ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к изготовлению лопатки авиационного двигателя типа газотурбинного двигателя, такого как турбореактивный двигатель или турбовинтовой двигатель.
УРОВЕНЬ ТЕХНИКИ
В таком двигателе, обозначенном позицией 1 на фиг. 1, воздух поступает в воздухозаборник 2, затем проходит через вентилятор, содержащий ряд вращающихся лопастей 3, после чего делится на центральный поток первого контура и на поток второго контура, окружающий поток первого контура.
Поток первого контура сжимается турбинами 4 и 6, затем поступает в камеру 7 сгорания, после чего расширяется, проходя через турбины 8, и удаляется, создавая тягу. Что касается потока второго контура, то он нагнетается напрямую вентилятором, создавая дополнительную тягу.
Каждая турбина 8 содержит ряд лопаток, ориентированных радиально и распределенных через равномерные промежутки вокруг вращающегося вала АХ, установленного в наружном картере 9, охватывающем весь узел.
Охлаждение лопаток обеспечивают за счет циркуляции в каждой лопатке воздуха, отбираемого на входе камеры сгорания и поступающего к ножке лопатки, причем этот воздух удаляется через сквозные отверстия в стенках этих лопаток.
Такая лопатка, обозначенная позицией 11 на фиг. 2, содержит ножку Р, при помощи которой она закреплена на вращающемся корпусе, и перо 12, поддерживаемое этой ножкой Р, при этом ножка и перо разделены площадкой 13.
Перо 12 имеет изогнутую форму, закрученную вокруг оси EV, называемой осью размаха, которая проходит перпендикулярно к оси АХ. Оно содержит основание, которым оно закреплено на площадке 13 и которое продолжено в радиальном направлении до вершины S, являющейся свободным концом этого пера. Двумя основными стенками пера являются его стенка 14 корытца и его стенка спинки, разделенные промежутком.
Вершина S лопатки 11 содержит замыкающую стенку, перпендикулярную к направлению EV и соединяющую стенки корытца и спинки. Эта замыкающая стенка, не показанная на фиг. 2, отстоит в сторону оси АХ относительно свободных краев стенок корытца и спинки. Она ограничивает вместе с этими краями полый участок, открытый в направлении, противоположном оси АХ, и называемый полостью, которая находится в вершине лопатки.
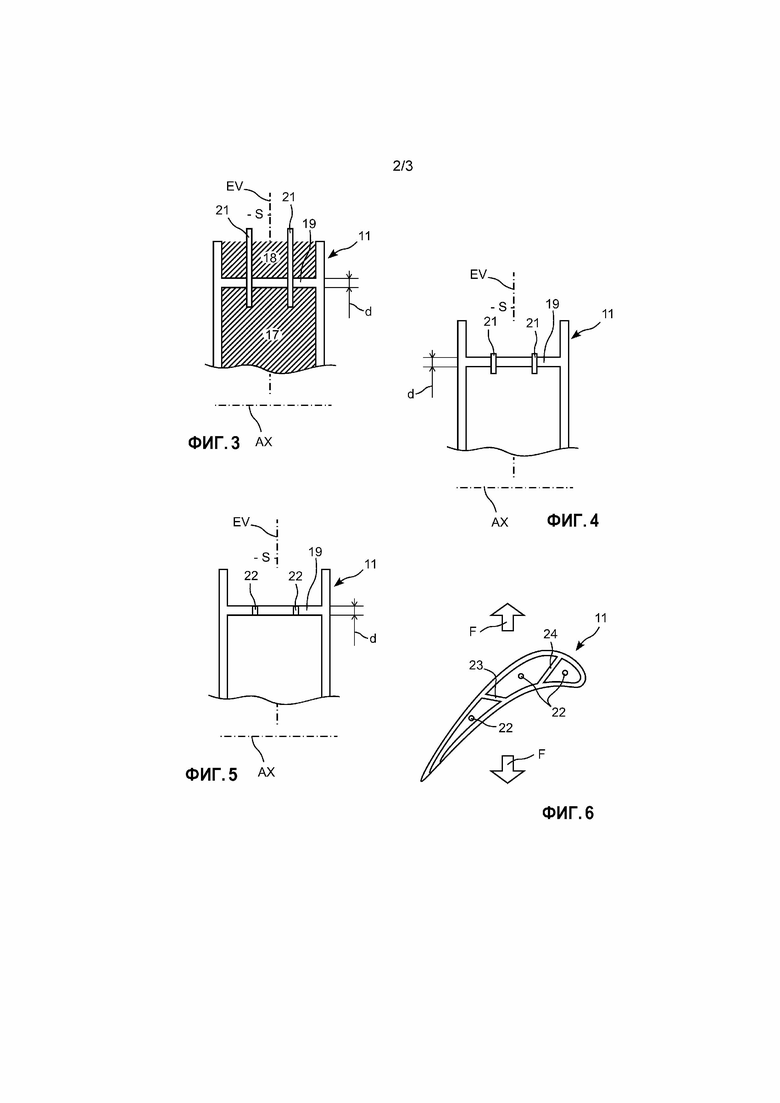
Такую лопатку изготавливают посредством литья из металлического материала с использованием, в частности, первого и второго литейных сердечников 17 и 18, чтобы ограничить ее внутреннее пространство и зону в виде полости, как схематично показано на фиг. 3. Эти два сердечника 17 и 18 отстоят друг от друга вдоль направления размаха EV на небольшое расстояние, обозначенное d, которое соответствует замыкающей стенке, обозначенной на фиг. 3 позицией 19.
