Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к аппарату и к способу для связывания позиции в наборе данных конструкции с позицией в секции построения указанного аппарата. В частности, настоящее изобретение относится к аппарату и к способу для связывания позиции в наборе данных конструкции с позицией в секции построения для формирования трехмерного изделия.
Уровень техники
Сплавление порошка на подложке представляет собой послойный аддитивный процесс, посредством которого, используя порошкообразные исходные материалы, в частности, металлические и/или керамические, можно изготавливать трехмерные изделия сложной формы. Для этого на носитель (содержащий, например, несущую платформу) наносят слой исходного порошкообразного материала, который избирательно, в местах, определяемых требуемой геометрией создаваемого изделия, облучают излучением (например, лазерным или корпускулярным излучением). Излучение, проникая в слой порошка, вызывает нагрев и, как следствие, сплавление или спекание частиц исходного порошкообразного материала. Затем на уже облученный слой на носителе последовательно наносят слои исходного порошкообразного материала до получения изделия требуемой формы и размера. Сплавление порошка на подложке может применяться для изготовления, на основании данных автоматизированного проектирования (данных CAD, от англ. Computer-Aided Design), таких изделий, как опытные образцы, инструменты, запасные части, компоненты большой ценности, медицинские протезы, например, стоматологические или ортопедические.
Технологию сплавления порошка на подложке можно использовать и в так называемом гибридном изготовлении, где требуемое готовое изделие формируют, изготавливая дополнительный элемент на основном элементе. Основной элемент могут изготавливать посредством традиционных технологий, например, фрезерованием, токарной обработкой и т.д., а дополнительный элемент изготавливают путем сплавления порошка на подложке, как описано выше. Основной элемент крепят к несущей платформе, и его ограничивающая поверхность может быть, по существу, параллельна поверхности несущей платформы. В этом случае дополнительный элемент легко добавить к основному элементу с использованием технологии сплавления порошка на подложке.
Преимущество вышеописанной технологии гибридного изготовления состоит в возможности соответствия разным целевым критериям. Целевые критерии могут основываться на экономических соображениях. Например, может быть целесообразно, к примеру, по соображениям производственных затрат, изготавливать основу с простой геометрией по традиционным технологиям, а более сложные части изделия (например, которые невозможно изготовить традиционным путем) добавлять. Еще одной ситуацией для использования гибридного изготовления может быть слишком большой для изготовления сплавлением порошка на подложке основной элемент (например, когда основной элемент больше максимального конструкционного объема аппарата), поэтому сплавлением порошка на подложке добавляют только сложные фрагменты изделия. Кроме того, основаниями для использования гибридного изготовления могут быть механические критерии. Например, когда определенные свойства изделия (к примеру, прочность) можно реализовать только посредством традиционных технологий, элементы изделия, которые должны обладать указанными свойствами, могут изготавливать посредством традиционных технологий, а все остальные элементы могут добавлять посредством сплавления порошка на подложке. С другой стороны, возможно, что определенные свойства изделия можно реализовать только посредством сплавления порошка на подложке, и тогда элементы изделия, которые должны обладать указанными свойствами, могут изготавливать путем сплавления порошка на подложке, а все остальные элементы перед этим изготавливать по традиционным технологиям.
Гибридное изготовление может использоваться и при производстве изделий, содержащих комбинации по меньшей мере двух разных материалов. Поэтому основной элемент необязательно изготавливать по традиционной технологии, он может изготавливаться и посредством сплавления порошка на подложке с использованием первого материала и добавления дополнительного элемента путем сплавления порошка на подложке с использованием второго материала. В связи с этим может использоваться, например, устройство с по меньшей мере двумя разными секциями построения, каждая из которых предназначена для формирования элемента из определенного материала. В этом случае основной элемент могут изготавливать в первой секции построения указанного устройства, а дополнительный элемент могут изготавливать на этом основном элементе во второй секции построения указанного устройства. Как вариант, могут использовать два отдельных устройства.
Для формирования дополнительного элемента посредством сплавления порошка на подложке используют аппарат для изготовления трехмерного изделия. Этот аппарат содержит секцию построения, в которой до начала операции формирования дополнительного элемента позиционируют основной элемент. Однако при позиционировании основного элемента в секции построения могут возникнуть пространственные погрешности, которые делают невозможной точную установку основного элемента в заранее определенную (или номинальную) позицию внутри секции построения. В такой ситуации, когда аппарат начнет формировать дополнительный элемент (т.е., создаст первый слой дополнительного элемента), начальный слой дополнительного элемента может оказаться не сопрягающимся с ограничивающей поверхностью основного элемента. Иными словами, дополнительная ограничивающая поверхность дополнительного элемента может не точно соответствовать ограничивающей поверхности основного элемента. Кроме того, если имеет место такой сдвиг, а основной элемент тоже изготовлен сплавлением порошка на подложке, то схема заполнения (схема линий) первого слоя дополнительного элемента может оказаться не согласованной со схемой заполнения (схемой линий) самого верхнего слоя основного элемента.
При наличии сдвига между дополнительной ограничивающей поверхностью дополнительного элемента и ограничивающей поверхностью основного элемента на законченном трехмерном изделии могут появиться нежелательные ступеньки и дефекты совмещения.
Раскрытие сущности изобретения
Изобретение имеет целью предложение аппарата и способа, устраняющих вышеописанный недостаток и/или другие связанные с ним недостатки.
Эта цель достигается предложением аппарата для связывания позиции в наборе данных конструкции с позицией в секции построения этого аппарата в соответствии с п. 1 формулы изобретения и способа связывания позиции в наборе данных конструкции с позицией в секции построения аппарата в соответствии с п. 9 формулы изобретения.
В соответствии с первым аспектом предлагается аппарат с возможностью связывания позиции в наборе данных конструкции с позицией в секции построения указанного аппарата. Аппарат содержит секцию построения для формирования трехмерного изделия, выполненную с возможностью размещения в ней основного элемента, содержащего ограничивающую поверхность. Аппарат также содержит облучающий модуль, выполненный с возможностью формирования пучка излучения и с возможностью сканирования (ведения) этим пучком излучения по заранее заданному полю сканирования, содержащему по меньшей мере часть ограничивающей поверхности основного элемента. Аппарат также содержит измерительный модуль, выполненный с возможностью измерения интенсивности электромагнитного излучения, испускаемого в позиции пятна пучка излучения, и контроллер. Контроллер выполнен с возможностью связывания измеренной интенсивности электромагнитного излучения с информацией позиции, характеризующей текущую позицию пучка излучения, с возможностью определения позиции ограничивающей поверхности основного элемента по отношению к полю сканирования на основании измеренной интенсивности электромагнитного излучения и на основании указанной информации позиции, и с возможностью связывания позиции в наборе данных конструкции с позицией в секции построения на основании определенной позиции ограничивающей поверхности основного элемента.
Указанным аппаратом может быть аппарат для формирования трехмерного изделия, например, аппарат, использующий сплавление порошка на подложке, к примеру, способом селективной лазерной плавки (SLM, от англ. Selective Laser Melting) или селективного лазерного спекания. Набор данных конструкции может содержать данные программы автоматизированного проектирования (данные CAD). Например, набор данных конструкции может содержать файл данных CAD. Набор данных конструкции может содержать информацию о дополнительном элементе, который должен быть изготовлен на основном элементе. Иными словами, дополнительный элемент может определяться набором данных конструкции. Секцией построения может быть зона указанного аппарата, в которой может проводиться формирование трехмерного изделия, например, путем сплавления порошка на подложке. Секция построения может содержать рабочую камеру.
