Изобретение относится к области производства строительных изделий, в частности к изготовлению одно- и/или многоцветной тротуарной плитки способом вибропрессования полусухих, окрашенных песчано-цементных смесей.
Известна «Установка для прессования строительных изделий» См. а.с. 1756153 A1, М.кл. В28В 3/00, на которой вибропрессуют одноцветные тротуарные плитки различной конфигурации. Установка оборудована прямоугольной матрицей с прессующей плитой. Вибропрессование тротуарной плитки осуществляется на плоском металлическом листе -поддоне.
К недостаткам известной установки с плоским металлическим листом -поддоном можно отнести сложность работы при выполнении операций вибропрессования с тяжелым поддоном.
Известен поддон для вибропрессования тротуарной плитки с рельефным изображением см. патент РФ №2358862 М.кл. В28В 3/00 состоящий из несущего металлического листа с нижней гладкой поверхностью со сквозными отверстиями с фасками и формующей верхней поверхностью, на которой имеется рельефное изображение, причем формующая верхняя поверхность с рельефным изображением выполнена из термопластичного материала на верхней рифленой поверхности несущего металлического листа, а на рельефном покрытии имеются прямоугольные канавки, плотно контактирующие с перегородками приспособления, разделяющими цветные формовочные смеси. Технический результат, по мнению авторов, заключается в надежности и простоте устройства.
К недостаткам известного поддона для вибропрессования можно отнести сложность конструкции и низкую износостойкость рабочей поверхности поддона, выполненной из резины.
Известна более совершенная конструкция поддона для вибропрессования см. патент РФ №2616027 - прототип. Поддон состоит из плоской деревянной основы, выполненной из элементов древесины, скрепленных стяжками и установленными по торцам двумя металлическими защитными элементами С-образного профиля, при этом рабочая поверхность поддона выполнена двухслойной, один слой - это выровненный слой древесины, пропитанный компаундом, и второй -износостойкий рабочий слой из стеклоосновы, пропитанный компаундом -защитным грунтовочным материалом - полиэфирной смолой с отвердителем. Толщина армирующего износостойкого рабочего слоя из стеклоосновы, пропитанной компаундом - полиэфирной смолой с отвердителем, выполнена равной 0,5-1,5 мм.
К недостаткам известного поддона для вибропрессования можно отнести низкую износостойкость его рабочей поверхности, заключающуюся в том, что после определенного цикла работ плоская рабочая поверхность поддона для вибропрессования изнашивается и в дальнейшем требует ремонта и восстановления износостойкости поверхности.
Техническим результатом предполагаемого изобретения является устранение недостатков прототипа, в частности создание поддона с повышенной износостойкостью и более длительным сроком службы рабочей поверхности.
Поставленный технический результат достигается сочетанием использования общих с прототипом известных признаков, включающих деревянные элементы основы, связанные друг с другом при помощи стяжек с образованием плоской рабочей износостойкой поверхности поддона со смонтированными на торцах основы защитными С-образными профилями и новых признаков, заключающихся в том, что каждый элемент основы поддона выполнен в виде слоистой структуры-пакета, состоящего из полосок шпона толщиной 1,0-3,0 мм, пропитанных фенол-формальдегидной смолой, спрессованных в форме, обращенных боковыми продольными сторонами при сборке элементов к плоской рабочей износостойкой поверхности поддона, при этом на сторонах элементов, контактирующих друг с другом при сборке поддона, сформированы фиксирующие положение элементов относительно друг друга паз-гребень.
На наружных плоских поверхностях полосок шпона перед сборкой каждого элемента основы поддона создают дополнительные слои фенол-формальдегидной смолы путем пропитки в течение 12-15-ти минут при температуре 15-25°С и плотности смолы равной 1,2 г/см3.
Слоистую структуру-пакет каждого элемента основы поддона, получают при помощи пропитки фенол-формальдегидной смолой, и пластификации в течение 6-9 часов, при нагреве до температуры 110-150°С и отверждении до температуры в 30-40°С.
Фиксирующие положение элементов друг с другом паз-гребень на каждой полоске шпона формируют прессованием под давлением на прессе при помощи металлической формы с пазами и гребнем.
