Изобретение относится к области машиностроения, а именно к способам и устройствам неразъемного соединения труб [F16L13/02, F16L13/10].
Из уровня техники известен СПОСОБ СВАРКИ ТРУБОПРОВОДОВ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ [RU2722582 (C1), опубл.:01.06.2020], Способ сварки трубопроводов с внутренним антикоррозийным покрытием, содержащий подготовку под сварку кромок и внутренних поверхностей соединяемых концов труб путем очистки от пыли и загрязнений и обезжиривания ацетоном внутренних полостей труб в зоне торцов на глубину 100-200 мм, помещение внутрь одной из соединяемых труб втулки внутренней защиты сварного соединения трубопроводов с внутренним антикоррозийным покрытием, содержащей цилиндрический корпус с развальцованными торцами и с внутренним антикоррозионным покрытием, отличающийся тем, что около торцов корпуса втулки выполнены радиальные упоры в виде кольцевых выступов, наружный диаметр которых равен внутреннему диаметру соединяемых труб, на наружной поверхности указанного корпуса размещен теплоизолирующий материал, в середине корпуса втулки выполнены внешние упоры, а между радиальными упорами поверх теплоизолирующего материала нанесен слой термоактивного материала, который распределен равномерно по всему радиусу слоем вровень с высотой радиальных упоров, между указанными упорами и развальцованными концами втулки установлены эластичные манжеты, наружный диаметр которых превышает внутренний диаметр трубопровода, в качестве термоактивного материала использована композиция, состоящая из эпоксидно-полиэфирной смеси, которая при нагревании полимеризуется, и газообразователя, позволяющего окрашивать внутреннюю поверхность труб за счет термического воздействия, после чего трубы сводят до упора торцов труб во внешние упоры и выравнивают, затем производят прихватку соединяемых труб и удаляют внешние упоры, сваривают корневой шов, избегая при этом прожогов металла и продавливания электрода или сварочной проволоки в полость трубы, оставляют незаваренным участок сварного шва в 10-15 мм сверху полуокружности для выхода термоактивного материала при его термическом расширении и выделяемых газов, заполнение шва производят сразу после прохождения корневого шва до момента выхода термоактивного материала через незаваренный участок, в момент выхода термоактивного материала процесс сварки приостанавливают, дожидаются прекращения выхода термоактивного материала и газов, вышедший материал удаляют из незаваренного участка и продолжают сварку заполняющего шва, после окончания выхода выделяемых газов заваривают корневой шов и заканчивают сварку заполняющего шва, а в случае невыхода термоактивного материала из незаваренной части шва трубы равномерно прогревают в зоне установленной втулки на 200-240 мм газовой горелкой по всей поверхности снизу вверх до момента выхода термоактивного материала из незаваренного участка сварного шва, после чего зачищают и заваривают его.
Недостатком аналога является высокая трудоемкость изготовления втулки, обусловленная необходимостью выполнения упоров при прокатке втулки, а также низкие надежность соединения втулки с трубами и качество защиты соединения труб, обусловленные выполнением на втулке в месте с соприкосновением со швом термоизолирующего слоя, не обеспечивающего защиту сварного шва.
Также известен УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА (ВАРИАНТЫ) [RU2012142941 (A), опубл.: 20.04.2014] содержащий металлические трубы с нанесенным на их внутреннюю поверхность защитным покрытием, втулку, состоящую из цилиндрического и симметрично расположенных конических участков, размещенную внутри труб, с кольцами упорными, жестко закрепленными на втулке на равном удалении от торцов втулки, резиновые уплотнительные манжеты, размещенные между кольцами упорными и коническими участками втулки, не менее 3-х упоров, симметрично закрепленных на поверхности втулки в ее центральном сечении на равном удалении от торцов втулки, термоизолирующий слой, нанесенный на цилиндрический участок втулки и герметизирующий материал, нанесенный на конические участки втулки, отличающийся тем, что упоры выполнены со скошенными выступами, автоматически обеспечивающими соосность труб при надевании их на втулку и имеют уменьшенное сечение ниже выступов для уменьшения теплопередачи на втулку, а резиновые уплотнительные манжеты имеют коническую эластичную внешнюю рубашку, максимальный наружный диаметр которой превышает внутренний диаметр свариваемых труб, а минимальный наружный диаметр меньше внутреннего диаметра свариваемых труб.
