Заявляемое техническое решение относится к трубопроводному транспорту и может быть использовано при строительстве и ремонте трубопроводов с внутренним антикоррозионным покрытием в нефтяной, газовой, химической и других отраслях промышленности.
Известна Ремонтная втулка ЦЕ ТУ 1396-003-48151375-2008
(http://www.celer.ru/about/reference-materials/), представляющая собой две втулки, вставленные одна в другую. При использовании этого устройства на трубе вырезают окно, туда вставляют втулку и раздвигают, потом сверху накладывают куски трубы и заваривают. Недостаток: трудоемкая и ненадежная операция.
Известно «Соединение труб с внутренним антикоррозионным покрытием» (RU 2194207 F16L 13/02), где внутри труб установлены соединительные втулки с внутренним антикоррозионным покрытием, имеющие на наружной поверхности кольцевую проточку, в которой размещены теплоизолирующий материал и в среднем сечении которой выполнены радиальные упорные выступы. На наружной поверхности концевого участка выполнены кольцевые канавки с уплотнительными элементами, на внутренней поверхности противоположных концов выполнены кольцевые канавки с уплотнительными элементами.
Выше описанное техническое решение очень неудобно в плане трудоемкости способа соединения. Требуется сварка оперативным швом из нескольких сегментов трубы. Сложно также обеспечить герметичность соединения центральной втулки с резиновым уплотнением.
Наиболее близким к заявляемой полезной модели является СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ по патенту RU 2037731, при котором ремонт трубопровода с комбинированным антикоррозионным покрытием производят путем локализации удаляемого участка с последующей его вырезкой и заменой трубой-вставкой, которую подготавливают нанесением полимерного покрытия на внутреннюю поверхность и утолщенного слоя эмали на концы. Вырезку удаляемого участка производят совместно с кольцевыми сварными швами, подготовку концевых участков трубопровода производят нанесением пасты и ее подсушиванием. После этого сваривают вставку с трубопроводом с образованием защитного покрытия на внутренней поверхности сварного шва и околошовной зоны.
Недостатком данного способа является недостаточная защищенность сварного шва. Кроме того, при монтаже применяется строительная техника, которая совмещает трубы для сварки в плеть, и практически сложно совместить оси вставки и труб, так как труба подвешивается на стропы.
Задачей заявляемого изобретения является устранение указанных недостатков и создание возможности производить ремонт на трубопроводе с внутренним покрытием на любом участке и нужной длины с надежной защитой внутреннего сварного шва.
Поставленная задача решается предлагаемым способом ремонта трубопроводов с внутренним антикоррозийным покрытием, содержащим локализацию удаляемого участка с последующей его вырезкой, затем помещают внутрь одной из соединяемых труб ремонтную втулку, которая содержит корпус с внутренним антикоррозионным покрытием, с зафиксированными в средней части корпуса монтажными тросиками, на наружной поверхности которого размещен теплоизолирующий материал, выполнены радиальные упорные выступы, между которыми в получившуюся канавку помещено эластичное уплотнение, выполненное, например, из резины, на наружную поверхность корпуса втулки между двух эластичных уплотнений с одного конца нанесена герметизирующая полимерная мастика, которая распределяется равномерно по всему радиусу слоем вровень с высотой уплотнения, а на внутреннюю поверхность втулки нанесено антикоррозийное покрытие, далее на внутреннюю поверхность второй трубы наносят мастику равномерным слоем по всей окружности, после чего трубы сводят и выравнивают, после чего, вытягивая монтажные тросики, перемещают втулку из первой трубы во вторую трубу до середины длины тела втулки, формируя при этом мастичный валик во второй трубе и заваривают стык труб.
