Область техники, к которой относится изобретение
Изобретение относится к конструкции строительных 3D принтеров для печати объектов, таких как здания, малые архитектурные формы, ограждения и т.п. из строительного раствора и к способу печати на 3D принтере, и может быть использовано при разработке 3D принтеров и технологий печати.
Уровень техники
Известно устройство и способ для послойного изготовления конструкций больших размеров (RU 2690436). Устройство для послойного нанесения пастообразного материала при изготовлении трехмерной конструкции больших размеров, содержащее: по меньшей мере три первых опоры (Р1, Р2, Р3), которые находятся на расстоянии от земли и не на одной линии и на которых установлены три первых устройства (М1, М2, М3) для натяжения кабеля; по меньшей мере одну вторую опору (5b), находящуюся на расстоянии от земли (10) и поддерживающую второе устройство (4) для обеспечения натяжения; трубку (2b) для подвода материала, подвешенную над землей (10) и выполненную с возможностью перемещения по меньшей мере над областью между тремя первыми опорами; головку (2а) для нанесения материала, закрепленную на нижнем конце трубки (2b) для подвода материала и подвешенную ко второму устройству (4) для обеспечения натяжения посредством кабеля (4а) для подвески, и три позиционирующих кабеля (7-1, 7-2, 7-3) с длинами (L1, L2, L3) соответственно, каждый из которых присоединен одним концом к головке для нанесения материала через направляющую деталь (6) и связан другим своим концом с одним из трех первых устройств (М1, М2, М3) для обеспечения натяжения, причем позиционирующие кабели выполнены с возможностью поддерживаться натянутыми при различных регулируемых длинах посредством изменения настройки трех первых устройств (М1, М2, М3) и второго устройства (4) для обеспечения натяжения и с возможностью задавать, посредством регулировки их длин, перевернутую пирамиду с треугольным основанием, расположенным сверху, и с расположенной снизу вершиной, задающей в трехмерном пространстве точку нанесения, которая находится, по существу, на головке для нанесения материала, закрепленной на нижнем конце трубки (2b) для подвода материала, и которая имеет возможность перемещения по трем координатам X, Y, Z трехмерного пространства между тремя первыми устройствами для обеспечения натяжения при изменении настройки по меньшей мере одного из трех первых устройств (М1, М2, М3) для обеспечения натяжения. Способ изготовления трехмерной конструкции из пастообразных материалов, наносимых посредством указанного устройства, заключается в том, что указанную конструкцию изготавливают путем нанесения пастообразного материала в виде последовательных тонких слоев при перемещении головки для нанесения материала, при этом осуществляют натяжение трех позиционирующих кабелей с длинами (L1, L2, L3), регулируемыми посредством изменения настройки трех первых устройств (М1, М2, М3) для обеспечения натяжения таким образом, чтобы задать перевернутую пирамиду с треугольным основанием и с вершиной, задающей референтную точку в трехмерном пространстве, расположенную, по существу, на головке для нанесения материала, находящейся на нижнем конце трубки для подвода материала, при этом указанную точку нанесения перемещают по трем координатам трехмерного пространства XYZ, заданного тремя первыми опорами (Р1, Р2, Р3), посредством изменения настройки по меньшей мере одного из трех первых устройств (М1, М2, М3) для обеспечения натяжения и посредством перемещения первой каретки (3), поддерживающей головку (2а) для нанесения материала и удерживающей трубку (2b) для подвода материала, по существу, в вертикальном положении.
Известен параллельный роботизированный манипулятор US 2017/0095973 A1 для создания трехмерных структур который включает устройство для формирования аддитивных структур, содержащее: экструдер, прикрепленный по меньшей мере к одному кабелю и приспособленный для перемещения по области рендеринга при поддержке кабеля; множество опор для кабеля, расположенных рядом с областью рендеринга, причем каждая из опор приспособлена для поддержки соответствующего кабеля; по меньшей мере, один тросовый привод, сообщающийся по меньшей мере с одним из кабелей и сконфигурированный для размещения экструдера над областью визуализации; а также подающий резервуар, соединенный с экструдером и сконфигурированный для транспортировки экструдируемого материала в экструдер для контролируемого нанесения на зону обработки. Способ формирования аддитивных структур, включающий: прикрепляют экструдер к множеству кабелей для перемещения и поддержки над областью визуализации при поддержке кабеля; поддержание кабелей от множества опор для кабелей, расположенных рядом с областью рендеринга, каждая из опор приспособлена для поддержки соответствующего кабеля; позиционирование экструдера в заранее определенных положениях над областью рендеринга путем вытягивания и втягивания кабелей; а также выпуск экструдата из подающего резервуара, соединенного с экструдером и сконфигурированного для транспортировки экструдата в экструдер для контролируемого осаждения на зону обработки.
Прототипом изобретения является строительный принтер, представленный в статье «On the Improvements of a Cable-Driven Parallel Robot for Achieving Additive Manufacturing for Construction, (https://www.researchgate.net/publication/ 318274439_On_the_Improvements_of_a_CableDriven_Parallel_Robot_for_Achieving_Additive _Manufacturing_for_Construction) который содержит вышки, на которые с помощью тросов подвешен узел печати и лебедки управления длинами тросов. Узел печати выполнен в виде несущей рамы (куб) на которую установлена фильера.
Все указанные устройства реализуют способ печати, при котором в каждый момент местоположение и движение экструдера определяется длинами тросов, на которые подвешен экструдер (экструзионная головка). Недостатками указанных устройств и способа нанесения строительного раствора являются невысокая точность движения экструдера (экструзионной головки) и, как следствие этого, невысокая точность печатаемых изделии и неровность построенных стен, невысокая скорость нанесения слоев материала особенно при выполнении печати с многочисленными сменами направления движения узла печати, большой вес конструкции и большая установленная мощность оборудования.
Указанные недостатки обусловлены невысокой жесткостью элементов конструкции строительного принтера и подвесом узла печати на гибкие тросы, что не исключает их неконтролируемую вытяжку, различие свойств троса по длине, а также раскачивание элементов конструкции от ветровой нагрузки и динамических нагрузок от движущихся элементов конструкции. Данное устройство, как правило, работает согласно заданной математической модели от исходной реперной точки. В процессе работы устройства накапливается ошибка координат местоположения узла печати.
На периферийных зонах печати несущая рама может терять правильную ориентацию в пространстве. Для компенсации данного эффекта приходится увеличивать натяжение тросов, что вынуждает усиливать конструкцию строительного принтера и увеличивать его установленную мощность.
Работа прототипа изобретения заключается в том, что экструдер, который подвешен и перемещается с помощью тросов, длины которых управляются лебедками, проходит последовательно на каждом уровне каждую линию печати. Прямые линии печати могут выполняться на высокой скорости, но при изменении направления линии печати, например, при поворотах необходимо снижать скорость, чтобы исключить раскачивание экструдера на тросах и не допускать колебательного движения экструдера, которое может не только снизить точность печати, но и быть опасным для работы принтера.
Раскрытие изобретения
Техническим результатом является повышение точности печати за счет обеспечения компенсации ошибок движения узла печати.
Повышение производительности выполнения строительных работ.
Снижение массы конструкции строительного 3D принтера и его установленной мощности.
Устранение нежелательных колебательных движений узла печати.
Обеспечение печати объекта любой сложности.
Технический результат достигается тем, что строительный 3D принтер содержит опоры, узел печати, подвешенный на опорах с помощью тросов, лебедки управления длинами тросов и устройство подготовки и подачи строительного раствора согласно предложенному решению узел печати содержит печатающее устройство с не менее чем двумя фильерами, каждая из которых установлена на собственный механизм линейного перемещения.
Строительный 3D принтер содержит печатающее устройство, который может быть установлен на механизм поворота.
Строительный 3D принтер содержит печатающее устройство, которое может быть установлено на несущую раму с помощью механизма точных перемещений.
Строительный 3D принтер содержит печатающее устройство, которое может быть оснащено датчиками местоположения и ориентации в пространстве.
Строительный 3D принтер может содержать установленные на собственный привод линейного перемещения компенсирующие грузы.
Строительный 3D принтер может содержать фильеры, выполненные легкосъемными.
Строительный 3D принтер содержит узел печати с по меньшей мере одной емкостью.
Строительный 3D принтер содержит узел печати с по меньшей мере одной емкостью для строительного раствора, которая может быть легкосъемной.
Строительный 3D принтер содержит устройство заправки емкости для строительного раствора узла печати.
Строительный 3D принтер содержит устройство заправки и замены емкости для строительного раствора узла печати.
Строительный 3D принтер содержит устройство подачи строительного раствора и насос подачи строительного раствора, выход которого соединен с предохранительным или управляемым клапаном для сбрасывания излишков строительного раствора обратно в бункер.
Строительный 3D принтер содержит насосы подачи строительного раствора, которые могут быть соединены непосредственно с фильерами.
Строительный 3D принтер содержит насосы строительного раствора, которые выполнены объемными и снабжены индивидуальными регулируемыми приводами.
Другой технический результат обеспечивает способ печати объекта с помощью строительного 3D принтера, в котором узел печати движется с помощью тросов, длины которых управляются лебедками, согласно предложенному решению объект печатают по уровням печати и линиям печати, определенным для каждого уровня, при этом узел печати движется с минимальным изменением направления движения по траектории, которая обусловлена формой печатаемого объекта, а установленные на печатающем устройстве узла печати фильеры совершают движения согласно линий печати.
Возможен способ печати объекта, где одновременно производится печать на нескольких уровнях.
Возможен способ печати объекта, где производительность каждой фильеры задается в зависимости от скорости ее перемещения и площади поперечного сечения ее выходного отверстия.
Возможен способ печати объекта, где по меньшей мере часть фильер могут прерывать подачу строительного раствора.
Сущность изобретения раскрывается следующим графическим материалом:
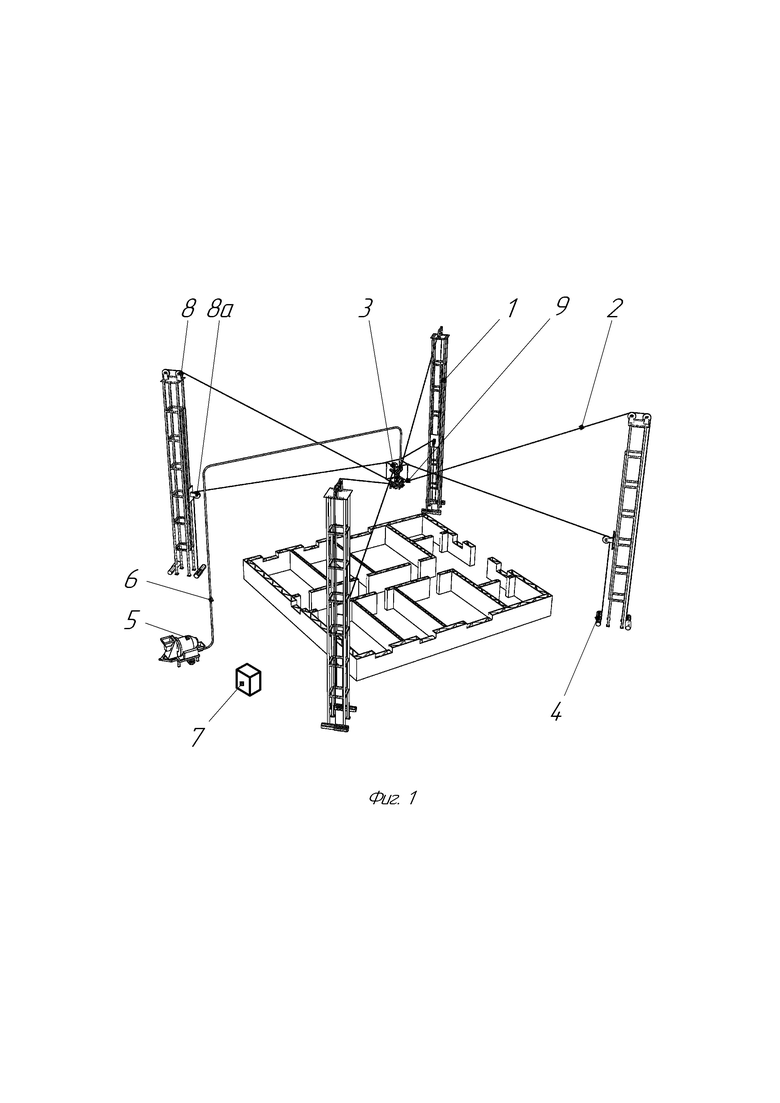
На фиг. 1 изображен общий вид строительного 3D принтера.
