Изобретение относится к оборудованию для переработки полимеров, в частности к оборудованию для получения из полимеров методом экструзии плоской нити из синтетического сырья с заранее заданными характеристиками. Плоская нить из синтетического сырья, полученная на этом оборудовании, может быть использована во многих отраслях промышленности по различному назначению. Например, в ткацком производстве, в пищевой промышленности, как упаковочный материал и может выгодно отличаться от известных нитей большей прочностью, стойкостью к воздействию бензина и влаги, а также обеспечивать возможность многократного использования. Кроме того, плоская нить из синтетического сырья может найти применение в радиоэлектронной, приборостроительной и других отраслях промышленности.
Известны различные экструзионные линии для получения плоской нити из синтетического сырья. Например, известна экструзионная линия для получения плоской нити из синтетического сырья (см. http://www.ligatek.ru/extruders/jc-fy-s.htm). Известная экструзионная линия, описанная на сайте, включает в себя плоскощелевую головку и непрерывную систему фильтрации, которые и позволяют производить плоскую нить. Эта линия производит пленку одинаковой толщины по всей ширине пленки. Нить после фибриляции используют для изготовления шпагатов, веревок, кабельных наполнителей, основы для ковровой подложки и искусственной зеленой травы. Ванночка с горячей водой, которая входит в состав линии, полностью изолирована в целях уменьшения тепловых потерь и энергопотребления. Печка с горячим воздухом полностью изолирована и оснащена двумя зонами автоматического контроля температуры и воздуховодом. Работает она на принципе конвекции, что обеспечивает постоянство температуры и надежное распределение тепла. Прокаливающая печка с горячим воздухом снижает внутреннее натяжение нити во время процесса, что увеличивает качество нити. В линию входит экструзиопная установка. Шнек экструзионной установки обеспечивает необходимое качество расплавления, перемешивания и экструзии. Автоматический контроль температуры снижает энергопотребление и поддерживает постоянный уровень температуры с низким уровнем колебания (+/-1,0°С). Цилиндр экструзионной установки полностью изолирован и оборудован вентилятором охлаждения. Шестеренчатый насос предназначен для последовательной экструзии расплавленного полимерного материала. Проверку давления производят до и после насоса. Для улучшения последовательности экструзии и качества волокна давление до шестеренного насоса контролируют. Закалочная водяная ванночка разработана для сглаживания водяного потока, поддержания постоянства температуры воды и устранения волнения на водной поверхности. Ванночку можно перемещать в горизонтальном и вертикальном направлениях. В линию входит также и нитепротяжное устройство. Экструзионный способ получения синтетических плоских нитей, который реализуют с помощью рекламируемой на сайте линии, позволяет получать однослойные плоские нити для дальнейшего использования их, например, в ткацком производстве. Но такой экструзионный способ получения синтетических плоских нитей имеет недостатки. Основными недостатками этой экструзионной линии для получения плоской нити из синтетического сырья как аналога является высокая стоимость производимой на этой линии плоской нити из синтетического сырья, а также пониженные ее прочностные свойства.
Известна также экструзионная линия для получения плоской нити из синтетического сырья (см. http://articles.pakkеrmash.ru/show_art.php?art=179). В названную линию, рекламируемую на сайте, входит экструдер, который обеспечивает оптимальную гомогенизацию расплава и соединен с плоскощелевой головкой. Плоскощелевая головка обеспечивает минимальные отклонения толщины расплава и оптимальное распределение его массы по ширине. Другие конструктивные особенности экструдера - это возможность подачи сырья через втулку с канавками, а также защита от холодного пуска. В экструдере применены работающие на основе микропроцессора контроллеры, индикаторы температуры расплава и обратного давления, а также, если требуется, пневматически управляемое передвижение экструдера по рельсам. При необходимости смены фильтра расплава до щелевой головки в целях минимизации остановок линии из-за некачественного сырья, в том числе при использовании вторичного сырья, некорректного регулирования характеристик расплава, после замены шнека или переходе на другой тип сырья применяют автоматическое устройство смены фильтра вместо ручного. Движение сетки контролируют таймером, а скорость - оператором. Посредством ручного или автоматического поворота колеса отработанный фильтр заменяют на другой непосредственно во время работы линии. В системе охлаждения через водяную ванну всасывающее устройство обеспечивает выход абсолютно сухой пленки даже при высоких скоростях. В поворотном устройстве продольного разрезания выходящую из головки и охлажденную плоскую пленку разрезают на полосы. Далее через прижимные валки и автоматические терморегуляторы полосы подают на систему воздушного ориентирования или двойную систему бесконтактного воздушного вытягивания и нагрева. После этого полосы поступают на комбинированный блок вытягивания и усадки, приводы которых независимы. На комбинированном блоке предотвращают усадку и снимают напряжение уже плоских нитей, поступающих па блок намотки. Блок намотки имеет три пары валков - горячих, нормальной температуры и холодных, работающих с переменной скоростью. При производстве обычных плоских нитей предлагают комбинацию горячих, нейтральных и холодных валков. Охлаждаемые водой валки обеспечивают постоянную температуру плоских нитей, поступающих на блок намотки. При изготовлении фибрилированных плоских нитей линию укомплектовывают фибрилятором, который расположен между воздушной печью ориентирования и комбинированным блоком вытягивания и усадки. Игольчатый валок фибрилятора имеет независимый привод, а иглы выполнены с возможностью их регулирования в соответствии с желаемой структурой фибриляции. Модульная конструкция устройства позволяет изготавливать и фибрилированные и нефибрилированные ленты одновременно. Блок намотки обеспечивает получение валов с намотанными плоскими нитями требуемого качества и цвета, а при автоматической технологии он обеспечивает автозамену намотанных валков на пустые. Экструзионный способ получения синтетических плоских нитей, который реализуется с помощью рекламируемой на данном сайте линии, позволяет получать однослойные плоские нити для дальнейшего использования их, например, в ткацком производстве. Но такой экструзионный способ получения синтетических плоских нитей имеет недостатки. Основными недостатками известной экструзионной линии для получения плоской нити из синтетического сырья как аналога является высокая стоимость производимой с помощью этой линии плоской синтетической нити, а также пониженные ее прочностные свойства.