Облучающий модуль может содержать по меньшей мере один источник излучения для испускания излучения в форме, например, корпускулярного излучения или электромагнитного излучения. Облучающий модуль может содержать, например, источник электронов для формирования электронного пучка или лазерный источник для формирования лазерного пучка. Аппарат может дополнительно содержать сканирующий модуль, содержащий, например, по меньшей мере одно управляемое зеркало, для направления пучка излучения на требуемую позицию внутри секции построения. Кроме того, облучающий модуль может содержать средства фокусировки, например, по меньшей мере одну подвижную линзу, для фокусировки пучка излучения на требуемую позицию фокусировки (позицию пятна) внутри секции построения. Поле сканирования может представлять собой участок плоскости внутри секции построения. Поле сканирования может иметь прямоугольную форму. Ограничивающая поверхность основного элемента может, по существу, лежать внутри поля сканирования.
Измерительный модуль может содержать детектор, например, оптический детектор. Измерительный модуль может содержать пирометрическое детектирующее устройство для измерения теплового излучения. Измерительный модуль может содержать детектор, чувствительный к электромагнитному излучению в диапазоне длин волн, соответствующем тепловому излучению, испускаемому пятном плавления или спекания. Это тепловое излучение может быть в инфракрасном диапазоне длин волн, а детектор может быть чувствительным к тепловому излучению в этом инфракрасном диапазоне. Детектор может выдавать электрический сигнал, зависящий от интенсивности теплового излучения на детекторе в определенном диапазоне длин волн. Для вычисления значения температуры на основании этого электрического сигнала (сигналов) могут предусматривать вычислительный модуль. В измерительном модуле может быть предусмотрено множество детекторов, каждый из которых выполнен с возможностью измерения теплового излучения в заданном диапазоне длин волн.
Контроллер может содержать по меньшей мере одно центральное процессорное устройство и по меньшей мере одну память. Контроллер может быть сконфигурирован как один управляющий модуль или как множество управляющих модулей, необязательно находящихся в месте расположения аппарата. Информация позиции может содержать двумерную или трехмерную информацию позиции, характеризующую местоположение лазерного пятна внутри секции построения. Измеренную интенсивность электромагнитного излучения могут записывать в набор данных вместе с информацией позиции, характеризующей текущую позицию пучка излучения.
Позицию в наборе данных конструкции могут связывать с позицией в секции построения путем сохранения по меньшей мере одного калибровочного параметра. Используя этот калибровочный параметр, аппарат получает возможность точно направлять пучок излучения на требуемое место в секции построения. Точное направление пучка излучения в позицию на ограничивающей поверхности основного элемента может использоваться, например, для изготовления на этом основном элементе дополнительного элемента.
Контроллер может быть выполнен с возможностью связывания позиции дополнительной ограничивающей поверхности дополнительного элемента, определяемой набором данных конструкции, с определенной позицией ограничивающей поверхности основного элемента.
В настоящем описании выражение «дополнительная ограничивающая поверхность» используется для описания ограничивающей поверхности дополнительного элемента, чтобы отличать ее от ограничивающей поверхности основного элемента. Слово «дополнительная» в выражении «дополнительная ограничивающая поверхность» используется только для целей различения, и никакого технического смысла, кроме указания на то, что дополнительная ограничивающая поверхность принадлежит дополнительному элементу, в смысл слова «дополнительная» не вкладывается.
Дополнительная ограничивающая поверхность дополнительного элемента может соответствовать поверхности, формируемой в качестве первого слоя в операции сплавления порошка на подложке при формировании дополнительного элемента. Дополнительная ограничивающая поверхность может соответствовать поверхности дополнительного элемента, при этом дополнительная ограничивающая поверхность имеет те же форму и размер, что и указанная ограничивающая поверхность основного элемента. Дополнительной ограничивающей поверхностью может быть поверхность, которая должна быть сформирована с совпадением на ограничивающей поверхности основного элемента.
Для сопряжения определенной позиции ограничивающей поверхности основного элемента (т.е., определенной реальной позиции ограничивающей поверхности основного элемента) с дополнительной ограничивающей поверхностью, заданной в наборе данных конструкции, может использоваться алгоритм наилучшего совпадения. В данном случае с использованием этого алгоритма ищут наилучшее совпадение позиции дополнительной ограничивающей поверхности дополнительного элемента, определяемого набором данных конструкции, с определенной позицией ограничивающей поверхности основного элемента.
Измерительный модуль может быть выполнен с возможностью измерения интенсивности электромагнитного излучения в зависимости от позиции пятна пучка излучения и с возможностью выдачи этой информации позиции.
Измерительный модуль может содержать светонаправляющий модуль для направления света, испускаемого в заранее заданных позициях в секции построения, в детектор измерительного модуля. Здесь содержание выражения «свет» не ограничено видимым светом и может охватывать, например, электромагнитное излучение в по меньшей мере одном из следующих диапазонов спектра: видимый, инфракрасный, ультрафиолетовый. В частности, содержание выражения «свет» здесь может охватывать электромагнитное излучение, испускаемое в виде теплового излучения в позиции пятна пучка излучения (например, в позиции лазерного пятна). Светонаправляющий модуль может содержать, например, поворотное зеркало, имеющее две оси поворота, или множество зеркал с возможностью поворота. Светонаправляющий модуль может быть выполнен с возможностью электрического управления, посредством которого свет (тепловое излучение), испускаемый в конкретной точке плоскости измерения, может быть направлен в детектор измерительного модуля. Плоскость измерения может соответствовать плоскости записи устройства, т.е., плоскости, соответствующей верхнему слою порошка. Измерительный модуль может быть выполнен с возможностью определения положения пятна на основании конфигурации светонаправляющего модуля. Положение пятна могут определять, например, на основании положения поворотного зеркала светонаправляющего модуля. Кроме того, измерительный модуль может содержать двумерный оптический детектор, выполненный с возможностью формирования двумерного изображения плоскости измерения в секции построения. В этом случае положение пятна могут определять по такому двумерному изображению путем нахождения в этом двумерном изображении максимума интенсивности. Информация позиции может указывать положение пятна по отношению к опорной системе координат в секции построения. Например, информацией позиции может быть информация двумерной позиции, указывающая положение пятна в пределах заданной плоскости в секции построения, например, плоскости, содержащей ограничивающую поверхность основного элемента.
Контроллер может быть выполнен с возможностью определения информации позиции на основании информации позиции облучения, введенной в облучающий модуль.
Облучающий модуль может быть выполнен с возможностью направления пучка излучения в требуемое место в секции построения. В связи с этим аппарат может содержать сканирующий модуль, содержащий, например, поворотные зеркала. Информацию позиции облучения, указывающую требуемую позицию пучка излучения, могут вводить в облучающий модуль. На основании этой информации позиции облучения могут, например, управлять поворотными зеркалами сканирующего модуля. Информацию позиции, характеризующую текущую позицию пучка излучения, могут определять на основании указанной информации позиции облучения.
Контроллер может быть выполнен с возможностью определения позиции ограничивающей поверхности основного элемента на основании вариаций измеренной интенсивности электромагнитного излучения.