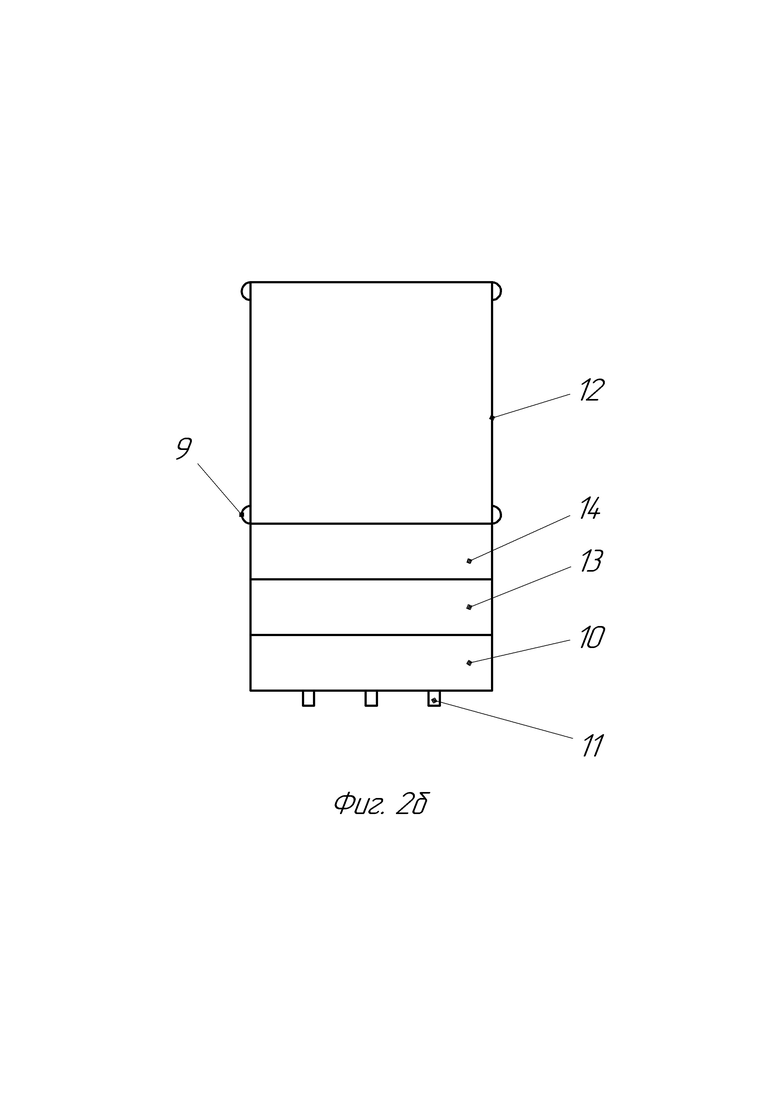
На фиг. 2а, 2б изображены варианты структурных схем узла печати строительного 3D принтера.
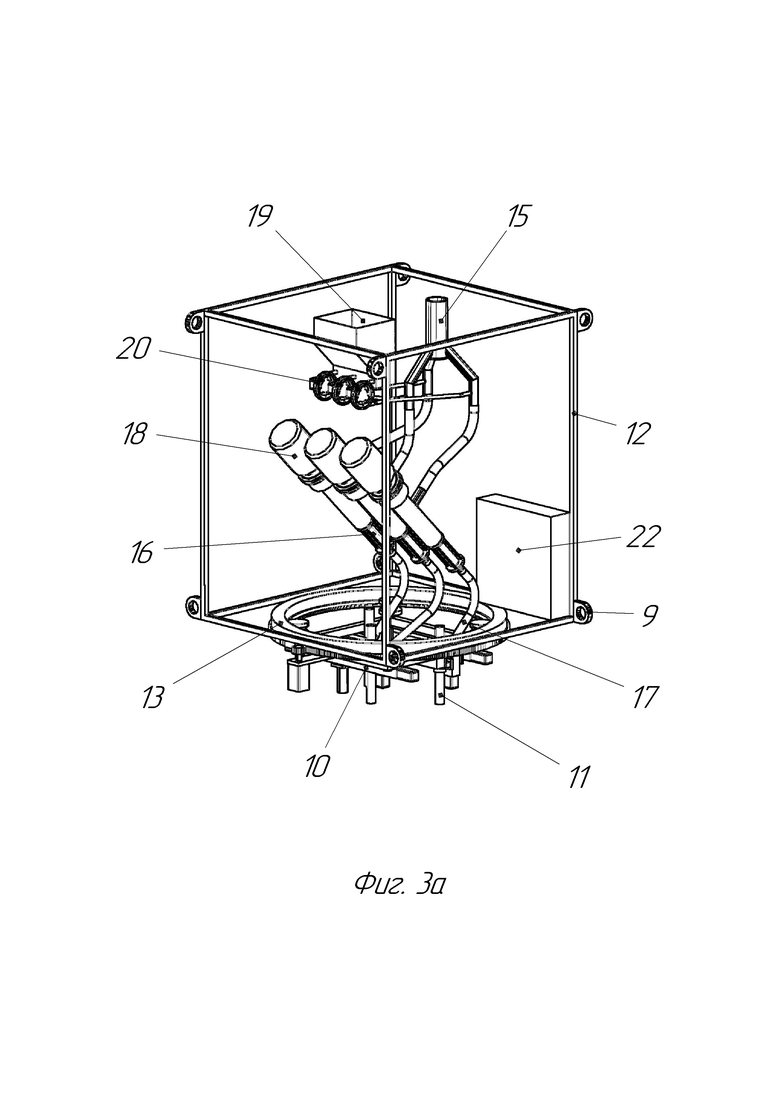
На фиг. 3а изображен общий вид узла печати.
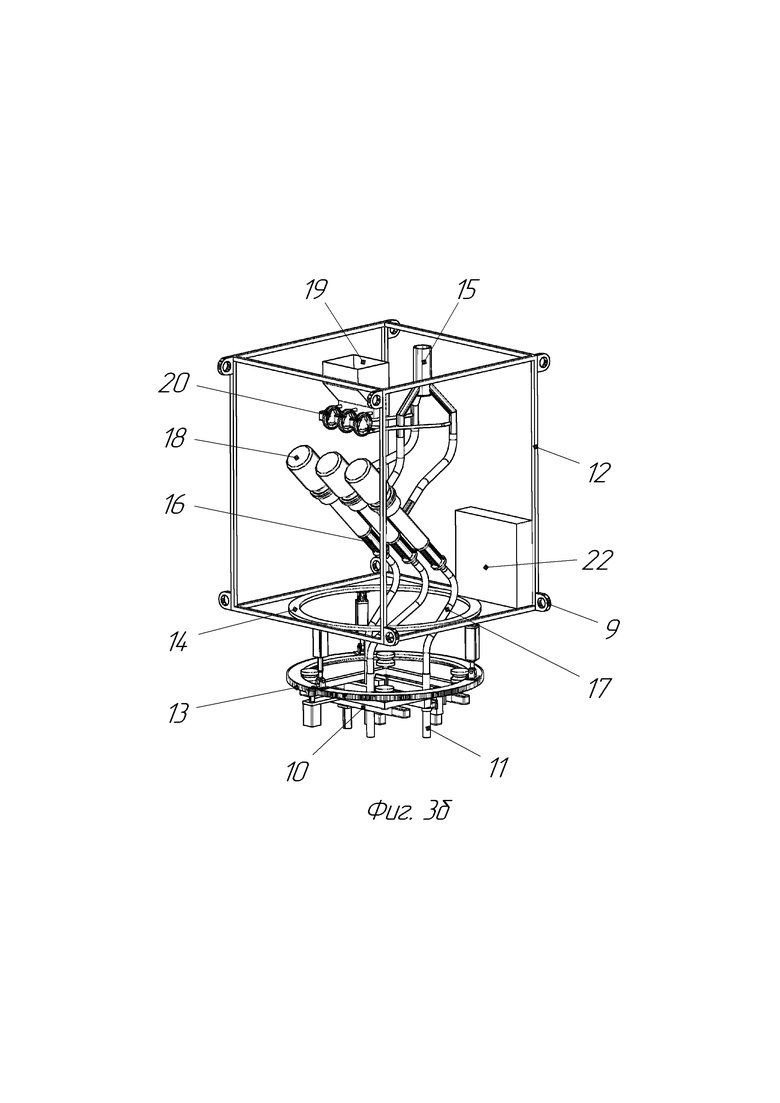
На фиг. 3б изображен общий вид узла печати с механизмом точных перемещений.
На фиг. 3в изображена гидравлическая схема узла печати.
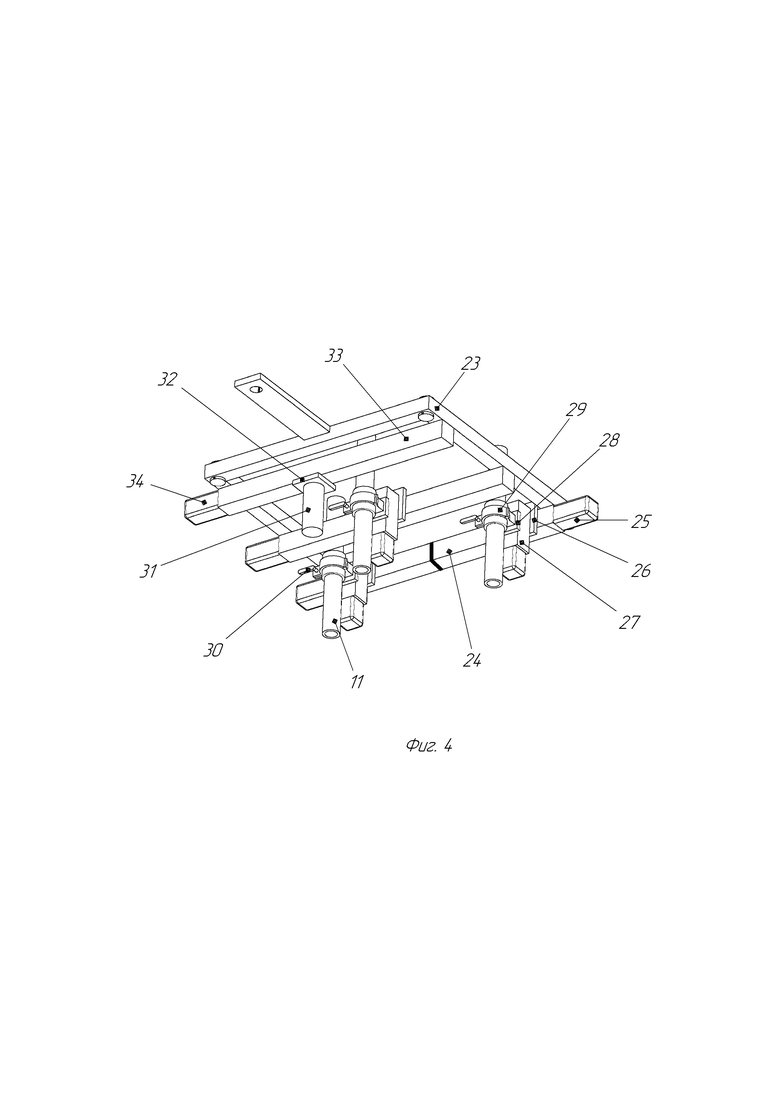
На фиг. 4 изображено печатающее устройство.
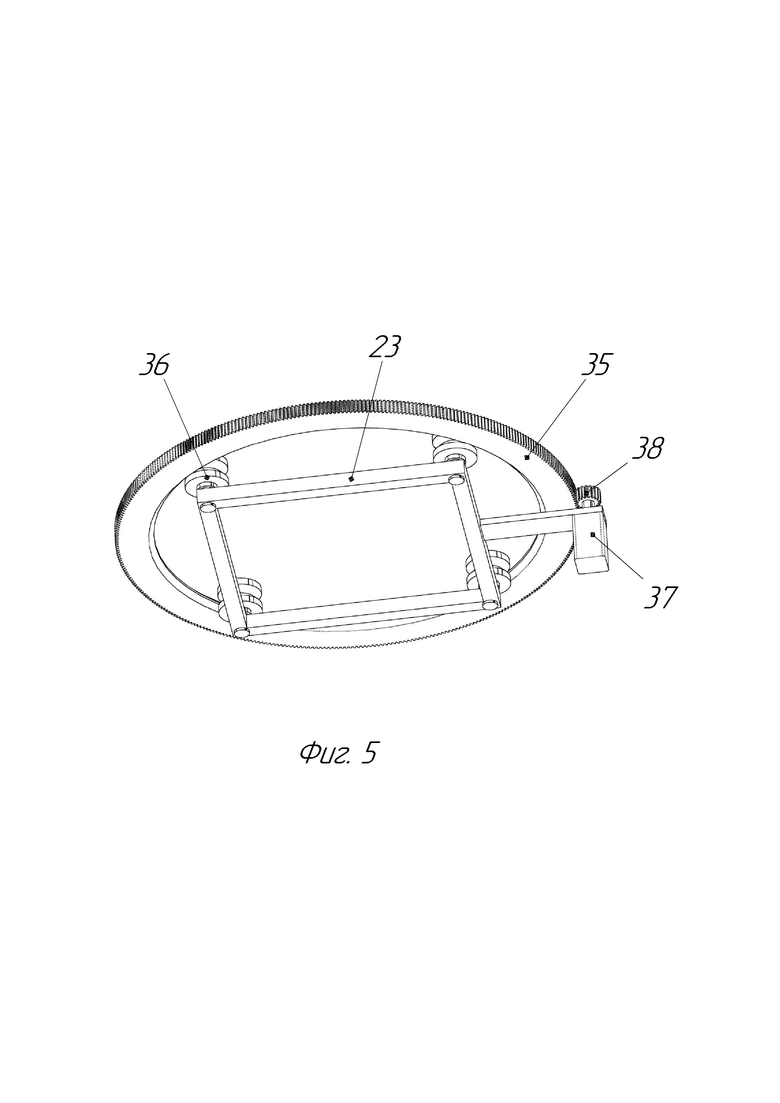
На фиг. 5 изображен механизм поворота печатающего устройства.
