Изобретение относится к строительству и применяется в качестве фундамента-основания для металлических или деревянных столбов-стоек различного сечения.
Известен аналог - винтовая свая - RU 131011, 26.03.2013, содержащая ствол в виде трубы, винтовую лопасть, наконечник и расширительный поясок, отличающаяся тем, что наконечник выполнен в виде ребристой осесимметричной фигуры с заостренным концом, присоединенной к заглушке ствола.
Недостатком аналога является низкая надежность сваи, обусловленная тем, что наконечник выполнен в виде отдельной детали, приваренной к трубе, что способствует быстрому распространению коррозии сваи в месте соединения деталей сваркой.
Известен аналог - винтовая свая - RU 182309, 24.01.2018, принятая в качестве прототипа, состоящая из цельного цилиндрического корпуса, имеющего зону с постоянным диаметром сечения, а также зону с постепенно уменьшающимся диаметром сечения, имеющего заостренное окончание, подвергнутое термообработке с последующей ковкой и закаливанием, и спирали 10-20 мм шириной и 1-3 мм толщиной, расположенной на части внешней поверхности цилиндрического корпуса таким образом, что одна из ее крайних точек совпадает с заостренным окончанием, а вторая расположена на зоне цилиндрического корпуса с постоянным диаметром сечения.
Недостатком прототипа является низкая проникающая способность сваи, которая снижает эффективность ее установки в каменистый или замерзший грунт, находящийся долгое время при отрицательных по Цельсию температурах. Низкая проникающая способность обусловлена гладкой поверхностью заостренного окончания, которая не оказывает разрушающего воздействия на верхние слои грунта при вращении сваи, а проскальзывает при вращении. Поэтому необходимо прикладывать значительные вертикальные усилия для того, чтобы проткнуть верхние слои грунта для того, чтобы начать вворачивать сваю, используя винтовую поверхность. Недостатком является также сложность установки сваи, которая обусловлена сложностью ее ориентирования из-за гладкой поверхности заостренного окончания. При выставлении сваи в вертикаль сложно зафиксировать ее в таком положении перед началом вворачивания в грунт, она проскальзывает и теряет вертикальное положение, особенно при установке в каменистый грунт. По перечисленным причинам ручная установка сваи значительно затруднена.
Технической задачей изобретения является увеличение эффективности установки винтовой сваи, обеспечение возможности установки сваи вручную без применения специального инструмента.
Технический результат предлагаемой изобретения заключается в увеличении эффективности разрушения слоев грунта заостренным окончанием сваи без необходимости увеличения осевого усилия, прикладываемого к свае в процессе ее установки, и с сохранением прежней эффективной технологии изготовления сваи. Дополнительный технический результат изобретения заключается в обеспечении лучшей фиксации сваи в вертикальном положении в начальный момент установки, что обеспечивает повышение технологичности ее применения.
Технический результат достигается в свае винтовой, состоящей из цельного корпуса, изготовленного из трубы, имеющего цилиндрическую зону с постоянным диаметром сечения, коническую зону с постепенно уменьшающимся диаметром сечения, заостренное окончание, имеющей спираль, расположенную на цилиндрической и конической зонах внешней поверхности корпуса, заостренное окончание имеет четыре плоские грани, взаимное расположение которых соответствует расположению граней в пирамиде, два первых противолежащих участка сопряжения двух смежных плоских граней выполнены в виде плавных радиусных переходов, а два вторых противолежащих участка сопряжения двух смежных плоских граней выполнены в виде выступов, образованных сплющенными до соприкосновения друг с другом стенок трубы, из которой изготовлен корпус сваи.
Корпус сваи винтовой может быть изготовлен из трубы диаметром 40…230 мм с толщиной стенки 1…8 мм, длина спирали может быть 0,1…6 м, шаг спирали 30…120 мм, длина сваи может быть 0,5…12 м, длина заостренного окончания может быть 30…100 мм.
