Область техники
Изобретение относится к способу и устройству (именуемому далее аппаратом) для изготовления трехмерного изделия путем облучения слоев исходного порошкообразного материала электромагнитным или корпускулярным излучением. Изобретение относится также к способу формирования (изготовления) аппарата для изготовления трехмерного изделия указанным способом.
Уровень техники
Метод PBD (Powder Bed Fusion, расплавление подготовленного порошкового слоя) - это послойный аддитивный процесс, посредством которого, используя порошкообразные, в частности металлические и/или керамические, исходные материалы, можно изготавливать трехмерные изделия, имеющие сложные формы. С этой целью слой исходного порошкообразного материала наносят на носитель и подвергают пространственно селективному воздействию лазерного излучения в зависимости от желательной геометрии изделия, которое требуется изготовить. Лазерное излучение, проникающее в слой порошка, вызывает нагрев и, как следствие, сплавление или спекание частиц исходного порошкообразного материала. Затем на находящийся на носителе слой, подвергнутый лазерной обработке, наносят следующий слой исходного порошкообразного материала, и процесс повторяется до тех пор, пока изделие не приобретет желательные форму и размеры. Метод PBD может быть использован для изготовления, по результатам автоматического проектирования, прототипов, инструментов, заменяющих частей, ценных компонентов или медицинских протезов, например зубных или ортопедических.
Аппарат для изготовления деталей из порошкообразных исходных материалов методом PBD описан, например, в ЕР 1793979 В1. Этот известный аппарат содержит рабочую камеру, в которой находится множество носителей для подлежащих изготовлению объектов сходной формы. Система для приготовления слоя порошка содержит держатель емкости для порошка, который может совершать возвратно-поступательное перемещение над носителями, чтобы наносить исходный порошкообразный материал, подлежащий облучению лазерным пучком, на соответствующие носители. Рабочая камера подсоединена к контуру подачи защитного газа, содержащему подающую линию, по которой защитный газ может поступать в рабочую камеру для создания в ней атмосферы защитного газа.
В ЕР 2335848 В1 описан облучающий модуль, который может использоваться, например, в аппарате для изготовления трехмерного изделия путем облучения порошкообразных исходных материалов. Облучающий модуль содержит лазерный источник и оптический узел. Оптический узел, в который направляют лазерный пучок, испускаемый лазерным источником, содержит расширитель пучка и сканер. Внутри сканера установлены дифракционные оптические элементы, которые могут быть выведены на траекторию лазерного пучка излучения, чтобы разбить его на множество более мелких (элементарных) лазерных пучков. Эти элементы устанавливаются перед отклоняющим зеркалом, служащим для отклонения элементарных лазерных пучков. Лазерный пучок или элементарные лазерные пучки, выходящие из сканера, попадают в объектив, который представляет собой f-theta линзу.
Раскрытие изобретения
Изобретение направлено на разработку способа и аппарата, обеспечивающих возможность изготовления высококачественного трехмерного изделия путем облучения слоев исходного порошкообразного материала электромагнитным или корпускулярным излучением. Изобретение направлено также на создание способа формирования аппарата данного типа.
Поставленные задачи решены созданием способа изготовления трехмерного изделия в соответствии с п. 1, аппарата для изготовления трехмерного изделия в соответствии с п. 6 и способа формирования аппарата для изготовления трехмерного изделия в соответствии с п. 11.
Согласно способу изготовления трехмерного изделия исходный порошкообразный материал наносят на носитель. Носитель может быть помещен в рабочую камеру, которая может быть выполнена герметизируемой относительно окружающей среды, чтобы обеспечить возможность поддерживать в рабочей камере контролируемую, в частности инертную, атмосферу. Носитель может быть жестко зафиксирован. Желательно, однако, выполнить носитель подвижным в вертикальном направлении, чтобы, по мере увеличения высоты изготавливаемого изделия в результате нанесения новых слоев исходного порошкообразного материала, носитель мог перемещаться в вертикальном направлении вниз. Исходный порошкообразный материал предпочтительно является металлическим порошком, в частности порошком, полученным из сплава; однако он может быть и керамическим порошком или порошком, содержащим различные материалы. Порошок может содержать частицы любых подходящих размеров при любом их распределении по размерам. Однако желательно использовать порошки с размерами частиц менее 100 мкм. Исходный порошкообразный материал может наноситься на носитель посредством соответствующего устройства для нанесения порошка.
На исходный порошкообразный материал, нанесенный на носитель, селективно воздействуют, посредством облучающего модуля, электромагнитным или корпускулярным излучением, чтобы обеспечить изготовление изделия из нанесенного на носитель исходного порошкообразного материала методом послойного формирования. Облучающий модуль содержит источник излучения и систему оптических элементов. Облучающий модуль может содержать только один источник излучения. Допустимо, однако, чтобы этот модуль содержал более одного источника. В таком случае с каждым источником излучения может быть ассоциирован отдельный оптический узел, содержащий систему оптических элементов. По меньшей мере один источник излучения может быть лазерным источником, например иттербиевым волоконным лазером с диодной накачкой. При этом в систему оптических элементов могут, например, входить расширитель пучка, служащий для расширения пучка излучения, испускаемого источником излучения, сканер и объектив. Альтернативно, система оптических элементов может содержать расширитель пучка, в состав которого входит фокусирующая оптика, и сканер. Посредством сканера можно изменять требуемым образом положение фокуса пучка излучения как в направлении распространения пучка излучения, так и в плоскости, перпендикулярной этому направлению. Сканер может быть сконструирован, как гальванометрический сканер, а объектив может являться f-theta объективом.