Недостатком аналога, как и у предыдущего аналога является низкие надежность соединения втулки с трубами и качество защиты соединения труб, обусловленные выполнением на втулке в месте с соприкосновением со швом термоизолирующего слоя, не обеспечивающего защиту сварного шва.
Наиболее близким по технической сущности является СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ [RU2013105440 (A), опубл.: 20.08.2014], содержащее втулку подкладную и герметик, отличающееся тем, что втулка подкладная выполнена составной, состоящей из двух втулок, где втулка внутренняя изготовлена из коррозионно-стойкой стали, а втулка наружная - из углеродистой или низколегированной марки стали, при этом втулка подкладная закреплена через втулку наружную к трубопроводу сварным соединением труб, а втулка внутренняя имеет большую длину, чем втулка наружная, и выступающие концы втулки внутренней перекрывают внутреннее покрытие труб, а между выступающими концами втулки внутренней и концами труб находится герметик. На концах втулки внутренней выполнены раструбы в виде конуса. В средней части втулки наружной выполнен кольцевой выступ.
Основной проблемой прототипа является высокая трудоемкость изготовления втулки, обусловленная ее сложной конструкцией, низкая надежность защиты околошовного пространства трубопровода от коррозии в условиях воздействия на место соединения агрессивной среды из-за малой площади наносимого герметика на торцы втулки.
Задачей изобретения является устранение недостатков прототипа.
Технический результат изобретения заключается в повышении надежности защиты сварного шва и околошовного пространства трубопровода от коррозии, а также защиты втулки от коррозии и перенапряжений металла в результате термического воздействия при соединении труб и предотвращения продольного и осевого сдвига втулки в трубопроводе.
Указанный технический результат достигается за счет того, что коррозионностойкая втулка внутренней защиты трубопроводов, содержащая развальцованную с торцов цилиндрическую втулку в средней части которой выполнены упоры, отличающаяся тем, что посередине длины втулки равномерно по ее периметру смонтированы центрирующие упоры, выполненные с возможностью центрирования втулки, а также ее фиксации в соединяемых трубах и предотвращения от продольного и осевого сдвига в трубопроводе, на внешней поверхности втулки в ее центральной части нанесен терморасширяющийся слой, закрывающий места соединений центрирующих упоров со втулкой, а по краям втулки от терморасширяющегося слоя на ее внешней поверхности с возможностью защиты втулки от перенапряжений при термическом воздействии нанесен теплоизоляционный слой.
В частности, диаметр развальцованных торцов втулки соответствуют диаметру торцов соединяемых труб с зазором, обеспечивающим посадку втулки внутри упомянутых труб с учетом допусков на внутренний диаметр соединяемых труб.
В частности, центрирующие упоры к втулке смонтированы неразъемным соединением.
В частности, термоизоляционный слой нанесен с заходом на развальцованные участки втулки.
