или башмака, посредством выборочной активации одного или более устройств вывода периферийного оборудования 40B), чтобы следовать топологии поверхности.
[0109] В любой точке во время работы модуля настройки процессор 36 может определить, будет ли полезным ультразвук (то есть ультразвуковые колебания, индуцированные в головке 20) (Стадия 775). Это определение может быть сделано любым количеством различных способов. Например, это определение может быть сделано на основе условий плана изготовления. Альтернативно определение Стадии 775 может быть сделано на основе сравнения других условий изготовления (например, этапов между перекрывающимися слоями, плотностями и/или вязкостями материалов, типами материалов, уровнями отверждения и т.д.) с одним или несколькими условиями, сохраненными в памяти. В еще одном варианте осуществления это определение может быть сделано на основе наблюдений (например, сканированных изображений) выпущенного материала. Применение ультразвука может улучшить адгезию волокон, уменьшить формирование пузырьков внутри матрицы и/или улучшить пропитывание волокна. Когда процессор 36 решает, что ультразвук может быть выгодным, процессор 36 может выборочно активировать одно или более устройств вывода периферийного оборудования 40B для того, чтобы генерировать соответствующие ультразвуковые колебания в головке 20 во время выпуска композиционного материала.
[0110] Возвращаясь к якорному модулю, показанному на Фиг. 8, процессор 36 может осуществить процедуру для того, чтобы заставить машину 14 закрепить начальный конец первого пути материала к якорной точке 32 (см. Фиг. 1), прежде чем вытягивать материал из модуля 24 сопла в соответствии с выбранным планом изготовления выбранного конструктивного решения структуры 12. Эта процедура может включать в себя ряд других стадий, которые могут быть осуществлены в любом желаемом порядке. Одна из этих стадий может включать в себя определение наличия якорной точки 32 и положения (положений) (например, координат) любых существующих якорных точек 32 (Стадия 800). В некоторых вариантах осуществления, если нет никакой якорной точки 32, процессору 36 может потребоваться сначала создать якорные точки 32. Процессор 36 может определить наличие какой-либо якорной точки 32 на основе ручного ввода, на основе плана изготовления и/или на основе сканирования области печати (например, посредством одного или более периферийных устройств 40 A).
[0111] Когда существует одна или более якорная точка 32 (и когда требуется привязка к якорю), процессор 36 может определить, находится ли модуль 24 сопла в положении якорной точки (Стадия 810). Процессор 36 может выборочно активировать одно или более устройств вывода периферийного оборудования 40B, чтобы переместить модуль 24 сопла в положение якорной точки, если это необходимо (Стадия 820). Когда будет определено, что модуль 24 сопла находится в положении якорной точки, процессор 36 может определить, является ли соответствующая якорная точка 32 твердой поверхностью (например, полностью вулканизированной или иным образом устойчивой поверхностью) или ранее выпущенной (и все еще отверждающейся или неустойчивой) поверхностью (Стадия 830). Это определение может быть сделано, например, на основе отслеживаемого количества времени протекшего с момента изготовления якорной точки 24. Когда якорная точка 32 является ранее выпущенной поверхностью, процессор 36 может заставить машину выпускать нормальное или базовое отношение матрицы к волокну в положении якорной точки (Стадия 840). Это отношение может быть достигнуто путем перемещения конца наконечника модуля 24 сопла через поверхность якорной точки 32 с нормальной или базовой скоростью, так что матрица, осажденная на якорную точку 32, пропорциональна количеству волокна, вытягиваемого из модуля 24 сопла. Однако когда якорная точка 32 является твердой поверхностью, процессор 36 может заставить машину выпускать более высокое отношение матрицы к волокну в положении якорной точки (Стадия 850). Это отношение может быть достигнуто за счет того, что конец наконечника модуля 24 сопла находится в течение некоторого времени в якорной точке 32, и/или за счет перемещения наконечника через якорную точку 32 с более медленной скоростью, так что большее количество матрицы выталкивается, вытекает или иным образом выпускается из конца наконечника для данной длины вытягиваемого волокна. Увеличенное количество матрицы может улучшить адгезию к твердой поверхности. Улучшители 22 вулканизации могут быть выборочно активированы процессором 36 во время выполнения Стадий 840 и 850.
[0112] В некоторых вариантах осуществления якорные точки 32 типа твердой поверхности могут быть оснащены одним или несколькими встроенными электромеханизмами (например, источниками энергии, источниками уплотнения, источниками вибрации, источниками магнитного отталкивания или притяжения и/или другими устройствами вывода периферийного оборудования 40B). В этих вариантах осуществления во время привязки к якорным точкам 32 типа твердой поверхности процессор 36 может быть выполнен с возможностью выборочно активировать эти электромеханизмы для улучшения заякоривания.
[0113] Возвращаясь к модулю выпуска, показанному на Фиг. 9, после заякоривания пути материала процессор 36 может заставить машину выпускать материал (вытягивать и/или проталкивать) из модуля 24 сопла (Стадия 900). Это может включать, помимо прочего, активацию устройств вывода периферийного оборудования 40B, связанных с основанием 18, для перемещения модуля 24 сопла по траектории пути с заданной скоростью, и регулировку модуля 24 сопла (например, одного или нескольких устройств вывода периферийного оборудования 40B внутри модуля 24 сопла) для высвобождения связанных волокон с заданным натяжением. В дополнение к этому, процессор 36 может выборочно активировать устройства вывода периферийного оборудования 40B для уплотнения выпускаемого материала, облучения выпускаемого материала, и/или подвергания вибрации модуля 24 сопла и/или выпускаемого материала в соответствии с параметрами, заданными для данного положения внутри пути.
[0114] Во время выпуска материала из модуля 24 сопла продвижение изготовления пути может отслеживаться (Стадия 905). Это отслеживание может включать в себя, например, обнаружение текущего положения модуля 24 сопла и сравнение этого текущего положения с изменениями траектории, запланированными для этого пути (Стадия 910). Когда процессор 36 решает, что никаких существенных изменений траектории (например, изменений угловой скорости больше некоторой пороговой угловой скорости) для текущего пути не запланировано, процессор 36 может определить, завершен ли текущий путь (Стадия 915) и повторить Стадии 900-915 до завершения пути.
[0115] Однако когда процессор 36 определяет на Стадии 910, что существенное изменение траектории (например, угол) запланировано для текущего пути, процессор 36 может определить, насколько близко текущее положение модуля 24 сопла (например, наконечника модуля 24 сопла) к положению изменения траектории (Стадия 920). Например, процессор 36 может определить, является ли расстояние от текущего местоположения наконечника сопла до изменения траектории примерно равным расстоянию от наконечника сопла до переднего края энергетической области (области излучения, создаваемого улучшителем (улучшителями) 22 вулканизации), которая по меньшей мере частично окружает наконечник сопла. Когда эти расстояния не являются примерно равными (например, когда наконечник сопла еще недостаточно близок к положению угла), управление может быть возвращено к Стадии 900.
[0116] Однако когда наконечник модуля 24 сопла находится близко к положению угла (например, когда расстояние от текущего положения наконечника сопла до изменения траектории примерно равно расстоянию от наконечника сопла до переднего края энергетической области), процессор 36 может определить, является ли этот угол острым (например, если угловая скорость изменения траектории больше, чем некоторая пороговая скорость) (Стадия 925). Когда процессор 36 решает, что изменение траектории не является острым углом (например, когда угловая скорость изменения траектории меньше пороговой скорости), процессор 36 может деактивировать улучшитель (улучшители) 22 вулканизации, так что отверждение выпускаемого материала временно ингибируется (или по меньшей мере не улучшается) (Стадия 930).