Согласно способу изготовления трехмерного изделия функционированием облучающего модуля управляют в соответствии с зависящим от операционной температуры изменением по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля. Было установлено, что оптические свойства, например показатель преломления оптоволокна, линзы или другого оптического элемента облучающего модуля или геометрия, в частности радиус кривизны линзы, образующей оптический элемент облучающего модуля, изменяются в зависимости от операционной температуры этого модуля. Операционная температура облучающего модуля, в свою очередь, зависит, в основном, от выходной мощности пучка излучения, испускаемого источником излучения в составе облучающего модуля. Согласно способу изготовления трехмерного изделия зависящее от операционной температуры изменение по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля учитывается в процессе управления функционированием этого модуля. Как следствие, достигается более точное управление функционированием облучающего модуля, что позволяет изготавливать трехмерные изделия, отвечающие очень высоким стандартам качества.
В принципе, способ изготовления трехмерного изделия, предусматривающий управление функционированием облучающего модуля в соответствии с зависящим от операционной температуры изменением по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля, может эффективно применяться, когда изготовление трехмерного изделия осуществляют с применением облучающего модуля, использующего единственный источник излучения, испускающий единственный пучок излучения. Однако данный способ особенно эффективен, если трехмерное изделие должно изготавливаться при одновременном воздействии на исходный порошкообразный материал, нанесенный на носитель, электромагнитным или корпускулярным излучением, генерируемым различными облучающими модулями. Действительно, управление различными облучающими модулями в соответствии с зависящим от операционной температуры изменением по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента в различных облучающих модулях позволяет синхронизировать функционирование облучающих модулей в отношении зависящего от операционной температуры изменения по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента каждого облучающего модуля. Другими словами, становится возможным управлять облучающими модулями таким образом, чтобы уравнять или сбалансировать различные зависящие от операционной температуры изменения оптических свойств оптических элементов, используемых в облучающих модулях. В результате высококачественное изделие можно будет изготовить даже в случае, если оптические элементы различных облучающих модулей испытывают различные зависящие от операционной температуры изменения по меньшей мере одного оптического свойства оптических элементов.
Функционированием облучающего модуля предпочтительно управляют так, чтобы компенсировать зависящее от операционной температуры изменение по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля. Это позволяет обеспечивать высокое качество подлежащего изготовлению трехмерного изделия независимо от изменений по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля при изменении выходной мощности пучка излучения, испускаемого источником излучения в составе облучающего модуля, и, как следствие, при изменении операционной температуры облучающего модуля, например, в процессе изготовления различных частей изделия.
В особенно предпочтительном варианте способа изготовления трехмерного изделия функционированием облучающего модуля управляют в зависимости от зависящего от операционной температуры смещения положения (по меньшей мере в одном направлении) фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля. Как правило, температурные изменения показателя преломления оптических материалов, применяемых для изготовления оптических элементов облучающего модуля, а также температурные изменения их геометрии, т.е. таких параметров, как, например, радиус кривизны, приводят к смещению положения фокуса пучка излучения, испускаемого источником излучения. Более конкретно, было установлено, что при повышении операционной температуры облучающего модуля положение фокуса пучка излучения, вследствие температурных изменений оптических свойств его оптических элементов, все больше смещается в направлении распространения пучка излучения, т.е. по оси z системы координат, оси x и y которой задают плоскость, образованную поверхностью исходного порошкообразного материала, подлежащей облучению. Ось z при этом ориентирована перпендикулярно осям x и y и направлена в сторону облучающего модуля.
В связи с этим функционированием облучающего модуля предпочтительно управляют в зависимости от зависящего от операционной температуры смещения положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля по оси z охарактеризованной выше системы координат. Учет зависящего от операционной температуры смещения положения фокуса пучка излучения, испускаемого источником излучения по меньшей мере в одном направлении, предпочтительно по оси z указанной системы координат, в процессе управления функционированием облучающего модуля является относительно легко реализуемым, но, тем не менее, весьма эффективным подходом к управлению функционированием облучающего модуля в соответствии с зависящим от операционной температуры изменением по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля.
В предпочтительном варианте способа изготовления трехмерного изделия функционированием облучающего модуля управляют так, чтобы компенсировать зависящее от операционной температуры смещение положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля по меньшей мере в одном направлении. Например, облучающим модулем можно управлять таким образом, чтобы положение фокуса пучка излучения по меньшей мере в одном направлении регулировалось в зависимости от операционной температуры облучающего модуля таким образом, чтобы поддерживать постоянное положение фокуса пучка излучения по меньшей мере в одном направлении даже при изменениях операционной температуры облучающего модуля. Желательно управлять функционированием облучающего модуля так, чтобы компенсировать зависящее от операционной температуры смещение положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля по оси z указанной системы координат.