Через второй сердечник 18 проходят глиноземные прутки 21, параллельные оси EV, которые проходят через область замыкающей стенки 19 и концы которых заходят в первый сердечник 17. Эти прутки позволяют, с одной стороны, удерживать в положении эти сердечники относительно друг друга во время операции литья и, с другой стороны, позволяют получить отверстия, обеспечивающие удаление пыли во время работы лопатки.
После литья и охлаждения сплава, образующего лопатку, сердечники 17 и 18 удаляют путем химического травления, что приводит к ситуации, показанной на фиг. 4, где еще остаются участки глиноземных прутков, проходящие через замыкающую стенку 19. Удаление остающихся участков глиноземных прутков, называемое также выбивкой, производят при помощи второго химического травления.
После этого, как показано на фиг. 5, лопатка оказывается полностью освобожденной от элементов, использованных для ее литья, и имеет на уровне своей замыкающей стенки 19 два сквозных отверстия 22, соответствующие удаленным глиноземным пруткам. Эти отверстия 22 предназначены в дальнейшем для удаления возможной пыли, чтобы она не скапливалась внутри лопатки во время ее работы.
Постоянный поиск улучшения характеристик заставляет оптимизировать охлаждение полости, например, за счет выполнения внутренних нервюр или перегородок на дне полости, то есть на замыкающей стенке 19. Эти перегородки или нервюры, обозначенные позициями 23 и 24 в символическом примере на фиг. 6, предназначены для оптимизации аэродинамики в полости, чтобы удерживать в ней воздушный поток для ее равномерного охлаждения.
Добавление таких нервюр или перегородок значительно усложняет подготовку второго сердечника 18 из керамики. Действительно, этот сердечник изготавливают при помощи сердечниковой опоки, то есть литьевой формы из двух частей, которые открываются, отходя друг от друга в плоскости, нормальной к оси размаха пера. Это направление извлечения из литьевой формы показано на фиг. 6 стрелками D.
При таком направлении извлечения из формы, которое обусловлено условиями изготовления, невозможно предусматривать щели, ограничивающие нервюры для дна полости, на конце второго сердечника. Такие щели образуют формовочные контруклоны, препятствующие отделению от формы второго сердечника во время его изготовления, так как их направления отличаются от направления извлечения из формы.
Одной из возможностей является изготовление второго сердечника из нескольких частей, соединяемых друг с другом посредством склеивания. Это значительно усложняет изготовление и, следовательно, приводит к увеличению количества брака.
Изобретение призвано предложить способ изготовления, позволяющий получать самые разнообразные внутренние формы на уровне полости и не влияющий на стоимость и на степень отбраковки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В связи с этим, объектом изобретения является способ изготовления лопатки газотурбинного двигателя, содержащей стенку корытца и стенку спинки, отделенные друг от друга внутренним пространством циркуляции охлаждающего воздуха, причем эта лопатка содержит вершину с замыкающей стенкой, соединяющей стенки корытца и спинки в области этой вершины, ограничивая форму полости, причем эта замыкающая стенка содержит сквозные отверстия, при этом способ содержит этап литья, на котором применяют сердечник, ограничивающий форму в виде полости, и глиноземные прутки, ограничивающие каждое сквозное отверстие, операцию химического травления сердечника и операцию химического травления глиноземных прутков для удаления этого сердечника и этих прутков после литья, отличающийся тем, что сердечник имеет выступы на уровне каждого сквозного отверстия для придания замыкающей стенке, получаемой после литья, номинальной толщины, превышающей толщину других стенок лопатки, и уменьшенной толщины на уровне каждого сквозного отверстия, и тем, что способ содержит операцию механической обработки замыкающей стенки для получения рельефной формы или рельефных форм на дне полости.
