Изобретение относится к области мебельного производства и может быть использовано при изготовлении различных мебельных фасадов, мебельной фурнитуры (ручки, рукоятки, декоративные украшения и т.д.), а также при изготовлении сувенирной продукции.
В настоящее время наиболее универсальным и эффективным методом декорирования поверхностей становится прямая цифровая печать, осуществляемая специальными чернилами ультрафиолетового отверждения при помощи промышленных крупноформатных планшетных УФ принтеров. УФ принтер может печатать на любой плоской, в том числе и на твердой поверхности, а также на бумаге, ткани, стекле, пластике и древесине (см. http://c-a-m.narod.ru/techno/igrushka-system.html).
Из уровня техники известны различные способы изготовления декоративной накладки, используемой, например, в мебельных фасадах, мебельной фурнитуре и т.д., в которых на деревянную поверхность наносится изображение с помощью УФ принтера, и затем на указанную поверхность наносится защитный слой (RU 2534061 С1, 27.11.2014, см., например, реферат, описание; KR 20100060665 А, 07.06.2010, см., например, реферат; CN 103895085 А, 02.07.2014, см., например, реферат; RU 2592342 С1, 20.07.2016, см., например, реферат, фиг. 1; KR 101045596 В1, 30.06.2011, см., например, реферат).
Недостатками указанных выше способов являются низкие эксплуатационные качества покрытия, короткий срок службы, низкая износостойкость, проблематичность в уходе, т.к. деревянная поверхность не выносит влажной протирки.
Также из уровня техники известен способ изготовления декоративной накладки, используемой в мобильных устройствах, в котором на пластиковую поверхность наносится изображение с помощью УФ принтера, и затем на указанную поверхность надевается наклейка (крышка) с отверстиями или вырезами для визуализации нанесенного изображения (US 9462093 В2, 04.10.2016, см., например, реферат, фиг. 2).
Недостатком такого способа является истирание и зацарапывание поверхности с нанесенным изображением из-за отсутствия защитного слоя, что приводит к снижению качества и четкости изображения.
Наиболее близким является способ изготовления декоративной накладки, в котором на пластиковую поверхность наносится изображение с помощью УФ принтера, и затем на указанную поверхность наносится защитный слой в виде бесцветного глянцевого или матового лака (RU 132965 U1,10.10.2013).
Недостатками такого способа являются низкая прочность и износостойкость декоративной накладки и низкие эксплуатационные качества покрытия (защитного слоя) из-за отсутствия укрепляющих элементов декоративной накладки, и использования в качестве защитного слоя бесцветного глянцевого или матового лака, что в свою очередь приводит также к снижению качества и четкости изображения.
Технический результат заявленного технического решения заключается в повышении прочности и износостойкости декоративных накладок, используемых, в том числе и в ручках мебельных, а также повышения качества и четкости изображения.
Указанный технический результат достигается тем, что способ изготовления декоративной накладки заключается в нанесении на пластиковую поверхность изображения с помощью УФ принтера, и нанесении на полученную поверхность с изображением защитного прозрачного слоя, причем перед нанесением защитного прозрачного слоя на полученную поверхность с изображением наклеивают металлическую наклейку, представляющую собой тонкую пластину с контурами наносимого изображения.
В предпочтительном варианте изображение, наносимое на пластиковую поверхность, является монохромным или полноцветным.
В предпочтительном варианте изображение, наносимое на пластиковую поверхность, выполнено в виде рисунка, орнамента, узора, мозаики, фигуры.
В предпочтительном варианте металлическая наклейка предпочтительно выполнена из никеля.
В предпочтительном варианте металлическая наклейка предпочтительно выполнена из нержавеющей стали.
В предпочтительном варианте металлическая наклейка предпочтительно выполнена из латуни.
Также указанный технический результат достигается тем, что ручка мебельная содержит основу и декоративную накладку, выполненную при помощи указанного выше способа ее изготовления.