Вместе с тем, известна экструзионная линия для получения плоской нити из синтетического сырья, описанная на сайте (cм. http://www.textileclub.ru/index.php?option=articles&task=viewarticle&artid-324&Itemid=55). В состав линии входит следующее основное технологическое оборудование. Это прежде всего экструдер с загрузочным бункером, насосом, регулирующим давление, и с приводом. В состав линии входят также фильтр для расплава, плоскощелевая головка, ванна с охлаждающей водой и приемные валы, которые установлены после ванны. Описываемая линия имеет также устройство для резки пленки на отдельные полосы. В линию также входят вытяжные валы, причем количество и степень вытягивания на каждом валу зависят от задаваемых функциональных свойств плоской нити. Линия содержит также устройство отсоса и транспортировки кромчатых полос. В линию входит и камера для вытягивания в среде горячего воздуха и приемно-намоточная машина. Особенностью этой линии является специальный адиабатический экструдер с регулируемым давлением на выходе. Экструзионная система состоит из экструдера с 90-мм шнеком длиной 27D, выполненного с особым геометрическим контуром, непрерывно работающего ceтчатого фильтра в виде ленты и специального насоса, позволяющего в процессе экструзии регулировать давление. Экструдер обеспечивает равномерное плавание полимера с высокой степенью гомогенизации расплава. Насос создает требуемое давление, снабжая плоскощелевую головку расплавом. Скорость вращения шнека соответствует заданному давлению до и после настройки насоса. Ввиду постоянного давления насоса, которое поддерживают с помощью выбранного уровня скорости вращения шнека, остается также постоянным и давление расплава на плоскощелевую головку. С увеличением производительности эта комбинация адиабатического экструдера с дозирующим насосом дает технические преимущества. Благодаря такому насосу экструдер продолжает эффективно работать и при очень высокой производительности до 500-550 кг/час при низком противодавлении расплава. Насос повышает давление с 50 бар на входе до 200 бар на выходе к плоскощелевой фильере. Шнек экструдера выполнен специально для реализации высокопроизводительного процесса с учетом получения качественного и равномерно гомогенизированного расплава и работает при этом со скоростью до 280 об/мин. Температура расплава полимеров, несмотря на высокую производительность и большое число оборотов шнека, не превышает 220°C. Обычно при использовании экструдеров с другой геометрией шнека и без повышающего давления насоса температура расплава достигает 240-260°C. Благодаря более низкой температуре расплава полимер сохраняет те качества, которые необходимы для получения высококачественной плоской нити, в частности, из-за минимальной деструкции полимера, что позволяет достичь малой разнотолщинности пленки и лучшей растяжимости нарезаемых полос. Помимо основного технологического оборудования, перечисленного выше, с помощью следующих и дополнительных устройств комплектуют линию для производства пленочных нитей требуемого ассортимента и качества: волюметрические и гравиметрические дозирующие устройства для четырех и более компонентов, механизмы измерения толщины пленки, фибрилирование, йонизирование, отсасывающая система, эжекторная или вакуумная. Различные области применения пленочных нитей диктуют столь же разнообразную технологию последующих переработок, например на круглоткацких и плоскоткацких машинах, прядение, иглопрошивной процесс и плетение. Вид дальнейшей переработки и показатели нитей определяют требования к ее намотке. Характерными параметрами при этом являются размер готовой паковки и патрона, а также технологические требования к торцам бобины, как впрочем, к натяжению и скорости намотки. Больше всего используются пленочные нити для переработки на круглоткацком оборудовании. Эта линия кроме перечисленных имеет еще ряд достоинств, среди которых можно отметить следующие. Прежде всего это высокий скоростной потенциал до 450 м/мин, низкое потребление электроэнергии и низкая теплоотдача электродвигателей.
Но и эта экструзионная линия для получения синтетической плоской нити имеет недостатки. Основными недостатками известной экструзионной лини для получения синтетической плоской нити, как и предыдущего аналога, является высокая стоимость производимой на ней плоской нити из синтетического сырья, а также пониженные ее прочностные свойства.
Вместе с тем, известна экструзионная линия для получения плоской нити из синтетического сырья (см. патент Великобритании №1243512 от 9 августа 1968 г., МПК 9 D06M 17/00). Данная экструзионная линия для получения плоской нити из синтетического сырья является наиболее близкой по технической сущности и достигаемому результату при ее использовании к заявляемой (прототипом). Но этот наиболее близкий аналог (прототип) имеет те же недостатки, что и другие вышеописанные аналоги. Недостатками наиболее близкой экструзионной линии для получения синтетической плоской нити из синтетического сырья являются следующие. Поскольку синтетическое сырье, такое как, например, полипропилен или полиэтилен, значительно дороже таких материалов, как карбонат кальция, стеарат кальция или тальк, то для удешевления стоимости нити в него, как правило, вводят добавки на основе карбоната кальция, стеарата кальция, талька и тому подобных. В последнее время в качестве добавки стали вводить и органический карбонат кальция в виде перемолотых костей крупного рогатого скота, а также костей рыб, утилизируя их и, таким образом, удешевляя стоимость синтетической плоской нити. Но частицы, например, карбоната кальция (СаСо3), выходящие па поверхность полученной в общем технологическом процессе пленки, которую в дальнейшем режут па плоские полосы и из которых потом получают нити, образуют шероховатую поверхность. Частички карбоната кальция (СаСо3), выходящие на поверхность уже готовой нити, обладают значительными абразивными свойствами. Это приводит к дополнительному износу частей оборудования, с которыми в дальнейшем соприкасается нить, например, рабочих частей ткацкого станка. А обусловлено это тем, что нить на ткацком станке активно соприкасается с механизмами станка, как минимум в пяти местах, в которых скапливаются частицы, например, карбоната или стеарата кальция. Вместе с тем, частицы карбоната или стеарата кальция способны в значительном количестве выбиваться из поверхностного слоя нити со всеми вытекающими отсюда последствиями. В первую очередь, выбитые из поверхностного слоя частицы карбоната кальция образуют