Таким образом, этот способ изготовления позволяет изготовить лопатку, содержащую полость, имеющую сложную внутреннюю форму, не требуя фундаментального изменения операций и инструментов для литья заготовки, из которой получают лопатку.
Объектом изобретения является также вышеупомянутый способ, в котором сердечник выполняют таким образом, чтобы придать замыкающей стенке такие номинальную толщину и уменьшенную толщину на уровне сквозных отверстий, при которых отношение номинальной толщины к уменьшенной толщине превышает или равно 2,5.
Объектом изобретения является также вышеупомянутый способ, в котором сердечник выполняют таким образом, чтобы придать замыкающей стенке такие значения толщины, при которых отношение номинальной толщины к уменьшенной толщине превышает или равно 5.
Объектом изобретения является также вышеупомянутый способ, в котором операцию механической обработки замыкающей стенки осуществляют таким образом, чтобы получить в ней одну или несколько внутренних нервюр или перегородок.
Объектом изобретения являются также средства литья для изготовления вышеупомянутой лопатки, содержащие сердечниковую опоку, выполненную с возможностью изготовления вышеупомянутого сердечника.
Объектом изобретения является также турбина газотурбинного двигателя, содержащая лопатку, выполненную при помощи вышеупомянутого способа.
Объектом изобретения является также газотурбинный двигатель, содержащий вышеупомянутую турбину.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 (уже описана) - общий вид двухконтурного турбореактивного двигателя, показанного в разрезе сбоку.
Фиг. 2 (уже описана) - общий вид лопатки двигателя.
Фиг. 3 (уже описана) - вид в разрезе известной лопатки во время ее литья.
Фиг. 4 (уже описана) - вид в разрезе известной лопатки после удаления сердечников, использованных для литья.
Фиг. 5 (уже описана) - вид в разрезе известной лопатки после удаления глиноземных прутков.
Фиг. 6 - вид сверху полости лопатки, имеющей дополнительные внутренние нервюры.
Фиг. 7 - вид лопатки в соответствии с изобретением во время ее литья.
Фиг. 8 - вид в разрезе лопатки в соответствии с изобретением после удаления сердечников, использованных для литья.
Фиг. 9 - вид в разрезе лопатки в соответствии с изобретением после удаления глиноземных прутков.
ПОДРОБНОЕ ОПИСАНИЕ ЧАСТНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Лопатка в соответствии с изобретением, обозначенная позицией 25 на фиг. 7, тоже содержит перо 26, установленное на ножке и имеющее форму, в целом соответствующую форме лопатки, показанной на фиг. 2-6. Используемые в дальнейшем тексте описания термины «нижний» и «верхний» определены в зависимости от ориентации фигур, где перо расположено сверху и установлено на ножке, расположенной внизу, хотя и не показанной на фигурах.
Это перо тоже содержит стенку корытца и стенку спинки, отделенные друг от друга промежутком и соединенные на уровне вершины 5 пера замыкающей стенкой, обозначенной на фиг. 7-9 позицией 29. Эта замыкающая стенка расположена перпендикулярно к направлению размаха EV пера и отступает в сторону оси АХ вращения пера относительно свободных краев стенок корытца и спинки.
Эта замыкающая стенка ограничивает вместе со свободными краями корытца и спинки полый участок, открытый в направлении, противоположном оси АХ, и называемый полостью.
Эта лопатка тоже изготовлена посредством литья из металлического материала при помощи первого и второго сердечников 27 и 28, ограничивающих внутреннее пространство и полость, как показано на фиг. 7. Эти сердечники 27 и 28 отстоят друг от друга вдоль направления размаха EV, ограничивая замыкающую стенку, обозначенную позицией 29. В данном случае эта замыкающая стенка 29 имеет номинальную толщину, обозначенную D, намного большую, чем в случае известных лопаток, чтобы ее можно было механически обработать для получения в ней дополнительных перегородок или нервюр, показанных на фиг. 6.
Через эту замыкающую стенку проходят два глиноземных прутка 31, 32, погруженных в два сердечника 27 и 28, удерживая их в положении относительно друг друга во время литья сплава, образующего саму лопатку.
После литья и охлаждения сплава сердечники 27 и 28 удаляют посредством химического травления, что приводит к ситуации, показанной на фиг. 8, где еще остаются участки глиноземных прутков, проходящие через замыкающую стенку 29. Удаление оставшихся участков глиноземных прутков, называемое выбивкой, производят посредством второго химического травления, которое позволяет, таким образом, полностью освободить лопатку от элементов, послуживших для ее литья.
