Изобретение относится к способу производства компонента из керамических материалов.
Технология производства многослойной керамики предназначена для реализации многослойных керамических компонентов и микросистем. В дополнение к формированию керамических компонентов с применением простых повторяющихся единиц, например, из одних и тех же керамических одиночных пленок с поверхностными электродами для многослойных конденсаторов и пакетных приводов, компоненты на многослойной основе также могут представлять собой очень сложные трехмерные структуры. Областями их применения являются, например, сенсорные системы, автомобильная промышленность, телекоммуникации, медицинская техника и биоинженерия. Низкотемпературную совместно обжигаемую керамику (low temperature cofired ceramics (LTCC), спекание при T<1000°С) и высокотемпературную совместно обжигаемую керамику (high temperature cofired ceramics (НТСС), спекание при Т>1000°С) используют в качестве базовых пленок в указанных применениях.
Формирование многослойных компонентов в соответствии с фиксированным процессом является общим для всех применений. После резки до требуемых размеров «зеленых», то есть неспеченных, одиночных пленок, могут быть сформированы сквозные отверстия и, возможно, дополнительно требуемые отверстия для полостей, от слоя к слою. Затем следует металлизация сквозных отверстий с помощью процесса трафаретной печати, а также печать одиночных пленок с необходимыми функциональными структурами, такими как проводящие дорожки или электрические резисторы. Последующими стадиями процесса являются пакетирование одиночных пленок, изготовленных таким образом, и их прессование при повышенных температурах (70°С - 90°С). При последующем совместном обжиге материалов, включенных в многослойный компонент, многослойная структура уплотняется и приобретает требуемые функциональные свойства.
В дополнение к электрическим функциональным единицам также могут быть сформированы неэлектрические элементы, например, каналы и камеры для прохождения или смешивания текучих сред или мембраны или механические пружины для измерения давления и силы.
Конфигурация необходимых неэлектрических функциональных элементов с имеющимися в наличии диэлектрическими базовыми пленками является общей для всех таких применений. Поскольку толщина указанных имеющихся в наличии базовых пленок составляет приблизительно от 50 мкм до 250 мкм, структурное разрешение, то есть миниатюризация, которая может быть получена, ограничена.
Поэтому целью изобретения является создание способа производства компонента из керамических материалов, с помощью которого компоненты могут быть дополнительно миниатюризированы.
Способ производства компонента из керамических материалов по настоящему изобретению имеет признаки, указанные в п. 1 формулы изобретения. Предпочтительные воплощения и дальнейшие усовершенствования настоящего изобретения могут быть реализованы с использованием признаков, указанных в зависимых пунктах формулы изобретения.
В способе производства компонента из керамических материалов по настоящему изобретению множество слоев наносят на основной корпус с помощью трафаретной печати или шаблонной печати, причем указанные слои сформированы из керамического материала, в каждом случае в определенном расположении один над другим, в виде суспензии или пасты, в которую включены порошкообразный керамический материал и по меньшей мере одно связующее. При этом формируют по меньшей мере одну область внутри по меньшей мере одного слоя, имеющего определенную толщину и геометрическую форму и состоящего из дополнительного порошкообразного материала, который может быть удален при термической обработке и который также наносят в виде суспензии или пасты с помощью трафаретной печати или шаблонной печати.
Керамические слои могут быть сформированы из LTCC, НТСС, оксида алюминия, оксида циркония, упрочненного оксидом алюминия оксида циркония (ATZ), упрочненного оксидом циркония оксида алюминия (ZTA), нитрида алюминия и/или нитрида кремния, имеющих электроизолирующие или ионно-проводящие свойства. Дополнительный материал также можно назвать разрушаемым материалом.
В альтернативном способе по настоящему изобретению области, в которые введен дополнительный материал, могут быть сформированы внутри по меньшей мере одного слоя, имеющего определенную толщину и геометрическую форму, например, с помощью штамповки и/или лазерной абляции.