пыль, которая, попадая во вращающиеся детали станков и механизмов, дополнительно увеличивает их износ. Эти частицы карбоната или стеарата кальция попадают в том числе в подшипники, преждевременно выводя их из строя. Вместе с тем, частицы карбоната кальция попадают в различные электрические устройства, находящиеся на ткацком станке, провоцируя короткие замыкания электрической цепи вплоть до остановки работы ткацкой линии. Кроме того, эта же пыль карбоната кальция, так называемая «меловая пыль», смешиваясь с воздухом, с позиций охраны труда и техники безопасности обслуживающего персонала, резко ухудшает санитарно-гигиенические условия труда. Для приведения к регламентируемым нормам условий труда обслуживающего персонала в первую очередь очистки воздуха требуется дополнительное оборудование для его очистки, включая принудительную вытяжную вентиляцию. А это в свою очередь увеличивает себестоимость плоской синтетической нити. Необходимо также отметить, что белые частицы мела снижают насыщенность цветного пигмента, который, как правило, вводят для окрашивания плоской синтетической нити. В связи с этим приходится увеличивать и количество цветного пигмента приблизительно в количественном отношении в три раза большем, чем в нити без карбоната кальция. Но цветной пигмент значительно дороже карбоната кальция и полимеров, что также влечет увеличение себестоимости плоской синтетической нити. Кроме того, в ходе технологического процесса на экструзионной линии для получения синтетических плоских нитей для получения пленки из экструзионного сплава его, как правило, охлаждают в ванне с водой. Но поскольку поверхность пленки получается шероховатой, она способствует удержанию большого количества воды на поверхности пленки, а удаление этой воды технологически затруднено. В связи с этим в общем технологическом процессе требуются дополнительные трудоемкие операции по удалению воды, что ведет к удорожанию технологического процесса, и следовательно, к удорожанию себестоимости плоской синтетической нити. Если же проводят охлаждение пленки на охлаждающих валах, то в этом случае из-за абразивных свойств частичек карбоната кальция, выходящих на поверхность пленки, увеличивается износ охлаждающих валов. Вместе с тем, необходимо особо подчеркнуть, что внесение карбоната кальция в синтетическое сырье для производства плоской синтетической нити в любом случае предопределяет пониженные прочностные свойства самой плоской нити со всеми вытекающими отсюда последствиями. Из сказанного видно, что основными недостатками известной экструзионной линии для получения синтетических плоских нитей, как наиболее близкого аналога (прототипа), является высокая стоимость производимых на этой линии плоских синтетических нитей и пониженные их прочностные свойства.
Задача, которую поставил перед собой разработчик новой экструзионной линии для получения плоской нити из синтетического сырья, состояла в создании такой экструзионной линии для получения плоской нити из синтетического сырья, которая позволила бы уменьшить стоимость производства с ее помощью плоской нити из синтетического сырья за счет использования дешевого или утилизируемого материала, не снижая резко при этом прочностных и других, необходимых для конкретного вида нитей, свойств. Как следствие это позволит применять получаемые с помощью новой линии нити для изготовления различных но назначению изделий. Техническим результатом, достигнутым в процессе решения поставленной перед разработчиками задачи, явилась возможность формировать слои в плоской нити из синтетического сырья, которую получают с помощью созданной линии, с заданными свойствами, используя при этом более дешевые или же утилизируемые материалы.
Сущность изобретения состоит в том, что в экструзионной линии для получения плоской нити из синтетического сырья, включающей щелевую головку для образования пленки и устройства для ее охлаждения, а также устройства резки пленки на полосы, их вытяжки, усадки и намотки уже полученных нитей на сердечники, содержащей, по меньшей мере, два экструдера, формирующих расплавы с различными, заранее заданными свойствами, она содержит устройство для распределения расплавов, по меньшей мере, по трем слоям многослойной пленки, а устройство для охлаждения выполнено в виде ванны с водой или в виде охлаждающих валов, а после устройства для охлаждения в линии установлены приспособления для удаления воды с пленки, выполненные в виде валиков с эластичным материалом по его периферии.
Вместе с тем, сущность изобретения состоит и в том, что в экструзионной линии для получения плоской нити из синтетического сырья следом за приспособлением для удаления воды с пленки установлены трубы с прорезями для удаления остатков влаги.
Кроме того, сущность изобретения состоит и в том, что в экструзионной линии для получения плоской нити из синтетического сырья следом за экструдерами установлено устройство для распределения расплавов по слоям.
Вместе с тем, сущность изобретения состоит и в том, что в экструзионной линии для получения плоской нити из синтетического сырья щелевая головка для образования пленки выполнена трехщелевой.
Кроме того, сущность изобретения состоит в том, что в эструзионной линии для получения плоской нити из синтетического сырья щелевая головка для образования пленки выполнена пятищелевой.
Вместе с тем, сущность изобретения состоит и в том, что в экструзионной линии для получения плоской нити из синтетического сырья следом за устройством для резки пленки па полосы установлен фибриллятор.
Кроме того, сущность изобретения состоит и в том, что в экструзионной линии для получения плоской нити из синтетического сырья следом за устройством для вытяжки установлено устройство для скручивания нити.
Вместе с тем, сущность изобретения состоит и в том, что в экструзионной линии для получения плоской нити из синтетического сырья следом за устройством для скручивания установлено устройство для замасливания нити.
Доказательства возможности осуществления новой экструзионной линии для получения плоской нити из синтетического сырья с реализацией указанного назначения приводятся ниже на конкретных примерах экструзионных линий для получения синтетических плоских нитей. Эти характерные примеры конкретных экструзионных линий для получения плоской нити из синтетического сырья согласно предлагаемому изобретению ни в коей мере не ограничивают объем правовой защиты изобретения. В этих конкретных примерах дана лишь иллюстрация повой экструзионной линии для получения плоской нити из синтетического сырья.