Например, контроллер может отслеживать измеренную интенсивность на предмет вариаций интенсивности. В позициях, где наблюдается вариация интенсивности, может находится край ограничивающей поверхности основного элемента. Для этого контроллер может выполнять пороговый анализ. Например, контроллер может считать, что в позициях местоположений, где указанная интенсивность выше заранее заданного порогового значения, находится ограничивающая поверхность, а в позициях, где указанная интенсивность ниже заранее заданного порогового значения, ограничивающей поверхности нет (или наоборот). Кроме того, могут отслеживать, например, первую производную измеренного значения интенсивности по времени или по позиции. Контроллер может отслеживать эту первую производную с целью поиска позиций пиков и полагать, что в позициях, где наблюдается пик (положительный или отрицательный), находится край ограничивающей поверхности.
Аппарат может быть выполнен с возможностью изготовления дополнительного элемента на основном элементе с соблюдением соответствия между дополнительной ограничивающей поверхностью дополнительного элемента и ограничивающей поверхностью основного элемента путем учета связи между позицией в наборе данных конструкции и позицией в секции построения.
Связь между позицией в наборе данных конструкции и позицией в секции построения могут выражать, например, по меньшей мере одним калибровочным параметром. Например, связь между позицией в наборе данных конструкции и позицией в секции построения могут выражать значением сдвига в направлении х и значением сдвига в направлении у, при том, что направление х и направление у лежат в плоскости, содержащей ограничивающую поверхность основного элемента.
Аппарат может быть выполнен с возможностью формирования дополнительного элемента на основном элементе путем сплавления порошка на подложке с использованием облучающего модуля.
Аппарат может использовать один и тот же облучающий модуль для формирования дополнительного элемента и для поиска позиции ограничивающей поверхности основного элемента. При формировании дополнительного элемента облучающий модуль может использовать более высокую мощность, чем при поиске позиции ограничивающей поверхности основного элемента.
Контроллер может быть выполнен с возможностью формирования двумерного изображения на основании измеренной интенсивности электромагнитного излучения и связанной с ней информации позиции, с возможностью идентификации краев ограничивающей поверхности основного элемента на двумерном изображении посредством обработки изображения, и с возможностью определения позиции ограничивающей поверхности основного элемента по отношению к полю сканирования на основании идентифицированных краев.
В соответствии со вторым аспектом предлагается способ для связывания позиции в наборе данных конструкции с позицией в секции построения аппарата. Способ содержит позиционирование основного элемента, содержащего ограничивающую поверхность, в секции построения для формирования трехмерного изделия. Способ дополнительно содержит формирование пучка излучения, сканирование этого пучка излучения по заранее заданному полю сканирования, содержащему по меньшей мере часть ограничивающей поверхности основного элемента, и измерение интенсивности электромагнитного излучения, испускаемого в позиции пятна пучка излучения. Способ дополнительно содержит связывание измеренной интенсивности электромагнитного излучения с информацией позиции, характеризующей текущую позицию пучка излучения, определение позиции ограничивающей поверхности основного элемента по отношению к полю сканирования на основании измеренной интенсивности электромагнитного излучения и на основании указанной информации позиции, и связывание позиции в наборе данных конструкции с позицией в секции построения на основании определенной позиции ограничивающей поверхности.
Способ может выполняться, например, устройством в соответствии с первым аспектом.
Способ может дополнительно содержать связывание позиции дополнительной ограничивающей поверхности дополнительного элемента, определяемой набором данных конструкции, с определенной позицией ограничивающей поверхности основного элемента.
Пучок излучения может иметь настолько низкую интенсивность, что структура материала основного элемента не нарушается.
Интенсивность пучка излучения может быть настолько низкой, что материал основного элемента не плавится при сканировании его пучком излучения. Интенсивность пучка излучения может быть ниже интенсивности пучка излучения, используемого для формирования трехмерного изделия.
Пучком излучения могут сканировать в заранее заданном поле сканирования по схеме (шаблону), содержащей множество векторов облучения, параллельных между собой.
Расстояние между векторами облучения в указанном множестве векторов облучения может быть фиксированным.
Позицию ограничивающей поверхности основного элемента могут определять на основании вариаций измеренной интенсивности электромагнитного излучения.
Например, резкие вариации интенсивности во времени (и, следовательно, в пространстве) могут считаться соответствующими краям ограничивающей поверхности. Точнее, при изменении измеренной интенсивности от низкого значения до высокого значения может считаться, что в месте изменения интенсивности находится край ограничивающей поверхности. Например, если ограничивающая поверхность испускает тепловое излучение с большей интенсивностью, чем у теплового излучения, испускаемого окружающей областью (например, заполненной исходным порошкообразным материалом), то может считаться, что переход от низкой измеренной интенсивности к высокой измеренной интенсивности соответствует месту, в котором сканирующий лазерный пучок переходит из окружающей области на ограничивающую поверхность.
Способ может дополнительно содержать изготовление дополнительного элемента на основном элементе с соблюдением соответствия между дополнительной ограничивающей поверхностью дополнительного элемента и ограничивающей поверхностью основного элемента путем учета связи между позицией в наборе данных конструкции и позицией в секции построения.
Дополнительный элемент на основном элементе могут формировать путем сплавления порошка на подложке с использованием облучающего модуля.