[0117] Процессор 36 может тогда управлять основанием 18 и/или головкой 20 (например, одним или более устройствами вывода периферийного оборудования 40B, связанными с основанием 18 и/или головкой 20), чтобы продолжать выпуск материала после положения изменения траектории (например, продолжаясь по первоначальной траектории), пока желаемая длина материала не будет вытянута из модуля 24 сопла (Стадия 335). Эта желаемая длина может быть, например, примерно равна расстоянию от наконечника модуля 24 сопла до заднего края энергетической области. В одном варианте осуществления процессор 36 может осуществлять постепенное уменьшение скорости перемещения сопла во время выпуска желаемой длины материала (Стадия 940).
[0118] После того, как желаемая длина материала была выпущена вдоль первоначальной траектории, процессор 36 может заставить основание 18 перемещать головку 20 и модуль 24 сопла через изменение траектории к новой траектории (например, поворачивая модуль 24 сопла на конкретный угол вокруг точки угла и вращения модуля 24 сопла в случае необходимости для того, чтобы сохранить целостность волокна), протаскивая желаемую длину неотвержденного материала через дугу позади модуля 24 сопла (Стадия 945). Процессор 36 может затем повторно активировать улучшитель (улучшители) 22 вулканизации для отверждения желаемой длины выпущенного материала в его новом положении вдоль новой траектории (Стадия 950), а затем плавно увеличить скорость перемещения сопла обратно до скоростей, ранее запланированных для данного пути материала (Стадия 955). В некоторых вариантах осуществления процессор 36 может временно увеличивать скорость модуля 24 сопла немедленно после того, как улучшитель (улучшители) 2 вулканизации был активирован (например, до уровня выше запланированного, перед возвратом к запланированному уровню), чтобы сгенерировать небольшой рывок на материале для того, чтобы сбросить лишнюю матрицу и/или освободить любые препятствия, которые могли быть созданы во время перехода на новую траекторию. Управление затем может быть передано к описанной выше Стадии 915.
[0119] Возвращаясь к Стадии 925, когда процессор 36 решает, что изменение траектории представляет собой острый угол, процессор 36 может деактивировать улучшитель (улучшители) 22 вулканизации (Стадия 960) и плавно уменьшить скорость перемещения, входя в этот угол (Стадия 965). Процессор 36 может затем заставить основание 18 перемещать модуль 24 сопла через первую часть (например, первый Vi) изменения траектории, поворачивая модуль 24 сопла во время этого перемещения, чтобы сохранить целостность волокна (в случае необходимости) (Стадия 970). Следует отметить, что это изменение траектории вообще может быть достигнуто внутри той же самой общей плоскости. Процессор 36 может затем заставить опору 18 перемещать модуль 24 сопла на шаг в положительном нормальном направлении относительно плоскости изменения траектории (Стадия 975), за которым следует шаг в отрицательном нормальном направлении (Стадия 980). Эти перемещения могут создавать слабину в связанных волокнах, уменьшая тем самым препятствия и/или чрезмерные усилия в предугловом сегменте пути, который уже, по меньшей мере частично, является отвержденным. Процессор 36 может затем заставить основание 18 плавно уменьшить скорость перемещения модуля 24 сопла еще раз (Стадия 985), и затем заставить основание 18 перемещать модуль 24 сопла через оставшуюся часть (например, второй Vi) изменения траектории (Стадия 990). Управление может затем проходить через описанные выше Стадии 950, 955 и 915.
[0120] В любой точке во время выпуска материала из модуля 24 сопла процессор 36 может выполнять модуль контроля качества, показанный на Фиг. 10. Это может включать в себя, помимо прочего, отслеживание процессором 36 (например, посредством любого одного или более устройств ввода периферийного оборудования 40A) выпуска материала из модуля 24 сопла (Стадия 1000) и сравнение положения и/или ориентации выпущенного материала с запланированным положением и/или ориентацией (Стадия 1005). Например, процессор 36 может сравнить положение и/или ориентацию с первым или более широким полем допусков, расположенным вокруг запланированного положения и/или ориентации. Когда определено, что выпущенный материал выходит за пределы первого поля допусков, процессор 36 может показать ошибку на дисплее 34 (см. Фиг. 1) и запросить ручное прерывание или автоматическое прерывание текущего процесса изготовления (Стадия 1010). В этой ситуации изготовление структуры 12 может оказаться неудачным.
[0121] Однако, когда процессор 36 определяет на стадии 1005, что выпущенный материал находится внутри первого поля допусков, процессор 36 может сравнить положение и/или ориентацию выпущенного материала со вторым или более узким полем допусков, расположенным вокруг запланированного положения и/или ориентации (Стадия 1015). В этой ситуации, даже если могло произойти некоторое отклонение от положения, это отклонение является приемлемым и может быть исправлено. Соответственно, процессор 36 может автоматически подстроить траекторию модуля 24 сопла (например, посредством активации одного или более устройств вывода периферийного оборудования 40B, связанных с основанием 18 и/или головкой 20, например чтобы прижать смежные пути ближе друг к другу и/или заделать отклонение) (Стадия 1020), и управление может быть возвращено на Стадию 1000.
[0122] В любой точке во время выполнения модуля построения пути процессор 36 может сравнивать текущее натяжение волокон выпущенного пути с натяжением, определенным в плане пути (Стадия 1025). Когда текущее натяжение существенно отличается от заданного натяжения (например, по меньшей мере на некоторую пороговую величину), процессор 36 может определить, не порвалось ли одно или более волокон (Стадия 1030). В одном варианте осуществления разрыв волокон может определяться по существенному и/или внезапному понижению натяжения волокна, измеряемого одним или более устройствами ввода периферийного оборудования 40A. В другом варианте осуществления разрыв волокон может быть определен путем сравнения расстояния перемещения модуля 24 сопла (например, измеряемого одним или более устройствами ввода периферийного оборудования 40A, такими как датчики поворота, расположенные в наконечнике модуля 24 сопла) с длиной волокон, подаваемых к модулю 24 сопла (например, измеряемой одним или более устройствами ввода периферийного оборудования 40A, такими как подающие ролики, расположенные у входного отверстия для волокна модуля 24 сопла). Когда расстояние перемещения значительно больше, чем длина поданных волокон, процессор 36 может считать, что волокна порвались.
[0123] Когда процессор 36 решает, что волокна в текущем пути являются целыми, и что уровень натяжения в волокнах - просто не находится в пределах спецификации плана изготовления, процессор 36 может автоматически отрегулировать уровень натяжения (Стадия 1035). Уровень натяжения в волокнах может быть отрегулирован любым количеством различных способов. Например, скорость перемещения модуля 24 сопла может быть увеличена для данной скорости подачи волокон, чтобы увеличить уровень натяжения, и наоборот. В другом примере скорость подачи может быть замедлена относительно данной скорости перемещения. Один или более фрикционных исполнительных механизмов (например, ролики внутри головки 20) или другие устройства вывода периферийного оборудования 40B могут быть одновременно или альтернативно выборочно отрегулированы, чтобы тем самым отрегулировать уровень натяжения волокон. Управление затем может быть передано от Стадии 1035 на Стадию 1000.
[0124] Когда процессор 36 решает, что одно или более волокон в текущем пути порвалось, процессор 36 может показать ошибку на дисплее 34 (см. Фиг. 1) и запросить ручное прерывание или автоматическое прерывание текущего процесса изготовления (Стадия 1040). В этой ситуации изготовление структуры 12 может оказаться неудачным.
[0125] В любой точке во время выполнения модуля построения пути процессор 36 может сравнивать энергетическую непрерывность (например, непрерывность при растяжении, непрерывность электрической цепи, непрерывность оптической связи, непрерывность внутреннего давления и т.д.) волокон (например, электрические выводы, волоконную оптику, газовые линии и т.д.) выпущенного пути с непрерывностью, определенной в плане изготовления (Стадия 1045). Например, процессор 36 может выборочно активировать источник энергии или другое устройство вывода периферийного оборудования 40B, расположенный на одном конце текущего пути (например, в якорной точке 32 - см. Фиг. 1), одновременно отслеживая сигналы, генерируемые соответствующим датчиком непрерывности или другим устройством ввода периферийного оборудования 40A, расположенным на противоположном конце текущего пути (например у катушки волокна). Любая потеря непрерывности (например, благодаря трещине или разрыву волокна) может отразиться в форме низкого натяжения, высокого электрического сопротивления, низкого светопропускания, низкого давления, и т.д. Когда это происходит, процессор 36 может показать ошибку на дисплее 34 (см. Фиг. 1) и запросить ручное прерывание или автоматическое прерывание текущего процесса изготовления (Стадия 1050). В этой ситуации изготовление структуры 12 может оказаться неудачным.