Приведенные в качестве конкретных примеров изобретения экструзионные линии для получения плоской нити из синтетического сырья поясняются графически, где:
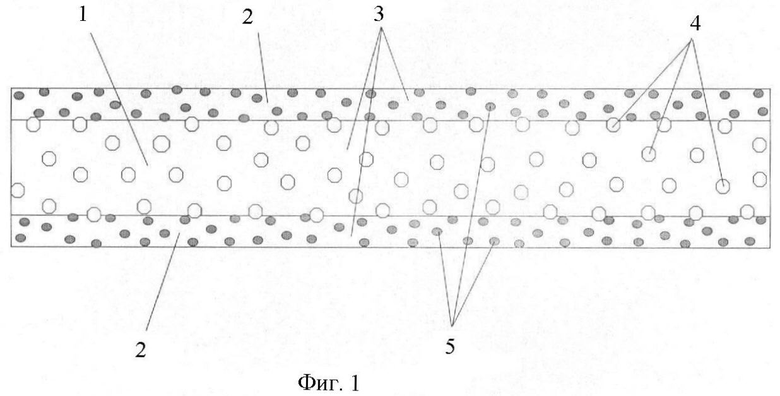
на фиг.1 показан вид поперечно-разрезанной трехслойной плоской нити из синтетического сырья, содержащей карбонат кальция (СаСо3) во внутреннем слое и цветной суперконцентрат во внешних слоях, получаемой с помощью новой линии;
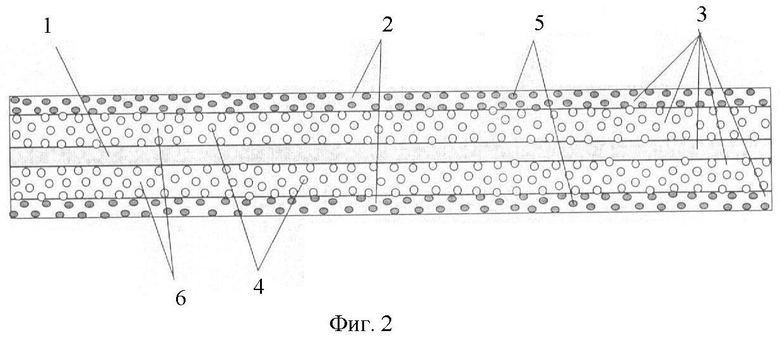
на фиг.2 показан вид поперечно разрезанной пятислойной плоской нити из синтетического сырья, получаемой с помощью новой линии;
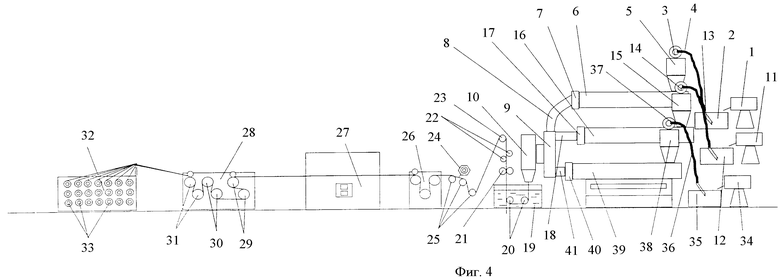
на фиг.3 показана линия для производства трехслойной плоской нити из синтетического сырья;
на фиг.4 показана линия для производства пятислойной плоской нити из синтетического сырья.
Вид поперечно разрезанной плоской трехслойной нити из синтетического сырья показан на фиг.1, где:
1 - внутренний слой
2 - внешний слой
3 - полимер
4 - частицы карбоната кальция (СаСО3)
5 - частицы цветного пигмента
Экструзионная линия для получения трехслойной плоской нити из синтетического сырья представляет собой ряд последовательно-параллельно установленных единиц оборудования (см. фиг.3). В начале линии установлен миксер 1, имеющий емкость цилиндрической формы с расположенными внутри лопатками для «сухого» смешивания компонентов. Вращение лопаток обеспечивает асинхронный двигатель через планетарный редуктор (на чертеже не показаны). Лоток миксера 1 для выгрузки смешанных компонентов расположен над металлическим ящиком 2. Ящик 2 предназначен для приема готовой смеси сырья из миксера 1. Ящик 2 соединен с вакуумным загрузчиком 3 гибким трубопроводом 4. Под вакуумным загрузчиком 3 расположен бункер 5, который установлен на загрузочную часть шнекоцилиндровой части экструдера 6. Экструдер 6 представляет собой материальный цилиндр со шнеком внутри. Шнек соединен с асинхронным электродвигателем с возможностью управления инвертором через редуктор. Поверх материального цилиндра расположены нагревательные элементы, управляемые термоконтроллерами, которые обеспечивают нагрев материального цилиндра, шнека и, как следствие, поступившего в экструдер сырья. На выходной части цилиндра экструдера расположен блок фильтра 7, предназначенный для фильтрации расплава через расположенную внутри блока мелкоячеистую металлическую сетку. Блок фильтра 7 через переходник 8 соединен с адаптером-распределителем 9. Адаптер-распределитель 9 представляет собой устройство с каналами для подачи и распределения расплавов по слоям в трехслойной плоскощелевой головке 10. Аналогично и параллельно описанным выше узлам расположены следующие узлы: миксер 11, ящик 12, трубопровод 13, вакуумный загрузчик 14, бункер 15, шнекоцилиндровая часть 16, блок фильтра 17, переходник 18. Переходник 18 аналогично переходнику 8 соединен с адаптером-распределителем 9. Адаптор-распределитель 9 соединен с трехслойной плоскощелевой головкой 10, в которой выполнены каналы для распределения и совмещения слоев расплава по всей длине головки. Под головкой установлена ванна охлаждения 19, представляющая собой прямоугольную металлическую емкость с двумя расположенными внутри металлическими невращающимися валами 20 и системой водоснабжения и ее циркуляции. Ванна охлаждения 19, наполненная водой, предназначена для охлаждения расплава с целью образования пленки. Над ванной расположен блок водоотжимных валов 21, состоящий из двух валов с резиновым покрытием, предназначенных для удаления воды с поверхности пленки, а также пневмосистемы для прижима валов. Блок водоотжимных валов 21 соединен с асинхронным электродвигателем, управляемым инвертором через редуктор. Над блоком водоотжимных валов 21 расположены трубы влагоотбора 22, предназначенные для отбора остаточной влаги с поверхности пленки. Трубы влагоотбора 22 имеют прорези для захвата влаги и соединены гибкими шлангами с аспираторным вентилятором. Над трубами влагоотбора 22 расположен обводной валик 23, служащий для направления пленки к блоку резки 24. Блок резки 24 расположен над обводными валиками 25 и представляет собой металлический вал с резьбой и гайкой, на который надеты металлические пли пластиковые кольца. Между кольцами расположены режущие элементы. Кольца на валу сжаты гайкой. Вал блока резки 24 расположен поперечно пленке, причем режущие элементы блока резки 24 расположены с возможностью резки пленки на ленты. Следом за обводными валиками 25 установлен блок приемных валов 26, представляющий собой станину с установленными на ней металлическими валами. Эти валы связаны с асинхронным электродвигателем, управляемым инвертором через редуктор. Вытяжная печь 27 представляет собой негерметичный металлический короб с открывающейся крышкой, внутри которого расположены нагревательные элементы, управляемые термоконтроллерами, и асинхронный электродвигатель с лопастями на оси ротора. Между крышкой и коробом предусмотрено пространство для прохода лент. Следом за вытяжной печью 27 установлен блок валов 28, состоящий из групп вытяжных валов 29 и усадочных валов 30 и 31. Причем валы 30 снабжены системой нагрева поверхности валов до определенной температуры, а валы 31 снабжены системой охлаждения. Следом установлена намоточная станция 32, которая представляет собой станину, на которой расположены собственно намотчики 33. Количество намотчиков зависит от количества получаемых нитей. Намотчики 33 представляют собой плиту с установленными на ней роликами для прохождения нити, осью для фиксации сердечника и нитеукладчика. Каждый из намотчиков 33 связан с асинхронным электродвигателем.
