Область техники
Настоящее изобретение в целом относится к композиционным материалам с керамической матрицей и, более конкретно, к структурам из гибридного многослойного композиционного материала с керамической матрицей, которые подвержены воздействию температурных градиентов.
Уровень техники
Композиционные материалы с керамической матрицей (CMC) являются композиционными материалами, состоящими из керамической матрицы, имеющей включенные в нее упрочняющие материалы (например, твердые частицы, усики, нетканые волокна, тканые волокна). CMC являются привлекательными материалами для использования в таких областях применения, как авиационно-космическая промышленность, потому что они довольно легкие и способны выдерживать высокие рабочие температуры. Например, композиционные материалы CMC могут быть полезными для конструкции компонентов системы выпуска отработавших газов, потому что они легче и способны выдерживать более длительное воздействие температур отработавших газов, чем некоторые структуры на металлической основе (например, титановые сплавы и сплавы на основе никеля), используемые в настоящее время.
Многослойные структуры CMC, содержащие передающую нагрузку сердцевину, скрепленную с двумя идентичными облицовочными листами посредством связующего и расположенную между ними, были исследованы в качестве компонентов выхлопной системы в областях применения летательного аппарата (см. патентную публикацию заявки США №2009/0004425). Несмотря на эффективность многослойных компонентов CMC, они могут быть подвержены напряжениям при воздействии на всю многослойную структуру высокотемпературного градиента, особенно, когда облицовочные листы натянуты таким образом, как, например, в цилиндрической многослойной структуре. В частности, облицовочный лист, который подвергается среде с более высокой температурой («горячий облицовочный лист»), расширяется или пытается расшириться, но сдерживается противоположным облицовочным листом, который подвергается среде с более низкой температурой («холодный облицовочный лист»). В результате горячий облицовочный лист может быть подвергнут сжимающему напряжению вследствие сопротивления расширению холодного облицовочного листа, тогда как холодный облицовочный лист может быть подвергнут растягивающему напряжению, вызванному сопротивлением сжатию горячего облицовочного листа. В некоторых экстремальных условиях такие конкурирующие силы могут доводить многослойный компонент CMC до его конструктивных ограничений, и в результате может возникнуть конструктивное повреждение.
Таким образом существуют недостатки и ограничения существующего уровня техники, которые должны быть преодолены. В частности, существует потребность в более прочных конструкциях многослойных структур CMC, обладающих повышенной упругостью в условиях температурного градиента.
Раскрытие изобретения
В соответствии с одним аспектом настоящего изобретения раскрыт гибридный многослойный композиционный материал (CMC) с керамической матрицей. Гибридный многослойный матричный CMC может содержать первый облицовочный лист, содержащий нити в керамической матрице, второй облицовочный лист, содержащий нити в керамической матрице, и сердцевину, расположенную между первым облицовочным листом и вторым облицовочным листом и скрепленную с ними посредством связующего. Гибридный многослойный композиционный материал CMC может быть выполнен для воздействия на него температурным градиентом, в котором первый облицовочный лист подвергнут воздействию среды с более высокой температурой, чем второй облицовочный лист. Первый облицовочный лист и второй облицовочный лист могут иметь по меньшей мере близко подобранные коэффициенты термического расширения, и первый облицовочный лист может иметь более высокий предел прочности при сжатии, чем второй облицовочный лист.
В соответствии с другим аспектом настоящего изобретения раскрыт гибридный многослойный композиционный материал (CMC) с керамической матрицей. Гибридный многослойный композиционный материал CMC может содержать первый облицовочный лист, содержащий нити в керамической матрице, второй облицовочный лист, содержащий нити в керамической матрице, и сердцевину, расположенную между первым облицовочным листом и вторым облицовочным листом и скрепленную с ними посредством связующего. Первый облицовочный лист и второй облицовочный лист могут иметь по меньшей мере близко подобранные коэффициенты термического расширения, но могут отличаться по меньшей мере одним из следующего: диаметр нитей, химический состав нитей, степень ортотропии и прочностью на границе между нитями и керамической матрицей.
В соответствии с другим аспектом настоящего изобретения раскрыт способ производства гибридного многослойного композиционного материала (CMC) с керамической матрицей. Способ может включать обеспечение первого облицовочного листа и второго облицовочного листа, каждый из которых содержит нити в пульпе, предшествующей керамической матрице, и первый облицовочный лист и второй облицовочный лист отличаются по меньшей мере одним из следующего: диаметр нитей, степень ортотропии и прочность на границе между нитями и керамической матрицей. Способ может дополнительно включать укладку первого облицовочного листа на инструментальное средство, укладку сердцевины на первый облицовочный лист и укладку второго облицовочного листа на сердцевину для создания стопы уложенных слоев на инструменте. Кроме того, способ может дополнительно включать отверждение стопы уложенных слоев при первой температуре и спекание стопы уложенных слоев при второй температуре для получения гибридного многослойного композиционного материала CMC.
Рассмотренные особенности, функции и преимущества могут быть достигнуты независимо в различных вариантах реализации или могут быть объединены в другие варианты реализации, которые более подробно описаны в приведенном ниже описании со ссылкой на чертежи.
Краткое описание чертежей
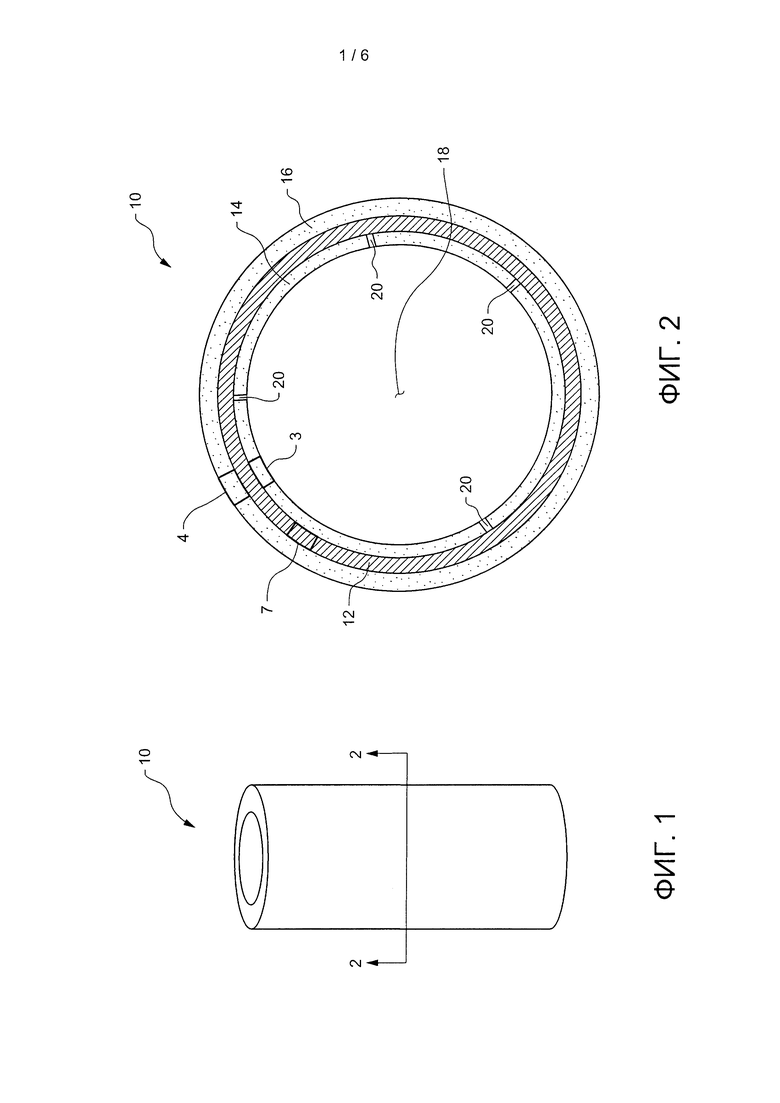
На ФИГ. 1 показан вид в перспективе гибридного многослойного композиционного материала (CMC) с керамической матрицей, изготовленного в соответствии с настоящим изобретением.