В особенно предпочтительном варианте способа изготовления трехмерного изделия функционированием облучающего модуля управляют в зависимости от корректирующей функции, определяющей смещение положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля в одном направлении, в зависимости от выходной мощности этого пучка. Данное направление предпочтительно совпадает с направлением указанной оси z, т.е. с направлением, перпендикулярным плоскости, заданной поверхностью исходного порошкообразного материала, подлежащей облучению. Использование корректирующей функции позволяет управлять функционированием облучающего модуля в соответствии с зависящим от операционной температуры изменением по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля во всем диапазоне значений выходной мощности пучка излучения.
Корректирующая функция предпочтительно является результатом регрессионного анализа данных, полученных при калибровочных измерениях смещения в одном направлении положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля, предпочтительно по оси z охарактеризованной выше системы координат, в зависимости от выходной мощности указанного пучка излучения. В одном варианте корректирующая функция может быть линейной функцией, определенной по результатам линейного регрессионного анализа, проведенного на данных по калибровочным измерениям. Однако (если это представляется желательным) допустимо также использование при проведении регрессионного анализа с целью получения корректирующей функции более высоких порядков. Калибровочные измерения могут предпочтительно проводиться до начала процесса изготовления трехмерного изделия. При этом допустимо провести калибровочные измерения только один раз, например по завершении формирования аппарата для изготовления трехмерного изделия. Альтернативно, можно также проводить калибровочные измерения с выбранной периодичностью, например, в рамках мероприятий по обслуживанию аппарата для изготовления трехмерного изделия. Регулярные калибровочные измерения позволяют скомпенсировать изменения со временем температурной зависимости по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля.
Калибровочные измерения могут проводиться методом измерения каустики. Метод измерения каустики позволяет с высокой надежностью и высокой точностью определять зависящее от операционной температуры смещение положения фокуса пучка излучения по меньшей мере в одном направлении, в частности по оси z охарактеризованной выше системы координат. Например, смещение положения фокуса пучка излучения может определяться при выходной мощности пучка излучения, равной 10%, 25% и 100% от максимальной выходной мощности. Затем на полученных данных может быть проведен регрессионный анализ, чтобы получить линейную корректирующую функцию или функцию более высокого порядка. Использование при проведении калибровочного измерения метода измерения каустики требует, однако, наличия прибора для измерения каустики, который, как правило, не входит в комплектацию аппарата для изготовления трехмерного изделия при его поставке. Поэтому особенно желательно использовать метод измерения каустики при проведении препродажных калибровочных измерений, т.е. на стадии формирования аппарата для изготовления трехмерного изделия.
Альтернативно, калибровочные измерения могут проводиться пирометрическим методом. Более конкретно, для проведения калибровочных измерений с целью получить данные о смещении положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля по меньшей мере в одном направлении, в частности по оси z указанной системы координат, в зависимости от выходной мощности указанного пучка излучения, применимо пирометрическое детекторное устройство, описанное в неопубликованной европейской заявке ЕР 14194387. В этом варианте калибровочные измерения можно проводить с помощью пирометрического детекторного устройства, которое является составной частью аппарата для изготовления трехмерного изделия, т.е. без применения отдельного прибора для измерения каустики. Как следствие, калибровочные измерения можно будет проводить, например, в рамках стандартного процесса техобслуживания. Разумеется, приемлемым является и применение метода измерения каустики для проведения предпродажной калибровки или при проведении контроля качества на стадии формирования аппарата для изготовления трехмерного изделия в сочетании с использованием пирометрического метода для проведения периодических калибровочных измерений, например, в рамках стандартного процесса техобслуживания.
Аппарат для изготовления трехмерного изделия содержит устройство для нанесения исходного порошкообразного материала, выполненное с возможностью наносить исходный порошкообразный материал на носитель. Облучающий модуль выполнен с возможностью селективно воздействовать электромагнитным или корпускулярным излучением на исходный порошкообразный материал, нанесенный на носитель, для образования из указанного материала на носителе изделия путем последовательного формирования слоев. Облучающий модуль содержит источник излучения и систему оптических элементов. Модуль управления выполнен с возможностью управлять функционированием облучающего модуля в зависимости от зависящего от операционной температуры изменения по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля.
Модуль управления может быть выполнен с возможностью управлять функционированием облучающего модуля так, чтобы компенсировать зависящее от операционной температуры изменение по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента облучающего модуля.
При этом модуль управления предпочтительно выполнен с возможностью управлять функционированием облучающего модуля в зависимости от зависящего от операционной температуры смещения по меньшей мере в одном направлении положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля.
Конкретно, модуль управления может быть выполнен с возможностью управлять функционированием облучающего модуля так, чтобы компенсировать зависящее от операционной температуры смещение по меньшей мере в одном направлении положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля.
В предпочтительном варианте аппарата модуль управления выполнен с возможностью управлять функционированием облучающего модуля в зависимости от корректирующей функции, определяющей смещение в одном направлении положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля, в зависимости от выходной мощности данного пучка излучения.
Корректирующая функция может являться результатом регрессионного анализа данных, полученных при калибровочных измерениях смещения в одном направлении положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля, в зависимости от выходной мощности данного пучка излучения.
Аппарат может дополнительно содержать прибор для измерения каустики, выполненный с возможностью проведения калибровочных измерений методом измерения каустики. Прибор для измерения каустики может разъемно подсоединяться к аппарату, что позволит отсоединять этот прибор от аппарата по завершении калибровочных измерений. Альтернативно или дополнительно, аппарат может содержать детекторное пирометрическое устройство, выполненное с возможностью проведения калибровочных измерений пирометрическим методом.