Работает новая экструзионная линия для получения трехслойной плоской нити из синтетического сырья следующим образом. Полипропилен и цветной краситель в виде гранул суперконцентрата мерной емкостью засыпают в смеситель 1, где производят «сухое» смешивание. Время смешивания задают таймером. Приготовленную смесь ссыпают в ящик 2. С помощью вакуумного загрузчика 3 по трубопроводу 4 постоянно забирают смесь компонентов из ящика 2 и подают ее в бункер 5. В бункере 5, оснащенном системой осушки сырья и магнитной ловушкой металлических включений, смесь доводят до необходимой влажности и удаляют случайно попавшие металлические включения. Из бункера 5 смесь синтетического сырья подают в шнеко-цилиндровую зону 6 экструдера для уплотнения и разогрева. Далее разогретое синтетическое сырье превращают в расплав для формирования внешних слоев трехслойной пленки. Полученный расплав под давлением из шнекоцилиндровой зоны 6 подают в блок фильтра 7, где из расплава отфильтровывают нежелательные включения. Фильтрованный расплав из блока фильтра 7 через переходник 8 поступает в соответствующий внешним слоям канал адаптера-распределителя 9. Из канала внешних слоев адаптера-распределителя 9 расплав поступает в каналы формирования внешних слоев трехслойной головки 10. Аналогично полипропилен и добавку на основе карбоната кальция (СаСО3) в виде гранул мерной емкостью засыпают в миксер 11, где производят «сухое» смешивание. Приготовленную смесь ссыпают в ящик 12. С помощью вакуумного загрузчика 14 по трубопроводу 13 постоянно забирают смесь компонентов из ящика 12 и подают ее в бункер 15. В бункере 15, оснащенном системой осушки сырья и магнитной ловушкой металлических включений, смесь доводят до необходимой влажности и удаляют случайно попавшие металлические включения. Из бункера 15 смесь синтетического сырья подают в шнеко-цилиндровую зону 16 экструдера для уплотнения и разогрева. Далее разогретое синтетическое сырье превращают в расплав для формирования внутреннего слоя трехслойной пленки. Полученный расплав под давлением из шнекоцилиндровой зоны 16 подают в блок фильтра 17, где из расплава отфильтровывают нежелательные включения. Фильтрованный расплав из блока фильтра 17 через переходник 18 поступает в соответствующий внутреннему слою канал адаптера-распределителя 9. Из капала внутреннего слоя адаптера-распределителя 9 расплав поступает в канал формирования внутреннего слоя трехслойной головки 10. Из фильерной части трехслойной головки 10 все три слоя расплава выходят одновременно, не смешиваясь, но соединенные между собой. Расплавы будут распределены следующим образом: внешний слой - внутренний слой - внешний слой. Полученный таким образом расплав подают для охлаждения в наполненную водой ванну 19, где происходит его охлаждение. Остывший расплав образует трехслойную пленку, которую удерживают ближе к донной части ванны 19 неподвижными валами 20 для увеличения пути прохождения и, в связи с этим, качественного охлаждения пленки. Далее полученную пленку проводят через блок водоотжимных валов 21 с резиновым покрытием, который удаляет воду с поверхности пленки. Остаточную влагу с поверхности пленки удаляют на трубах влагоотбора 22. Через обводной валик 23, а затем обводные валики 25 пленку подают па группу приемных валов 26. Так как пленка натянута между валами 21 и 26, то с помощью лезвий блока резки 24 легко режут пленку на ленты заданной ширины, и поэтому на приемные валы 26 поступают трехслойные плоские ленты. Далее плоские ленты подвергают процессу многократной вытяжки. С приемных валов 26 ленты через вытяжную печь 27 направляют на группу вытяжных валов 29 блока валов 28. Скорость вращения группы вытяжных валов 29 в несколько раз выше скорости приемных валов 26, поэтому в среде горячего воздуха вытяжной печи 27 происходит вытяжка лент с увеличением длины и уменьшением толщины в зависимости от кратности вытяжки. Воздух внутри печи разогревают с помощью нагревательных элементов и подают в пространство прохождения лент. Вращаясь, лопасти печи заставляют циркулировать воздух из области нагрева в пространство для прохода лент и обратно. Таким образом, ленты превращают в нити, у которых молекулярные цепи ориентированы в продольном направлении, что придает им дополнительную прочность. Полученные в процессе вытяжки нити имеют внутренние напряжения молекулярной структуры, которые снимают процессом усадки. Поэтому с группы вытяжных валов 29 нити подают на группу горячих валов 30 и далее на группу холодных валов 31. Скорость вращения группы горячих валов 30 равна скорости вращения группы вытяжных валов 29. А скорость вращения группы холодных валов 31 на 5% меньше скорости вращения группы горячих валов 30. При соприкосновении с поверхностью группы горячих валов нить нагревается, при этом разность скоростей валов 30 и 31 способствует процессу снятия внутренних напряжений молекулярной структуры нити. Таким образом происходит процесс усадки нити, нить уменьшается по длине на 5%. При соприкосновении с поверхностью группы холодных валов 31 нить охлаждается, тем самым окончательно стабилизируют молекулярную структуру нити. Готовые нити подают на намоточную станцию 32, где с помощью намотчиков 33 проводят намотку нитей на сердечники. Таким образом, получают трехслойные плоские нити, намотанные на сердечники.