На ФИГ. 2 показан вид в поперечном разрезе, выполненный по сечению 2-2 на ФИГ. 1, изготовленного в соответствии с настоящим изобретением.
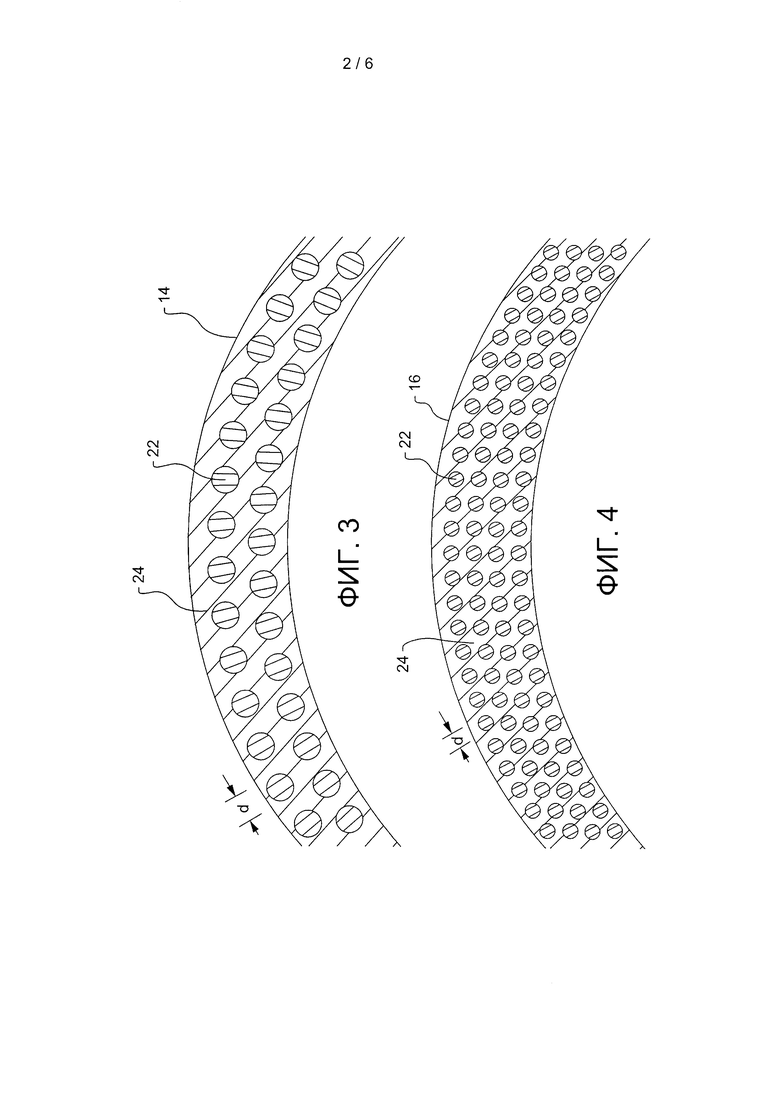
На ФИГ. 3 показан увеличенный вид детали 3 по ФИГ. 2, на котором изображен первый облицовочный лист гибридного многослойного композиционного материала CMC, изготовленного в соответствии с одним аспектом настоящего изобретения.
На ФИГ. 4 показан увеличенный вид детали 4 по ФИГ. 2, на котором изображен второй облицовочный лист гибридного многослойного композиционного материала CMC, изготовленного в соответствии с одним аспектом настоящего изобретения.
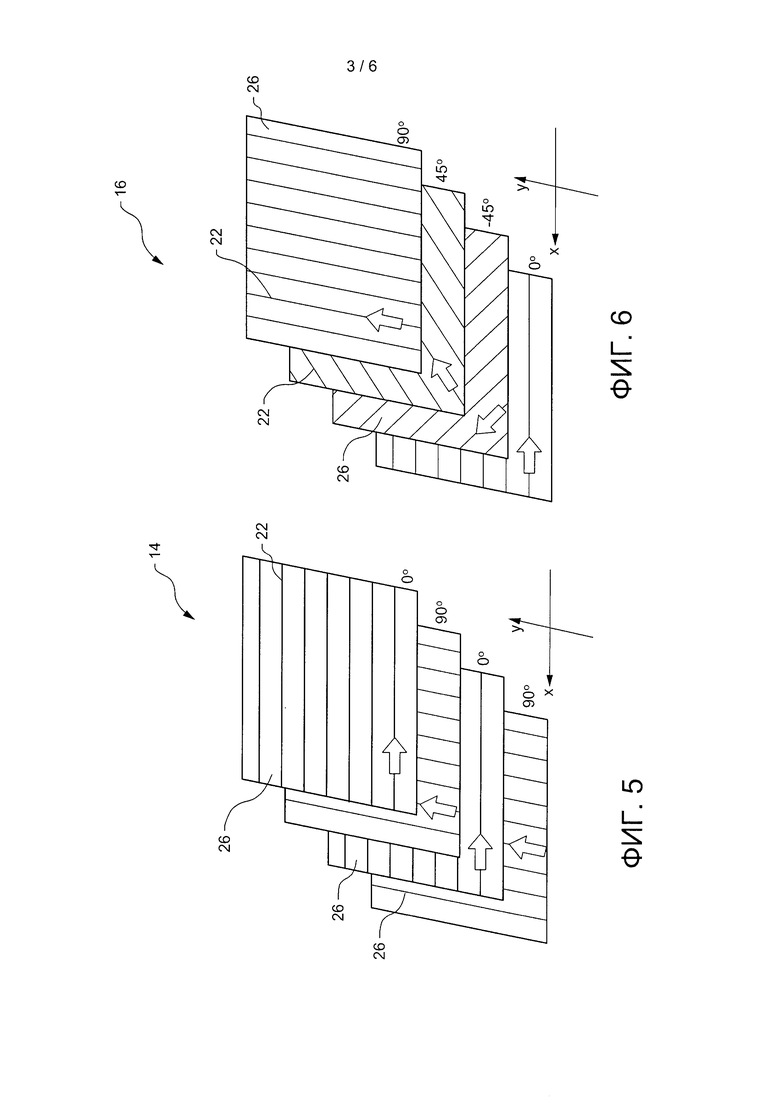
На ФИГ. 5 показан вид в перспективе, схематично изображающий ортотропную укладку предварительно пропитанных слоев нитей для создания первого облицовочного листа в соответствии со способом настоящего изобретения.
На ФИГ. 6 показан вид в перспективе, схематично изображающий квазиизотропную укладку предварительно пропитанных слоев нитей для создания второго облицовочного листа в соответствии со способом настоящего изобретения.