Согласно способу формирования аппарата для изготовления трехмерного изделия обеспечивается получение облучающего модуля, выполненного с возможностью селективно воздействовать электромагнитным или корпускулярным излучением на исходный порошкообразный материал, наносимый на носитель, для образования из указанного материала на носителе изделия путем последовательного формирования слоев. При этом облучающий модуль должен содержать источник излучения и по меньшей мере один оптический элемент. Способ включает также детектирование зависящего от операционной температуры смещения по меньшей мере в одном направлении положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля. Указанное детектируемое смещение положения фокуса пучка излучения предпочтительно ориентировано по оси z системы координат, оси x и y которой задают плоскость, образованную поверхностью исходного порошкообразного материала, подлежащего облучению. При этом ось z перпендикулярна осям x и y и направлена в сторону облучающего модуля. По меньшей мере один оптический элемент облучающего модуля выбирают для окончательной установки в формируемый аппарат при условии, что температурное (зависящее от температуры) смещение положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля, меньше порогового значения.
Например, смещение положения фокуса пучка излучения по меньшей мере в одном направлении, в частности по оси z описанной системы координат, может измеряться для выбранных значений выходной мощности указанного пучка излучения. В частности, это смещение может определяться при выходной мощности пучка излучения, составляющей 10%, 25% и 100% от максимальной выходной мощности. При выходной мощности, равной 10% от ее максимального значения, смещение положения фокуса пучка 22 излучения минимально или отсутствует. Поэтому смещение положения фокуса, измеренное при выходной мощности пучка излучения, равной 10% от ее максимального значения, принимается в качестве референтного значения для следующих измерений, например для выходных мощностей, равных 25% и 100% от максимальной выходной мощности пучка излучения. По меньшей мере один оптический элемент облучающего модуля выбирают для окончательной установки в формируемый аппарат только при условии, что смещение положения фокуса по оси z описанной системы координат меньше 0,5 рэлеевской длины пучка излучения. Если это представляется желательным, описанным способом могут быть протестированы, отобраны для окончательной установки и установлены различные оптические элементы, предназначенные для использования в облучающем модуле.
Краткое описание чертежей
Далее более подробно, со ссылками на прилагаемые схематично выполненные чертежи, будут описаны предпочтительные варианты изобретения.
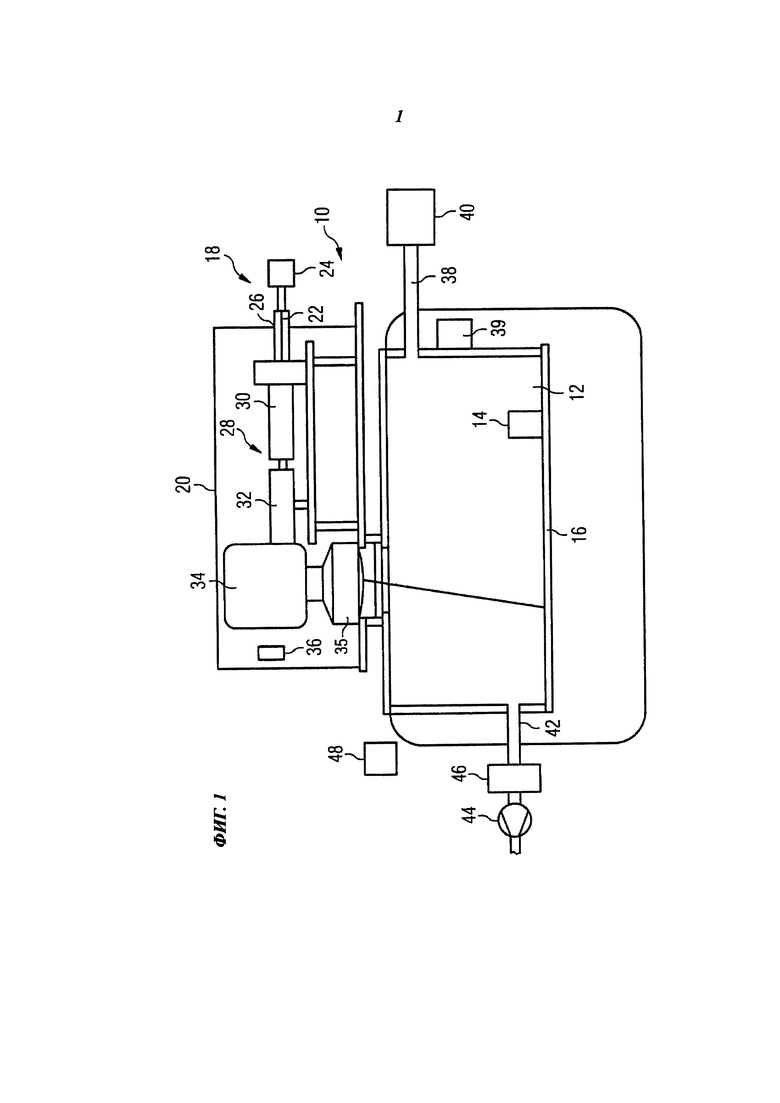
На фиг. 1 представлен аппарат для изготовления трехмерного изделия путем селективного воздействия электромагнитным или корпускулярным излучением на исходный порошкообразный материал.
