Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве и ремонте трубопроводов различного назначения, транспортирующих агрессивные среды.
Известен способ защиты от коррозии зоны сварного соединения металлических труб с внутренним противокоррозионным покрытием (патент RU №2342588, МПК F16L 13/02, опубл. в Бюл. №36 от 27.12.2008 г.), включающий установку внутри конца трубы втулки, имеющей на наружной поверхности герметизирующее кольцо, закрепление втулки и подготовку концов втулки и трубы под сварку встык. Втулку изготавливают в виде двух телескопически соединенных между собой патрубков, внутренний из которых выполнен из коррозионностойкого металла и с кольцевым выступом. Герметизирующее кольцо размещают в промежутке между кольцевым выступом и внутренним торцом внешнего патрубка. Внешний патрубок вводят в трубу и прикрепляют к трубе. Путем силового перемещения внутреннего патрубка в осевом направлении прижимают герметизирующее кольцо к кольцевому выступу и торцу внешнего патрубка. Затем прикрепляют внутренний патрубок к внешнему патрубку.
Недостатком данного способа является высокая стоимость втулки, так как ее внутренний патрубок изготавливается из дорогостоящей коррозионно-стойкой стали. Другим недостатком способа является большой объем сварки при соединении подготовленных концов труб, так как сварке подлежит три слоя металла - труба, наружный и внутренний патрубки. Большой объем сварки вызывает повышенное температурное влияние на внутреннее покрытие и на герметизирующее кольцо. Как следствие, возникает необходимость увеличения расстояния от сварного шва до кольца, что, в свою очередь, увеличивает общую длину и стоимость втулки. Кроме того, корень шва должен выполняться специальным дорогостоящим электродом для сварки коррозионностойкой стали, что ведет к удорожанию сварочных работ и требует высокой квалификации сварщика.
Известен способ соединения труб с внутренним покрытием (патент RU №2226637, МПК F16L 13/02, опубл. 10.04.2004 г.), включающий калибровку и расширение внутреннего диаметра концов труб до нанесения покрытия. При соединении труб в полость их концов размещают внутреннюю защитную втулку, после чего трубы сваривают. Втулка имеет противокоррозионное покрытие, а на концах наружные уплотнительные элементы, которые размещаются в зонах изменения внутреннего диаметра концов труб.
Недостатком данного способа является то, что для размещения внутренней защитной втулки в полость концов соединяемых труб необходимо осуществлять их осевое смещение для стыковки. Данное смещение возможно при строительстве трубопровода, когда его можно осуществлять трубой, привариваемой к уже смонтированному участку трубопровода. Необходимость осевого смещения вызывает сложности в процессе установки патрубка в существующий трубопровод для ремонта аварийного участка. В данном случае осевое смещение соединяемых концов трубопровода или патрубка невозможно. Необходимость осевого смещения концов трубопровода может возникнуть и при строительстве трубопровода при выполнении нахлеста. Такая ситуация возникает, когда два участка трубопровода строятся с противоположных сторон навстречу друг другу. Осевое смещение концов построенных участков для установки в соединение защитной втулки невозможно. Другим недостатком способа является ненадежная фиксация защитных втулок в полости трубопровода в осевом направлении. В процессе эксплуатации трубопровода возникает необходимость проведения его внутренней очистки или диагностических исследований внутритрубными снарядами, при прохождении которых возникает опасность срыва защитных втулок в осевом направлении.
Техническими задачами изобретения являются расширение области применения антикоррозионной защиты соединений трубопровода внутренними защитными втулками при строительстве и ремонте без осевого смещения его соединяемых концов, обеспечение надежной фиксации внутренних защитных втулок в полости трубопровода.
Поставленная задача решается способом, включающим размещение в месте соединения с перекрытием концевых участков покрытия внутренней защитной втулки, выполненной в антикоррозионном исполнении и имеющей на наружной поверхности на концах уплотнительные элементы, и соединение труб встык.