Электрически функционирующие структуры, состоящие из электропроводящего или полупроводящего материала, могут быть нанесены на и/или сформированы на и/или в по меньшей мере одном из керамических слоев перед нанесением дополнительного керамического слоя. Электрически функционирующие структуры могут быть выполнены в виде электрических электродов или проводящих дорожек, электрических резисторов и/или катушечных устройств или конденсаторных устройств.
Слоистую структуру спекают при термической обработке, при этом происходит удаление (выгорание) дополнительного материала и органических компонентов, и образуется по меньшей мере одна полость, имеющая определенные размеры по ширине, длине и высоте. Термическую обработку можно проводить в температурном диапазоне от 500°С до 1800°С.
Каналы, камеры, мембраны и/или механические пружины могут быть сформированы вместе с полостью, образованной внутри компонента. Мембраны при этом могут быть сформированы с усилениями и/или буртиками, расположенными локально определенным образом, и с размерами, заданными определенным образом.
Слои, имеющие толщину в диапазоне от 10 мкм до 50 мкм, предпочтительно в диапазоне от 10 мкм до 20 мкм, могут быть сформированы с применением способа по настоящему изобретению.
В одном воплощении способа по настоящему изобретению компонент может быть сформирован из слоев различных керамических материалов; при этом керамические материалы могут иметь разные коэффициенты теплового расширения и/или разные степени усадки при спекании. Эти слои, состоящие из различных керамических материалов, при этом могут быть сформированы один над другим в определенном порядке, в определенном количестве и с определенной толщиной. Используемые керамические материалы должны быть способны спекаться друг с другом, и для этой цели должны быть способны соединяться с достижением непрерывности материала. Напряжения и деформации могут быть непосредственно введены в компонент за счет различных коэффициентов теплового расширения различных керамических материалов и/или за счет их различной степени усадки при спекании при термической обработке. Таким образом, может быть достигнуто заданное поведение компонента при определенном изменении температуры. Подходящими парами для этой цели являются, например, LTCC, оксид циркония/ATZ, ATZ/ZTA.
Компонент, который был изготовлен с применением способа по настоящему изобретению, можно использовать в качестве датчика давления, датчика силы, датчика ускорения, микронасоса, мембранного клапана, микрореакторов, микросмесителей, электрохимического датчика, топливного элемента, или элемента пьезоэлектрического привода и/или чувствительного элемента.
Используя способ по настоящему изобретению, можно получить слои толщиной от 10 мкм до 20 мкм и, следовательно, можно достичь увеличения вдвое структурного разрешения в толщине компонентов и, следовательно, также в поперечных размерах по сравнению с обычными способами. Отдельные слои могут быть сформированы с пространственным разрешением как субтрактивно, так и аддитивно структурированным образом. Это, например, делает возможным позиционированное усиление мембран или пружин с высокой точностью. Также могут быть сформированы миниатюризированные и пакетированные самонесущие механические элементы, такие как дифференциальные датчики давления с механической опорой для повышенной защиты от перегрузки. Таким образом, можно использовать стеновые элементы, имеющие разную толщину стенок. Кроме того, используя способ по настоящему изобретению, можно простым образом сформировать сквозные отверстия между электрическими функциональными единицами отдельных слоев.
В этом отношении известные стандартные структуры могут быть дополнены и объединены, а также можно использовать известные совместимые материальные системы, например, для интеграции проводящих дорожек, датчиков удлинения и температурных датчиков или пьезоэлектрических датчиков. Кроме того, с помощью данного способа могут быть оптимизированы затраты на изготовление компонентов из керамических материалов.