Заявляемое техническое решение поясняется чертежами, где
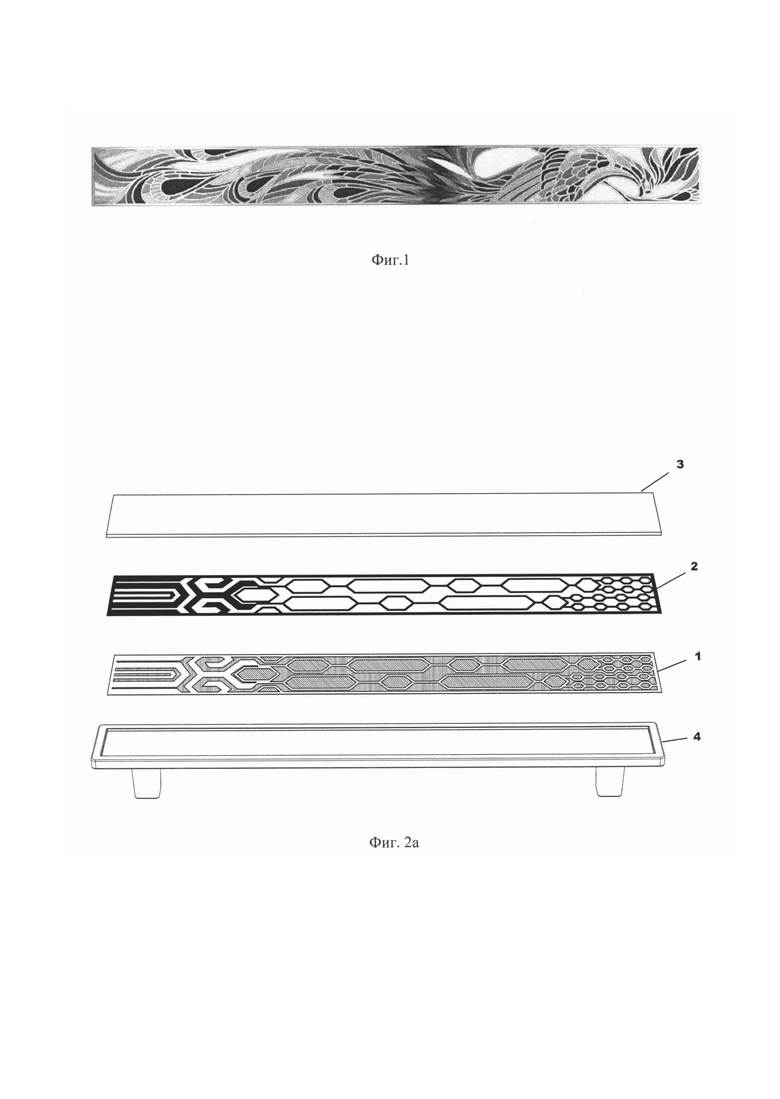
На фиг. 1 - Общий вид декоративной накладки;
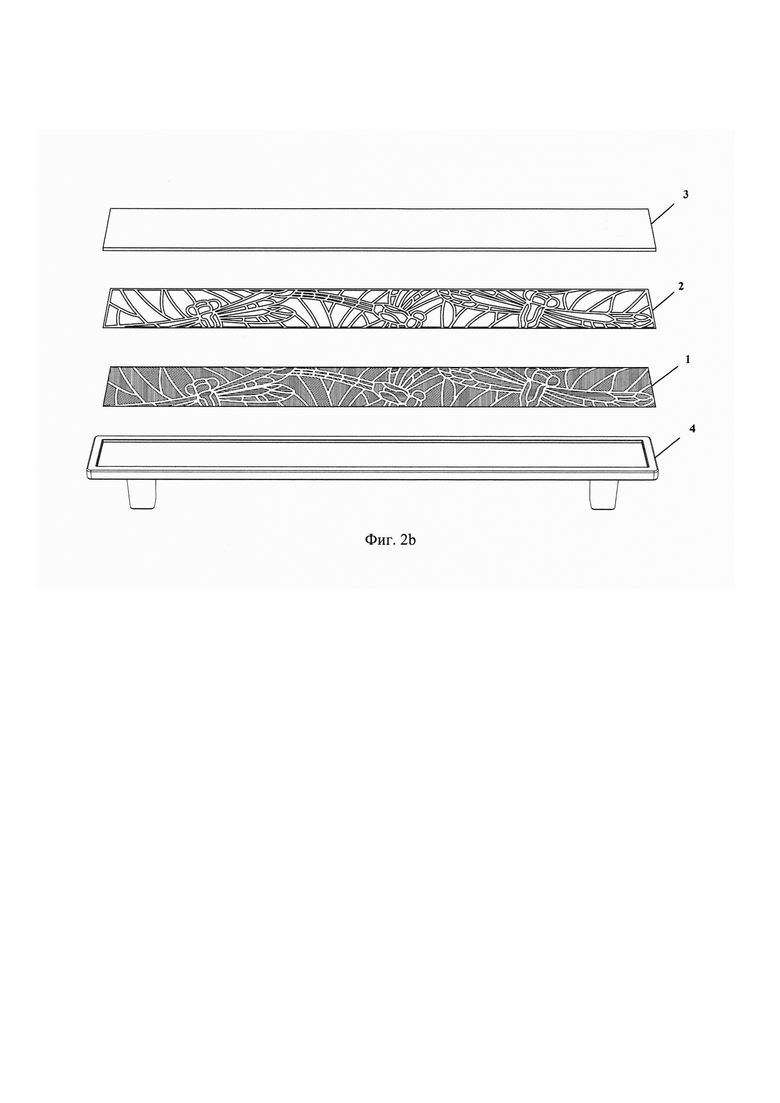
На фиг. 2 (а, b) - Конструктивное выполнение декоративной накладки.
