Изобретение относится к области изготовления 3D-объектов методом аддитивной технологии в области строительства, в частности для возведения ограждающих конструкций с применением аддитивных технологий трехмерной печати (3D-печать), и может быть использовано для формирования изделий типа древесных плит и объемных строительных деталей.
Технологические решения и устройства для возведения ограждающих аддитивными методами в большинстве случаев разработаны для материалов и смесей на основе минеральных или воздушных вяжущих, композитов на их основе с волокнистыми материалами или же полимеров. Однако данные решения не позволяют использовать в качестве материала основы древесных или целлюлозных масс. Преимуществом материалов на основе целлюлозно содержащего сырья, является низкая теплопроводность и паропроницаемость.
В основе большинства технологий лежит экструзионное формирование слоев при помощи 3D-принтеров. Так известно устройство с печатающей головкой строительного 3D-принтера, предназначенная для печати многокомпонентной смесью, состоящая из сопла и соединенного с ним смесителя-экструдера, включающего в себя корпус, шнек, содержащий цилиндрическую и коническую части, клапана для подачи отдельных компонентов смеси и привод шнека. (Патент RU №179153 (13) U1, опубл. 28.04.2018.)
Данное решение ввиду своей универсальности имеет ряд существенных недостатков, таких как отсутствие механизма регулирования влажности в процессе экструдирования и регулирования влажности слоев путем их частичной подсушки. Наравне с этим отсутствует механизм фиксации смесей с низким пределом ползучести.
Данные недостатки частично, но не в полной мере решаются способом возведения стен печатающим 3D-принтером дискретной печатью, при котором происходит печать конструкции непрерывным послойным нанесением строительной смеси, отличающийся тем, что возведение конструкций выполняется дискретной печатью, при которой экструдер с мини-опалубкой 3D, выполняющей и функцию импульсного нагревателя для подвода теплоты, при этом осуществляется нагрев возводимого объекта от 90 до 98°С, в результате чего элемент быстрее набирает прочность. (Патент RU(11) №2703574 (13) С2, опубл. 30.10.2018).
Однако данное техническое решение не позволяет осуществлять в объемной фазе воду, содержащуюся в смеси, а только инициирует процесс твердения минеральных компонентов смеси. Это в свою очередь не позволяет работать с другими материалами. Наравне с этим, ввиду высокой теплоемкости бетонов, процесс является энергозатратным и не позволяет получать строительные элементы с низкой плотностью и, соответственно, теплопроводностью.
Снизить теплопроводность изделий возможно в данном случае за счет использования способа и устройства с использованием гранул полистиролбетонной смеси в виде гранул, которые после подогрева до температуры не выше 80°С подаются в экструдер, где посредством системы и оттуда, через выпускное сопло выдавливается на поверхность ранее отформованного и потерявшего подвижность слоя. Для обеспечения вспенивания смеси к подвижной опалубке, используемой в данном случае, подводится электрический ток. При температуре более 90°С гранулы полистирола размягчаются и под действием содержащегося в них кипящего изопентана, вспениваются, многократно увеличиваясь в объеме. При этом смесь с невспененными гранулами полистирола превращается в смесь с вспенившимися гранулами полистирола и меняет свое качество, приобретая теплоизоляционные свойства. (Патент RU(11) №239244 (13) С2, опубл. 16.10.2020).
Главным недостатком данного решения является снижение механической прочности материала, особенно динамической вязкости и горючесть полистирола и высокий углеродный след от производства данного компонента смеси.
Наиболее близким аналогом по технологическим аспектам является способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой, и устройство для его реализации. Сущностью заявленного технического решения является то, что создание объекта из материалов, имеющих низкую адгезионную прочность между собой, требует предварительного нагрева полимерного материала посредством нагревательного элемента в первой печатной головке до требуемой температуры, который наносят в виде расплавленного основного полимерного материала на платформу. Затем разогревают до требуемой температуры адгезивный материал посредством нагревательного элемента во второй печатной головке, наносят второй слой адгезивного материала из второй печатной головки, после чего на нанесенный адгезионный материал воздействуют СВЧ-излучением, далее повторяют цикл нанесения слоя расплавленного основного полимерного материала из первой печатной головки и адгезивного материала, из второй печатной головки с последующим воздействием СВЧ-излучением, при этом процессы нанесения слоев повторяют до достижения требуемой толщины слоев покрытия. (Патент RU(11) №2751442 (13), опубл. 24.12.2020).