Вид поперечно-разрезанной плоской пятислойной нити из синтетического сырья показан на фиг.2, где:
1 - внутренний слой;
2 - внешние слои;
3 - полимер;
4 - частицы карбоната кальция (СаСО3);
5 - частицы цветного пигмента;
6 - средние слои.
Экструзионная линия для получения пятислойпой плоской нити из синтетического сырья представляет собой ряд последовательно-параллельно установленных единиц оборудования (см. фиг.4). В начале линии установлен миксер 1, имеющий емкость цилиндрической формы с расположенными внутри лопатками для «сухого» смешивания компонентов. Вращение лопаток обеспечивает асинхронный двигатель через планетарный редуктор. Время смешивания задают таймером. Лоток миксера 1 для выгрузки смешанных компонентов расположен над металлическим ящиком 2. Ящик 2 предназначен для приема готовой смеси сырья из миксера 1. Ящик 2 соединен с вакуумным загрузчиком 3 гибким трубопроводом 4. Под вакуумным загрузчиком 3 расположен бункер 5, который установлен на загрузочную часть шнекоцилиндровой части экструдера 6. Экструдер 6 представляет собой материальный цилиндр со шнеком внутри. Шнек соединен с асинхронным электродвигателем с возможностью управления инвертором через редуктор. Поверх материального цилиндра расположены нагревательные элементы, управляемые термоконтроллерами, которые обеспечивают нагрев материального цилиндра, шпека и, как следствие, поступившего в экструдер сырья. На выходной части цилиндра экструдера расположен блок фильтра 7 для фильтрации расплава через расположенную внутри блока мелкоячеистую металлическую сетку. Блок фильтра 7 через переходник 8 соединен с адаптером-распределителем 9. Адаптер-распределитель 9 представляет собой устройство с каналами для подачи и распределения расплавов по слоям в пятислойной головке 10. Аналогично и параллельно описанным выше узлам расположены следующие: миксер 11, ящик 12, трубопровод 13, вакуумный загрузчик 14, бункер 15, шнекоцилиндровая часть 16, блок фильтрации 17, переходник 18. Переходник 18 аналогично переходнику 8 соединен с адаптером-распределителем 9. Также аналогично и параллельно описанным выше узлам расположены следующие узлы: миксер 34, ящик 35, трубопровод 36, вакуумный загрузчик 37, бункер 38, шнеко-цилиндровая часть 39, блок фильтрации 40, переходник 41. Переходник 41 аналогично переходнику 8 соединен с адаптером-распределителем 9. Адаптер-распределитель 9 соединен с пятислойной плоскощелевой головкой 10, в которой выполнены каналы для распределения и совмещения пяти слоев расплава по всей длине головки. Под головкой установлена ванна охлаждения 19, представляющая собой прямоугольную металлическую емкость с двумя расположенными внутри металлическими невращающимися валами 20 и системой водоснабжения для ее циркуляции. Ванна охлаждения 19, наполненная водой, обеспечивает охлаждение расплава для образования пленки. Над ванной расположен блок водоотжимных валов 21, состоящий из двух валов с резиновым покрытием, предназначенных для удаления воды с поверхности пленки, а также пневмосистемы для прижима валов. Блок водоотжимных валов 21 соединен с асинхронным электродвигателем, управляемым инвертором через редуктор. Над блоком водоотжимных валов 21 расположены трубы влагоотбора 22, предназначенные для отбора остаточной влаги с поверхности пленки. Трубы влагоотбора 22 имеют прорези для захвата влаги и соединены гибкими шлангами с аспираторным вентилятором. Над трубами влагоотбора 22 расположен обводной валик 23, служащий для направления пленки к блоку резки 24. Блок резки 24 расположен над обводными валиками 25 и представляет собой металлический вал с резьбой и гайкой, на который надеты металлические или пластиковые кольца. Между кольцами расположены режущие элементы. Кольца на валу сжаты гайкой. Вал блока резки расположен поперечно пленке, причем режущие элементы блока резки 24 расположены с возможностью резки пленки на ленты. Следом за обводными валиками 25 установлен блок приемных валов 26, представляющий собой станину с установленными па ней металлическими валами. Эти валы связаны с асинхронным злектродвигателем, управляемым инвертором через редуктор. Вытяжная печь 27 представляет собой негерметичный металлический короб с открывающейся крышкой, внутри которого расположены нагревательные элементы, управляемые термоконтроллерами, и асинхронный электродвигатель с лопастями на оси ротора. Между крышкой и коробом предусмотрено пространство для прохода лент. Следом за вытяжной печью 27 установлен блок валов 28, состоящий из групп вытяжных валов 29 и усадочных валов 30 и 31. Причем валы 30 снабжены системой нагрева поверхности валов, а валы 31 снабжены системой охлаждения. Следом установлена намоточная станция 32, которая представляет собой станину, на которой расположены собственно намотчики 33, количество намотчиков зависит от количества получаемых нитей. Принципиально намотчики 33 представляют собой плиту с установленными на ней роликами для прохождения нити, осью для фиксации сердечника и нитеукладчика. Каждый из намотчиков 33 связан с асинхронным электродвигателем.