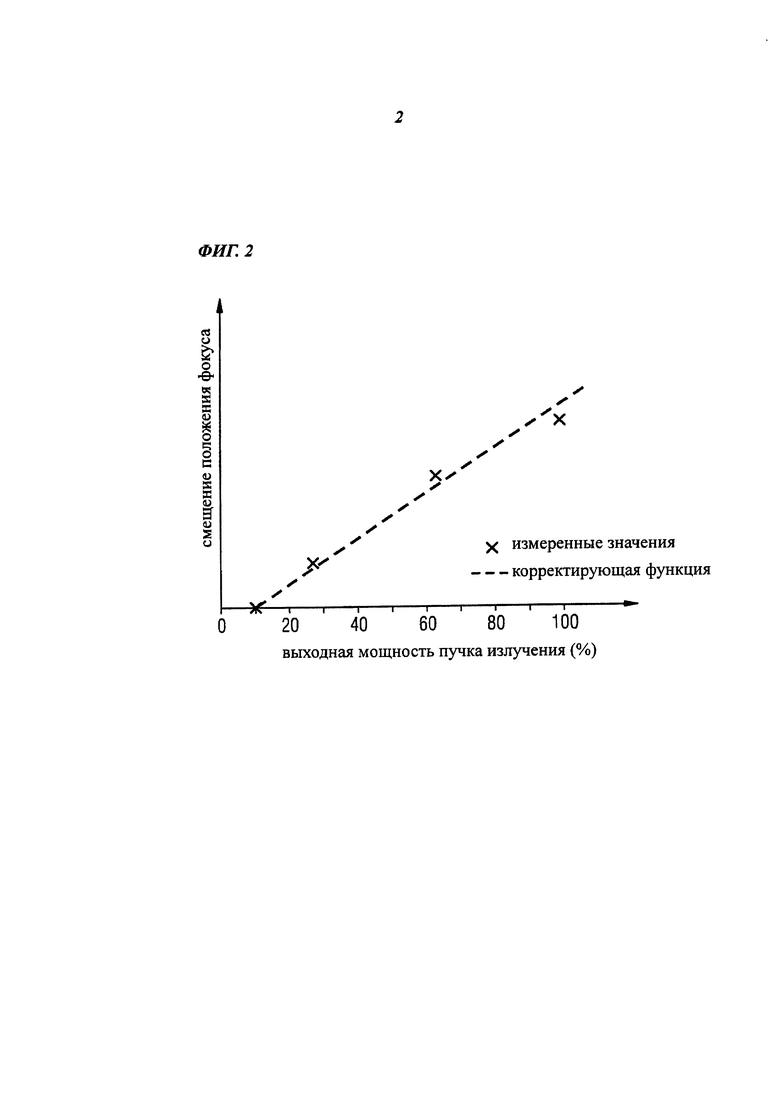
На фиг. 2 приведен график, характеризующий смещение положения фокуса пучка излучения, испускаемого источником излучения в составе облучающего модуля аппарата по фиг. 1, обусловленное изменением оптических свойств оптических элементов данного модуля, в зависимости от выходной мощности пучка излучения.
Осуществление изобретения
На фиг. 1 представлен аппарат 10 для изготовления трехмерного изделия. Аппарат 10 содержит рабочую камеру 12. Находящееся в рабочей камере 12 устройство 14 для нанесения порошка служит для нанесения исходного порошкообразного материала на носитель 16. Носитель 16 способен смещаться в вертикальном направлении. При таком выполнении по мере увеличения высоты изготавливаемого изделия в результате формирования на носителе 16 слоев исходного порошкообразного материала носитель 16 может перемещаться в вертикальном направлении вниз.
Аппарат 10 содержит также облучающий модуль 18 для селективного воздействия лазерным излучением на исходный порошкообразный материал, нанесенный на носитель 16. Более конкретно, посредством облучающего модуля 18 нанесенный на носитель 16 исходный порошкообразный материал может быть подвергнут пространственно-селективному облучению лазерным излучением в зависимости от желательной геометрии изделия, которое требуется изготовить. Облучающий модуль 18 имеет герметичный корпус 20. Пучок 22 излучения, т.е. лазерный пучок, формируемый источником 24 излучения (в данном варианте лазерным источником, например иттербиевым волоконным лазером с диодной накачкой, генерирующим лазерное излучение на длине волны примерно 1070-1080 нм), вводится в корпус 20 через отверстие 26.
Облучающий модуль 18 содержит также оптический узел 28, формирующий и направляющий пучок 22 излучения. Оптический узел 28 содержит: оптические элементы, такие как расширитель 30 пучка, служащий для расширения пучка 22 излучения, испускаемого источником 24 излучения; фокусирующую линзу 32 для фокусирования пучка 22 излучения; сканер 34 и объектив 35. Сканер 34 и объектив 35 могут быть, например, сконструированы, как гальванометрический сканер и f-theta объектив. Посредством сканера 34 можно изменять и адаптировать положение фокуса пучка 22 излучения как в направлении его распространения, так и в плоскости, перпендикулярной этому направлению. Функционирование облучающего модуля 18 управляется посредством модуля 36 управления.