Краткое описание чертежей
Далее предпочтительные варианты осуществления настоящего изобретения раскрыты более подробно со ссылкой на приложенные схематичные чертежи, в которых
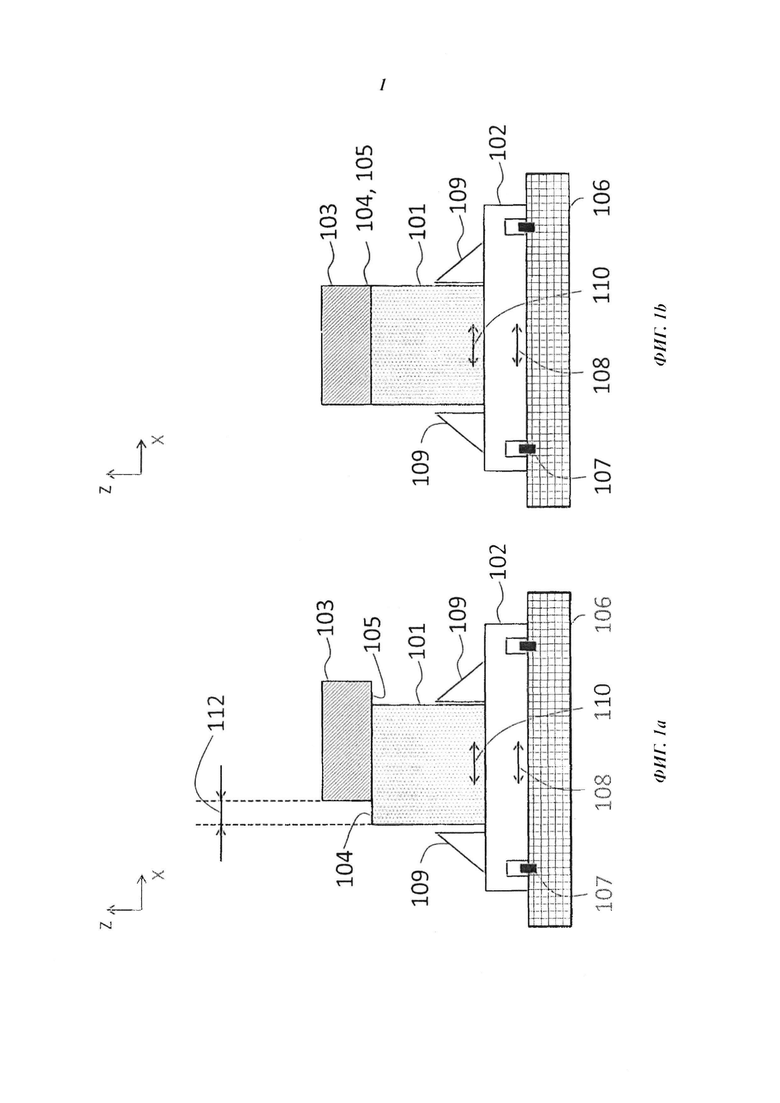
фиг. 1а схематично представляет недостаток, связанный со сдвигом между основным элементом и дополнительным элементом, который может иметь место в аппаратах известного уровня техники;
фиг. 1b схематично представляет идеальную ситуацию без сдвига в соответствии с настоящим изобретением;
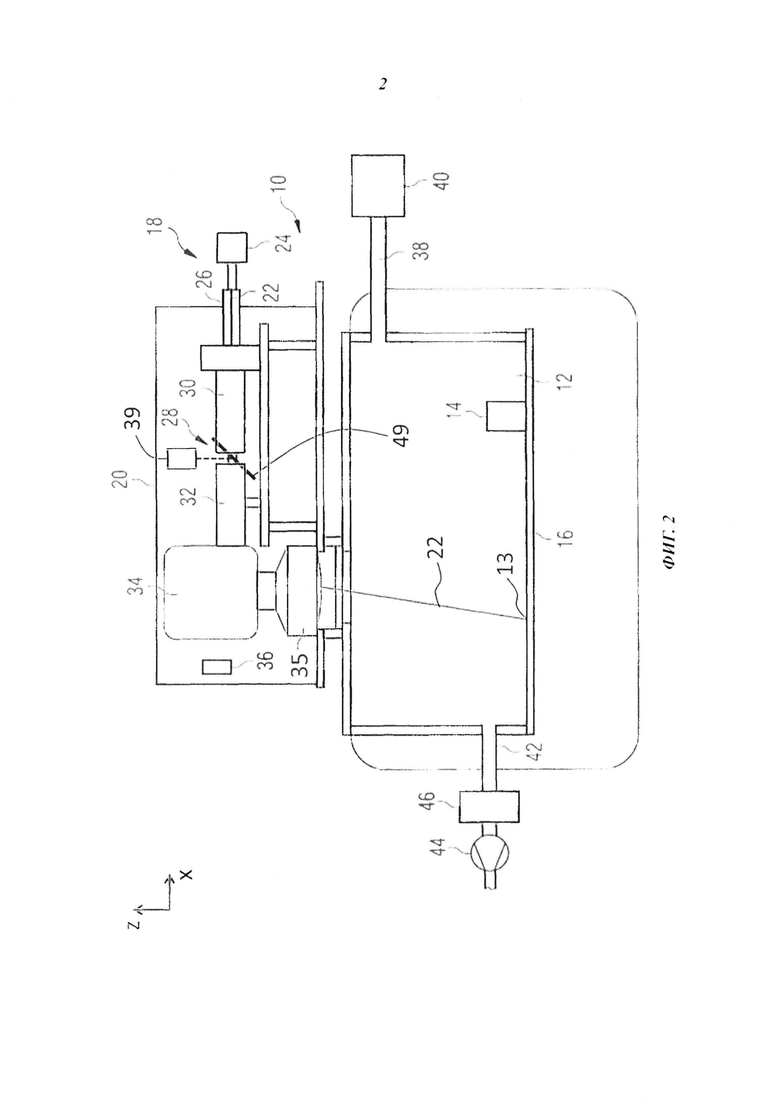
фиг. 2 представляет схематичный боковой вид аппарата в соответствии с настоящим изобретением;
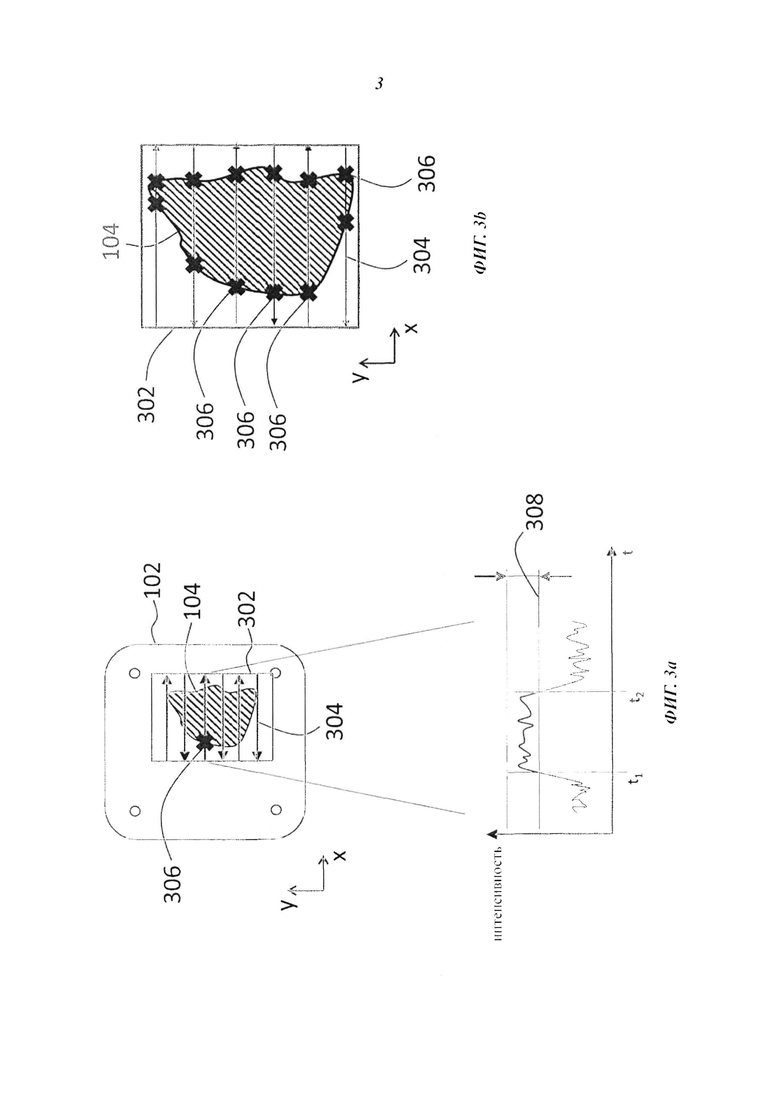
фиг. 3а представляет операцию поиска позиции ограничивающей поверхности основного элемента; и
фиг. 3b представляет пример группы точек перехода, определенных в операции на фиг. 3а.
Осуществление изобретения
Фиг. 1а схематично представляет недостаток, выражающийся в сдвиге, который может иметь место в аппаратах, используемых для гибридного изготовления в известном уровне техники. Следует отметить, что чертежи в настоящем раскрытии выполнены не в масштабе, если иное не указано явно. В частности, фиг. 1а и 1b выполнены не в масштабе и являются лишь схемами для иллюстрации.