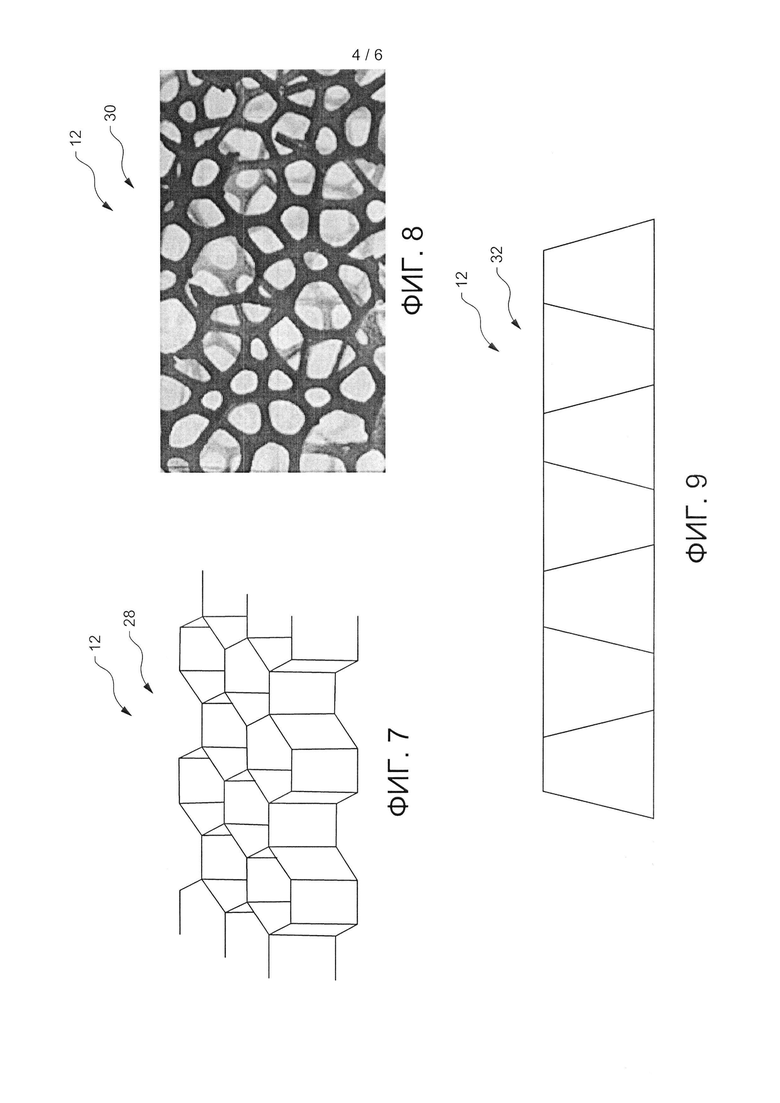
На ФИГ. 7 показан увеличенный вид детали 7 по ФИГ. 2, изображающий сотовую структуру сердцевины гибридного многослойного композиционного материала CMC, изготовленного в соответствии с одним аспектом настоящего изобретения.
На ФИГ. 8 показан увеличенный вид, подобный ФИГ. 7, но показывающий структуру с вспененной сердцевиной, изготовленную в соответствии с другим аспектом настоящего изобретения.
На ФИГ. 9 показан увеличенный вид, подобный ФИГ. 7, но показывающий структуру сердцевины в виде фермы, изготовленную в соответствии с другим аспектом настоящего изобретения.
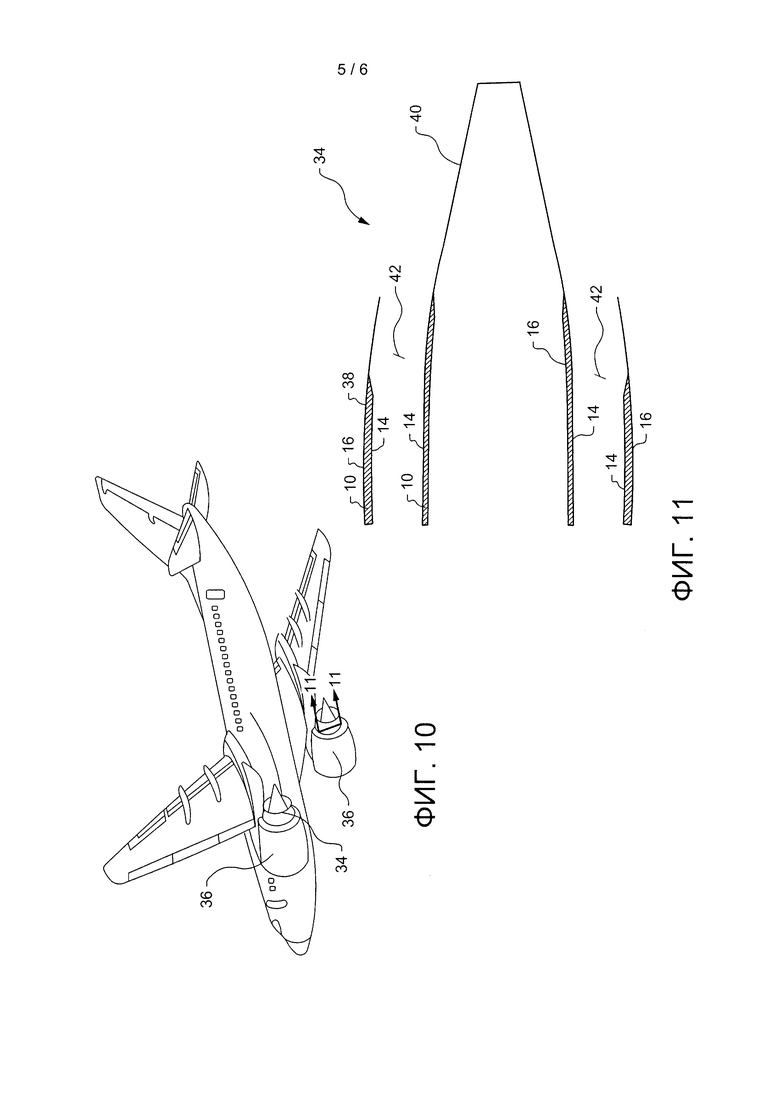
На ФИГ. 10 показан вид в перспективе летательного аппарата, имеющего систему выпуска отработавших газов, которая может иметь компоненты, созданные из гибридного многослойного композиционного материала CMC настоящего изобретения.
На ФИГ. 11 показан вид в поперечном разрезе по линии 11-11 сечения, показанной на ФИГ. 10, изображающий центральный корпус и выхлопное сопло, образованное из гибридного многослойного композиционного материала CMC согласно настоящему изобретению.