Новизной предложенного технического решения является выполнение каждого элемента основы поддона в виде слоистой структуры-пакета, состоящего из полосок шпона толщиной 1,0-3,0 мм, пропитанных фенол-формальдегидной смолой, спрессованных в форме, обращенных боковыми продольными сторонами при сборке элементов к плоской рабочей износостойкой поверхности поддона, при этом на сторонах полосок шпона и элементов, контактирующих друг с другом при сборке поддона, сформированы фиксирующие положение полосок и элементов относительно друг друга паз-гребень.
Так, выполнение каждого элемента основы поддона в виде слоистой структуры-пакета, состоящего из полосок шпона толщиной 1,0-3,0 мм, пропитанных фенол-формальдегидной смолой, спрессованных в форме, позволяет создать более прочную и жесткую и надежную взаимосвязь полосок шпона друг с другом придающую пакету полосок большую прочность на изгиб и износостойкость по сравнению с прототипом.
Признаки обращения, при сборке элементов поддона, боковыми сторонами, направленными к плоской рабочей износостойкой поверхности поддона позволяют значительно увеличить и сохранить на длительное время износостойкость поддона для вибропрессования, поскольку износостойкой поверхностью является поверхность, образованная продольными боковыми сторонами (торцовой боковой продольной стороной) каждой из пропитанных полосок шпона чередующихся со слоями пластифицированной и затвердевшей фенол-формальдегидной смолы.
Формирование на плоских сторонах полосок шпона и элементов, контактирующих при сборке поддона друг с другом, фиксирующих положение полосок шпона и элементов - паз-гребень позволяет ориентировано и надежно без смещений вначале сформировать из полосок шпона слоистый пакет, а затем из пакетов собрать поддон. При этом сформированный паз-гребень на полосках шпона и соответственно на элементах облегчает сборку и одновременно упрочняет конструкцию, придавая ей дополнительную прочность.
Признаки создания на наружных плоских поверхностях полосок шпона перед сборкой каждого элемента основы поддона дополнительных слоев фенол-формальдегидной смолы путем пропитки в течение 12-15-ти минут при температуре 15-25°С и плотности смолы равной 1,2 г/см3, получение слоистой структуры-пакета каждого элемента основы поддона при помощи пропитки фенол-формальдегидной смолой, и пластификации в течение 6-9 часов, при нагреве до температуры 110-150°С и отверждении до температуры в 30-40°С и выполнение фиксирующих положение элементов друг с другом паз-гребень на каждой полоске шпона на прессе при помощи металлической формы с пазами и гребнем - являются признаками дополнительными, раскрывающими основные признаки заявленного объекта и способствуют достижению поставленного изобретением технического результата.
Так, создание на наружных плоских поверхностях полосок шпона, перед сборкой каждого элемента основы поддона, дополнительных слоев фенол-формальдегидной смолы путем их пропитки в течение 12-15-ти минут при температуре 15-25°С и плотности смолы равной 1,2 г/см3 позволяет создать между вертикально расположенными полосками шпона дополнительный полимерный износостойкий слой, чередующийся с пропитанными смолой полосками шпона, что способствует повышению износостойкости поддона в процессе эксплуатации и повышению стойкости поддона на износ.
Согласно выполненного патентно-информационного поиска сочетания известных и новых признаков предполагаемого изобретения в источниках патентной и научно-технической информации не обнаружено, что позволяет отнести признаки к обладающим новизной.
Предложенное сочетание признаков не известно из существующего уровня техники и не вытекает из него явным образом, позволяя при этом получить более высокий технический результат. Поэтому предлагаемые существенные признаки и их сочетание можно считать имеющими изобретательский уровень.
Описание осуществления предполагаемого изобретения позволяет отнести его к промышленно выполнимым.
На фиг. 1 схематично представлен вид поддона сверху с защитными С-образными профилями.
На фиг. 2 вид поддона сбоку со стороны защитных С-образных профилей.
На фиг. 3 вид торца поддона спереди со стороны стяжек.
На фиг. 4 схематично показано соединение с деревянным поддоном СО-образной стяжки при помощи клепок.