[0126] В некоторых конфигурациях машины 14 (например, в конфигурациях с подаваемым волокном) может стать так, что волокно будет собираться внутри и забьет головку 20. Процессор 36 может отслеживать это состояние, сравнивая скорость подачи волокна со скоростью выпуска (например, со скоростью перемещения модуля 24 сопла) (Стадия 1055). Когда скорость подачи превышает скорость выпуска на некоторую пороговую величину, процессор 36 может показать ошибку на дисплее 34 (см. Фиг. 1) и запросить ручное прерывание или автоматическое прерывание текущего процесса изготовления (Стадия 1060). В этой ситуации изготовление структуры 12 может оказаться неудачным.
[0127] В любой точке во время выпуска материала из модуля 24 сопла процессор 36 может выполнять модуль сращивания/отрезания, показанный на Фиг. 11. Например, этот модуль может выполняться между изготовлением последовательных путей, между изготовлением последовательных слоев, во время замены модулей 24 сопла и/или волокон, когда волокно порвалось или потеряло свою непрерывность и т.д. Во время выполнения этого модуля процессор 36 может заставить основание 18 перемещать головку 20 к положению требуемого сращивания внахлест и/или отрезания (если головка 20 находится не в требуемом положении) (Стадия 1100). Процессор 36 может тогда определить, требуется ли сращивание или отрезание (Стадия 1105). Это может быть определено любым количеством различных способов, например на основе плана изготовления и прогрессии текущего пути, на основе коде ошибки, на основе ручного ввода и т.