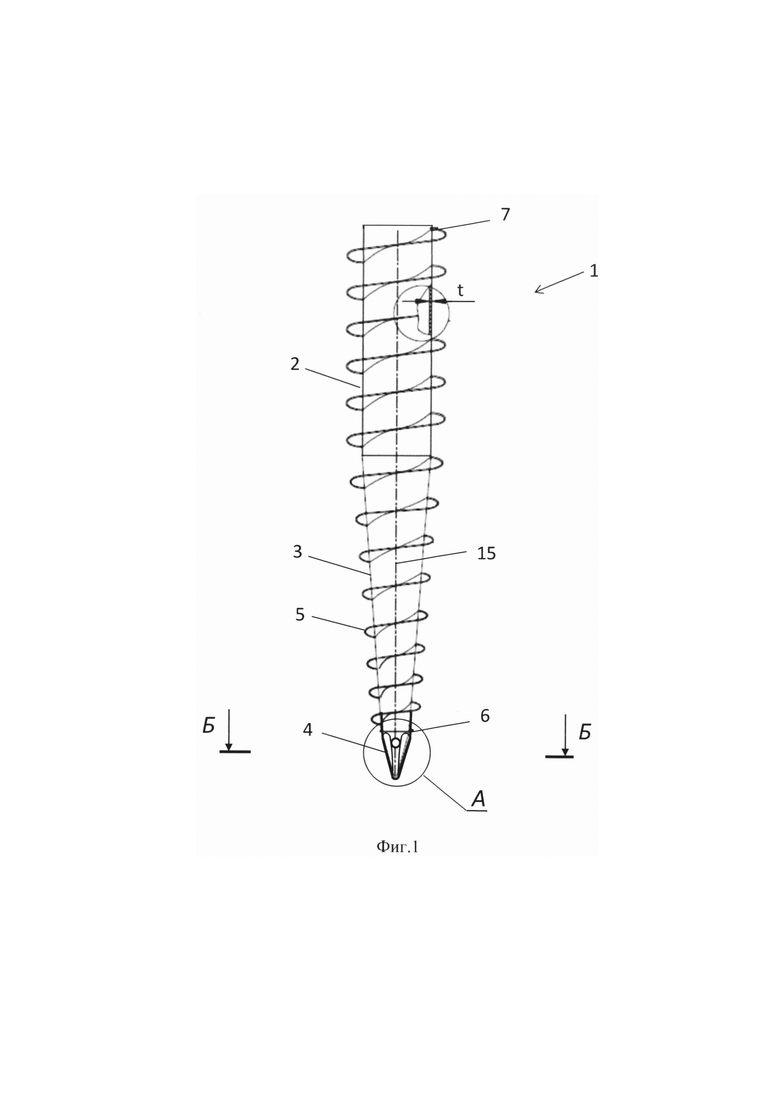
На фиг. 1 изображен вид сбоку сваи винтовой.
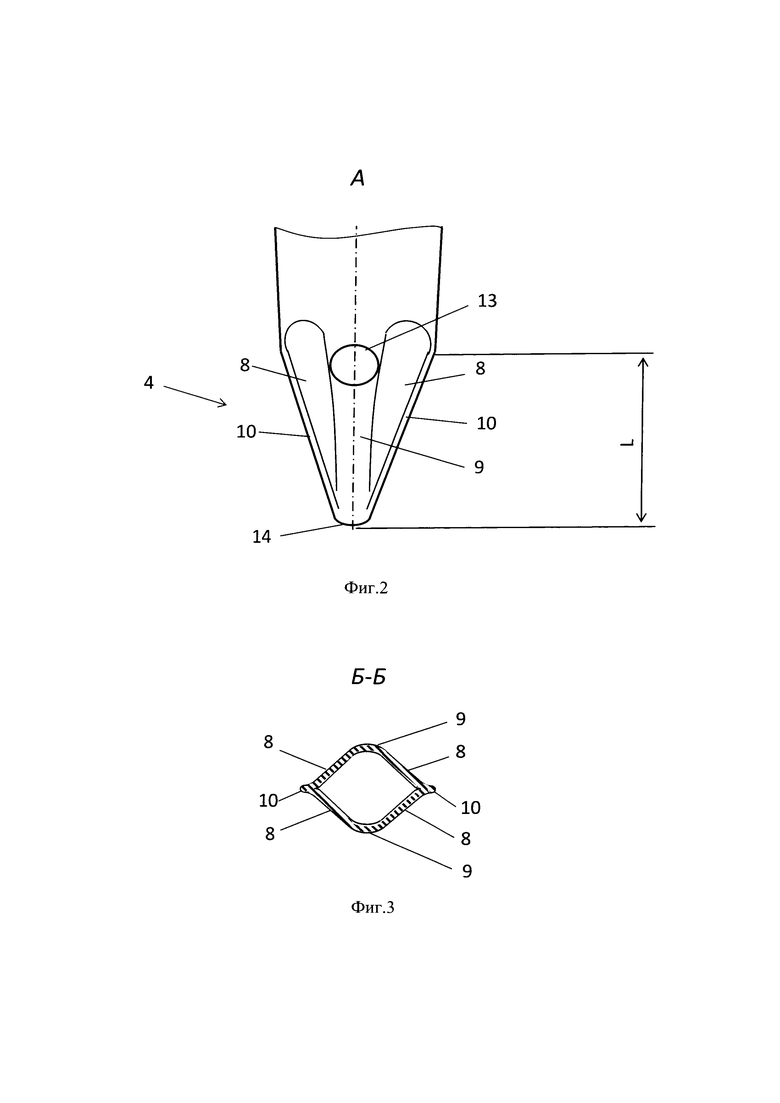
На фиг. 2 изображен увеличенный вид заостренного окончания сваи винтовой.
