Изобретение относится к аддитивным технологиям методом трехмерной печати и может быть использовано при строительстве зданий, архитектурных и строительных модулей из жестких строительных смесей.
Известно устройство трехмерной печати зданий, содержащее печатающую головку и механизм трехмерного позиционирования печатающей головки, а в качестве печатающей головки используется стекловаренная печь, имеется выравнивающее устройство для выравнивания плоскости стены, расположенное с возможностью формирования плоскости стены после нанесения материала стены печатающей головкой (патент RU на изобретение №2618235, опубл. 03.05.2017, бюл. №13).
Недостатком известного устройства является узкая область применения, сложность эксплуатации и невозможность использования для печати бетонных изделий.
Известен 3D принтер, применяемый для возведения зданий и конструкций с использованием бетонов, состоящий из башни-основания, стрелы с экструдером и устройством фиксации элементов армирующей сетки и стрелы с устройством гибки и резки элементов армирующей сетки, при этом каждая стрела имеет возможность независимо вращаться относительно оси башни, укорачиваться или удлинятся вдоль своей оси, перемещаться вверх и вниз по башне, а устройства на стрелах имеют возможность поворачиваться вокруг оси стрелы, при этом стрела с устройством гибки и резки элементов армирующей сетки расположена на оси башни выше стрелы с экструдером (патент RU на полезную модель №179287, опубл. 07.05.2018, бюл. №13).
Недостатком известного 3D принтера является низкая производительность в связи с дополнительными функциями гибки, резки и укладки армирующей сетки, а также в связи с необходимостью дополнительной обработки поверхности стен напечатанного сооружения.
Известно устройство для изготовления трехмерного объекта для осуществления способа по патенту DE на изобретение №4400523, опубл. 13.07.1995 г., вид публикации С2, принятое в качестве прототипа, включающее устройство для нанесения слоя материала, который может быть отвержден под действием электромагнитного облучения, устройство для облучения материала в точках слоя, соответствующего объекту. Устройство для нанесения слоя материала включает емкость для материала, установленную на платформе, которая снабжена механизмом для перемещения, а на ее нижней стороне, имеется устройство для регулировки толщины слоя наносимого материала, включающее зачистной элемент, снабженный вибратором, обеспечивающий вибрацию зачистного элемента, кроме того емкость для материала снабжена устройством для заполнения заданного количества вещества (сырьевой смеси).
С существенными признаками изобретения совпадает следующая совокупность признаков прототипа: устройство для нанесения слоя материала, содержащее емкость для материала и вибратор, установленное на платформе, которая снабжена механизмом для перемещения, а также устройство для заполнения заданного количества сырьевой смеси.
Недостатком прототипа является низкая производительность, в связи с необходимостью затрат времени на процесс облучения для отвердения наносимого материала и необходимость дополнительной обработки боковых поверхностей стен после отвердения материала. Причем, зачистка поверхности нанесенного слоя ухудшает сцепление с последующим слоем и снижает прочность стен здания.
Изобретение направлено на получение прочных зданий и архитектурно-строительных модулей из жестких строительных смесей сложной геометрической формы.
Это достигается тем, что устройство для трехмерной печати зданий и архитектурно-строительных модулей включает установленное на платформе, которая снабжена механизмом для перемещения, устройство для нанесения слоя материала, содержащее емкость для материала и вибратор, а также устройство для заполнения заданного количества сырьевой смеси. В предложенном решении емкость для материала выполнена в виде гибкой трансформируемой опалубки, боковые стенки которой выполнены из множества шарнирно соединенных вертикальных прямоугольных пластин, снабженных тягами и механизмами плоскопараллельного взаимного перемещения противоположных пластин, обеспечивающих заданный профиль стен здания. Торцевые стенки опалубки выполнены с возможностью поворота относительно горизонтальной оси в верхней точке на угол не менее чем на 90°, вибратор выполнен с горизонтальным распространением акустических колебаний и снабжен механизмом ввода в сырьевую смесь, а платформа выполнена с возможностью поворота вокруг своей оси.