д. Когда требуется сращивание, процессор 36 может активировать одно или более устройств вывода периферийного оборудования 40B, чтобы выдвинуть режущий инструмент и разъединить любые существующие волокна, которые проходят через модуль 24 сопла (Стадия 1110), а затем активировать одно или более других устройств вывода периферийного оборудования 40B, чтобы наложить конец нового волокна на конец разъединенного волокна (Стадия 1115). В некоторых вариантах осуществления оба конца уже могут быть пропитаны матрицей сращивания. В других вариантах осуществления, однако, сращиваемые концы волокна могут пропитываться матрицей сращивания на Стадии 1115, например посредством одного или более устройств вывода периферийного оборудования 40B. Процессор 36 может после того активировать одно или более других устройств вывода периферийного оборудования 40B, чтобы заставить штамп зажать пропитанные концы волокна, сжимая эти концы вместе (Стадия 1120). Внутренние улучшители вулканизации (или другие устройства вывода периферийного оборудования 40B) могут быть затем активированы для того, чтобы вулканизировать матрицу сращивания, соединяя тем самым эти концы друг с другом (Стадия 1125). Когда процессор 36 решает, что отверждение на Стадии 1125 завершено (например, на основе истекшего времени, температуры и т.д.), процессор 36 может заставить соответствующие устройства вывода периферийного оборудования 40B открыть штамп и освободить связанные концы.