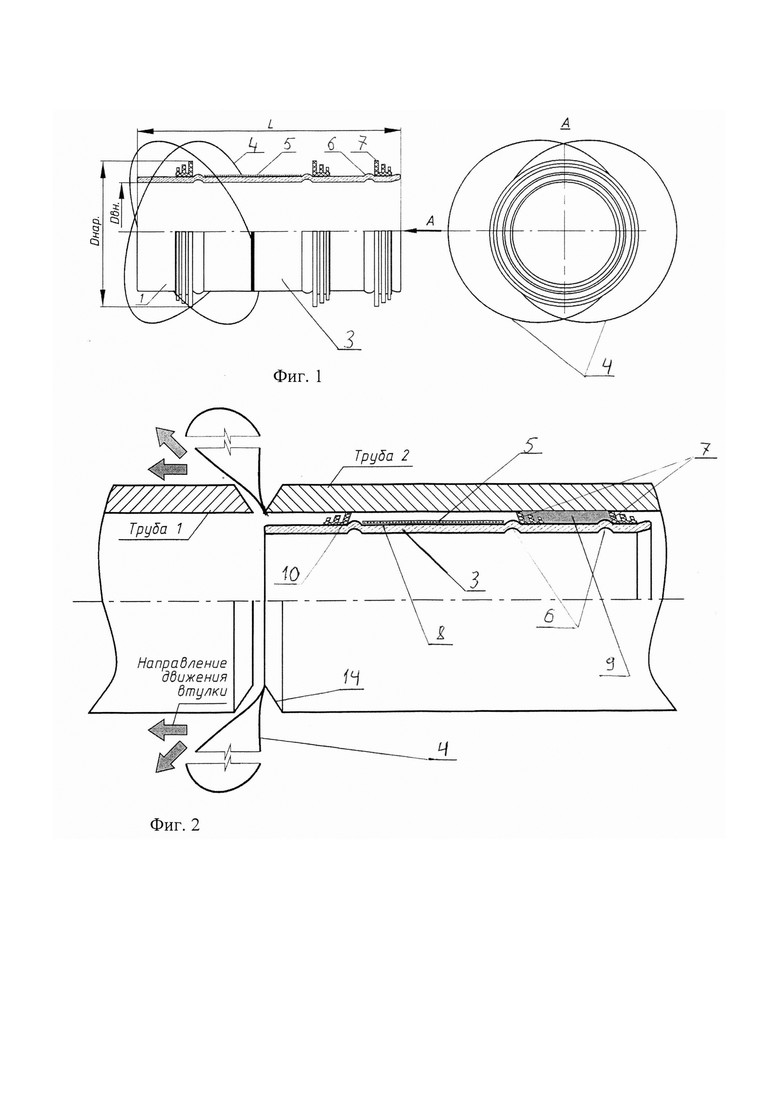
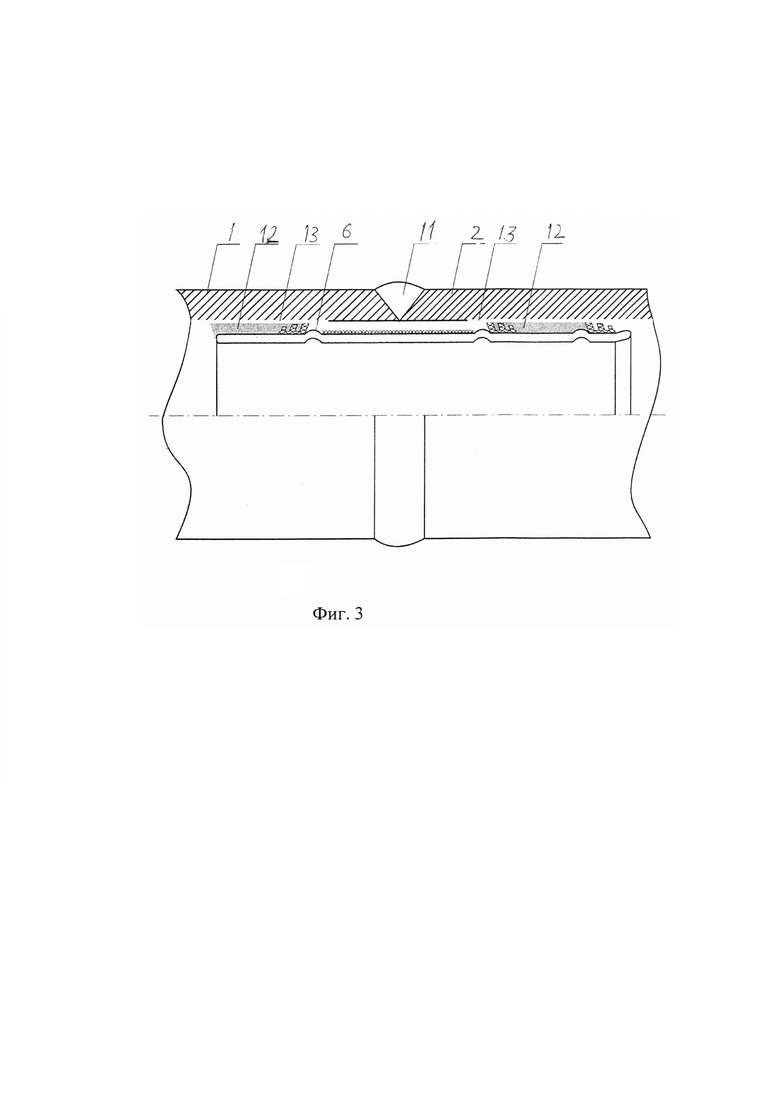
Заявляемое изобретение иллюстрируется чертежами, где на фиг. 1 изображена ремонтная втулка, на фиг. 2 - схема установки втулки в трубу с антикоррозийным покрытием, на фиг. 3 - схема сварки двух труб с помощью втулки.
