Ссылка на заявку, которая относится к изобретению
Настоящая заявка имеет приоритет временной заявки №60/149896, поданной 23 августа 1999 года, содержание которой приводится здесь в качестве ссылки.
Область техники
Настоящее изобретение, в общем, относится к изделиям производства, а более конкретно - к способу и устройству для изготовления объектов, имеющих характеристики чувствительности, оптимизированные под конкретное применение или использование.
Уровень, предшествующий изобретению, и сущность изобретения - анализ, исторически проводимый инженерами, представляет собой один из этапов длительного процесса моделирования и проверки реально ожидаемых характеристик проектируемых изделий. Окончательные модели, содержащие информацию, такую как геометрические размеры, свойства материалов, нагрузки и тип анализа, вводят в программу анализа и вычисляют основные результаты, такие как отклонения. Эти величины можно затем сравнить с заданными ограничениями на материал (изотропный, ортотропный или анизотропный) для того, чтобы обнаружить в модели какие-либо критические области. Области модели, которые превышают какой-либо определенный предел, необходимо рекофигурировать для того, чтобы получить допустимые пределы безопасности, хотя большую часть времени области с высоким уровнем безопасности остаются неизменными или неоптимизированными. Итерации, такие как изменение материала или геометрия элементов, позволяют уменьшать уровень безопасности. Этот процесс является длительным и экономически не очень эффективным.
Способ, известный под названием "изготовление с объемным управлением (ИОУ VCM)", позволяет сократить стоимость, время изготовления и уровни безопасности. ИОУ описано в патентах США №5796617 и 5594651, содержание которых приводится здесь. ИОУ можно применять, например, в ортопедической процедуре, известной под названием ПАТС (полная антропластика тазобедренного сустава (ТНА)). Эта процедура включает в себя замену бедра пациента на протез тазобедренного сустава для того, чтобы поддержать у пациента физиологическую способность к нормальной ходьбе. Традиционный анализ выявил пару областей с высоким напряжением и то, что изотропный материал смещался к окружающей кости, вызывая боль у пациента и преждевременный отказ от этой структуры кости, приводя к пост-ТНА хирургии. Проблема, которая возникает при использовании конфигурации и материала, заключается в том, что материал намного жестче, чем тот, который заменили. Попытки уменьшить жесткость привели к использованию композиционных материалов. Однако эти попытки были неудачными, во-первых, из-за межслоевого смещения, приводящего к расслоению, и, во-вторых, из-за нарушения связи матрица-волокно. Эти повреждения произошли из-за неспособности достичь уровня многослойной конфигурации, который может выдерживать нагрузки окружающей среды, и уникальных структурных свойств кости.
Для того чтобы обеспечить эффективный инструмент анализа для определения оптимальных свойств материала для проектируемого изделия, такого как протез тазобедренного сустава, необходимо использовать подход, отличающийся от традиционного анализа. Процесс ИОУ охватывает этот новый подход. Вместо определения смещений, напряжений и деформаций в изделии, используя традиционные способы анализа, в ходе испытаний в реальных условиях регистрируют смещения и вводят их в анализ. Свойства материала в этом случае неизвестны, и их вычисляют.