Для обеспечения возможности операции выбивки прутков толщину замыкающей стенки 29 уменьшают на уровне каждого прохода глиноземного прутка до значения, обозначенного d, намного меньшего, чем номинальная толщина D этой замыкающей стенки 29.
Толщина d, которая соответствует толщине выбивки, предпочтительно превышает шесть десятых миллиметра и меньше восьми десятых миллиметра, тогда как номинальная толщина стенки 29 может составлять порядка двух миллиметров и предпочтительно превышает или равна трем миллиметрам.
Таким образом, отношение номинальной толщины D замыкающей стенки 29 к уменьшенной толщине d этой стенки на уровне каждого прохода глиноземного прутка 31, 32 превышает или равно 2,5 и предпочтительно превышает или равно 5.
В частности, нижняя сторона 33 замыкающей стенки 29, то есть сторона, ближняя к оси АХ и обращенная к внутреннему пространству лопатки, является по существу плоской, как и конец сердечника 27, который ограничивает эту сторону. Верхняя сторона 34 этой стенки, то есть наиболее удаленная от оси АХ и ограничивающая дно полости, наоборот, содержит впадину или выемку на уровне каждого прохода глиноземного прутка, и эти выемки обозначены позициями 36 и 37.
Как можно увидеть на фигурах, эта особая форма верхней стороны с выемками получена при помощи двух соответствующих рельефных элементов или выступов, выполненных на конце сердечника 28 на уровне каждого прохода глиноземного прутка. Эти выступы можно получить просто за счет выполнения выемок на уровне соответствующей зоны сердечниковой опоки, то есть литьевой формы, которая служит для изготовления второго сердечника.
Каждая выемка может иметь цилиндрическую форму, расширяющуюся коническую форму или другие формы, чтобы при операции выбивки получить резервуар, заполняемый травильной жидкостью, которая представляет собой щелочную ванну. Толщина стенки на уровне дна каждой выемки, обозначенная d, соответствует максимальной возможной толщине для обеспечения выбивки прутков.
В примере, представленном на фигурах, каждая выемка содержит полусферическое дно, продолженное цилиндрической боковиной, хотя можно предусмотреть и другие формы, в частности, в зависимости от условий процесса литья, предусмотренного для изготовления заготовки, предназначенной для получения лопатки.
Как схематично показано на фиг. 8 и 9, благодаря выемкам 36 и 37, замыкающая стенка 29 локально имеет небольшую толщину на уровне каждого прохода глиноземного прутка для обеспечения удаления этих прутков посредством щелочного травления, чтобы получить соответствующие отверстия для удаления пыли, обозначенные позициями 38 и 39.
Таким образом, заготовка лопатки, показанная на фиг. 9, содержит полость на уровне своей вершины, но в ней дно имеет большую номинальную толщину. Это позволяет выполнить в этом дне 29 нервюры или перегородки сложной формы, например, показанные на фиг. 6, посредством простой механической обработки дна полости.
Иначе говоря, изобретение позволяет изготовить лопатку, имеющую в своей вершине полость, внутренняя область которой может быть выполнена с любой нервюрой или препятствием, возмущающим поток, но без усложнения процесса литья. Действительно, благодаря выступам 36, 37, предусмотренным на конце второго сердечника 28, замыкающая стена 29 может иметь более значительную номинальную толщину, не требуя специального процесса для удаления глиноземных прутков из этой замыкающей стенки после литья. Таким образом, изобретение позволяет изготавливать лопатку со сложной полостью, не влияя при этом отрицательно на процесс литья и изготовления сердечников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2726171C2 |
| ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОСНАЩЕННАЯ ОПТИМИЗИРОВАННОЙ СИСТЕМОЙ ОХЛАЖДЕНИЯ | 2020 |
|
RU2814335C2 |
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ | 2017 |
|
RU2726235C2 |
| ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОСНАЩЕННАЯ СИСТЕМОЙ ОХЛАЖДЕНИЯ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ЛОПАТКИ ПУТЕМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2800619C2 |
| ЛОПАТКА СОПЛОВОГО АППАРАТА ВЫСОКОГО ДАВЛЕНИЯ, СОДЕРЖАЩАЯ ВСТАВКУ С ИЗМЕНЯЮЩЕЙСЯ ГЕОМЕТРИЕЙ | 2016 |