На фиг. 3 изображено поперечное сечение заостренного окончания сваи винтовой.
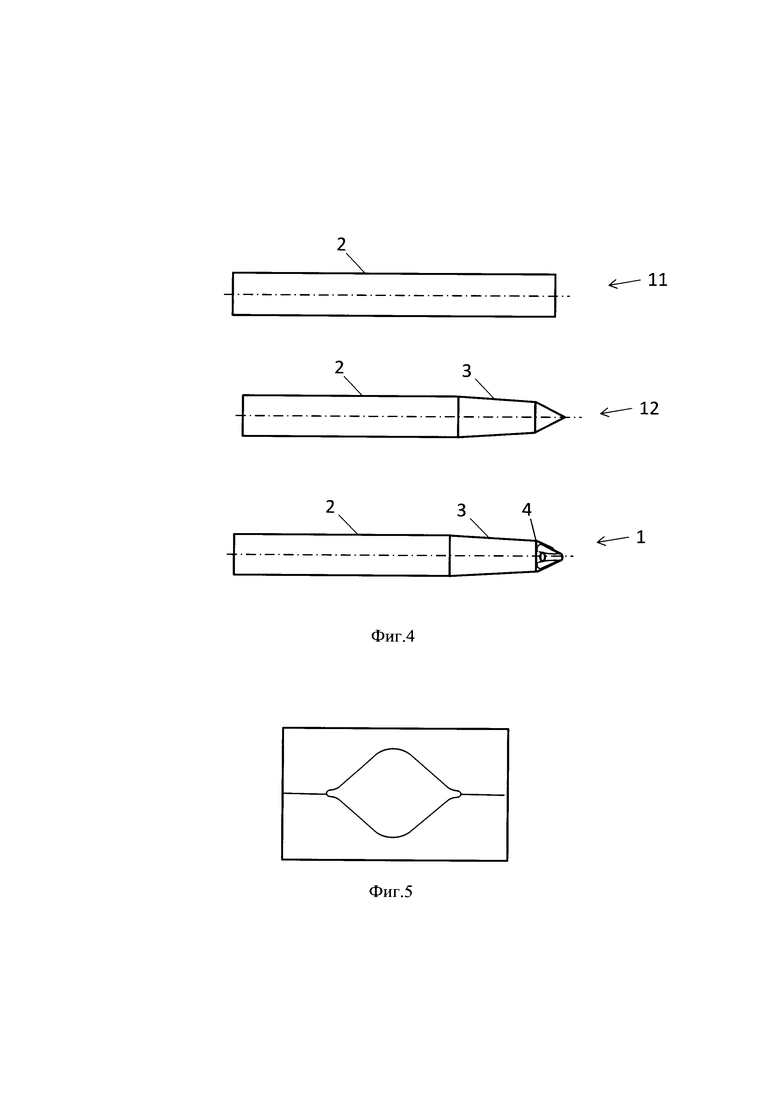
На фиг. 4 изображена последовательность изготовления корпуса сваи винтовой.
На фиг. 5 изображена форма штампа для формования заостренного окончания сваи винтовой.
Свая винтовая, изображенная на фиг. 1, состоит из цельного корпуса 1, изготовленного из трубы, имеющего цилиндрическую зону 2 с постоянным диаметром сечения, коническую зону 3 с постепенно уменьшающимся диаметром сечения, заостренное окончание 4, подвергнутое термообработке с последующей ковкой и закаливанием, спираль 5, расположенную на цилиндрической 2 и конической 3 зонах внешней поверхности корпуса 1 таким образом, что одна из ее крайних точек 6 совпадает с заостренным окончанием 4, а вторая 7 расположена на цилиндрической зоне 3 корпуса 1 с постоянным диаметром сечения, заостренное окончание 4 имеет четыре плоские грани 8, как показано на фиг. 2, 3, взаимное расположение которых соответствует расположению граней в пирамиде, два первых противолежащих участка сопряжения двух смежных плоских граней 8 выполнены в виде плавных радиусных переходов 9, как показано на фиг. 2, 3, а два вторых противолежащих участка сопряжения двух смежных плоских граней 8 выполнены в виде выступов 10, образованных сплющенными до соприкосновения друг с другом стенок трубы, из которой изготовлен корпус 1 сваи, причем длина L заостренного окончания составляет 30…100 мм.
