Область техники, к которой относится изобретение
Настоящее изобретение относится к технической области изготовления кабеля и, в частности, к трехслойному соэкструдированному нагревательному кабелю и установке для его изготовления.
Уровень техники
С развитием общества и повышением уровня автоматизации все более широкое распространение приобретают технологии электрообогрева и кабельного обогрева. Соэкструдированный нагревательный кабель с положительным температурным коэффициентом сопротивления (PTC) широко используют в системах теплоизоляции трубопроводов для транспортирования текучих сред благодаря его характеристике самоограничения температуры. Нагревательный элемент нагревательного кабеля с самоограничением температуры представляет собой параллельную схему, образованную посредством получения PTC-нагревательного элемента между двумя проводами питания, причем значение сопротивления PTC-нагревательного элемента ступенчато увеличивается с повышением температуры. Нагревательный кабель может поддерживать определенную температуру в запитанном состоянии для достижения задачи ограничения температуры.
PTC-полупроводящий слой существующих нагревательных кабелей расположен вокруг проводов питания. После нагрева PTC-полупроводящего слоя тепло может испускаться непосредственно наружу через PTC-изоляционный слой, тем самым, достигая эффекта нагрева в отношении окружающей среды. Эта компоновка имеет надлежащий и быстрый нагревательный эффект в отношении окружающей среды.
Однако нагревательный кабель такого вида имеет недостаток, состоящий в увеличенном расходе энергии, особенно когда он расположен в среде, которая не требует быстрого нагрева, поскольку нагревательный кабель все еще расходует большое количество электроэнергии для быстрого нагрева окружающей среды, тем самым, обусловливая большой непроизводительный расход электроэнергии.
С учетом вышеуказанных недостатков настоящее изобретение разработано авторами после длительного периода исследований и внедрения.
Сущность изобретения
С учетом вышеизложенного задача настоящего изобретения состоит в том, чтобы предложить трехслойный соэкструдированный нагревательный кабель для решения проблемы рассеяния тепла, что ведет к непроизводительному расходу электроэнергии.
Для решения этой задачи предлагается следующее техническое решение согласно настоящему изобретению.
Согласно варианту выполнения предлагается трехслойный соэкструдированный нагревательный кабель. Трехслойный соэкструдированный нагревательный кабель содержит проводящий слой и уплотняющий слой. Проводящий слой содержит первый провод питания и второй провод питания, расположенные параллельно. Уплотняющий слой используется для раздельного уплотнения первого провода питания и второго провода питания. Сечение первого провода питания и сечение второго провода питания полукруглые, и углубление первого провода питания и углубление второго провода питания расположены напротив друг друга.
По примеру варианта выполнения предлагается производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля. Производственная установка содержит автоматическую разматывающую машину, размоточный барабан, устройство для трехслойной экструзии с двумя сердечниками, вращающееся струйное устройство для образования струи расплава, трубу холодного воздуха, термостатный водяной бак и намоточный барабан. Автоматическая размоточная машина и размоточный барабан используются для автоматического освобождения трехслойного соэкструдированного нагревательного кабеля. Двухшнековое устройство для трехслойной экструзии используется для одновременного уплотнения уплотняющего слоя, слоя РТС-полупроводящей матрицы и РТС-изоляционного слоя на первом и втором проводе