В данном случае невозможно исключить из состава смеси термопластичный адгезив, что предопределяет неоднородность материала и соответственно низкие физико-механические характеристики материала.
Задачей заявляемого изобретения является расширение области применения 3D-аддитивных технологий в области строительства и улучшения физико-механических свойств материалов и получаемых изделий.
Технический результат заключается в расширении функциональных возможностей устройств для 3D-печати, за счет использования активированной древесной массы, которая наносится путем холодной экструзии с одновременным внешним СВЧ-излучением, улучшении физико-механических свойств материалов, за счет высокого адгезионного взаимодействия между слоями, однородности свойств материала при послойной укладке.
Технический результат достигается за счет того, что способ изготовления объемных изделий строительных элементов методом 3D-печати, включающий формирование слоев из сырьевой массы методом экструзии через сопло послойно, согласно изобретению, в качестве сырьевой массы используют активированную гидродинамическим способом древесную массу, которая выдавливается через сопло экструдера послойно методом холодной экструзии, при этом на каждый нижеуложенный слой активированной гидродинамическим способом древесной массы воздействует СВЧ-излучение для перераспределения влажности в нем.
В качестве сырья для печати используется древесная или целлюлозная масса, активированная гидродинамическим способом подробно описанная в работе [Формирование структуры плит малой плотности из гидродинамически активированных мягких отходов деревообработки / В.Н. Ермолин, М.А. Баяндин и др. // Известия высших учебных заведений. Лесной журнал. - 2019. - №5(371). - С. 148-157. - DOI]. Это позволяет снизить в 3-5 раз снизить плотность и соответственно теплопроводность строительных изделий и при этом обеспечить однородность свойств материала и тем самым обеспечить высокие механические свойства изделий.
Принцип работы изобретения основан на том, что используемая в качестве сырья древесная масса, представляется собой полидисперсную систему. При нанесении первого слоя влажностью от 300 до 400% прочность его обусловлена силами капиллярной контракции в пористой структуре массы и сил Ван-Дер-Вальса. При нанесении последующих слоев, для обеспечения увеличения механической прочности первого слоя и адгезионного взаимодействия его со следующим слоем необходимо обеспечить влажность в зоне контакта слоев не менее 400-500%. Это обусловлено тем, что первоначально необходимо обеспечить в зоне контакта слоев возможность древесным частицам занять наиболее выгодное термодинамическое состояние и образовать первичные связи. Для этого предлагается перераспределить влажность по толщине слоя. Это позволяет сделать воздействие СВЧ на каждый предыдущий слой. В данном случае СВЧ позволяет за счет нагрева центральной части слоя запустить процесс массопереноса (воды) от центра к поверхности слоя. Наравне с этим снижение влажности позволяет увеличить силы капиллярной контракции и расстояние между частицами в центре слоя и соответственно увеличить его прочность и без существенных деформаций нести нагрузку от выше укладываемых слоев. В процессе высыхания формируется адгезионное взаимодействие межу слоями, при этом формируются однородные структуры материалов из активированной древесной массы. Высокая однородность межслойного контакта и самих слоев обеспечить высокие физико-механические характеристики материалов и изделий, в том числе ограждений зданий с минимальной плотностью и, соответственно, теплопроводностью и паропроницаемостью.
Пример осуществления способа.