На фиг. 5 показан элемент поддона, собранный из пропитанных смолой полосок шпона со стрелками показывающими направление набора полосок.
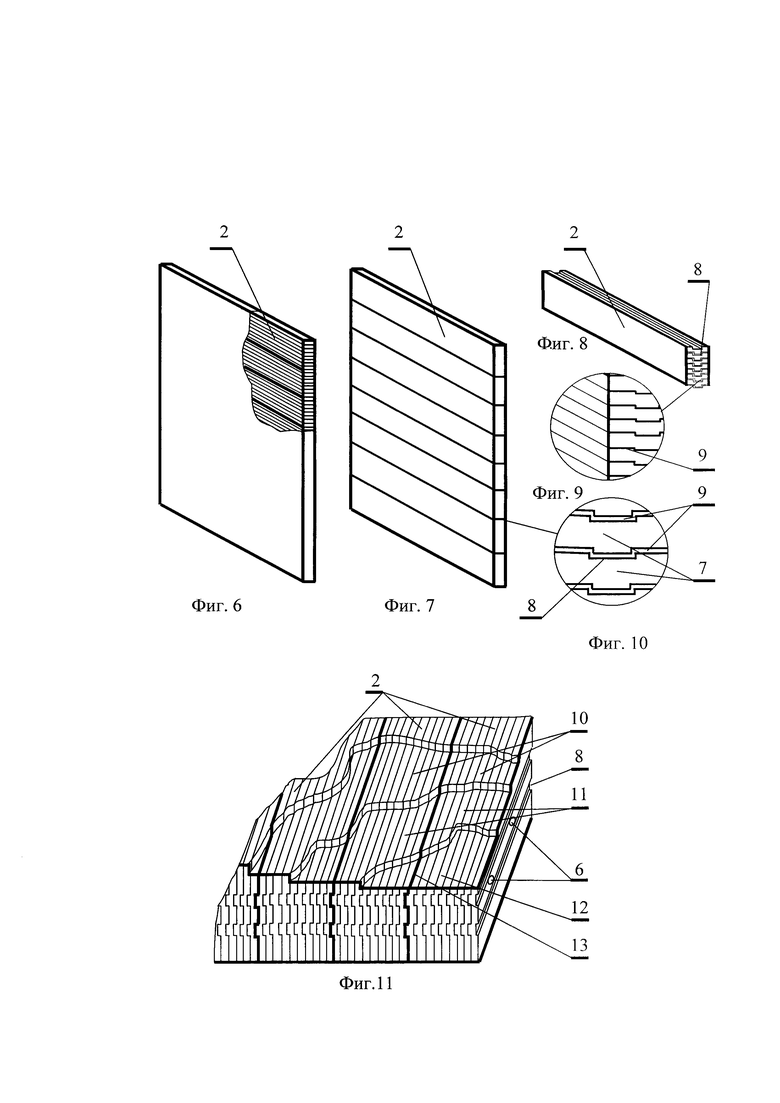
На фиг. 6 показан поддон, собранный из элементов выполненных из полосок шпона.
На фиг. 7 показан поддон, собранный из элементов.
На фиг. 8 показан элемент поддона с выполненными на поверхностях контакта друг с другом фиксирующих элементов паз-гребень.
На фиг. 9 в увеличенном масштабе показан торец элемента поддона.
На фиг. 10 в увеличенном масштабе показано соединение полосок шпона с использованием элемента паз-гребень.
На фиг. 11 схематично в увеличенном масштабе, показан поддон с двумя фигурными элементами паз-гребень формируемыми в полосках шпона и элементах с изнашиваемыми в процессе работы слоями, сохраняющими первоначальную износостойкость.