питания. Вращающееся струйное устройство для образования струи расплава расположено на одной оси с уплотненным трехслойным соэкструдированным нагревательным кабелем и используется для образования струи металла расплава с целью изготовления наматываемых металлических проволок в осевом направлении трехслойного соэкструдированного нагревательного кабеля во время вращения в окружном направлении трехслойного соэкструдированного нагревательного кабеля. Труба холодного воздуха расположена в направлении образования струи вращающимся струйным устройством для образования струи расплава и используется для охлаждения наружной поверхности намотанных металлических проволок, причем охлаждаемые намотанные металлические проволоки намотаны на трехслойный соэкструдированный нагревательный кабель. Термостатный водяной бак расположен в направлении, в котором труба холодного воздуха выпускает трехслойный соэкструдированный нагревательный кабель, и используется для охлаждения трехслойного соэкструдированного нагревательного кабеля. Намоточный барабан используется для приема и хранения трехслойного соэкструдированного нагревательного кабеля.
Краткое описание чертежей
Фиг. 1 – конструкция трехслойного соэкструдированного нагревательного кабеля по варианту выполнения настоящего изобретения;
фиг. 2 – производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля по варианту выполнения настоящего изобретения;
фиг. 3 – частичный вид в разрезе вращающегося струйного устройства для образования струи расплава по варианту выполнения настоящего изобретения;
фиг. 4 – частичный вид в разрезе вращающегося струйного устройства для образования струи расплава в разобранном состоянии по варианту выполнения настоящего изобретения;
фиг. 5 – металлическая наматываемая проволока в намотанном состоянии по варианту выполнения настоящего изобретения;
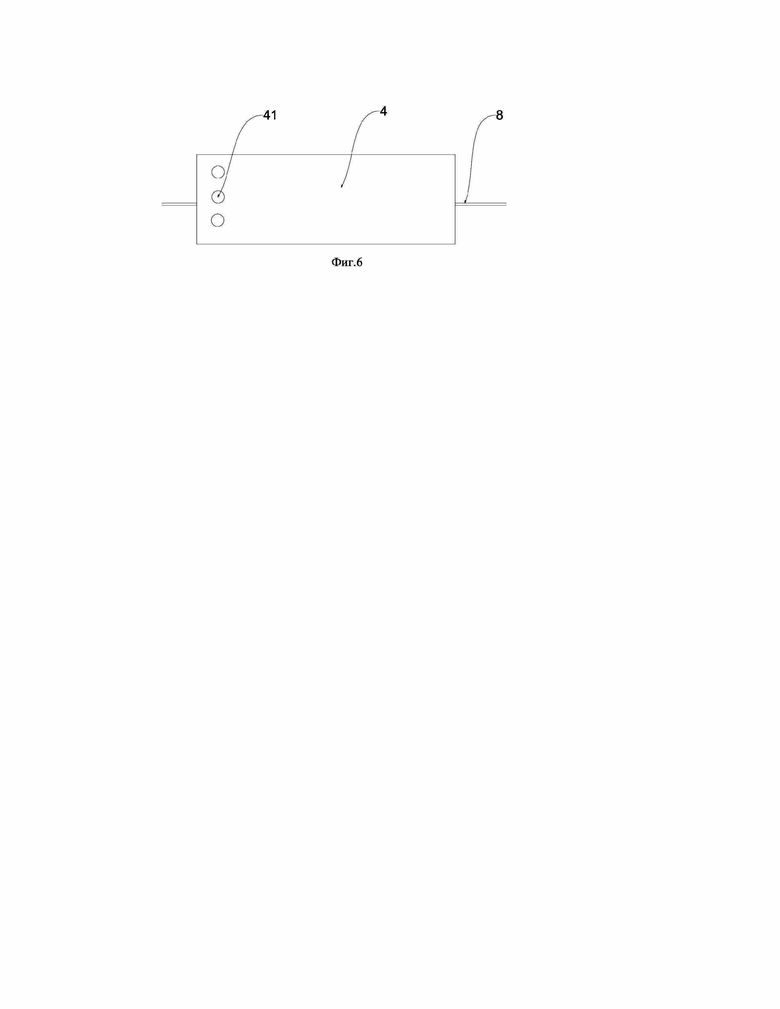
фиг. 6 – труба холодного воздуха по варианту выполнения настоящего изобретения;
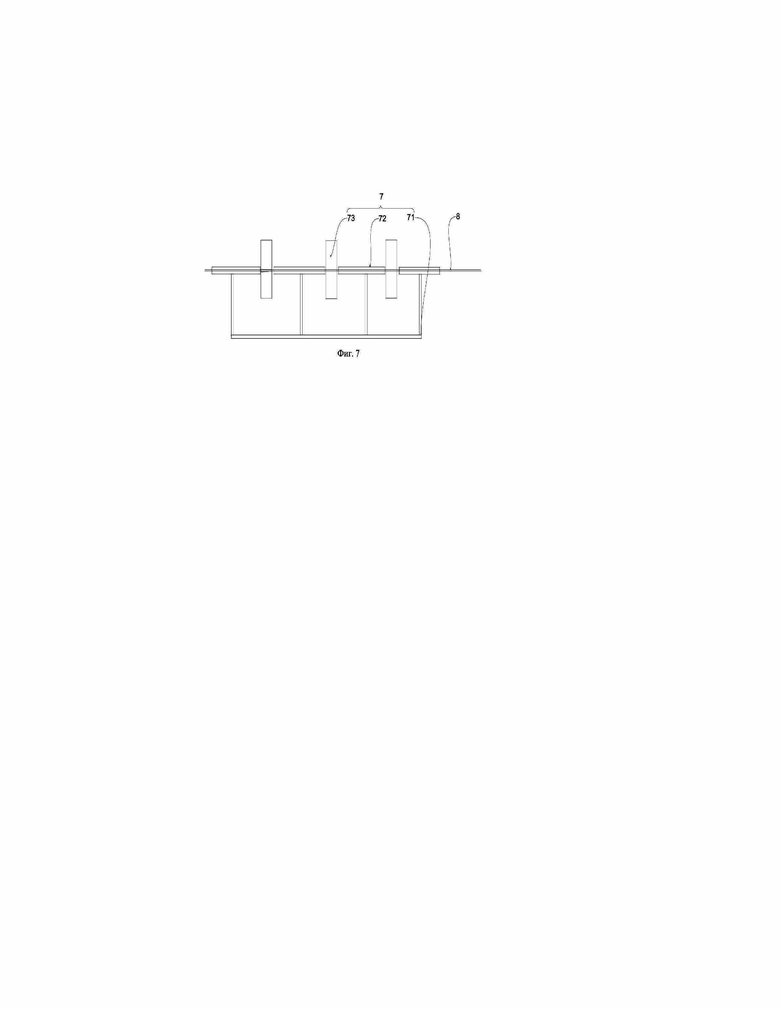
фиг. 7 – устройство корректировки намотанной металлической проволоки по варианту выполнения настоящего изобретения;
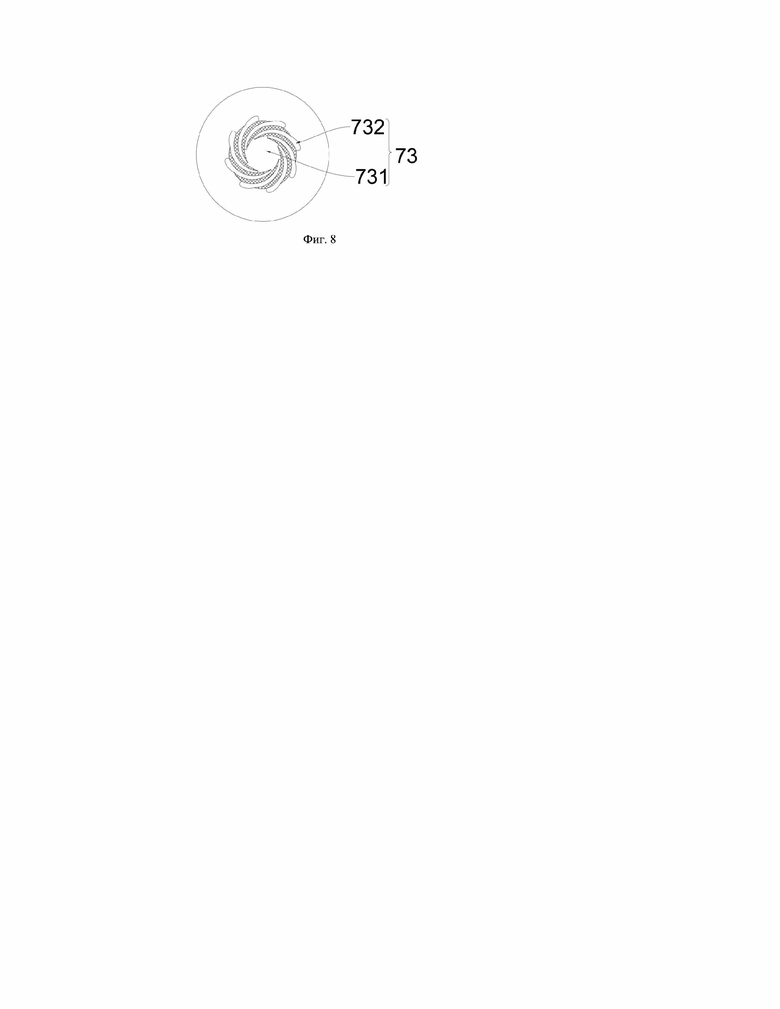
фиг. 8 – вид сбоку устройства корректировки по варианту выполнения настоящего изобретения;
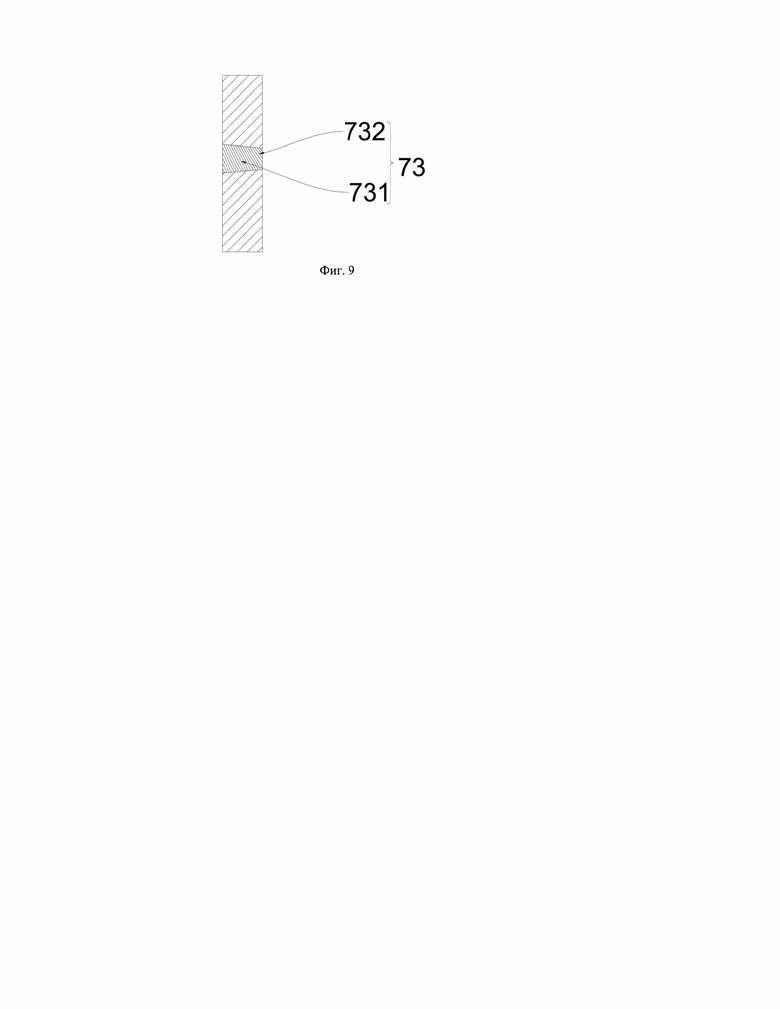
фиг. 9 – вид в разрезе корректирующего колеса по варианту выполнения настоящего изобретения.
Сведения, подтверждающие возможность осуществления изобретения
Применительно к настоящему изобретению быстронагреваемая среда не требуется. В конкретной среде требование к более высоким эксплуатационным характеристикам или требование, соответствующее основной функции трехслойного соэкструдированного нагревательного кабеля, может быть предъявлено в зависимости от фактических ситуаций, причем по настоящему изобретению не предусмотрены никакие требования к быстронагреваемой среде.
Настоящее изобретение подробно описано ниже со ссылкой на чертежи, относящиеся к вариантам выполнения.
Вариант выполнения 1
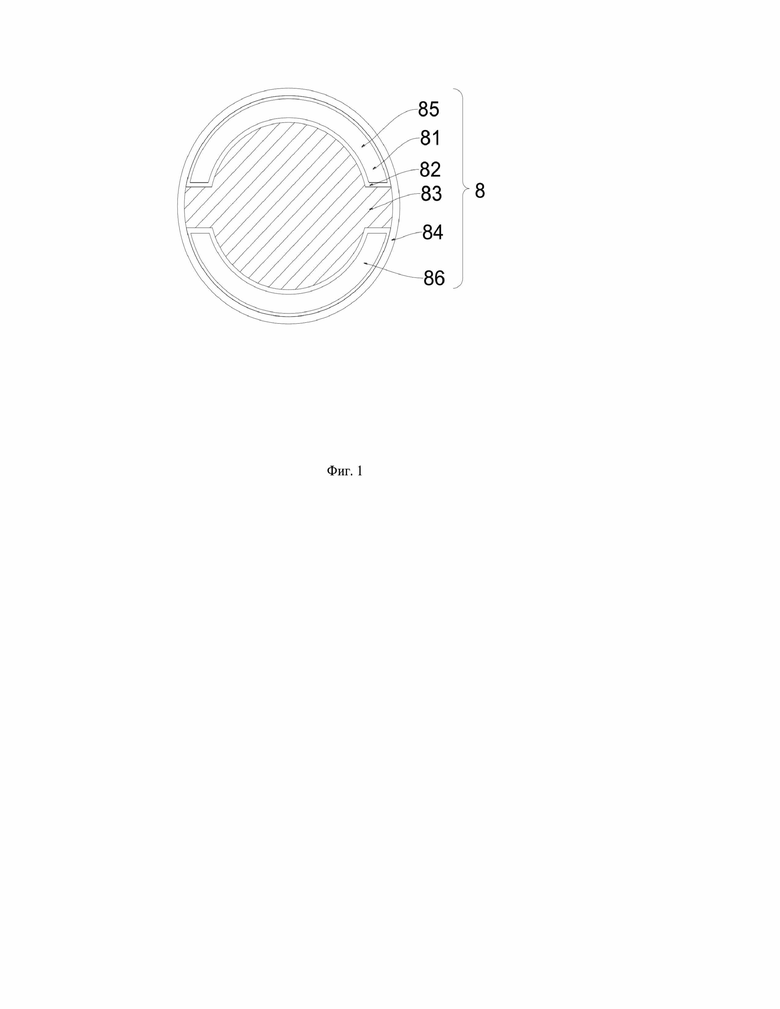
Обратимся к фиг. 1. На фиг. 1 показана конструкция трехслойного соэкструдированного нагревательного кабеля по варианту выполнения настоящего изобретения. Трехслойный соэкструдированный нагревательный кабель содержит проводящий слой 81 и уплотняющий слой 82. Проводящий слой 81 содержит расположенные параллельно первый провод 85 питания и второй провод 86 питания. Уплотняющий слой 82 по отдельности уплотняет первый провод 85 питания и второй провод 86 питания. Сечение первого провода 85 питания и сечение второго провода 86 питания полукруглые, и углубление первого провода 85 питания и углубление второго провода 86 питания расположены напротив друг друга.