На фиг. 1а и 1b на несущей платформе 102 закреплен основной элемент 101, на котором должен быть сформирован дополнительный элемент 103, таким образом, чтобы ограничивающая поверхность 104 основного элемента 101 соответствовала дополнительной ограничивающей поверхности 105 дополнительного элемента 103. Основной элемент 101 могут изготавливать с использованием традиционных технологий или сплавлением порошка на подложке (например, селективным лазерным сплавлением, SLM (от англ. selective laser melting)).
Как показано на фиг. 1а, для формирования трехмерного изделия несущую платформу 102 позиционируют на плите аппарата 106 в секции построения аппарата. Несущую платформу 102 позиционируют с использованием подходящих крепежных средств 107, например, винтов или штырей. Однако при этом позиционировании могут возникнуть первые отклонения 108. В соответствии с настоящим раскрытием отклонениями являются отклонения совмещения (т.е., неопределенности позиции). Например, эти отклонения могут возникать в плоскости х-y, параллельной поверхности плиты аппарата 106 и, соответственно, поверхности несущей платформы 102. Кроме того, отклонения могут возникать в направлении z (в направлении построения), перпендикулярном плоскости х-y.
Основной элемент 101 позиционируют на несущей платформе 102 посредством подходящих средств 109 позиционирования, например, зажимного устройства. Например, в качестве средства 109 позиционирования для позиционирования и фиксации основного элемента 101 к несущей платформе 102 может использоваться зажимное устройство, описанное в неопубликованной европейской патентной заявке ЕР 14194272. При позиционировании основного элемента 101 могут возникнуть вторые отклонения 110.
Аппарат, начиная изготовление дополнительного элемента 103 на основном элементе 101, не имеет информации о точном положении основного элемента 101, и, соответственно, о точном положении ограничивающей поверхности 104 основного элемента 101. Поэтому первые отклонения 108 и вторые отклонения 110 (и/или другие возможные отклонения, которые могут возникнуть) ведут к сдвигу 112 между основным элементом 101 и дополнительным элементом 103. В результате на законченном трехмерном изделии, содержащем основной элемент 101 и дополнительный элемент 103, возникает нежелательная ступенька.
Фиг. 1b представляет идеальную ситуацию, в которой ограничивающая поверхность 104 основного элемента 101 точно соответствует дополнительной ограничивающей поверхности 105 дополнительного элемента 103. Ситуация, представленная на фиг. 1b, может быть реализована посредством способа и/или аппарата, раскрытых в настоящем раскрытии. В соответствии с настоящим изобретением возможно изготовление дополнительного элемента 103 на основном элементе 101 без нежелательных сдвигов или ступенек даже при наличии отклонений 108, 110.
Фиг. 2 представляет аппарат 10 для создания трехмерного изделия. Аппарат 10 представляет собой пример аппарата с возможностью связывания позиции в наборе данных конструкции с позицией в секции построения указанного аппарата в соответствии с настоящим изобретением. С использованием аппарата 10 может реализовываться способ в соответствии с настоящим изобретением.
Аппарат 10 содержит секцию построения в форме рабочей камеры 12. Устройство 14 нанесения порошка, размещенное в рабочей камере 12, служит для нанесения исходного порошкообразного материала (не показан) на носитель 16. Носитель 16 выполнен с возможностью перемещения в вертикальном направлении (не показано), и при увеличении высоты изделия по мере его послойного формирования из исходного порошкообразного материала на носителе 16 носитель 16 могут перемещать вниз в вертикальном направлении. Носитель может содержать плиту 106 аппарата, описанную выше со ссылкой на фиг. 1а и 1b.
Аппарат 10 также содержит облучающий модуль 18 для селективного облучения исходного порошкообразного материала, нанесенного на носитель 16, пучком 22 излучения. В примере, показанном на фиг. 2, пучком 22 излучения является лазерный пучок, а облучающий модуль 18 содержит лазерный источник 24. Однако, как вариант, пучком 22 излучения может быть, например, электронный пучок, а облучающий модуль 18 может содержать источник электронов. Посредством облучающего модуля 18 исходный порошкообразный материал, нанесенный на подложку 16, могут избирательно, в местах, определяемых требуемой геометрией создаваемого изделия (например, дополнительного элемента 103) подвергать воздействию лазерного излучения. Облучающий модуль 18 имеет герметичный корпус 20. Пучок 22 излучения, например, лазерный пучок 22, создаваемый источником 24 излучения, направляют в корпус 20 через отверстие 26; источник 24 излучения может содержать, например, иттербиевый волоконный лазерный источник с диодной накачкой, испускающий лазерное излучение с длиной волны примерно 1070-1080 нм.
Облучающий модуль 18 дополнительно содержит оптический модуль 28 для направления и модификации пучка 22 излучения; оптический модуль 28 содержит оптический элемент, например расширитель 30 пучка для расширения пучка 22 излучения, испускаемого источником 24 излучения, фокусирующую линзу 32 для фокусировки пучка 22 излучения, сканирующий модуль 34 и объектив 35. Сканирующий модуль 34 и объектив 35 могут быть выполнены, например, в форме гальванометрического сканера и объектива с линейной зависимостью радиального отклонения луча от угла его падения (объектива f-theta (англ. f-theta object lens)). Вместо объектива f-theta для сканирования пятна 13 излучения по всем трем пространственным направлениям х, y и z может быть предусмотрен модуль фокусировки в трех измерениях. Посредством сканирующего модуля 34 возможно изменение и подстройка позиции фокуса пучка 22 излучения как в направлении хода пучка, так и в плоскости, перпендикулярной ходу пучка. Функционированием облучающего модуля 18 управляют посредством контроллера 36. Хотя на фиг. 2 показан один контроллер 36, может быть предусмотрено множество контроллеров, каждый из которых управляет отдельным модулем устройства. Например, один контроллер может управлять работой облучающего модуля 18, а другой контроллер может управлять работой описываемого далее пирометрического измерительного модуля.
Рабочая камера 12 выполнена с возможностью герметизации относительно окружающей атмосферы, т.е., среды, окружающей рабочую камеру 12. Рабочая камера 12 подключена к линии 38 подачи газа, через которую газ, поступающий из источника 40 газа, может подаваться в рабочую камеру 12. Газом, подаваемым в рабочую камеру 12 из источника 40 газа, может быть инертный газ, например, аргон или азот. Выпускная линия 42 служит для удаления газа, содержащего отходы в виде частиц, например, частицы исходного порошкообразного материала или частицы сварного дыма, из рабочей камеры 12 при воздействии электромагнитным или корпускулярным излучением на исходный порошкообразный материал, нанесенный на носитель 16 с целью изготовления из этого материала изделия способом послойного аддитивного формирования (сплавления порошка на подложке). Газ, содержащий отходы в виде частиц, удаляется из рабочей камеры 12 посредством транспортирующего устройства 44, например, насоса. Фильтр 46, размещенный в выпускной линии 42 выше по потоку от транспортирующего устройства 44, служит для отделения отходов в виде частиц от потока газа, удаляемого из рабочей камеры 12. После прохождения через фильтр 46 поток газа может повторно направляться в рабочую камеру 12 через линию 38 подачи газа.