Рассмотрим пример конкретной реализации сваи винтовой. Корпус 1 сваи винтовой изготавливается из трубы толщиной t=3 мм, как показано на фиг. 1, которую нарезают на заготовки 11 длиной 1000 мм, как изображено на фиг. 4. Далее заготовку 11 нагревают в индукционной печи до температуры 800°С и в роторном прессе формуют коническую зону 3 и конический участок под заостренное окончание 4, получая заготовку 12. После этого заготовку 12 нагревают в индукционной печи и куют в штампе-прессе заостренное окончание 4, получая необходимую форму корпуса 1 сваи винтовой. Для ковки заостренного окончания 4 в примере конкретной реализации применяют штамп, имеющий форму, изображенную на фиг. 5, но ковка заостренного окончания 4 может проводиться и на штампе, имеющем другую форму. После этого осуществляется закаливание заостренного окончания 4. На последней операции изготовления сваи винтовой к корпусу 1 приваривают заранее изготовленную из листовой стали спираль 5, а также сверлят отверстие 13 (фиг. 2) для вывода жидкости из сваи с целью исключения коррозии изнутри сваи. Спираль может быть установлена по всей длине цилиндрической 2 и конической 3 зон сваи, которые могут иметь длину от 300 до 12000 мм, спираль в другом примере конкретной реализации может быть установлена с шагом 40-60 мм. Эти особенности зависят от поставленных задач и нагрузок, возникающих при установке сваи и при ее эксплуатации. Длина заостренного окончания 4 в примере конкретной реализации составляет 50 мм. При длине заостренного окончания 4 менее 30 мм эффект от наличия выступов 10 сводится к нулю. При длине заостренного окончания 4 более 100 мм процесс его ковки становится значительно более энергоемким, а эффективность применения сваи не увеличивается, кроме того увеличивается усилие закручивания сваи, что является негативным фактором.
Корпус сваи винтовой в примерах реализации может быть изготовлен из трубы диаметром 40…230 мм с толщиной стенки 1…8 мм, длина спирали может быть 0,1…6 м с шагом спирали 30…120 мм, длина сваи может быть 0,5…12 м. Применение трубы от 40 до 230 мм экономически и технологически целесообразно, на данных диаметрах технологически реализуемо предлагаемое техническое решение. Толщина труб от 1,5 мм до 8 мм выбрана по причине применяемости по ГОСТ, из конструктивных особенностей. При больших толщинах выступы 10 не формуются из за повышенного усилия, требуемого для их формования. При толщине менее 1,5 мм недостаточна их прочность. Шаг и длина навивки являются важными параметрами при реализации технического решения. Если изготовить сваю с корпусом диаметром 76 мм и установить спираль с шагом 50 мм и длиной спирали 6 метров, то несущая способность сваи будет 4,5 тонны на ось. Если изготовить спираль шагом 40 мм при той же длине, то несущая способность будет уже 4,750 кг. Чем меньше шаг, тем плотнее грунт при выкручивании сваи, чем плотнее грунт, тем несущая способность будет выше и тем выше эффективность разрушения слоев грунта. Изменяя шаг, длину, диаметр меняют характеристики сваи. Заявленный технический результат достигается в пределах указанных диапазонов.