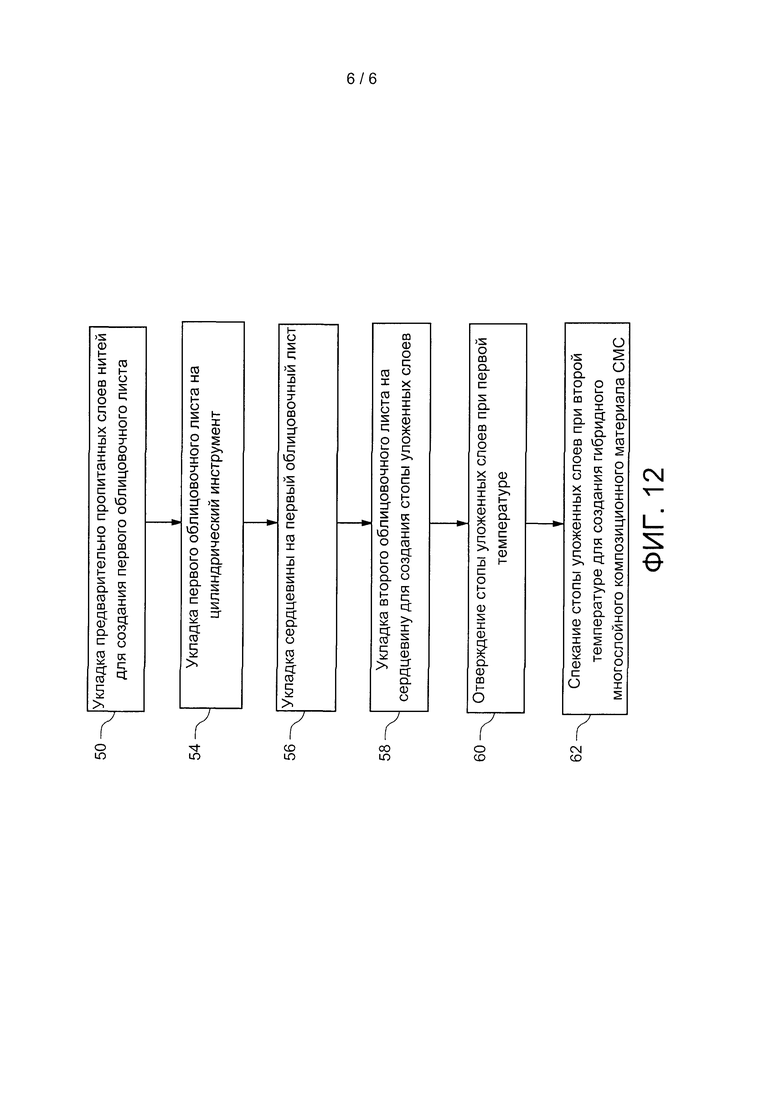
На ФИГ. 12 показана блок-схема, показывающая последовательность этапов, которые могут быть использованы для производства гибридного многослойного композиционного материала CMC в соответствии со способом настоящего изобретения.
Следует понимать, что чертежи не обязательно созданы в масштабе и что раскрытые варианты реализации иногда изображены схематично. Кроме того, следует понимать, что представленное ниже подробное описание представлено лишь в качестве примера и не предназначено для ограничения настоящего изобретения или его применения и использования. Следовательно, несмотря на то, что настоящее изобретение для удобства объяснения изображено и описано в виде определенных иллюстративных вариантов реализации, будет понятно, что оно может быть осуществлено в различных других типах вариантов реализации и в различных других системах и средах.
Раскрытие изобретения
На представленных чертежах и, в частности, на ФИГ. 1-2 показан гибридный многослойный композиционный материал (CMC) 10 с керамической матрицей. В контексте настоящего описания термин «СМС» относится к материалу, состоящему из одного или более упрочняющих материалов, включенных в керамическую матрицу. Кроме того, термин «гибридный многослойный композиционный материал СМС» относится к материалу CMC, имеющему сердцевину между двумя облицовочными листами CMC, причем указанные два облицовочных листа отличаются по меньшей мере одним физическим свойством. В качестве неограничивающего примера гибридный многослойный композиционный материал CMC 10 может быть компонентом системы выпуска отработавших газов авиационного двигателя, как будет рассмотрено более подробно в приведенном ниже описании. Гибридный многослойный композиционный материал CMC 10 может содержать сердцевину 12, скрепленную с первым облицовочным листом 14 и вторым облицовочным листом 16 посредством связующего и расположенную между ними. Первый облицовочный лист 14 и второй облицовочный лист 16 могут быть созданы из материала CMC. В одном аспекте настоящего изобретения каждый из первого облицовочного листа 14, второго облицовочного листа 16 и сердцевины 12 может образовывать цилиндрическую структуру таким образом, чтобы общая форма гибридного многослойного композиционного материала CMC 10 была цилиндрической с открытым центром 18, как изображено на чертежах. В другом варианте реализации изобретения гибридный многослойный композиционный материал CMC 10 может иметь другой тип закрытой конфигурации или может быть иным образом ограничен так, чтобы изгиб облицовочных листов 14 и 16 не мог полностью снять напряжения на этих двух облицовочных листах 14 и 16. Соответственно, гибридный многослойный композиционный материал CMC 10 может иметь другие трехмерные формы, такие как, без ограничения, кубические, сферические или конические формы.
В некоторых условиях эксплуатации гибридный многослойный композиционный материал CMC 10 может быть подвергнут высокотемпературному градиенту таким образом, что первый облицовочный лист 14 («горячий» облицовочный лист) подвергнут воздействию среды с более высокой температурой (например, горячие отработавшие газы), чем второй облицовочный лист 16 («холодный» облицовочный лист). В контексте настоящего описания «высокотемпературный градиент» относится к условию, в котором разность температур между первым облицовочным листом 14 и вторым облицовочным листом 16 составляет по меньшей мере 200°F (93,3°C) или более. Кроме того, в зависимости от применения гибридный многослойный композиционный материал CMC 10 может быть подвергнут акустической обработке для снижения или поглощения звука. Например, облицовочный лист, выполненный для воздействия на него среды с более высокой температурой (например, первый облицовочный лист 14), может иметь отверстия 20, выполненные через него для обеспечения возможности входа звука в сердцевину 12 и его демпфирования в сердцевине 12. Несмотря на то, что первый облицовочный лист 14 изображен как внутренний облицовочный лист на ФИГ. 2, тем не менее, следует отметить, что в некоторых применениях облицовочный лист, который подвергается воздействию среды с более высокой температурой, может быть внешним облицовочным листом.
В условиях высокотемпературного градиента горячий облицовочный лист 14 может стремиться к расширению в большей степени, чем холодный облицовочный лист 16 в осевом, радиальном и периферийном направлениях. Эти тенденции расширения могут вызвать нарастание напряжений при сжатии в первом (горячем) облицовочном листе 14 и растягивающие напряжения во втором (холодном) облицовочном листе 16. Для выдерживания напряжений на гибридном многослойном композиционном материале CMC 10 в таких условиях материал CMC первого облицовочного листа 14 может быть адаптирован таким образом, чтобы первый облицовочный лист 14 имел более высокий предел прочности при сжатии, чем его предел прочности при растяжении. В качестве неограничивающей возможности предел прочности при сжатии первого (горячего) облицовочного листа 14 может превышать его предел прочности при растяжении приблизительно в полтора раза или более. Такая адаптация может обеспечить возможность достижения облицовочным листом 14 большего предела прочности при сжатии, чем мог бы быть получен, если бы материал был изготовлен с целью достижения почти эквивалентных пределов прочности при растяжении и прочности при сжатии. Подобным образом материал CMC второго (холодного) облицовочного листа 16 может быть изготовлен таким образом, чтобы второй облицовочный лист имел больший предел прочности при растяжении, чем его предел прочности при сжатии. В качестве неограничивающей возможности предел прочности при растяжении второго облицовочного листа 16 может превышать его предел прочности при сжатии приблизительно в полтора раза или более.
