3arii6 коицин праслетив ия :taiiJjeчи.ки 6apa6iiii;i на полудориовых сбоp()4ibix стамках производится вручi-iyio, так как cjanKn имеют только бО|)товыс црикатчикя, ус И1:Ов.теиiihie но сторону (Л рабочего места станка. Для осуиггствлеиим прикаткп GopiOB 1и.1крышки рапочеА: цуж1Кг переходить ма сторону сГ)ороч1И)го стнпка, что связано с иенронзводите.мыюГ затратоГ BjieMCiiH на сборку тпмны.
П редл а а стся ком бн 11 и poi-;a; i i i ы it нрнкатчлк к ,op}iOBbiM станкам, устраняюпип указанные вынзе недостатки и HOBl-.Hi;; OtiUll ; HpO113i)();U Ie.ibHOCTb cTaiii--;a.
()со6е П ОС1Ъ комбинировали ()() )1рика1чика зак/почается в том, что он выполнен комбннированным из двух прикатчи1чов; боково1ч для заворота краев браслетов н бор-ювого для нрнкатки бортов | окрышки, прнкатчики смонтирова 1ы на постаменте, ус1 аиавливаемом с нерабочей стороны сборщика, и гк даются к станку механически от электродви1-ателя постоянного тока. Прижим нрикатчиков к барабану полудорнового сборочного станка осущес1вляетс5 двумя двухходовыми пневматическими 1н-1линдрами.
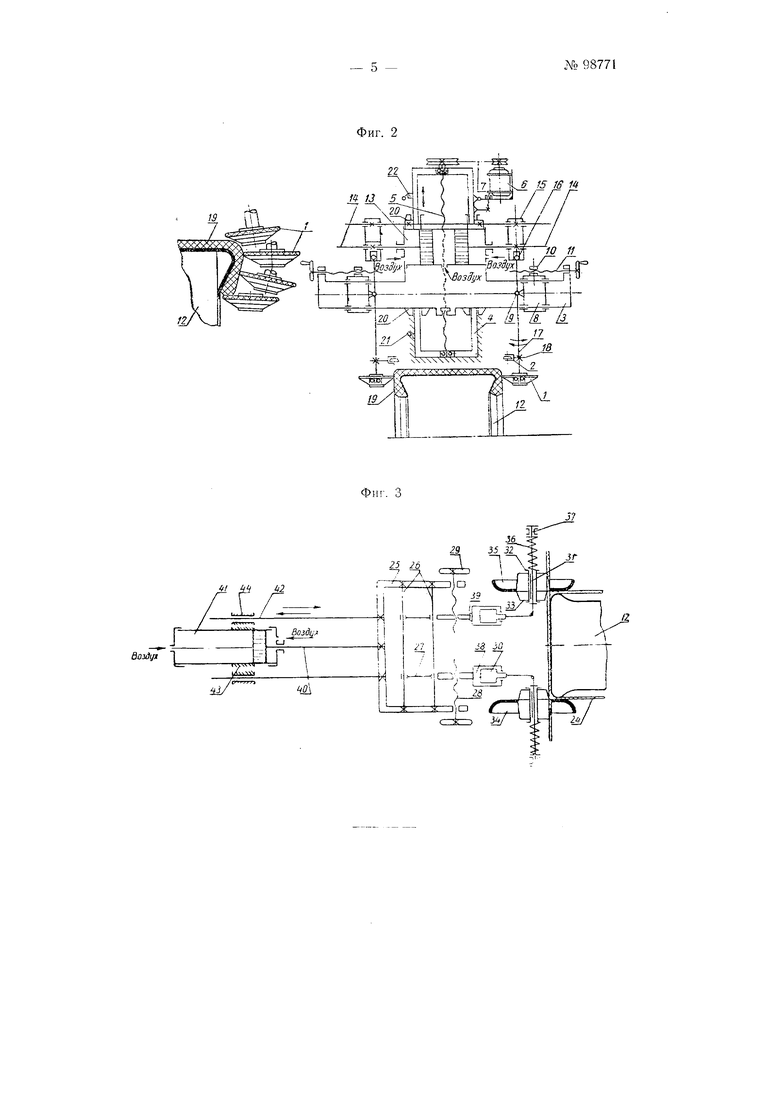
11а c|j)ii. 1 нрс.)емый комбинированный нрикатчнк к полудорновым сбор15Ч1Но1м станкам изобра/ ei в трех iipoeKuiiHx: на (|)iir. 2 -.дана схема бортового нрнкатчг.ка: ча фнг. ,) схем:: по1 овп-о iiiiiiKaTч Н а.