Далее настоящее изобретение будет описано более подробно со ссылкой на чертежи, на которых показано:
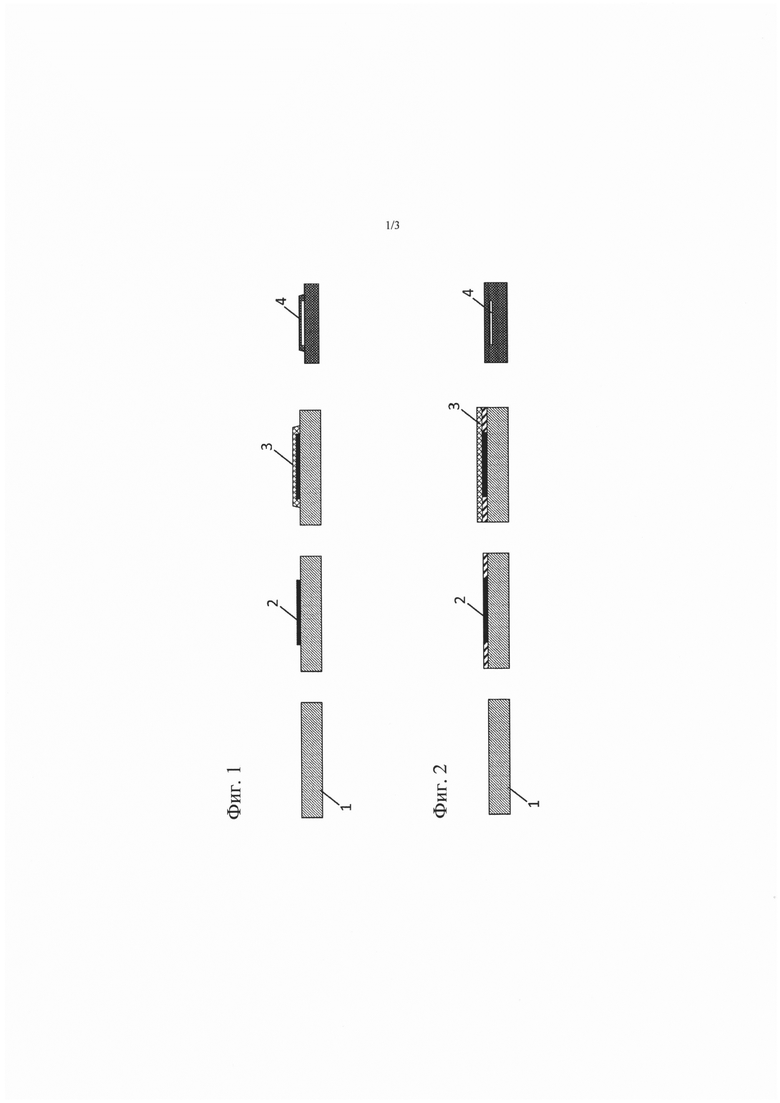
на Фиг. 1 в качестве примера показан вариант воплощения способа по настоящему изобретению для изготовления компонента, имеющего мембрану на основном корпусе;
на Фиг. 2 в качестве примера показан дополнительный вариант воплощения способа изготовления компонента, имеющего мембрану на основном корпусе;