[0128] Возвращаясь к Стадии 1105, когда требуется разъединение, процессор 36 может определить, нужно ли захватывать волокна, идущие от конца модуля 24 сопла, перед их разъединением (Стадия 1140). Это определение может быть сделано на основе, среди прочего, характеристик волокна (волокон), характеристик матрицы и характеристик режущего инструмента. Например, меньшее волокно, которое полностью заключено в хрупкую матрицу, может не нуждаться в захвате при резке лазерным ножом. Однако большее волокно, заключенное в более гибкую матрицу, может потребоваться захватить перед разрезанием с помощью поворотного лезвия. Когда требуется захват, процессор 36 может подать питание на соответствующие устройства вывода периферийного оборудования 40B (Стадия 1145), и выборочно активировать соответствующий режущий инструмент (например, подать питание на ультразвуковой режущий инструмент с желаемой частотой, подать питание на лазер до желаемой интенсивности, и/или выдвинуть или повернуть лезвие) (Стадия 1150). Процессор 36 может отслеживать разъединение (например, посредством одного или более устройств ввода периферийного оборудования 40A), и возвращаться к Стадии 1150 до тех пор, пока разъединение не будет завершено.
[0129] Для специалиста в данной области техники будет очевидно, что различные модификации и вариации могут быть сделаны в раскрытых системах и способах. Другие варианты осуществления будут очевидны для специалиста в данной области техники после прочтения настоящего описания и реализации систем и способов, раскрытых в настоящем документе. Подразумевается, что настоящее описание и примеры должны рассматриваться только как примерные, в то время как истинная область охвата определяется следующими пунктами формулы изобретения и их эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА АДДИТИВНОГО ПРОИЗВОДСТВА, РЕАЛИЗУЮЩАЯ ПРЕДВАРИТЕЛЬНУЮ ПРОПИТКУ ОТВЕРДИТЕЛЯ | 2018 |
|
RU2714813C2 |
| БЕЗУТОЧНЫЕ ОДНОНАПРАВЛЕННЫЕ ТКАНИ, АРМИРОВАННЫЕ ВОЛОКНОМ | 2015 |
|
RU2681861C2 |
| Экструдируемый антифрикционный композит на основе сверхвысокомолекулярного полиэтилена | 2017 |
|
RU2674019C1 |
| МОДУЛЬНАЯ ГОЛОВКА ДЛЯ УКЛАДКИ ВОЛОКОН | 2020 |
|
RU2788509C1 |
| СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2305864C2 |
| ГИБРИДНЫЙ МНОГОСЛОЙНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С КЕРАМИЧЕСКОЙ МАТРИЦЕЙ | 2015 |
|
RU2698695C2 |
| ГОЛОВКА И СИСТЕМА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2686920C1 |
| Способ получения аппретированных стекловолокон и полиэфиримидные композиты на их основе | 2022 |
|
RU2793857C1 |
| ПОРОШОК ДЛЯ БЫСТРОГО СОЗДАНИЯ ПРОТОТИПА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2343169C2 |