|
RU2704511C2 |
| ЛОПАТКА С УСОВЕРШЕНСТВОВАННЫМ КОНТУРОМ ОХЛАЖДЕНИЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТАКУЮ ЛОПАТКУ | 2018 |
|
RU2772364C2 |
| ЛОПАТКА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, СОДЕРЖАЩАЯ КОНТУР С УЛУЧШЕННОЙ РАВНОМЕРНОСТЬЮ ОХЛАЖДЕНИЯ | 2015 |
|
RU2674105C2 |
| ЛОПАТКА ТУРБИНЫ, СОДЕРЖАЩАЯ СИСТЕМУ ОХЛАЖДЕНИЯ | 2017 |
|
RU2741357C2 |
| ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С УЛУЧШЕННЫМ ОХЛАЖДЕНИЕМ | 2020 |
|
RU2820100C2 |
| РАБОЧАЯ ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С КОНТУРОМ ОХЛАЖДЕНИЯ, СОДЕРЖАЩИМ ДВОЙНОЙ РЯД ВЫПУСКНЫХ ЩЕЛЕЙ | 2020 |
|
RU2810173C2 |


Изобретение относится к литью лопатки газотурбинного двигателя. Лопатка содержит стенку корытца и стенку спинки, отделенные друг от друга внутренним пространством лопатки, вершину (S) с замыкающей стенкой (29), соединяющей стенки корытца и спинки в области вершины (S) с ограничением формы полости. В стенке (29) выполнены сквозные отверстия (38,39). При литье лопатки применяют стержень (28), задающий форму полости, и глиноземные штифты (31,32), задающие каждое сквозное отверстие (38,39). Затем проводят этап химического травления стержня (28) и этап химического травления глиноземных штифтов (31,32) для извлечения стержня и штифтов после литья, и этап механической обработки замыкающей стенки (29) для получения рельефной формы или рельефных форм на дне полости. Стержень (18) выполняют с выступами на уровне каждого сквозного отверстия (38,39) замыкающей стенки для (29) придания ей после литья номинальной толщины D, превышающей толщину других стенок лопатки, и толщины d, уменьшенной на уровне каждого сквозного отверстия (38,39). Обеспечивается выполнение сложной полости лопатки без усложнения процесса ее литья. 3 н. и 3 з.п. ф-лы, 9 ил.
1. Способ изготовления лопатки газотурбинного двигателя, содержащей стенку корытца и стенку спинки, отделенные друг от друга внутренним пространством лопатки для циркуляции охлаждающего воздуха, вершину (S) с замыкающей стенкой (29), соединяющей стенки корытца и спинки в области упомянутой вершины (S) с ограничением формы полости, причем в замыкающей стенке (29) выполнены сквозные отверстия (38,39), включающий этап литья, на котором применяют стержень (28), задающий форму полости, и глиноземные штифты (31,32), задающие каждое сквозное отверстие (38,39), этап химического травления стержня (28) и этап химического травления глиноземных штифтов (31,32) для извлечения стержня и штифтов после литья, отличающийся тем, что он включает этап механической обработки замыкающей стенки (29) для получения рельефной формы или рельефных форм на дне полости, при этом стержень (18) выполняют с выступами на уровне каждого сквозного отверстия (38,39) замыкающей стенки для (29) придания ей после литья номинальной толщины D, превышающей толщину других стенок лопатки, и толщины d, уменьшенной на уровне каждого сквозного отверстия (38,39).
2. Способ по п. 1, отличающийся тем, что отношение номинальной толщины D замыкающей стенки (29) лопатки к ее уменьшенной толщине d больше или равно 2,5.
3. Способ по п. 2, отличающийся тем, что отношение номинальной толщины D замыкающей стенки (29) лопатки к ее уменьшенной толщине d больше или равно 5.
4. Способ по одному из пп. 1-3, отличающийся тем, что на этапе механической обработки замыкающей стенки формируют в ней одно или несколько внутренних ребер или одну или несколько перегородок.
5. Турбина газотурбинного двигателя, отличающаяся тем, что она содержит лопатку, изготовленную способом по одному из пп. 1-4.
6. Газотурбинный двигатель, отличающийся тем, что он содержит турбину по п. 5.
| Кузов грузового транспортного средства | 1990 |
|
SU1754555A1 |
| РАСХОДУЕМЫЙ ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ ПОЛОСТИ ДЕТАЛИ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2004 |
|
RU2280530C1 |
| US 6530416 B1, 11.03.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО КЕРАМИЧЕСКОГО СТЕРЖНЯ ДЛЯ ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2126308C1 |
| КЕРАМИЧЕСКАЯ ОБОЛОЧКОВАЯ ФОРМА | 0 |
|
SU295603A1 |