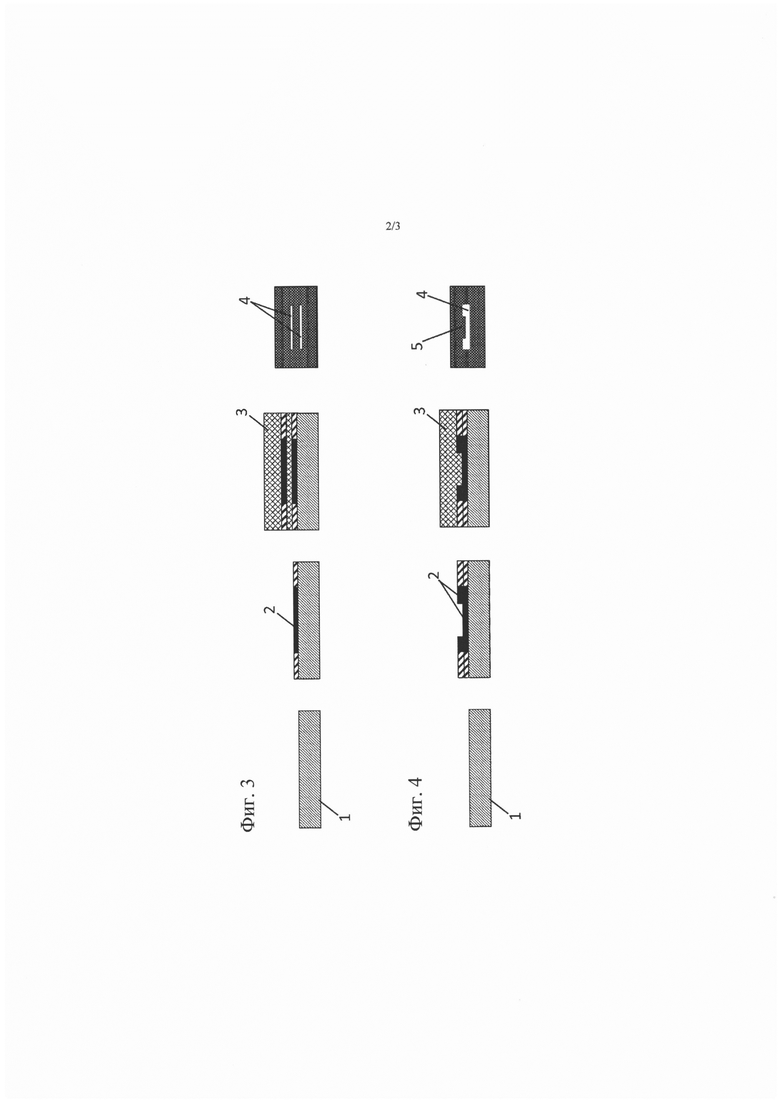
на Фиг. 3 показан вариант воплощения способа изготовления дифференциального датчика давления;
на Фиг. 4 в качестве примера показано изготовление компонента, имеющего частично усиленную мембрану; и
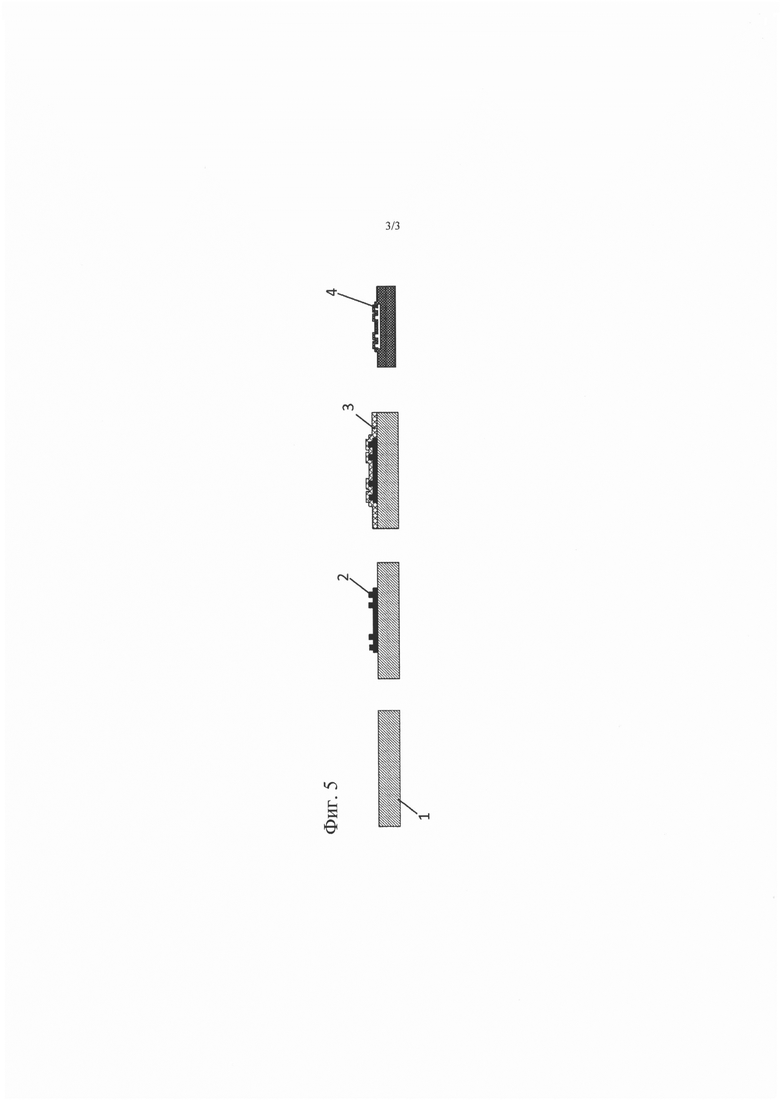
на Фиг. 5 в качестве примера показано изготовление компонента, имеющего мембрану с буртиком.