Ремонтная втулка (Фиг. 1) для соединения труб с внутренним антикоррозийным покрытием содержит следующие элементы: 3 - корпус втулки, 4 - монтажный тросик, 5 - теплоизолирующий материал, 6 - радиальные упоры, формирующие ребро жесткости, 7 - эластичное уплотнение, 8 - антикоррозионное покрытие втулки. Втулка предназначена для ремонта двух труб 1 и 2 (фиг. 2-3). Монтажные тросики 4 закреплены в средней части втулки на наружной поверхности. На торцах труб 1 и 2 перед сваркой выполняют скосы 14 под сварной шов. С одной стороны втулки 3 выполнены два эластичных уплотнения 7, между которыми нанесена мастика слоем 9, толщина которого равна высоте эластичных уплотнений 7. С другой стороны втулки установлено одно эластичное уплотнение 10. На Фиг. 3 изображена втулка 3 в трубопроводе с внутренним антикоррозионным покрытием; где 1 - труба с антикоррозионным покрытием, 2 - труба с антикоррозионным покрытием и втулкой, 11 - сварной шов, 12 - мастичное уплотнение, 13 - антикоррозийное покрытие, 14 - скос кромки трубы под сварной щов, 5 - теплоизолирующий материал.
Заявляемое изобретение работает следующим образом. Сначала определяют поврежденный участок трубопровода (локализуют его). После этого поврежденный участок трубы вырезают и подготавливают ремонтную втулку. Втулка 3 внутренней защиты выполнена, например, из металла, на которую нанесено внутреннее антикоррозионное покрытие 8, на наружной поверхности которой размещен теплоизолирующий материал 5, выполнены радиальные упорные выступы 6, в получившуюся между которыми выемку помещено эластичное уплотнение 7, выполненное, например, из резины, на равном удалении от краев втулки по центру зафиксированы монтажные тросики 4. С одной стороны втулки установлены два уплотнения 7, между которыми размещен слой мастики, а с другой стороны втулки размещено одно уплотнение 10.
Данный способ ремонта трубопровода и защиты сварного шва позволяет добиться полной герметичности соединения и в тоже время избежать ошибок при монтаже классических втулок внутренней защиты сварного шва, так как при монтаже применяется строительная техника, которая совмещает трубы для сварки в плеть.
Реализация предлагаемого способа ремонта трубопроводов с помощью ремонтной втулки осуществляется следующим образом: на наружную поверхность втулки между двух эластичных уплотнений с одного конца наносится герметизирующая полимерная мастика, которая распределяется равномерно по всему радиусу слоем вровень с высотой уплотнения. Затем втулка вставляется в трубу вперед стороной с нанесенной мастикой, сохраняя мастику между эластичным уплотнением. Далее на внутреннюю поверхность второй трубы наносится мастика равномерным слоем по всему радиусу. После чего трубы сводятся и выравниваются с помощью центратора (на чертежах не показан), вытягивая монтажные тросики 4, перемещают втулку из трубы 1 в трубу 2 до середины длины тела втулки, формируя мастичный валик во второй трубе и затем заваривается шов 11. При этом теплоизоляционное покрытие 5 предотвращает тепловую деформацию втулки в месте сварки и защищает внутреннее антикоррозийное покрытие 8.
В результате получается узел, герметично защищающий сварной шов от агрессивных продуктов.