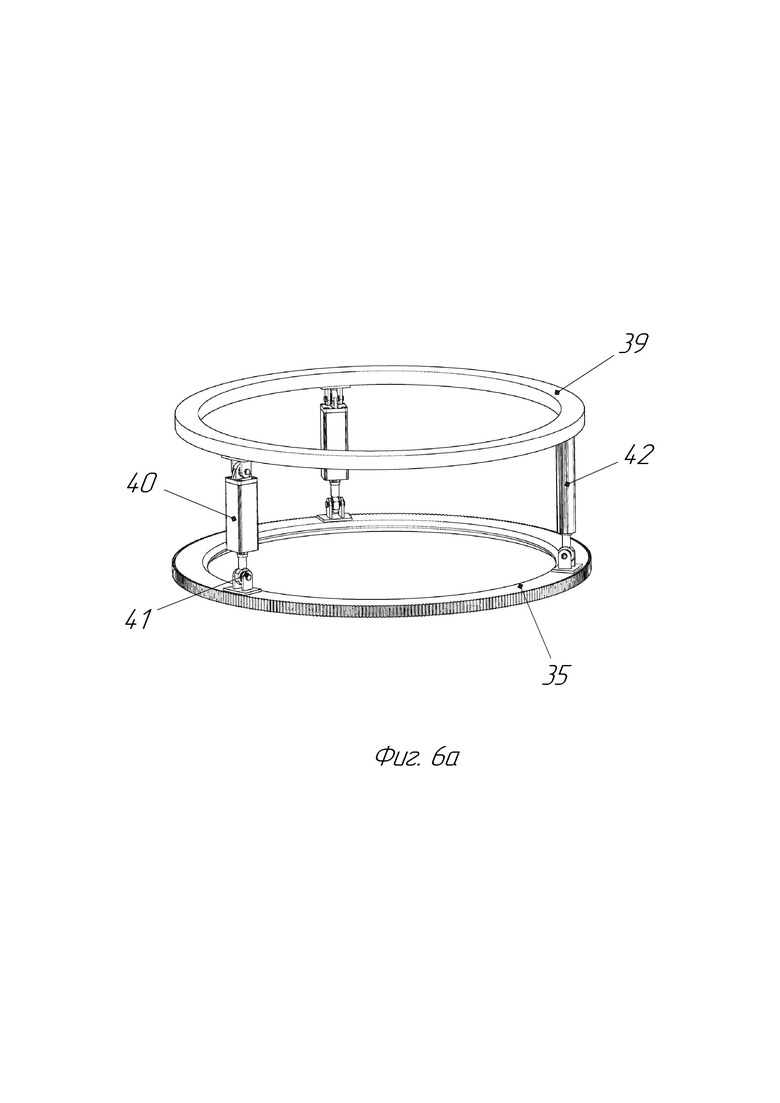
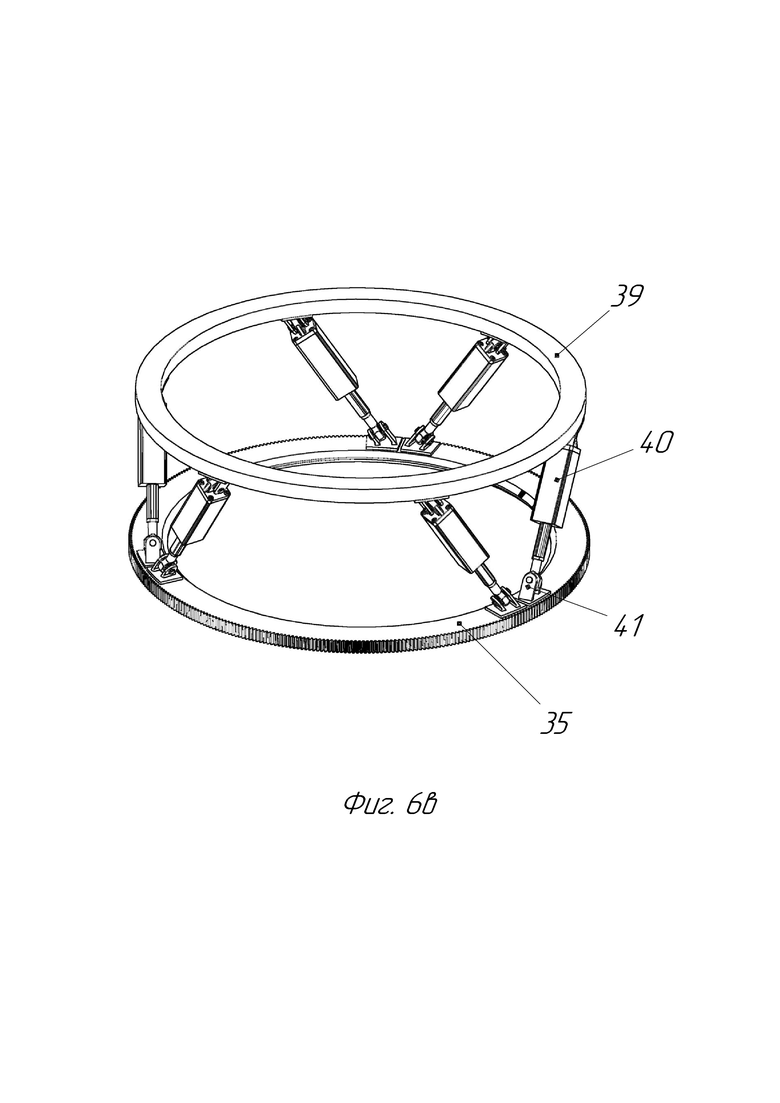
На фиг. 6а, 6б и 6в представлены варианты исполнения механизма точных перемещений печатающего устройства.
На фиг. 7а изображен общий вид узла печати с емкостью для строительного раствора.
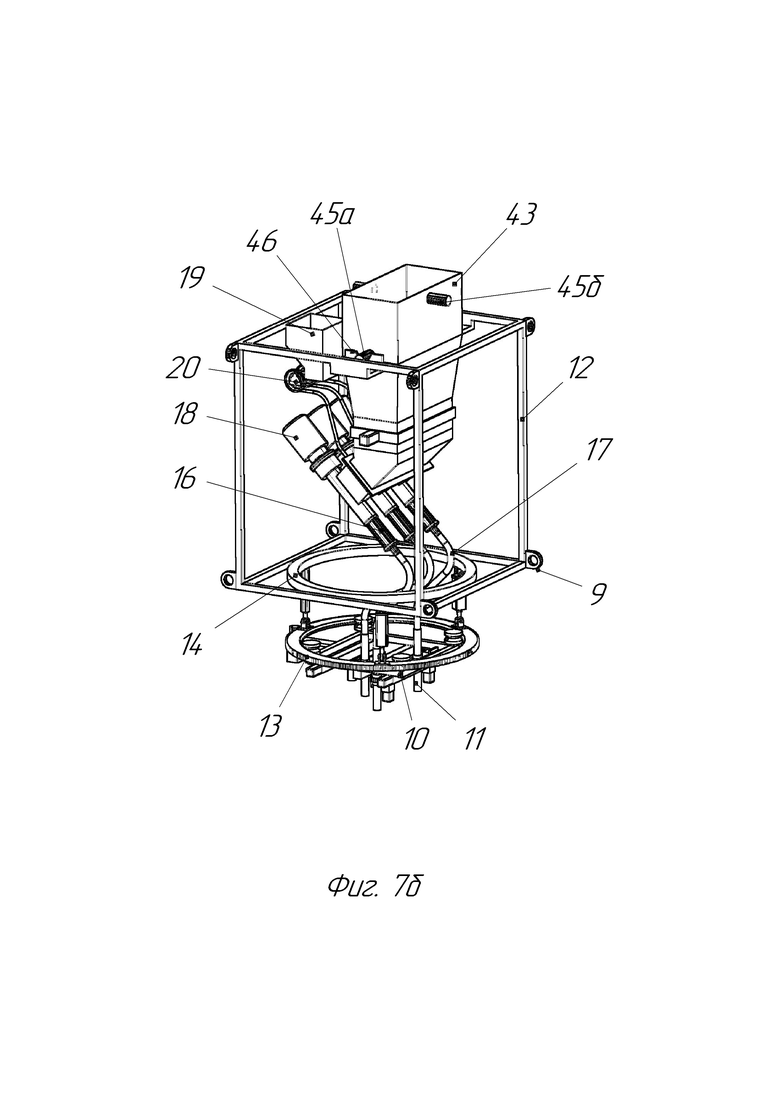
На фиг. 7б изображен общий вид узла печати с лёгкосъёмной емкостью для строительного раствора.
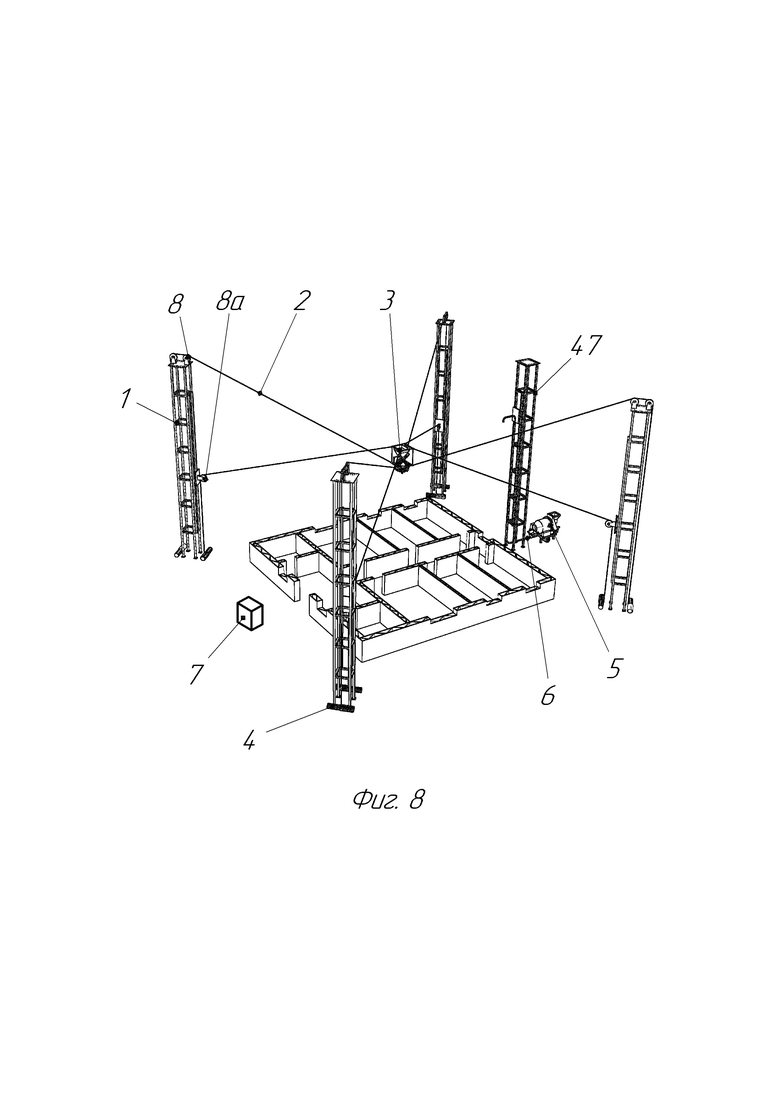
На фиг. 8 изображен общий вид строительного 3D принтера, содержащего устройство заправки емкости для строительного раствора узла печати.
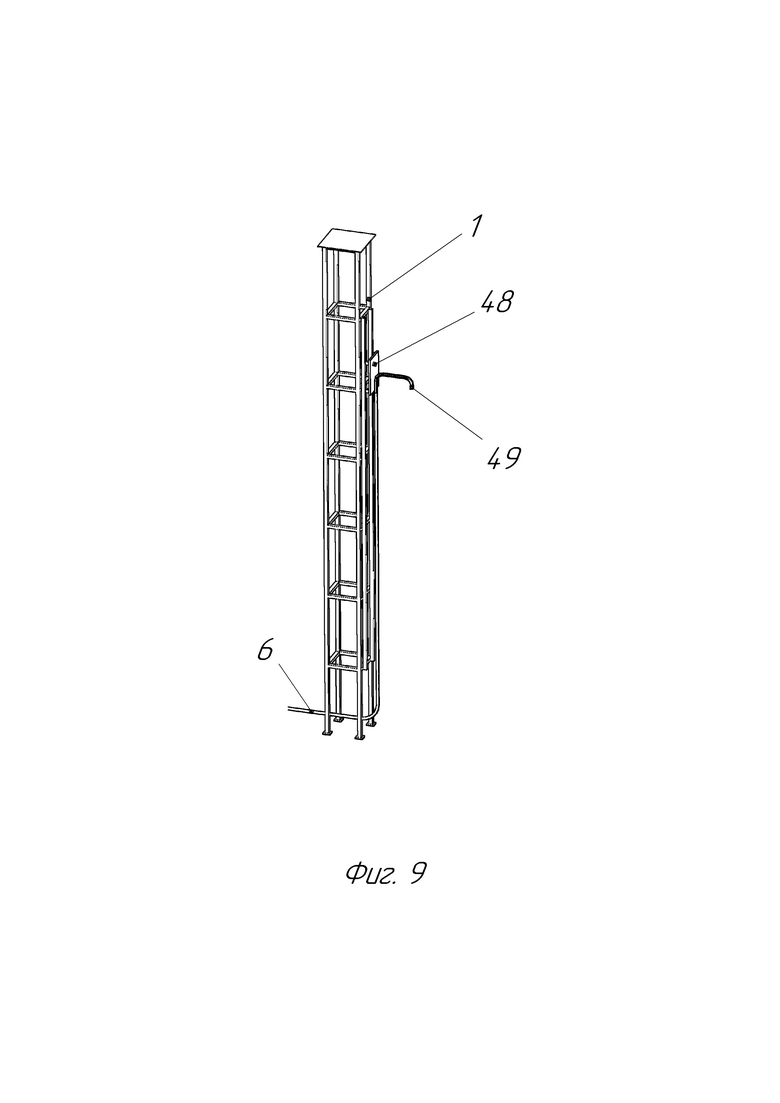
На фиг. 9 изображено устройство заправки емкости для строительного раствора узла печати.