Для производства компонента с использованием способа по настоящему изобретению, один или более слоев разрушаемого материала наносят один поверх другого в виде пасты или суспензии на основной корпус 1 из LTCC или НТСС с помощью трафаретной печати или шаблонной печати, с толщиной слоя от 10 мкм до 50 мкм, а затем сушат. Паста или суспензия содержит, например, ацетон, метилэтилкетон (МЭК), МЭК/этанол, МЭК/толуол/циклогексанол, н-метил-2-пирролидон (НМП), воду в качестве растворителя и, например, эпоксидную смолу, поливиниловый спирт (ПВА), поливинилбутираль (ПВБ), поливинилиденфторид (ПВДФ), альгинаты, акрилаты, целлюлозы, системы, отвердевающие под действием УФ-излучения, в качестве связующих.
На Фиг. 1 показано, как после достижения заданной толщины структуры разрушаемого слоя, круглый или квадратный слой 3, который меньше или равен по размеру основной поверхности компонента, состоящего из LTCC/HTCC, наносят в качестве дополнительного материала. Содержание керамических твердых материалов (LTCC/HTCC) в этой пасте или суспензии составляет от 30 об. % до 65 об. %, а размер частиц находится в диапазоне от 0,2 мкм до 5 мкм. Смеси связующее/растворитель (связующее : растворитель : ацетон, МЭК, МЭК/этанол, МЭК/толуол/циклогексанол, НМП, вода), совместимые с основным корпусом, которые используют в качестве смесей растворитель/связующее в количестве от 35 об. % до 70 об. %, готовят в виде пасты или суспензии и наносят на слоистую структуру с помощью трафаретной печати или шаблонной печати, с толщиной слоя от 15 мкм до 50 мкм, а затем сушат.
Электрически функционирующие структуры в виде электропроводящих дорожек и электрических резисторов, в свою очередь, наносят в виде пасты или суспензии на последний нанесенный керамический слой с помощью трафаретной печати или шаблонной печати. Для этой цели формируют пасты или суспензии, содержащие вышеупомянутые смеси связующее-растворитель и включающие от 30 об. % до 65 об. % функциональных частиц, например, Ag, AgPd, AgPt, Au, Pt, Ni, Cu; стекла, RuO2, рутенат, а размер частиц находится в диапазоне от 0,2 мкм до 5 мкм.
Затем общую слоистую структуру спекают при температуре в диапазоне от 500°С до 1800°С. При этом происходит удаление разрушаемого материала в качестве дополнительного материала, и образуется полость 4. Таким образом, компонент можно использовать в качестве датчика давления или в качестве мембранного клапана.
На Фиг. 2 показан альтернативный вариант воплощения способа по настоящему изобретению. Квадратные или круглые области, которые должны быть заполнены необходимым разрушаемым материалом, наносят с помощью комплементарного прессования пасты или суспензии из HTCC/LTCC с помощью трафаретной печати или шаблонной печати или создают с помощью лазерной абляции из основного корпуса.
Затем разрушаемый материал в качестве дополнительного материала наносят с помощью трафаретной печати или шаблонной печати с толщиной слоя 10 мкм - 50 мкм в виде пасты или суспензии, которая получена, как в примере в соответствии с Фиг. 1. Поверх него наносят 1-3 слоя суспензии или пасты из LTCC/HTCC, имеющие толщину слоя 10 мкм - 50 мкм, а на указанные 1-3 слоя наносят электрически функционирующие структуры в виде электропроводящих дорожек и электрических резисторов, как описано в примере в соответствии с Фиг. 1.