Такая адаптация может обеспечить возможность достижения большего предела прочности при растяжении во втором облицовочном листе 16, чем мог бы быть получен, если бы материал был изготовлен с целью достижения эквивалентных пределов прочности при растяжении и прочности при сжатии. В контексте настоящего описания термин «предел прочности при сжатии» относится к способности облицовочный листа выдерживать силы при его сжатии прежде всего в периферийном и осевом направлениях, и термин «предел прочности при растяжении» относится к способности облицовочного листа выдерживать силы при его растяжении прежде всего в периферийном и осевом направлениях. Эти пределы прочности могут быть присущи материалу в его первоначальном состоянии или при наличии в материале отверстий или представленных повреждений. В качестве неограничивающего примера первый облицовочный лист 14 может иметь предел прочности при сжатии больше, чем приблизительно 172,37 МПа (25 тысяч фунтов на квадратный дюйм) и предел прочности при растяжении больше, чем приблизительно 34,47 МПа (5 тысяч фунтов на квадратный дюйм), тогда как второй облицовочный лист 16 может иметь предел прочности при растяжении больше, чем приблизительно 172,37 МПа (25 тысяч фунтов на квадратный дюйм) и предел прочности при сжатии больше, чем приблизительно 34,47 МПа (5 тысяч фунтов на квадратный дюйм). В результате такой конструкции гибридный многослойный композиционный материал CMC 10 может иметь повышенную выносливость и конструктивную прочность в условиях высокотемпературного градиента по сравнению с негибридными многослойными композиционными материалами CMC предшествующего уровня техники, использующими два облицовочных листа почти с идентичными пределами прочности при растяжении и пределами прочности при сжатии.
На ФИГ. 3-4 более подробно представлена структура первого облицовочного листа 14 и второго облицовочного листа 16. Каждый из первого облицовочного листа 14 и второго облицовочного листа 16 может состоять из нитей 22, включенных в керамическую матрицу 24. Кроме того, первый облицовочный лист 14 и второй облицовочный лист 16 могут быть созданы из одного или более отвержденных предварительно пропитанных слоев 26 нитей 22, предварительно пропитанных керамической матрицей 24 (см. ФИГ. 5-6 и более подробную информацию в приведенном ниже описании). Нити 22 могут быть непрерывными волокнами, имеющими отношение длины к диаметру волокна, составляющее 200 или более, и непрерывные волокна могут быть в форме однонаправленной нетканой ленты или тканого материала. Непрерывные волокна могут быть керамическими волокнами, хотя в некоторых случаях металлические волокна и/или углеродные волокна, покрытые неокисляющимся покрытием, также могут быть использованы. Однако нити 22 могут быть также другими типами упрочняющих материалов, такими как, без ограничения, короткие/прерывистые волокна, контактные усики или твердые частицы. Кроме того, керамическая матрица 24 может содержать оксидную керамику, такую как окись алюминия (Al2O3), оксид магния (MgO) и муллит (3Al2O3⋅2SiO2), и неоксидную керамику, такую как карбид кремния (SiC), нитрид бора (BN) и углерод (С), хотя множество других типов керамических матриц также могут быть использованы.
Первый облицовочный лист 14 и второй облицовочный лист 16 могут быть созданы из материала CMC, имеющего совпадающие или по меньшей мере близко подобранные коэффициенты термического расширения (СТЕ) так, чтобы гибридный многослойный композиционный материал CMC 10 мог выдерживать этапы высокотемпературного спекания, используемые в течение его производства. В контексте настоящего описания выражение «близко подобранные СТЕ» указывает на СТЕ, которые различаются приблизительно в диапазоне 0,5×10-6 микрометров/метров/°F друг от друга. В некоторых случаях такие небольшие колебания СТЕ (порядка 0,5×10-6 микрометров/метров/°F) могут быть приемлемыми и даже предпочтительными. Например, если облицовочный лист 14, которая подвергается воздействию высоких температур в течение работы, имеет немного ниже СТЕ, чем облицовочный лист 16, то снижение температуры от температуры спекания в течение производства может создавать остаточные напряжения растяжения в первом облицовочном листе 14 и остаточные напряжения сжатия в облицовочном листе 16. Эти остаточные напряжения могут частично компенсировать противоположные напряжения, вызванные в течение работы при воздействии температурного градиента, тем самым обеспечивая возможность гибридному композиционному материалу CMC 10 лучше выдерживать высокие температурные градиенты при работе.
Для обеспечения совпадения или близкого сходства СТЕ первый облицовочный лист 14 и второй облицовочный лист 16 могут иметь одинаковые или подобные химические составы (т.е. одинаковый состав нитей и одинаковый состав керамической матрицы) и могут иметь одинаковое или подобное объемное содержание нитей 22 в матрице 24. Также следует отметить, что в некоторых случаях облицовочные листы 14 и 16 могут отличаться по химическому составу нитей 22 и/или керамической матрицы 24, при условии, что СТЕ этих двух облицовочных листов 14 и 16 по меньшей мере близко совпадают. Согласно приведенному ниже описанию первый облицовочный лист 14 и второй облицовочный лист 16 могут отличаться по меньшей мере одним из следующего: диаметр нитей 22, химический состав нитей 22, степень ортотропии и прочность на границе между нитями 22 и матрицей 24. Именно эти различия могут обуславливать более высокий предел прочности при сжатии в первом облицовочном листе 14 и более высокий предел прочности при растяжении во втором облицовочном листе 16. В качестве одного возможного варианта реализации нити 22 первого облицовочного листа 14 могут иметь диаметр (d) больше, чем диаметр (d) нитей 22 второго облицовочного листа 16 (см. ФИГ. 3-4). Например, диаметр нитей 22 в первом облицовочном листе 14 может быть больше по меньшей мере приблизительно от двух до десяти раз больше, чем диаметр нитей 22 во втором облицовочном листе 16, хотя в некоторых случаях он может выходить за пределы данного диапазона. В таком расположении нити 22 большего диаметра в первом облицовочном листе 14 могут повышать устойчивость этих нитей к микроизгибу и/или устойчивость этих нитей к разрыву вследствие локальных пиковых напряжений, когда первый облицовочный лист 14 подвергается напряжению сжатия, таким образом повышая предел прочности при сжатии первого облицовочного листа 14. Кроме того, поскольку нити меньшего диаметра могут быть изготовлены с меньшим количеством структурных дефектов, нити 22 меньшего диаметра во втором облицовочном листе 16 могут повысить его предел прочности при растяжении.
В качестве альтернативного варианта реализации химический состав нитей 22 может быть изменен для корректировки соответствующих пределов прочности при сжатии и при растяжении первого облицовочного листа 14 и второго облицовочного листа 16. Например, могут быть использованы оксидноалюминиевые (Al2O3) нити с отличающимися процентными содержаниями силикатов (или другие молекул или элементов) для подгонки соответствующих пределов прочности при сжатии и при растяжении облицовочных листов 14 и 16, хотя во множестве других вариантах также может отличаться химический состав нитей 22. Кроме того следует отметить, что такое изменение химического состава нитей 22 в облицовочных листах 14 и 16 также может быть использовано для настройки соответственных СТЕ облицовочных листов 14 и 16, например, для обеспечения немного меньшего СТЕ в первом облицовочном листе 14.
В качестве другого варианта реализации нити 22 первого облицовочного листа 14 и второго облицовочного листа 16 могут иметь различные прочности на границе с окружающей керамической матрицей 24. В частности прочность контактной поверхности между нитями 22 и керамической матрица 24 первого облицовочного листа 14 может быть выше, чем прочность контактной поверхности между нитями 22 и керамической матрицей 24 второго облицовочного листа 16. Более высокая прочность на границе в первом облицовочном листе 14 может повышать его свойства сжатия относительно второго облицовочного листа 16, тогда как меньшая прочность на границе во втором облицовочном листе 16 может повышать его свойства растяжения относительно первого облицовочного листа 14.