Работает новая экструзионная линия для получения пятислойной плоской нити из синтетического сырья следующим образом. Полипропилен и цветной в виде гранул суперконцентрат мерной емкостью засыпают в миксер 1, где производят «сухое» смешивание. Приготовленную смесь ссыпают в ящик 2. С помощью вакуумного загрузчика 3 по трубопроводу 4 постоянно забирают смесь компонентов из ящика 2 и подают ее в бункер 5. В бункере 5, оснащенном системой осушки сырья и магнитной ловушкой металлических включений, смесь доводят до необходимой влажности и удаляют случайно попавшие металлические включения. Из бункера 5 смесь синтетического сырья подают в шнекоцилиндровую зону 16 экструдера для уплотнения и разогрева. Далее разогретое синтетическое сырье превращают в расплав для формирования внешних слоев пятислойной пленки. Полученный расплав под давлением из шнекоцилиндровой зоны 6 подают в блок фильтра 7, где из расплава отфильтровываются нежелательные включения. Фильтрованный расплав из блока фильтра 7 через переходник 8 поступает в соответствующий внешним слоям канал адаптера-распределителя 9. Из канала внешних слоев адаптера-распределителя 9 расплав поступает в каналы формирования внешних слоев пятислойной головки 10. Аналогично полипропилен и добавку на основе карбоната кальция (СаСО3) в виде гранул мерной емкостью засыпают в миксер 11, где производят «сухое» смешивание. Приготовленную смесь ссыпают в ящик 12. С помощью вакуумного загрузчика 14 по трубопроводу 13 постоянно забирают смесь компонентов из ящика 12 и подают ее в бункер 15. В бункере 15, оснащенном системой осушки сырья и магнитной ловушкой металлических включений, смесь доводят до необходимой влажности и удаляют случайно попавшие металлические включения. Из бункера 15 смесь синтетического сырья подают в шнекоцилиндровую зону 16 экструдера для уплотнения и разогрева. Далее разогретое синтетическое сырье превращают в расплав для формирования средних слоев пятислойной пленки. Полученный расплав под давлением из шнекоцилиндровой зоны 16 подают в блок фильтра 17, где из расплава отфильтровываются нежелательные включения. Фильтрованный расплав из блока фильтра 17 через переходник 18 поступает в соответствующий средним слоям канал адаптера-распределителя 9. Из канала средних слоев адаптера-распределителя 9 расплав поступает в каналы формирования средних слоев пятислойной головки 10. Аналогично полипропилен одной или нескольких марок в виде гранул мерной емкостью засыпают в миксер 34, где производят «сухое» смешивание. Приготовленную смесь ссыпают в ящик 35. С помощью вакуумного загрузчика 37 по трубопроводу 36 постоянно забирают смесь компонентов из ящика 35 и подают ее в бункер 38. В бункере 38, оснащенном системой осушки сырья и магнитной ловушкой металлических включений, смесь доводят до необходимой влажности и удаляют случайно попавшие металлические включения. Из бункера 38 смесь синтетического сырья подают в шнекоцилиндровую зону 39 экструдера для уплотнения и разогрева. Далее разогретое синтетическое сырье превращают в расплав для формирования армирующего слоя пятислойной пленки. Полученный расплав под давлением из шнекоцилиндровой зоны 39 подают в блок фильтра 40, где из расплава отфильтровываются нежелательные включения. Фильтрованный расплав из блока фильтра 40 через переходник 41 поступает в соответствующий армирующему слою канал адаптера-распределителя 9. Из канала армирующего слоя адаптера-распределителя 9 расплав поступает в каналы формирования армирующего слоя пятислойной головки 10. Из фильерной части пятислойной головки 10 все пять слоев расплава выходят одновременно, не смешиваясь, но соединенные между собой. Расплавы распределены как внешний слой - средний слой - армирующий слой - средний слой - внешний слой. Полученный таким образом расплав подают для охлаждения в наполненную водой ванну 19. Остывший расплав в виде пленки удерживают ближе к донной части ванны 19 неподвижными валами 20 для увеличения пути прохождения и в связи с этим качественного охлаждения пленки. Далее пленку проводят через блок водоотжимных валов с резиновым покрытием 21, который удаляет воду с поверхности пленки. Остаточную влагу с поверхности пленки удаляют на трубах влагоотбора 22. Через обводной валик 23, а затем обводные валики 25 пленку подают на группу приемных валов 26. Так как пленка натянута между валами 21 и 26 лезвия блока резки 24 легко режут пленку на ленты заданной ширины и поэтому на приемные валы 26 поступают пятислойные плоские ленты. Далее плоские ленты подвергают процессу многократном вытяжки. С приемных валов 26 ленты через вытяжную печь 27 направляют па группу вытяжных валов 29 блока валов 28. Воздух внутри печи 27 с помощью нагревательных элементов разогревают и подают в пространство прохождения лент. Вращаясь, лопасти заставляют циркулировать воздух из области нагрева в пространство для прохода лент и обратно. Скорость вращения группы вытяжных валов 29 в несколько раз выше скорости приемных валов 26, поэтому в среде горячего воздуха вытяжной печи 27 происходит вытяжка лент с увеличением длины и уменьшением толщины в зависимости от кратности вытяжки. Таким образом, ленты становятся нитями, у которых молекулярные цепи ориентированы в продольном направлении, что придает им дополнительную прочность. Полученные в процессе вытяжки нити имеют внутренние напряжения молекулярной структуры, которые снимают процессом усадки. Поэтому с группы вытяжных валов 29 нити подают на группу горячих валов 30 и далее па группу холодных валов 31. Скорость вращения группы горячих валов 30 равна скорости вращения группы вытяжных валов 29, а скорость вращения группы холодных валов 31 на 5% меньше скорости вращения группы горячих валов 30. При соприкосновении с поверхностью группы горячих валов нить нагревается, при этом разность скоростей валов 30 и 31 способствует процессу снятия внутренних напряжений молекулярной структуры нити. Таким образом, происходит процесс усадки нити, нить уменьшается по длине па 5%. При соприкосновении с поверхностью группы холодных валов 31 нить охлаждается, тем самым окончательно стабилизируют молекулярную структуру нити. Готовые нити подают на намоточную станцию 32, где с помощью намотчиков 33 проводят намотку нитей на сердечники. Таким образом, получают пятислойные плоские нити, намотанные на сердечники.