Наконец, аппарат 10 содержит пирометрическое измерительное устройство, содержащее оптический детектор 39. В варианте осуществления, показанном на фиг. 2, оптический детектор 39 размещен в корпусе 20, который может быть герметизируемым. Указанным пирометрическим измерительным устройством может быть пирометрическое измерительное устройство, описанное в неопубликованной европейской патентной заявке ЕР 14194378. Пирометрическое измерительное устройство, содержащее оптический детектор 39, соответствует измерительному модулю в соответствии с настоящим раскрытием.
Пирометрическое измерительное устройство содержит оптический детектор 39, выполненный с возможностью приема теплового излучения. Указанным тепловым излучением может быть электромагнитное излучение в видимом и/или инфракрасном диапазоне длин волн, имеющее наибольшую интенсивность при определенной длине волны, зависящей от температуры в позиции 13 пятна (в соответствии с принципами излучения черного тела). Например, в селективном лазерном сплавлении (SLM) позиция 13 пятна, по существу, соответствует положению лунки расплава, в которой нагревается и плавится исходный порошкообразный материал. Соответственно, пирометрическое измерительное устройство может быть выполнено с возможностью определения температуры лунки расплава. Оптический детектор 39 также выполнен с возможностью измерения теплового излучения с целью формирования электрического сигнала, зависящего от теплового излучения, и выдачи значения, характеризующего температуру в позиции 13 пятна, т.е., в позиции, из которой испускается тепловое излучение. В данном варианте осуществления оптический детектор 39 выдает значение интенсивности, характеризующее измеренную интенсивность излучения.
Чтобы обеспечить прием теплового излучения, испускаемого в позиции 13 пятна в рабочей камере 12, для направления теплового излучения из определенной позиции в оптический детектор 39 используют сканирующий модуль 34 облучающего модуля 18. Для отражения теплового излучения в детектор 39 используется полупрозрачное зеркало 49, прозрачное для лазерного излучения, испускаемого источником 24 излучения. Расположение полупрозрачного зеркала 49, показанное на фиг. 2, представляет собой лишь пример. Полупрозрачное зеркало 49 может размещаться в разных местах хода пучка 22 излучения, например выше по пучку или ниже по пучку от положения, показанного на фиг. 2. Пирометрическим измерительным устройством управляют посредством контроллера 36.
В качестве альтернативы конструкции, представленной на фиг. 2, пирометрическое измерительное устройство может быть выполнено как отдельный модуль, имеющий собственный сканирующий модуль, независимый от сканирующего модуля 34 облучающего модуля 18. В обоих случаях информация, относящаяся к позиции 13 пятна излучения, т.е., информация, относящаяся к позиции пучка излучения, может выдаваться пирометрическим измерительным устройством или может определяться на основании сигнала позиции (информации позиции облучения), переданной в сканирующий модуль 34 облучающего модуля 18. Иными словами, значение интенсивности, измеренное оптическим детектором 39 пирометрического измерительного устройства, регистрируют в зависимости от местоположения, т.е., в зависимости от текущей позиции пучка 22 излучения. Таким образом, значения интенсивности, измеренные оптическим детектором 39, могут регистрироваться совместно с информацией позиции, характеризующей позицию пучка излучения. Соответственно, используются и обрабатываются как информация позиции (информация, относящаяся к позиции пучка излучения), так и информация интенсивности (значения интенсивности, измеренные оптическим детектором 39).
Например, пирометрический измерительный модуль может содержать по меньшей мере оптический детектор 39 и, возможно, другие оптические детекторы. Оптический детектор 39 выполнен с возможностью выдачи электрического сигнала, зависящего от интенсивности измеряемого теплового излучения в определенном диапазоне длин волн. Значение, характеризующее температуру в позиции 13 пятна, может вычисляться на основании интенсивности сигнала, выдаваемого оптическим детектором 39.
Фиг. 3а иллюстрирует операцию обнаружения ограничивающей поверхности 104 основного элемента 101 перед изготовлением на нем дополнительного элемента 103. Сначала задают поле 302 сканирования. Поле 302 сканирования представляет собой двумерную область, параллельную поверхности несущей платформы 102 и содержащую по меньшей мере всю ограничивающую поверхность 104 основного элемента 101. Поле 302 сканирования, например, может быть, по существу, прямоугольным.
Поле 302 сканирования содержит множество (виртуальных) векторов 304 облучения, параллельных между собой. Векторы 304 облучения необязательно должны быть параллельны между собой и могут быть скомпонованы в любую другую подходящую фигуру. Пучком 22 излучения сканируют по этим векторам 304 облучения с использованием сканирующего модуля 34 облучающего модуля 18. Направление индивидуальных векторов 304 облучения и расстояние между ними могут задавать произвольно. При этом желательно, чтобы сканирование по векторам 304 облучения шло с перекрытием краев ограничивающей поверхности 104, т.е., выходило за внешний контур ограничивающей поверхности 104 основного элемента 101. Таким образом, векторы 304 облучения пересекают края ограничивающей поверхности 104 и, соответственно, имеют точки 306 пересечения с краем ограничивающей поверхности 104. На фиг. 3а в качестве примера крестом показана одна из этих точек 306 пересечения.
Сканирование по векторам 304 облучения в поле 302 сканирования ведут пучком 22 излучения (например, лазерным пучком) при очень низкой мощности. Как вариант, чтобы плотность мощности на материале, облучаемом пучком излучения 22 (например, на основном элементе 101 и на исходном порошкообразном материале) была низкой, лазерное пятно могут дефокусировать. Например, мощность используемого лазерного пучка 22 может быть ниже 100 Вт, а скорость сканирования может быть 500 мм/с. Предпочтительно, не должно происходить плавление облучаемых областей основного элемента 101 и исходного порошкообразного материала (при наличии). Более того, при сканировании пучком 22 излучения не должно происходить изменение структуры материала основного элемента 101. Сканирование по векторам 304 облучения пучком 22 излучения необязательно ведут при очень низкой мощности и, как вариант, может использоваться мощность, сопоставимая с мощностью, которая используется в сплавлении порошка на подложке (например, в селективном лазерном сплавлении). Иными словами, для сканирования по векторам 304 облучения может использоваться любая подходящая мощность.
Описанная здесь операция может выполняться как при наличии, так и в отсутствие исходного порошкообразного материала, окружающего основной элемент 101. Соответственно, эта операция может выполняться до или после засыпки основного элемента 101 исходным порошкообразным материалом. Засыпка основного элемента 101 исходным порошкообразным материалом может требоваться для формирования слоя исходного порошкообразного материала, по существу, параллельного поверхности несущей платформы 102, с целью выполнения операции сплавления порошка на подложке.
В ходе сканирования пучка 22 излучения по векторам 304 облучения оптический детектор 39 пирометрического измерительного устройства измеряет значение интенсивности, зависящее от времени. Измерение зависимости интенсивности теплового излучения от времени дает возможность связать значения интенсивности с информацией позиции пучка 22 излучения в момент регистрации соответствующего значения интенсивности. Иными словами, детектор 39 измеряет сигнал, зависящий от времени, который может быть преобразован в сигнал, зависящий от позиции, на основании информации, относящейся к текущей позиции пучка 22 излучения. Дополнительно или как вариант, пирометрическое измерительное устройство может быть выполнено с возможностью независимого измерения значения интенсивности в зависимости от позиции с использованием двумерного детектора, выполненного с возможностью формирования двумерного изображения (например, детектора на основе прибора с зарядовой связью, ПЗС) или с использованием сканирующего модуля, независимого от сканирующего модуля 34 облучающего модуля 18. Указанным образом каждое измеренное значение интенсивности может быть связано с соответствующей позицией в поле 302 сканирования.