Поддон для вибропрессования состоит из плоской основы 1, выполненной из деревянных элементов 2, с установленными на торцах элементов С-образными защитными металлическими профилями 3, закрепленными шурупами 4 или клепками 5. Элементы 2 поддона скреплены друг с другом стяжками 6. Каждый элемент 2 поддона выполнен в виде слоистой структуры-пакета, состоящего из набора предварительно пропитанных фенол-формальдегидной смолой с отвердителем полосок 7 шпона толщиной 1,0-3,0 мм. При этом на плоской поверхности каждой полоски 7 шпона, при помощи прессования формируют, по меньшей мере, один фигурный элемент - паз-гребень 8. При пропитывании полосок 7 шпона на их плоской поверхности, контактирующей с другими полосками шпона, создают дополнительный полимерный износостойкий слой 9 смолы. При износе поверхностного слоя, за определенный период времени, поддон сохраняет износостойкость в нижних, образовавшихся после износа верхней поверхности в поверхностях 10, 11, 12 и далее в зависимости от требований предъявляемых к износу поддона. Позицией 13 показана линия соединения элементов поддона.
Предлагаемый поддон для вибропрессования выполняют следующим образом:
Первоначально из листа шпона по длине и толщине поддона с формированием на прессе одного или нескольких продольных фигурных элементов паз-гребень 8 на плоской поверхности нарезают полоски 7 шпона. Перед сборкой каждого элемента 2 основы 1 поддона, полоски 7 шпона пропитывают фенол-формальдегидной смолой с образованием на плоской поверхности полоски дополнительных слоев 9 фенол-формальдегидной смолы. Пропитку осуществляют в течение 12-15-ти минут при температуре 15-25°С и плотности смолы равной 1,2 г/см3. Затем осуществляют сборку полосок 7 шпона с приложение нагрузки на плоские поверхности полосок с получением элемента 2 поддона. Далее элемент поддона подвергают дополнительной пропитке в смоле и пластификации в камере в течение 6-9 часов. При этом в камере создают температуру 110-150°С и затем охлаждая до температуры в 30-40°С элемент отверждают. В процессе пластификации каждый элемент поддона превращается в своеобразный «древесный» пластик (пластифицированная древесина). Далее в каждом слоистом структуре-пакете сверлят отверстия для стяжек 6.
Затем пластифицированные и отвердевшие элементы при помощи стяжек 6 собирают. При этом гребни одного элемента поддона входят в пазы другого элемента поддона, что позволяет легко осуществлять ориентацию элементов относительно друг друга и получить ровную плоскую рабочую поверхность. На торцовые стороны собранных элементов устанавливают защитные С-образные металлические профили 3, которые закрепляют на поддоне шурупами 4 или клепками 5.
После этого рабочую поверхность поддона при необходимости выравнивают путем шлифования.
Выполнение пропитки полосок шпона компаундом, включающим полиэфирную смолу, например, номер 110, разведенную 1,0-3,0% отвердителем, например, бутаноксом, предотвращает коробление поверхности поддона, обеспечивает высокую его износостойкость, надежность и стойкость к вибрации, что значительно расширяет технологические возможности поддона.
Продольные торцы 14 (стороны) полосок шпона, образующие боковые стороны элемента поддона, обращенные при сборке элементов к плоской рабочей поверхности поддона позволяют создать поддон с повышенной износостойкостью с более длительным сроком службы рабочей поверхности, поскольку при износе части верхней поверхности поддона, образовавшаяся вновь поверхность поддона имеет те же прочностные и износостойкие характеристики, что и первоначальная верхняя часть поверхности.
Созданные на наружных плоских поверхностях полосок шпона и элементах поддона дополнительные слои фенол-формальдегидной смолы путем пропитки в течение 12-15-ти минут при температуре 15-25°С и плотности смолы равной 1,2 г/см3 обеспечивают высокую износостойкость поддона по всей его толщине, что существенно увеличивает сроки службы поддонов.
Выполнение фиксирующих положение элементов друг с другом в виде пазов и гребней на каждой полоске шпона при помощи прессования в металлической форме с пазами и гребнями позволяет получить одинаковые геометрические размеры полосок шпона и соответственно элементов поддона, что значительно снижает объем дополнительных работ, связанных с выравниванием поверхности поддона.
Готовые поддоны укладывают в стопу и отправляют на склад.
В настоящее время на предприятии изготовлена опытная партия предлагаемых поддонов, которая проходит производственные испытания на этом же предприятии.