Затем слоистую структуру спекают при температуре в диапазоне от 500°С до 1800°С. При этом происходит удаление разрушаемого материала в качестве дополнительного материала, и образуется полость 4.
На Фиг. 3 показано изготовление дифференциального датчика давления в качестве примера. Дополнительные слои разрушаемого материала или LTCC/HTCC в виде пасты или суспензии последовательно наносят с помощью трафаретной печати или шаблонной печати на компонент, такой как описано на Фиг. 2. При последующем спекании при температурах в диапазоне от 500°С до 1800°С происходит удаление разрушаемого материала в качестве дополнительного материала, и образуются две полости 4.
Мембрана, такая как описанная в примерах в отношении Фиг. 1 или Фиг. 2, также может быть частично усилена. На Фиг. 4 показано, как сначала наносят множество слоев LTCC/HTCC, имеющих толщину слоя 20 мкм - 50 мкм, на основной корпус 1 из LTCC/HTCC, как уже было описано. Эти слои наносят с помощью трафаретной печати или шаблонной печати так, что они образуют круглый или квадратный вырез на поверхности компонента, в который могут быть введены слои 2 разрушаемого материала в качестве дополнительного материала с помощью трафаретной печати. Дополнительные слои разрушаемого материала, имеющие толщину слоя 10 мкм - 20 мкм, сначала наносят в один-два слоя 3, расположенных выше, с помощью трафаретной печати или шаблонной печати, причем указанные дополнительные слои оставляют свободным сформированный вырез на поверхности многослойной структуры. Затем один-два слоя 3 наносят с помощью трафаретной печати или шаблонной печати таким образом, чтобы заполнить вырез. Сверху наносят один-два слоя 3 из LTCC/HTCC, имеющих толщину слоя 10 мкм - 50 мкм. Как уже было описано, сверху наносят электрически функционирующие структуры в виде электропроводящих дорожек и электрических резисторов.
Затем слоистую структуру спекают при температурах в диапазоне от 500°С до 1800°С, при этом происходит удаление разрушаемого материала в качестве дополнительного материала. В результате получают компонент, включающий мембрану, которая усилена в заданном положении. Усиление 5 мембраны служит для распределения механических напряжений. Компонент можно использовать, например, в качестве датчика давления, датчика силы или датчика ускорения.
На Фиг. 5 показано изготовление мембраны с буртиком в качестве примера.
Как и в примере согласно Фиг. 1, множество слоев разрушаемого материала, имеющих толщину слоя 10 мкм - 50 мкм, наносят на основной корпус 1 из LTCC/HTCC в виде пасты или суспензии с помощью трафаретной печати или шаблонной печати. Один-два круговых слоя 2 того же самого разрушаемого материала, имеющие толщину слоя 10 мкм - 20 мкм, наносят на них в виде пасты или суспензии с помощью трафаретной печати или шаблонной печати, так что в определенных положениях слоев 2 образуются круговые приподнятые участки (буртики). Сверху наносят один-два слоя 3 из LTCC/HTCC, имеющие толщину слоя 10 мкм - 50 мкм. Как уже было описано, сверху наносят электрически функционирующие структуры в виде электропроводящих дорожек и электрических резисторов.
Затем слоистую структуру спекают при температурах в диапазоне от 500°С до 1800°С, при этом происходит удаление разрушаемого материала в качестве дополнительного материала, и образуется полость 4. Такой компонент предпочтительно можно использовать в качестве датчика давления.