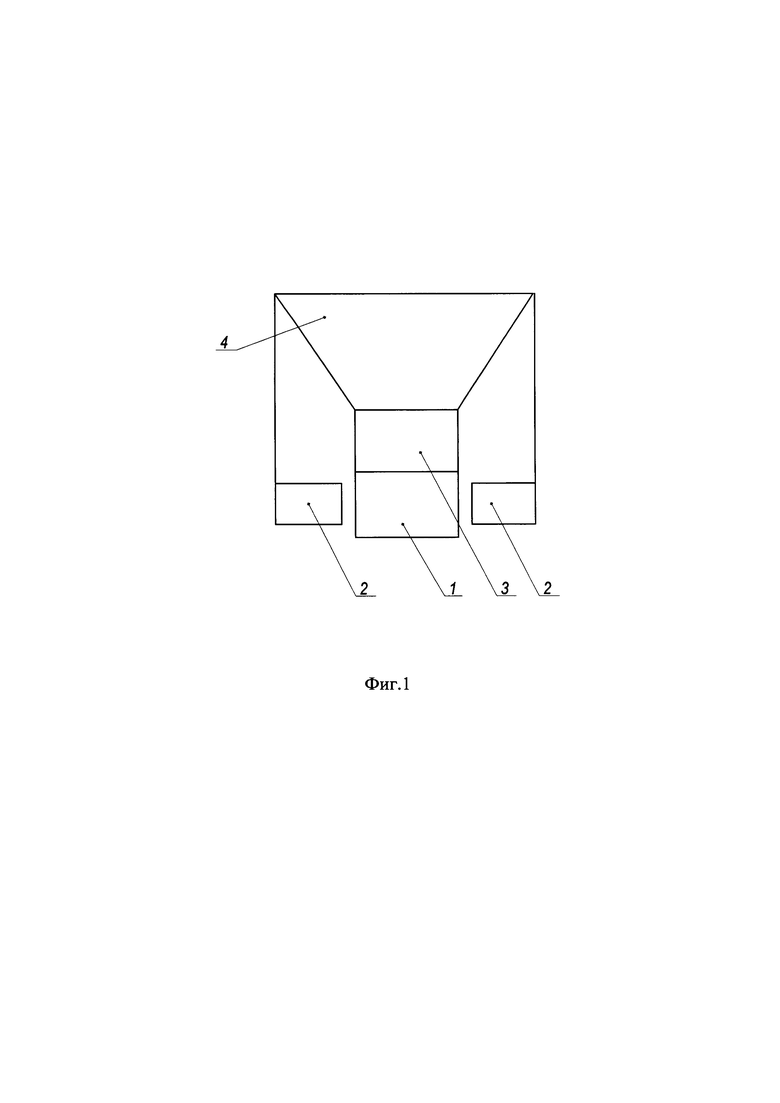
Способ изготовления объемных изделий из древесин методом 3D-печати характеризующийся тем, что в качестве основного сырья используется активированная гидродинамическим способом древесная масса. Способ функционирует следующим образом. Формирование изделий осуществляется путем послойного выдавливания, через сопло экструдера 4. Для обеспечения формирования адгезионного взаимодействия между слоями 1 и 3, осуществляется направленное воздействие СВЧ-излучения магнетронами 2 на слой 1, что приводит к перераспределению влажности по его сечению. Это обеспечивает его механическую прочность величиной соответствующей нагрузки от вушеуложенного слоя 3. На поверхности слоя 1 влажность увеличивается до 400-500%, что при дальнейшем высыхании позволяет получить адгезионную прочность между слоями 1 и 3 равную когезионной прочности слоев.
На фиг. 1 показан принцип заявленного технического решения, где 1 - первый слой, 2 - магнетроны (излучатели СВЧ), 3 - второй слой, 4 - сопло экструдера.
Предлагаемое изобретение позволит расширить область применения технологий 3D-печати для строительства энергоэффективных зданий или изделий применимых для данной области, а также улучшить физико-механические свойства за счет того, что в качестве сырья используется только активированная древесная масса. Это позволяет получать однородный по свойствам материал без добавления адгезивов или других веществ, при использовании аддитивных технологий
| название | год | авторы | номер документа |
|---|---|---|---|
| АКТИВИРОВАННАЯ ДРЕВЕСНАЯ МАССА ДЛЯ 3D ПЕЧАТИ | 2021 |
|
RU2762669C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ АДДИТИВНОГО СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА СПОСОБОМ ЭКСТРУЗИИ МАТЕРИАЛА | 2021 |
|
RU2781163C1 |
| Гипсоцементно-пуццолановая сырьевая смесь для аддитивного строительного производства | 2023 |
|
RU2820798C1 |
| Гипсоцементно-пуццолановая строительная смесь для 3D-печати | 2023 |
|
RU2820797C1 |
| Модифицированная гипсоцементно-пуццолановая строительная смесь для 3D-печати | 2023 |
|
RU2820763C1 |
| Модифицированная гипсоцементно-пуццолановая бетонная смесь для строительной 3D-печати | 2023 |
|
RU2820762C1 |
| Гипсоцементно-пуццолановая строительная смесь для 3D-принтера | 2023 |
|
RU2820806C1 |
| Гипсоцементно-пуццолановая бетонная смесь для 3D-печати | 2023 |
|
RU2820760C1 |
| Модифицированная гипсоцементно-пуццолановая сырьевая смесь для экструзии на 3D-принтере | 2023 |