| СПОСОБЫ И ОБОРУДОВАНИЕ ДЛЯ ФОРМОВАНИЯ ТРУБОК ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА | 2018 |
|
RU2740134C1 |
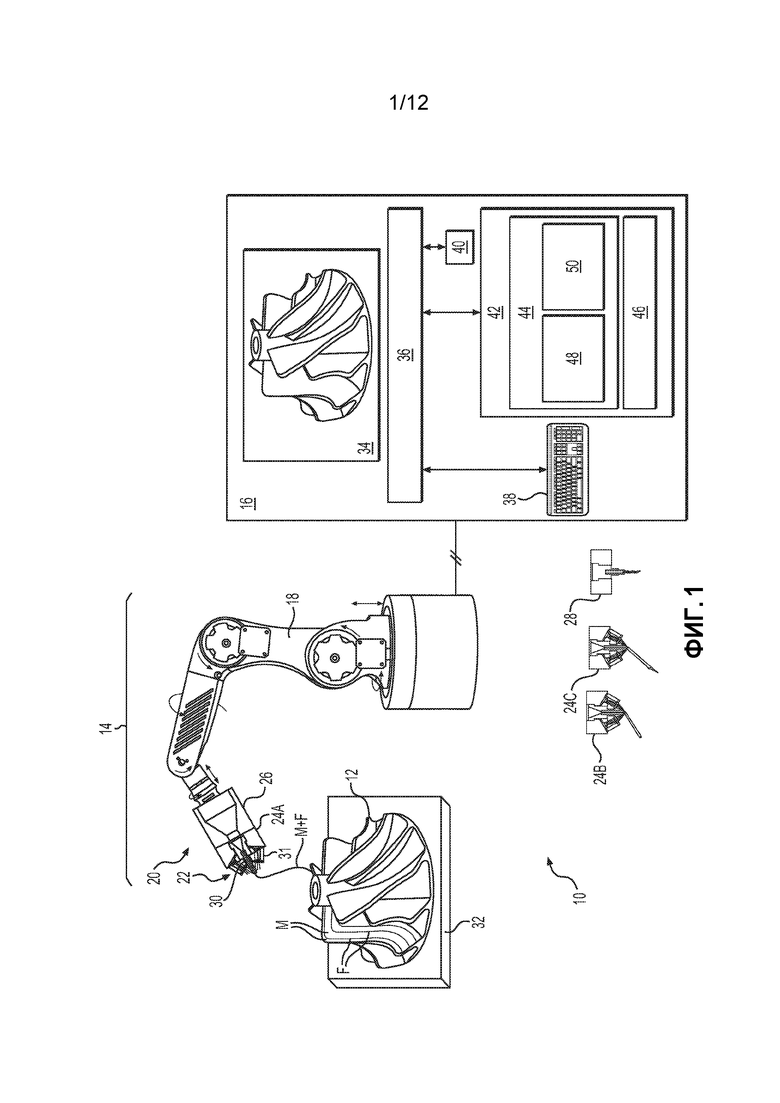
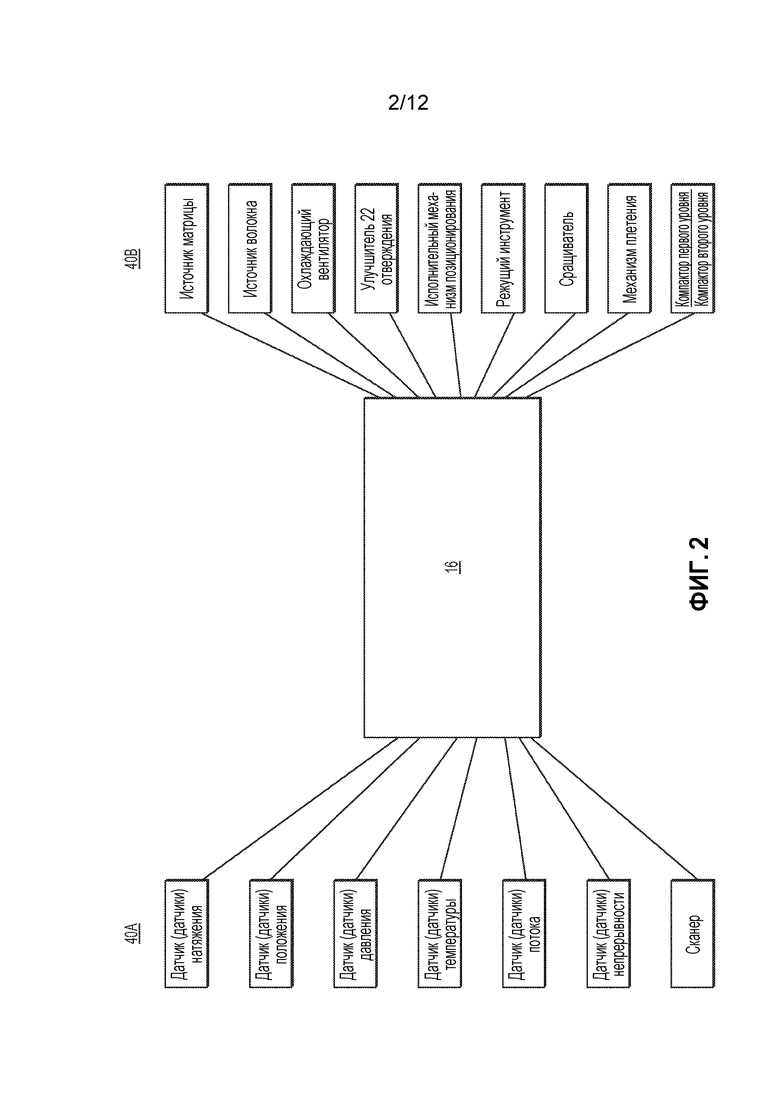
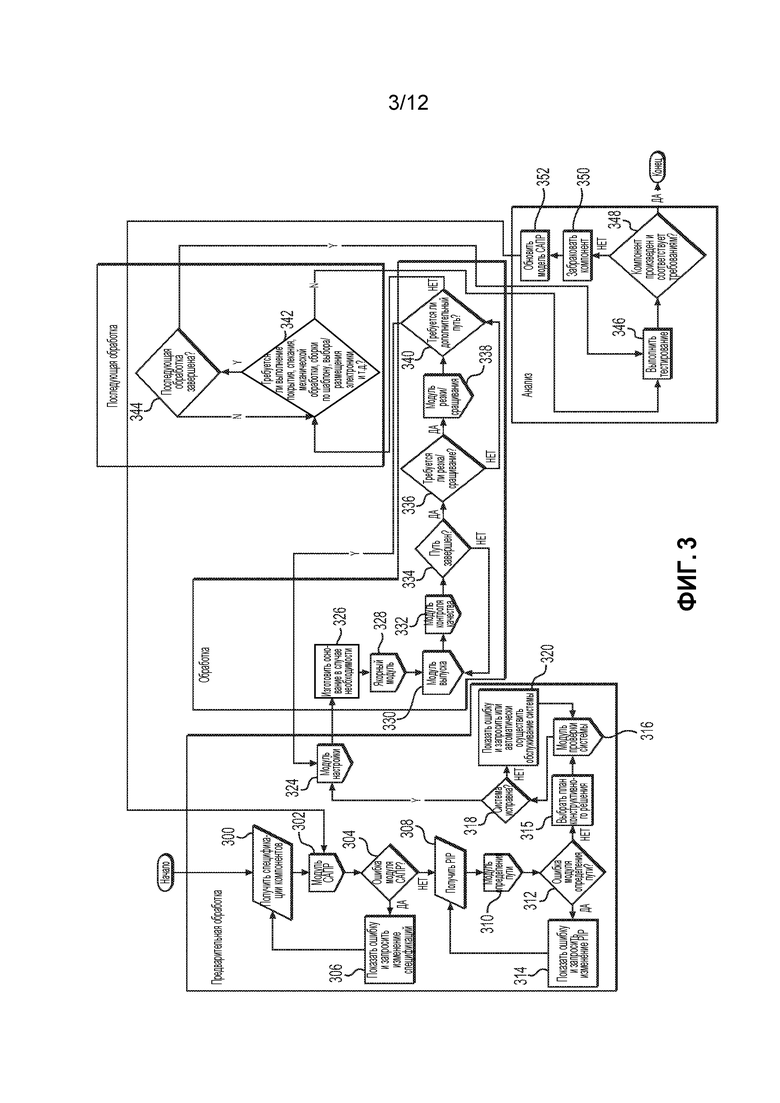
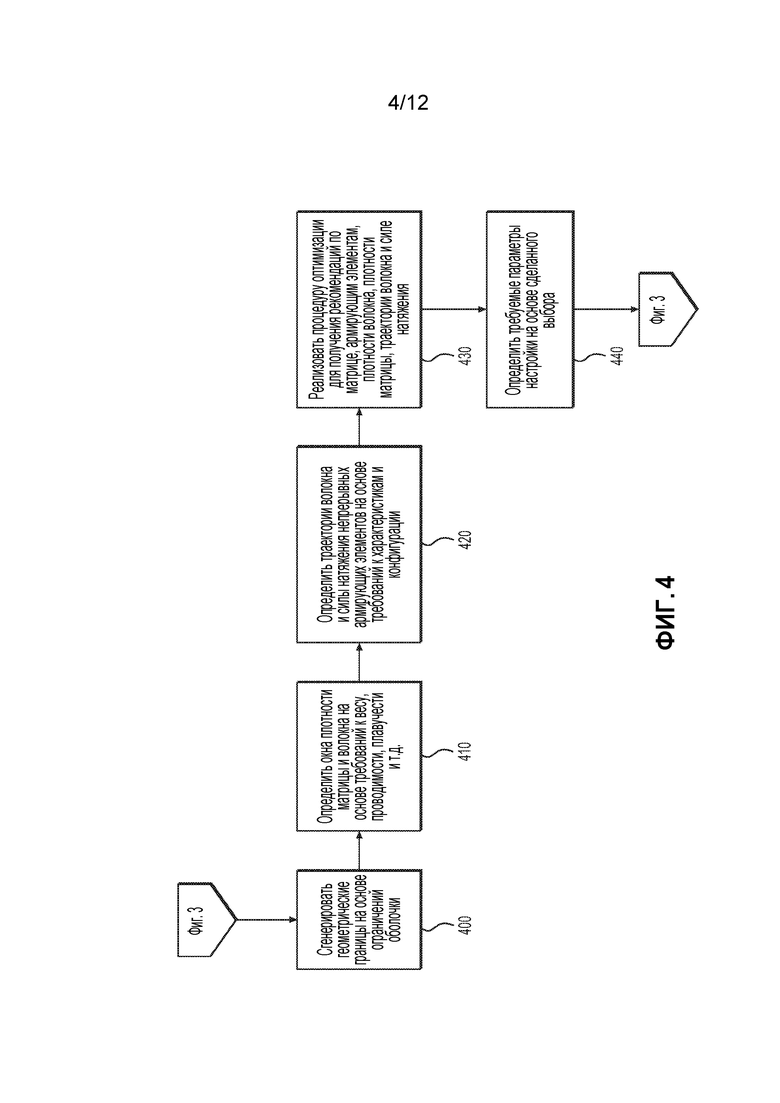
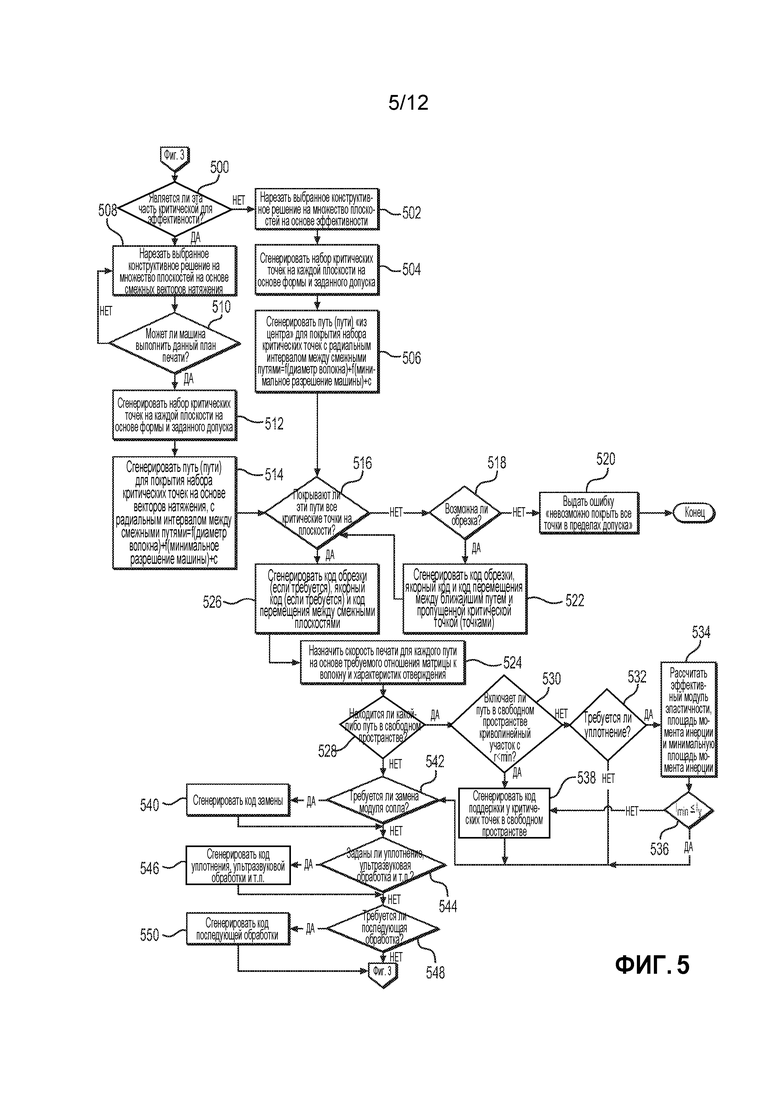
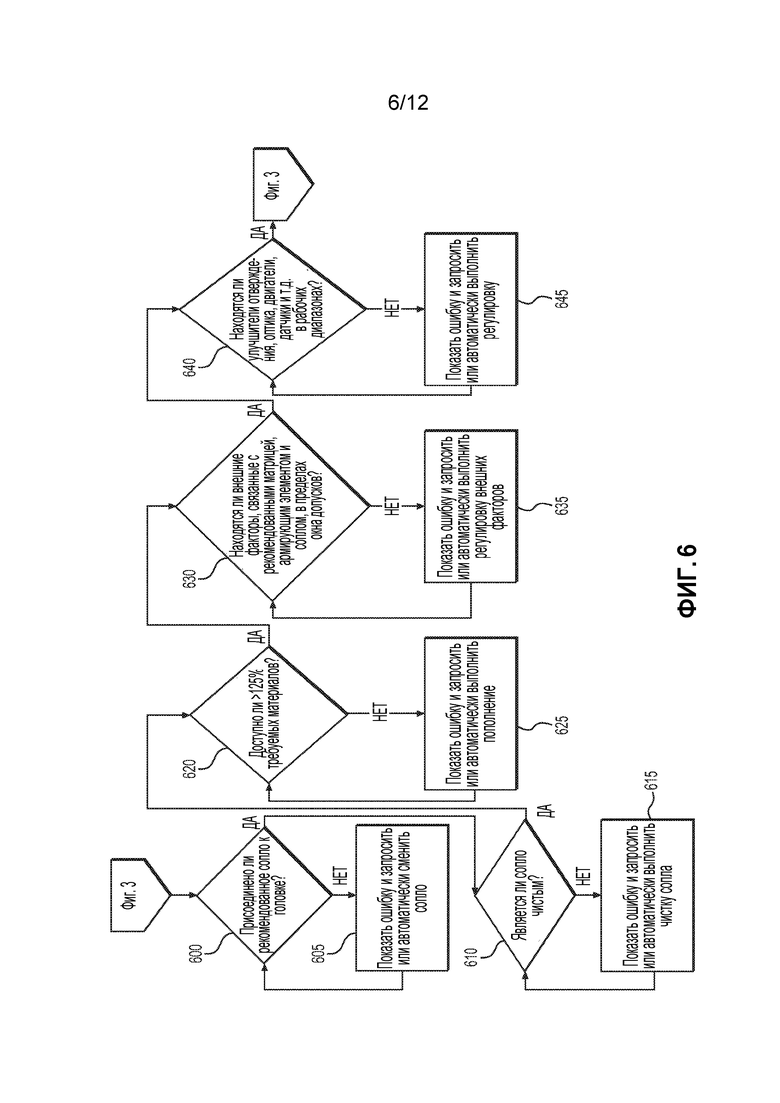
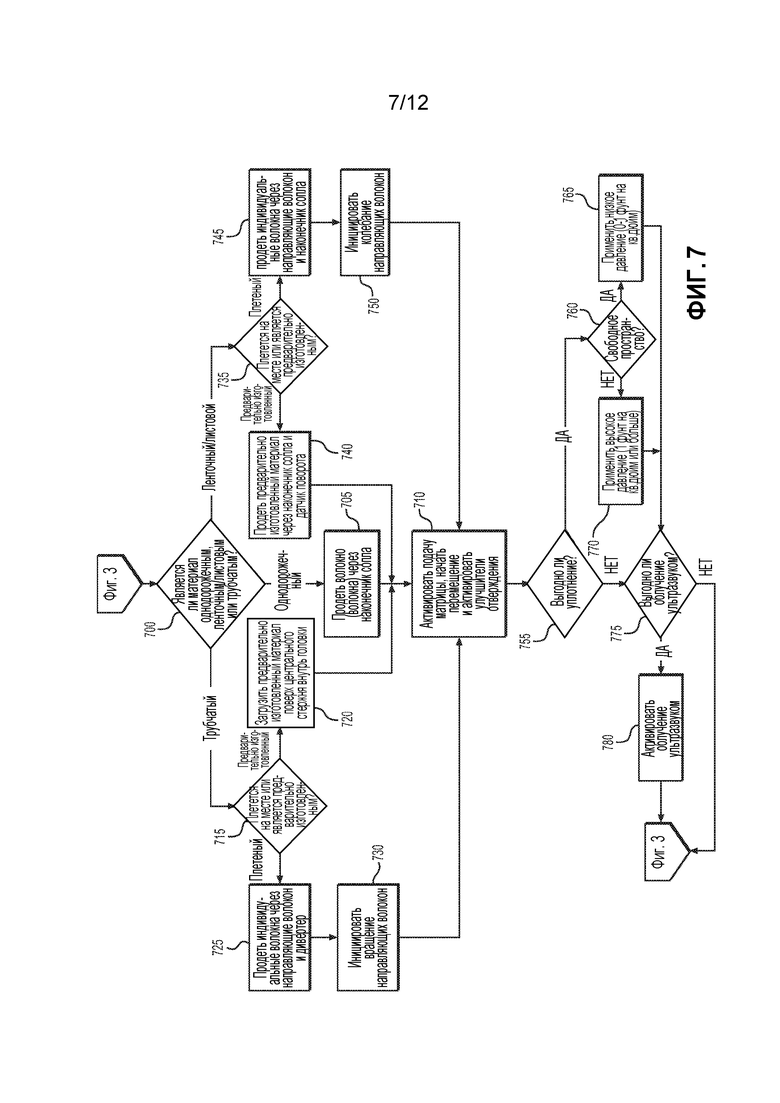
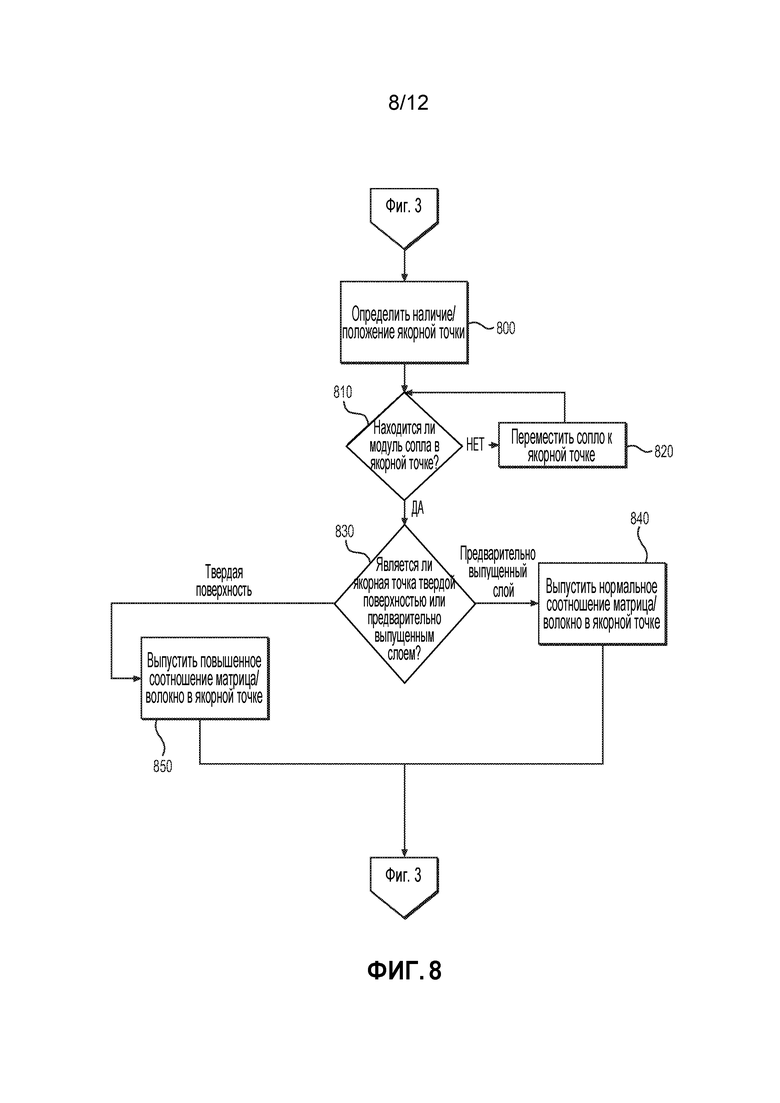
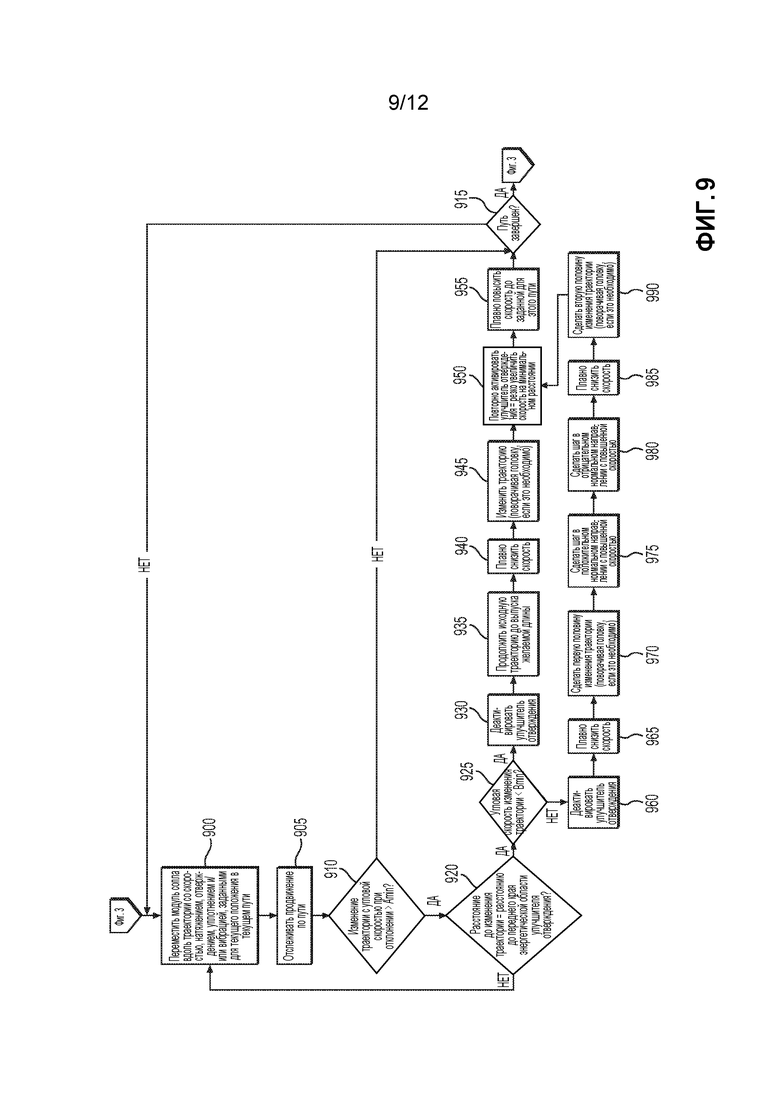
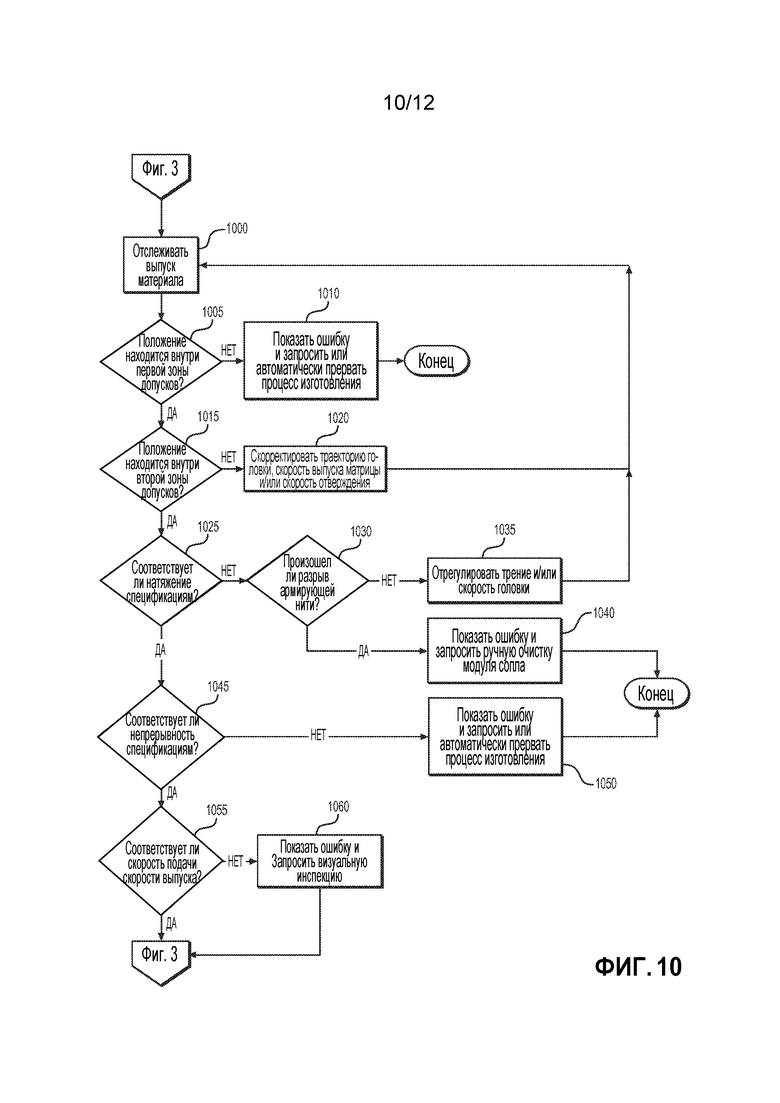
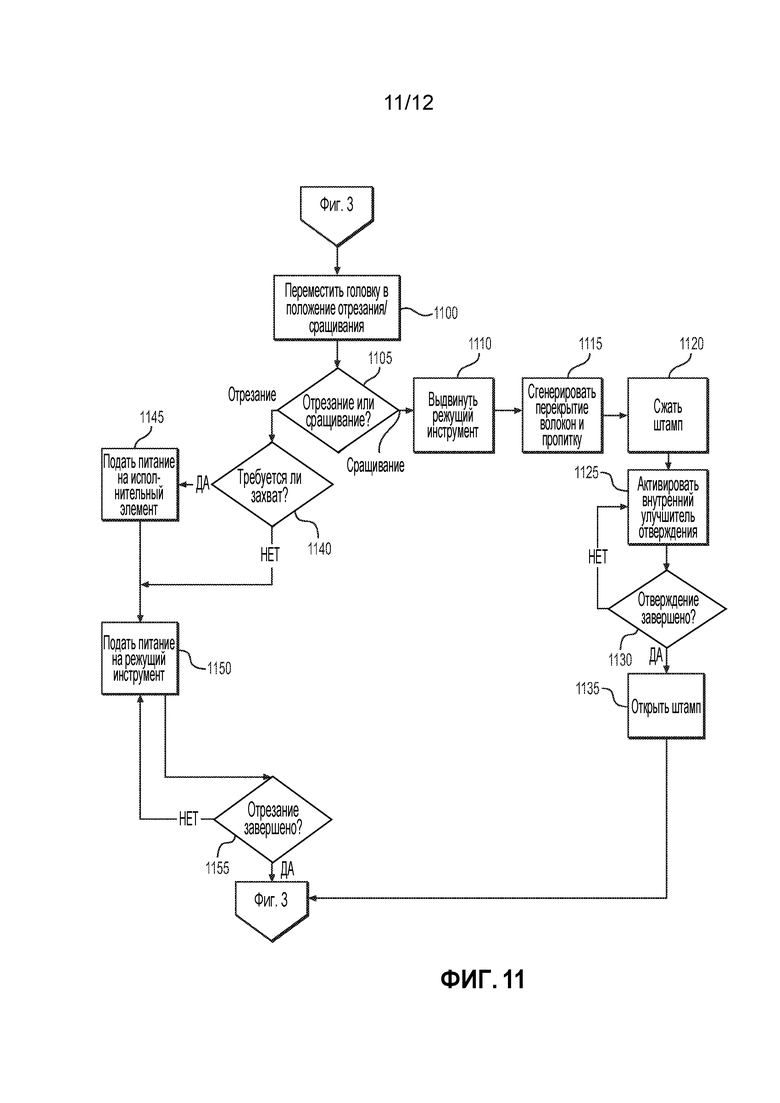
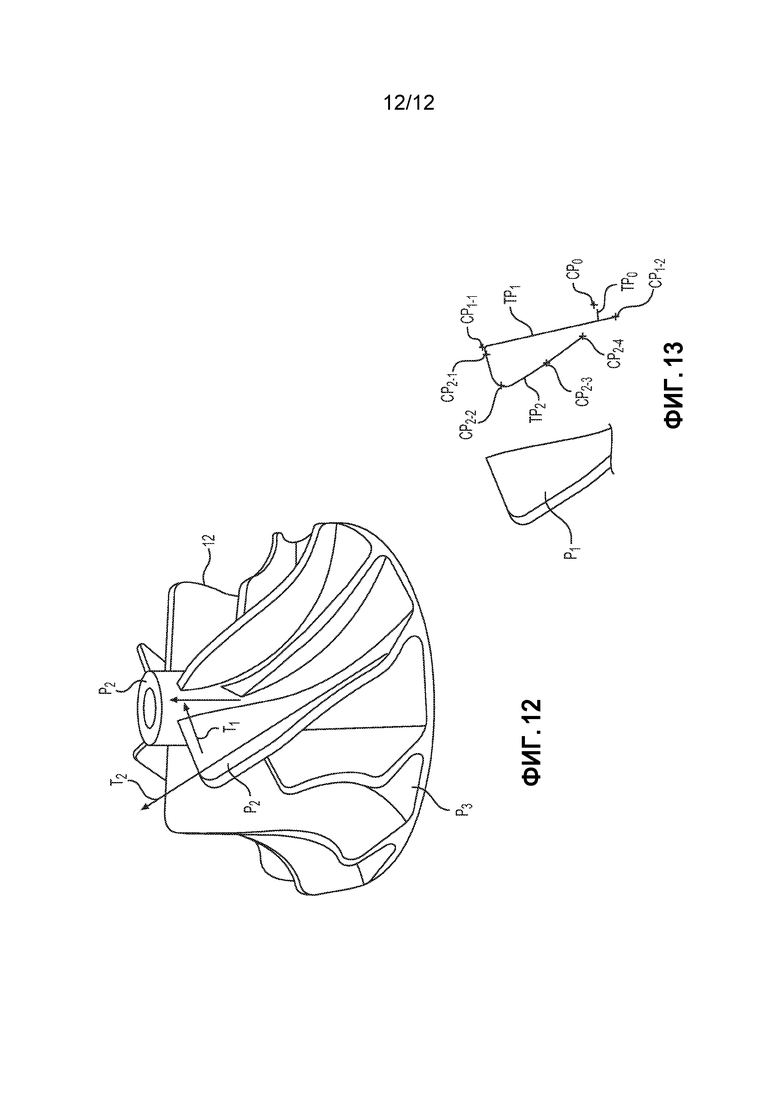
Раскрыта система для использования в аддитивном производстве структуры. Эта система может включать в себя машину для аддитивного производства, память, в которой хранятся выполнимые компьютером инструкции, и процессор. Процессор может быть выполнен с возможностью выполнять эти выполнимые компьютером инструкции, чтобы заставить машину для аддитивного производства выпускать дорожку из композиционного материала, и определять существование основания, расположенного со стороны дорожки из композиционного материала. Процессор может быть дополнительно выполнен с возможностью выполнять выполнимые компьютером инструкции для того, чтобы выборочно предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала после выпуска с переменным давлением, которое основано на определении наличия основания. 5 н. и 13 з.п. ф-лы, 13 ил.