Новым является то, что на конце одной из труб, в которую вставляют внутреннюю защитную втулку на всю длину, выполняют продольные сквозные прорези, а защитную втулку оснащают боковыми выступами, вставляемыми в продольные прорези, после стыковки концов труб внутренняя защитная втулка при помощи боковых выступов осевым перемещением частично вводится в конец противоположной трубы с герметизацией изнутри стыка труб и сквозных прорезей, после чего производят соединение труб и герметизацию боковых прорезей с фиксацией внутренней защитной втулки от осевого смещения.
Поставленная задача также решается способом, включающим размещение в месте соединения с перекрытием концевых участков покрытия внутренней защитной втулки, выполненной в антикоррозионном исполнении и имеющей на наружной поверхности на концах уплотнительные элементы, и соединение труб.
Новым является то, что расстояние между соединяемыми концами труб выполняют равным длине патрубка с внутренним покрытием и диаметром, позволяющим его соединение с концами труб встык, причем на концах патрубка выполняют сквозные прорези, и с обоих концов вставляют на всю длину внутренние защитные втулки с боковыми выступами, размещаемыми в соответствующих сквозных прорезях патрубка, после стыковки концов труб с концами патрубка внутренние защитные втулки при помощи боковых выступов осевым перемещением частично вводятся в концы соединяемых труб с герметизацией изнутри соответствующих стыков и сквозных прорезей, после чего производят соединение стыков и герметизацию боковых прорезей с фиксацией внутренних защитных втулок от осевого смещения.
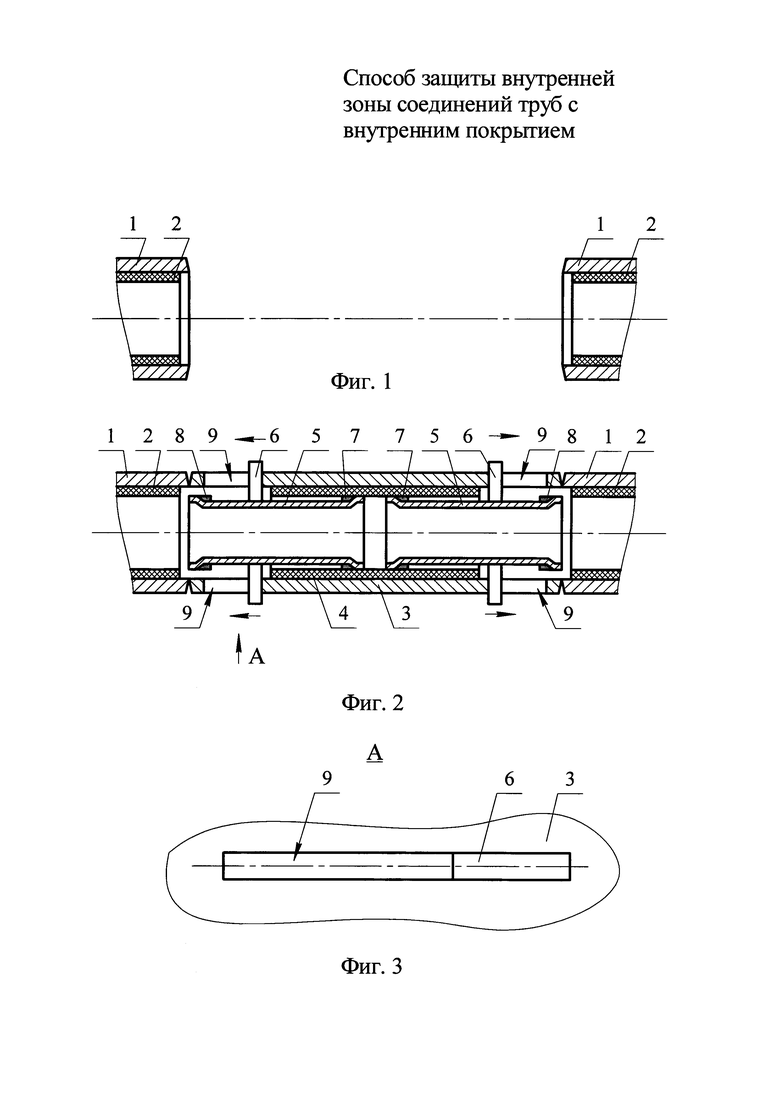
На фиг. 1 изображены соединяемые концы трубопровода.