В зависимости от размера опалубки устройство может иметь несколько вибраторов.
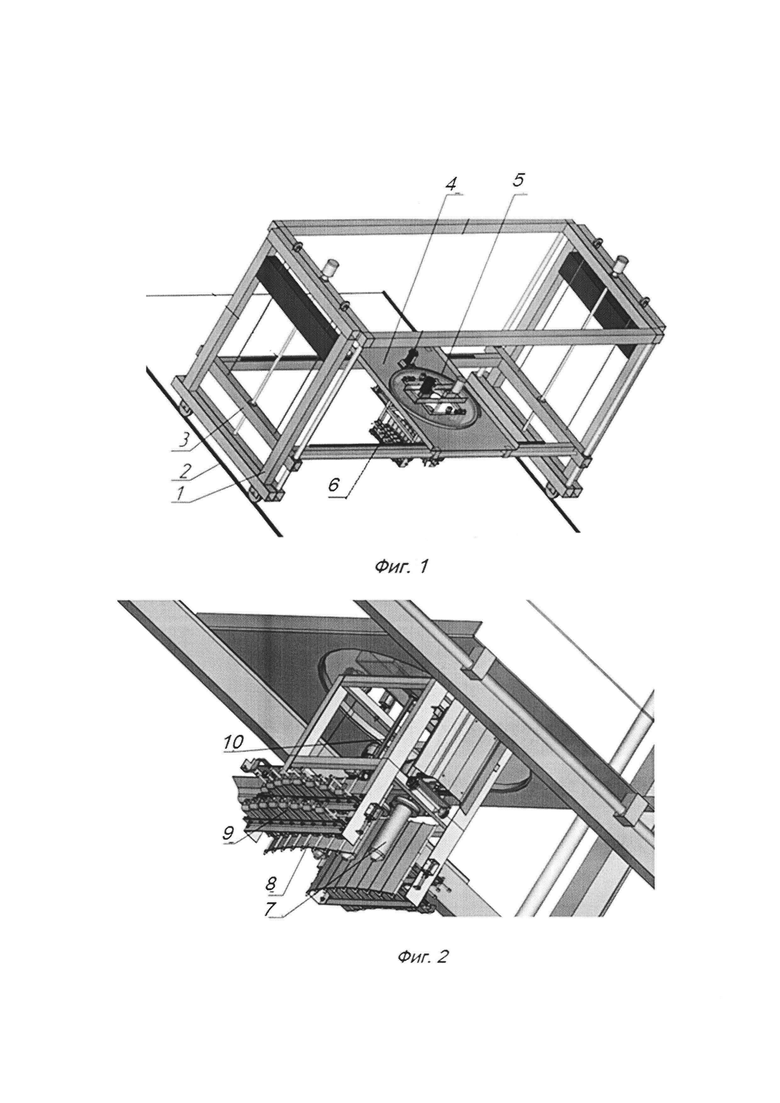
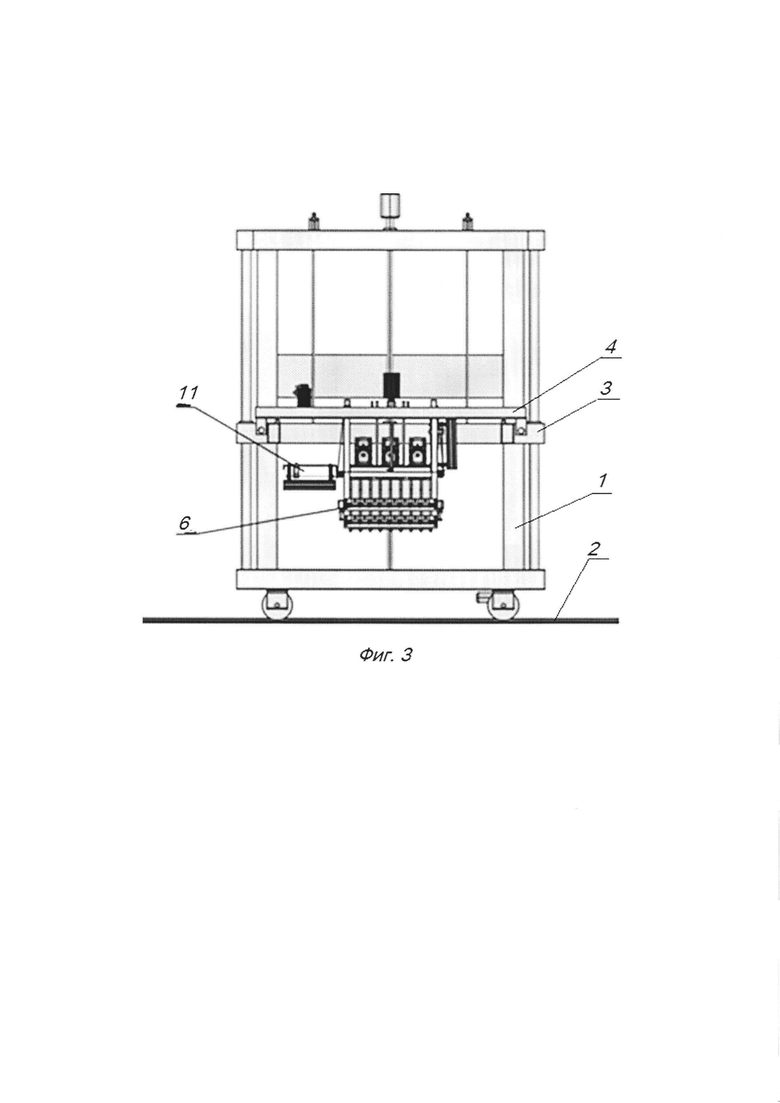
Изобретение поясняется чертежами, где на фиг. 1 изображен общий вид устройства для трехмерной печати, на фиг. 2 показана трансформируемая опалубка, на фиг. 3 представлен вид сбоку устройства с поворотными торцевыми стенками гибкой трансформируемой опалубки.
Устройство для трехмерной печати зданий и архитектурно-строительных модулей включает рамную конструкцию 1, выполненную с возможностью перемещения по направляющим 2, несущий мост 3, выполненный с возможностью перемещения в вертикальной плоскости, например при помощи шариковинтовой пары, тележку 4, перемещающуюся по несущему мосту 3, например, за счет зубчато-реечной передачи.
На тележке 4 установлена платформа 5, которая выполнена с возможностью поворота вокруг своей оси в соответствии с заданной формой сопряжения стен здания или модуля, например за счет зубчатой передачи с приводом от электродвигателя. На платформе 5 установлено устройство для нанесения слоя материала, которое содержит емкость для материала, выполненную в виде гибкой трансформируемой опалубки 6 и, по крайней мере, один вибратор 7, который выполнен с горизонтальным распространением акустических колебаний, и снабжен механизмом ввода в сырьевую смесь (на фиг. не показан). Количество вибраторов определяется размерами опалубки.
Боковые стенки гибкой трансформируемой опалубки 6 выполнены из множества шарнирно соединенных вертикальных прямоугольных пластин 8. Каждая пластина снабжена тягой 9, соединенной с механизмом (на фиг. не показан) плоскопараллельного взаимного перемещения противоположных пластин в горизонтальном направлении, обеспечивающим заданный профиль стен здания или модуля.
Над гибкой трансформируемой опалубкой установлено устройство для заполнения заданного количества сырьевой смеси, включающее материалопровод 10, который может быть снабжен затвором, перекрывающим подачу сырьевой смеси в опалубку.
Торцевые стенки 11 гибкой трансформируемой опалубки 6 (фиг. 3) выполнены с возможностью поворота относительно горизонтальной оси в верхней точке на угол не менее чем на 90°.
Печать осуществляется следующим образом.