В частности, наружный диаметр теплоизоляционного слоя равен сумме внутреннего диаметра соединяемых труб и величины допуска на этот диаметр.
Краткое описание чертежей.
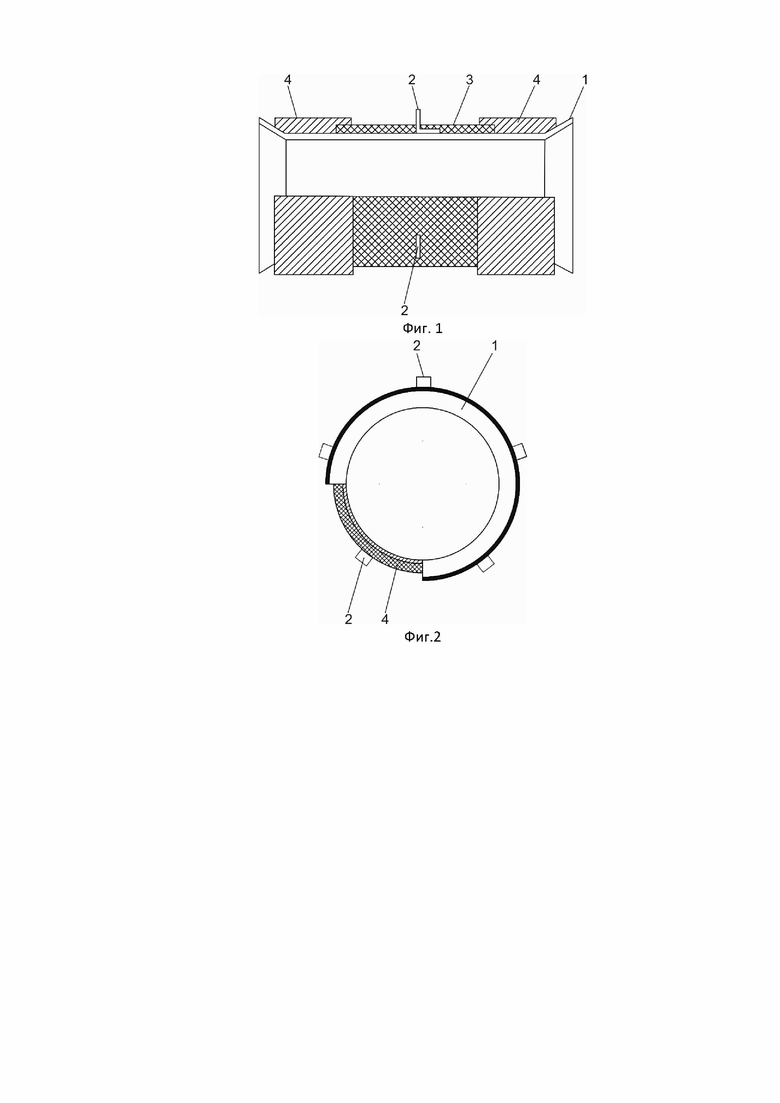
На фиг.1 показан вид сбоку коррозионностойкой втулки внутренней защиты трубопроводов.
На фиг.2 показан вид спереди коррозионностойкой втулки внутренней защиты трубопроводов.
На фигурах обозначено: 1 – основа втулки 2 – центрирующие упоры; 3 – терморасширяющийся слой, 4 – теплоизоляционный слой.
Осуществление изобретения.
Коррозионностойкая втулка внутренней защиты трубопроводов содержит основу втулки 1, выполненную в виде полого цилиндра из устойчивого к коррозии в атмосфере и агрессивных средах, обладающего термостойкими свойствами, материала, например, из нержавеющей стали марки 08Х18Н10Т или 12Х18Н10Т. Края основы втулки 1 выполнены развальцованными или механически обработанными, образуя конические участки, при этом диаметр развальцованных краев основы втулки 1 соответствуют диаметру торцов соединяемых труб с зазором, обеспечивающим посадку коррозионностойкой втулки внутри упомянутых труб с учетом допусков на внутренний диаметр соединяемых труб.
Посередине длины по периметру основы втулки 1 смонтированы неразъемным соединением центрирующие упоры 2, выполненные с возможностью центрирования коррозионностойкой втулки, а также ее фиксации в соединяемых трубах и предотвращения ее продольного и осевого сдвига в трубопроводе. Центрирующие упоры 2 могут быть выполнены из пластин, уголков, Т-образного профиля и т.д. В качестве материала изготовления центрирующих упоров 2 предпочтительна сталь марки 3сп. Количество центрирующих упоров 2 выполнено не менее двух и варьируется в зависимости от диаметра торцов коррозионностойкой втулки, например, для коррозионностойких втулок диаметром от 57 до 114 мм включительно, выполнено пять центрирующих упоров 2, для коррозионностойких втулок диаметром от 133 до 219 мм включительно, выполнено шесть центрирующих упоров 2, а для коррозионностойких втулок диаметром от 273 мм и выше, выполнено семь центрирующих упоров 2.
На внешней поверхности основы втулки 1 в ее центральной части нанесен терморасширяющийся слой 3, представляющий собой расширяющийся при нагревании герметик, обладающий высокой адгезией к металлам, покрытиям и стойкостью к агрессивным средам. Упомянутый терморасширяющийся слой 3 закрывает места соединений центрирующих упоров 2 с основой втулки 1.
По краям основы втулки 1 от терморасширяющегося слоя 3 и с заходом на развальцованные края основы втулки 1 нанесен теплоизоляционный слой 4, выполненный из высокотемпературной огнеупорной ткани из нитей керамического волокна, армированных тонкой металлической жаропрочной нитью. Теплоизоляционный слой 4 нанесен вокруг втулки таким образом, чтобы его края находились на уровне краев развальцованных торцов основы втулки 1, а наружный диаметр теплоизоляционного слоя 4 равен сумме внутреннего диаметра соединяемых труб и величины допуска на этот диаметр.