Рабочая камера 12 герметизирована относительно атмосферы, т.е. среды, окружающей эту камеру. При этом рабочая камера 12 подключена к линии 38 подачи газа, по которой в камеру может подаваться газ, обеспечиваемый источником 40 газа. Газ, поступающий в рабочую камеру 12 от источника 40 газа, может быть нейтральным газом, например аргоном или азотом.
В процессе воздействия электромагнитным или корпускулярным излучением на нанесенный на носитель 16 исходный порошкообразный материал с целью сформировать из этого материала изделие путем добавления слоев отводящая линия 42 обеспечивает возможность отведения из рабочей камеры 12 газа, несущего загрязняющие частицы, например частицы исходного порошкообразного материала или частицы сварочного дыма. Газ, содержащий твердые загрязняющие частицы, выводится из рабочей камеры 12 посредством откачивающего устройства 44, например насоса. Установленный в отводящей линии перед откачивающим устройством 44 фильтр 46 служит для отфильтровывания загрязняющих частиц из потока газа, отводимого из рабочей камеры 12. После прохождения через фильтр 46 поток газа может быть возвращен в рабочую камеру 12 по линии 38 подачи газа. Кроме того, аппарат 10 содержит пирометрическое детекторное устройство 39 типа описанного в неопубликованной европейской заявке ЕР 14194387.
Оптические свойства, такие как, например, показатель преломления и геометрия оптических элементов 30, 32, 34, 35 облучающего модуля 18, изменяются в зависимости от операционной температуры этого модуля 18, которая, в свою очередь, зависит, в основном, от выходной мощности пучка 22 излучения, испускаемого источником 24 излучения в составе облучающего модуля 18. Зависящие от температуры изменения показателей преломления оптических материалов, использованных для изготовления оптических элементов 30, 32, 34, 35, как и зависящие от температуры изменения геометрии этих элементов, приводят к смещению положения фокуса пучка 22 излучения, испускаемого источником 24. Более конкретно, как следствие указанных изменений оптических свойств оптических элементов 30, 32, 34, 35, при увеличении операционной температуры облучающего модуля 18 положение фокуса пучка 22 излучения все в большей степени смещается вдоль траектории пучка 22 излучения, т.е. вдоль оси z системы координат, оси x и y которой задают плоскость, образованную поверхностью исходного порошкообразного материала, которую требуется облучать. При этом ось z направлена перпендикулярно осям x и y, в сторону облучающего модуля 18.
В процессе формирования аппарата 10 для изготовления трехмерного изделия производится проверка качества облучающего модуля 18. С этой целью облучающий модуль 18, снабженный по меньшей мере одним, но в типичном варианте всеми оптическими элементами 30, 32, 34, 35, устанавливают в аппарат 10. После этого измеряют зависящее от операционной температуры смещение по меньшей мере в одном направлении положения фокуса пучка 22 излучения, испускаемого источником 24 излучения в составе облучающего модуля 18. В качестве этого направления выбирают направление оси z системы координат, оси x и y которой задают плоскость, образованную поверхностью исходного порошкообразного материала, которую требуется облучить, а ось z направлена перпендикулярно осям x и y, в сторону облучающего модуля 18. Более конкретно, на первой операции выходную мощность пучка 22 излучения устанавливают равной 10% от ее максимального значения и измеряют первое значение смещения положения фокуса, обусловленного изменением, вызванным зависящим от температуры изменением (температурным изменением) оптических свойств по меньшей мере одного оптического элемента 30, 32, 34, 35 облучающего модуля 18. Поскольку при выходной мощности пучка 22 излучения, составляющей 10% от ее максимального значения, смещение положения фокуса пучка 22 излучения минимально или отсутствует, смещение положения фокуса, измеренное при выходной мощности пучка 22 излучения, равной 10% от максимальной выходной мощности, принимается в качестве референтного значения.
Затем измеряют смещения положения фокуса, вызванные температурным изменением оптических свойств по меньшей мере одного оптического элемента 30, 32, 34, 35 облучающего модуля 18 при выходной мощности пучка 22 излучения, составляющей, последовательно, 25% и 100% от максимальной выходной мощности. По меньшей мере один оптический элемент 30, 32, 34, 35 облучающего модуля 18 выбирают для окончательной (т.е. постоянной) установки в аппарат 10 только при условии, что температура смещения положения фокуса пучка 22 излучения, испускаемого источником 24 излучения, оказывается меньше порогового значения. Например, принимается, что по меньшей мере один оптический элемент 30, 32, 34, 35 удовлетворяет такому стандарту качества только в случае, если смещение положения фокуса по оси z охарактеризованной выше системы координат, обусловленное зависящими от операционной температуры изменениями оптических свойств по меньшей мере одного оптического элемента 30, 32, 34, 35, меньше 0,5 рэлеевской длины пучка 22 излучения.
Если будет установлено, что по меньшей мере один оптический элемент 30, 32, 34, 35 отвечает указанному стандарту качества, введенному как условие установки элемента в аппарат 10, проводят калибровочные измерения. Как и описанные измерения для проверки качества, рассматриваемые далее калибровочные измерения могут проводиться методом измерения каустики с помощью устройства 48 для измерения каустики, которое может разъемно присоединяться к аппарату 10, т.е. может отсоединяться и убираться по завершении процесса калибровки. При проведении калибровки измеряют смещение положения фокуса, обусловленное температурными изменениями оптических свойств оптических элементов 30, 32, 34, 35 облучающего модуля 18 при выбранных значениях выходной мощности пучка 22 излучения, с целью получить данные, представленные в виде графика на фиг. 2.