Рассмотрим пример эксплуатации сваи винтовой. Сваю применяют для установки в каменистый грунт без применения какого-либо специального инструмента для установки свай - пневматического забивного инструмента или специальной техники. Осуществляют разметку территории с обозначением мест установки свай. Сваю винтовую располагают вертикально, опирая в грунт вершиной 14 (фиг. 2) заостренного окончания 4. Надавливая на сваю в осевом направлении, углубляют заостренное окончание 4 в грунт. При этом свая получает фиксацию в грунте от проворачивания и заваливания в сторону благодаря наличию выступов 10 в заостренном окончании 4. После этого прикладывают вращающий момент относительно оси 15 (фиг. 1) сваи. В процессе вращения сваи выступы 10 (фиг. 2, 3) в заостренном участке 4 разрушают каменистую породу грунта подобно режущей кромке сверла или винта-самореза. За счет наличия такого разрушающего воздействия на верхние слои грунта требуется меньшее осевое усилие при установке сваи. Этим достигается возможность установки сваи вручную без применения специального инструмента. Наличие выступов 10 в заостренном окончании 4 помогает ломать более плотный грунт во время всего прохождения сваи, при ее установке в грунт, что делает монтаж ее существенно быстрее, снижает усилия установки. Это позволяет работать в особых скалистых грунтах, так как свая способна колоть камни, которые встречаются при закручивании на пути в грунте. Свая эффективно проходит в грунт, состоящий из ракушечника, который является очень твердым, тяжелым и создает сложности для установки других видов свай. Свая благодаря описанной особенности хорошо устанавливается в условиях вечной мерзлоты, в лед.
Плоские грани 8 обеспечивают требуемую жесткость заостренному окончанию 4, что предотвращает деформацию корпуса 1 в результате дополнительных усилий, передающихся с выступов 10, которые являются режущими кромками. Радиусные переходы 9 снижают сопротивление вворачиванию и исключают дополнительные концентраторы напряжений в заостренном окончании 4, повышая прочность корпуса 1. Радиусные переходы выполнены переменным радиусом. Ближе к вершине 14 радиус уменьшатся, приближаясь к значению 5-8 мм. В месте, где заостренное окончание 4 переходит в коническую зону 3 радиус равен 60…80 мм. Благодаря выполнению выступов 10 из того же исходного материала - трубы, сохраняется прежняя эффективная технология изготовления сваи и обеспечивается экономия материала. При изготовлении заостренного окончания 4 с режущими кромками - выступами 10 в виде отдельного привариваемого наконечника, изготавливаемого, например литьем, технологический процесс изготовления сваи был бы усложнен, а также была бы увеличена материалоемкость изделия. Выполнение выступов 10 в виде отдельных пластин, соединяемых сваркой, привело бы к необходимости увеличения габаритов заостренного окончания, таким образом, повысило бы усилия, необходимые для установки сваи. А также этот способ менее технологичен.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВАЯ СВАЯ | 2015 |