В нижней части фиг. 3а приведен пример графика, на котором по вертикальной оси отложена интенсивность, измеренная оптическим детектором 39, а по горизонтальной оси отложено время t. Этот график представляет вариации интенсивности, измеренные в ходе сканирования по одному из векторов 304 облучения. Контроллер 36 аппарата посредством сканирующего модуля 34 управляет перемещением пучка 22 излучения и поэтому обладает информацией о том, в какую позицию в поле 302 сканирования внутри рабочей камеры 12 в конкретное время направлен пучок 22 излучения. Соответственно, значения времени, приведенные на графике на фиг. 3а, могут быть преобразованы в информацию позиции.
Как видно из графика на фиг. 3а, могут наблюдаться вариации интенсивности, при этом в экспериментах было показано, что детектор 39 регистрирует отличающееся (например, более высокое) значение интенсивности, когда пучок излучения 22 облучает ограничивающую поверхность 104 основного элемента 101, по сравнению с ситуацией облучения этим пучком излучения зоны за пределами ограничивающей поверхности 104 (где находится, например, исходный порошкообразный материал).
Как видно из фиг. 3а, по этой причине для одного из векторов 304 облучения возникают два резких изменения (скачка) на графике интенсивности. Первый скачок имеет место в момент времени t1, когда пучок излучения 22 заходит на ограничивающую поверхность 104 основного элемента 101. Второй скачок имеет место в момент времени t2, когда пучок излучения выходит за пределы ограничивающей поверхности 104 в окружающую область. Контроллер 36 может обнаруживать эти скачки, например, с использованием простого порогового анализа, в котором заранее задают определенное значение интенсивности в качестве порогового значения 308, и контроллер 36 считает, что точка 306 пересечения находится там, где измеренная интенсивность становится, соответственно, больше и меньше порогового значения 308. Дополнительно или как вариант, могут использовать более сложные способы обнаружения точек 306 пересечения, например, способ, учитывающий первую производную графика интенсивности. Например, могут выполнять поиск максимальных значений первой производной и считать эти максимальные значения соответствующими точкам 306 пересечения.
Фиг. 3b представляет результат вышеописанного анализа, и черными крестами показаны обнаруженные точки 306 пересечения. Контроллер 36 на основании этих обнаруженных точек 306 пересечения может определять позицию ограничивающей поверхности 104 по отношению к полю 302 сканирования. Иными словами, контроллер 36 выполнен с возможностью определения позиции ограничивающей поверхности 104 по отношению к несущей платформе 102 и рабочей камере 12 аппарата. Эта функциональность может быть реализована, например, подходящими способами и/или алгоритмами. Например, форма ограничивающей поверхности 104 может быть известна заранее и передана в контроллер 36. Форма ограничивающей поверхности 104 может быть идентична форме дополнительной ограничивающей поверхности 105 дополнительного элемента 103, изготавливаемого на основном элементе 101. Дополнительный элемент 103 может быть задан в наборе данных конструкции (например, в файле CAD), сохраненном в памяти аппарата. Таким образом может достигаться совпадение обнаруженной позиции ограничивающей поверхности 104 и позиции дополнительной ограничивающей поверхности 105, определенной в наборе данных конструкции.
В соответствии с альтернативным способом оценки определенные точки данных (содержащие измеренные значения интенсивности и соответствующую им позицию) комбинируют в общее изображение (двумерное изображение). В этом двумерном изображении направления х и y могут указывать направления х и у рабочей камеры 12 (т.е., поля 302 сканирования), а значение цвета (или значение интенсивности) может указывать измеренную интенсивность в этой позиции. В этом двумерном изображении могут вести поиск различий в интенсивности, например, визуально или посредством контроллера 36. Для повышения качества обнаружения краев ограничивающей поверхности 104 в двумерном изображении может использоваться условное представление цветов.
Контроллер 36 может находить края ограничивающей поверхности 104 в двумерном изображении посредством обычных способов обработки изображения (с использованием, например, фильтра границ). Указанным образом формируют информацию контура. На основании этой информации контура, как и в способе оценки, описанном выше, в этом альтернативном способе оценки могут определять позицию ограничивающей поверхности 104.
Таким образом, позиция в наборе данных конструкции может быть связана с позицией в секции 12 построения. Иными словами, позиция ограничивающей поверхности 104 в наборе данных конструкции может быть связана с позицией в плоскости записи (содержащей поле 302 сканирования) в секции 12 построения. Плоскость записи может быть определена как плоскость, на которую фокусируют пучок 22 излучения и в которой в данный момент выполняется операция сплавления или спекания. Иными словами, плоскость записи может соответствовать верхнему слою исходного порошкообразного материала. Указанную связь могут сохранять, например, в памяти аппарата 10 в качестве калибровочного параметра или калибровочных параметров. На основании указанной связи аппарат 10 получает возможность направлять пучок излучения 22 в заданную позицию по отношению к ограничивающей поверхности 104 основного элемента 101.
На основании связи между позицией в наборе данных конструкции и позицией в секции 12 построения аппарат 10 может формировать дополнительную ограничивающую поверхность 105 дополнительного элемента 103 на ограничивающей поверхности 104 основного элемента 101. Поскольку контроллеру 36 аппарата 10 известно точное положение лазерного пучка 22 в плоскости записи по отношению к ограничивающей поверхности 104 основного элемента, становится возможным изготовление дополнительного элемента 103 с совпадением ограничивающей поверхности 105 дополнительного элемента 103 с ограничивающей поверхностью 104 основного элемента 101, как показано на фиг. 1b.
С применением технологии, описанной в настоящем документе, точное позиционирование дополнительного элемента 103 на основном элементе 101 не требует использования высокоточных (и очень дорогих) средств позиционирования, а может быть выполнено путем точного определения положения основного элемента 101 посредством оптической системы. Преимущество описанной технологии состоит в возможности снижения затрат, поскольку можно отказаться от дорогих высокоточных средств позиционирования. Таким образом, можно использовать универсальные модульные зажимные системы (например, вышеупомянутое зажимное устройство). Дополнительные затраты на применение технологии, описанной в настоящем документе, невелики.