Применение заявляемого способа при строительстве и ремонте трубопровода за счет полного погружения в стыкуемую трубу позволяет совместить трубы соосно для сварки и после этого закончить монтаж втулки внутри трубопровода, вытянув монтажные тросики, тем самым получить герметичную конструкцию. Производить ремонт на трубопроводе на любом участке и нужной длины. Наличие втулки с внутренним антикоррозионным покрытием обеспечивает надежную защиту внутреннего сварного шва от агрессивных передаваемых трубопроводом сред. Способ прост в эксплуатации, экономичен, повышает производительность труда ремонтников.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трубопроводов с внутренним антикоррозийным покрытием | 2019 |
|
RU2722582C1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО ШВА ТРУБОПРОВОДА | 2013 |
|
RU2546908C1 |
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2021 |
|
RU2767123C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2001 |
|
RU2194207C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2518992C1 |
| РУЛОННЫЙ МАСТИЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2379575C2 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| Устройство для защиты внутреннего сварного шва трубопровода | 2016 |
|
RU2620473C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| Способ защиты внутренней зоны соединений ремонтного патрубка с концами аварийного участка трубопровода с внутренним покрытием | 2018 |
|
RU2684050C1 |
Изобретение относится к трубопроводному транспорту и может быть использовано при строительстве и ремонте трубопроводов с внутренним антикоррозионным покрытием. В способе удаляемый участок локализуют и вырезают. Затем помещают внутрь одной из соединяемых труб ремонтную втулку. Втулка содержит корпус с зафиксированными в средней части корпуса монтажными тросиками. На наружной поверхности корпуса размещен теплоизолирующий материал, выполнены радиальные упорные выступы, между которыми в получившуюся канавку помещено эластичное уплотнение, выполненное, например, из резины. На наружную поверхность корпуса втулки между двумя эластичными уплотнениями с одного конца нанесена герметизирующая полимерная мастика, которая распределяется равномерно по всему радиусу слоем вровень с высотой уплотнения. На внутреннюю поверхность втулки нанесено антикоррозийное покрытие. Далее на внутреннюю поверхность второй трубы наносят мастику равномерным слоем по всей окружности, после чего трубы сводят и выравнивают. После чего, вытягивая монтажные тросики, перемещают втулку из первой трубы во вторую трубу до середины длины тела втулки, формируя при этом мастичный валик во второй трубе, и затем заваривают стык труб. Изобретение позволяет проводить более качественный монтаж втулок внутренней защиты сварного шва за счет улучшенной технологии, которая позволяет осуществить герметизацию шва на зафиксированной трубе. Способ экономичен, повышает производительность труда. 3 ил.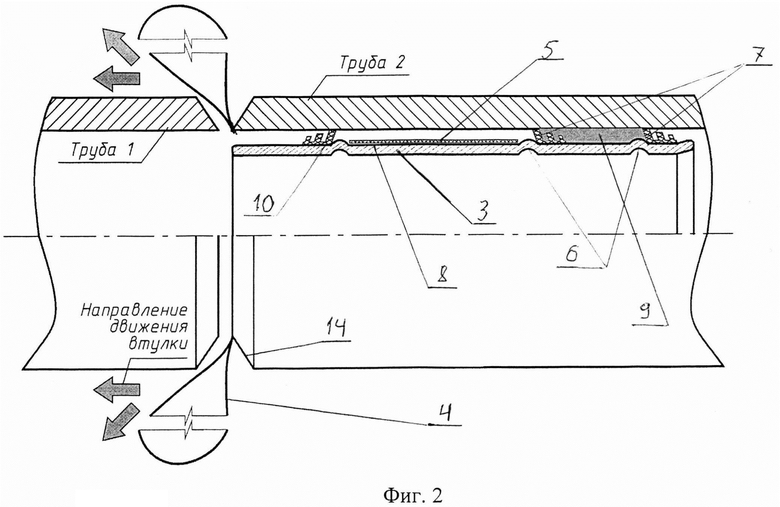
Способ ремонта трубопроводов с внутренним антикоррозийным покрытием, содержащий локализацию удаляемого участка с последующей его вырезкой, затем помещают внутрь одной из соединяемых труб ремонтную втулку, которая содержит корпус с внутренним антикоррозионным покрытием, с зафиксированными в средней части корпуса монтажными тросиками, на наружной поверхности которого размещен теплоизолирующий материал, выполнены радиальные упорные выступы, между которыми в получившуюся канавку помещено эластичное уплотнение, выполненное, например, из резины, на наружную поверхность корпуса втулки между двумя эластичными уплотнениями с одного конца нанесена герметизирующая полимерная мастика, которая распределяется равномерно по всему радиусу слоем вровень с высотой уплотнения, а на внутреннюю поверхность втулки нанесено антикоррозийное покрытие, далее на внутреннюю поверхность второй трубы наносят мастику равномерным слоем по всей окружности, после чего трубы сводят и выравнивают, после чего, вытягивая монтажные тросики, перемещают втулку из первой трубы во вторую трубу до середины длины тела втулки, формируя при этом мастичный валик во второй трубе, и затем заваривают стык труб.
| СПОСОБ ЗАЩИТЫ ВНУТРЕННЕЙ ЗОНЫ СОЕДИНЕНИЙ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ (ВАРИАНТЫ) | 2017 |
|
RU2637786C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2001 |
|
RU2209360C1 |
| Сетчатый контейнер | 1950 |
|
SU89656A1 |
| Устройство для записи звука на киноленте | 1930 |
|
SU20360A1 |
| US 2002038954 A1, 04.04.2002. | |||