Изобретение относится к способу производства компонента из керамических материалов. Способ включает нанесение множества слоев на основной корпус с помощью трафаретной печати или шаблонной печати, причем слои сформированы из керамического материала, в каждом случае в определенном расположении один над другим, в виде пасты или суспензии, в которую включены порошкообразный керамический материал и связующее, при этом осуществляется формирование области внутри слоя, имеющего определенную толщину и геометрическую форму, из дополнительного материала, который может быть удален при термической обработке и который также наносят в виде пасты или суспензии с помощью трафаретной печати или шаблонной печати, нанесение на и/или формирование на керамическом слое перед нанесением дополнительного керамического слоя электрически функционирующих структур, состоящих из электропроводящего или полупроводящего материала, и спекание слоистой структуры при термической обработке, при этом происходит удаление дополнительного материала и образуется полость, имеющая определенные размеры по ширине, длине и высоте. Изобретение обеспечивает миниатюризирование компонентов из керамических материалов. 2 н. и 9 з.п. ф-лы, 5 ил.
1. Способ производства компонента из керамических материалов, в котором:
множество слоев наносят на основной корпус (1) с помощью трафаретной печати или шаблонной печати, причем указанные слои сформированы из керамического материала, в каждом случае в определенном расположении один над другим, в виде пасты или суспензии, в которую включены порошкообразный керамический материал и по меньшей мере одно связующее, и при этом формируют по меньшей мере одну область внутри по меньшей мере одного слоя (2), имеющего определенную толщину и геометрическую форму, из дополнительного материала, который может быть удален при термической обработке и который также наносят в виде пасты или суспензии с помощью трафаретной печати или шаблонной печати; и
электрически функционирующие структуры, состоящие из электропроводящего или полупроводящего материала, наносят на и/или формируют на и/или в по меньшей мере одном из керамических слоев перед нанесением дополнительного керамического слоя; и
слоистую структуру подвергают спеканию при термической обработке, при этом происходит удаление дополнительного материала, и образуется по меньшей мере одна полость (4), имеющая определенные размеры по ширине, длине и высоте.
2. Способ по п. 1, отличающийся тем, что керамические слои сформированы из низкотемпературной совместно обжигаемой керамики (LTCC), высокотемпературной совместно обжигаемой керамики (НТСС), Al2O3, ZrO2, упрочненного оксидом алюминия оксида циркония (ATZ), упрочненного оксидом циркония оксида алюминия (ZTA), AlN и/или Si3N4.
3. Способ по любому из предшествующих пунктов, отличающийся тем, что слои компонента сформированы в определенном порядке, в определенном количестве и с определенной толщиной, в каждом случае из разных керамических материалов, при этом указанные разные керамические материалы имеют различные коэффициенты теплового расширения и/или различные степени усадки при спекании и способны спекаться друг с другом.
4. Способ по п. 1 или 2, отличающийся тем, что в нем используют эпоксидную смолу, поливиниловый спирт (ПВА), поливинилбутираль (ПВБ), поливинилиденфторид (ПВДФ), альгинаты, акрилаты, целлюлозы или системы, отвердевающие под действием УФ-излучения.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что термическую обработку осуществляют в температурном диапазоне от 500°С до 1800°С.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что области, в которые вводят дополнительный материал, формируют внутри по меньшей мере одного слоя, имеющего определенную толщину и геометрическую форму, посредством штамповки и/или лазерной абляции.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что электрически функционирующие структуры выполнены в виде электрических электродов или проводящих дорожек, электрических резисторов и/или катушек и/или конденсаторных устройств.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что каналы, камеры, мембраны и/или механические пружины формируют вместе с полостями (4), образованными внутри компонента.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что формируют мембраны, имеющие усиления и/или буртики, расположенные локально определенным образом и имеющие размеры, заданные определенным образом.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что формируют слои, имеющие толщину в диапазоне от 10 мкм до 50 мкм, предпочтительно в диапазоне от 10 мкм до 20 мкм.
11. Применение компонента, изготовленного с помощью способа по любому из предшествующих пунктов, в качестве датчика давления, датчика силы, датчика ускорения, микронасоса, мембранного клапана, микрореакторов, микросмесителей, электромагнитного датчика или топливного элемента и/или чувствительного элемента пьезоэлектрического привода.
| US 7494557 B1, 24.02.2009 | |||
| US 4766671 A, 30.08.1988 | |||
| US 4353957 A, 12.10.1982 | |||
| Способ изготовления многослойных печатных плат | 1979 |
|
SU917677A1 |