Более конкретно, измеренные значения соответствуют смещениям положения фокуса пучка 22 излучения по оси z охарактеризованной выше системы координат, обусловленным изменениями оптических свойств оптических элементов 30, 32, 34, 35 вследствие изменения операционной температуры. Как показано на фиг. 2, смещение положения фокуса пучка 22 излучения при выходной мощности пучка 22 излучения, равной 10% от максимального значения, по существу, отсутствует. При возрастании выходной мощности пучка 22 излучения смещение постоянно увеличивается.
Используя измеренные значения смещения положения фокуса пучка 22 излучения, можно определить корректирующую функцию, характеризующую смещение положения фокуса в одном направлении, а именно по оси z заданной (как описано выше) системы координат в зависимости от выходной мощности пучка 22 излучения. Показанная на фиг. 2 корректирующая функция является результатом линейного регрессионного анализа, проведенного на измеренных значениях. Допустимо, однако, при проведении регрессионного анализа с целью построения корректирующей функции использовать и функции более высоких порядков. Корректирующая функция служит входными данными для модуля 36 управления. С этой целью она может быть сохранена в памяти этого модуля.
При функционировании аппарата 10 с целью изготовления трехмерного изделия модуль 36 управления управляет работой облучающего модуля 18 в соответствии с изменениями оптических свойств оптических элементов 30, 32, 34, 35 облучающего модуля 18, зависящих от операционной температуры. Более конкретно, модуль 36 управления управляет функционированием облучающего модуля 18 таким образом, чтобы компенсировать указанные изменения оптических свойств оптических элементов 30, 32, 34, 35. Это управление функционированием облучающего модуля 18 модуль 36 управления осуществляет с использованием корректирующей функции так, чтобы компенсировать смещения положения фокуса пучка 22 излучения в зависимости от операционной температуры. Такое управление позволяет обеспечивать высокое качество подлежащего изготовлению трехмерного изделия независимо от операционной температуры облучающего модуля 18, обуславливающей изменения оптических свойств оптических элементов 30, 32, 34, 35, в случае изменения этой температуры в результате изменений выходной мощности пучка 22 излучения, например, в процессе обработки различных областей изготавливаемого изделия.
Описанные калибровочные измерения могут проводиться только один раз, например, в рамках изготовления аппарата 10. Однако эти измерения можно проводить и с определенной периодичностью, например, в рамках работ по техническому обслуживанию аппарата 10 для изготовления трехмерного изделия. Для проведения регулярных калибровочных измерений может быть использовано пирометрическое детекторное устройство 39.
Предложены способ и аппарат для изготовления трехмерного изделия с компенсацией смещения положения фокуса в результате нагрева. Способ согласно изобретению включает следующие операции: наносят на носитель (16) исходный порошкообразный материал и селективно воздействуют, посредством облучающего модуля (18), на исходный порошкообразный материал, нанесенный на носитель (16), электромагнитным или корпускулярным излучением для образования из указанного материала на носителе (16) изделия путем последовательного формирования слоев. При этом облучающий модуль (18) содержит источник (24) излучения и систему оптических элементов (30, 32, 34, 35). Функционированием облучающего модуля (18) управляют в соответствии с зависящим от операционной температуры изменением по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента (30, 32, 34, 35) облучающего модуля (18). 3 н. и 12 з.п. ф-лы, 2 ил.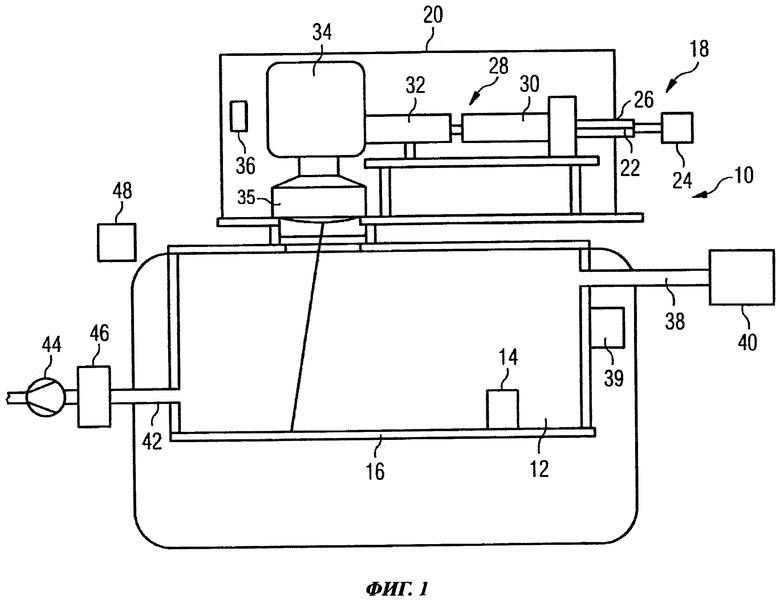
1. Способ изготовления трехмерного изделия, включающий следующие операции:
- наносят на носитель (16) исходный порошкообразный материал,
- селективно воздействуют, посредством облучающего модуля (18), на исходный порошкообразный материал, нанесенный на носитель (16), электромагнитным или корпускулярным излучением для образования из указанного материала на носителе (16) изделия путем последовательного формирования слоев, причем облучающий модуль (18) содержит источник (24) излучения, испускающий пучок (22) излучения, и систему оптических элементов (30, 32, 34, 35),
при этом функционированием облучающего модуля (18) управляют в соответствии с зависящим от операционной температуры изменением по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента (30, 32, 34, 35) облучающего модуля (18),
при этом зависящее от операционной температуры изменение соответствует зависящему от операционной температуры смещению положения фокуса пучка (22) излучения в направлении распространения пучка (22) излучения.