Углубления расположены напротив друг друга, т.е. свободная сторона полукруглого сечения первого провода 85 питания направлена ко второму проводу 86 питания, и свободная сторона полукруглого сечения второго провода 86 питания направлена к первому проводу 85 питания. Другими словами, первый провод 85 питания и второй провод 86 питания расположены и скомбинированы в виде окружности (фактически, между двумя проводами питания существует зазор).
Поскольку сечения первого провода 85 питания и второго провода 86 питания полукруглые, тепло, генерируемое нагревательными элементами в пространстве, окруженном двумя проводами питания, может передаваться наружу через два провода питания, тем самым увеличивая препятствование теплопередаче для обеспечения сохранения тепла. Следовательно, можно предотвратить быструю потерю тепла, генерируемого внутренними нагревательными элементами, что позволяет экономить энергию.
Сечение трехслойного соэкструдированного нагревательного кабеля круглое, и между первым проводом 85 питания и вторым проводом 86 питания существует зазор.
Благодаря компоновке зазора и круглого сечения кабеля максимально увеличивается объем пространства, окруженного первым проводом 85 питания и вторым проводом 86 питания, тем самым способствуя размещению большего числа генерирующих тепло элементов.
Трехслойный соэкструдированный нагревательный кабель также содержит слой PTC-полупроводящей матрицы 83 и PTC-изоляционный слой 84. Слой PTC-полупроводящий матрицы 83 расположен между первым проводом 85 питания и вторым проводом 86 питания. PTC-изоляционный слой 84 используется для уплотнения проводящего слоя 81, уплотняющего слоя 82 и слоя PTC-полупроводящей матрицы 83.
С одной стороны, уплотняющий слой 82 служит в качестве буферного слоя между проводящим слоем 81 и слоем PTC-полупроводящей матрицы 83, что уменьшает граничный эффект между проводящим слоем 81 и слоем PTC-полупроводящей матрицы 83 и увеличивает срок службы трехслойного соэкструдированного нагревательного кабеля. Следовательно, нагревательные элементы PTC-проводящего слоя и материал изоляционного слоя не отслаиваются друг от друга во время использования, так что изоляция не сжимается. Исключаются короткое замыкание, обусловливаемое сжатием изоляции, и вероятность возгорания, тем самым, обеспечивая безопасность изделий. Слой PTC-полупроводящей матрицы 83 в целом рассматривается как нагревательные элементы, находящиеся в пространстве, окруженном первым проводом 85 питания и вторым проводом 86 питания, так что генерирование тепла слоем PTC-полупроводящей матрицы 83 может распространяться наружу только после прохождения через первый провод 85 питания или второй провод 86 питания и уплотняющий слой 82. Эффект сохранения тепла может быть доведен до максимума, и может быть исключен непроизводительный расход большого количества электроэнергии.
Вариант выполнения 2
Применительно к вышеописанному трехслойному соэкструдированному нагревательному кабелю этот вариант выполнения представляет собой систему изготовления трехслойного соэкструдированного нагревательного кабеля.
Национальные промышленные стандарты устанавливают, что высоковольтные кабели напряжением выше 5 кВ должны быть снабжены защитными слоями. Трехслойные соэкструдированные нагревательные кабели не являются исключением. Основная функция защитного слоя состоит в том, чтобы ограничить электрическое поле внутри кабеля для его изоляции от внешнего электрического поля и обеспечения равномерного распределения электрического поля в изоляционном слое, и, кроме того, защитный слой также обеспечивает эквипотенциальную границу между изоляционным слоем и проводником. Защитный слой кабеля является полупроводящим слоем с низким удельным сопротивлением и небольшой толщиной, что может улучшить распределение силовых линий внутри изоляционного слоя кабеля и повысить уровень изоляции кабеля. Полупроводящий защитный слой может ослабить магнитное поле, генерируемое большим током в кабелях среднего напряжения / высоковольтных кабелях, а также играть важную роль в защитном заземлении.
Однако существующий защитный слой, в общем, образован экструзией композитного раствора из расплава или переплетением полученных вращением металлических проволок; первое требует подготовки сложнокомпонентных исходных материалов, а второе требует дополнительной подготовки большого количества предварительно переплетенных намотанных металлических проволок, что, в свою очередь, требует больших затрат времени для предварительной обработки.
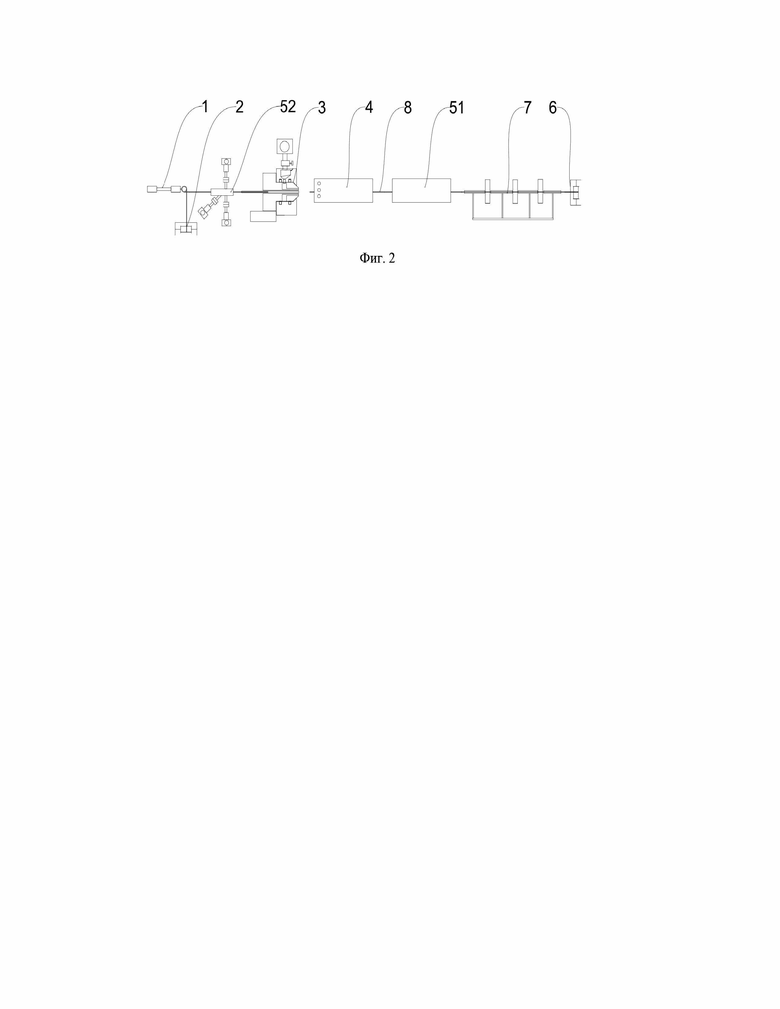
Обратимся к фиг. 2 и фиг. 5. На фиг. 2 показана конструкция установки для производства трехслойного соэкструдированного нагревательного кабеля по варианту выполнения настоящего изобретения. На фиг. 5 схематически показаны намотанные металлические проволоки в намотанном состоянии по варианту выполнения настоящего изобретения. Как показано на фиг. 2 и фиг. 5, установка для производства трехслойного соэкструдированного нагревательного кабеля содержит автоматическую разматывающую машину 1, размоточный барабан 2, устройство 52 для трехслойной экструзии с двумя шнеками, вращающееся струйное устройство 3 для образования струй расплава, трубу 4 холодного воздуха, термостатный водяной бак 51 и намоточный барабан 6. Автоматическая размоточная машина 1 и размоточный барабан 2 используются для автоматического освобождения первой проволоки 85 питания и второй проволоки 86 питания. Устройство 52 для трехслойной экструзии с двумя шнеками используется для одновременного уплотнения уплотняющего слоя 82, слоя PTC-полупроводящей матрицы 83 и PTC-изоляционного слоя 84 на первом проводе 85 питания и втором проводе 86 питания. Вращающееся струйное устройство 3 для образования струй расплава расположено на одной оси с уплотненным трехслойным соэкструдированным нагревательным кабелем и используется для образования струй металла расплава с целью изготовления наматываемых металлических проволок в осевом направлении трехслойного соэкструдированного нагревательного кабеля 8 во время вращения в окружном направлении трехслойного соэкструдированного нагревательного кабеля 8. Труба 4 холодного воздуха расположена в направлении образования струи вращающимся струйным устройством 3 для образования струй расплава и используется для охлаждения наружной поверхности намотанных металлических проволок, которые намотаны на трехслойный соэкструдированный нагревательный кабель 8. Термостатный водяной бак 51 расположен в направлении, в котором труба 4 холодного воздуха выпускает трехслойный соэкструдированный нагревательный кабель 8. Намоточный барабан 6 используется для приема и хранения трехслойного соэкструдированного нагревательного кабеля 8.
Таким образом, автоматическая размоточная машина 1 и размоточный барабан 2 освобождают первый провод 85 питания и второй провод 86 питания. (На фиг. 2 количество автоматических размоточных машин 1 и размоточных барабанов 2 может равняться двум для первой проволоки 85 питания и второй проволоки 86 питания, соответственно). Устройство 52 для трехслойной экструзии с двумя шнеками одновременно уплотняет уплотняющий слой 82, PTC-полупроводящий слой 83 и PTC-изоляционный слой 84 на первой проволоке 85 питания и второй проволоке 86 питания для образования трехслойного соэкструдированного нагревательного кабеля 8. (Изготавливается трехслойный соэкструдированный нагревательный кабель 8). В то же самое время намоточный барабан 6 на другом конце натягивает трехслойный соэкструдированный нагревательный кабель 8 с целью его перемещения и хранения. Вращающееся струйное устройство 3 для образования струй расплава, труба 4 холодного воздуха и термостатный водяной бак 51 последовательно расположены в направлении движения трехслойного соэкструдированного нагревательного кабеля 8. При натяжении трехслойного соэкструдированного нагревательного кабеля 8 он сначала проходит через соосно расположенное вращающееся струйное устройство 3 для образования струй расплава. Вращающееся струйное устройство 3 для образования струй расплава образует струи металла расплава с целью изготовления наматываемых металлических проволок на проходящий через него трехслойный соэкструдированный нагревательный кабель 8. Если смотреть с позиции наблюдателя, намотанные посредством образования струй металлические проволоки представляют собой цилиндрическую винтовую линию вокруг трехслойного соэкструдированного нагревательного кабеля 8. Трехслойный соэкструдированный нагревательный кабель с намотанными посредством образования струй металлическими проволоками входит в трубу 4 холодного воздуха. Когда наружная поверхность металлических намотанных проволок контактирует с воздухом в трубе 4 холодного воздуха, она сначала затвердевает, в результате чего металлические намотанные проволоки из металла расплава приобретают твердое состояние и могут выдерживать определенное растягивающее усилие. В это время один конец твердых металлических намотанных проволок соединяется с наматываемыми металлическими проволоками из расплава, а другой конец твердых металлических намотанных проволок намотан на трехслойный соэкструдированный нагревательный кабель 8. Наматываемые металлические проволоки, которые намотаны на трехслойный соэкструдированный нагревательный кабель 8, соединяются с наматываемыми металлическими проволоками и перетаскивают их, так что присоединенные наматываемые металлические проволоки также наматываются на трехслойный соэкструдированный нагревательный кабель 8 для осуществления наматывания. Трехслойный соэкструдированный нагревательный кабель 8 с намотанными металлическими проволоками поступает в термостатный водяной бак 51, после чего вода в термостатном водяном баке 51 охлаждает металлические намотанные проволоки.
PTC-изоляционный слой 84 расположен с наружной стороны трехслойного соэкструдированного нагревательного кабеля 8, но тепловое сопротивление PTC-изоляционного слоя не является высоким. Если металл расплава непосредственно контактирует с PTC-изоляционным слоем 84, это, вероятно, непосредственно обусловливает воспламенение или повреждение PTC-изоляционного слоя 84. Следовательно, труба 4 холодного воздуха служит для того, чтобы наружную оболочку металлических намотанных проволок можно было первоначально охладить для достижения текущей температуры, которую может выдержать PTC-изоляционный слой 84. После этого намотанные металлические проволоки целиком охлаждаются в термостатном водяном баке 51 для предотвращения нагрева внутренней части намотанных металлических проволок в результате повторного нагрева оболочки намотанных металлических проволок.
Таким образом, намотанные металлические проволоки, которые намотаны вокруг трехслойного соэкструдированного нагревательного кабеля 8, наносятся в виде струй вращающимся струйным устройством 3 для образования струй расплава, поверхность намотанных металлических проволок охлаждается в трубе 4 холодного воздуха, намотанные металлические проволоки целиком охлаждаются в термостатном водяном баке 51, и наматываемые металлические проволоки наматываются на трехслойный соэкструдированный нагревательный кабель 8 под действием тянущего усилия намотанных металлических проволок для образования защитного слоя для защиты кабеля. Следовательно, отсутствует необходимость дополнительного смешивания сложнокомпонентных исходных материалов и предварительного нагрева наматываемых металлических проволок, и можно обрабатывать металл в качестве защитного слоя, намотанного на кабель, что является простым, удобным и быстрым способом.
Цилиндрическая спираль является обычной кривой и представляет собой некий вид спирали. Подвижная точка движется вдоль полосы цилиндрической поверхности с постоянной скоростью, и полоса вращается с постоянной скоростью вокруг оси цилиндрической поверхности. Траектория составного движения подвижной точки именуется цилиндрической спиралью.
Следует отметить, что для наматывания на трехслойный соэкструдированный нагревательный кабель 8 всех наматываемых металлических проволок необходимо обеспечить, чтобы начальный сегмент наматываемых металлических проволок уже был намотан на трехслойный соэкструдированный нагревательный кабель 8 для перетаскивания наматываемых металлических проволок, которые образуются в виде струй позднее после запуска всей установки для изготовления трехслойного соэкструдированного нагревательного кабеля 8. В ином случае, при отсутствии усилия перетягивания образуемые в виде струй наматываемые проволоки будут опадать под действием силы тяжести.
Для того чтобы намотать исходный сегмент наматываемых металлических проволок на трехслойный соэкструдированный нагревательный кабель 8 перед запуском всей установки для изготовления трехслойного соэкструдированного нагревательного кабеля, можно сделать это предварительно, так чтобы наматываемые металлические проволоки разбрасывались и опадали под действием силы тяжести. Поскольку вращающееся струйное устройство 3 для образования струй расплава постоянно вращается, наматываемые металлические проволоки, образуемые в виде струй, в конечном счете, опускаются на трехслойный соэкструдированный нагревательный кабель 8. Точка опускания наматываемых металлических проволок имеет свойство соответствовать времени запуска установки для производства кабеля. Такая обработка может выполняться до нормального опускания наматываемых металлических проволок, образованных посредством получения струй.
Вариант выполнения 3
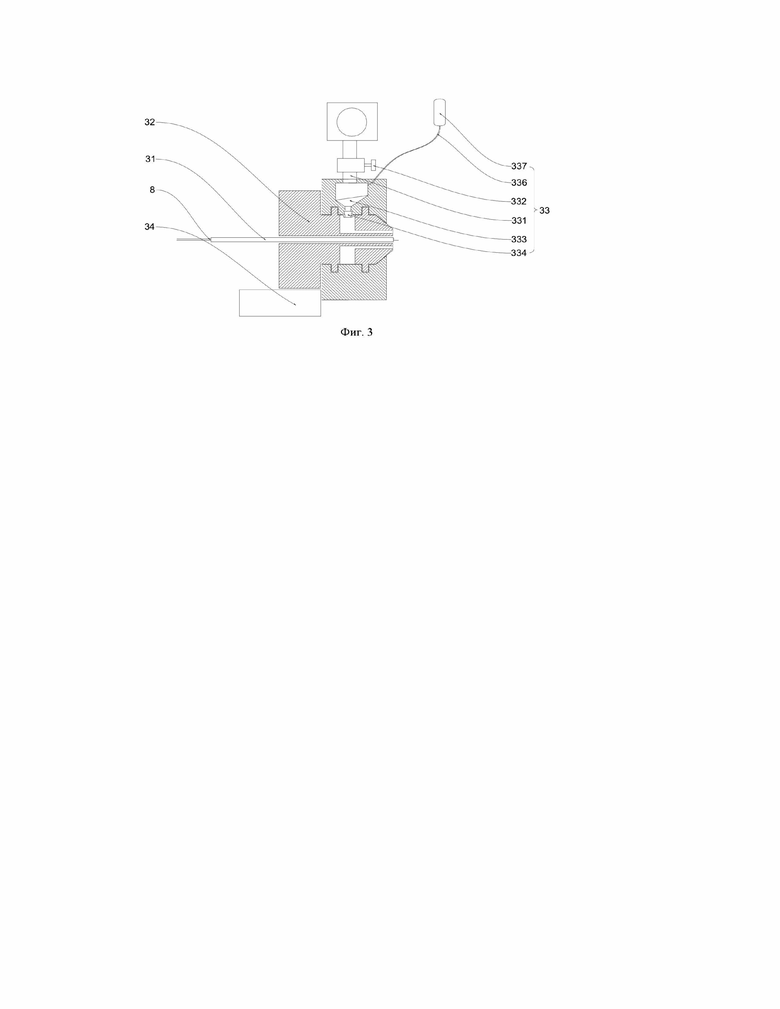
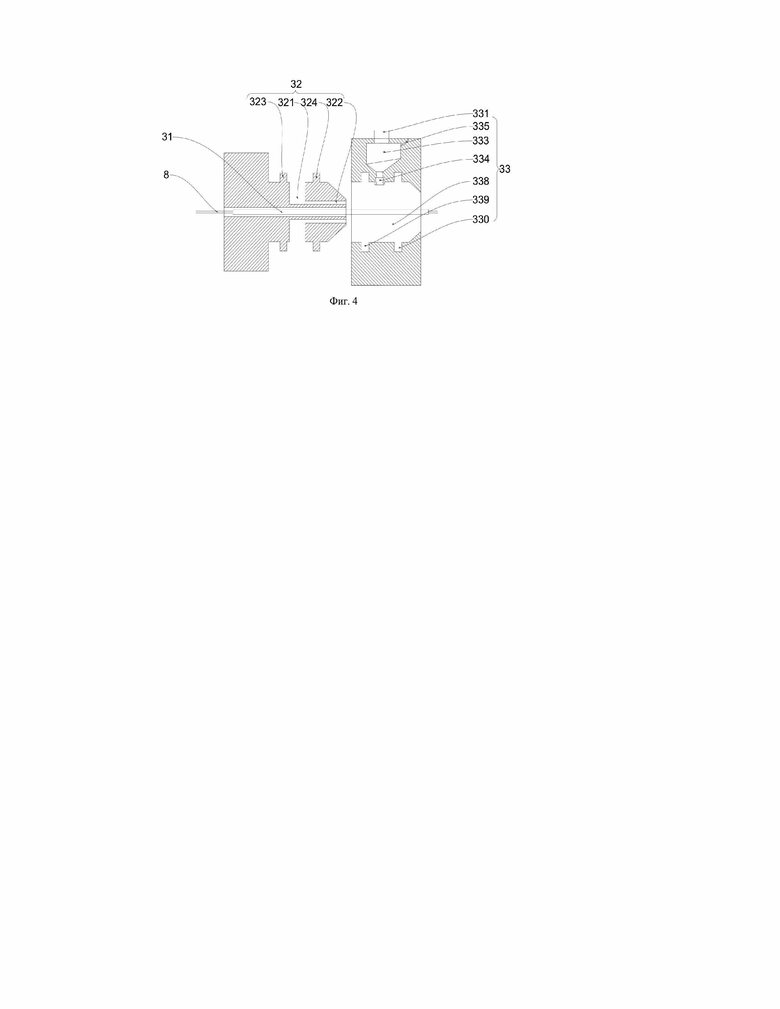
Вышеописанная установка для производства трехслойного соэкструдированного нагревательного кабеля отличается от варианта выполнения 3. Обратимся к фиг. 3 и фиг. 4. На фиг. 3 показан частичный вид в разрезе вращающегося струйного устройства 3 для образования струй расплава по варианту выполнения настоящего изобретения. На фиг. 4 показан частичный вид в разрезе вращающегося струйного устройства 3 для образования струй расплава в разобранном состоянии по варианту выполнения настоящего изобретения. Как показано на фиг. 3 и фиг. 4, вращающееся струйное устройство 3 для образования струй расплава также содержит трубу 31 подачи кабеля, вращающееся сопло 32 для образования струй расплава и машину 33 для нагнетания давления. Труба 31 подачи кабеля имеет полую цилиндрическую конструкцию, причем трехслойный соэкстудированный нагревательный кабель 8 проходит через трубу 31 подачи кабеля. Вращающееся сопло 32 для образования струй расплава установлено поверх трубы 31 подачи кабеля и используется для вращения вокруг трубы 31 подачи кабеля и для образования струй с целью получения наматываемых металлических проволок из расплава. Машина 33 для нагнетания давления соединена с вращающимся соплом 32 для образования струй расплава и используется для подачи жидкого металла расплава во вращающееся сопло 32 для образования струй расплава через выпускное отверстие.
Таким образом, трехслойный соэкструдированный нагревательный кабель 8 проходит через трубу 31 подачи кабеля. Машина 33 для нагнетания давления подает жидкий металл расплава во вращающееся сопло 32 для образования струй. Вращающееся сопло 32 для образования струй образует струи из жидкого металла расплава для получения наматываемых металлических проволок из расплава. Наматываемые металлические проволоки, получаемые из струй, обертываются вокруг трехслойного соэкструдированного нагревательного кабеля 8 и затем наматываются на трехслойный соэкструдированный нагревательный кабель 8. Таким образом, предусмотрены простая конструкция и удобная обработка.
В машине 33 для нагнетания давления предусмотрен первый канал 331 для подачи расплава, причем жидкий металл расплава поступает в машину 33 для нагнетания давления через первый канал 331 для подачи расплава.
В первом канале 331 для подачи расплава установлен отсечной кран 332 для управления открыванием и закрыванием первого канала 331 для подачи расплава для задания расхода жидкого металлического расплава, проходящего через указанный канал.
В машине 33 для нагнетания давления расположен бак 333 для хранения жидкости, причем бак 333 для хранения жидкости соединен с первым каналом 331 для подачи расплава для временного хранения жидкого металла, поступающего из первого канала 331 для подачи расплава.
Машина 33 для нагнетания давления также имеет выпускной носик 334, прием один конец выпускного носика 334 соединен с баком 333 для хранения жидкости, а другой конец выпускного носика 334 выходит во вращающееся сопло 32 для образования струй. Выпускной носик 334 нагнетает жидкий металл расплава из бака 333 для хранения жидкости во вращающееся сопло 32 для образования струй.
Машина 33 для нагнетания давления также содержит первый канал 335 нагнетания давления, причем один конец первого канала нагнетания давления соединен с баком 333 для хранения жидкости и продолжается за пределы машины 33 для нагнетания давления. Газ высокого давления поступает в бак 333 для хранения жидкости через первый канал 335 нагнетания давления. Таким образом, газ высокого давления может поступать в бак 333 для хранения жидкости, так что давление газа в баке 333 для хранения жидкости увеличивается. Таким образом, жидкий металл расплава в баке 333 для хранения жидкости плавно выходит из выпускного отверстия в виде струи.
Первый канал 335 нагнетания давления соединен с баком 337 для хранения газа с помощью газопроводной трубки 336, причем инертный газ высокого давления из бака 337 для хранения газа транспортируется в бак 333 для хранения жидкости. В газопроводной трубке 336 установлены газовый манометр и регулирующий клапан для измерения и регулирования давления газа рядом с каналом нагнетания давления.
Газ высокого давления является инертным газом, так что газ высокого давления не может вступать в реакцию с жидким металлом расплава, в результате чего исключается выход давления из-под контроля в баке 333 для хранения жидкости в результате отсутствия реакции.
Машина 33 для нагнетания давления расположена вокруг вращающегося сопла 32 для образования струй и неподвижно соединена с трубой 31 для подачи кабеля. Таким образом, когда сопло 32 для образования струй вращается в окружном направлении трубы 31 для подачи кабеля, вращающееся сопло 32 для образования струй также вращается относительно машины 33 для нагнетания давления.
Вариант выполнения 4
Вышеописанная установка для производства трехслойного соэкструдированного нагревательного кабеля отличается от варианта выполнения 4. Как показано на фиг. 3 и фиг. 4, вращающееся струйное устройство 3 для образования струй расплава также содержит электрическую машину 34. Электрическая машина 34 соединена с вращающимся соплом 32 для образования струй для приведения вращающегося сопла 32 для образования струй во вращение.
Вращающееся сопло 32 для образования струй и труба 31 для подач канала соединены с помощью опор (не показаны), так что вращающееся сопло 32 для образования струй может поддерживаться, и коэффициент трения во время вращения может быть уменьшен, при этом обеспечивается точность вращения.
Во вращающемся сопле 32 для образования струй предусмотрена кольцевая канавка 321, которая окружает вращающееся сопло 32 для образования струй. Углубление в кольцевой канавке 321 расположено вокруг наружной стороны вращающегося сопла 32 для образования струй, и выпускной носик 334 вставлен в кольцевую канавку 321.
Вдоль осевого направления вращающегося сопла 32 для образования струй расположено некоторое количество каналов 322 для образования струй, причем один конец соединен с кольцевой канавкой 321, а другой конец продолжается от вращающегося сопла 32 для образования струй.
Жидкий металл расплава в баке 333 для хранения жидкости выбрасывается из выпускного носика 334 и нагнетается в кольцевую канавку 321. Поскольку внутренняя сторона бака 333 для хранения жидкости находится под высоким давлением, жидкий металл расплава непрерывно выбрасывается из выпускного носика 334 до тех пор, пока давление внутри кольцевой канавки 321 не будет таким же или немного меньше давления в баке 333 для хранения жидкости. Благодаря вторичному высокому давлению в кольцевой канавке 321 (давление в кольцевой канавке 321 меньше высокого давления в баке 333 для хранения жидкости) нагнетаемый жидкий металл расплава выбрасывается из каналов 322 для образования струй с целью получения наматываемых металлических проволок из расплава.
Канал 322 для образования струи является удлиненной полой трубкой, так что жидкий металл расплава может течь в канале для образования струи в течение более длительного времени, тем самым, обеспечивая более высокую скорость выбрасывания.
Некоторое количество каналов 322 для образования струй расположено в кольцевом направлении, так что наматываемые металлические проволоки из расплава, выпускаемые каналами для образования струй, также располагаются в кольцевом направлении во время вращения вращающегося сопла 32 для образования струй. В окружном положении вращающегося сопла 32 для образования струй предусмотрены промежутки, так что во избежание повреждения можно исключить связывание друг с другом соседних металлических наматываемых проволок.
В машине 33 для нагнетания давления предусмотрено отверстие 338, причем в отверстие 338 вставлено вращающееся сопло 32 для образования струй, которое частично проходит в машину 33 для нагнетания давления. Наружная сторона вращающегося сопла 32 для образования струй, и внутренняя стенка отверстия 338 соединены с возможностью скольжения.
Углубление в кольцевой канавке 321 обращено к внутренней стенке отверстия 338, и углубление упирается во внутреннюю стенку. Сопло выступает от внутренней стенки и вставлено в кольцевую канавку. Таким образом, углубление упирается во внутреннюю стенку, тем самым, уплотняя кольцевую канавку 321 для препятствования утечки жидкого металла расплава в кольцевой стенке 321 из углубления.
Плоскость, в которой расположена кольцевая канавка 321, перпендикулярна оси вращающегося сопла 32 для образования струй, т.е. кольцевая канавка 321 расположена в окружном направлении вращающегося сопла 32 для образования струй. Во время вращения вращающегося сопла 32 для образования струй кольцевая канавка 321 перемещается только в окружном направлении вращающегося сопла 32 для образования струй, так что ее относительное положение в осевом направлении между кольцевой канавкой 321 и выпускным носиком 321 остается неизменным. Таким образом, расстояние между вращающимся соплом 32 для образования струй и внутренней стенкой кольцевой канавки 321 может оставаться неизменным, так что вращающееся действие вращающегося сопла 32 для образования струй воздействует на вращающееся сопло 32 для образования струй.
Вариант выполнения 5
Вышеописанная установка для производства трехслойного соэкструдированного нагревательного кабеля отличается от варианта выполнения 5. Как показано на фиг. 4, на вращающемся сопле 32 для образования струи расположен первый кольцевой выступ 323, и в соответствующем месте в отверстии 338 расположена первая кольцевая канавка 339, причем первый кольцевой выступ 323 утоплен в первую кольцевую канавку 339, и первый кольцевой выступ 323 соединен с первой кольцевой канавкой 339 с возможностью скольжения. С одной стороны, могут быть определены осевые положения вращающегося сопла 32 для образования струй и машины 33 для нагнетания давления. С другой стороны, можно предотвратить утечку жидкого металла расплава из-за недостаточной точности изготовления кольцевой канавки 321 и отверстия 338.
Первый кольцевой выступ 323 расположен в окружном направлении вращающегося сопла 32 для образования струй, так что кольцевая канавка 321 движется только в окружном направлении вращающегося сопла 32 для образования струй во время вращения вращающегося сопла 32 для образования струй. Следовательно, относительное положение в осевом направлении между кольцевой канавкой 321 и первой кольцевой канавкой 339 остается неизменным.
Предпочтительно, на вращающемся сопле 32 для образования струй расположен второй кольцевой выступ 324, и в соответствующем месте в отверстии 338 расположена вторая кольцевая канавка 330, причем второй кольцевой выступ 324 утоплен во вторую кольцевую канавку 330, и второй кольцевой выступ 324 соединен со второй кольцевой канавкой 330 с возможностью скольжения. С одной стороны, могут быть определены осевые положения вращающегося сопла 32 для образования струй и машины 33 для нагнетания давления. С другой стороны, можно предотвратить утечку жидкого металла расплава из-за недостаточной точности изготовления кольцевой канавки 321 и отверстия 338.
Второй кольцевой выступ 324 расположен в окружном направлении вращающегося сопла 32 для образования струй, так что кольцевая канавка 321 движется только в окружном направлении вращающегося сопла 32 для образования струй во время вращения вращающегося сопла 32 для образования струй. Следовательно, относительное положение в осевом направлении между кольцевой канавкой 321 и второй кольцевой канавкой 330 остается неизменным.
Кольцевая канавка 321 расположена между первым кольцевым выступом 323 и вторым кольцевым выступом 324, так что утечку жидкого металла расплава можно из-за недостаточной точности изготовления кольцевой канавки 321 и отверстия 338 можно ограничить с двух сторон во избежание утечки.
Вариант выполнения 6
Вышеописанная установка для производства трехслойного соэкструдированного нагревательного кабеля отличается от варианта выполнения 6. Как показано на фиг. 6, труба 4 холодного воздуха является полой цилиндрической трубой. Трехслойный соэкструдированный нагревательный кабель 8 с намотанными металлическими проводами из расплава проходят через полый участок трубы 4 холодного воздуха. Труба 4 холодного воздуха заполнена холодным воздухом, и направление потока холодного воздуха противоположно направлению струй для образования наматываемых металлических проволок. Следовательно, наматываемые металлические проволоки движутся в направлении движения трехслойного соэкструдированного нагревательного кабеля 8, а направление потока холодного воздуха противоположно направлению движения трехслойного соэкструдированного нагревательного кабеля 8. Когда намотанные металлические проволоки из расплава входят в трубу 4 холодного воздуха, они контактируют с холодным воздухом в трубе 4 холодного воздуха, в результате чего наружная поверхность намотанных металлических проволок сначала затвердевает, нагревая холодный воздух, с которым они вступают в контакт. По мере охлаждения температура холодного воздуха в трубе 4 холодного воздуха постепенно повышается в направлении потока холодного воздуха до тех пор, пока он не выйдет из трубы 4 холодного воздуха. После входа намотанных металлических проволок в трубу 4 холодного воздуха сначала происходит контакт с холодным воздухом, имеющим относительно высокую температуру, и температура входящего в контакт воздуха постепенно понижается по мере движения намотанных металлических проволок. Постепенное охлаждение намотанных металлических проволок может обеспечивать резервное время для потока холодного воздуха, охлаждающего намотанные металлические проволоки, что препятствует значительному понижению температуры холодного воздуха, контактирующего с намотанными металлическими проволоками. Если намотанные металлические проволоки охлаждаются слишком быстро, проволоки будут иметь после охлаждения очень высокую хрупкость, что может легко привести к поломке проволок.
На боковой стороне трубы 4 холодного воздуха рядом с вращающимся струйным устройством 3 для образования струй расплава расположено множество вентиляционных отверстий 3. Таким образом, увеличен проход для холодного воздуха, текущего из трубы 4 холодного воздуха, во избежание чрезмерного течения холодного воздуха из-за чрезмерного поступления воздуха, что может обусловливать препятствование направлению движения намотанных металлических проволок или влиять на форму намотанных металлических проволок.
Труба 4 холодного воздуха соединена трубопроводом с внешним генератором холодного воздуха (не показан); таким образом, для охлаждения намотанных металлических проволок в трубу 4 холодного воздуха поступает противоточный холодный воздух.
Вариант выполнения 7
Вышеописанная установка для производства трехслойного соэкструдированного нагревательного кабеля отличается от варианта выполнения 7. Как показано на фиг. 7, установка для производства трехслойного соэкструдированного нагревательного кабеля 8 также содержит устройство 7 корректировки, расположенное между термостатным водяным баком 51 и намоточным барабаном 6, для корректировки охлажденных намотанных металлических проволок, которые намотаны на трехслойный соэкструдированный нагревательный кабель 8.
В общем, из-за точности механической обработки, производственных условий, расхода холодного воздуха и т.д. намотанные металлические проволоки, которые наматывают на трехслойный соэкструдированный нагревательный кабель 8, могут неравномерно перепутываться, на них могут образовываться заусенцы и насечки, а также проволоки могут частично приставать к трехслойному соэкструдированному нагревательному кабелю 8. По этой причине трудно обеспечивать надлежащее качество изделий, что влияет на последующее использование, производство или продажи.
Устройство корректировки намотанных металлических проволок предназначено для корректировки намотанных металлических проволок, которые намотаны на трехслойный соэкструдированный нагревательный кабель 8, что может уменьшить выступы, заусенцы или адгезию на намотанных металлических проволоках, улучшить равномерность распределения намотанных металлических проволок и дополнительно повысить эксплуатационные характеристики защитного слоя готового кабеля.
Устройство 7 корректировки намотанных металлических проволок содержит неподвижную раму 71, по меньшей мере, две направляющие трубы 72 и, по меньшей мере, одно корректирующее колесо 73. Направляющие трубы 72 расположены неподвижно и соосно на неподвижной раме 71, причем между двумя соседними направляющими трубами существует промежуток. Корректирующее колесо 73 расположено в промежутке между двумя соседними направляющими трубами 72. Охлажденный трехслойный соэкструдированный нагревательный кабель 8 проходит через направляющие трубы 72 и корректирующее колесо 73, причем корректирующее колесо 73 корректирует проходящий через него трехслойный соэкструдированный нагревательный кабель 8.
Таким образом, направляющие трубы 72 прикреплены к неподвижной раме 71, движение корректирующего колеса 73 в осевом направлении трехслойного соэкструдированного нагревательного кабеля 8 ограничивается двумя соседними направляющими трубами 72, и трехслойный соэкструдированный нагревательный кабель 8 корректируется корректирующим колесом 73.
Направляющие трубы 72 расположены последовательно в осевом направлении трехслойного соэкструдированного нагревательного кабеля 8, и промежуток, существующий между двумя соседними направляющими трубами 72, используется для размещения корректирующего колеса 73. Корректирующее колесо 73 расположено между двумя соседними направляющими трубами 72 для корректировки проходящего через него трехслойного соэкструдированного нагревательного кабеля 8.
Обратимся к фиг. 8 и фиг. 9. Как показано на фиг. 8 и фиг. 9, в корректирующем колесе 73 расположен конусный канал 731, причем трехслойный соэкструдированный нагревательный кабель 8 проходит через корректирующее колесо 73 от конусного канала 731. Внутренняя стенка конусного канала 731 имеет множество спиральных канавок 732, причем количество спиральных канавок 731 соответствует количеству намотанных металлических проволок, которые намотаны на трехслойный соэкструдированный нагревательный кабель 8. Когда трехслойный соэкструдированный нагревательный кабель 8 проходит через корректирующее колесо 73, намотанные металлические проволоки, которые намотаны на трехслойный соэкструдированный нагревательный кабель 8, соответственно контактируют с соответствующими спиральными канавками 732.
Что касается движения трехслойного соэкструдированного нагревательного кабеля 8, намотанные металлические проволоки движутся в направлении соответствующих спиральных канавок 732. Во время движения спиральные канавки 732 соединяются со скольжением с намотанными металлическими проволоками, и в результате скольжения удаляются заусенцы и выступы с наружной стороны намотанных металлических проволок. Кроме того, в ситуации, когда слипаются две намотанные металлические проволоки, поскольку две металлические проволоки имеют отдельные участки, и отдельные участки соответственно расположены в различных спиральных канавках 72 слипшиеся участки двух намотанных металлических проволок будут натягиваться и разделяться на отдельные участки, тем самым достигая цели уменьшения слипания.
Конусный канал 731 имеет круглое сечение, и радиус сечения постепенно уменьшается в направлении движения трехслойного соэкструдированного нагревательного кабеля 8.
Трехслойный соэкструдированный нагревательный кабель 8 входит в корректирующее колесо 73 со стороны его передней поверхности и выходит из корректирующего колеса 73 со стороны его задней поверхности. Конусный канал 731 имеет круглое сечение, и радиус сечения конусного канала 731 постепенно уменьшается от передней поверхности к задней поверхности корректирующего колеса 73. Что касается непрерывного движения трехслойного соэкструдированного нагревательного кабеля 8, зазор между намотанными металлическими проволоками и внутренней стенкой конусного канала 731 становится все меньше и меньше, и направляющий эффект спиральных канавок 72 в отношении намотанных металлических проволок все более увеличивается.
Радиус конусного канала 731 в области задней поверхности корректирующего колеса 73 соответствует радиусу трехслойного соэкструдированного нагревательного кабеля 8. Следовательно, в этом месте исчезает зазор между трехслойным соэкструдированным нагревательным кабелем и конусным каналом 731, так что направляющий эффект спиральных канавок 732 в отношении намотанных металлических проволок достигает максимального значения.
Сечение спиральной канавки 732 является полукруглым, и радиус сечения спиральной канавки постепенно уменьшается от передней поверхности к задней поверхности корректирующего колеса 73. Радиус сечения спиральной канавки 732 в области задней поверхности корректирующего колеса соответствует радиусу намотанных металлических проволок. Когда спиральные канавки 732 вступают в контакт с намотанными металлическими проволоками 9, в спиральных канавках 732 можно легко размещать намотанные металлические проволоки 9 и заусенцы и выступы на намотанных металлических проволоках 9, поскольку спиральные канавки 732 имеют больший радиус сечения. Поскольку спиральные канавки 732 имеют больший радиус сечения, спиральные канавки 732 имеют высокую невосприимчивость к дефектам проволок, и в них можно размещать намотанные металлические проволоки, даже если они слиплись. Что касается непрерывного движения трехслойного соэкструдированного нагревательного кабеля 8, намотанные металлические проволоки 9 и спиральные канавки 732 скользят относительно друг друга. Поскольку спиральные канавки 732 и намотанные металлические проволоки 9, которые намотаны на трехслойный соэкструдированный нагревательный кабель 8, имеют одинаковое направление вращения, намотанные металлические проволоки 9 скользят по спиральным канавкам 732. С одной стороны, спиральные канавки 732 корректируют заусенцы и выступы на намотанных металлических проволоках посредством скольжения. С другой стороны, поскольку радиус сечения спиральных канавок уменьшается, намотанные металлические проволоки 9 и спиральные канавки 732 сближаются друг с другом, так что во время скольжения увеличивается сила трения между спиральными канавками 732 и намотанными металлическими проволоками 9. Внутренняя поверхность спиральных канавок 732 приходит в полный контакт с наружной поверхностью намотанных металлических проволок 9, другие участки намотанных металлических проволок 9 подвергаются трению и давлению, и сила сцепления и сопротивление движению намотанных металлических проволок 9 в спиральных канавках 732 постепенно увеличивается, оказывая влияние на уменьшение заусенцев и выступов и разделение слипшихся проволок.
Поскольку само корректирующее колесо 73 не имеет привода, намотанные металлические проволоки 9 подвергаются трению и сжатию со стороны корректирующего колеса 73, и корректирующее колесо 73 воспринимает обратное усилие от намотанных металлических проволок 9, когда трехслойный соэкструдированный нагревательный кабель 8 проходит через него, тем самым вызывая вращение колеса в том же направлении, что и направление намотки намотанных металлических проволок 9. На раннем этапе корректирующее колесо 73 главным образом прокручивают с целью его вращения намотанными металлическими проволоками 9. После начала вращения корректирующего колеса 73, оно продолжает вращаться по инерции. В это время, если намотанные металлические проволоки 9 неравномерно намотаны на трехслойный соэкструдированный нагревательный кабель 8, корректирующее колесо 73 будет выполнять точное регулирование намотанных металлических проволок за счет собственного вращения, так что направление вращения намотанных металлических проволок 9 будет иметь тенденцию соответствовать направлению вращения спиральных канавок 72 корректирующего колеса. В это время частота вращения корректирующего колеса 73 уменьшается из-за реверсивного действия намотанных металлических проволок 9. На промежуточном этапе колебания частоты вращения корректирующего колеса 73 поддерживаются вблизи определенной величины (постоянной величины), которая близка к частоте вращения вращающегося сопла 32 для образования струй. Направление намотки наматываемых металлических проволок 9 поддерживается относительно равномерным для достижения задачи повышения равномерности распределения наматываемых металлических проволок.
Кроме того, количество корректирующих колес 73 равно, по меньшей мере, двум. При использовании двух корректирующих колес 73 можно определить, что частоты вращения двух корректирующих колес 73 отличаются друг от друга, хотя колебания их частот вращения поддерживаются вблизи определенной величины.
Как можно представить из вышеприведенного описания и внедрения, при условии, что намотанные металлические проволоки 9 намотаны равномерно, если часта вращения корректирующего колеса 73 такая же, как частота вращения вращающегося сопла 32 для образования струй, намотанные металлические проволоки 9 контактируют с дном спиральных канавок 732, когда они проходят через корректирующее колесо 73. Если частота вращения корректирующего колеса 73 немного меньше частоты вращения вращающегося сопла 32 для образования струй, намотанные металлические проволоки 9 контактируют с дном спиральных канавок 732 и одной стороной их внутренних стенок (предположительно с левой внутренней стенкой), так что левые внутренние стенки действуют на одну сторону намотанных металлических проволок 9. Если частота вращения корректирующего колеса 73 немного выше частоты вращения вращающегося сопла 32 для образования струй, намотанные металлические проволоки 9 контактируют с дном спиральных канавок 732 и их правыми внутренними стенками, так что правые внутренние стенки действуют на другую сторону намотанных металлических проволок 9. Таким образом, поскольку частоты вращения двух корректирующих колес различные, существует более высокая вероятность, что одно из корректирующих колес 73 имеет более высокую частоту вращения, чем частота вращения вращающегося сопла 32 для образования струй, и другое из корректирующих колес 73 имеет более низкую частоту вращения, чем частота вращения вращающегося сопла 32 для образования струй. В это время два корректирующих колеса 73 могут соответственно действовать на противоположные стороны намотанных металлических проволок 9 для уменьшения заусенцев и выступов.
Следовательно, два корректирующих колеса 73 имеют больший эффект корректировки в отношении намотанных металлических проволок 9.