Как описано более подробно ниже, свойства материала можно найти в итерационном процессе анализа. Анализ продолжается до тех пор, пока определенные элементы не покажут, что все смещения находятся в пределах определенного допустимого значения. Таким образом, итерационный процесс продолжается до достижения сходимости, таким образом, оптимизируя всю модель целиком для своей конкретной окружающей среды и условий нагрузки. Это играет большую роль при использовании композиционных материалов, так как их можно получить различными способами и обеспечить требуемые свойства материала, в отличие от изотропных металлических элементов, которые имеют в меньшей степени способность формирования заданных свойств по сравнению с композиционными материалами.
Оптимизацию можно также расширить для управления типом решений, которые возникают из вышеописанной обработки. Например, система может иметь ограничения на нахождение решения, в котором конечные элементы объема ("воксели"), которые составляют объект, имеют определенную симметрию. В качестве иллюстрации систему можно ограничить нахождением решения, в котором воксели являются изотропными или поперечно изотропными. Наложение такой симметрии на решения улучшает технологичность при определении каждого векселя в терминах свойств (например, коэффициент Пуассона, модуль упругости), которые являются одинаковыми или имеют определенную симметрию по всему вокселю. В некоторых реализациях систему можно сконфигурировать так, чтобы получить решения для изотропных вокселей, поперечно изотропных вокселей и для анизотропных вокселей. Фактическое решение, которое используется для изготовления, можно выбрать на основании относительно легкого управления технологическим оборудованием, которое предназначено для изготовления требуемого объекта.
Как упомянуто выше, композиционные материалы полезны для ИОУ, так как их можно выполнить различными способами для достижения требуемых свойств материала. Композиционный материал представляет собой комбинацию двух или более материалов, в которых отдельные материалы разделены на макроскопическом уровне. Один способ построения композиционного материала состоит в формировании многослойных структурных волокон в соответствующих матрицах, совместимых с этими волокнами. Как описано более подробно ниже, матрицы, в которые входят волокна, можно изменять для включения определенных "примесей". В случае ТНА, например, примесью может быть биологический материал, кость, измельченная кость, кофакторы, биологические клетки, биоактивные материалы, лекарства, антибиотики, радиоактивные материалы и так далее.
Краткое описание чертежей
Эти и другие признаки и преимущества, которые предусмотрены в настоящем изобретении, будут лучше и более понятны из следующего ниже подробного описания предпочтительных вариантов осуществления со ссылкой на чертежи, на которых:
фиг.1 иллюстрирует способ изготовления объекта, согласно настоящему изобретению;
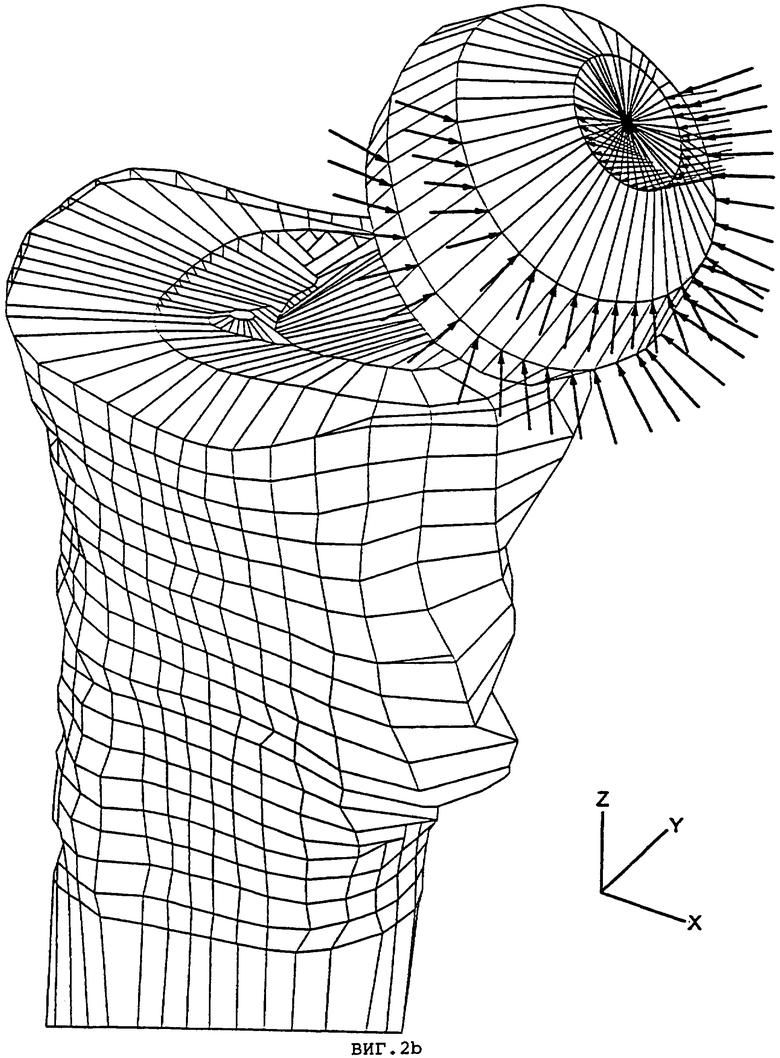
фиг.2А и 2В изображают соответственно силы, прикладываемые к головке бедра в положении одной ноги при ходьбе и при вставании со стула;
фиг.3А и 3Б изображают соответственно усилие, прикладываемое к бедру in vivo (в живом организме) и результирующие напряжения;
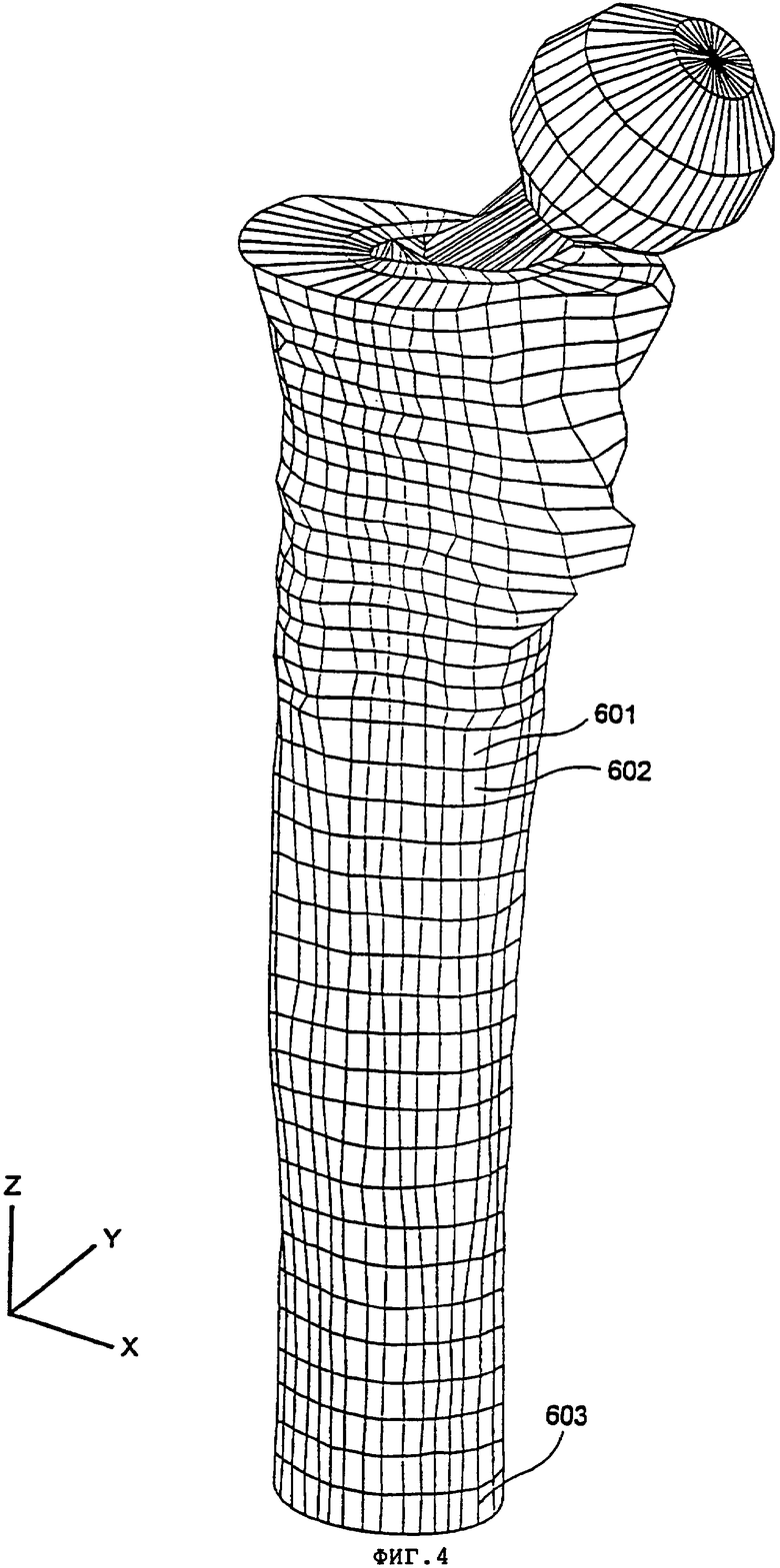
фиг.4 изображает модель (для метода конечных) элементов протеза тазобедренного сустава;
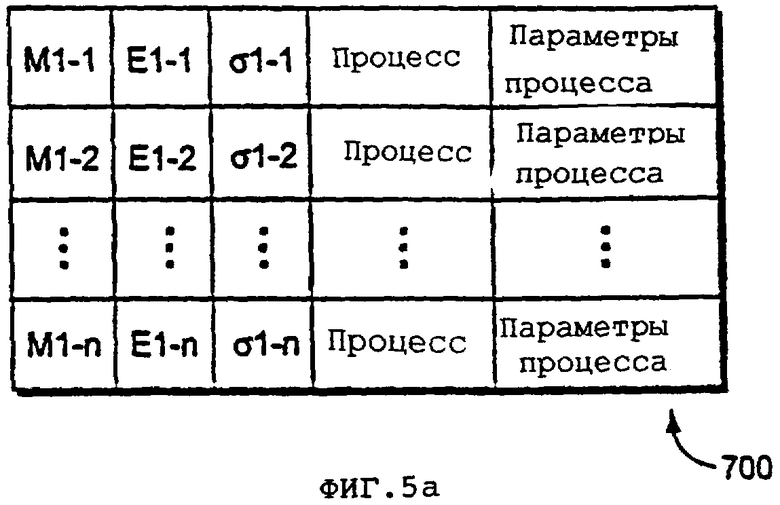
фиг.5А и 5В изображают базы данных свойств материала;
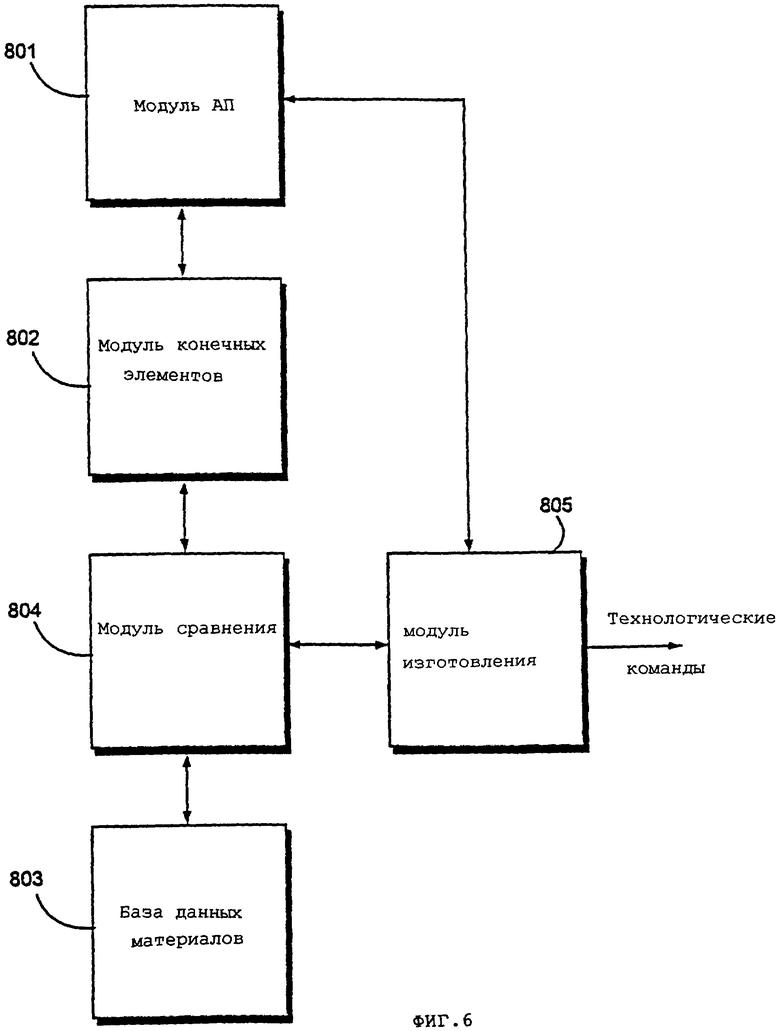
фиг.6 изображает функциональные модули, которые можно использовать для осуществления настоящего изобретения;
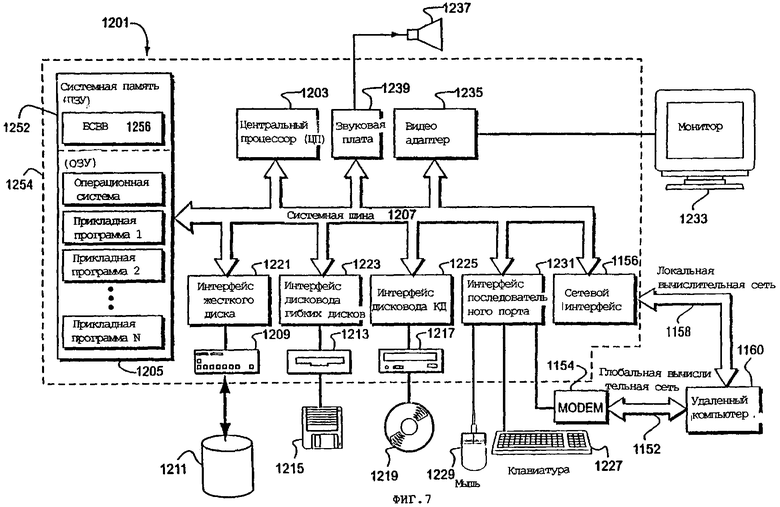
фиг.7 изображает блок-схему технических средств, которые можно использовать для осуществления одного или более функциональных модулей (фиг.6); и
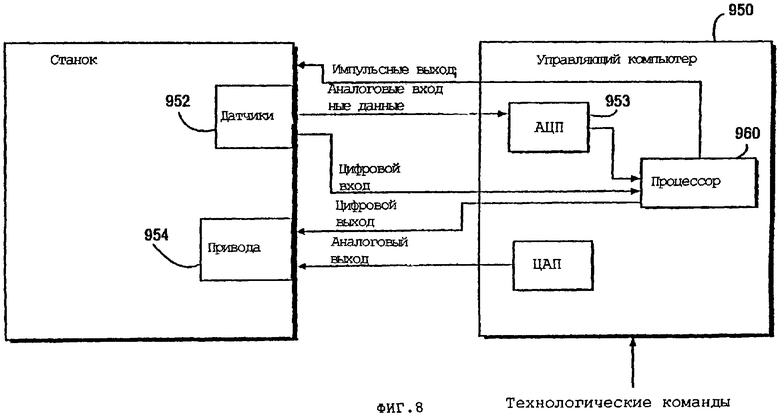
фиг.8 изображает схему управляющего компьютера для управления станком.
