Известен способ отливки турбинных лопаток с направленной кристаллизацией в керамических формах, изготовляемых но выплавляемым моделям. Но отливка нустотелых лопаток, имеющих внутреннюю нолость для охлаждения, затруднена из-за смещения керамического стержня, размещаемого во внутренней полости формы.
Процесс отливки пустотелых лопаток с направленной кристаллизацией требует соблюдеппя пагрева формы со сте)жием на уровне расплавленного металла. Но керамическийстержень, слулсащий для образовапия виутренней полости в лопатке и обеспечивающий равностенность пера лопатки, подвержен короблению и смещенню, потому что имеет по всей длине закрутку, а в продольном и поперечном состоянии - неременное сечение; стержень закреплен в форме только в верхней и нижней своих частях и по всей длине имеет возможность коробления как на снинку, так и на корыто лопатки; при кристаллизации стержень охватывается застывающим металлом постепенно от нижней части до верху. Вследствие этого большой процент отливок идет в брак.
ленной кристаллизацией. Но предлагаемому способу керамический стержень фиксируют в форме упорными щнпамп из металла, аналогичного металлу отливки в его нервоначальном положении, которое сохраняется как прп разогреве формы, так и нрн заполнении ее расплавленным металлом.
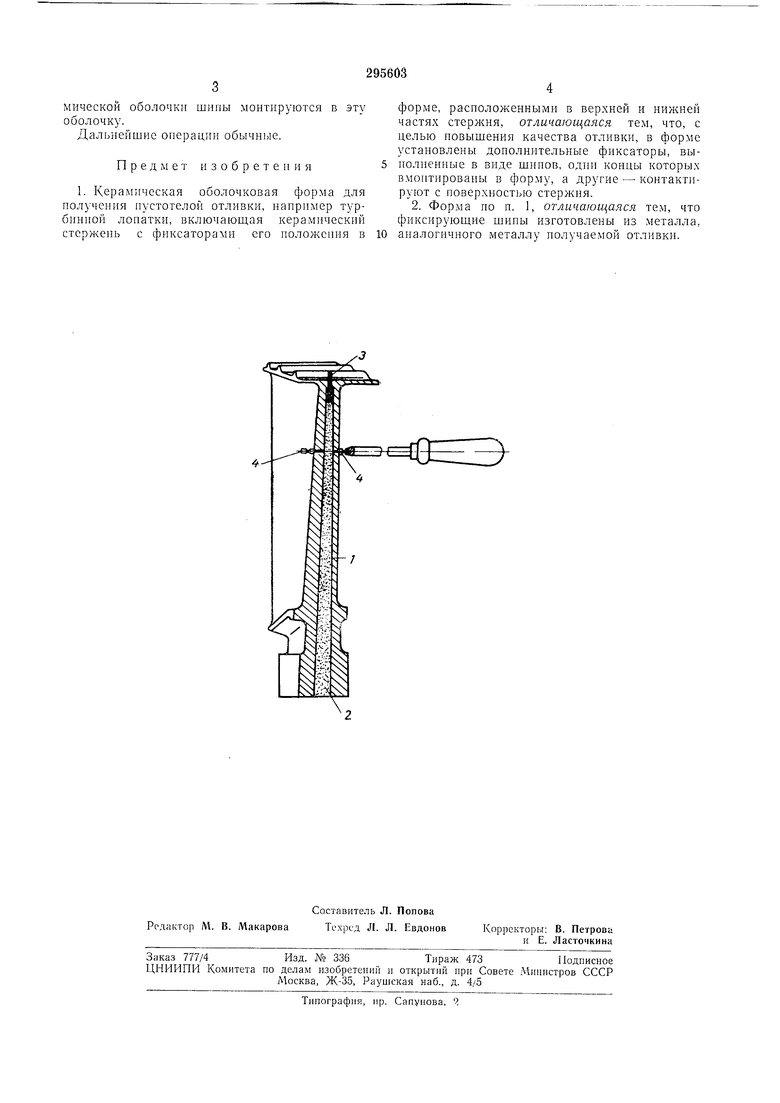
На чертеже показана предлагаемая керамическая оболочковая форма для получения
оглиБки пустотелой лопатки.
В форме / установлены керамический стержень 2, жеребейки 3 н щипы 4.
Для полученпя отлпвки пустотелой лопатки в предлагаемой керамической форме готовят щипы из молибдена, хрома или вольфрама.
Берут готовую модель лопатки с керамическпм стержнем, вмонтированным и закрепленным жеребейкой. Вставляют в отверстие
оправки свободно шип утолщенной его частью так, чтобы тонкая его часть выходила наружу; конец щипа нагревают до 400-500°С и этим концом прончигают толщину модельной массы до керамического стержня. Носле застыван я модельной массы оправку снимают, и щин остается впаянным в стенке модельной массы, упираясь одним своим концом в керамический стерл ;ень, а второй его конец остается TopqaHuiM пад поверхностью модельной
мической оболочки шипы монтируются в эту оболочку.
Дальнейшие операции обычные.
Пред м е т изобретения
1. Керамическая оболочковая форма для иолучеиия иуетотелой отливки, например турбинной лопатки, включающая керамический стержень с фиксаторами его положения в
форме, расноложенными в верхней и нижней частях стержня, отличающаяся тем, что, с целью повышения качества отливки, в форме установлены дополнительные фиксаторы, выполненные в виде шипов, одни концы которых вмонтированы в форму, а другие - контактируют с поверхностью стержня.
2. Форма по п. 1, отличающаяся тем, что фиксирующие шипы изготовлены из металла, аналогичного металлу получаемой отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления форм для литья охлаждаемых лопаток турбин | 2023 |
|
RU2821536C1 |
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ | 1995 |
|
RU2090299C1 |
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2093304C1 |
| СПОСОБ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ И ЛИТОЕ ПОЛОЕ ОХЛАЖДАЕМОЕ ИЗДЕЛИЕ | 2003 |
|
RU2252109C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОХЛАЖДАЕМОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ОХЛАЖДАЕМАЯ ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2094170C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ОХЛАЖДАЕМЫХ ЛОПАТОК | 2017 |
|
RU2660554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ И ПРИ УПРАВЛЯЕМОМ ОХЛАЖДЕНИИ | 2014 |
|
RU2652526C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2002 |
|
RU2225278C2 |
| СПОСОБ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ ОТЛИВОК ПРИ ЛИТЬЕ ЛОПАТОК ГАЗОВЫХ ТУРБИН И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ПРИ ЛИТЬЕ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2015 |
|
RU2606817C2 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