Координаты точки печати объекта по оси Y обеспечиваются заданным перемещением рамной конструкции 1 по направляющим 2, по оси X - перемещением тележки 4. Несущий мост 3 обеспечивает перемещение узла печати по оси Z. Изменение направления печати в горизонтальной плоскости в соответствии с заданной формой сопряжения стен здания или модуля обеспечивается поворотной платформой 5. Приготовленная сырьевая смесь заданного состава, например бетонная смесь с наполнителем, с размером частиц до 30 мм и в заданном количестве, поступает в трансформируемую опалубку 6 (см. фиг. 1) с закрытыми торцевыми стенками по материалопроводу 10 (фиг. 2). Уплотнение сырьевой смеси обеспечивают вибраторы 7. Заданные геометрические формы стен здания или модуля обеспечиваются изменением радиуса кривизны боковых стенок гибкой трансформируемой опалубки за счет шарнирно соединенных вертикальных прямоугольных пластин 8, снабженных тягами 9 для соединения с механизмами плоскопараллельного взаимного перемещения противоположных пластин.
После уплотнения вибраторы извлекаются из отвержденной смеси и трансформируемая опалубка перемещается на расстояние, равное ее длине. При этом торцевая стенка 11 (см. фиг. 3) опалубки 6 со стороны напечатанного элемента поднимается за счет шарнирного соединения в верхней точке и ее функции выполняет торец напечатанного элемента. Последующие элементы печати повторяются аналогично. При начале печати перпендикулярно расположенной стены, торцевой стенкой опалубки будет служить часть боковой поверхности предыдущего напечатанного элемента. Закругление стен производится радиусом кривизны, который обеспечивается перемещением взаимно противоположных боковых пластин 8 опалубки 6 и плавным поворотом платформы 5.
Применение поэлементной печати стен строительных конструкций и архитектурно-строительных модулей с использованием гибкой трансформируемой опалубки обеспечивает заданные сложные геометрические формы стен здания. Закругление профиля стены осуществляется за счет взаимного перемещения противоположных пластин боковых стенок опалубки на расстояние, обеспечивающее заданный радиус кривизны. Гибкая трансформируемая опалубка позволяет применять для печати жесткие строительные смеси с наполнителем, для уплотнения которых служат вибраторы с горизонтальным распространением акустических колебаний в пределах опалубки, что повышает прочность печатной конструкции и сокращает время твердения. Выполнение стенок гибкой трансформируемой опалубки из пластин с гладкой поверхностью исключает необходимость дополнительной обработки боковых поверхностей стен. Для обеспечения заданной формы сопряжения стен, платформа, на которой установлено устройство для нанесения слоя материала, выполнена с возможностью поворота вокруг своей оси.
Использование изобретения позволяет получить прочные зданий, архитектурно-строительных модулей из жестких строительных смесей сложной геометрической формы. Помимо этого устройство имеет высокую производительность за счет сокращения сроков твердения слоя материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возведения утепленной бетонной стены с предчистовой обработкой поверхностей на 3D строительном принтере и устройство для его осуществления | 2020 |
|
RU2744829C1 |
| Строительный 3D принтер | 2020 |
|