Общий вид декоративной накладки в готовом виде представлен на фиг. 1.
На фиг. 2 (а, b) представлено конструктивное выполнение декоративной накладки с возможностью ее крепления к основе (4). Заявленная декоративная накладка состоит из трех составных частей, а именно пластиковой поверхности (1), на которую с помощью УФ принтера нанесено монохромное или полноцветное изображение; металлической наклейки (2), представляющей собой тонкую пластину с контурами наносимого изображения; и защитного слоя (3). В качестве основы может быть выбрана любая поверхность, соответствующая размерам изготовленной декоративной накладки, например, ручка мебельная, мебельные фасады, декоративная плитка, рекламные конструкции, сувениры, шкатулки и т.д.
Способ изготовления декоративной накладки с последующим ее использованием, например, для ручки мебельной, осуществляется следующим образом.
Пластиковую поверхность (1) размещают на столе, при этом она полностью должна соприкасаться с поверхностью стола и не иметь деформаций и изгибов. Недопустимо наличие царапин и изгибов пластиковой поверхности (1), ее края должны быть ровными. При помощи УФ принтера на пластиковую поверхность (1) наносится монохромное или полноцветное изображение, выполненное в виде рисунка, орнамента, узора, мозаики, фигуры или их сочетания. Изображение на пластиковой поверхности (1) должно быть четким и без искажений. Рекомендованное качество печати в масштабе 1:1 для растровой графики в форматах *.TIFF, *.JPEG, *.PSD и прочие, не менее 300 dpi. Предпочтительно использование форматов для векторной графики *.AI, *.EPS, *CDR и прочие.
Металлическая наклейка (2) должна быть ровной, гладкой, без царапин и равномерно блестящей по всей поверхности. При помощи лазера или фототравления изготавливают металлическую наклейку (2), которая повторяет контуры наносимого на пластиковую поверхность (1) изображения. Металлическая наклейка (2), предпочтительно, может быть выполнена из никеля, из нержавеющей стали, из латуни и т.д.
Защитный слой (3) может быть выполнен, например, в виде лака, либо в виде смеси из смолы двухкомпонентной твердой и отвердителя, либо в виде смеси из акрила и двухкомпонентного полимера, либо иных других компонентов или смесей, имеющих схожие характеристики (прозрачность, твердость и т.д.).
Пластиковую поверхность (1) с изображением фиксируется на рабочей поверхности. Подносят металлическую наклейку (2) к пластиковой поверхности (1) с изображением и производят визуальную примерку изображений металлической наклейки (2) и пластиковой поверхности (1), не прикасаясь при этом клеевой основы металлической наклейки (2) к изображению на пластиковой поверхности (1). Убедившись в том, что контуры металлической наклейки (2) полностью совпадают с изображением на пластиковой поверхности (1), склеивают указанные детали между собой для получения единой детали. Нанесение защитного слоя (3) на поверхность полученной единой детали, производится путем равномерного распределения его по всей поверхности получившегося изделия. При этом количество наносимого защитного слоя (3) может незначительно варьироваться исходя из желаемой толщины декоративной накладки.
Следующим этапом производства является либо полимеризация, либо коалесценция защитного слоя (3), в зависимости от его состава. Процесс может протекать двумя способами:
1. При комнатной температуре. В данном случае декоративную накладку оставляют сушиться при комнатной температуре не менее чем на 12 часов. После полного затвердевания защитного слоя (3) получают готовую декоративную накладку.
2. В условиях повышенной температуры. В данном случае декоративную накладку помещают в сухожаровой шкаф, либо специальную печь не менее чем на 2 часа, предпочтительно, при температуре 45-50 градусов Цельсия.
Контроль качества готового изделия производится по средствам визуального осмотра готовой декоративной накладки на предмет обнаружения дефектов.
Не допускается:
1. Пузыри, одиночные или в виде мелкой пыли
2. Пыль и прочие инородные частицы в защитном слое
3. Деформация поверхности защитного слоя
4. Изменение прозрачности защитного слоя
5. Появление радужной пленки на поверхности защитного слоя
6. Деформация декоративной накладки
7. Отделение металлической наклейки от пластиковой поверхности с изображением.
Полученную готовую декоративную накладку при помощи клеевого соединения закрепляют на основе (4), соответствующей ее размерам, например, ручки мебельной (фиг. 2а, b).
Клеевое соединение - неразъемное соединение деталей машин, строительных конструкций, мебели, изделий легкой промышленности, сувенирной продукции и др., осуществляемое с помощью клея.