На фиг. 2 изображен процесс соединения концов трубопровода с патрубком.
На фиг. 3 изображен наружный вид А продольной прорези с установленным в нее боковым выступом внутренней защитной втулкой.
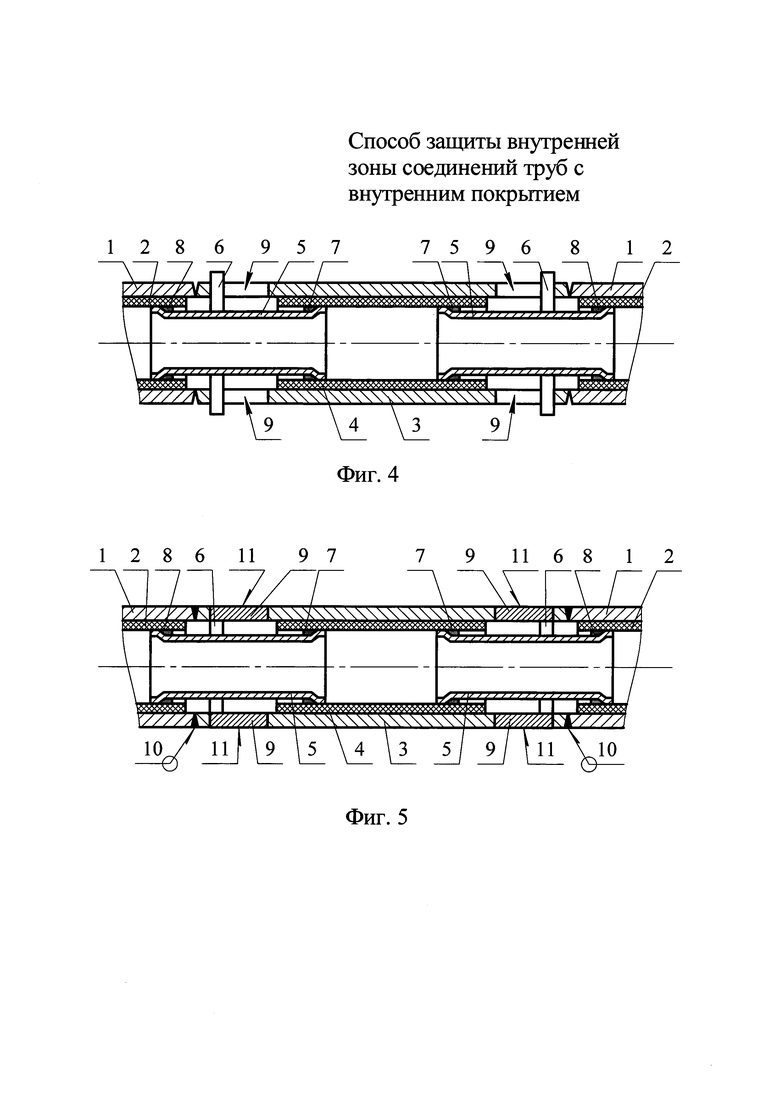
На фиг. 4 изображен процесс установки внутренних защитных втулок патрубка в полость соединяемых концов труб.
На фиг. 5 изображен патрубок, полностью соединенный с концами трубопровода с установкой внутренних защитных втулок.