Подробное описание примеров вариантов осуществления изобретения
Фиг.1 будет использоваться для описания способа изготовления объекта или детали согласно настоящему изобретению. Как ясно из приведенного ниже описания, объект или деталь (в дальнейшем "объект"), который используется здесь, относится к любому объекту, который можно изготовить посредством процесса или способа, в котором параметрами изготовления можно управлять, изменяя при этом конструктивные свойства или свойства материала, расположенные внутри объекта. Методика изготовления объекта согласно настоящему изобретению основана на решениях уравнения
{f}=[k]{x},
где {f} - поле, которое будет прикладываться к объекту при его использовании по назначению, {x} - потенциал, соответствующий приложенному полю, и [k] - свойства материала объекта.
Способ согласно настоящему изобретению можно использовать с любым способом изготовления, в котором можно изменять параметры изготовления. Например, процесс плетения с использованием оплеточного станка можно использовать для изготовления волоконных композиционных объектов. Волоконные композиционные материалы все чаще используются в качестве конструкционного материала для таких компонентов, как панели кузова автомобилей, самолеты, протезные имплантаты, клюшки для игры в гольф, теннисные ракетки, велосипедные рамы и рыболовные удочки. Эти композиционные материалы имеют высокую прочность, равную или превышающую прочность металлических материалов, и в тоже время обладают меньшим весом и имеют другие улучшенные функциональные свойства. Такими параметрами, как скорость основания и/или оправки оплеточного станка, толщина волокон и механическое напряжение, прикладываемое к волокнам, управляют для изменения свойства жесткости волоконного композиционного материала. Пример основания оплеточного станка, предназначенного для управляемого плетения композиционных материалов, показан Скелтоном (Skelton) в патенте США №4909127. Трехмерные плетеные волокна обсуждены также в патенте США №975262.
Композиционные материалы можно также создавать путем ламинирования структурных волокон в соответствующих матрицах, совместимых с этими волокнами, как описано в патенте США №5023800 Карвера и других (Carver et al.). Стекловолокно представляет собой широко используемую композиционную систему, которая включает в себя стеклянные волокна, находящиеся внутри матрицы эпоксидной смолы. Для формирования компонентов самолета желательно использовать более сложные композиционные системы, имеющие улучшенные свойства. В настоящее время доступными для использования являются экзотические неорганические материалы, такие как углеродные волокна, боросодержащие волокна, стеклянные волокна с улучшенными свойствами, волокна из оксида алюминия, неорганические нитевидные кристаллы ("усы") из различных материалов и некоторые органические волокна, такие как арамиды и расширенные цепные полиэтилены. В состав этих волокон или нитевидных кристаллов входят нити, ткани, арматурные сетки и тому подобное, находящееся в соответствующих смолах, таких, например, как термореактивные эпоксидные смолы, полиэфиры, простые полиэфиры, полиимиды и бисмалеймиды или термопластические полиамидомины, сульфины на основе простых полиэфиров, кетоны на основе простых полиэфиров, сульфиды полифенилена и другие подобные полимерные материалы. Композиционные объекты формуют методами формования с использованием любых внешних форм, которые имеют комплементарную по отношению к объекту форму или внутреннюю оправку типа формы, на которой создается композиционный объект. Форма, используемая для формовки и вулканизации композиционного объекта, называется инструментом для термокомпресси, и вулканизация происходит при точном управлении температуры и давления.
В соответствии с одним аспектом настоящего изобретения, некоторые "примеси" можно вводить в матрицы, в которых находятся волокна. Например, в случае ТНА примеси могут быть биологическим материалом, костью, измельченной костью, кофакторами, биологическими клетками, биоактивными материалами, лекарствами, антибиотиками, радиоактивными материалами и тому подобным. ИОУ предусматривает поэлементное изготовление, и элементы внешней поверхности можно сделать так, чтобы в материал матрицы входил некоторый процент от вышеупомянутых примесей. Фактическое процентное содержание может изменяться по глубине от поверхности (например, при приближении к поверхности концентрация может увеличиваться). Включив в состав ТНА, например, биологический материал, можно стимулировать биологический рост непосредственно на имплантате. Если лекарство или антибиотики входят в состав ТНА, то лекарство может просачиваться в окружающие ткани.
Процесс оконтуривания с использованием системы оконтуривания на токарном станке или фрезерном станке можно использовать для изготовления металлических объектов. Оконтуривание относится к непрерывному удалению материала, например, при механической обработке лопаток турбины. Такими параметрами, как поверхность детали, сопряженная поверхность, передающая крутящий момент, и контрольно-измерительная поверхность, можно управлять для изменения траектории фрезы и таким образом оконтуривания. Поверхность детали относится к поверхности, по которой проходит конец фрезы, сопряженная поверхность, передающая крутящий момент, относится к поверхности, напротив которой проходит фреза, и контрольно-измерительная поверхность относится к поверхности, на которой должно прекратиться движение фрезы. Детали системы оконтуривания показаны в работе Бедворса и других "Комплексное автоматизированное проектирование и производство", МакГроу-Хил Инк., 1991 (Bedwonh et al., Computer-Integrated Design and Manufacturing, McGraw-Hill Inc. (1991)).
Конечно, настоящее изобретение не ограничено объектами, сформированными с использованием плетения, формовки или оконтуривания, и вышеупомянутые обсуждения являются просто примерами способов изготовления, которые можно использовать в способе изобретения. Другие процессы и способы включают в себя (посредством примера, но не посредством ограничения) процессы изготовления полимеров, способы кристаллизации, способы изготовления керамики и тому подобное.
На этапе 21 определяют поле {f}, которое будет прикладываться к объекту при своем использовании по назначению, а также желательный потенциал(ы) или реакцию(и) {х} на это поле(я). Например, к объекту могут быть приложены поле механических сил, электрическое поле, магнитное поле, поле теплового потока и/или поле скоростей жидкости или газа. Другие поля {f} можно получить, используя эти первичные поля. Например, акустическое поле можно получить путем объединения поля механических сил и поля скоростей жидкости или газа. Магнитогидродинамическое поле можно получить путем объединения поля скоростей жидкости или газа и магнитного поля. Каждое из вышеупомянутых полей имеет соответствующий потенциал. Эти потенциалы представляют собой смещение, соответствующее полю механических сил, напряжение, соответствующее электрическому полю, потенциал магнитного вектора, соответствующий магнитному полю, температуру, соответствующую полю теплового потока, и потенциал жидкости или газа, соответствующий полю скоростей жидкости или газа.
Следует отметить, что поля, определенные на этапе 21, представляют собой одно или более полей, которые будут прикладываться к объекту при его использовании по назначению. Например, в случае протеза тазобедренного сустава поле может представлять собой механические силы, которые будут прикладываться к протезному бедру после внедрения в тело человека. Например, стрелки на фиг.2А и 2В представляют собой силы (направление и величину), прикладываемые к головке бедра соответственно в положении одной ноги, например при ходьбе, и при вставании со стула. Распределение сил и ориентация основывается на исследованиях in vivo (в живом организме), описанных, например, в работе Ходжи и других "Контактное давление в тазобедренном суставе человека, измеренное in vivo". Труды Национальной академии наук США, т.83, с.2879-2883, 1986 (Hodge et al., "Contact Pressures in the Human Hip Joint Measured In Vivo," Proc. Natl. Acad. Sci. U.S.A., 83, 2879-2883 (1986)). Равнодействующая сила каждой из этих сил составляла приблизительно 2000 Н, причем ориентация изменялась от положения одной ноги при ходьбе до нагрузки при вставании. В качестве другого примера, в случае теплопроводного элемента, поле может представлять собой тепловой поток, который будет прикладываться к объекту при его использовании по назначению. Конечно, к объекту можно прикладывать более одного поля, и каждое из этих полей можно определить на этапе 21. Например, к электрическому проводнику может быть приложено электрическое поле, магнитное поле и поле механических сил при его использовании по назначению.
Потенциал(ы) {х}, определенный на этапе 21, определяет способ, которым изготовитель желает, чтобы объект реагировал при прикладывании к нему определенного поля или полей {f}. В случае протеза тазобедренного сустава определенные потенциалы являются желательными смещениями (которые коррелируют математически с напряжениями) в протезе тазобедренного сустава, когда протез тазобедренного сустава подвергается механическим усилиям, показанным на фиг.2А и 2В, во время ходьбы и при вставании со стула. Если изготовитель желает, чтобы протез тазобедренного сустава реагировал на силы тем же самым способом, как и бедро in vivo, "желательные смещения" в протезе тазобедренного сустава могут, например, соответствовать смещениям, произведенным в бедре in vivo во время ходьбы и при вставании со стула. Фиг.3А изображает бедро in vivo, к которому прикладывается сила 2000 Н, как показано на чертеже, и на фиг.3В представлена таблица результатов измерений смещений, произведенных в точках, обозначенных А, В, С, D, Е, и F на фиг.3А, в ответ на эту приложенную силу. Таким образом, изготовитель, желающий изготовить протез тазобедренного сустава, который реагирует на силу, показанную на фиг.3А тем же самым способом, как и бедро in vivo, будет определять силу {f}, показанную на фиг.3А, и определять смещения {х}, которые представляют собой смещения, представленные в таблице фиг.3В. Аналогично, в случае теплопроводного элемента, к которому прикладывают поле теплового потока, определенные отклики соответствуют требуемым температурам в различных частях теплопроводного элемента, когда прикладывается определенное поле теплового потока. В случае электрического проводника, к которому прикладывают электрическое поле, магнитное поле и поле механических сил, определенные отклики соответствуют желательным смещениям в различных частях проводника, когда прикладывается определенное поле механических сил, желательным потенциалам магнитных векторов в различных частях проводника, когда прикладывается определенное магнитное поле, и желательным напряжениям в различных частях проводника, когда прикладывается определенное электрическое поле.