2. Способ по п. 1, в котором функционированием облучающего модуля (18) управляют так, чтобы компенсировать зависящее от операционной температуры смещение, в направлении распространения пучка (22) излучения, положения фокуса пучка (22) излучения, испускаемого источником (24) излучения в составе облучающего модуля (18).
3. Способ по п. 1, в котором функционированием облучающего модуля (18) управляют в зависимости от корректирующей функции, определяющей смещение, в направлении распространения пучка (22) излучения, положения фокуса пучка (22) излучения, испускаемого источником (24) излучения в составе облучающего модуля (18), в зависимости от выходной мощности указанного пучка (22) излучения.
4. Способ по п. 3, в котором корректирующая функция является результатом
регрессионного анализа данных, полученных при калибровочных измерениях смещения, в направлении распространения пучка (22) излучения, положения фокуса пучка (22) излучения, испускаемого источником (24) излучения в составе облучающего модуля (18), в зависимости от выходной мощности указанного пучка (22) излучения.
5. Способ по п. 4, в котором калибровочные измерения проводят методом измерения каустики и/или пирометрическим методом.
6. Аппарат (10) для изготовления трехмерного изделия, содержащий:
- устройство (14) для нанесения исходного порошкообразного материала, выполненное с возможностью наносить на носитель (16) исходный порошкообразный материал,
- облучающий модуль (18), выполненный с возможностью селективно воздействовать электромагнитным или корпускулярным излучением на исходный порошкообразный материал, нанесенный на носитель (16), для образования из указанного материала на носителе (16) изделия путем последовательного формирования слоев, причем облучающий модуль (18) содержит источник (24) излучения, испускающий пучок (22) излучения, и систему оптических элементов (30, 32, 34, 35), и
- модуль (36) управления, выполненный с возможностью управлять функционированием облучающего модуля (18) в зависимости от зависящего от операционной температуры изменения по меньшей мере одного оптического свойства по меньшей мере одного оптического элемента (30, 32, 34, 35) облучающего модуля (18),
при этом зависящее от операционной температуры изменение соответствует зависящему от операционной температуры смещению положения фокуса пучка (22) излучения в направлении распространения пучка (22) излучения.
7. Аппарат по п. 6, в котором модуль (36) управления выполнен с возможностью управлять функционированием облучающего модуля (18) так, чтобы компенсировать зависящее от операционной температуры смещение, в направлении распространения пучка (22) излучения, положения фокуса пучка (22) излучения,
испускаемого источником (24) излучения в составе облучающего модуля (18).
8. Аппарат по п. 6, в котором модуль (36) управления выполнен с возможностью управлять функционированием облучающего модуля (18) в зависимости от корректирующей функции, определяющей смещение, в направлении распространения пучка (22) излучения, положения фокуса пучка (22) излучения, испускаемого источником (24) излучения в составе облучающего модуля (18), в зависимости от выходной мощности указанного пучка (22) излучения.
9. Аппарат по п. 8, в котором корректирующая функция является результатом регрессионного анализа данных, полученных при калибровочных измерениях смещения, в направлении распространения пучка (22) излучения, положения фокуса пучка (22) излучения, испускаемого источником (24) излучения в составе облучающего модуля (18), в зависимости от выходной мощности указанного пучка (22) излучения.
10. Аппарат по п. 9, дополнительно содержащий прибор для измерения каустики, выполненный с возможностью проведения калибровочных измерений методом измерения каустики, и/или детекторное пирометрическое устройство (39), выполненное с возможностью проведения калибровочных измерений пирометрическим методом.
11. Способ формирования аппарата (10) для изготовления трехмерного изделия, включающий:
- получение облучающего модуля (18), выполненного с возможностью селективно воздействовать электромагнитным или корпускулярным излучением на исходный порошкообразный материал, наносимый на носитель (16), для образования из указанного материала на носителе (16) изделия путем последовательного формирования слоев, причем облучающий модуль (18) содержит источник (24) излучения и по меньшей мере один оптический элемент (30, 32, 34, 35),
- детектирование зависящего от операционной температуры смещения положения фокуса пучка (22) излучения, испускаемого источником (24) излучения в составе облучающего модуля (18), и
- выбор оптического элемента (30, 32, 34, 35) облучающего модуля (18) для
окончательной установки в формируемый аппарат (10), если зависящее от температуры смещение по меньшей мере в одном направлении меньше порогового значения положения фокуса пучка (22) излучения, испускаемого источником (24) излучения в составе облучающего модуля (18).
| US 2013154160 A1, 20.06.2013 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА | 2006 |
|
RU2337822C1 |
| DE 102007039878 A1, 08.05.2008 | |||
| US 2014263209 A1, 18.09.2014. | |||