Предварительные результаты испытаний положительные. По окончании испытаний будет принято решение о производстве предлагаемых поддонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ ДРЕВЕСНОСЛОИСТЫЙ МАТЕРИАЛ | 1994 |
|
RU2049673C1 |
| Поддон для вибропрессования | 2016 |
|
RU2616027C1 |
| Способ изготовления поддона для вибропрессования | 2016 |
|
RU2640241C2 |
| Способ изготовления электроизоляционного древесного слоистого пластика | 1981 |
|
SU1029238A1 |
| МЕБЕЛЬ С МЕСТНЫМ НАГРЕВАТЕЛЬНЫМ УЗЛОМ | 1999 |
|
RU2153277C1 |
| БУМАЖНО-СЛОИСТЫЙ ПЛАСТИК (ВАРИАНТЫ) | 2013 |
|
RU2519800C1 |
| Способ получения фанеры и древесных пластиков | 1945 |
|
SU69001A1 |
| БУМАЖНО-СЛОИСТЫЙ ПЛАСТИК (ВАРИАНТЫ) | 2013 |
|
RU2518572C1 |
| Способ получения водостойких слоистых пластиков и изделий | 1949 |
|
SU82818A1 |
| БУМАЖНО-СЛОИСТЫЙ ПЛАСТИК (ВАРИАНТЫ) | 2013 |
|
RU2520530C1 |

Изобретение относится к области производства строительных изделий, в частности к изготовлению одно- и/или многоцветной тротуарной плитки способом вибропрессования полусухих, окрашенных песчано-цементных смесей. Поддон для вибропрессования включает деревянные элементы основы, связанные друг с другом при помощи стяжек с образованием плоской рабочей износостойкой поверхности поддона со смонтированными на торцах основы защитными С-образными профилями. При этом каждый элемент основы поддона выполнен в виде слоистой структуры-пакета, состоящего из полосок шпона толщиной 1,0-3,0 мм, пропитанных фенол-формальдегидной смолой, спрессованных в форме, обращенных боковыми продольными сторонами при сборке элементов к плоской рабочей износостойкой поверхности поддона. При этом на сторонах элементов, контактирующих друг с другом при сборке поддона, сформированы фиксирующие положение элементов относительно друг друга паз-гребень. Техническим результатом является повышение износостойкости и срока службы поддона. 3 з.п. ф-лы, 11 ил.
1. Поддон для вибропрессования, включающий деревянные элементы основы, связанные друг с другом при помощи стяжек с образованием плоской рабочей износостойкой поверхности поддона со смонтированными на торцах основы защитными С-образными профилями, отличающийся тем, что каждый элемент основы поддона выполнен в виде слоистой структуры-пакета, состоящего из полосок шпона толщиной 1,0-3,0 мм, пропитанных фенолформальдегидной смолой, спрессованных в форме, обращенных боковыми продольными сторонами при сборке элементов к плоской рабочей износостойкой поверхности поддона, при этом на сторонах элементов, контактирующих друг с другом при сборке поддона, сформированы фиксирующие положение элементов относительно друг друга паз-гребень.
2. Поддон по п. 1, отличающийся тем, что на наружных плоских поверхностях полосок шпона перед сборкой каждого элемента основы поддона созданы дополнительные слои фенолформальдегидной смолы путем пропитки в течение 12-15-ти минут при температуре 15-25°С и плотности смолы, равной 1,2 г/см3.
3. Поддон по п. 1, отличающийся тем, что слоистую структуру-пакет каждого элемента основы поддона получают при помощи пропитки фенолформальдегидной смолой, и пластификации в течение 6-9 часов, при нагреве до температуры 130-150°С и отверждении до температуры в 30-40°С.
4. Поддон по п. 1, отличающийся тем, что фиксирующие положение элементов друг с другом паз-гребень на каждой полоске шпона формируют на прессе при помощи металлической формы с пазами и гребнем.
| Поддон для вибропрессования | 2016 |
|
RU2616027C1 |
| ПОДДОН И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДДОНА | 2012 |
|
RU2531733C2 |
| ПАНЕЛЬ ДЛЯ ПОЛА, СТЕНЫ ИЛИ ПОТОЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2637010C1 |
| Способ изготовления поддона для вибропрессования | 2016 |
|
RU2640241C2 |
| WO 2005060507 A2, 07.07.2005. | |||