Коррозионностойкую втулку внутренней защиты трубопроводов используют следующим образом.
Перед монтажом коррозионностойкой втулки внутренней защиты трубопроводов подготавливают свариваемые трубы. Для этого очищают внутреннюю полость труб в зоне торцов от пыли и других загрязнений. При наличии внутреннего грата на электросварных трубах удаляют грат на глубину не менее половины длины втулки. Обезжиривают внутреннюю полость труб в зоне монтируемых торцов на глубину не менее половины длины втулки.
При температуре окружающего воздуха ниже +5°С прогревают коррозионностойкую втулку до приобретения пластичности терморасширяющегося слоя 3.
Вводят коррозионностойкую втулку в одну из труб до упора центрирующими упорами 2 в торцы упомянутой трубы и центрируют коррозионностойкую втулку внутри трубы, обеспечивая равномерный зазор между краями развальцованных торцов коррозионностойкой втулки и внутренней поверхностью трубы.
Фиксируют положение коррозионностойкой втулки в трубе точечными прихватками между центрирующими упорами 2 и кромкой первой трубы.
Далее доводят вторую трубу на коррозионностойкую втулку и совмещают оси соединяемых труб, обеспечивая требуемый технологией сварки труб зазор.
Выполняют равномерно по периметру между центрирующими упорами 2 прихватки, при этом прихватки выполняют с полным проваром и переплавкой их при сварке корневого шва. Обрабатывают начальный и конечный участки каждой из прихваток и удаляют выступающую за пределы притупления свариваемых кромок части центрирующих упоров 2 коррозионностойкой втулки.
Выполняют сварку корневого слоя шва электродами с основным видом покрытия, оставляя технологическое отверстие по длине сварного шва, при этом прогревают околошовную зону труб до температуры выше температуры терморасширения терморасширяющегося слоя 3, предпочтительно, до 200°С. При указанной температуре происходит расширение терморасширяющегося слоя 3, при этом за счет термоизоляционного слоя 4 обеспечивают защиту основы втулки 1 от температурного воздействия и предотвращают ухудшение ее антикоррозионных свойств.
Зачищают полученный корневой слой шва от шлака и брызг расплавленного металла.
Выполняют сварку заполняющих и облицовочного слоев шва производя послойную зачистку шва, при этом сварной шов облицовочного слоя должен перекрывать основной металл на 2,5-3,5 мм в каждую сторону от шва, при этом обеспечивают поддержание температуры в зоне термического воздействия выше температуры расширения терморасширяющегося слоя 3 и равномерное заполнение материалом упомянутого слоя 3 околошовного пространства между внешней поверхностью втулки и внутренней поверхностью труб и надежное закрытие шва внутренней поверхности трубопровода.
После остывания сварного шва до температуры +50°С производят послойную сварку технологического отверстия.
Технический результат – повышение надежности защиты сварного шва и околошовного пространства трубопровода от коррозии достигается за счет нанесения на центральную цилиндрическую часть втулки терморасширяющего слоя 3, герметично заполняющего пространство между внешней поверхностью втулки и внутренней поверхностью трубопровода при прогреве околошовной зоны труб в процессе их соединения, при этом благодаря нанесения упомянутого терморасширяющегося слоя 3 поверх мест монтажа центрирующих упоров 2 к основе втулки 1 обеспечивается в том числе и защита этих участков, при этом упомянутые центрирующие упоры 2, равномерно смонтированные неразъемным соединением посередине длины по периметру основы втулки 1 и с трубами обеспечивают защиту втулки от продольного и осевого сдвига в трубопроводе. Защита втулки от коррозии и перенапряжений металла обеспечивается нанесением в обе стороны от терморасширяющегося слоя 3 термозащитного слоя 4 благодаря чему материал втулки не подвержен термическому воздействию при сварном соединении труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2022 |