На этапе 22 используется автоматизированное проектирование для геометрической модели объекта, который требуется изготовить. Геометрическое моделирование - это метод использования вычислительной геометрии для определения геометрических форм объектов. Задачи геометрического моделирования заключаются в представлении объекта, которое дает полное определение объекта для изготовления и других применений, таких как анализ методом конечных элементов, конструирование, которое позволяет пользователю вводить и управлять геометрическими характеристиками объекта, и визуализацию, которое использует геометрию для изображения реальной картины объекта на выходном устройстве компьютерной графики. Исходная геометрическая модель объекта или часть его может, например, основываться на опыте инженера-конструктора или быть обсуждена при использовании по назначению объекта или его части. Например, исходная геометрическая модель или протез тазобедренного сустава основывается на бедре in vivo. Конечно, эту исходную геометрическую модель можно впоследствии изменить для адаптации к человеку, имеющему конкретный рост и/или вес. Исходная геометрия конструкции ручки клюшки для игры в гольф опять-таки известна, то есть цилиндр с заданной длиной и диаметром. Кроме того, эту исходную геометрию конструкции можно изменить с тем, чтобы сделать ручку для игрока в гольф специфической высоты или выполнить ручку, имеющую переменный диаметр, например, более узкий около ударной части клюшки. Подходящие пакеты программ для автоматизированного проектирования (АЛ (CAD)) и осуществления этого геометрического моделирования включают в себя I-DEAS, CATIA и ANVIL-500G. Эти пакеты программ можно выполнять, например, на рабочих станциях, использующих операционную среду Юникс (UNIX), поставляемых, например, компаниями Сан микросистем (Sun Microsystems) или Силикон графике (Silicon Graphics). Конечно, выбор компьютера будет определяться необходимыми вычислительными возможностями, и изобретение не ограничено в этом отношении. Использование таких пакетов программ для комплексного автоматизированного проектирования дает возможность пользователю определять и быстро изменять геометрическую модель объекта или часть его и приводит в результате к выработке данных о геометрии, которые могут быть преобразованы в форматы, используемые на этапе изготовления с помощью компьютера, и/или в форматы, используемые на этапе выполнения метода конечных элементов, этапы которого будут более подробно обсуждены ниже. Следует отметить, что исходная геометрическая модель позволяет изображать данные, полученные в результате сканирования объекта, имеющего требуемую геометрию. Например, исходную геометрическую модель в случае протеза тазобедренного сустава можно получить с использованием рентгеноскопии тазобедренного сустава трупа, например, при помощи сканирующего устройства Сименс Соматом DR3 (Siemens Somatom DR3) или GE 9800 СТ. Эти данные изображения можно преобразовать в формат, используемый в пакете программ для автоматизированного проектирования, или можно непосредственно преобразовать в формат, используемый в пакете программ конечных элементов (например, формат ПАТРАН (PATRAN)), который будет описан ниже.
На этапе 23 получают модель из конечных элементов объекта с использованием метода конечных элементов. Метод конечных элементов основан на теории, по которой объект неправильной формы разбивают на маленькие конечные элементы правильной формы. Каждый элемент можно затем обрабатывать отдельно, и совокупный эффект представляет собой сумму эффектов всех конечных элементов объекта. Конечно-элементную модель создает пользователь, используя при этом соответствующий пакет программ, который работает на основе геометрической модели, разработанной на этапе 22. Таким образом, пакет программ метода конечных элементов в общем имеет доступ к файлу данных, который содержит геометрию объекта, разработанную на этапе 21. Некоторые объединенные пакеты программ, такие как I-DEAS, поставляемые корпорацией SDRC, Инк. (SDRC, Inc.), связывают модули для геометрического моделирования и анализа (методом) конечных элементов так, чтобы пользователь не определял повторно геометрию особенно для анализа конечных элементов. Другие подходящие пакеты программ для выработки модели конечных элементов включают в себя NASTRAN, ABAQUS и ANSYS.
Таким образом, конечно-элементную модель получают путем разбиения геометрической модели объекта на множество элементов и дальнейшего определения узлов на границах элементов. Пример модели в конечных элементах для протеза тазобедренного сустава показана на фиг.4. В модели из конечных элементов объекта можно использовать множество форм элементов. Число и типы выбранных элементов в общем основано на типе поля и геометрии объекта. Пакеты программ различных конечных элементов, идентифицированных выше, в общем включают в себя библиотеки элементов и группы элементов, которые позволяют моделировать области, имеющие определенную геометрическую форму со степенью точности, определяемой пользователем. Таким образом, можно использовать элемент, имеющий размер элемента с заданным значением, или группу элементов переменных элементов, имеющую размер группы заданного значения. Если используются группы элементов, то группу можно повторить по всей модели конечных элементов. Группа может включать в себя элементы, которые имеют различные формы. Например, если объект, который требуется изготовить, будет подвергаться воздействию поперечных сил, то элементы, имеющие формы, которые лучше всего подходят для моделирования поперечных сил, можно использовать и ориентировать по обстановке. Когда эти элементы сгруппированы вместе, они могут определять группу, которую можно повторить, например, в областях, имеющих подобные геометрические формы, и/или которые применяются с подобными силами. Кроме того, элементы с различным размером можно использовать для моделирования частей объекта с критическим допустимым значением. Так называемые суперэлементы можно использовать там, где допустимое значение не является критичным. В основе методики изобретения используется итерационный процесс, как будет обсуждено ниже, если, например, на первой итерации определено, что существует одна или более частей объекта, где значения в узлах не изменяются значительно, в целях вычисления, вторая более поздняя итерация позволяет выработать модель из конечных элементов для объекта, которая включает в себя один или более суперэлементов в этих областях для того, чтобы упростить последующие вычисления.
Модель из конечных элементов завершается определением значений и/или направлений вышеописанных полей {f} и потенциалов {х} в узлах дискретизированного объекта. Кроме того, налагаются любые соответствующие граничные условия.
На этапе 24 программируют пакет программ конечных элементов для решения для матрицы [k] свойств материала с использованием соотношения {f}=[k]{х}. То есть
[k]{х}={f}
[k]{х}{х}-1={х}-1{f}
[k]={х}-1{f}
Так как поле {f} и потенциал {х} были определены на этапе 21, то можно вычислить матрицу [k] свойств материала. Когда {f} - поле механических сил и {х} - сдвиг, то [k] - матрица жесткости. Когда {f} - поле теплового потока и {х} - температура, то [k] - тепловая проводимость. Когда {f} магнитное поле и {х} - вектор магнитного потенциала, то [k] - удельное магнитное сопротивление. Когда {f} - электрическое поле и {х} - напряжение, то [k] - электрическая проводимость. Вычисление матрицы [k] на этапе 14, когда поля и потенциалы были определены способом, описанным на этапах 21, определяет оптимальную или близкую к оптимальной матрицу свойств материала, позволяя изготовителю изготовить объект, имеющий требуемые отклики для специфического приложения, то есть для специфического приложения сил.
Программное обеспечение для получения решения уравнения может включать в себя оптимизатор, стандартную программу анализа нелинейных конечных элементов (АКЭ (FEA)) и контроллер для управления потоком данных между оптимизатором и программой АКЭ. Сразу после выполнения анализа программой АКЭ контроллер посылает данные в оптимизатор для сравнения полученных в результате данных из анализа с требуемыми параметрами модели и допустимыми значениями. Если любой из результатов не находится в области требуемых допустимых значений, то выбранные параметры модифицируются оптимизатором и контроллер затем посылает восстановленные данные обратно в программу АКЭ для выполнения другого анализа. Этот процесс продолжается до тех пор, пока все указанные пользователем параметры модели не окажутся в пределах области допустимых значений, таким образом, пока не установится сходимость.
Способ оптимизации можно применить для обратного вычисления свойств материала с тем, чтобы смещения в выбранных узлах в модели из конечных элементов были по возможности ближе к входным целевым смещениям. Такая проблема называется обратной проблемой. Целевые смещения обычно получают на основе экспериментов. Методика позволяет затем (с учетом модели конечных элементов (КЭ (FE)) систематически регулировать свойства материала с тем, чтобы вычисленные (аналитические) смещения были как можно ближе к экспериментальным смещениям.
Для решения проблемы можно использовать методы нелинейного программирования (НЛП (NLP)). Рассмотрим проблему оптимального проектирования, представленного выше:
Находим (хi, i=1,...,n)
для минимизации f(x)=(Dj E-Dj A)2, j=1,...,n
gk(x)=sk≤sk a, k=1,...,m
При условии xi L≤xi≤xi U,
где xi - i-ая переменная проектирования (например, модуль упругости, коэффициент Пуассона и т.д.),
Dj A - смещение, вычисленное из модели КЭ,
Dj E - целевые смещения (например, экспериментально полученные),
sk - инвариант напряженного состояния (например, фон Мисеса (von Mises)), вычисленный от модели КЭ,
sk a - допустимое (максимальное) значение напряжения,
xi L - нижний предел по переменной проектирования,
xi U - верхний предел по переменной проектирования.