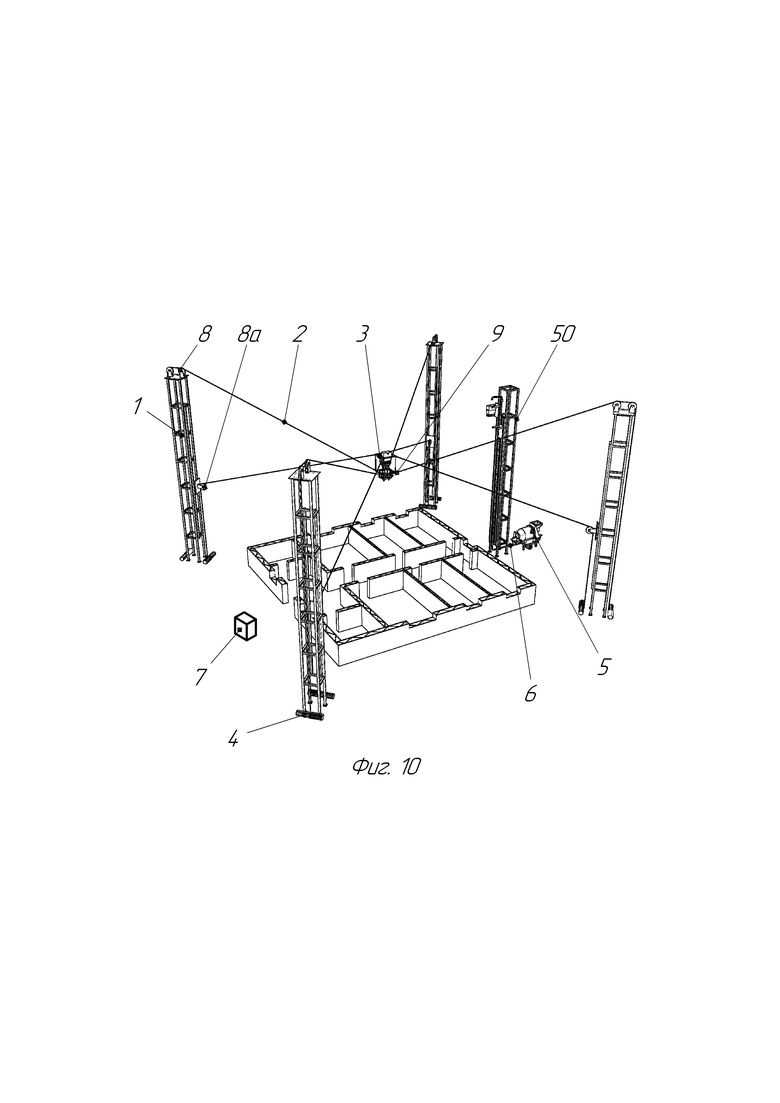
На фиг. 10 изображен общий вид строительного 3D принтера, содержащего устройство заправки и замены емкости для строительного раствора узла печати.
На фиг. 11 изображено устройство заправки и замены емкости для строительного раствора узла печати.
На фиг. 12 изображена схема устройство подготовки и подачи строительного раствора.
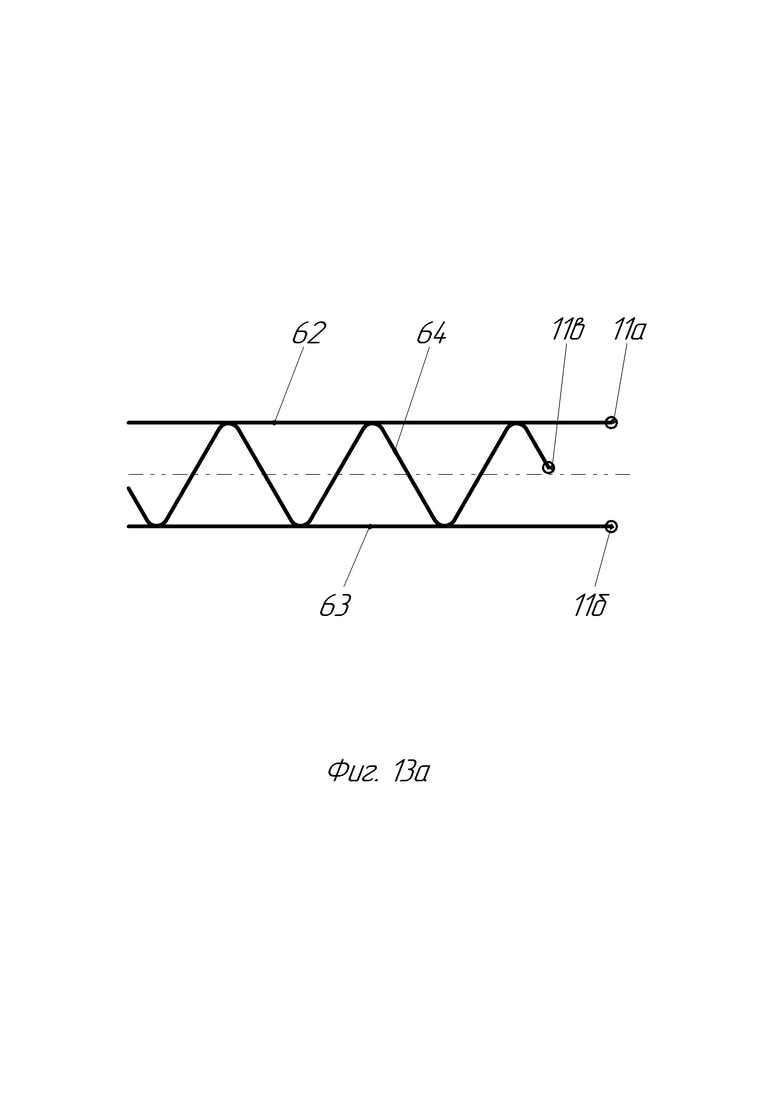
На фиг. 13а представлен вариант исполнения стены, состоящей из боковых стенок и зигзагообразной связи.
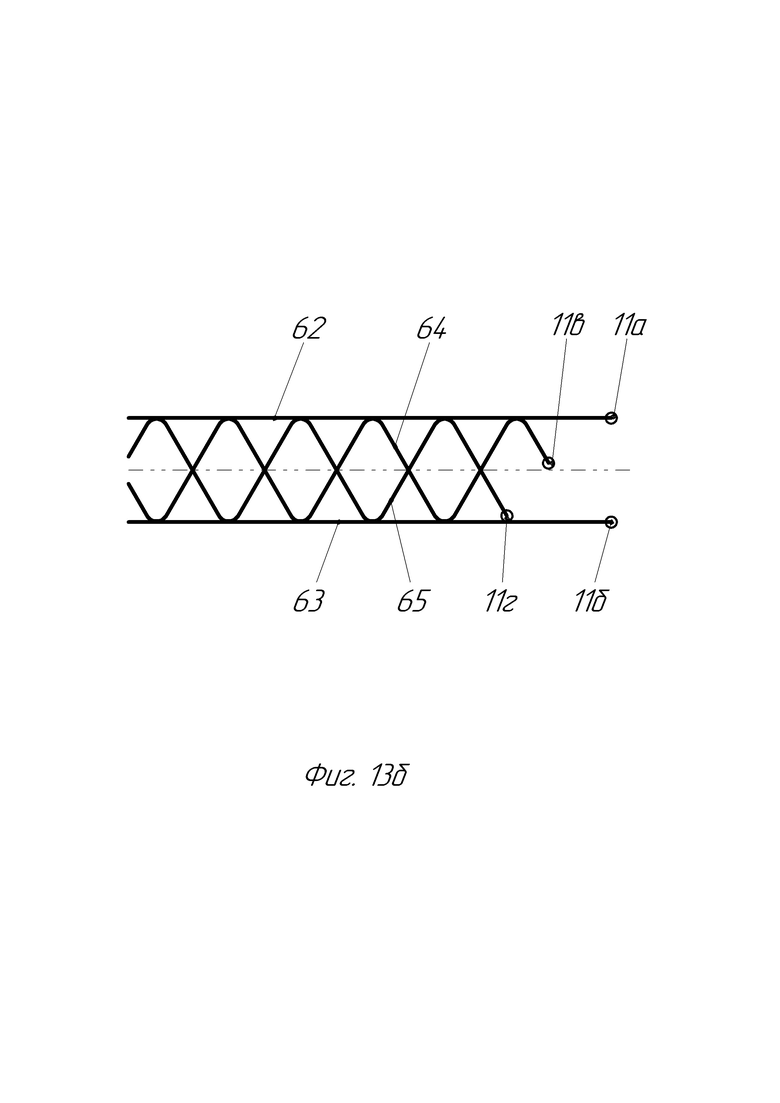
На фиг. 13б представлен вариант исполнения стены, состоящей из боковых стенок и двух пересекающихся друг с другом зигзагообразных связей.
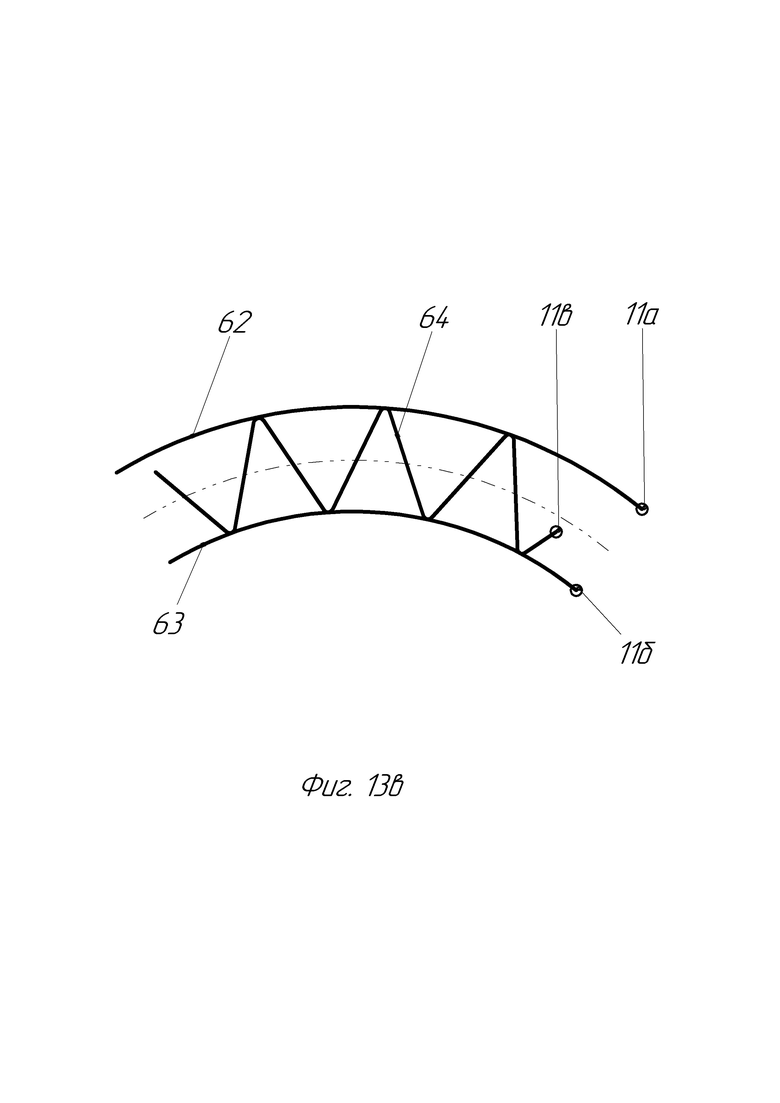
На фиг. 13в представлен вариант исполнения стены цилиндрической формы, содержащей выполненные по радиусу боковые стенки и зигзагообразную связь.
Осуществление изобретения
Строительный 3D принтер (фиг. 1) содержит не менее трех опор 1, на которые с помощью тросов 2 подвешен узел печати 3, лебедки 4 управления длинами тросов 2, устройство 5 подготовки и подачи строительного раствора, рукав 6 подачи строительного раствора и основной пульт 7 управления. Точки расположения опор 1 образуют геометрическую фигуру, внутри которой происходит печать.