|
RU2820801C1 |
| Гипсоцементно-пуццолановая сырьевая смесь для экструзии на 3D-принтере | 2023 |
|
RU2821079C1 |
Изобретение относится к области изготовления 3D-объектов методом аддитивной технологии в области строительства, в частности для возведения ограждающих конструкций с применением аддитивных технологий трехмерной печати, и может быть использовано для формирования изделий типа древесных плит и объемных строительных деталей. Технический результат изобретения позволит расширить область применения технологий 3D-печати для строительства, улучшить физико-механические свойства, что позволит получать однородный по свойствам материал без добавления адгезивов или других веществ при использовании аддитивных технологий. Технический результат достигается тем, что способ изготовления объемных изделий строительных элементов методом 3D-печати включает формирование слоев из сырьевой массы методом экструзии через сопло послойно, при этом в качестве сырьевой массы используют активированную гидродинамическим способом древесную массу, которая выдавливается через сопло экструдера послойно методом холодной экструзии, при этом на каждый нижеуложенный слой активированной гидродинамическим способом древесной массы воздействуют СВЧ-излучением для перераспределения влажности в нем. 1 ил.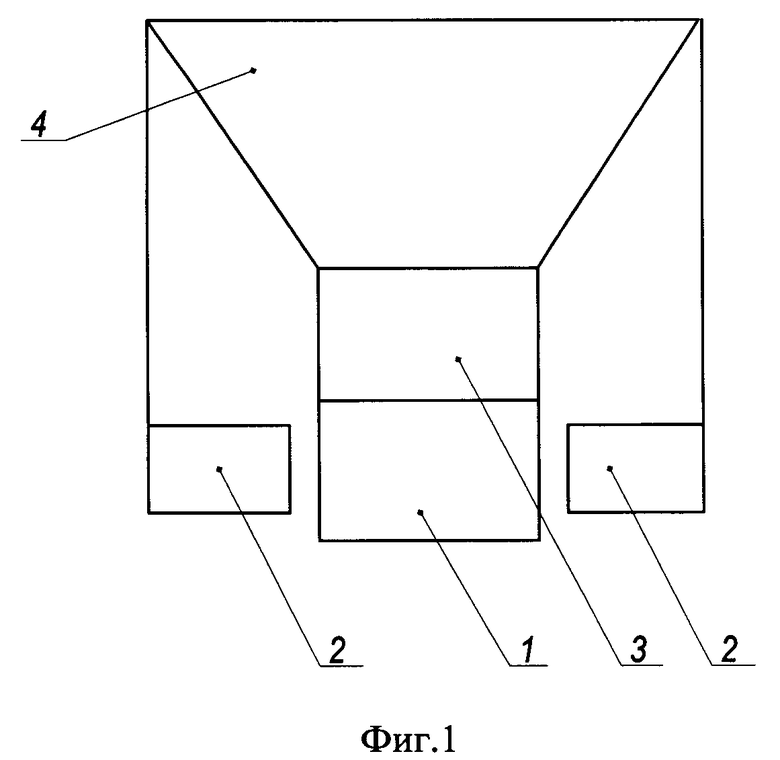
Способ изготовления объемных изделий строительных элементов методом 3D-печати, включающий формирование слоев из сырьевой массы методом экструзии через сопло послойно, отличающийся тем, что в качестве сырьевой массы используют активированную гидродинамическим способом древесную массу, которая выдавливается через сопло экструдера послойно методом холодной экструзии, при этом на каждый нижеуложенный слой активированной гидродинамическим способом древесной массы воздействуют СВЧ-излучением для перераспределения влажности в нем.
| Способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой, и устройство для его реализации | 2020 |
|
RU2751442C1 |
| Способ возведения стен здания печатающим 3D принтером дискретной печатью | 2017 |
|
RU2703574C2 |
| СПОСОБ ЗАКРЫТОЙ РЕПОЗИЦИИ И ФИКСАЦИИ ЗАДНЕГО КРАЯ ДИСТАЛЬНОГО ЭПИФИЗА БОЛЬШЕБЕРЦОВОЙ КОСТИ | 2006 |
|
RU2302836C1 |
| ДЕСЯТИЧНЫЙ СЧЕТЧИК НА ФЕРРИТ-ТРАНЗИСТОРНЫХ ЯЧЕЙКАХ С ЦИРКУЛЯЦИЕЙ ИМПУЛЬСА «1» В РАЗРЯДЕ | 0 |
|
SU199530A1 |
| US 2018154437 A1, 07.06.2018 | |||
| АКТИВИРОВАННАЯ ДРЕВЕСНАЯ МАССА ДЛЯ 3D ПЕЧАТИ | 2021 |
|
RU2762669C1 |