Для настройки прочностей на границе между нитями 22 и керамической матрицей 24 в первом облицовочном листе 14 и втором облицовочном листе 16 можно использовать несколько способов. Например, покрытия на нитях 22 и/или добавки в керамической матрице 24 могут быть использованы для повышения химической совместимости нитей 22 и керамической матрицы 24 в первом облицовочном листе 14, тем самым увеличивая его предел прочности при сжатии. В качестве альтернативы керамическая матрица 24 с низкой плотностью (или крупнопористая), или несовместимые покрытия, может быть использована во втором облицовочном листе 16 для снижения прочности на границе между нитями 22 и керамической матрицы 24. Способы, такие как эти, направленные на корректировку прочностей на границе композитов, а также другие способы, хорошо известны специалистам в данной области техники. Кроме того при необходимости такие подходы могут быть использованы отдельно или в комбинации для настройки прочностей на границе облицовочных листов 14 и 16 и их соответственных пределов прочности при сжатии и при растяжении.
В качестве еще одного другого подхода подгонки соответствующих пределов прочности при сжатии и при растяжении первого облицовочного листа 14 и второго облицовочного листа 16 первый облицовочный лист 14 и второй облицовочный лист 16 также могут быть отличны по их относительным степеням ортотропии. В контексте настоящего описания термин «ортотропный» означает, что свойства облицовочного листа отличаются по различным направлениям в плоскости облицовочного листа, и термин «квазиизотропный» означает, что свойства облицовочного листа являются одинаковыми во всех направлениях в плоскости облицовочного листа. В частности первый облицовочный лист 14 может быть изготовлен с более высокой степенью ортотропии, чем второй облицовочный лист 16, тогда как второй облицовочный лист 16 может быть изготовлен квазиизотропным. В частности, предварительно пропитанные слои 26, используемые для создания первого облицовочного листа 14, могут иметь схему расположения с более высокой степенью ортотропии (чем второй облицовочный лист 16), в которой большинство нитей 22 ориентированы в направлениях 0° и/или 90°, чем в других направлениях (например. 45°, -45°, 60°, -60° и т.д.) (см. ФИГ. 5). Кроме того предварительно пропитанные слои 26, используемые для создания второго облицовочного листа 16, могут иметь квазиизотропную схему расположения, в которой равное количество нитей 22 ориентированы в каждом из направлений 0°, 45°, -45° и на 90° (см. ФИГ. 6). Специалисты в данной области техники поймут, что альтернативные квазиизотропные расположения могут иметь равное количество нитей 22, ориентированных также в других направлениях, таких как 0°, 60° и -60°. В результате этих схем укладки первый облицовочный лист 14 с более высокой ортотропией может иметь улучшенные характеристики при работе на сжатие, тогда как квазиизотропная второй облицовочный лист 16 может иметь улучшенные характеристики при работе на растяжение, так как нити, ориентированные под углом -45° и 45° (и/или нити, ориентированные под углом -60° и 60° и т.д.), могут обеспечивать устойчивые к нагрузкам траектории переноса растягивающей силы вокруг отверстий, дефектов или другого повреждения. Кроме того следует отметить, что хотя на ФИГ. 4-5 изображены предварительно пропитанные слои 26 с однонаправленными нитями, подобные принципы укладки также могут быть применены для предварительно пропитанных слоев с ткаными нитями.
Принципы подгонки соответствующих пределов прочности при сжатии и при растяжении облицовочных листов 14 и 16, раскрытые в настоящем описании, могут быть использованы отдельно или в комбинации. Например, в некоторых расположениях первый облицовочный лист 14 может иметь нити большего диаметра и более высокую прочность на границе, чем второй облицовочный лист 16. В качестве другого примера первый облицовочный лист 14 может иметь нити большего диаметра, более высокую прочность на границе и схему укладки с большей степенью ортотропии, чем второй облицовочный лист 16.
На ФИГ. 7-9 показаны возможные структуры для сердцевины 12. Сердцевина 12 может иметь сотовидную структуру 28 (ФИГ. 7), пенистую структуру 30 (ФИГ. 8) или ферменную конструкцию 32, в которой сердцевина 12 содержит диагональные элементы, соединяющие облицовочные листы 14 и 16 (ФИГ. 9), хотя может быть использованы много других типов структур сердцевины, очевидных для специалистов в данной области техники. Сердцевина 12 может иметь СТЕ, соответствующий или по меньшей мере близко соответствующий (т.е. в пределах 0,5×10-6 микрометров/метров/°F) СТЕ первого облицовочного листа 14 и второго облицовочного листа 16. В этом отношении сердцевина 12 может быть создана из CMC, имеющего такой же или подобный химический состав (т.е. такой же состав нитей и матрицы) как первый облицовочный лист 14 и второй облицовочный лист 16. В качестве альтернативного варианта реализации сердцевина 12 может быть создана из других жаропрочных материалов, имеющих СТЕ, соответствующие или по меньшей мере близко соответствующие СТЕ первого облицовочного листа 14 и второго облицовочного листа 16.
Неограничивающее применение гибридного многослойного композиционного материала CMC 10 показано на ФИГ. 10-11. В частности, гибридный многослойный композиционный материал CMC 10 может быть встроен в систему 34 выпуска отработавших газов авиационного двигателя 36. Система 34 выпуска отработавших газов может содержать выхлопное сопло 38 и центральную часть 40, расположенную радиально внутри выхлопного сопла 38 для определения между ними траектории движения 42 отработавших газа. Гибридный многослойный композиционный материал CMC 10 может формировать по меньшей мере часть любого из или обоих из выхлопного сопла 38 и центральной части 40, с подгонкой высокого предела прочности при сжатии для первого облицовочного листа 14, обращенной к горячими газообразным продуктам сгорания траектории 42 движения, и с подгонкой высокого предела прочности при растяжении для второго облицовочного листа 16, отвернутой от траектории 42 движения, как показано. В течение периодов быстрых изменений температуры в системе 34 выпуска отработавших газов, например, в течение запуска двигателя 36 или в течение ускорения двигателя 36 от неработающего до полной мощности, гибридный многослойный композиционный материал CMC может быть подвергнут высокотемпературному градиенту. Настроенные пределы прочности при сжатии и при растяжении первого облицовочного листа 14 и второго облицовочного листа 16 могут повысить способность гибридного многослойного композиционного материала CMC 10 выдерживать напряжения, вызванные большим термическим расширением первого облицовочного листа 14 по сравнению с негибридными многослойными композиционными материалами CMC предшествующего уровня техники.
На ФИГ. 12 представлен способ производства гибридного многослойного композиционного материала CMC 10 настоящего изобретения. Способ начинается с блока 50, в котором предварительно пропитанные слои 26 первого облицовочного листа 14 могут быть уложены в стопу для создания первого облицовочного листа 14. При желании в первом облицовочном листе 14 может быть задана ортотропная укладка согласно приведенному выше описанию (см. ФИГ. 5). Предварительно пропитанные слои 26 могут быть получены в виде волоконного полотна, предварительно пропитанного пульпой, предшествующей керамической матрице 24, или они могут быть созданы путем погружения волоконного полотна в пульпу, предшествующую керамической матрице 24.