|
RU2776607C1 |
| Способ сварки трубопроводов с внутренним антикоррозийным покрытием | 2019 |
|
RU2722582C1 |
| Устройство для защиты внутренней части сварного шва | 2022 |
|
RU2781922C1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО ШВА ТРУБОПРОВОДА | 2013 |
|
RU2546908C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2532473C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
|
RU2570298C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2518992C1 |
| Труба с внутренним защитным покрытием | 2016 |
|
RU2616429C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| ТРУБА КОМБИНИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 1998 |
|
RU2142091C1 |
Изобретение относится к коррозионностойкой втулке внутренней защиты трубопроводов. Техническим результатом изобретения является повышение надежности защиты сварного шва и околошовного пространства трубопровода от коррозии, а также защита втулки от коррозии и перенапряжений металла в результате термического воздействия при соединении труб и предотвращения продольного и осевого сдвига втулки в трубопроводе. Коррозионностойкая втулка внутренней защиты трубопроводов, содержащая развальцованную с торцов цилиндрическую втулку, в средней части которой выполнены упоры. Посередине длины втулки равномерно по ее периметру смонтированы центрирующие упоры, выполненные с возможностью центрирования втулки, а также ее фиксации в соединяемых трубах и предотвращения от продольного и осевого сдвига в трубопроводе, на внешней поверхности втулки в ее центральной части нанесен терморасширяющийся слой, закрывающий места соединений центрирующих упоров со втулкой, а по краям втулки от терморасширяющегося слоя на ее внешней поверхности с возможностью защиты втулки от перенапряжений при термическом воздействии нанесен теплоизоляционный слой. 4 з.п. ф-лы, 2 ил.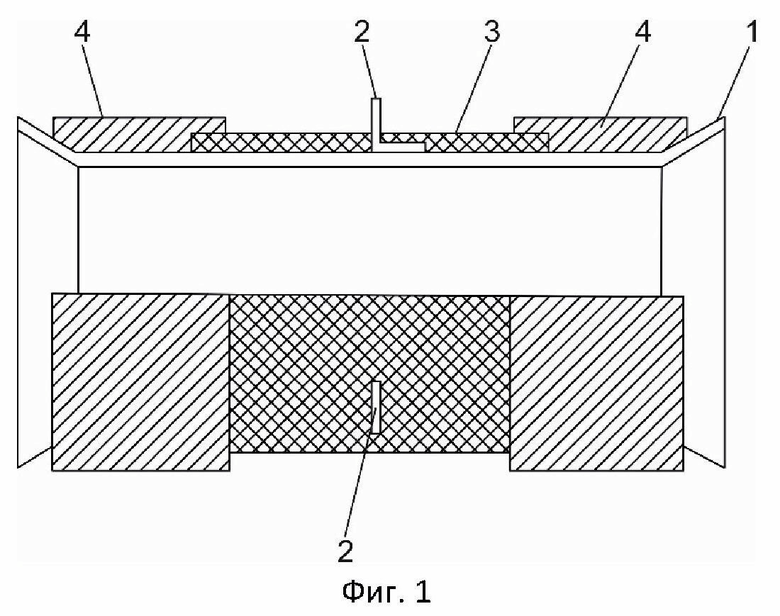
1. Коррозионностойкая втулка внутренней защиты трубопроводов, содержащая развальцованную с торцов цилиндрическую втулку, в средней части которой выполнены упоры, отличающаяся тем, что посередине длины втулки равномерно по ее периметру смонтированы центрирующие упоры, выполненные с возможностью центрирования втулки, а также ее фиксации в соединяемых трубах и предотвращения от продольного и осевого сдвига в трубопроводе, на внешней поверхности втулки в ее центральной части нанесен терморасширяющийся слой, закрывающий места соединений центрирующих упоров со втулкой, а по краям втулки от терморасширяющегося слоя на ее внешней поверхности с возможностью защиты втулки от перенапряжений при термическом воздействии нанесен теплоизоляционный слой.
2. Втулка по п.1, отличающаяся тем, что диаметр развальцованных торцов втулки соответствуют диаметру торцов соединяемых труб с зазором, обеспечивающим посадку втулки внутри упомянутых труб с учетом допусков на внутренний диаметр соединяемых труб.
3. Втулка по п.1, отличающаяся тем, что центрирующие упоры к втулке смонтированы неразъемным соединением.
4. Втулка по п.1, отличающаяся тем, что термоизоляционный слой нанесен с заходом на развальцованные участки втулки.
5. Втулка по п.1, отличающаяся тем, что наружный диаметр теплоизоляционного слоя равен сумме внутреннего диаметра соединяемых труб и величины допуска на этот диаметр.
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2532473C2 |
| УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА (ВАРИАНТЫ) | 2012 |
|
RU2527226C2 |
| Газодинамический генератор переменного тока | 1959 |
|
SU128542A1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| US 5984370 A1, 16.11.1999. | |||