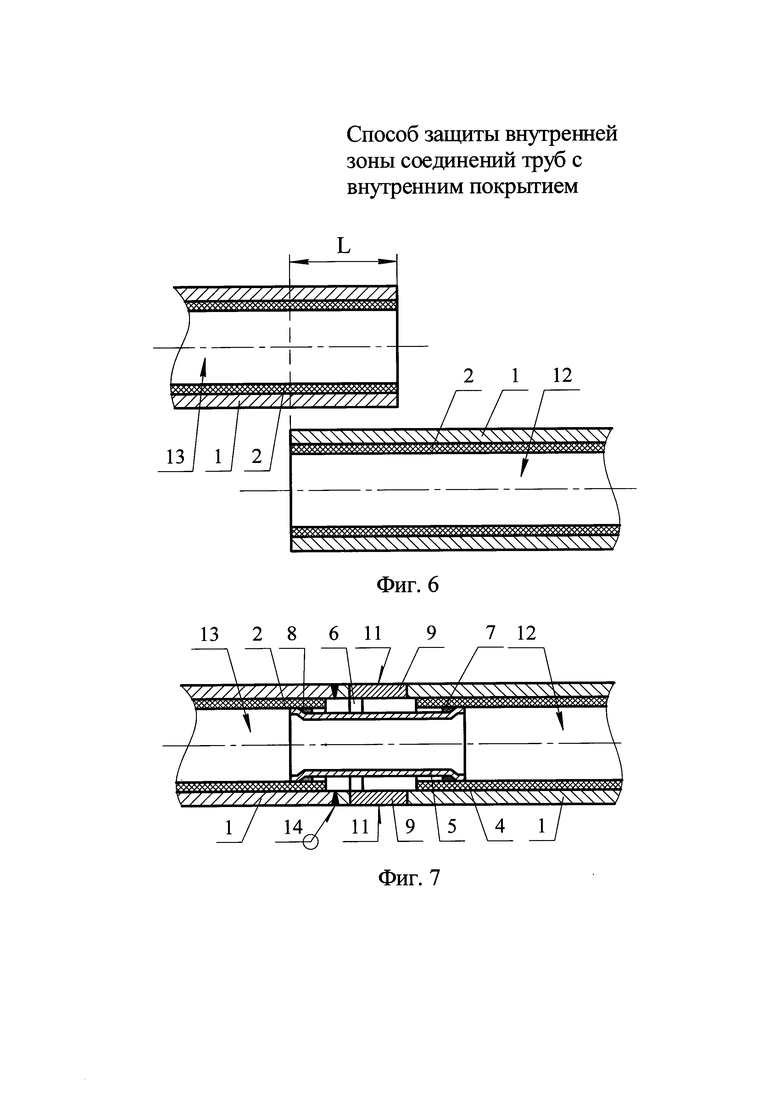
На фиг. 6 изображены соединяемые концы трубопровода с излишней длиной.
На фиг. 7 изображены соединенные концы трубопровода с установкой внутренней защитной втулки после удаления излишней длины.
Способ защиты внутренней зоны сварных соединений труб с внутренним покрытием может осуществляться следующим образом.
Для наглядности рассмотрим случай, когда необходимо соединить концы трубопровода 1 (фиг. 1) с недостающей длиной для данного соединения или с вырезанным аварийным участком. Трубопровод имеет внутреннее покрытие 2. Для соединения концов трубопровода 1 (фиг. 2) с внутренним покрытием 2 устанавливается патрубок 3 с внутренним покрытием 4, в концевые полости которого предварительно установлены внутренние защитные втулки 5. Внутренние защитные втулки 5 выполнены в антикоррозионном исполнении, например из коррозионностойких материалов или из стали с антикоррозионными покрытиями. При изготовлении внутренние защитные втулки 5 снабжаются боковыми выступами 6, а на их концах устанавливаются наружные уплотнительные элементы 7 и 8 из упругоэластичного материала (например, из резины, полиуретана, каучука и т.д.). На боковой поверхности концов патрубка 3 изготавливают продольные прорези 9. Внутренние защитные втулки 5 устанавливают в концевые полости патрубка 3 на всю их длину таким образом, чтобы они не мешали установке патрубка 3 между соединяемыми концами трубопровода 1. При этом боковые выступы 6 внутренних защитных втулок 5 располагают в продольных прорезях 9 патрубка 3 (фиг. 2 и 3). Боковые прорези 9 могут быть открытыми с концов патрубка 3, тогда боковые выступы 6 устанавливаются в продольные прорези 9 непосредственно с концов патрубка 3 совместно с внутренними защитными втулками 5. Боковые прорези 9 могут быть закрытыми с концов патрубка 3. В данном случае сначала в концевые полости патрубка 3 устанавливают внутренние защитные втулки 5, затем через продольные прорези вводят боковые выступы 6 с последующим креплением к внутренним защитным втулкам (резьбой, сваркой, клеем и т.п.). Наружные уплотнительные элементы 7 (фиг. 2) внутренних защитных втулок 5, расположенные в полости патрубка 3, изготавливают таким способом, чтобы они герметизировали полость между патрубком 3 и внутренними защитными втулками 5 с возможностью продольного перемещения, например, способом, приведенным в патенте RU №2557827, в патенте RU №2342588 и т.