1. Система для аддитивного производства структуры, содержащая:
машину для аддитивного производства,
память, в которой хранятся выполнимые компьютером инструкции, и
процессор, выполненный с возможностью выполнять выполнимые компьютером инструкции для того, чтобы:
предоставлять возможность машине для аддитивного производства выпускать дорожку из композиционного материала,
определять наличие основания, расположенного со стороны дорожки из композиционного материала, и
выборочно предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала после выпуска с более низким давлением, когда дорожка из композиционного материала не поддерживается, и с более высоким давлением, когда дорожка из композиционного материала поддерживается вдоль по меньшей мере одной ее стороны.
2. Система по п. 1, в которой процессор выполнен с возможностью выполнять выполнимые компьютером инструкции для того, чтобы выборочно предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала в направлении через композиционный материал к основанию.
3. Система по п. 1, в которой процессор выполнен с возможностью выполнять выполнимые компьютером инструкции для того, чтобы предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала:
с давлением ниже чем 1 фунт на кв.дюйм, когда дорожка из композиционного материала не поддерживается, и
с давлением больше чем 1 фунт на кв.дюйм, когда дорожка из композиционного материала поддерживается вдоль по меньшей мере одной ее стороны.
4. Система по п. 1, в которой процессор выполнен с возможностью выполнять выполнимые компьютером инструкции для того, чтобы предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала после выпуска только тогда, когда план изготовления структуры предусматривает уплотнение.
5. Система по п. 1, в которой процессор выполнен с возможностью выполнять выполнимые компьютером инструкции для того, чтобы выборочно предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала после выпуска на основе по меньшей мере одного из шага между смежными дорожками, плотности композиционного материала, типа композиционного материала и уровня отверждения композиционного материала.
6. Система по п. 1, в которой процессор выполнен с возможностью выполнять выполнимые компьютером инструкции для того, чтобы выборочно предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала после выпуска на основе сканированного изображения дорожки из композиционного материала.
7. Система по п. 1, в которой процессор выполнен с возможностью выполнять выполнимые компьютером инструкции для определения наличия основания, расположенного со стороны дорожки из композиционного материала, на основе по меньшей мере одного из плана изготовления структуры, который предусматривает использование основания, и сканированного изображения дорожки из композиционного материала, показывающего основание.
8. Система для аддитивного производства структуры, содержащая:
машину для аддитивного производства,
память, в которой хранятся выполнимые компьютером инструкции, и
процессор, выполненный с возможностью выполнять выполнимые компьютером инструкции для того, чтобы:
предоставлять возможность машине для аддитивного производства выпускать дорожку из композиционного материала,
определять наличие основания, расположенного со стороны дорожки из композиционного материала,
выборочно предоставлять возможность машине для аддитивного производства уплотнять дорожку из композиционного материала после выпуска с переменным давлением, которое основано на упомянутом определении наличия основания,
активировать первый компактор машины для аддитивного производства, когда дорожка из композиционного материала не поддерживается, и
активировать второй компактор машины для аддитивного производства, когда дорожка из композиционного материала поддерживается вдоль по меньшей мере одной ее стороны.
9. Способ изготовления структуры с помощью машины для аддитивного производства, включающий:
выпуск машиной для аддитивного производства дорожки из композиционного материала,
определение наличия основания, расположенного со стороны дорожки из композиционного материала, и
выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала после выпуска с более низким давлением, когда дорожка из композиционного материала не поддерживается, и с более высоким давлением, когда дорожка из композиционного материала поддерживается вдоль по меньшей мере одной ее стороны.
10. Способ по п. 9, в котором выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала включает в себя выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала в направлении через композиционный материал к основанию.
11. Способ по п. 9, в котором выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала включает в себя выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала:
с давлением ниже чем 1 фунт на кв.дюйм, когда дорожка из композиционного материала не поддерживается, и
с давлением больше чем 1 фунт на кв.дюйм, когда дорожка из композиционного материала поддерживается вдоль по меньшей мере одной ее стороны.
12. Способ по п. 9, в котором выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала включает в себя выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала только тогда, когда план изготовления структуры предусматривает уплотнение.
13. Способ по п. 9, в котором выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала включает в себя выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала на основе по меньшей мере одного из шага между смежными дорожками, плотности композиционного материала, типа композиционного материала и уровня отверждения композиционного материала.
14. Способ по п. 9, в котором выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала включает в себя выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала на основе сканированного изображения дорожки из композиционного материала.
15. Способ по п. 9, в котором определение наличия основания, расположенного со стороны дорожки из композиционного материала, включает в себя определение наличия основания на основе по меньшей мере одного из плана изготовления структуры, который предусматривает использование основания, и сканированного изображения дорожки из композиционного материала, показывающего основание.
16. Способ изготовления структуры с помощью машины для аддитивного производства, включающий:
выпуск машиной для аддитивного производства дорожки из композиционного материала,
определение наличия основания, расположенного со стороны дорожки из композиционного материала,
выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала после выпуска с переменным давлением, которое основано на упомянутом определении наличия основания,
выборочное активирование первого компактора машины для аддитивного производства, когда дорожка из композиционного материала не поддерживается, и
выборочное активирование второго компактора машины для аддитивного производства, когда дорожка из композиционного материала поддерживается вдоль по меньшей мере одной ее стороны.
17. Энергонезависимый машиночитаемый носитель, содержащий выполнимые компьютером программные инструкции для выполнения способа аддитивного производства структуры, содержащего:
выпуск машиной для аддитивного производства дорожки из композиционного материала,
определение наличия основания, расположенного со стороны дорожки из композиционного материала, и
выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала после выпуска в направлении через композиционный материал к основанию с помощью более низкого давления, когда дорожка из композиционного материала не поддерживается, и с помощью более высокого давления, когда дорожка из композиционного материала поддерживается вдоль по меньшей мере одной ее стороны.
18. Энергонезависимый машиночитаемый носитель по п. 17, в котором выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала включает в себя выборочное уплотнение машиной для аддитивного производства дорожки из композиционного материала на основе по меньшей мере одного из шага между смежными дорожками, плотности композиционного материала, типа композиционного материала и уровня отверждения композиционного материала.
| US 2014291886 A1, 02.10.2014 | |||
| US 5354414 A, 11.10.1994 | |||
| WO 2008061731 A1, 29.05.2008 | |||
| УСТРОЙСТВО И СПОСОБ ПОСЛОЙНОГО ПОЛУЧЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2007 |
|
RU2370367C1 |