Применение новой экструзионной линии для получения плоской нити из синтетического сырья в промышленности и в других отраслях позволит резко снизить стоимость производимых этим способом плоских синтетических нитей, не снижая при этом их прочностных свойств. Преимущества производства и применения плоских многослойных синтетических нитей, полученных на новой экструзионной линии, состоят в следующем. Частицы карбоната кальция (СаСо3) или других добавок, например талька, отсутствуют на глянцевой поверхности пленки, что препятствует удержанию воды, так как добавка, например, карбоната кальция (СаСо3) в нашем случае введена во внутренний слой, защищенный внешними слоями. Нить, получаемая на новой экструзионной линии, не обладает значительными абразивными свойствами, как получаемая с помощью известных линий и которые приводили к дополнительному износу частей оборудования, с которыми в дальнейшем соприкасается нить, например рабочих частей ткацкого станка. При применении новой экструзионной линии для производства синтетических плоских нитей повышается также надежность ткацкой линии за счет исключения выхода из строя электрооборудования. Отсутствие так называемой меловой пыли улучшит санитарно-гигиенические условия труда работников и также в целом уменьшит износ оборудования. Возможен ввод большего количества различных добавок, например, карбоната кальция (СаСо3) для экономии более дорогого полимера. Возможно применение меньшего количества дорогостоящего цветного суперконцентрата за счет ввода его только во внешние слои. При этом каждый из внешних слоев может быть существенно тоньше внутреннего слоя. Необходимо также отметить, что при использовании новой экструзионной линии для производства плоских синтетических нитей можно изготавливать их с различными в зависимости от необходимости свойствами, делая их многослойными, каждый слой которого будет обладать уникальными свойствами. А это делает еще более актуальным новую линию получения плоских синтетических нитей, так как заданные свойства получаемых нитей будут определенными в зависимости от необходимости, ведь на практике не всегда требуется, например, чрезвычайно высокая прочность нити.
Изобретение относится к оборудованию для переработки полимеров, в частности к оборудованию для получения из полимеров методом экструзии плоской нити из синтетического сырья с заранее заданными характеристиками. Экструзионная линия для получения плоской нити из синтетического сырья включает щелевую головку для образования пленки и устройства для ее охлаждения, а также устройства резки пленки на полосы, их вытяжки, усадки и намотки уже полученных нитей на сердечники. Экструзионная линия содержит, по меньшей мере, два экструдера, формирующих расплавы с различными, заранее заданными свойствами. Экструзиооная линия содержит устройство для распределения расплавов, по меньшей мере, по трем слоям многослойной пленки. Устройство для охлаждения выполнено в виде ванны с водой или в виде охлаждающих валов. После устройства для охлаждения в линии установлены приспособления для удаления воды с пленки, выполненные в виде валиков с эластичным материалом по его периферии, следом за которыми установлены трубы с прорезями для удаления остатков влаги. Техническим результатом изобретения является снижение себестоимости изготавливаемой продукции, а также снижение износа экструзионной линии. 6 з.п. ф-лы, 4 ил.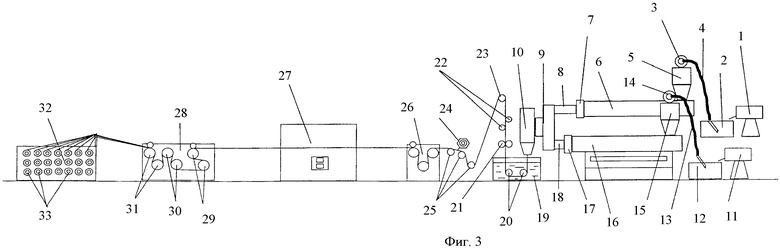
1. Экструзионная линия для получения плоской нити из синтетического сырья, включающая щелевую головку для образования пленки и устройства для ее охлаждения, а также устройства резки пленки на полосы, их вытяжки, усадки и намотки уже полученных нитей на сердечники, содержащая, по меньшей мере, два экструдера, формирующих расплавы с различными, заранее заданными свойствами, отличающаяся тем, что она содержит устройство для распределения расплавов, по меньшей мере, по трем слоям многослойной пленки, а устройство для охлаждения выполнено в виде ванны с водой или в виде охлаждающих валов, а после устройства для охлаждения в линии установлены приспособления для удаления воды с пленки, выполненные в виде валиков с эластичным материалом по его периферии, следом за которыми установлены трубы с прорезями для удаления остатков влаги.
2. Экструзионная линия для получения плоской нити из синтетического сырья по п.1, отличающаяся тем, что в линии следом за экструдерами установлено устройство для распределения расплавов по слоям.
3. Экструзионная линия для получения плоской нити из синтетического сырья по п.1, отличающаяся тем, что щелевая головка для образования пленки выполнена трехщелевой.
4. Экструзионная линия для получения плоской нити из синтетического сырья по п.1, отличающаяся тем, что щелевая головка для образования пленки выполнена пятищелевой.
5. Экструзионная линия для получения плоской нити из синтетического сырья по п.1, отличающаяся тем, что в линии следом за устройством для резки пленки на полосы установлен фибриллятор.
6. Экструзионная линия для получения плоской нити из синтетического сырья по п.1, отличающаяся тем, что в линии следом за устройством для вытяжки установлено устройство для скручивания нити.
7. Экструзионная линия для получения плоской нити из синтетического сырья по п.1, отличающаяся тем, что в линии следом за устройством для скручивания установлено устройство для замасливания нити.
| WO 2010023606 A1, 04.03.2010 | |||
| МАШИНА ДЛЯ СТИРКИ И ПОЛОСКАНИЯ БЕЛЬЯ | 1935 |
|
SU46866A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОПЛАСТИЧНЫХ ВОЛОКОН | 0 |
|
SU386034A1 |
| GB 1243512 A, 18.08.1971 | |||
| Слоистое изделие и способ его изготовления | 1977 |
|
SU871735A3 |
| Экструзионная головка для совместной экструзии нескольких пластических материалов в виде рукавной пленки | 1981 |
|
SU1371494A3 |
| Устройство для экструзии многоцветных профилей из полимеров | 1977 |
|
SU753352A3 |