)IHi.Чp(lBallHi. :;р111 аТЧПК СОviijiii п.-; бор .гового н белкового нрикагч н а, мо:1тнроиан1и- 1Х на носта.lei-rre, ус ; ;;HkjB/ieHHOj,i у 1олу;|,ор:;оlurro сбсрочно1ч станка, н осущеTB.iHioriUix работу одновременно или ра:,де.. ь .зависимости от c,:ioBiiii и материи,la покрышки.
Бортово) ир к;;тчн1 с нрнкаточНЫМ1-; :ч. / н .исковыми иожа.м) 2 д,я резкн боковин протекгора .монтирован на каретке 3, неремен1,аюнцС11ся ijo сунпорту 4 нри ; омон1,и ходового внита 5. BuiTi приводится в(.) вращение с разнь ми скоростями э.чектродвигателем 6 постоянного тока MejHxi клиноременную передачу 7.
Каретка 3 нмееч два rio. , н которых свободно вран1,аются оси державок 9 нрнкаточных роликов /.
Ползуны (V в пижнек части имеют вилки для гаек 10 настроечных винтов 11, npii помощи которых можн( с.:1.вигать или раздвигат:, ползуны X,
в загг к;ими1.-|-и ;)г iir;i()iii(i-)i усгаиавлиаас.гых на сборочпсш стапко Г)Л)а6a;ir;i3 12.
Па каретке 3 yciaiioi./KJii aisyxxoдовоГ| ииевматичсскиЛ ин,1ипд) 13. на штоках 14 KOiopoio жесг; ) :;а креплены вилки /5, и которые -;л();1ят ролики 16 концов стержне /7.
Ма стержнях /7 закрЧН.лены державкн /(V оссн дисковых ножей 2. когоры;-- можпо регулировать при настройке, изменяя угол резки и у.меиьи ая и.in уве.Пчикая вы.чет ножей.
При вкл1оч(М1ии :).Ч(ч рс;д|-;и1ате,;1я каретка 3 из крайнего по. ожения (мг1аетея к барабану 2 стайка.
Одновременно н(v aeгeя воздух з середину ци.чиндра . IIITOKH // которого, раздвигаясь в стороны, своими вилками 15 п)онзводят новорот стержней /7 вокр)ч- осей державок 9 и прижимают прикаточные ролики / к зап. ечика.1 (краям) барабана /2 сборочно1Ч) станка.
Ролики последовательно обкатывают борта 11окрын1ки 19 iia всей длине заплечиков (краев) барабана.
По окончании 11р1п атки каретка 3 своим упором 20 иажи.мает на юлик пзтевого выключате;1я 2, нерек.почая направление движения электродвигателя 6, и перемещается в крайнее заднее положение, достигнув которое, упором 20 нажимает ро.чик путевого выключателя 22. останав.чивая электродвнгате.чь.
Одновременно воздух нодаетея в края нпсвмаччччеекого щтчиндра /. вследствие чего штоки 14 перемещаются к середине цилиндра и поворачивают стержни 17. о т во л я ролики / от барабана 12.
При резке боковин нротекто()а каретка 3 ходовым винтом 5 подается в крайнее переднее положение, минуя путевой выключатель 21, дойдя до которого останавливается, фикси руемая путевым вык почателем 23.
Воздух подается в середину цилиндра 13, штоки /4, раздвигаясь в стороны, поворачивают стержни 17 вокруг осей державок .9 и прижимают дисковые ножи 2 к вращающейся на барабане 12 покрышке 19.