Лучшее решение проблемы оптимального проектирования (если оно существует) получается тогда, когда целевая функция f (x) равна нулю при выполнении всех ограничений gk(x). При (а) шуме во входных данных, (b) ограничениях анализа КЭ и (с) ограничениях численных методов оптимизации эту теоретическую нулевую целевую функцию в общем нельзя получить. Однако методика может получить решение, близкое к этому теоретическому решению.
Способ возможного направления (известный как метод НЛП) можно осуществить и использовать в виде системы программного обеспечения оптимизатора. Нелинейная компьютерная программа КЭ используется для решения модели из конечных элементов. Контроллер используется для считывания входных данных и управления оптимизатора и компьютерной программы нелинейного АКЭ.
Оптимизатор можно также использовать для управления типом решения, которое следует из вышеописанной обработки. Например, систему можно ограничить для того, чтобы найти решение, в котором конечные элементы объема ("воксели") имеют определенную симметрию. Например, систему можно ограничить для того, чтобы найти решение, в котором воксели являются изотропными или поперечно-изотропными. Кость, например, является поперечно-изотропной. Наложение такой симметрии на решения улучшает технологичность путем определения каждого вокселя в терминах свойств (например, коэффициента Пуассона, модуля Юнга), которые являются одинаковыми или имеют определенную симметрию по всему вокселю. В некоторых реализациях систему можно сконфигурировать так, чтобы получить решения для изотропных вокселей, поперечно-изотропных вокселей и для анизотропных вокселей. Действительное решение, используемое для изготовления, можно выбрать при относительно легком управлении технологическим оборудованием для производства требуемого объекта.
На этапе 25 пакет программ анализа конечных элементов используется для получения коэффициентов свойств материала для каждого из элементов в модели из конечных элементов из матрицы [k] свойств материала. В частности, матрица [k] свойств материала, которую вычисляют на этапе 24, является глобальной или объединенной матрицей [k] свойств материала. Коэффициенты свойств материала для конкретного элемента модели из конечных элементов можно получить из такой глобальной или объединенной матрицы, используя булеву функцию местоположения или другую функцию местоположения. Например, как показано на фиг.4, выделяют коэффициенты свойств материала для элемента 601, вслед за которыми получают коэффициенты свойств материала для элемента 602 и так далее. Эту процедуру повторяют для каждого элемента в модели для того, чтобы сформировать последовательность данных, представляющих свойства материала протеза тазобедренного сустава при маленьких приращениях объема.
На этапе 26 полученные коэффициенты свойств материала сравнивают с известными коэффициентами свойств материала в базе или базах данных свойств материала. На фиг.5А изображена одна организация базы данных 700 свойств материала. База 700 данных свойств материала характеризует множество материалов M1-1, M1-2,..., M1-n по средством значений свойств жесткости, таких как модуля Юнга (Е) и коэффициент Пуассона (σ). Например, материал M1-1 может быть алюминием, имеющим модуль Юнга 7,2×1010 Па и коэффициент Пуассона 0,32. Материал М1-2 может быть алюминием, имеющим модуль Юнга 6,9×1010 Па и коэффициент Пуассона 0,35. Материал M1-n может быть чугуном, имеющим модуль Юнга 3,8×1010 Па и коэффициент Пуассона 0,30. Конечно, изобретение не ограничено этими определенными материалами. Каждый из этих материалов M1-1, М1-2,..., M1-n связан соответственно с процессом изготовления и определенными параметрами этого процесса (такими как температура, давление и т.д.), которые позволяют получить материал с соответствующими свойствами жесткости. Аналогично, как показано на фиг.5В, база 701 данных свойств материала может характеризовать множество материалов М2-1, М2-2..., М2-n с помощью значений электрической проводимости (σ'). И снова, каждый из этих материалов М2-1..., М2-n соответственно связан с процессом изготовления и специфическими параметрами того процесса, который позволит получить материал с соответствующей электропроводимостью. Базу данных подобных материалов можно использовать для того, чтобы характеризовать материалы по их тепловой проводимости или удельному магнитному сопротивлению и идентифицировать способ изготовления и параметры изготовления, связанные с каждым материалом.
Таким образом, базы данных свойств материала являются архивами коэффициентов свойств материала с их соответствующим процессом изготовления и параметрами управления процесса изготовления. Такие базы данных создают и поддерживают производители, правительственные агентства и научно-исследовательские институты. Например, когда материал, такой как металл, пластмасса или композитный материал, создают с использованием специфического технологического процесса, его свойства можно определить с помощью стандартных способов тестирования, таких как способы тестирования ASTM. После того как эти свойства были определены, набор технологических параметров, таких как температура, давление и так далее, которые использовались для создания материала, имеющего эти свойства, коррелирует с материалом с тем, чтобы можно было воспроизводить этот материал в будущем.
Сравнение на этапе 26 между полученными коэффициентами свойств материала и базой данных свойств материала используется для того, чтобы определить, какой материал в базе данных имеет свойства материала, совпадающие или почти совпадающие со свойствами, которые соответствуют полученным коэффициентам свойств материала. Таким образом, как показано на фиг.4, сравнение приводит к идентификации первого набора технологических параметров, которые позволяют выполнить часть протеза тазобедренного сустава, соответствующего элементу 601 с требуемыми свойствами жесткости, к идентификации второго набора технологических параметров, которые позволяют выполнить часть протеза тазобедренного сустава, соответствующего элементу 602, и так далее. Вышеописанные сравнения можно выполнить, например, используя базу знаний, имеющую базу данных фактов для хранения полученных данных коэффициентов свойств материала для каждого из элементов (например, элементов 601, 602 и так далее (фиг.4)) и данные свойств материала из базы данных, и базу данных правил, содержащую правила для сравнения и согласования извлеченных данных свойств материала для каждого из элементов и данных свойств материала из базы данных. Уровень согласования (отождествления) (например, точное согласование, приблизительное согласование) является специфическим для прикладной задачи и относится, между прочим, к тому, какое имеется допустимое значение. Если объект, который требуется изготовить, является критическим компонентом, то желательно очень близкое или точное согласование. Если объект, который требуется изготовить, является некритическим компонентом, то соответствующие критерии могут быть менее строгими. Другие критерии, такие как стоимость и имеющееся технологическое оборудование, позволяют также определить уровень отождествления. Таким образом, выполняя этап 26, определяют наборы параметров управления технологическим процессом для каждой и любой части объекта.
На этапе 27 определенные наборы параметров управления технологическим процессом упорядочивают или устанавливают последовательность для определения параметров управления технологического процесса, которые необходимы для изготовления объекта. Параметры управления изготовлением можно использовать для осуществления числового программного управления технологическим оборудованием, которое используется для изготовления объекта. Числовое программное управление относится к использованию кодированной цифровой информации при автоматическом управлении технологическим оборудованием. Для станочных автоматизированных систем это может относиться к подаче режущего инструмента или движению части, формируемой напротив вращающегося инструмента. Процесс наложения композиционного материала, который позволяет сформировать более легкую конструкцию и является альтернативой механической обработке металлических частей, можно также реализовать с использованием числового программного управления. Необходимую геометрию и описание движения для изготовления объекта можно затем запрограммировать с использованием языка для числового программного управления общего назначения с тем, чтобы создать данные для управления процессом изготовления. Одним таким языком является программа процессора числового программного управления APT-AC (поставляемая корпорацией АйБиЭм, Армонк, Нью-Йорк (IBM Corporation, Armonk, N.Y.)). Процессор APT-AC представляет собой компьютерную прикладную программу, которая имеет вид входных операторов языка, сориентированных на пользователя, которые описывают операции числового программного управления, которые необходимо выполнить. Постпроцессор позволяет дополнительно обработать данные управления процессом изготовления, чтобы адаптировать информацию для определенного технологического процесса. На этапе 28 постобработанные данные подают в устройство автоматизированного производства, которое использует поданные данные для управления изготовлением объекта. Данные, которые поступают в устройство автоматизированного производства, управляют устройством автоматизированного производства для синтеза объекта, который имеет требуемые определенным образом вычисленные свойства материала. Например, предположим, что изготовление производится с использованием оплеточного станка для получения композиционного материала. Во время процесса ткачества композиционного материала и при управлении скоростью различных частей станка с помощью компьютера можно управлять плотностью переплетения. Чем плотнее переплетение, тем выше жесткость (ниже гибкость). Например, в случае протеза тазобедренного сустава требуются области как с высокой, так и с низкой жесткостью.
При использовании геометрической модели и полученных коэффициентов свойств материала можно управлять технологическим процессом и особенно плотностью переплетения для обеспечения области высокой жесткости (например, области, определенной элементом 601 на фиг.4) и области с низкой жесткостью (например, области, определенной элементом 603 на фиг.4). При соответствующем управлении технологическим процессом в соответствии со способом изобретения можно получить протез тазобедренного сустава, который реагирует на приложенные нагрузки способом, который по существу идентичен способу, в котором тазобедренный сустав человека реагировал бы на ту же самую приложенную нагрузку. Такой протез можно разработать со специфическими характеристиками чувствительности для конкретного человека.
Вышеописанный способ обычно выполняют в виде этапов повторяющегося процесса. Например, результаты исходной итерации в общем показывают, что волоконный композиционный материал, изготовленный с использованием оплеточного станка, обеспечивает лучшее согласование с полученными коэффициентами свойств материала при использовании по назначению. Таким образом, на второй последующей итерации можно изменить модель из конечных элементов, принимая в расчет наименьший инкрементный объем, который можно управляемым способом оплести с использованием оплеточного станка, управляемого с помощью компьютера. Предпочтительно, чтобы каждый из элементов в модели из конечных элементов соответствовал не меньше, чем наименьшему инкрементному объему, который можно изготовить управляемым способом с использованием метода изготовления, с помощью которого необходимо изготовить объект. Например, для процесса плетения, использующего оплеточный станок, наименьший объем, который можно управляемым способом оплести, составляет приблизительно один кубический миллиметр. Другими словами, шаблон плетения можно изменять управляемым способом для получения объекта, имеющего физические или конструктивные свойства, которые можно менять примерно через кубический миллиметр. Этот наименьший инкрементный объем будет, конечно, изменяться в соответствии с технологическим процессом или выбранной технологией и, кроме того, может зависеть от имеющегося технологического оборудования. Таким образом, хотя наименьший инкрементный объем, который можно оплести на современном оплеточном станке, составляет один кубический миллиметр, не обязательно, чтобы все оплеточные станки были способны к такой работе. Соответственно, в таких случаях наименьший инкрементный объем определяется характеристиками имеющегося оплеточного станка. Очевидно, что, так как технологии изготовления улучшаются и меньшие инкрементные объемы можно изготовить управляемым способом, способ согласно настоящего изобретения можно использовать с измененными размерами или различными по форме элементами.
Математический подход способа изобретения применим и для других типов процессов изготовления, отличающихся от изготовления композиционных материалов, например для изготовления металлов, пластмасс и керамики. Способ согласно изобретению также применим и для изготовления объектов на основании их необходимых реакций на тепло и электрический ток. Короче говоря, способ согласно изобретению можно использовать для любого технологического процесса с управлением от электронной вычислительной машины, где требуется точность изготовления с управлением по объему.
Способ по настоящему изобретению особенно применим в случае, когда требуется повышенная эффективность объекта. При традиционном изготовлении акцент делается на точном получении геометрии объекта без сколь-либо значительного, если это необходимо, управления во всей внутренней структуре этой геометрии. Согласно способу по изобретению матрица материала неизвестна, и для оптимизации матрицы свойств материала можно выполнять итерационный процесс при сохранении фиксированной геометрии.
Таким образом, согласно настоящему изобретению входные параметры любого процесса могут точно изменяться для создания объекта с точно определенной матрицей свойств материала. Так как производство продолжает улучшаться, вышеописанный способ будет применим даже в случаях, когда наименьший инкрементный объем, который можно изготовить управляемым способом, будет уменьшаться в размерах.
На фиг.6 изображены различные функциональные модули, которые можно использовать для осуществления методики по настоящему изобретению. Модуль 801 автоматизированного проектирования (АЛ) представляет собой программу трехмерной графики для определения геометрической модели. Такое определение геометрической модели включает в себя точки, точно определяющие местоположение конструкции объекта в трехмерной системе координат. Это можно выполнить с помощью графического пакета программ, используя, например, координаты X, Y и Z и соответствующие векторы местоположения там, где это необходимо. Пакет программ трехмерной графики использует соответствующие структуры данных для определения конкретных точек в базе данных графической программы. Используя алгоритмы в графической программе, можно определить и задать другие точки в объекте. В графической программе предпочтительно используются соответствующие векторные и матричные подпрограммы, посредством которых объект можно поворачивать или при необходимости перемещать в памяти компьютера, и можно задавать размеры объекта, посредством чего координаты для любой одной точки известны по отношению к другим точкам. Как отмечено выше, подходящие пакеты программ автоматизированного проектирования включают в себя I-DEAS, CATIA и ANVIL 5000.
Модуль 802 конечных элементов используется для выработки модели из конечных элементов объекта исходя из данных, сохраненных в базе данных графической программы. Модуль 802 конечных элементов представляет собой пакет программ для разбиения объекта, проектируемого с использованием модуля 801 автоматизированного проектирования, на множество элементов и для выражения одной или более неизвестных переменных поля в терминах принятых аппроксимирующих функций в пределах каждого элемента. Модуль 802 конечных элементов запрограммирован на вычисление оптимальных свойств материала для каждых элементов, как обсуждено выше. Подходящие пакеты программ для модуля 802 конечных элементов включают в себя NASTRAN, ABAQUS и ANSYS.
Модуль 803 базы данных материалов представляет собой архив или архивы коэффициентов свойств материала с их соответствующим технологическим процессом и параметрами управления технологическим процессом. Таким образом, архивы связывают свойства материалов с технологическим процессом и параметрами технологического процесса, который используется для создания материалов.
Модуль 804 сравнения производит сравнение свойств материала, определенных с использованием модуля 802 конечных элементов, с данными материала, находящимися в модуле 803 базы данных материала для того, чтобы определить: (1) какой материал имеет свойства материала, совпадающие или почти совпадающие со свойствами материала, определенными с использованием модуля 802 конечных элементов, и (2) какой технологический процесс и параметры технологического процесса связаны с этим согласованным материалом. Модуль 804 сравнения можно реализовать, например, с помощью базы знаний, имеющей базу данных фактов для хранения данных свойств материала из модуля 802 конечных элементов и данных свойств материала из модуля 803 базы данных материала и базу данных правил, содержащей правила для сравнения и согласования данных свойств материала из модуля 802 конечных элементов и данных свойств материала из модуля 803 базы данных материала.
Модуль 805 изготовления транслирует и устанавливает последовательность технологических параметров, полученных из модуля 804 сравнения, для подачи команд по изготовлению на станок для изготовления объекта при наличии геометрии, определенной с использованием модуля 801 автоматизированного проектирования. Изготовление объекта можно выполнить на станке, который подходит для конкретного материала. Например, металлы можно изготовить путем воспроизведения геометрии поверхности (точки поверхности в пространстве), композиционные материалы можно изготовить путем управления конфигурацией переплетения и выбором волокна, а полимеры можно изготовить с помощью выбора химических веществ, температуры и давления. Автоматизированное проектирование с использованием компьютера при изготовлении позволяет быстро отрегулировать станки для изменения технологического процесса с одного объекта на следующий или в пределах различных областей одного объекта.
Вышеописанные модули можно выполнить отдельно или в виде интегрированного блока. Система ИОУ и процесс предусматривает компьютерную обработку, которая помогает в инженерных работах. Компьютерная обработка используется повсюду при проектировании, анализе и изготовлении узла или сборки. На стадиях проектирования и анализа система предпочтительно сконфигурирована так, чтобы было возможным визуальное наблюдение за изменением механических свойств, таких как напряжение и деформация, при изменениях свойств материала. Это выполняют путем итерационного решения свойств материала, дальнейшего решения механических свойств и отображения обоих результатов в режиме, близком к реальному времени для каждой итерации. Это затем используют для определения оптимальных свойств материала в элементе или группе элементов. Во время изготовления система используется для определения структуры материала, такого как выбор волокна и композиционных материалов, объем волокна и ориентация волокна.
Во время предварительной обработки и последующей обработки система предпочтительно обеспечивает смотровое окно, которое показывает трехмерные модели из конечных элементов со свойствами каждого элемента, воспроизводимого с различными цветами. Эта модель изображается в виде каркаса, невидимой линии или тела. Имеется также возможность визуализации объема результатов анализа методом конечных элементов. Результаты, например модуль Юнга или коэффициент Пуассона, для каждого элемента передают в программное обеспечение. Система затем интерполирует результаты по каждому трехмерному элементу и назначает цветовое значение из спектра, который представляет диапазон значений требуемого свойства материала. Эти данные затем переводят в сетчатое изображение геометрии модели из конечных элементов. Значения прозрачности назначают элементам для учета внутренних элементов, которые необходимо рассмотреть. Система обладает способностью преобразовывать из оригинальных форматов файлов из инструментов CAD/CAM ("автоматизированного проектирования/автоматизированного производства") и АКЭ, таких как ABAQUS, NASTRAN, I-DEAS и Unigraphics, а также стандартных форматов файлов, таких как IGES. Многие из файлов, которые используются при обмене из различных пакетов, являются текстовыми ASCII-файлами. Трансляторы преобразовывают различные файлы на текстовой основе из одной формы в другую, таким образом объединяя пакеты независимо от пользователя.
На стадии анализа система управляет обменом данных между обработкой АКЭ и оптимальной обработкой. Результаты после каждой итерации можно направлять в постпроцессор и рассматривать почти в режиме реального времени. Данные, которые участвуют в обмене, имеют формат ASCII, и код программного обеспечения анализирует текстовые файлы и преобразовывает формат файла в формы, которые необходимы для отдельных пакетов. Система предпочтительно включает в себя ГИП (графический интерфейс пользователя, GUI), который позволяет пользователю управлять данными. К тому же система, предпочтительно, позволяет выводить результаты каждой итерации наблюдателю в режиме реального времени. Эта особенность не только учитывает моделирование "конечных результатов", но также и моделирование "промежуточных решений".
Система также включает в себя базу данных для хранения данных испытаний композиционных материалов. База данных на основе ЯСЗ (язык структурированных запросов, SQL) включает в себя запросы пользователя, которые предусматривают автоматическое восстановление оптимальных значений свойств материала для детали, и рекомендует оптимальный способ изготовления и параметры. Объектно-ориентированный подход создает структуру данных, которая динамическим способом выделяет память и позволяет осуществлять обмен большого количества данных. Этот способ гарантирует модульное наращивание при поддержании высокого уровня производительности.