|
RU2587399C1 |
| Винтовая свая телескопического типа и способ ее устройства | 2021 |
|
RU2769003C1 |
| ВИНТОВАЯ СВАЯ | 2015 |
|
RU2583793C1 |
| УСТРОЙСТВО ДЛЯ СООРУЖЕНИЯ БУРОНАБИВНЫХ ВИНТОВЫХ СВАЙ | 2008 |
|
RU2439247C2 |
| Инъекционная свая и способ ее устройства | 2021 |
|
RU2771363C1 |
| Винтовая свая телескопического типа с лидерной сваей | 2021 |
|
RU2763573C1 |
| Устройство для плетения сеток | 1991 |
|
SU1821275A1 |
| Свайная опора | 2018 |
|
RU2684554C1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ В ГРУНТЕ НАБИВНОЙ СВАИ | 1996 |
|
RU2126072C1 |
Изобретение относится к строительству и применяется в качестве фундамента-основания для металлических или деревянных столбов-стоек различного сечения. Технический результат - увеличение эффективности разрушения слоев грунта заостренным окончанием сваи. Свая винтовая состоит из цельного корпуса, изготовленного из трубы. Корпус имеет цилиндрическую зону с постоянным диаметром сечения, коническую зону с постепенно уменьшающимся диаметром сечения, заостренное окончание, имеющей спираль, расположенную на цилиндрической и конической зонах внешней поверхности корпуса. Заостренное окончание имеет четыре плоские грани, взаимное расположение которых соответствует расположению граней в пирамиде. Два первых противолежащих участка сопряжения двух смежных плоских граней выполнены в виде плавных радиусных переходов. Два вторых противолежащих участка сопряжения двух смежных плоских граней выполнены в виде выступов, образованных сплющенными до соприкосновения друг с другом стенок трубы, из которой изготовлен корпус сваи. 1 з.п. ф-лы, 5 ил.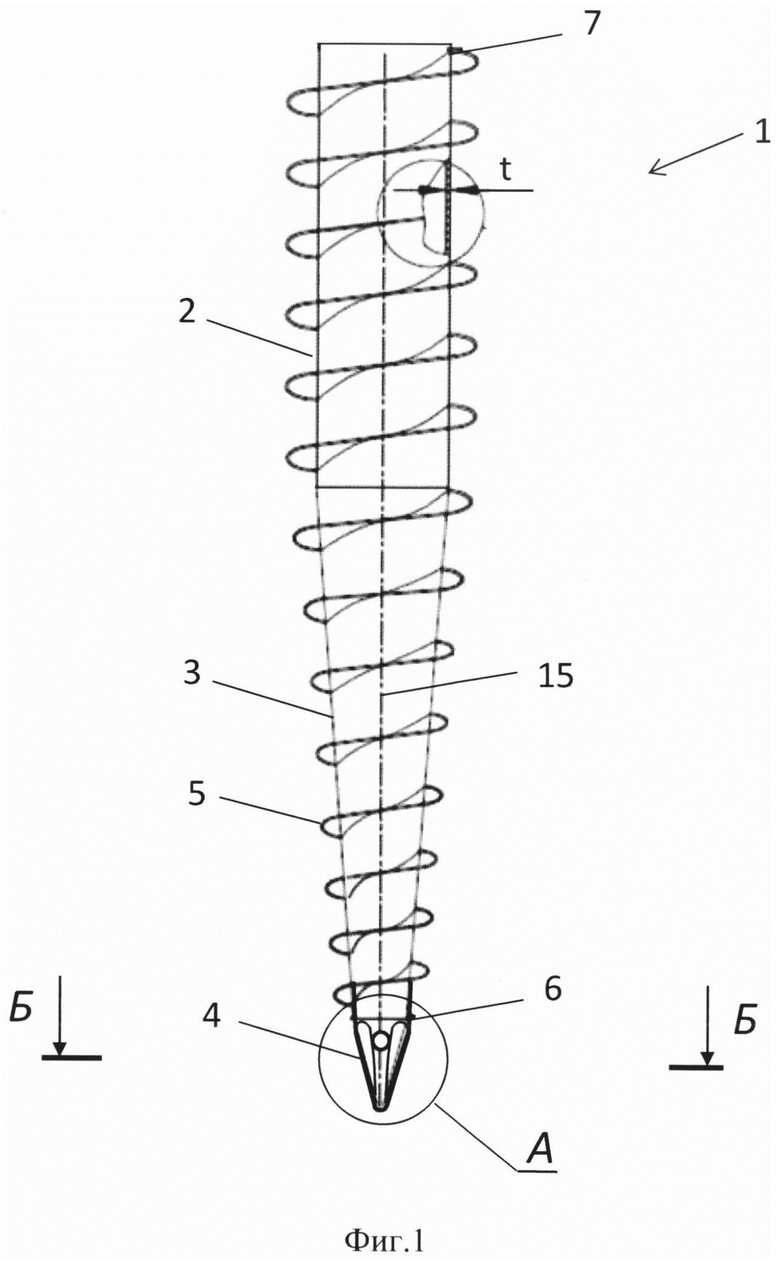
1. Свая винтовая, состоящая из цельного корпуса, изготовленного из трубы, имеющего цилиндрическую зону с постоянным диаметром сечения, коническую зону с постепенно уменьшающимся диаметром сечения, заостренное окончание, имеющая спираль, расположенную на цилиндрической и конической зонах внешней поверхности корпуса, отличающаяся тем, что заостренное окончание имеет четыре плоские грани, взаимное расположение которых соответствует расположению граней в пирамиде, два первых противолежащих участка сопряжения двух смежных плоских граней выполнены в виде плавных радиусных переходов, а два вторых противолежащих участка сопряжения двух смежных плоских граней выполнены в виде выступов, образованных сплющенными до соприкосновения друг с другом стенок трубы, из которой изготовлен корпус сваи.
2. Свая винтовая по п. 1, отличающаяся тем, что корпус сваи винтовой изготовлен из трубы диаметром 40…230 мм с толщиной стенки 1…8 мм, длина спирали равна 0,1…6 м, шаг спирали равен 30…120 мм, длина сваи равна 0,5…12 м, длина заостренного окончания равна 30…100 мм.
| 0 |
|
SU182309A1 | |
| Машина для центрированной накладки подошв на след рантовой обуви с одновременной приклейкой ранта по периметру подошв | 1958 |
|
SU120426A1 |
| Свая | 1978 |
|
SU763524A1 |
| CN 202202327 U, 25.04.2012 | |||
| US 1879414 A1, 27.09.1932. | |||