п. (на способ герметизации полости авторы не претендуют). После установки патрубка 3 в сборе между соединяемыми концами трубопровода 1 осуществляют его фиксацию сварочными прихватками. После этого внутренние защитные втулки 5 (фиг. 4) частично вводятся во внутренние полости соединяемых концов трубопровода 1 за счет продольного смещения при помощи боковых выступов 6 вручную или при помощи распорок, устанавливаемых между противоположно расположенными боковыми выступами 6 (на фиг. 4 условно не изображены). Концы распорок могут раздвигаться механизмом, работающим по принципу винтового или гидравлического домкрата. В процессе продольного смещения внутренних защитных втулок 5 производится герметизация полости между ними и концами трубопровода 1 известными способами, например способом, приведенным в патенте RU №2080510, в патенте RU №2226637 и т.п. (авторы на способ герметизации полости не претендуют). После частичного ввода внутренних защитных втулок 5 (фиг. 5) и герметизации полости между ними и соединяемыми концами трубопровода 1 выполняют кольцевые сварные швы 10 патрубка 3. Затем герметизируются продольные прорези 9 патрубка 3, например, сваркой 11, пайкой, клеем и т.п. При этом боковые выступы 6 внутренних защитных втулок 5 крепятся в герметизирующем слое продольных прорезей 9 (свариваются, паяются, склеиваются и т.п.), а излишняя длина боковых выступов 6 обрезается по наружной поверхности патрубка 3. На фиг. 2, 3, 4 и 5 для наглядности изображен способ защиты внутренней зоны двух сварных соединений соединяемых труб при помощи патрубка 3. Другой способ применен без патрубка 3 при удалении лишней длины L (фиг. 6) одного из соединяемых концов трубопровода 1 - нахлеста, образующегося при встречном строительстве двух его участков 12 и 13. В данном случае продольные прорези 9 (фиг. 7) выполняются на боковой поверхности одного из соединяемых концов трубопровода 1 после удаления лишней длины L (фиг. 6), куда устанавливается одна внутренняя защитная втулка 5 (фиг. 7). Остальные операции выполняются по описанному способу с выполнением одного кольцевого сварного шва 14, соединяющего концы трубопровода 1 участков 12 и 13.
Предлагаемые способы позволяют:
- производить закрепление боковых выступов 6 внутренних защитных втулок 5 в герметизирующем слое продольных прорезей 9, что обеспечивает надежную фиксацию внутренних защитных втулок 5 от осевого смещения под действием перекачиваемой среды, очистных устройств и диагностических снарядов при их пропуске по внутренней полости трубопровода;
- осуществлять осевое смещение внутренних защитных втулок 5 без осевого смещения соединяемых концов трубопровода 1, что позволяет расширить область применения способов при строительстве и ремонте трубопроводов с внутренним покрытием.