На фиг.7 изображено вычислительное оборудование, используемое для выполнения вышеописанных технологических процессов, осуществляемых при помощи компьютера. Различные процессы можно выполнить на одном или различных компьютерах. Система 1201 включает в себя модуль 1203 обработки и системную память 1205. Системная шина 1207 связывает различные компоненты системы, включающие в себя системную память 1205 с модулем 1203 обработки. Системная шина 1207 может быть любой из нескольких типов структур шин, включая шину памяти или контроллер памяти, шину периферийных устройств и локальную шину, используя любую из широкого разнообразия архитектур шин. Системная память 1207 включает в себя постоянное запоминающее устройство (ПЗУ (ROM)) 1252 и оперативное запоминающее устройство (ОЗУ (RAM)) 1254. Базовая система ввода/вывода (БСВВ (BIOS)) 1256, содержащая базовые подпрограммы, которые помогают осуществлять передачу информации между элементами внутри компьютерной системы 1201, например, во время запуска, сохраняется в ПЗУ 1252. Система 1201 дополнительно включает в себя различные дисководы и связанные с ними носители информации, считываемые с помощью компьютера. Дисковод 1209 жесткого диска осуществляет считывание с и запись на (обычно установленный) жесткий магнитный диск 1211. Дополнительный (в зависимости от потребности) дисковод 1213 магнитных дисков осуществляет считывание с и запись на сменный "гибкий диск" или другой магнитный диск 1215. Дисковод 1217 оптических дисков осуществляет считывание и в некоторых конфигурациях запись на сменный оптический диск 1219, такой как КД ПЗУ (CD ROM), или на другие оптические носители информации. Дисковод 1209 жесткого диска и дисковод 1217 оптических дисков подсоединяются к системной шине 1207 с помощью интерфейса 1221 дисковода жесткого диска и интерфейса 1225 дисковода оптических дисков соответственно. Дисководы и связанные с ними носители информации, считываемые с помощью компьютера, обеспечивают энергонезависимое хранение команд, считываемых при помощи компьютера, структур данных, программных модулей и других данных для компьютерной системы 1201. В других конфигурациях можно также использовать и другие типы носителей информации, считываемых при помощи компьютера, на которых можно хранить данные, к которым может осуществляться доступ с помощью компьютера (например, магнитные кассеты, платы флеш-памяти, цифровые видеодиски, кассеты Бернулли, оперативные запоминающие устройства (ОЗУ), постоянные запоминающие устройства (ПЗУ) и т.п.).
Ряд программных модулей можно хранить на жестком диске 1211, сменном магнитном диске 1215, оптическом диске 1219 и/или ПЗУ 1252 и/или ОЗУ 1254 системной памяти 1205. Такие программные модули могут включать в себя операционную систему, обеспечивающую графические и звуковые ИПП (интерфейсы прикладного программирования (API)), одну или более прикладных программ, другие программные модули и программные данные. Пользователь может вводить команды и информацию в компьютерную систему 1201 через устройства ввода, такие как клавиатура 1227, указательное устройство 1229, микрофоны, джойстики, контроллеры игр, спутниковые антенны, сканеры или подобные. Эти и другие устройства ввода можно подсоединить к модулю 1203 обработки через интерфейс 1231 последовательного порта, который связан с системной шиной 1207, но можно и подсоединить с помощью других интерфейсов, таких как параллельный порт, высокоскоростная локальная шина "Fire wire" или универсальная последовательная шина (УПШ (USB)). Монитор 1233 или другой тип устройства отображения также подсоединен к системной шине 1207 через интерфейс, такой как видеоадаптер 1235.
Система 1201 может также включать в себя модем 1154 или другие средства сетевого интерфейса для установления связи по сети 1152, такой как Интернет. Модем 1154, который может быть внутренним или внешним, подсоединен к системной шине 123 через интерфейс 1231 последовательного порта. Можно также предусмотреть сетевой интерфейс 1156, который позволяет системе 1201 поддерживать связь с удаленным вычислительным устройством 1150 (например, с другой системой 1201) через локальную вычислительную сеть 1158 (такую связь можно осуществить через глобальную сеть 1152, другой канал связи, такой как вызов по номеру, или другие средства связи). Система 1201 будет обычно включать в себя другие периферийные устройства вывода, такие как принтеры и другие стандартные периферийные устройства.
В одном примере видеоадаптер 1235 может включать в себя набор микросхем конвейерной обработки для трехмерной графики, обеспечивающей быстрое пространственное изображение в ответ на команды трехмерной графики, выпускаемой на основании стандартных средств взаимодействия прикладных программистов с трехмерной графикой, таких как Direct X 7.0 фирмы Майкрософт (Microsoft's DirectX 7.0) или другой версии. Набор стереогромкоговорителей 1237 также подсоединяется к системной шине 1207 через интерфейс для формирования звука, такой как известная "звуковая плата", обеспечивающий поддержку аппаратных средств и встроенного программного обеспечения для формирования высококачественного стереофонического звука на основании звуковых команд, передаваемых по шине 1207.
На фиг.8 представлена схема управляющего компьютера для обобщенного управляющего компьютера, использующего управляющий компьютер 950. Управляющий компьютер загружается командами изготовления, вырабатываемыми модулем 805 изготовления (фиг.6). Информация, такая как скорости основания оплеточного станка, натяжение волокна, температура, давление и так далее, поступает от датчиков 952 станка в цифровой форме (вкл./выкл., открыто/закрыто) или аналоговой форме (напряжение). Аналоговые входные сигналы преобразовываются в цифровое представление данных с помощью аналого-цифрового преобразователя 953 управляющего компьютера 950. Управляющий компьютер 950 включает в себя процессор 960 для анализа информации, поступающей от датчиков 952, и выработки сигналов, которые подаются на исполнительные механизмы 954 для регулировки установочных параметров станка в соответствии с технологическими командами загрузки. Кроме аналоговых и цифровых сигналов можно предусмотреть импульсные выходные сигналы для привода шаговых двигателей, часто используемых со станками и другим оборудованием. Конечно, специфические особенности управляющего компьютера 950 будут зависеть от используемого станка. Подробности об управляющих компьютерах, используемых в процессе изготовления поверхности, можно найти, например, в вышеупомянутом тексте Бедвоса (Bedworth).
Как описано выше, ИОУ обеспечивает возможность управления требуемыми характеристиками свойств материала по всей структуре. ИОУ увеличивает по существу возможности по адаптации обычных композиционных материалов. Вместо управления свойствами в продольном и поперечном направлениях всей структуры в целом путем изменения в осевом направлении отдельных слоев ИОУ позволяет управлять и изменять механические, электромагнитные и тепловые характеристики во всех трех направлениях с точностью воспроизведения порядка одного кубического миллиметра. Кроме того, технологический процесс предусматривает получение точной трехмерной структуры, а не толщины, которая образуется путем наложения двухмерных слоев. Поэтому расслоение и скалывание между слоями не вызывает особого беспокойства в процессе проектирования.
Изменение свойств по всей структуре можно выполнить несколькими способами (например, путем управления объемом волокна на отдельных уровнях, управления объемом матрицы, изменения типа волокна/матрицы в процессе изготовления, изменения ориентации волокна и различной степени вулканизации во время укладки).
Точно так же, как и в известном процессе ламинирования композиционного материала, изменять свойства можно путем изменения объема волокна. ИОУ позволяет управлять объемом волокна на отдельном уровне волокна внутри структуры путем изменения либо числа волокон, либо величиной матрицы на определенной площади. Волокна добавляют или удаляют из жгута при укладке волокна по месту.
С другой стороны, количество материала матрицы, помещаемого со жгутом волокон, можно увеличить или уменьшить. Это управление матрицей выполняют двумя способами. Первый способ включает в себя укладку двухкомпонентного волокна. Двухкомпонентное волокно представляет собой волокно, которое помещено в материал матрицы. Толщиной оболочки можно управлять во время укладки волокна, таким образом обеспечивая очень специфическое управление объемом волокна. Во втором способе используется смешанная стеклопряжа волокна и матрицы. При добавлении или извлечении жгутов волокна управляют количеством стеклопряжи матрицы.
Другой способ управления свойствами материала заключается в изменении волокна и/или выборе матрицы по всей структуре в процессе изготовления. Он учитывает комбинации волокон в пределах одной и же структуры. При добавлении или извлечении из жгута волокна можно получить довольно непрерывный переход материала, что приводит практически к непрерывному градиенту свойств материала. Например, для структуры, изготовленной с использованием процесса ИОУ, может потребоваться углеродистое волокно для достижения специфических механических свойств материала. Однако только один конец структуры может подвергаться высокому усилию растяжения. В известных способах для изготовления целиком всей структуры может использоваться высокоэффективный углеродный препрег. Однако при использовании ИОУ структуру изготавливают так, что по всей структуре используется высокоэффективное углеродное волокно высокой стоимости, но с уменьшающимся объемом волокна к ненесущему концу. Это может быть более рентабельно, несмотря на использование высокоэффективного углеродного волокна только на нагруженном конце. Во всей оставшейся части структуры высокоэффективный углерод постепенно заменяют на низкоэффективное углеродное волокно, которое имеет подобные механические свойства. Известные способы изготовления композиционных материалов не позволяют выполнить такую бесшовную замену рентабельным способом. Другим примером полезности этого способа может быть крыло самолета, изготовленное из композиционного материала. Внешняя обшивка крыла должна быть толерантной к повреждениям и способной противостоять маленьким воздействиям без расслаивания. Та же самая способность не требуется внутри крыла. Таким образом можно изготовить, например, крыло, которое имеет высокое отношение кевлара к углероду на внешней обшивке для амортизации воздействий. Трехмерное упрочение, которое является неотъемлемым в способе ИОУ, также помогает задержать расслаивание после воздействия. Кевлар постепенно заменяется на углерод при изготовлении внутренних секций крыла. Кроме того, этот способ будет более рентабельным по сравнению с современными попытками изготовления всего крыла из комбинации углерод/кевлар.