Тросы 2 соединены с одной стороны с узлом печати 3, с другой стороны через промежуточные шкивы 8, установленные на вершинах опор 1, и/или через промежуточные шкивы 8а, установленные на заданных постоянных или изменяемых высотах опор 1, с лебедками 4 либо непосредственно с лебедками 4, которые располагают на опорах 1 аналогично промежуточным шкивам 8 и 8а. При этом тросы 2, соединенные со шкивами 8 или установленными на их места лебедками 4, соединены с нижними элементами 9 крепления узла печати 3, соответственно, тросы 2, соединенные со шкивами 8а или установленными на их места лебедками 4, соединены с верхними элементами 9 крепления узла печати 3.
Узел печати 3 (структурная схема фиг. 2а) содержит следующую последовательность установленных механизмов и устройств: несущая рама 12, механизм 13 поворота, печатающее устройство 10. Печатающее устройство 10 содержит не менее двух фильер 11. Несущая рама 12 узла печати 3 содержит элементы 9 крепления тросов 2.
Дополнительно узел печати 3 может быть снабжен механизмом 14 точных перемещений (структурная схема фиг. 2б). В этом случае узел печати 3 имеет следующую последовательность установленных механизмов и устройств: несущая рама 12, механизм 14 точных перемещений, механизм 13 поворота, печатающее устройство 10.
Узел печати 3 фиг. 3а (гидравлическая схема фиг. 3в, вариант исполнения структурной схемы вариант фиг. 2а) содержит разветвитель потока строительного раствора 15, насосы 16 подачи строительного раствора, гибкие рукава 17 для подачи строительного раствора и фильеры 11, установленные на устройство печати 10. Насосы 16 подачи строительного раствора объемного типа, например, героторный, перистальтический, роторный лопастной и т. п. Каждый насос 16 подачи строительного раствора снабжен регулируемым приводом, например, сервомотором 18, шаговым двигателем или асинхронным двигателем с частотным преобразователем напряжения. Насосы 16 подачи строительного раствора могут быть соединены непосредственно с фильерами 11, которые они питают. В нижней части несущей рамы 12 установлены последовательно механизм 13 поворота и устройство печати 10.
Узел печати 3 вариант исполнения фиг. 3б (гидравлическая схема фиг. 3в, вариант исполнения структурной схемы вариант фиг. 2б) отличается от варианта исполнения фиг. 3а наличием механизма 14 точных перемещений.
Узел печати 3 также может содержать по меньшей мере одну емкость 19 и насосы 20 для дозированной подачи в строительный раствор дополнительных компонентов строительного раствора. При этом дополнительный компонент подается одним насосом 20 до разветвителя 15 потока или индивидуальными насосами 20 в каждый поток после разветвителя 15 потока (фиг. 3в).
Узел печати 3 может дополнительно содержать отсечной клапан 21, который расположен после насоса 16 подачи строительного раствора или непосредственно перед фильерой 11 (фиг. 3в).
Узел печати 3 может содержать локальный пульт 22 управления, который содержит блоки питания, драйверы управления всех входящих его состав двигателей, актуаторов, клапанов и другого оборудования, вторичных преобразователей датчиков (на фигурах не показаны), которые объединены единым контроллером, а также устройства связи с основным пультом 7 управления строительным 3D принтером.
Печатающее устройство 10 содержит (фиг. 4) основание 23, на котором установлены механизмы линейного перемещения, например, линейные модули 24 горизонтального перемещения с двигателем 25, на каретках 26 установлены линейные модули 27 вертикального перемещения. На каретках 28 линейных модулей 27 вертикального перемещения установлены легкосъемные соединения для крепления фильер 11, например, в виде накидных хомутов 29, закрепляемых винтами 30. Такое решение позволяет перемещать фильеру 11 линейно по одной оси в горизонтальной плоскости и вертикально.
Устройство печати 10 может содержать два линейных модуля 24 горизонтального перемещения, которые установлены один на другой перпендикулярно друг другу (на фиг. не показано). Это обеспечивает перемещение фильеры 11 в двух направлениях координатных осей в горизонтальной плоскости.
Таким образом каждая фильера 11 установлена на печатающее устройство 10 на собственный механизм линейного перемещения и может иметь до трех степеней свободы линейных перемещений.
Вариант исполнения печатающего устройства 10 фиг. 4 содержит три фильеры 11. Причем две фильеры 11 движутся по одной горизонтальной линии и установлены на более короткие линейные модули 24 горизонтального перемещения, чем третья фильера 11. В зависимости от назначения строительного 3D принтера и уровня сложности печатаемых объектов печатающее устройство 10 может содержать две и более фильеры 11. При этом для решения конкретной поставленной задачи может быть задействованы как все имеющиеся фильеры 11, так и их часть. Незадействованные фильеры 11 могут быть сняты со своих позиций и не участвовать в работе или отключены с помощью отсечного клапана 21 или остановом насоса 16 подачи строительного раствора на данную фильеру 11.
Печатающее устройство 10 может комплектоваться фильерами 11 различного профиля и размеров проходного сечения.
Печатающее устройство 10 может содержать один или более компенсирующий груз 31, каждый из которых установлен на каретку 32 своего собственного линейного модуля 33.
На фиг. 4 печатающее устройство 10 содержит один компенсирующий груз 31, который установлен на линейный модуль 33 с двигателем 34.
Печатающее устройство 10 может содержать датчики (не показаны):
- ориентации в пространстве, например, инклинометр, магнитный компас и т.п;
- датчики определения местоположения в пространстве, например, датчики инерционной навигационной системы или маркеры, с помощью которых можно определить местоположение и пространственную ориентацию узла печати 3;
- датчики ориентации узла печати 3 относительно несущей рамы 12, например, линейные или угловые датчики измерений положения устройства печати 10 относительно несущей рамы 12;
- датчики определения местоположения каждой фильеры 11 в системе координат самого печатающего устройства 10, например, электронные линейки различного типа (не показаны).
Узел печати 3 подвешен с помощью тросов 2 на опорах 1, поэтому он не может поворачиваться для изменения направления ориентации печатающего устройства 10 с фильерами 11. Для обеспечения поворота печатающего устройства 10 относительно несущей рамы 12 (фиг. 2а, 3а) введен механизм 13 поворота (фиг. 5), который состоит из несущего элемента, поворотной части и привода вращения. Несущий элемент в данном исполнении представлена в виде зубчатого колеса 35, имеющего внутреннюю кольцевую направляющую, по которой перемещаются ролики 36. Поворотная часть представляет собой основание 23 печатающего устройства 10. На основании 23 установлен привод вращения содержащий двигатель 37 с шестерней 38, который входит в зацепление с зубчатым колесом 35. Механизм 13 поворота своим несущим элементом, т.е. зубчатым колесом 35, может быт установлен неподвижно непосредственно на несущую раму 12 (фиг. 2а, 3а) или на механизм 14 точного перемещения (фиг. 2б, 3б). В последнем случае зубчатое колесо 35 будет установлено в качестве подвижной платформы (общетехнический термин, применяемый в механизме Стюарта или подобных устройствах).
Механизм 13 поворота печатающего устройства 10 содержит датчик угла поворота (не показан) печатающего устройства 10 относительно зубчатого колеса 35.
Механизм 13 поворота печатающего устройства 10 может иметь другие конструктивные решения, обеспечивающие аналогичный результат. Например, вместо зубчатой передачи может быть использована цепная или ременная передача с зубчатым ремнем и т.д.
Механизм 14 точных перемещений печатающего устройства 10 обеспечивает до трех степеней свободы линейных перемещений и до трех степеней свободы вращения печатающего устройства 10 относительно несущей рамы 12, что позволяет обеспечить компенсацию ошибок движения узла печати 3 с помощью тросов 2 и лебедок 4 по заданной траектории. Отклонение от заданной траектории движения может быть связана с неточностью движения тросов 2, недостаточной жесткостью опор 1, ветровыми нагрузками и т. п. С другой стороны, снижение точности движения узла печати 3 может быть результатом целенаправленной разработки облегченной конструкции и мощности. Если движение узла печати 3 обеспечивается достаточно точно, строительный 3D принтер может не содержать механизма 14 точных перемещений. Если движение узла печати 3 обеспечивается достаточно точно, строительный 3D принтер может не содержать механизма 14 точных перемещений.
На фиг. 6а, 6б и 6в представлены варианты исполнения механизма 14 точных перемещений печатающего устройства 10.
Механизм 14 точных перемещений (вариант исполнения фиг. 6а) содержит основание 39 и подвижную платформу в виде зубчатого колеса 35, которые соединены между собой с помощью двух линейных актуаторов 40 (приводы), оба конца которых снабжены шарнирами вращения 41, например, шарнирными подшипниками. Кронштейн 42 одним концом жестко соединен с основанием 39, а другим концом через шарнир вращения 37 соединен с зубчатым колесом 35. Т.о. данный механизм обеспечивает две степени свободы вращения.
Механизма 14 точных перемещений (вариант исполнения фиг. 6б) содержит основание 39 и подвижную платформу в виде зубчатого колеса 35, которые соединены между собой с помощью трех линейных актуаторов 40, у двух из которых оба конца снабжены шарнирами вращения 41, например, шарнирными подшипниками, а третий линейный актуатор 40 одним своим концом жестко соединен с основанием 39, а его шток 43 соединен с зубчатым колесом 35 через шарнир вращения 41. При этом расстояние между точками установки актуаторов 40 на основании 39 и зубчатом колесе 35 различны. Т.о. данный механизм обеспечивает две степени свободы вращения и одну степень свободы линейного перемещения.
Механизм 14 точных перемещений (вариант исполнения фиг. 6в) выполнен виде механизма Стюарта, состоящего из основания 39 и подвижной платформы в виде зубчатого колеса 35, соединенных между собой с помощью шести линейных актуаторов 40, которые снабжены шарнирами вращения 41, например, шарнирными подшипниками. При этом расстояние между точками установки актуаторов 40 на основании 39 и зубчатом колесе 35 различны. Т.о. данный механизм обеспечивает шесть степеней свободы движения (три линейных степени свободы и три степени свободы вращения).
Основание 39 механизма 14 точных перемещений может представлять собой часть конструкции несущей рамы 12 с элементами крепления актуатора 40, шарниров вращения 41, кронштейна 42. Подвижная платформа, представленная в виде зубчатого колеса 35 может быть выполнена в виде другой конструкции, на которую устанавливаются элементы последующих механизмов. На фиг. 6а, 6б, 6в подвижная платформа выполнена в виде зубчатого колеса 35 внешнего зацепления и имеет внутри кольцевую направляющую. Данное зубчатое колесо 35 является одновременно несущим элементом механизма 13 поворота печатающего устройства 10 (фиг. 4).
Механизм 14 точных перемещений устройства печати 10 содержит датчики линейных перемещений (не показаны) зубчатого колеса 35 относительно основания в трех осях координат, а также три датчика угла поворота (не показаны) зубчатого колеса 35 относительно основания 39.
Механизм 14 точных перемещений может иметь другую конструкцию, которая должна обеспечить до трех степеней линейных перемещений и до трех степеней вращательных движений узла печати 10. При этом величины ходов линейных перемещений и углов поворота вращательных движений должны компенсировать возможные ошибки движения и пространственной ориентации узла печати 3, вызванные неточностью изменения длин тросов 2, недостаточной жесткостью опор 1, ветровыми нагрузками и т. п.
Помимо датчиков, установленных на печатающем устройстве 10, механизме 13 поворота печатающего устройства 10 и механизме 14 точных перемещений печатающего устройства 10 узел печати 3 содержит датчик (не показан) пространственной ориентации узла печати 3, например, трехосевой инклинометр, датчик (не показан) определения местоположения узла печати 3 в пространстве, например, датчик инерционной навигационной системы, датчики или маркеры (не показаны) для определения местоположения и пространственной ориентации узла печати 3 с помощью видеокамер компьютерного зрения, лазерных трекеров, видеокамер или лазерных дальномеров (не показаны), позволяющих определить местоположение в пространстве и пространственную ориентацию узла печати 3. Указанные датчики устанавливаются непосредственно на несущую раму 12 или в локальный пульт 22 управления, если он установлен жестко на несущей раме 12. Узел печати 3 может также содержать другие датчики, обеспечивающие контроль работы узлов, условия работы и результат выполнения работ, например, датчики давления в рукаве 6 подачи строительного раствора, датчики температуры окружающей среды и строительного раствора, датчики контроля перемещений исполнительных органов, видеокамеры для контроля результата нанесения строительного раствора и т.п.
Узел печати 3 может содержать емкость 44 для строительного раствора (фиг. 7а), при этом каждый насос 16 подачи строительного раствора соединен с емкостью 44 для строительного раствора отдельно. Емкость 44 для строительного раствора может иметь устройство перемешивания (не показано) строительного раствора.
Насос 20 подачи дополнительного компонента строительного раствора соединен со входом соответствующего насоса 16 подачи строительного раствора (фиг. 3в) или один насос 20 (не показано) подачи дополнительного компонента может быть соединен с емкостью 44 для строительного раствора.
Емкость 44 для строительного раствора может быть установлена на узле печати 3 стационарно или на легкосъемное соединение. Например, емкость 44 (фиг. 7б) может иметь цапфы 45а для установки на несущую раму 12 и цапфы 45б для установки на устройство извлечения (не показано) емкости 44 из узла печати 3, а на несущей раме 12 иметь специальные опоры – ловители 46, на которые устанавливаются цапфы 45а емкости 44 для строительного раствора, а также узел соединения емкости 44 с насосами 16 подачи строительного раствора
Дополнительно такая емкость 44 может содержать датчик для определения количества имеющегося строительного раствора, например, датчики веса (не показаны).