Заявленная группа изобретений относится к получению трехмерного изделия, состоящего из основного элемента и послойно изготовленного на нем из порошкообразного материала дополнительного элемента. Устройство содержит секцию построения для размещения в ней основного элемента, содержащего ограничивающую поверхность, облучающий модуль для формирования пучка излучения с возможностью сканирования по заданному полю, измерительный модуль для измерения зависимой от времени интенсивности электромагнитного излучения в позиции пятна пучка излучения, контроллер, выполненный с возможностью связывания измеренной интенсивности электромагнитного излучения с информацией о текущей позиции пучка излучения, определения позиции ограничивающей поверхности по отношению к полю сканирования на основании изменения измеренной интенсивности электромагнитного излучения во времени и на основании информации о позиции, связывания позиции в наборе данных конструкции трехмерного изделия с позицией в секции построения и связывания позиции дополнительной ограничивающей поверхности дополнительного элемента с определенной позицией ограничивающей поверхности основного элемента. Обеспечивается изготовление гибридных изделий из разных материалов. 2 н. и 9 з.п. ф-лы, 5 ил.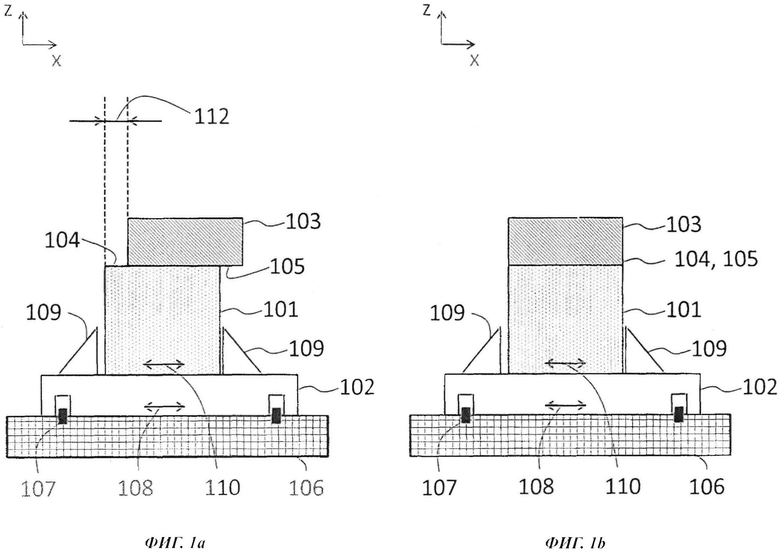
1. Устройство для получения трехмерного изделия, состоящего из основного элемента и послойно изготовленного на нем из порошкообразного материала дополнительного элемента, содержащее:
секцию (12) построения для формирования трехмерного изделия, выполненную с возможностью размещения в ней основного элемента (101), содержащего ограничивающую поверхность (104);
облучающий модуль (18), выполненный с возможностью формирования пучка (22) излучения и с возможностью сканирования пучком (22) излучения по заранее заданному полю (302) сканирования, содержащему по меньшей мере часть ограничивающей поверхности (104) основного элемента (101);
измерительный модуль (39), выполненный с возможностью, во время сканирования поля (302) сканирования пучком (22) излучения, измерения зависимой от времени интенсивности электромагнитного излучения, испускаемого в позиции (13) пятна пучка (22) излучения; и
контроллер (36), выполненный с возможностью обеспечения:
связывания измеренной интенсивности электромагнитного излучения с информацией о позиции, характеризующей текущую позицию пучка (22) излучения;
определения позиции ограничивающей поверхности (104) основного элемента (101) по отношению к полю (302) сканирования на основании изменения измеренной интенсивности электромагнитного излучения в зависимости от времени и на основании информации о позиции, при этом резкое изменение интенсивности во времени относительно заданного порогового значения считают соответствующим краям ограничивающей поверхности (104);
связывания позиции в наборе данных конструкции трехмерного изделия с позицией в секции (12) построения на основании определенной позиции ограничивающей поверхности (104); и
связывания позиции дополнительной ограничивающей поверхности (105) дополнительного элемента (103), определяемой набором данных конструкции трехмерного изделия, с определенной позицией ограничивающей поверхности (104) основного элемента (101).
2. Устройство по п. 1, отличающееся тем, что измерительный модуль (39) выполнен с возможностью измерения интенсивности электромагнитного излучения в зависимости от позиции (13) пятна пучка (22) излучения и с возможностью выдачи информации о позиции.
3. Устройство по п. 1, отличающееся тем, что контроллер (36) выполнен с возможностью определения информации о позиции на основании информации о позиции облучения, введенной в облучающий модуль (18).
4. Устройство по п. 1, отличающееся тем, что дополнительная ограничивающая поверхность (105) дополнительного элемента (103) соответствует ограничивающей поверхности (104) основного элемента (101) посредством учета связи между позицией в наборе данных конструкции трехмерного изделия и позицией в секции (12) построения.
5. Устройство по п. 4, отличающееся тем, что оно выполнено с возможностью формирования дополнительного элемента (103) на основном элементе (101) путем сплавления порошка на подложке с использованием облучающего модуля (18).
6. Устройство по п. 1, отличающееся тем, что контроллер (36) выполнен с возможностью обеспечения:
формирования двумерного изображения на основании измеренной интенсивности электромагнитного излучения и связанной с ней информации о позиции;
идентификации краев ограничивающей поверхности (104) основного элемента (101) в двумерном изображении с использованием обработки изображения; и
определения позиции ограничивающей поверхности (104) основного элемента (101) по отношению к полю (302) сканирования на основании идентифицированных краев.
7. Способ получения трехмерного изделия, состоящего из основного элемента и послойно изготовленного на нем из порошкообразного материала дополнительного элемента, включающий этапы, на которых:
позиционируют основной элемент (101), содержащий ограничивающую поверхность (104), в секции (12) построения для формирования трехмерного изделия;
формируют пучок (22) излучения и сканируют указанным пучком излучения по заранее заданному полю (302) сканирования, содержащему по меньшей мере часть ограничивающей поверхности (104) основного элемента (101);
во время сканирования поля (302) сканирования пучком (22) излучения измеряют зависимую от времени интенсивность электромагнитного излучения, испускаемого в позиции (13) пятна пучка (22) излучения;
связывают измеренную интенсивность электромагнитного излучения с информацией о позиции, характеризующей текущую позицию пучка (22) излучения;
определяют позицию ограничивающей поверхности (104) основного элемента (101) по отношению к полю (302) сканирования на основании изменения измеренной интенсивности электромагнитного излучения в зависимости от времени и на основании информации о позиции, при этом резкое изменение интенсивности во времени относительно заданного порогового значения считают соответствующим краям ограничивающей поверхности (104);
связывают позицию в наборе данных конструкции трехмерного изделия с позицией в секции (12) построения на основании определенной позиции ограничивающей поверхности (104); и
связывают позицию дополнительной ограничивающей поверхности (105) дополнительного элемента (103), определяемой набором данных о конструкции трехмерного изделия, с определенной позицией ограничивающей поверхности (104) основного элемента (101).
8. Способ по п. 7, отличающийся тем, что пучок (22) излучения имеет низкую интенсивность, при которой структура материала основного элемента (101) не нарушается.
9. Способ по п. 7, отличающийся тем, что пучком (22) излучения сканируют по заранее заданному полю (302) сканирования в соответствии со схемой, содержащей множество векторов (304) облучения, параллельных между собой.
10. Способ по п. 7, отличающийся тем, что обеспечивают соответствие дополнительной ограничивающей поверхности (105) дополнительного элемента (103) ограничивающей поверхности (104) основного элемента (101) вследствие учета связи между позицией в наборе данных о конструкции трехмерного изделия и позицией в секции (12) построения.
11. Способ по п. 7, отличающийся тем, что дополнительный элемент (103) формируют на основном элементе (101) путем сплавления порошка на подложке с использованием облучающего модуля (18).
| S.Clijsters, In situ quality control of the selective laser melting process using a high-speed, real-time melt pool monitoring system | |||
| International journal of advanced manufacturing technology, vol | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| DE 102013017792 A1, 30.04.2015 | |||
| Способ определения работоспособности оператора | 1984 |
|
SU1466718A1 |
| US 20160098825 A1, 07.04.2016 | |||
| WO | |||