Соединение материалов склеиванием находит все более широкое применение. Соединения, полученные склеиванием, обладают достаточной герметичностью, водомаслостойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клепку, сварку, посадку с натягом.
В качестве клея для соединения готовой декоративной накладки с основой (4) могут быть использованы: однокомпонентные клеи, двухкомпонентные клеи, двухсторонний скотч, клей эпоксидный, клей ПВА (поливинилацетат) и другие.
Следует понимать, что вышеупомянутый вариант использования декоративной накладки в ручке мебельной является предпочтительным вариантом, но не ограничивающим его реализацию. Как уже указывалось выше, полученная декоративная накладка может быть закреплена на любой основе (4), соответствующей размерам изготовленной декоративной накладки.
Данную декоративную накладку можно использовать при производстве кухонных гарнитуров, прихожих, шкафов-купе, столешниц, корпусной офисной мебели, комодов, тумб, дверей, декоративных перегородок, декоративных плитках, рекламных конструкций, сувенирах, шкатулках, мебельной фурнитуры (ручки, рукоятки, декоративные украшения и т.д.).
Изобретение относится к области мебельного производства и может быть использовано при изготовлении различных мебельных фасадов, мебельной фурнитуры, и направлено на повышение прочности и износостойкости декоративных накладок, а также повышение качества и четкости изображения. Способ изготовления декоративной накладки заключается в нанесении непосредственно на пластиковую поверхность изображения с помощью УФ принтера и нанесении на полученную поверхность с изображением защитного прозрачного слоя. При этом перед нанесением защитного прозрачного слоя на полученную поверхность с изображением наклеивают металлическую наклейку, представляющую собой пластину с контурами наносимого изображения. Ручка мебельная содержит основу и декоративную накладку, выполненную при помощи указанного способа изготовления декоративной накладки. 2 н. и 5 з.п. ф-лы, 3 ил.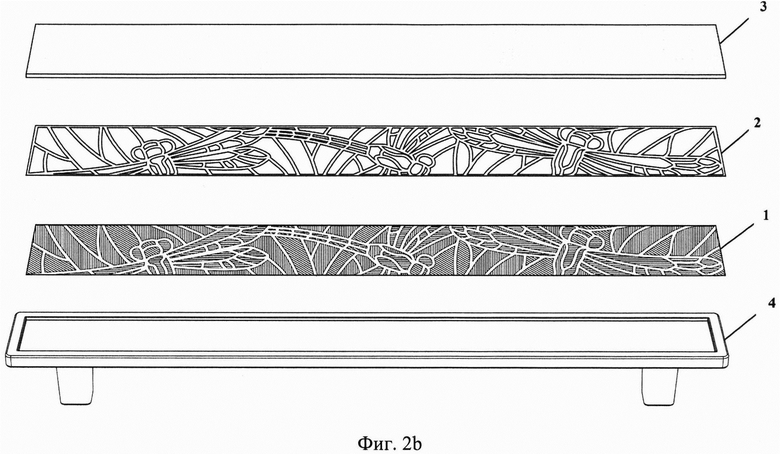
1. Способ изготовления декоративной накладки, заключающийся в нанесении непосредственно на пластиковую поверхность изображения с помощью УФ принтера и нанесении на полученную поверхность с изображением защитного прозрачного слоя, отличающийся тем, что перед нанесением защитного прозрачного слоя на полученную поверхность с изображением наклеивают металлическую наклейку, представляющую собой пластину с контурами наносимого изображения.
2. Способ изготовления декоративной накладки по п. 1, отличающийся тем, что изображение, наносимое на пластиковую поверхность, является монохромным или полноцветным.
3. Способ изготовления декоративной накладки по п. 1, отличающийся тем, что изображение, наносимое на пластиковую поверхность, выполнено в виде рисунка, орнамента, узора, мозаики, фигуры.
4. Способ изготовления декоративной накладки по п. 1, отличающийся тем, что металлическая наклейка предпочтительно выполнена из никеля.
5. Способ изготовления декоративной накладки по п. 1, отличающийся тем, что металлическая наклейка предпочтительно выполнена из нержавеющей стали.
6. Способ изготовления декоративной накладки по п. 1, отличающийся тем, что металлическая наклейка предпочтительно выполнена из латуни.
7. Ручка мебельная, содержащая основу и декоративную накладку, отличающаяся тем, что декоративная накладка выполнена при помощи способа по пп. 1-6.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С ПОКРЫТИЕМ | 2013 |
|
RU2534061C1 |
| Трехфазный инвертор | 1983 |
|
SU1131000A2 |
| CN 101004125 A, 25.07.2007 | |||
| Комбинированный прикатчик к полудорновым сборочным станкам | 1951 |
|
SU98771A1 |