ооковой ирИ1 агчнк служ: д.ля : а1Л1ба краср, брлс.чето.з 24 на заялечики (края) барабана 12 и обжимки (чч) на бортах П()крьн; ки 19 и имеет онору 2.5, 5 кочороГг закрен.чены два 1аирав.чяк)щ,их стержня 26, сл -жа1иие для псре.1е дения и закреп.теним на них двух вилок 27. Ви.чки ири настройке но разной гпнрипе барабана, передвигаются но стержням 2 нрн помощи регу.11 ровоч:1ых вшггов 28 с махо1.ичкалп1 2.9.
В ви.чках 27 перемеи1.а1отся но.чзх ы 30 с осями 31. вдоль которых нрн по.мощи наг1раг,.чя1ОН1,их ннюнок пере.мсщаются вту.чки 32. Па вту.чках враща отся на {парнконод1Н1ннщках 1- две нары прикаточных ро.чиков .3-/ и 35, служаП1ИХ для загиба краев бпас.ютов :Я чян.чечикн барабана 12.
Втулк; 32 ирижачы к ползунам 5 ;фи FiOMOinn пружин 36, натяг которых .чируется установс чиыми кольцами 37 и является необходимым д„чя правильной обжи.мки бортов нокрыщки с тем, чтобы нрикачочные ролик пе сдирали слоя ре) с кордовой ткани.
Ползуны 30 поджаты к верхней ограиичите.льпой плаике вилок 27 пружипа.ми 38, регу.чируемыми г;и1ками 39.
В опоре 25 жеетко закрен..чеи плок Ю двухходового пневматического цилиндра 4 и два направляющих стержня 42, с.чужащие для устрапеиия перекоса опоры 2,5 при работе.
Цилиндр 41 закреплен в оноредержавке 43, которая крепится к суппорту -/. К этому же суппорт} крепятся подшипники 44 направЛЯЮП1ИХ стержней 42.
Для удобства монтажа суппорт 4 л за.тней стенке имеет окно, закрываемое дверкой 45.
При включении воздуха в нижнюю полость цилиндра 41 прикаточпые ролики 34 и 35 подаются к вращающемуся барабану 12 с надетым на нем браслетом ткани.
Ролики 34 и 35 производят загиб краев браслета ла барабан и обжимку его на бортах. Одновременно производится обкатка бортов покрыщки прикаточным роликом / бортового прикатчика.
Г1 p e Д e т и зоб p e г e ii и я
1.Комбинированный прикатчик к полудорновым сборочным станкам, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности станка и качества собираемой покрышки, он выполнен в виде ком бинации из двух ирикатчиков - бокового для заворота краев браслетов и бортового для прикатки бортов покрышки.
2.Форма выполнения комбинированного прикатчика по п. 1, отличающаяся тем,что бортовой прикатчик с дисковыми ножами .для резки боковин протектора смонтирован на каретке, имеюще) привод от элект зодвигатс,1я постоянного тока, и совместно с боковым прнкатчиком на постаменте, устанавливаемом к сборочному станку с нерабочей стороны сборщика.
3. Форма выполнения комбинированного нрнкатчнка по пп. 1 и 2, о т.: и чающаяся тем, что прижим прикатчиков к сборочному барабану полудорнового станка осуществляется двумя двухходовыми пневматическими иилиндрами.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прикатки деталей покрышки | 1977 |
|
SU738898A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU267056A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Прикаточное устройство к станку для сборки покрышек пневматических шин | 1970 |
|
SU441770A2 |
| Барабан для сборки и формования покрышек пневматических шин | 1983 |
|
SU1079464A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ДАВЛЕНИЯ ПРИКАТОЧНЫХ РОЛИКОВ НА СТАНКАХ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1967 |
|
SU224133A1 |
| Станок для сборки резино-кордных оболочек | 1978 |
|
SU735437A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2172255C2 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU321411A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |