Изобретение относится к области машиностроения и может найти применение при изготовлении деталей из керамики и композитов и при нанесении толстостенных покрытий из этих материалов.
Известны способы формования тонкостенных изделий из керамики с помощью методов напыления тонкостенных изделий из керамики с помощью методов напыления [1] . Например, при изготовлении обтекателей радиолокационных антенн на оправку наносят слой поваренной соли, шлифуют и напыляют на него покрытие из оксида алюминия, после чего поваренную соль растворяют струей воды, снимая изготовленную таким образом керамическую деталь с оправки.
Недостатки этого способа - высокая трудоемкость, связанная с необходимостью напыления, шлифования и растворения поваренной соли, а также низкая прочность изготовленной таким образом керамической детали из-за возникающих в процессе напыления внутренних напряжений, способных привести к ее разрушению еще до обжига. Наличие указанных напряжений существенно ограничивает и толщину деталей, которые возможно изготавливать этим способом.
Наиболее близким техническим решением является способ изготовления деталей неограниченной толщины и самой сложной конфигурации из керамики с помощью плазменного и напыления - КЕРТ [2], при котором в зону контакта напыляемого материала с подложкой подается охладитель с такой интенсивностью, которая обеспечивает образование микротрещин в материале изделия и тем самым снижает остаточные напряжения в напыляемых слоях.
Недостатки прототипа - низкое качество изделий, обусловленное большим объемом пустот и, как следствие, низкая прочность изготовленной детали до обжига, которая может привести к ее разрушению, например при снятии с оправки.
Цель изобретения - повышение качества изделий.
Указанная цель достигается тем, что в способе изготовления деталей из керамики и композитов, включающем газотермическое напыление на основу керамического или композиционного материала с подачей охлаждающего агента к детали, в качестве охлаждающего агента используют один или более компонентов напыляемого материала или их смесь с другими охладителями. Если деталь необходимо снять с основы, на основе предварительно выполняют спиральную канавку, размещают в ней гибкий элемент, хотя бы один из поперечных размеров которого равен шагу спиральной канавки, а после нанесения керамического или композиционного слоя необходимой толщины разъединяют основу с изготовленной деталью и удаляют гибкий элемент. Если основа является частью изготавливаемой детали, перед нанесением керамического или композиционного слоя к поверхности основы крепят спиралеобразные элементы.
В процессе нанесения керамического или композиционного слоя можно осуществлять дополнительное охлаждение последнего путем подачи к поверхности вне зоны напыления воздушно-газовой смеси. Интенсивность дополнительного охлаждения регулируют путем изменения расхода газа, пропускаемого через охлаждающую жидкость.
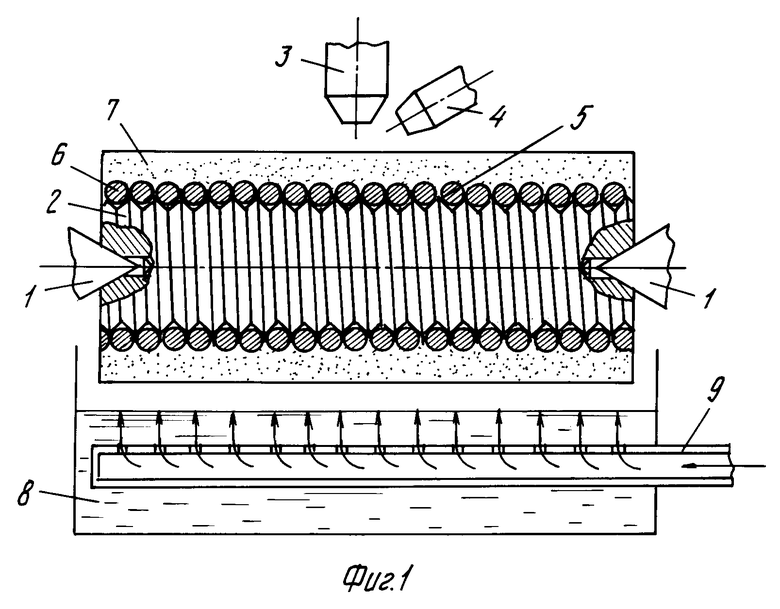
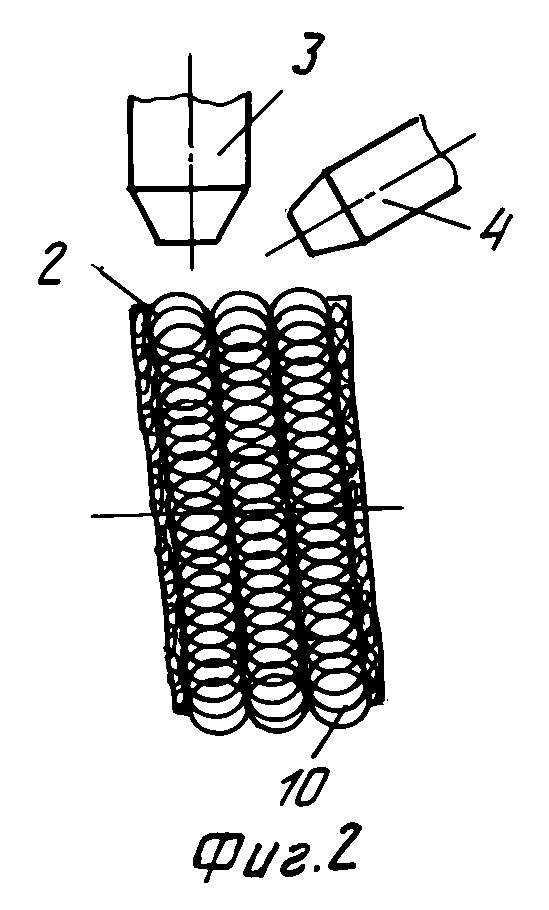
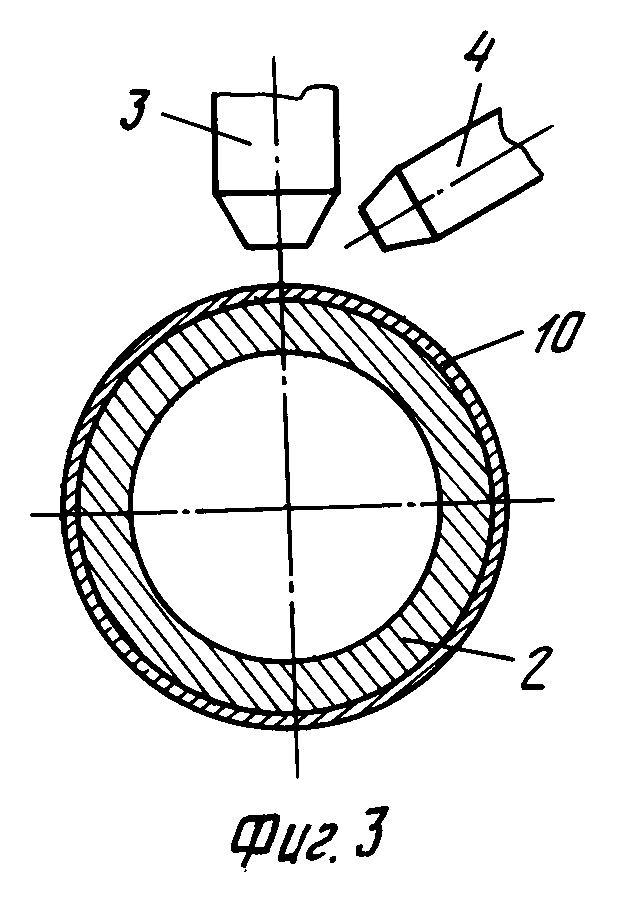
На фиг. 1 показана установка для осуществления предлагаемого способа в случае необходимости снятия изготовленной детали с основы, разрез; на фиг.2 - то же, вид сбоку; на фиг.3 - основа (в случае когда она является частью изготавливаемой детали), вид с торца, разрез.
В центрирующие элементы 1, один из которых может быть приводным, устанавливают основу 2 и при необходимости приводят ее во вращение. Одновременно к основе 2 подводят на определенное расстояние горелку 3 для напыления, например плазмотрон. Этой горелке сообщают возвратно-поступательное движение вдоль основы, производя при этом напыление на нее одного или нескольких компонентов материала изготавливаемой детали. Во избежание возникновения внутренних остаточных напряжений, способных привести к разрушению детали, через сопло 4 подают охлаждающий агент, что приводит к образованию микротрещин и снятию за счет этого напряжений. Таким охлаждающим агентом может быть порошок одного или нескольких компонентов материала изделия.
Холодные частицы порошка создают при охлаждении напыленного слоя множество центров кристаллизации с сеткой микротрещин вокруг них и одновременно обеспечивают более плотное заполнение за счет снижения усадочных явлений и, следовательно, повышает плотность и прочность. При обжиге изготовленной детали эти частицы спекаются с изделием в монолит дополнительно снижая усадку и пористость. Охлаждающий порошок может подаваться и в смеси с другими охладителями, например с водо-воздушной пульпой, жидким азотом и т.п.
Чтобы исключить разрушение изготовленной детали 7 при необходимости ее снятия с основы и при этом не увеличивать трудоемкость этой операции, а также обеспечить возможность многократного использования основы, на последней может быть выполнена спиральная канавка 5, например резьба, в которую наматывают гибкий элемент, например проволоку. Для обеспечения плотной намотки этого гибкого элемента виток к витку, чтобы напыляемый материал не попадал на основу, один из поперечных размеров этого гибкого элемента, например диаметр проволоки, должен быть равен шагу спиральной канавки. Тогда после окончания напыления основу 2 можно вывернуть из готовой детали 7, а гибкий элемент 6 - удалить с ее внутренней поверхности.
Если основа является частью изготавливаемой детали и ее удаление не требуется, коэффициент теплового расширения основы и наносимых слоев резко отличаются, а сама деталь в процессе эксплуатации подвергается нагревам и охлаждениям, для компенсации изменения размеров основы и слоя, на основе 2, например металлической, размещают, наматывают виток к витку, спиралеобразные элементы 10, представляющие собой, например, сплющенные проволочные спирали и крепят их к основе, например, пайкой. При изменениях температур в процессе эксплуатации изготовленной таким образом детали, различия в геометрических размерах основы и покрытия компенсируются изменением формы спиральных элементов, благодаря чему сохраняется целостность детали и не возникает разрушающих керамический или композиционный слой напряжений.
Для поддержания постоянной температуры детали в процессе ее изготовления, основу размещают над поверхностью жидкости 8, например воды, в которую через трубку-спреер 9 подают газ, например воздух. Проходя через жидкость, этот газ увлекает ее с собой, поднимая над поверхностью и вводят в контакт с деталью. При этом осуществляется интенсивное перемешивание жидкости, что способствует поддержанию ее температуры постоянной.
Таким образом, смесь жидкости и газа охлаждает нижнюю сторону изготавливаемой детали. При увеличении расхода газа, его смесь с жидкостью поднимается на большую высоту, достигая поверхности основы или гибкого элемента в начале процесса изготовления детали, а по мере увеличения толщины ее стенки и, соответственно, приближения ее к поверхности жидкости, расход газа снижают так, что смесь жидкости и газа поднимается на меньшую высоту. Таким образом, интенсивность охлаждения стенки детали и поддержание ее температуры на определенном уровне можно регулировать путем изменения расхода газа, направленного в сторону изготавливаемой детали.
Осуществление предлагаемого способа производили на стандартном плазменном оборудовании при изготовлении валков бумагоделательных машин, имеющих длину 300 мм, наружный диаметр 250 мм, внутренний диаметр 230 мм, имеющих покрытие, толщиной 4 мм из композита, окись алюминия с алюминием. Через плазмотрон подавали порошок окиси алюминия фракцией 60-100 мкм, расходом до 5 кг/ч, а через дополнительное сопло, водовоздушной пульпой - порошок алюминия, фракцией 5-25 мкм с расходом до 2 кг/ч. Основа изделия представляла собой трубу наружным диаметром 240 мм, внутренним диаметром 230 мм и длиной 300 мм, на которую был намотан и припаян латунью Л-63 виток к витку, спиралеобразный элемент, изготовленный путем навивки проволоки диаметром 0,4 мм на оправку диаметром 3 мм с последующим плющением ее между валками в ленту толщиной 0,5 мм. Процесс напыления осуществляется по следующим режимам: ток 320-330 А, напряжение 65-70 В, плазмообразующие газ - смесь аргона с азотом при расходе аргона 8 л/мин, азота - 16 л/мин, расход транспортирующего газа (аргона) - 8-10 л/мин, расход охладителя 33-35 л/мин, дистанция напыления 75-80 мм, скорость вращения основы 70-80 об/мин. Поверхность основы располагалась на расстоянии 15 мм от поверхности воды, а расход воздуха, подаваемого в трубку - спреер, установленного на глубине 30 мм, по мере нарастания стенки валка снижали с 25 л/мин до 15 л/мин. Дефектов в изготовленном таким образом валке обнаружено не было, а испытания показали, что по стойкости он не уступает стандартному. Покрытие имеет следующие свойства: адгезионная прочность - 25-30 МПа, прочность на изгиб - 84-85 МПа, пористость 5-7%.
Аналогично изготавливали и валок стеклозакалочной печи, имеющий длину 2200 мм, наружный диаметр - 76 мм, внутренний диаметр 56 мм из окиси алюминия и диоксида циркония. Через плазмотрон подавали порошок окиси алюминия фракцией 60-100 мкм, расходом до 5 кг/ч. Через дополнительное сопло водо-воздушной пульпой транспортировался диоксид циркония фракцией 5-25 мкм с расходом 0,8-1 кг/ч. Основа, использованная при производстве этих деталей, представляла из себя цилиндр, диаметром 54 мм с нарезанной на его поверхности резьбой с шагом 2 мм, на которую была намотана алюминиевая проволока, диаметром 2,0 мм. Режимы напыления: ток 340-350 А, напряжение - 70-80 В, плазмообразующий газ, смесь аргона с азотом, подавался с расходом аргона 10-12 л/мин, азота - 30-35 л/мин, расход транспортирующего газа (аргона) - 8-10 л/мин, расход охладителя - 30-40 л/мин, дистанция напыления 100 мм, скорость вращения основы - 70-80 об/мин.
Поверхность проволоки, намотанной на основу, располагалась на расстоянии 10 мм от поверхности воды, а расход воздуха, подаваемого через трубку - спреер, установленную на глубине 25 мм, по мере нарастания стенки валка снижали с 29 л/мин до 20 л/мин. После окончания напыления основу легко вывернули, а затем смотали на бобину проволоку. Изготовленный таким образом валок подвергали обжигу при 1650-1700о С. Дефектов в нем обнаружено не было, а испытания показали, что по стойкости этот валок лучше стандартных асбестовых или кремнеземовых. Материал валка имеет прочность на изгиб 110-120 МПа, пористость 5-7%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения толстостенных керамических жаропрочных, теплозащитных и эрозионностойких покрытий | 2019 |
|
RU2728068C1 |
| СПОСОБ НАПЫЛЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ МАЛОРАЗМЕРНЫХ ДЕТАЛЕЙ И ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С ВЫСОКОЙ ТЕПЛОПРОВОДНОСТЬЮ | 2003 |
|
RU2246557C2 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ | 2004 |
|
RU2260071C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2010 |
|
RU2536847C2 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2310551C2 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ | 1991 |
|
RU2021388C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ДЕТАЛИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157296C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩЕГО ПОКРЫТИЯ SmBaCuO | 2013 |
|
RU2541240C2 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2011 |
|
RU2467878C2 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ТРУБЧАТОЙ ФОРМЫ | 2000 |
|
RU2186148C2 |
Использование: для изготовления деталей и нанесения толстостенных покрытий из керамики и композитов. Сущность изобретения: газотермическим напылением наносят керамический или композиционный слой на рабочую поверхность с подачей охлаждающего агента к рабочей поверхности в зону ее контакта с напыляемым материалом. В качестве охлаждающего агента используют один или более компонентов напыляемого материала или их смесь с другими охлаждающими агентами. При необходимости разделения изготовленной детали и основы на последней выполняют спиральную канавку, размещают в ней гибкий элемент, хотя бы один из поперечных размеров которого равен шагу спиральной канавки, а после нанесения указанного слоя, разъединяют основу с изготовленной деталью и удаляют гибкий элемент. Если основа является частью изготавливаемой детали, то на ней перед нанесением керамического или композиционного слоя размещают и крепят к ней спиралеобразный элемент. Дополнительное охаждение детали осуществляют путем подачи к поверхности вне зоны напыления воздушно-газовой смеси. Интенсивность дополнительного охлаждения регулируют путем изменения расхода газа, пропускаемого через охлаждающую жидкость. 3 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Изобретатель и рационализатор, 1990, N 1, с.4-5. | |||