Выше в общих чертах описаны признаки нескольких вариантов выполнения, так что специалисты в соответствующей области могут лучше понять аспекты настоящего изобретения. Этим специалистам должно быть понятно, что они легко могут использовать настоящее описание в качестве основы для проектирования или модификации других процессов и конструкций для решения таких же задач и/или достижения таких же преимуществ вариантов выполнения, как указано в настоящем документе. Этим специалистам должно быть понятно, что такие эквивалентные конструкции не отклоняются от сущности и объема настоящего изобретения, и что они могут вносить различные изменения, замены или альтернативные варианты без отклонения от сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬНЫЙ КАБЕЛЬ С МНОГОСЛОЙНОЙ ИЗОЛИРУЮЩЕЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2342807C2 |
| ЭКСТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2447995C2 |
| ЭКСТРУЗИОННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2448831C2 |
| НАГРЕВАТЕЛЬНЫЙ КАБЕЛЬ | 1996 |
|
RU2180772C2 |
| ПОГРУЖНОЕ СОПЛО ДЛЯ КАБЕЛЯ С ВОЛОКОННО-ОПТИЧЕСКОЙ СЕРДЦЕВИНОЙ | 2017 |
|
RU2721019C1 |
| СВЕРХПРОВОДЯЩИЙ КАБЕЛЬНЫЙ ПРОВОД (ВАРИАНТЫ) | 1994 |
|
RU2099806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КЕРАМИКИ И КОМПОЗИТОВ | 1991 |
|
RU2026845C1 |
| ГИБКАЯ ЭЛЕКТРОГРЕЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2260926C2 |
| Регулируемая форсунка для двухпоточного диспергирования металлического расплава | 2021 |
|
RU2756902C1 |
| УСТРОЙСТВО И СИСТЕМА ДЛЯ ПРОКЛАДКИ КАБЕЛЯ В ТОНКУЮ ТРУБУ, ПРИКРЕПЛЕННУЮ К ЭЛЕКТРИЧЕСКИ НАГРЕВАЕМОМУ ТРУБОПРОВОДУ | 2022 |
|
RU2825423C2 |

Предлагаются трехслойный соэкструдированный нагревательный кабель и производственная установка для его изготовления. Трехслойный соэкструдированный нагревательный кабель содержит проводящий слой и уплотняющий слой. Проводящий слой содержит первый провод питания и второй провод питания, расположенные параллельно. Уплотняющий слой раздельно уплотняет первый провод питания и второй провод питания. Сечение первого провода питания и сечение второго провода питания полукруглые, и углубление первого провода питания и углубление второго провода питания расположены напротив друг друга. Трехслойный соэкструдированный нагревательный кабель настоящего изобретения передает наружу тепло, генерируемое нагревательными элементами в пространстве, окруженном двумя проводами питания, тем самым обеспечивая увеличение препятствования переносу тепла для сохранения тепла. Следовательно, можно препятствовать быстрой потере тепла, генерируемого внутренним нагревательным элементом, что позволяет экономить энергию. 2 н. и 8 з.п. ф-лы, 9 ил. 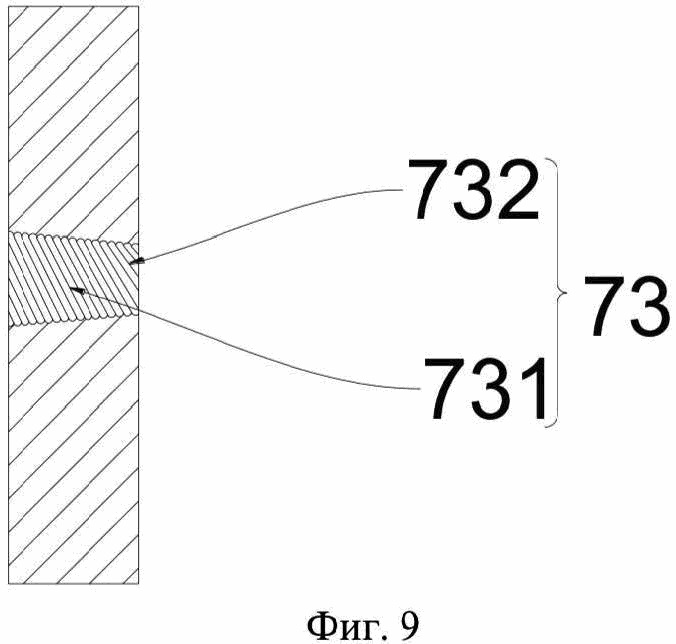
1. Трехслойный соэкструдированный нагревательный кабель, содержащий:
проводящий слой, содержащий первый провод питания и второй провод питания, расположенные параллельно; и
уплотняющий слой для раздельного уплотнения первого провода питания и второго провода питания;
причем сечение первого провода питания и сечение второго провода питания полукруглые, и углубление первого провода питания и углубление второго провода питания расположены напротив друг друга.
2. Трехслойный соэкструдированный нагревательный кабель по п. 1, в котором сечение трехслойного соэкструдированного нагревательного кабеля круглое, и между первым проводом питания и вторым проводом питания расположен зазор.
3. Трехслойный соэкструдированный нагревательный кабель по п. 1, также содержащий:
слой PTC-полупроводящей матрицы, причем слой PTC-полупроводящей матрицы расположен между первым проводом питания и вторым проводом питания; и
PTC-изоляционный слой, причем PTC-изоляционный слой используется для уплотнения проводящего слоя, уплотняющего слоя и слоя PTC-полупроводящей матрицы.
4. Производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля, содержащая:
автоматическую разматывающую машину и размоточный барабан для автоматического освобождения трехслойного соэкструдированного нагревательного кабеля;
устройство для трехслойной экструзии с двумя шнеками для одновременного уплотнения уплотняющего слоя, слоя PTC-полупроводящей матрицы и PTC-изоляционного слоя на первом проводе питания и втором проводе питания;
вращающееся струйное устройство для образования струй расплава, расположенное на одной оси с уплотненным трехслойным соэкструдированным нагревательным кабелем и используемое для образования струй металла расплава с целью изготовления наматываемых металлических проволок в осевом направлении трехслойного соэкструдированного нагревательного кабеля во время вращения в окружном направлении трехслойного соэкструдированного нагревательного кабеля;
трубу холодного воздуха, расположенную в направлении образования струй вращающимся струйным устройством для образования струй расплава и используемую для охлаждения наружной поверхности намотанных металлических проволок, причем охлаждаемые намотанные металлические проволоки намотаны на трехслойный соэкструдированный нагревательный кабель;
термостатный водяной бак, расположенный в направлении, в котором труба холодного воздуха выпускает трехслойный соэкструдированный нагревательный кабель, и используемый для охлаждения трехслойного соэкструдированного нагревательного кабеля; и
намоточный барабан для приема и хранения трехслойного соэкструдированного нагревательного кабеля.
5. Производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля по п. 4, в которой вращающееся струйное устройство для образования струй расплава также содержит:
трубу подачи кабеля, имеющую полую цилиндрическую конструкцию, причем трехслойный соэкструдированный нагревательный кабель проходит через трубу подачи кабеля;
вращающееся сопло для образования струй, установленное поверх трубы подачи кабеля для вращения вокруг трубы подачи кабеля и для образования струй с целью получения наматываемых металлических проволок из расплава; и
машину для нагнетания давления, соединенную с вращающимся соплом для образования струй, для подачи жидкого металла расплава во вращающееся сопло для образования струй через выпускное отверстие.
6. Производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля по п. 5, в которой вращающееся сопло для образования струй также содержит:
кольцевую канавку и некоторое количество расположенных в нем каналов для образования струй;
причем кольцевая канавка окружает вращающееся сопло для образования струй, и углубление кольцевой канавки расположено вокруг наружной стороны вращающегося сопла для образования струй, и выпускной носик вставлен в кольцевую канавку;
при этом вдоль осевого направления вращающегося сопла для образования струй расположено некоторое количество каналов для образования струй, причем один конец канала для образования струи соединен с кольцевой канавкой, а другой конец канала для образования струи продолжается от вращающегося сопла для образования струй.
7. Производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля по п. 5, в которой в машине для нагнетания давления предусмотрено отверстие, причем в отверстие вставлено вращающееся сопло для образования струй, которое частично проходит в машину для нагнетания давления, и наружная сторона вращающегося сопла для образования струй соединена с возможностью скольжения с внутренней стенкой отверстия.
8. Производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля по п. 4, в которой труба холодного воздуха является цилиндрической полой трубой, трехслойный соэкструдированный нагревательный кабель с намотанными металлическими проволоками из расплава проходит через трубу холодного воздуха, труба холодного воздуха заполнена низкотемпературным газом, и направление потока низкотемпературного газа противоположно направлению, в котором образуется струя для получения наматываемых металлических проволок.
9. Производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля по п. 4, также содержащая:
устройство корректировки намотанных металлических проволок, расположенное между термостатным водяным баком и намоточным барабаном, для корректировки намотанных металлических проволок, наматываемых на трехслойный соэкструдированный нагревательный кабель.
10. Производственная установка для изготовления трехслойного соэкструдированного нагревательного кабеля по п. 9, в которой устройство корректировки намотанных металлических проволок также содержит:
неподвижную раму;
по меньшей мере две направляющие трубы, причем направляющие трубы прикреплены к неподвижной раме, и две смежные направляющие трубы расположены соосно и на расстоянии друг от друга; и
по меньшей мере одно корректирующее колесо, причем корректирующее колесо расположено в промежутке между двумя смежными направляющими трубами;
причем охлажденный трехслойный соэкструдированный нагревательный кабель проходит через направляющие трубы и корректирующее колесо, и корректирующее колесо корректирует проходящие через него намотанные металлические проволоки на трехслойном соэкструдированном нагревательном кабеле.
| WO 1998001001010 A1, 08.01.1998 | |||
| Устройство для получения периодическое и ждущей развертки | 1951 |
|
SU96492A1 |
| НАГРЕВАТЕЛЬНЫЙ КАБЕЛЬ | 1996 |
|
RU2180772C2 |