RU2753324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРХИТЕКТУРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2024 |
|
RU2838894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ МЕТОДОМ 3D-ПЕЧАТИ | 2022 |
|
RU2791611C1 |
| Способ строительства сооружения | 2019 |
|
RU2706288C1 |
| МОНОЛИТНОЕ БЕТОННОЕ ЗДАНИЕ | 2008 |
|
RU2380493C1 |
| Способ возведения стен здания печатающим 3D принтером дискретной печатью | 2017 |
|
RU2703574C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ В ФАСАДНОЙ ПАНЕЛИ | 2024 |
|
RU2838892C1 |
| ФАСАДНАЯ ПАНЕЛЬ ДЛЯ ОБЛИЦОВКИ ЗДАНИЙ | 2024 |
|
RU2838893C1 |
| Способ возведения облегчённых перекрытий многоэтажных зданий | 2017 |
|
RU2652402C1 |
Изобретение относится к аддитивным технологиям методом трехмерной печати и может быть использовано при строительстве зданий, архитектурных и строительных модулей из жестких строительных смесей. Техническим результатом является получение прочных зданий и архитектурно-строительных модулей из жестких строительных смесей сложной геометрической формы. Технический результат достигается тем, что устройство для трехмерной печати зданий и архитектурно-строительных модулей включает установленное на платформе, которая снабжена механизмом для перемещения, устройство для нанесения слоя материала, содержащее емкость для материала и вибратор, а также устройство для заполнения заданного количества сырьевой смеси, при этом емкость для материала выполнена в виде гибкой трансформируемой опалубки, боковые стенки которой выполнены из множества шарнирно соединенных вертикальных прямоугольных пластин, снабженных тягами и механизмами плоскопараллельного взаимного перемещения противоположных пластин, обеспечивающих заданный профиль стен здания, а торцевые стенки выполнены с возможностью поворота относительно горизонтальной оси в верхней точке на угол не менее чем 90°, вибратор выполнен с горизонтальным распространением акустических колебаний и снабжен механизмом ввода в сырьевую смесь, а платформа выполнена с возможностью поворота вокруг своей оси. 1 з.п. ф-лы, 3 ил.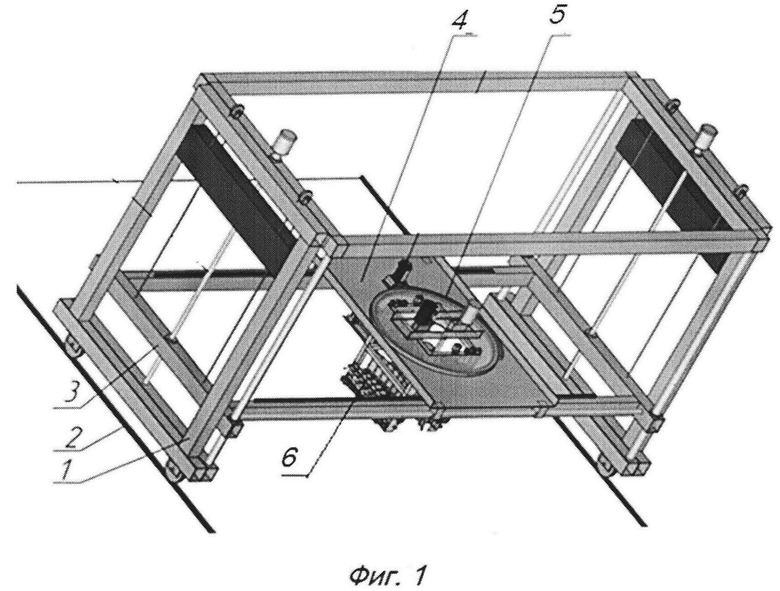
1. Устройство для трехмерной печати зданий и архитектурно-строительных модулей, включающее установленное на платформе, которая снабжена механизмом для перемещения, устройство для нанесения слоя материала, содержащее емкость для материала и вибратор, а также устройство для заполнения заданного количества сырьевой смеси, отличающееся тем, что емкость для материала выполнена в виде гибкой трансформируемой опалубки, боковые стенки которой выполнены из множества шарнирно соединенных вертикальных прямоугольных пластин, снабженных тягами и механизмами плоскопараллельного взаимного перемещения противоположных пластин, обеспечивающих заданный профиль стен здания, а торцевые стенки выполнены с возможностью поворота относительно горизонтальной оси в верхней точке на угол не менее чем 90°, вибратор выполнен с горизонтальным распространением акустических колебаний и снабжен механизмом ввода в сырьевую смесь, а платформа выполнена с возможностью поворота вокруг своей оси.
2. Устройство по п. 1, отличающееся тем, что имеет несколько вибраторов.
| DE 4400523 A1, 13.07.1995 | |||
| СПОСОБ ПОЛУЧЕНИЯ БАРИЕВЫХ СОЛЕЙ | 0 |
|
SU179287A1 |
| КОММУТАЦИОННОЕ УСТРОЙСТВО | 0 |
|
SU169634A1 |
| ТРЕХМЕРНЫЙ ПРИНТЕР | 2010 |
|
RU2552994C2 |
| JP 2007518586 A, 12.07.2007. | |||