Затем первый облицовочный лист 14 может быть уложен на цилиндрическом инструменте (или другом подходящем инструменте, выполненном с возможностью создания гибридного многослойного композиционного материала CMC 10 в необходимой форме) согласно следующему блоку 54, как показано. Сердцевина 12 затем может быть уложена на первом облицовочном листе 14, и второй облицовочный лист 16 может быть уложен на сердцевину 12 для создания стопы уложенных слоев на инструменте согласно следующим блокам 56 и 58. При необходимости предварительно пропитанные слои 26 второго облицовочного листа 16 могут быть уложены для создания квазиизотропного расположения согласно приведенному выше описанию (см. ФИГ. 6). Как и с первым облицовочным листом 14 предварительно пропитанные слои 26 второго облицовочного листа 16 могут быть получены в виде волоконного полотна, предварительно пропитанного пульпой, предшествующей керамической матрице 24, или они могут быть созданы путем погружения волоконного полотна в пульпу, предшествующую керамической матрице 24.
Согласно следующему блоку 60 стопа уложенных слоев на инструменте может быть затем сжата и отверждена при первой температуре для обеспечения слабого соединения, посредством составов в керамической матрице 24, облицовочных листов 14 и 16 и сердцевины 12 в виде единой структуры, которую можно перемещать и которая может выдерживать свой собственный вес. Блок 60 может быть выполнен с использованием способов и оборудования, очевидных для специалистов в данной области техники, таких как прессование под нагревом, формование методом вакуумного мешка и автоклавирование. Отвержденная структура затем может быть удалена с инструментального приспособления, помещена в печь и спечена при более высокой второй температуре для более сильного соединения облицовочных листов 14 и 16 и сердцевины 12 и создания гибридного многослойного композиционного материала CMC 10 (блок 62). Согласно пояснениям, представленным в приведенном выше описании, подогнанные СТЕ (или по меньшей мере близко сходные СТЕ) первого облицовочного листа 14, второго облицовочного листа 16 и сердцевины 12 могут обеспечить возможность гибридному многослойному композиционному материалу CMC 10 выдерживать охлаждение с температур спекания, которые в некоторых случаях могут быть порядка нескольких тысяч градусов по Фаренгейту.
Иллюстративные, неисключительные примеры объекта заявленного изобретения описаны в пунктах А1-С20, которые приведены ниже:
А1. Гибридный многослойный композиционный материал с керамической матрицей (CMC) 10, содержащий:
первый облицовочный лист 14, содержащий нити 22 в керамической матрице 24;
второй облицовочный лист 16, содержащий нити 22 в керамической матрице 24; и
сердцевину 12, расположенную между первым облицовочным листом и вторым облицовочным листом и скрепленную с ними посредством связующего,
причем гибридный многослойный композиционный материал CMC выполнен для воздействия на него температурным градиентом, в котором первый облицовочный лист подвержен воздействию среды с более высокой температурой, чем второй облицовочный лист, а
первый облицовочный лист и второй облицовочный лист имеют по меньшей мере близко подобранные коэффициенты термического расширения, и
первый облицовочный лист имеет более высокий предел прочности при сжатии, чем второй облицовочный лист.
А2. Гибридный многослойный композиционный материал CMC 10 по пункту 1, в котором второй облицовочный лист 16 имеет более высокий предел прочности при растяжении, чем первый облицовочный лист 14.
A3. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 1 и 2, в котором
первый облицовочный лист 14 имеет предел прочности при сжатии, примерно в полтора раза выше, чем предел прочности при растяжении первого облицовочного листа, и
второй облицовочный лист 16 имеет предел прочности при растяжении, примерно в полтора раза выше, чем предел прочности при сжатии второго облицовочного листа.
А4. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 1-3, в котором
нити 22 первого облицовочного листа 14 и нити 22 второго облицовочного листа 16 имеют одинаковый химический состав,
причем керамическая матрица 24 первого облицовочного листа и керамическая матрица второго облицовочного листа имеют одинаковый химический состав, и
объемное содержание нитей в первом облицовочном листе равно объемному содержанию нитей во втором облицовочном листе.
А5. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 1-4, имеющий цилиндрическую форму.
А6. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 1-5, в котором диаметр нитей 22 в первом облицовочном листе 14 больше, чем диаметр нитей во втором облицовочном листе 16.
А7. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 1-6, в котором первый облицовочный лист 14 имеет более высокую степень ортотропии, чем второй облицовочный лист 16.
А8. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 1-7, в котором прочность на границе между нитями 22 и керамической матрицей 24 первого облицовочного листа 14 выше, чем прочность на границе между нитями 22 и керамической матрицей 24 второго облицовочного листа 16.
А9. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 1-8, в котором коэффициент термического расширения первого облицовочного листа 14 ниже, чем коэффициент термического расширения второго облицовочного листа 16.
А10. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 1-9, в котором гибридный многослойный композиционный материал CMC является частью компонента выхлопной системы 34 летательного аппарата,
причем первый облицовочный лист 14 обращен к траектории 42 движения потока отработавших газов выхлопной системы летательного аппарата.
В11. Гибридный многослойный композиционный материал с керамической матрицей (CMC) 10, содержащий:
первый облицовочный лист 14, содержащий нити 22 в керамической матрице 24;
второй облицовочный лист 16, содержащий нити 22 в керамической матрице 24; и
сердцевину 12, расположенную между первым облицовочным листом и вторым облицовочным листом и скрепленную с ними посредством связующего,
причем первый облицовочный лист и второй облицовочный лист имеют по меньшей мере близко подобранные коэффициенты термического расширения, но отличаются по меньшей мере одним из следующего: диаметр нитей, химический состав нитей, степень ортотропии и прочность на границе между нитями и керамической матрицей.
В12. Гибридный многослойный композиционный материал CMC 10 по пункту 11, в котором гибридный многослойный композиционный материал CMC выполнен для воздействия на него температурным градиентом,
причем первый облицовочный лист 14 подвержен воздействию среды с более высокой температурой, чем второй облицовочный лист 16.
B13. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 11-12, в котором первый облицовочный лист 14 имеет более высокий предел прочности при сжатии, чем второй облицовочный лист 16.
B14. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 11-13, в котором второй облицовочный лист 16 имеет более высокий предел прочности при растяжении, чем первый облицовочный лист 14.
B15. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 11-14, в котором диаметр нитей 22 первого облицовочного листа 14 больше, чем диаметр нитей 22 второго облицовочного листа 16.
B16. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 11-15, в котором первый облицовочный лист 14 имеет более высокую степень ортотропии, чем второй облицовочный лист 16.
B17. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 11-16, в котором прочность на границе между нитями 22 и керамической матрицей 24 первого облицовочного листа 14 выше, чем прочность на границе между нитями 22 и керамической матрицей 24 второго облицовочного листа 16.
B18. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 11-17, в котором коэффициент термического расширения первого облицовочного листа 14 ниже, чем коэффициент термического расширения второго облицовочного листа 16.
В19. Гибридный многослойный композиционный материал CMC 10 по любому из пунктов 11-18, имеющий цилиндрическую форму.
С20. Способ производства гибридного многослойного композиционного материала с керамической матрицей (CMC) 10, включающий:
укладку 54 на инструментальное приспособление первого облицовочного листа 14, содержащего предварительно пропитанные слои нитей 22 в керамической матрице 24;
укладку 56 сердцевины 12 на первый облицовочный лист;
укладку 58 второго облицовочного листа 16 на сердцевину для создания стопы уложенных слоев, при этом второй облицовочный лист содержит предварительно пропитанные слои нитей 22 в керамической матрице 24, и первый облицовочный лист и второй облицовочный лист отличаются по меньшей мере одним из следующего: диаметр нитей, химический состав нитей, степень ортотропии и прочность на границе между нитями и керамической матрицей;
отверждение 60 стопы уложенных слоев при первой температуре и
спекание 62 стопы уложенных слоев при второй температуре для создания гибридного многослойного композиционного материала CMC.