Строительный 3D принтер, содержащий узел печати 3 с емкостью 44 для строительного раствора, может быть оборудован не менее чем одним устройством заправки 47 (фиг. 8, 9) емкости 44 для строительного раствора узла печати 3, выполненным в виде отдельной опоры 1 с подъемником 48, на которой установлен сливной патрубок 49, соединенный с гибким рукавом 6 подачи строительного раствора. Устройства заправки 47 емкости 44 строительного раствора узла печати 3 могут быть расположены в разных концах рабочей зоны печати. Если строительный 3D принтер содержит одно устройство заправки 47 (фиг. 8) емкости 44 строительного раствора, то он устанавливается в такое место, чтобы оптимизировать холостые движения узла печати 3 от точек печати до устройства заправки 47.
Строительный 3D принтер, содержащий узел печати 3 с емкостью 44 для строительного раствора, установленной на легкосъемное соединение может быть оборудован не менее чем одним устройством 50 заправки и замены емкости 44 для строительного раствора устанавливаемой на легкосъемное соединение узла печати 3 (фиг. 10, 11) и содержать одну или более дополнительных сменных емкостей 44, которые установлены на устройство заправки 50 и замены емкости 44 для строительного раствора. Устройство 50 заправки и замены емкости 44 для строительного раствора содержит опору 1, не менее двух подъёмников 52 с кронштейнами 53 и опорами-ловителями 46 для установки цапф 45б емкости 44 для строительного раствора, над которыми установлен сливной патрубок 54 для слива строительного раствора, который выполнен поворотным. Размещение устройств 50 заправки и замены емкости для строительного раствора аналогично размещению узла заправки емкости 47 строительного раствора (фиг. 8).
Устройство 5 подготовки и подачи строительного раствора (фиг. 12) содержит один или несколько дозаторов 55 твердых компонентов и один или несколько дозаторов 56 жидких компонентов, смеситель 57, бункер 58 готового строительного раствора и насос 59 подачи строительного раствора. Насос 59 подачи строительного раствора объемного типа, например, героторный, перистальтический, роторный лопастной и т. п., снабжен регулируемым приводом 60, например, сервомотором, шаговым двигателем или асинхронным двигателем с частотным преобразователем напряжения. Выход насоса соединен с предохранительным или управляемым клапаном 61, или дросселем, который сбрасывает излишки строительного раствора обратно в бункер 58.
Строительный 3D принтер содержит основной пульт 7 управления (фиг. 1, 8, 10) и локальные пульты (не показаны) управления, которые установлены на узле печати 3, лебедках 4, устройстве 5 подготовки и подачи строительного раствора, устройстве 47 заполнения емкости 44 для строительного раствора, устройстве 48 заправки емкости 44 для строительного раствора и на устройстве заправки и замены легкосъемной емкости 44 для строительного раствора.
Основной пульт 7 управления вынесен за периметр строительного 3D принтера, и осуществляет следующие функции:
- выработка технологического процесса печати и управление всем процессом печати;
- управлением всеми входящими в состав принтера приводами (драйверами) сервоприводов, актуаторов, заслонок и т. п.;
- взаимодействие с оператором через панель оператора;
- связь основного пульта 7 и локальных пультов осуществляется по беспроводной связи (Wi Fi) или по сети Profinet, Ethernet / IP, и т.п.
Локальные пульты управления содержат приводы (драйверы) управления входящими в данный узел устройств (сервомоторы, клапаны и т.п.) вторичные преобразователи датчиков и измерительных устройств входящих в данный узел, контроллер, обеспечивающий взаимодействие этих устройств и связи с основным пультом 7 управления.
Локальные пульты управления осуществляют сбор информации с расположенных узлах датчиков и средств измерения, непосредственно управление устройствами (двигателями, клапанами и т.п.), могут осуществлять блокировки с целью создания требуемых ограничений и предотвращения аварийных ситуаций, а также передают на основной пульт 7 управления необходимую информацию.
На строительной площадке устанавливаются механические, оптические или лазерные реперы для калибровки строительного 3D принтера до начала и периодический в процессе ведения работ. При этом на узел печати 3 устанавливаются ответные детали (щупы), фотоприемники или дальномеры (не показано).
На фиг. 13а-13в представлены варианты нанесения строительного раствора фильерами 11 при возведении одного уровня элемента сооружения типа стены. Для упрощения идентификации каждой фильере 11 присвоен индекс (11а, 11б, 11в и т.п.).
На фиг. 13а представлен вариант исполнения части стены, выполненной тремя фильерами: 11а, 11б, 11в. Боковые стенки 62 и 63 связаны зигзагообразной связью 64.
На фиг. 13б представлен вариант исполнения части стены, выполненной четырьмя фильерами: 11а, 11б, 11в и 11г. Боковые стенки 62 и 63 связаны зигзагообразными связями 64 и 65.
На фиг. 13в представлен вариант исполнения части стены цилиндрической формы, выполненной тремя фильерами: 11а, 11б, 11в. Боковые стенки 62 и 63 имеют цилиндрическую форму и связаны зигзагообразной связью 64.
Строительный 3D принтер работает следующим образом
Конструкция печатаемого объекта характеризуется множеством уровней печати и множеством линий печати на каждом уровне. Одни линии печати определяют внешние формы объекта, другие внутренние, третьи выступают в качестве связей между ними. Соответственно, линии печати имеют самые разнообразные формы: прямолинейные, криволинейные, циклические (зигзаг, меандр, синусоида и т.п.). Причем все эти линии могут быть на одном уровне печати.
В основной пульт 7 управления строительного 3D принтера загружается управляющая программа и вводится 3D модель печатаемого объекта (возводимого сооружения, здания, архитектурной формы и т. п.). На основании указанной модели управляющая программа разделяет печатаемый объект на уровни печати и строит линии печати для каждого уровня. Управляющая программа рассчитывает траекторию движения узла печати 3, угол поворота устройства печати 10 относительно несущей рамы 12 с помощью механизма 13 поворота, количество работающих фильер 11 и перемещение каждой фильеры 11 линейными модулями 24.
Траектория движения узла печати 3 рассчитывается исходя из условия минимизации инерционных нагрузок на узел печати 3 для чего движение производится с минимальным изменением направлений движений, которые обусловлены формой печатаемого объекта. Такое решение позволяет реализовать максимальную скорость движения узла печати 3 и обеспечить такую траекторию движения узла печати, при которой достигается высокая производительность печати. Также учитывается размер хода линейных модулей 24 перемещения фильер 11 на заданном уровне печати. Оптимальным с этой точки зрения может быть линия, проходящая посередине между линиями печати, которые определяют ширину печати на данном участке.
Угол поворота устройства печати 10 относительно несущей рамы 12 с помощью механизма 13 поворота, рассчитывается исходя из пространственной ориентации и направления движения узла печати 3. Требуемый угол поворота устройства печати 11 обеспечивает перпендикулярность или другой требуемый угол между линейными модулями 24 фильер 11 и касательной к траектории движения узла печати 3 в данной точке.
Количество работающих фильер 11 определяется количеством печатаемых линий. Печать может производиться одновременно на нескольких уровнях печати. Если количество фильер 11 превышает количество линий печати отдельные фильеры 11 могут не производить печать. Соответственно должны быть отключены двигатели 18 насосов 16, которые питают эти фильеры. Также могут быть перекрыты отсечные клапаны 21 соответствующих фильер.
Перемещение каждой фильеры 11 линейным модулем 24 определяется координатой точки печати фильеры 11 и координатой местоположения узла печати 3. При этом механизм 13 поворота держит ориентацию устройства печати 10 таким образом, что линейные модули 24 перпендикулярны касательной к траектории движения узла печати 3 в данной точке или образуют с ним другой угол и требуемая точка печати находится на линии перемещения фильеры 11 линейным модулем 24.
До начала работы принтера рассчитываются планы движения каждого механизма и устройства: механизма 13 поворота, линейных модулей 24, насосов 16 подачи строительного раствора и т. д.
Работа принтера заключается в том, что устройство 5 подготовки и подачи строительного раствора готовит и подает строительный раствор на насосы 16 подачи строительного раствора, которые дозировано подают его на фильеры 11. Экструдированный из фильер 11 строительный раствор в виде жгута заданного сечения ложится на линию печати, образуя элемент слоя, высота которого равна расстоянию между уровнями печати. Движение фильер 11 обеспечивают движение узла печати 3 и перемещение их с помощью линейных модулей 24. После прохождения всех линий печати одного уровня узел печати 3 поднимается на следующий, чтобы продолжить печать.
Для печати могут быть использованы водные строительные растворы на основе песчано-цементных, песчано-гипсовых, песчано-глинистых, песчано-полимерных и т. п. смесей с добавлением технологических, реологических, упрочняющих и т. п. компонентов. Непосредственно перед нанесением строительного раствора в его состав могут быть добавлены дополнительные компоненты, изменяющие реологические свойства или скорость отвердения строительного раствора. Дополнительные компоненты строительного раствора из емкости 19 на узле печати 3 подаются насосами 20 в строительный раствор.
Принтер начинает работу с расположения узла печати 3 на реперной точке с известными координатами (не показано). По команде пульта 7 управления шкивы 8а выставляются на заданную высоту, лебедки 4 синхронно изменяют длины тросов 2 таким образом, что узел печати 3 движется на заданную точку начала печати.
Устройство 5 подготовки и подачи готовит строительный раствор требуемого состава, который насосом 59 подачи подают по рукаву 6 в разветвитель 15 потока узла печати 3, затем насосами 16 через гибкие шланги 17 в фильеры 11. Каждый насос 16 обеспечивает требуемую производительность подачи строительного раствора путем задания частоты вращения двигателя 18, установленную в зависимости от размера проходного сечения и скорости движения фильеры 11, работу которой он обеспечивает. Насос 59 подачи строительного раствора имеет производительность несколько выше, чем суммарная производительность всех насосов 16, что обеспечивается частотой вращения регулируемого привода 60. Избыток поданного строительного раствора возвращается предохранительным или управляемым клапаном 61 обратно в бункер 59 устройства 5 подачи строительного раствора.
Изменяя согласованно длины тросов 2 лебедками 4, двигают узел печати 3 в соответствии с рассчитанной траекторией движения каждого уровня печатаемого объекта. Механизм 13 поворота поворачивает печатающее устройство 10 относительно несущей рамы 12 узла печати 3 на заданное угловое расположение так, чтобы обеспечить перпендикулярность или другой требуемый угол между линейными модулями 24 фильер 11 и касательной к траектории движения узла печати 3 в данной точке. Для этого двигатель 37 вращает шестерню 38, которая входит в зацепление с колесом 35. Шестерня перемещается по поверхности колеса 35 и увлекает во вращательное движение основание 23 печатающего устройства 10. Ролики 36 контактируют и движутся по внутренней кольцевой направляющей зубчатого колеса 35, что обеспечивает вращательное движение основания 23 относительно центра зубчатого колеса 35. Изменение направление вращения двигателя 37 и скорость вращения обеспечивают поворот основания 23 вправо-влево с заданной угловой скоростью, что позволяет изменять направление ориентации печатающего устройства 10 с фильерами 11. Вариант ориентации печатающего устройства 10, при котором линейные модули 24 располагаются перпендикулярно траектории движения узла печати 3, обеспечивает наиболее широкое поле печати.
Фильеры 11 печатающего устройства 10 перемещаются линейными модулями 24 горизонтального перемещения на заданную точку в соответствии с расположением линии печати. В зависимости от скорости и направления вращения двигателей 25 линейных модулей 24 горизонтального перемещения задается скорость и направление перемещения каждой фильеры 11. Результирующая скорость и направление движения каждой фильеры 11 складывается как векторная сумма скорости и направления движения узла печати 3 и скорости и направления перемещения каждой фильеры 11 линейными модулями 24. Соответственно, линия движения фильеры 11 будет подобна траектории узла печати 3, если фильера 11 не перемещается линейным модулем 24, или отклоняться от нее, образуя иные линии движения, если фильера 11 перемещается линейным модулем 24. В частности, если линейный модуль 24 совершает циклические движения, то линии движения фильеры 11 также получаются циклическими, например, в виде в виде синусоиды, зигзага, меандра и т.п. Таким образом строительный 3D принтер может печать линии любой сложности заданной траектории и, соответственно, обеспечить печать объекта любой сложности. При этом узел печати 3 движется с минимальным количеством изменения направлений движений по траектории, которая обусловлены формой печатаемого объекта, а установленные на печатающем устройстве 10 узла печати 3 фильеры 11, совершают на большой скорости боковые и циклические движения согласно линии печати, что позволяет получить высокую производительность работы. Это возможно благодаря тому, что масса каждой фильеры 11 намного меньше массы узла печати 3. Принтер при этом потребляет меньшую мощность.
При печати нескольких линий одновременно, траектория движения узла печати 3 может быть выбрана как средняя линия между двумя крайними линями, которые определяют ширину печатаемого фрагмента объекта. Если эта линия имеет циклический характер, то выбирается средняя линия данной циклической линии. Таким образом исключаются циклические движения узла печати 3. При этом узел печати 3 должен находиться на такой линии, чтобы фильеры 11 достигали крайних точек печатаемого объекта. Также может быть выбрана линия эквидистантная ей.