Как и в известных способах изготовления композиционных материалов ИОУ позволяет изменять ориентацию волокна внутри структуры в процессе изготовления. Отличие ИОУ заключается в том, что для получения оптимальных свойств материала предварительно вычисляют ориентацию волокна, и волокно изготавливают, соответственно, в уникальных конечных объемах. Так как в способе ИОУ предварительно вычисляют точную ориентацию волокна, ориентации волокна будут более повторяемыми и могут быть более точными, чем основные 0,90, +/-45, +/-60 наслаивания, используемые в известных композиционных слоистых материалах.
Дополнительный способ подгонки свойств матрицы заключается в том, чтобы управлять степенью вулканизации матрицы во время укладки. Он включает в себя такие методы, как электронно-лучевую вулканизацию, вулканизацию токами сверхвысокой частоты и вулканизацию энергией сфокусированного инфракрасного излучения.
После выбора материалов, объемов волокна и способа вулканизации процесс ИОУ позволяет изготовить структуру с помощью одного из нескольких способов.
Один способ заключается в изготовлении изделий по техническим условиям заказчика по технологии быстрого создания прототипа (БСП). В настоящее время методы БСП (RP), такие как формование при осаждении из расплава (ФОР (FDM)), используются только для построения опытных образцов изделий, а не серийных изделий. По этой причине материалы, используемые в этом оборудовании, ограничены воском и нетехническими пластмассами. При некоторой модификации можно использовать оборудование для быстрого создания прототипа для того, чтобы укладывать термопластмассы, армирующие волокна, эпоксидные смолы и тому подобное для создания серийных изделий, а не только опытных моделей.
Оборудование можно также модифицировать для укладки сразу нескольких типов материалов, вплоть до отдельных волокон. Можно предусмотреть механизмы, обеспечивающие возможность создания двухкомпонентных волокон во время укладки в структуру. Коммерческое ФОР оборудование уже имеет управление и точность, требуемую для ИОУ и изменения свойств материала в масштабе одного кубического миллиметра.
Другим способом изготовления является плетение. Плетение только начинает свое вторжение в коммерческий сектор. Исследование и обзор промышленности показывают, что процесс ограничен плетением сухих волокон, в которые затем вводят смолу. Однако, если процесс плетения связан с двухкомпонентными волокнами или смешанными пряжами, то процесс введения смолы, который не является очень последовательным, становится ненужным. Кроме того, процесс введения смолы не предусматривает специфического управления объемом волокна. Плетение матрицы с волокном допускает такое управление. Процесс плетения имеет также хорошие перспективы для дальнейшего развития, так как его можно использовать для получения действительно трехмерного армирования.
Любое применение, патент, технический документ, учебник или другую публикацию, упомянутую здесь, следует рассматривать в качестве ссылки в отношении любого предмета обсуждения, который является существенным в настоящем раскрытии.
Хотя выше были описаны различные варианты осуществления настоящего изобретения, следует понимать, что они были представлены посредством примера, а не ограничения. Таким образом, объем и форма настоящего изобретения не должны быть ограничены ни одним из вышеописанных примеров вариантов осуществления, но должны быть определены только в соответствии со следующими пунктами формулы изобретения и их эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕКТОВ, ИМЕЮЩИХ ОПТИМИЗИРОВАННЫЕ ХАРАКТЕРИСТИКИ ОТКЛИКА | 2003 |
|
RU2343527C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЗАМЕЩЕНИЯ КОСТНОЙ ТКАНИ И ЭНДОПРОТЕЗЫ СУСТАВОВ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО | 2017 |
|
RU2684409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ, ОБЛАДАЮЩИХ ПОВЫШЕННОЙ ПРОЧНОСТЬЮ | 2006 |
|
RU2432258C2 |
| СПОСОБ И УСТРОЙСТВО ЦИФРОВОЙ РЕКОНСТРУКЦИИ РЕПРЕЗЕНТАТИВНОГО ЭЛЕМЕНТАРНОГО ОБЪЕМА МИКРОСТРУКТУРЫ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2670385C2 |
| ЧАШКА ЭНДОПРОТЕЗА ТАЗОБЕДРЕННОГО СУСТАВА | 2017 |
|
RU2668130C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗНАЧЕНИЙ МОДУЛЯ УПРУГОСТИ И ЕГО РАСПРЕДЕЛЕНИЯ В КОНСТРУКТИВНЫХ ЭЛЕМЕНТАХ, ОБЛАДАЮЩИХ НЕОПРЕДЕЛЁННЫМИ СВОЙСТВАМИ ПРОЧНОСТИ | 2013 |
|
RU2542918C1 |
| СТАТИСТИЧЕСКАЯ ТОМОГРАФИЧЕСКАЯ РЕКОНСТРУКЦИЯ НА ОСНОВЕ ИЗМЕРЕНИЙ ЗАРЯЖЕННЫХ ЧАСТИЦ | 2007 |
|
RU2468390C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ВЫДАЧИ ДЛЯ ГЕРМЕТИЗАЦИИ ШВА МЕЖДУ СТЕНОВЫМИ ПЛИТАМИ С ПОМОЩЬЮ ЛЕНТЫ | 2015 |
|
RU2683429C2 |
| КЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОСТОЯЩИЙ ИЗ ОКСИДА АЛЮМИНИЯ И ОКСИДА ЦИРКОНИЯ В КАЧЕСТВЕ ОСНОВНЫХ КОМПОНЕНТОВ | 2010 |
|
RU2592319C2 |
| КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ | 2013 |
|
RU2622306C2 |




Способ изготовления объекта, имеющего реакцию {х}, который вырабатывается в ответ на физическое поле {f}, прикладываемое к нему. Технический результат - повышение точности при изготовлении объекта. Формируют компьютерную математическую модель объекта путем дискретизации геометрической модели объекта на множество конечных элементов и определения значений для поля {f} и реакции {х} по отношению к конечным элементам. Затем определяют свойства материала конечных элементов, которые могут иметь специфическую симметрию, и вычисляют матрицу [k] свойств материала на основании соотношения {f}=[k]{x}. Коэффициенты свойств материала получают из матрицы [k] свойств материала для каждого конечного элемента в математической модели, и полученные коэффициенты свойств материала сравнивают с коэффициентами свойств материала для известных материалов, чтобы отождествить полученные коэффициенты свойств материала с известными материалами. Технологические параметры для управления технологическим оборудованием определяют на основании коэффициентов отождествленных свойств материала, и технологическим оборудованием управляют в соответствии с определенными технологическими параметрами, чтобы таким образом изготовить объект. 19 з.п. ф-лы, 11 ил.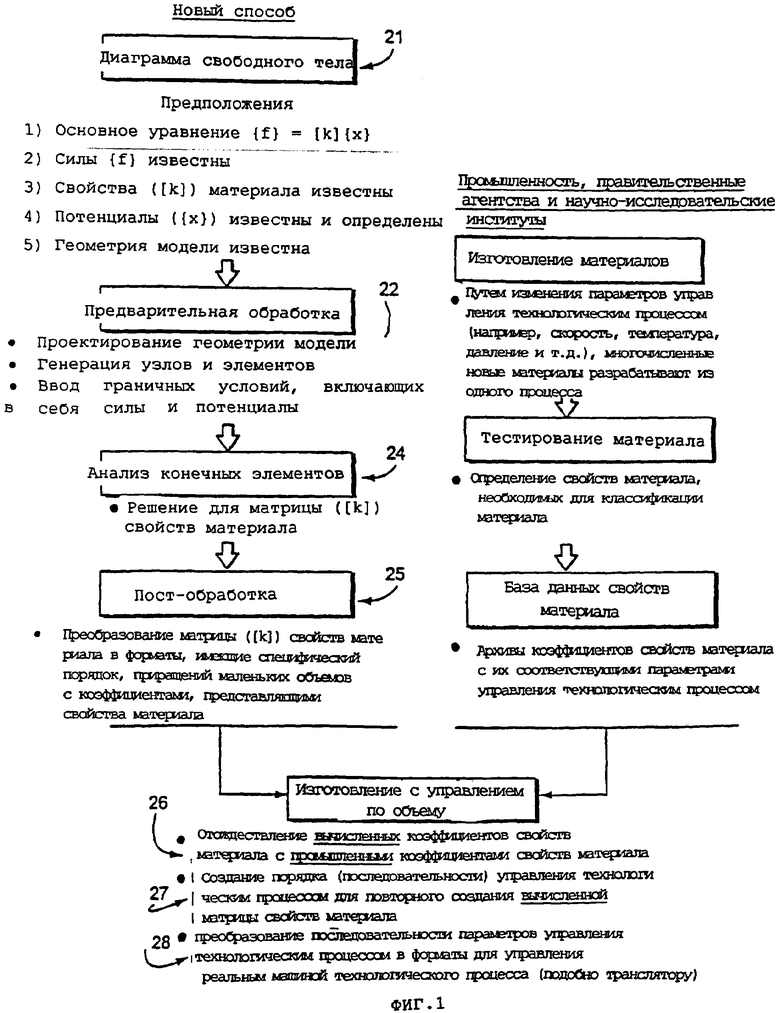
| RU 97115450 А, 10.07.1999 | |||
| US 5594651 A, 14.01.1997 | |||
| US 5683243 A, 04.11.1997 | |||
| US 5796617 А, 18.08.1998. |