Промышленная применимость
В силу вышесказанного в целом можно понять, что технология, раскрытая в настоящем описании, имеет промышленную применимость во множестве установках, включая, без ограничения, промышленные применения, с использованием многослойных компонентов CMC, подверженных воздействию высокотемпературных градиентов. Раскрытая в настоящем описании технология предусматривает гибридный многослойный композиционный материал CMC, в котором пределы прочности при сжатии и прочности при растяжении двух противостоящих облицовочных листов подобраны так, чтобы гибридный многослойный компонент CMC имел конструктивную прочность, достаточную для выдерживания высокотемпературного градиента. В частности, облицовочный лист, подверженный воздействию среды с более высоко температурой, подобран с улучшенными свойствами для работы при сжатии, тогда как противостоящий облицовочный лист, подвергаемый воздействию среды более низкой температурой, подобран с улучшенными свойствами для работы при растяжении. Эти свойства дают возможность гибридному многослойному композиционному материалу CMC лучше выдерживать напряжения, вызванные большим термическим расширением высокотемпературного облицовочного листа по сравнению с многослойными композиционным материалом CMC предшествующего уровня техники, использующими облицовочные листы с одинаковыми свойствами сжатия/растяжения с обеих сторон. Эта технология может быть особенно полезной для многослойных структур CMC, в которых эти два облицовочных листа жестко связаны и ограничены так, что они не могут свободно изгибаться для снижения напряжений, вызванных температурными градиентами, таких как в некоторых цилиндрических структурах. Кроме того, гибридные многослойные структуры CMC, раскрытые в настоящем описании, могут обеспечить улучшенные компоненты выхлопной системы летательного аппарата по сравнению с основанными на металле структурами, используемыми в настоящее время, поскольку они легче и выполнены с возможностью выдерживания более длительного воздействия температур отработавших газов. Предполагается, что технология, раскрытая в настоящем описании, может находить широкое промышленное применение в широком диапазоне областей, таких как, без ограничения, применения выхлопной системы летательного аппарата.
Изобретение относится к области композиционных материалов с керамической матрицей (CMC) для использования в авиационно-космической промышленности и касается гибридного многослойного композиционного материала с керамической матрицей. Композиционный материал содержит первый облицовочный лист, второй облицовочный лист и сердцевину, расположенную между первым облицовочным листом и вторым облицовочным листом, скрепленную с ними посредством связующего. Каждый из первого облицовочного листа и второго облицовочного листа содержит нити в керамической матрице. Композиционный материал CMC выполнен с возможностью восприятия температурного градиента, причем первый облицовочный лист подвергается среде с более высокой температурой, чем второй облицовочный лист. Первый облицовочный лист и второй облицовочный лист имеют по меньшей мере близко подобранные коэффициенты термического расширения, и первый облицовочный лист имеет более высокий предел прочности при сжатии, чем второй облицовочный лист. Изобретение обеспечивает создание более прочных конструкций многослойных структур СМС, обладающих повышенной упругостью в условиях температурного градиента. 2 н. и 8 з.п. ф-лы, 12 ил.
1. Гибридный многослойный композиционный материал (CMC) (10) с керамической матрицей, содержащий:
первый облицовочный лист (14), содержащий нити (22) в керамической матрице (24);
второй облицовочный лист (16), содержащий нити (22) в керамической матрице (24); и
сердцевину (12), расположенную между первым облицовочным листом и вторым облицовочным листом и скрепленную с ними посредством связующего,
причем гибридный многослойный композиционный материал CMC выполнен для воздействия на него температурным градиентом, в котором первый облицовочный лист подвержен воздействию среды с более высокой температурой, чем второй облицовочный лист,
первый облицовочный лист и второй облицовочный лист имеют по меньшей мере близко подобранные коэффициенты термического расширения, и
первый облицовочный лист имеет более высокий предел прочности при сжатии, чем второй облицовочный лист.
2. Гибридный многослойный композиционный материал CMC (10) по п. 1, в котором второй облицовочный лист (16) имеет более высокий предел прочности при растяжении, чем первый облицовочный лист (14).
3. Гибридный многослойный композиционный материал CMC (10) по п. 2, в котором
первый облицовочный лист (14) имеет предел прочности при сжатии примерно в полтора раза выше, чем предел прочности при растяжении первого облицовочного листа, и
второй облицовочный лист (16) имеет предел прочности при растяжении примерно в полтора раза выше, чем предел прочности при сжатии второго облицовочного листа.
4. Гибридный многослойный композиционный материал CMC (10) по п. 1, в котором
нити (22) первого облицовочного листа (14) и нити (22) второго облицовочного листа (16) имеют одинаковый химический состав,
причем керамическая матрица (24) первого облицовочного листа и керамическая матрица второго облицовочного листа имеют одинаковый химический состав, и
объемное содержание нитей в первом облицовочном листе равно объемному содержанию нитей во втором облицовочном листе.
5. Гибридный многослойный композиционный материал CMC (10) по п. 1, имеющий цилиндрическую форму.
6. Гибридный многослойный композиционный материал CMC (10) по п. 1, в котором диаметр нитей (22) в первом облицовочном листе (14) больше, чем диаметр нитей во втором облицовочном листе (16).
7. Гибридный многослойный композиционный материал CMC (10) по п. 1, в котором первый облицовочный лист (14) является более ортотропным, чем второй облицовочный лист (16).
8. Гибридный многослойный композиционный материал CMC (10) по п. 1, в котором предел прочности на границе между нитями (22) и керамической матрицей (24) первого облицовочного листа (14) выше, чем предел прочности на границе между нитями (22) и керамической матрицей (24) второго облицовочного листа (16).
9. Гибридный многослойный композиционный материал CMC (10) по любому из пп. 1-8, являющийся частью компонента системы (34) выпуска отработавших газов летательного аппарата,
причем первый облицовочный лист (14) облицовывает траекторию (42) движения потока отработавшего газа системы выпуска отработавших газов летательного аппарата.
10. Способ производства гибридного многослойного композиционного материала (CMC) (10) с керамической матрицей, включающий:
укладку (54) на инструментальное приспособление первого облицовочного листа (14), содержащего предварительно пропитанные слои нитей (22) в керамической матрице (24);
укладку (56) сердцевины (12) на первый облицовочный лист;
укладку (58) второго облицовочного листа (16) на сердцевину для создания стопы уложенных слоев, при этом второй облицовочный лист (16) содержит предварительно пропитанные слои нитей (22) в керамической матрице (24),
а первый облицовочный лист и второй облицовочный лист отличаются по меньшей мере одним из следующего: диаметр нитей, химический состав нитей, степень ортотропии и прочность на границе между нитями и керамической матрицей;
отверждение (60) стопы уложенных слоев при первой температуре и
спекание (62) стопы уложенных слоев при второй температуре для создания гибридного многослойного композиционного материала CMC.
| US 2009252907 A1, 08.10.2009 | |||
| US 6251815 B1, 26.06.2001 | |||
| WO 2012118516 A1, 07.09.2012 | |||
| МОДУЛЬНАЯ СТРУКТУРА ТКАНИ, ИСПОЛЬЗУЕМОЙ В КАЧЕСТВЕ ФОРМУЮЩЕЙ ТКАНИ В ПРОИЗВОДСТВЕ БУМАГИ, ТКАНЕЙ ИЛИ НЕТКАНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2386739C2 |