Выбор траектории движения узла печати 3 плавной с минимальным количеством изменения направлений движения, которое обусловлено формой печатаемого объекта, позволяет обеспечить высокую скорость печати линий с частым изменением направления печати и высокую точность печати.
Печать объекта по траектории движения узла печати 3 с минимальным количеством изменения направлений движения, которые обусловлены формой печатаемого объекта, позволяет обеспечить высокую скорость печати объекта, имеющих линии с частым изменением направления печати, и высокую точность печати.
Циклическое движение линейных модулей 24 с фильерами 11 приводит к возникновению переменной величины количества движения (импульса движения), которое передается узлу печати 3, подвешенному на тросах 2, и не компенсируется. Это может приводить к возникновению колебательных движений узла печати 3, что может повлиять на точность его перемещения и в итоге на точность печати. Для устранения указанного явления, в периоды совершения фильерами 11 некомпенсированных циклических движений, приводятся в движение компенсирующие грузы 31.
При любом количестве подвижных фильер 11 возможен расчет суммарной величины количества движения, возникающего как реакция на движения фильер 11 и задание параметров движения компенсирующего груза 31.
Применение подвижных компенсирующих грузов 31 позволяет избежать возникновение колебательных движений узла печати 3, которое влияет на точность движения печати 3 и всех входящих в него компонентов и, в конечном случае, фильер 11, и позволяет повысить точность печати, а также не допустить возникновения параметрических автоколебаний, что может оказаться опасным для работы строительного 3D принтера.
Каждая фильера 11 может быть установлена на определенную высоту за счет перемещения каретки 28 линейного модуля 27 вертикальных перемещений. Скорость и направление перемещения фильер 11 в вертикальном направлении определяется направлением и скоростью вращения двигателей 25 линейных модулей 27 вертикального перемещения. Это позволяет производить печать объекта сразу на нескольких высотах одновременно, т.е. на нескольких уровнях. Для этого фильеры 11 устанавливают на высотах расположения тех уровней, на которых производит печать данная фильера 11. Количество одновременно печатаемых уровней может быть от одного до общего количества установленных фильер 11.
Требуемая производительность каждой фильеры 11 определяется поперечным сечением выходного отверстия и результирующей скоростью ее перемещения. Насосы 16 подачи строительного раствора обеспечивают требуемую производительность для каждой фильеры 11 за счет скорости вращения сервомотора 18. Таким образом производительность каждой фильеры 11 задается в зависимости от скорости ее перемещения и площади поперечного сечения ее выходного отверстия. При необходимости возможно прерывание подачи строительного раствора на любую из фильер 11 путем останова соответствующего насоса 16, а также дополнительного перекрытия потока строительного раствора отсечным клапаном 21 при его наличии. Отсечной клапан 21 позволяет ускорить время отсечки строительного раствора и снижает неконтролируемое нанесение строительного раствора при прерывании подачи строительного раствора. Экструдированный из фильер 11 строительный раствор в виде жгута заданного сечения ложится на линию печати, образуя элемент слоя, высота которого равна расстоянию между уровнями печати.
Представленный на фиг. 4 вариант исполнения устройства печати 3 содержит три фильеры 11. Две боковые фильеры 11 могут быть использованы для нанесения строительного раствора на боковые стенки 62, 63 печатаемого объекта (фиг.13а), а средняя фильера 11 для нанесения зигзагообразной линии 64, связывающую боковые стенки 62 и 63. Соответственно, перемещение этой фильеры 11 будет способствовать появлению циклического момента движения, пропорционального весу фильеры 11 с проходящим через нее строительным раствором, и скорости ее перемещения. Для компенсации этого циклического момента движения линейный модуль 33 приводит в движение каретки 32 с компенсирующим грузом 31, который движется противоположно перемещению фильеры 11 с тем же моментом движения, что и фильера 11 с проходящей через него массой строительного раствора. Это позволяет компенсировать величину суммарного количества движения колеблющейся средней фильеры 11 и исключить возможные колебательные движения узла печати 3.
Примеры реализации.
на фиг. 13а-13в представлены варианты нанесения строительного раствора фильерами 11 при возведении одного уровня печатаемого объекта, например, стены. Для упрощения идентификации каждой фильере 11 присвоен индекс (11а, 11б и т.д.).
На фиг. 13а представлен вариант исполнения стены, состоящей из двух боковых стенок 62 и 63 и зигзагообразной линии 64, тремя фильерами: фильеры 11а и 11б печатают стенки 62 и 63, фильера 11в печатает зигзагообразную линию 64, связывающую стенки 62 и 63. Траектория движения узла печати 3 выбрана как среднее между линиями печати 62 и 63 (штрих-пунктирная линия) и является прямой, что обусловлено формой печатаемого фрагмента. Механизм 13 поворота поворачивает печатающее устройство 10 относительно несущей рамы 12 вокруг ее вертикальной оси (на фигурах не показано) так, чтоб линейные модули 24 были перпендикулярны траектории движения узла печати 3. Фильеры 11а и 11б при печати не совершают перемещения и печатают по линиям печати стенок 62 и 63 повторяя траекторию движения узла печати 3. Скорость движение обоих филер 11а и 11б одинакова, при этом производительность насосов 16, питающих эти фильеры одинакова и задается частотой вращения двигателей 18, приводящих во вращение эти насосы 16. Фильера 11в при печати совершает постоянные циклические движения перпендикулярно направлению движения узла печати 3 от стенки 62 к стенке 63 и обратно. Скорость движения фильеры 11в определяется как векторная сумма скорости перемещения ее линейными модулями 24 и скорости движения узла печати 3. Скорость движения фильеры 11в выше скорости движения фильер 11а и 11б и меняется в зависимости от ее местоположения: на линейных участках зигзага - самая высокая и уменьшается до скорости движения узла печати 3 в момент обратного разворота у стенок 62 и 63. Производительность насоса 16 изменяют с помощью двигателя 18.
Количество фильер 11 равно количеству линий печати уровня и поэтому все три фильеры 11а, 11б и 11 в могут находиться на одном уровне. Возможна печать, при которой фильеры 11а, 11б и 11в будут на разных уровнях печати.
Вариант печатаемого объекта стенки по фиг. 13а может быть выполнен печатающим устройством 10, содержащем две фильеры 11 (11а и 11б). Печать происходит следующим образом:
При каждом прохождении узла печати 3 могут быть выбрана траектории движения узла печати 3, которая обусловлена формой фрагмента печати как:
прямая линия, которая проходит как средняя линия между крайними линиями печати 62 и 63,
линия, которая находится как средняя линия между точками разворота зигзагообразной линии печати 64, которыми она не касается линии печати 62 и линей печати 62,
линия, которая находится как средняя линия между точками разворота зигзагообразной линии печати 64, которыми она не касается линии печати 63 и линей печати 63.
Все указанные линии параллельны друг другу и обеспечивают одинаково прямолинейную траекторию узла печати 3. В данном случае выбрана линия, проходящая посередине между линиями печати 62 и 63, которая обозначена штрихпунктирной линией.
Первое прохождение узла печати 3. Фильера 11а устанавливается над линией печати стенки 62, фильера 11б – над зигзагообразной линией 64 (не так, как показано на фиг.13а). Обе фильеры 11а и 11б устанавливаются на одной высоте. При движении узла печати 3 вдоль печатаемого объекта стены фильера 11а не совершает циклических движений, фильера 11б совершает постоянные циклические движения перпендикулярно направлению движения узла печати 3 от стенки 62 до места расположения печатаемой стенки 63 и обратно. В результате после первого прохождения узла печати 3 на данном уровне будут напечатаны стенка 62 и зигзагообразная линия 64.
Второе прохождение узла печати 3. Фильера 11а устанавливается над линией печати стенки 62, фильера 11б – над линией печати стенки 63. Причем фильера 11а устанавливается на втором уровне, фильера 11б находится на первом уровне печати. При движении узла печати 3 вдоль печатаемого объекта стены фильеры 11а и 11б не совершают движения перпендикулярного направлению движения узла печати 3. В результате после второго прохождения на первом уровне печати будут напечатаны стенки 62, 63 и зигзагообразная линия 64, на втором уровне будет напечатана стенка 63.
Третье прохождение узла печати 3. Фильера 11а устанавливается над зигзагообразной линией 64, фильера 11б – над линией печати стенки 63. Обе фильеры устанавливаются на втором уровне печати на одной высоте. При движении узла печати 3 вдоль печатаемого объекта стены, фильера 11а совершает постоянные циклические движения перпендикулярно направлению движения узла печати 3 от стенки 62 к стенке 63 и обратно, фильера 11б не совершает перемещения. В результате после третьего прохождения будут напечатаны два уровня стенок 62, 63 и два уровня зигзагообразной линии 64.
На фиг. 13б представлен вариант исполнения стены, выполненной из двух стенок 62, 63 и двух зигзагообразных линий 64, 65, выполненной четырьмя фильерами: фильеры 11а и 11б устанавливается над линией печати стенок 62 и 63, фильеры 11в и 11г над линией печати связей 64 и 65.
Для печати выбрана прямолинейная траектория узла печати 3, которая обусловлена формой фрагмента печати как прямой линии и проходит как средняя линия между крайних линий печати 62 и 63, и которая обозначена как штрихпунктирная линия.
Узел печати 3 движется по заданной траектории вдоль печатаемого объекта стены. Механизм 13 поворота печатающего устройства 10 поворачивает его вокруг вертикальной оси так, чтоб линейные модули 24 были перпендикулярно линии движения узла печати 3. Фильеры 11а и 11б перемещают над линиями печати стенок 62 и 63 и не совершают циклических движений. Фильеры 11в 11г совершает постоянные циклические движения перпендикулярно направлению движения узла печати 3 от стенки 62 к стенке 63 и обратно. В местах пересечения зигзагообразных линий 64 и 65 одна из фильер 11в или 11г прерывает подачу строительного раствора. Это позволяет избежать чрезмерного нанесения строительного раствора в местах пересечения зигзагообразных линий 64 и 65. Количество фильер 11 равно количеству линий печати уровня и поэтому все четыре фильеры 11а, 11б, 11в и 11г и могут находиться на одном уровне. Возможна печать, при котором фильеры 11а, 11б, 11в и 11г находятся на разных уровнях печати.
На фиг. 13в представлен вариант исполнения печатаемого объекта стены цилиндрической формы, состоящей из двух цилиндрических стенок 62, 63 и зигзагообразной линии 64, выполненной тремя фильерами. Фильеры 11а и 11б устанавливаются над линиями печати стенок 62 и 63 соответственно, фильера 11в устанавливается над линией печати связи 64. Узел печати 3 совершает плавное движение по криволинейной траектории, обусловленной формой печатаемого объекта эквидистантно стенок 62 и 63 (например, по пунктирной линии). Механизм 13 поворота печатающего устройства 10 поворачивает его вокруг вертикальной оси (на фигурах не показано) так, чтоб линейные модули 24 всегда были перпендикулярно траектории узла печати 3. Фильеры 11а и 11б движутся над линиями печати стенок 62 и 63, не совершая циклических движений, и в результате чего перемещаются по траектории, подобной траектории движения узла печати 3. Фильера 11в совершает постоянные циклические движения перпендикулярно направлению движения узла печати 3 от стенки 62 к стенке 63 и обратно. Количество фильер равно количеству линий печати уровня и поэтому все три фильеры 11а, 11б и 11 в могут находиться на одном уровне. Возможна печать, при котором фильеры 11а, 11б и 11в находятся на нескольких уровнях.
Строительный 3D принтер с вариантом исполнения узла печати фиг. 3б (структурная схема фиг. 2б) отличается наличием механизма 14 точных перемещений устройства печати 10. Наличие механизма 14 точных перемещений позволяет выполнять точную печать объекта при невысокой точности движения и пространственной ориентации узла печати 3 во время движения. Невысокая точность движения и пространственная ориентация узла печати 3 во время перемещений может быть вызвана невысокой жесткостью опор 1, невысокой точностью работы лебедок 4, изменением жесткости тросов 2, ветровой нагрузкой на конструкцию во время работы и т. п.
С другой стороны, наличие механизма 14 точных перемещений позволяет проектировать строительный 3D принтер, обладающий невысокой жесткостью опор 1, то есть облегченную конструкцию. Точное позиционирование узла печати 3, а особенно точная пространственная ориентация его требует высоких усилий на тросах и достаточной мощности лебедок 4. Наличие механизма 14 точных перемещений позволяет снизить нагрузки на конструкцию и установленную мощность лебедок 4, что также облегчает и упрощает конструкцию строительного 3D принтера.
При движении узла печати 3 датчик пространственной ориентации (не показан) узла печати 3, датчик определения местоположения (не показан) узла печати 3 в пространстве определяют истинное местоположение и пространственную ориентацию узла печати 3 в пространстве, данные отправляются на пульт 7 управления. Пульт 7 управления определяет величину ошибки положения и пространственной ориентации узла печати 3 относительно заданной программой управления.
Работа механизма 14 точных перемещений заключается в том, чтобы несмотря на ошибки местоположения и пространственной ориентации узла печати 3 устройство печати 10 имело требуемое пространственное положение и ориентацию в пространстве и в конечном счете фильеры 11 двигались по заданным линиям печати с требуемой точностью.
Представленные на фиг. 6а, 6б и 6в варианты исполнении механизма 14 точных перемещений имеют различную сложность исполнения и соответственно могут компенсировать неточность движения узла печати 3 в различной степени.