Предлагаемые способы защиты внутренней зоны соединений труб с внутренним покрытием позволяют расширить область применения внутренних защитных втулок за счет исключения необходимости осевого сдвига соединяемых концов трубопровода и повысить надежность защиты за счет исключения сдвига внутренних защитных втулок в процессе эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ защиты внутренней зоны соединений ремонтного патрубка с концами аварийного участка трубопровода с внутренним покрытием | 2018 |
|
RU2684050C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ЗОНЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
|
RU2557827C1 |
| Способ соединения труб с внутренним покрытием | 2018 |
|
RU2686374C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2001 |
|
RU2194207C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2016 |
|
RU2621451C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| СПОСОБ ФИКСАЦИИ ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБЫ НА КОНЦАХ МЕТАЛЛИЧЕСКОЙ ФУТЕРОВАННОЙ ТРУБЫ | 2017 |
|
RU2667307C1 |
| Способ соединения металлических труб с внутренней пластмассовой облицовкой | 2018 |
|
RU2686129C1 |
| ТРУБА С ВНУТРЕННИМ ПОКРЫТИЕМ И ЦЕНТРАТОР ДЛЯ ИХ СБОРКИ ПОД СВАРКУ В ТРУБОПРОВОД | 2003 |
|
RU2245479C1 |
Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве и ремонте трубопроводов, транспортирующих агрессивные среды. Способ включает размещение в месте соединения концов трубопровода внутренней защитной втулки. На конце одной из труб, в которую вставляют втулку на всю ее длину, выполняют продольные сквозные прорези. Втулку оснащают боковыми выступами, вставляемыми в продольные прорези. После стыковки концов труб втулка при помощи выступов осевым перемещением вводится в конец противоположной трубы для герметизации стыка труб и прорезей. Производят соединение труб и герметизацию боковых прорезей с фиксацией защитной втулки. Также описан другой способ защиты внутренней зоны соединений труб с внутренним покрытием. Изобретение позволяет расширить область применения внутренних защитных втулок за счет исключения необходимости осевого сдвига соединяемых концов трубопровода и повысить надежность защиты за счет исключения сдвига внутренних защитных втулок в процессе эксплуатации. 2 н.п. ф-лы, 7 ил.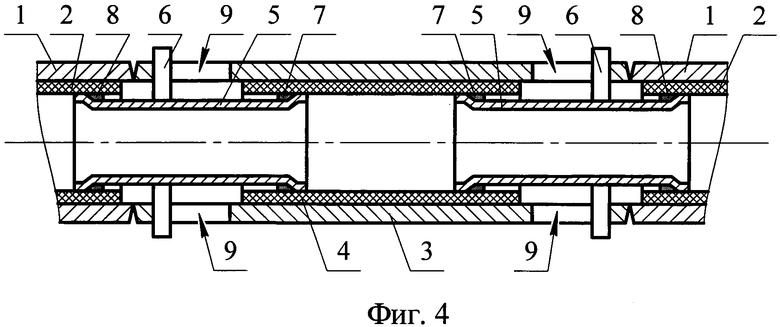
1. Способ защиты внутренней зоны соединений труб с внутренним покрытием, включающий размещение в месте соединения с перекрытием концевых участков покрытия внутренней защитной втулки, выполненной в антикоррозионном исполнении и имеющей на наружной поверхности на концах уплотнительные элементы, и соединение труб встык, отличающийся тем, что на конце одной из труб, в которую вставляют внутреннюю защитную втулку на всю длину, выполняют продольные сквозные прорези, а защитную втулку оснащают боковыми выступами, вставляемыми в продольные прорези, после стыковки концов труб внутренняя защитная втулка при помощи боковых выступов осевым перемещением частично вводится в конец противоположной трубы с герметизацией изнутри стыка труб и сквозных прорезей, после чего производят соединение труб и герметизацию боковых прорезей с фиксацией внутренней защитной втулки от осевого смещения.
2. Способ защиты внутренней зоны соединений труб с внутренним покрытием, включающий размещение в месте соединения с перекрытием концевых участков покрытия внутренней защитной втулки, выполненной в антикоррозионном исполнении и имеющей на наружной поверхности на концах уплотнительные элементы, и соединение труб, отличающийся тем, что расстояние между соединяемыми концами труб выполняют равным длине патрубка с внутренним покрытием и диаметром, позволяющим его соединение с концами труб встык, причем на концах патрубка выполняют сквозные прорези, и с обоих концов вставляют на всю длину внутренние защитные втулки с боковыми выступами, размещаемыми в соответствующих сквозных прорезях патрубка, после стыковки концов труб с концами патрубка внутренние защитные втулки при помощи боковых выступов осевым перемещением частично вводятся в концы соединяемых труб с герметизацией изнутри соответствующих стыков и сквозных прорезей, после чего производят соединение стыков и герметизацию боковых прорезей с фиксацией внутренних защитных втулок от осевого смещения.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2226637C2 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| US 4611833 A1, 16.09.1986 | |||
| US 5163715 A1, 17.11.1992. | |||