Вариант исполнения механизма 14 точных перемещений вариант исполнения фиг. 6а компенсирует угловые отклонения узла печати 3 относительно двух взаимно перпендикулярных горизонтальных осей, то есть горизонтальность расположения узла печати 3.
Вариант исполнения механизма 14 точных перемещении вариант исполнения фиг. 6б компенсирует угловые отклонения узла печати 3 относительно двух взаимно перпендикулярных горизонтальных осей, и неточность его расположения по высоте.
Вариант исполнения механизма 14 точных перемещении вариант исполнения 6в компенсирует как отклонения местоположения узла печати в пространстве, так и его пространственную ориентацию.
Входящий в узел печати 3 механизм 13 поворота может дополнительно исправлять ошибку ориентации узла печати 3 относительно вертикальной оси вращения, что актуально для вариантов исполнения узла печати 3 с применением механизма 14 точных перемещений исполнения фиг. 6а и 6б.
Линейный модуль 24 горизонтальных перемещений при движении фильеры 11 может дополнительно компенсировать неточность расположения узла печати 3.
Линейный модуль 27 вертикальных перемещений может компенсировать неточность расположения узла печати 3 по высоте.
Механизм 14 точных перемещений исполнения фиг. 6а производит перемещение зубчатого колеса 35 путем согласованного движения двух входящих в него линейных актуаторов 40. Величины перемещений каждого линейного актуатора 40 рассчитываются исходя из требуемой величины угловой скорости и угла поворота зубчатого колеса 35. В результате перемещений зубчатое колесо 35 получает вращательные движения в двух степенях свободы по горизонтали относительно несущей рамы 12 (фиг. 3б), то есть исправляет ошибку пространственной ориентации устройства печати 10, связанную с неточностью ориентации узла печати 3 по двум горизонтальным взаимно-перпендикулярным осям вращения.
Механизм 14 точных перемещений исполнения фиг. 6б производит перемещение зубчатого колеса 35 путем согласованного движения всех трех входящих в него линейных актуаторов 40. Величины перемещений каждого линейного актуатора 40 рассчитываются исходя из требуемой величины угловой скорости и угла поворота зубчатого колеса 35. В результате перемещений зубчатое колесо 35 получает линейное перемещение по вертикальной оси и вращательные движения по двум горизонтальным осям относительно несущей рамы 12 (фиг. 3б), исправляет ошибку пространственной ориентации устройства печати 10, связанную с неточностью ориентации узла печати 3 по вертикальной оси координат и относительно двух горизонтальных взаимно-перпендикулярных осей вращения.
Механизм 14 точных перемещений исполнения фиг. 6в производит перемещение зубчатого колеса 35 путем согласованного движения всех шести входящих в него линейных актуаторов 40. Величины перемещений каждого линейного актуатора 40 рассчитывается исходя из требуемой величины угловой скорости и угла поворота зубчатого колеса 35. В результате перемещений зубчатое колесо 35 получает линейные перемещения по трем осям и вращательные движения в трех степенях свободы, встает на заданную точку в пространстве и приобретает требуемую пространственную ориентацию в пространстве, то есть исправляет ошибку пространственной ориентации устройства печати 10, связанную с неточностью ориентации узла печати 3.
Таким образом, механизм 14 точных перемещений исполнения фиг. 6в производит наиболее полную корректировку ошибки позиционирования и пространственной ориентации печатающего устройства 10 узла печати 3. Механизмы 13 точных перемещений поз. 6а и 6б обеспечивают соответственно корректировки пространственную ориентацию по двум осям, кроме вертикальной оси (фиг. 6а) и по вертикальной оси и пространственной ориентации по двум осям, кроме вокруг вертикальной оси. (фиг. 6б).
В варианте исполнения строительного 3D принтера фиг. 8 с узлом печати 3, содержащем емкость 44 для строительного раствора (фиг. 7а) подача строительного раствора на фильеры 11 осуществляется аналогично насосами 16, производительность которых для каждой фильеры 11 задается двигателями 18. Также возможно введение дополнительных компонентов строительного раствора из емкости 19 насосами 20.
Отличие работы строительного 3D принтера вариант исполнения фиг. 8 от варианта исполнения фиг. 1 является необходимость периодической заправки емкости 44 для строительного раствора узла печати 3 (фиг. 7а). Для этого после израсходования строительного раствора из емкости 44 (определяется датчиками веса (не показаны) или другим способом) управляющая программа подводит узел печати 3 к устройству 47 заправки емкости 44 строительного раствора. Устройство 47 заправки емкости 44 строительного раствора выставляет сливной патрубок 49 (фиг. 9) выше уровня емкости 44 строительного раствора. Когда емкость 44 строительного раствора окажется под сливным патрубком 49, устройство 5 подготовки и подачи строительного раствора подает строительный раствор. Подача завершается после заполнения емкости 44 строительного раствора, которое определяется датчиками веса (не показаны) емкости 44. Затем узел печати 3 уходит на точку, в котором была прервана печать для продолжения работы.
В строительном 3D принтере варианта исполнения фиг. 10 после израсходования строительного раствора из легкосъемной емкости 44 (фиг.7б), определяемого датчиками веса (не показаны) или другим способом емкости 44, управляющая программа подводит узел печати 3 к устройству 50 заправки и замены лёгкосъёмной емкости 44 строительного раствора. Подъемник 52 (правая на фиг. 11) с помощью кронштейнов 53 с установленными на них опорами-ловителями 46 захватывает легкосъемную емкость 44 за цапфы 45 и поднимает в верхнее положение. Неточность взаимного положения емкости 44 и подъемника 52 компенсируется работой опор-ловителей 46. Узел печати 3 переводится под другой подъемник 52 (слева на фиг. 11), который опускает заправленную сменную легкосъемную емкость 44 строительного раствора на опоры-ловители 46, расположенные на узле печати 3. Тележка опускается вниз настолько, чтобы цапфы 45б освободились от расположенных на кронштейнах 53 опорах-ловителях 46. Затем узел печати 3 уходит на точку, в которой была прервана печать для продолжения работы.
Таким образом, конструкция принтера позволяет реализовать способ печати, при котором узел печати 3 движется по линии, которая обусловлена формой печатаемого объекта, при этом фильеры 11 совершают движение в узле печати 3.
Размещение фильер 11 на разных высотах позволяет производить печать одновременно на нескольких уровнях.
Отсечка строительного раствора при проведении печати позволяет прерывать процесс печати на заданное время одной из фильер 11, то есть позволяет производить печать меньшим количеством фильер 11.
Представленные технические решения позволяют повысить точность печати, производительность выполнения строительных работ и снижает массу конструкции строительного 3D принтера и его установленную мощность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |
| Комплекс строительной 3D-печати | 2022 |
|
RU2794010C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| Способ возведения бетонной стены, рабочий орган строительного 3d-принтера и стена бетонная | 2018 |
|
RU2704995C1 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР ДЛЯ ПЕЧАТИ ВРЕМЕННЫХ И КАПИТАЛЬНЫХ ЗДАНИЙ | 2022 |
|
RU2828327C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА МАШИНЫ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2019 |
|
RU2706244C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |






Изобретение относится к конструкции строительных 3D принтеров для печати объектов, таких как здания, малые архитектурные формы, ограждения и т.п., из строительного раствора и к способу печати на 3D принтере. Технический результат изобретения заключается в повышении точности печати за счет обеспечения компенсации ошибок движения узла печати, повышении производительности выполнения строительных работ, снижении массы конструкции строительного 3D принтера и его установленной мощности, устранении нежелательных колебательных движений узла печати, обеспечении печати объекта любой сложности. Технический результат достигается тем, что строительный 3D принтер содержит опоры, узел печати, подвешенный на опорах с помощью тросов, лебедки управления длинами тросов и устройство подготовки и подачи строительного раствора. А узел печати содержит печатающее устройство с не менее чем двумя фильерами, каждая из которых установлена на собственный механизм линейного перемещения, а также технический результат достигается способом печати объекта с помощью такого 3D принтера. 2 н. и 15 з.п. ф-лы, 21 ил.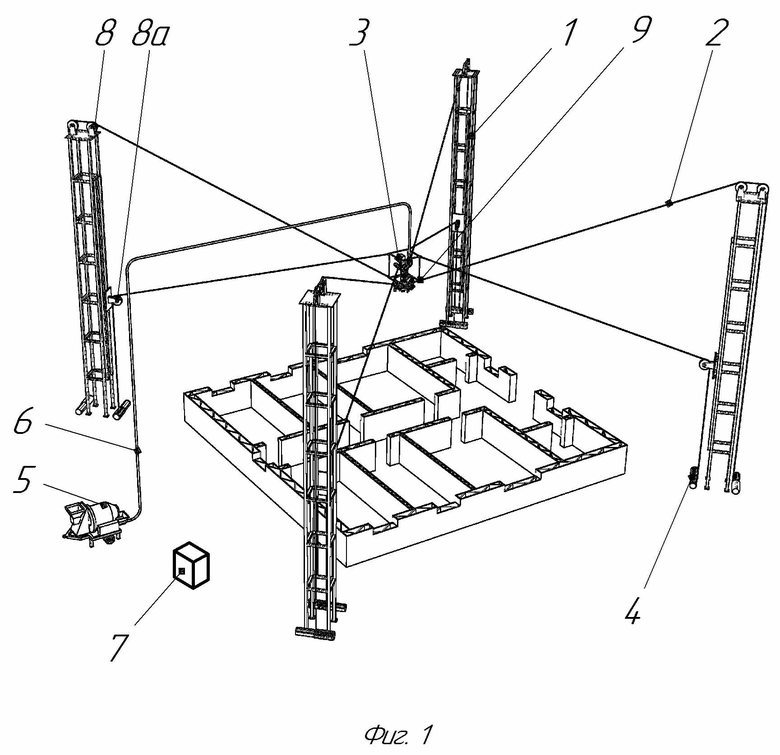
1. Строительный 3D принтер, содержащий опоры, узел печати, подвешенный на опорах с помощью тросов, лебедки управления длинами тросов и устройство подготовки и подачи строительного раствора, отличающийся тем, что узел печати содержит печатающее устройство с не менее чем двумя фильерами, каждая из которых установлена на собственный механизм линейного перемещения.
2. Строительный 3D принтер по п. 1, отличающийся тем, что печатающее устройство установлено на механизм поворота печатающего устройства.
3. Строительный 3D принтер по п. 1, отличающийся тем, что печатающее устройство установлено на несущую раму с помощью механизма точных перемещений печатающего устройства.
4. Строительный 3D принтер по п. 1, отличающийся тем, что печатающее устройство оснащено датчиками местоположения и ориентации в пространстве.
5. Строительный 3D принтер по п. 1, отличающийся тем, что печатающее устройство может содержать установленные на собственный привод линейного перемещения компенсирующие грузы.
6. Строительный 3D принтер по п. 1, отличающийся тем, что фильеры выполнены легкосъемными.
7. Строительный 3D принтер по п. 1, отличающийся тем, что узел печати содержит по меньшей мере одну емкость.
8. Строительный 3D принтер по п. 1, отличающийся тем, что узел печати содержит емкость для строительного раствора, которая может быть легкосъемной.
9. Строительный 3D принтер по п. 1, отличающийся тем, что содержит устройство заправки емкости для строительного раствора узла печати.
10. Строительный 3D принтер по п. 1, отличающийся тем, что содержит устройство заправки и замены емкости для строительного раствора узла печати.
11. Строительный 3D принтер по п. 1, отличающийся тем, что устройство подачи строительного раствора содержит насос подачи строительного раствора, выход которого соединен с предохранительным или управляемым клапаном для сбрасывания излишков строительного раствора обратно в бункер.
12. Строительный 3D принтер по п. 1, отличающийся тем, что насосы подачи строительного раствора могут быть соединены непосредственно с фильерами, которые они питают.
13. Строительный 3D принтер по п. 1, отличающийся тем, что насосы строительного раствора выполнены объемными и снабжены индивидуальными регулируемыми приводами.
14. Способ печати объекта с помощью строительного 3D принтера по любому из пп. 1-13, в котором узел печати движется с помощью тросов, длины которых управляются лебедками, характеризующийся тем, что объект печатают по уровням печати и линиям печати, определенным для каждого уровня, при этом узел печати движется с минимальным изменением направления движения по траектории, которая обусловлена формой печатаемого объекта, а установленные на печатающем устройстве узла печати фильеры совершают движения согласно линиям печати.
15. Способ печати объекта по п. 14, отличающийся тем, что одновременно может производиться печать на нескольких уровнях.
16. Способ печати объекта по п. 14, отличающийся тем, что производительность каждой фильеры задается в зависимости от скорости ее перемещения и площади поперечного сечения ее выходного отверстия.
17. Способ печати объекта по п. 14, отличающийся тем, что по меньшей мере часть фильер могут прерывать подачу строительного раствора.
| US 2017095973 A1, 06.04.2017 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ КОНСТРУКЦИЙ | 2015 |
|
RU2690436C2 |
| US 9669586 B2, 06.06.2017 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333102C1 |
| US 5303141 A, 12.04.1994 | |||
| БЕСКОНТАКТНЫЙ СПОСОБ ИЗМЕРЕНИЯ ПОВЕРХНОСТНОГО НАТЯЖЕНИЯ ЖИДКОСТЕЙ | 2015 |
|
RU2583333C1 |

