ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к трехмерному принтеру, например, пригодному для использования в качестве устройства для быстрого прототипирования, в котором трехмерная модель создается посредством последовательного нанесения множества слоев.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Существует множество разных технологий, используемых в настоящее время для создания физических трехмерных моделей посредством использования технологии аддитивного изготовления, например, создания модели слой за слоем. Как правило, виртуальную конструкцию трехмерной модели, например, представленную посредством программного обеспечения систем автоматизированного проектирования (САПР) или тому подобного, преобразуют в множество тонких (квазидвумерных) поперечных слоев, которые последовательно формируют друг на друге.
Существует ряд известных способов, посредством которых поперечные слои могут быть образованы. Например, известно спекание выбранной подзоны нанесенного участка из незатвердевшего материала, например, посредством направления лазерного луча на подзону. Подобное устройство раскрыто в документе WO 2004/056512. Другой пример предусматривает использование двумерного источника тепла или света, выполненного с возможностью расплавления или отверждения всей выбранной подзоны одновременно посредством маскирования зон, которые не должны быть расплавлены. Подобное устройство раскрыто в документе US 2002/0149137.
Другие способы могут предусматривать экструзию или нанесение иным способом незатвердевшего материала уже с правильной формой поперечного слоя (например, посредством обращения к трехмерной таблице, созданной на основе данных о виртуальной конструкции/модели). Нанесенный материал затем может затвердевать естественным образом или может быть подвергнут отверждению (например, посредством мощного источника света) для образования заданного поперечного слоя.
В еще одном дополнительном примере каждый заданный поперечный слой может быть вырезан из листового материала, при этом модель создают посредством склеивания вместе вырезанных слоев.
В документе US 2005/208168 раскрыт способ, в котором заданное поперечное сечение образуют на поверхности нагретого барабана и впоследствии переносят с барабана на ранее нанесенные слои, и сплавляют вместе с ранее нанесенными слоями.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящего изобретения в самом общем смысле предложено применение термопечатающей головки в качестве средства для избирательной термической обработки последовательных слоев незатвердевшего материала для создания множества поперечных слоев, образующих трехмерную модель.
В данном случае «незатвердевший материал» означает любой материал, способный течь или подвергаться экструзии с образованием слоя, который впоследствии может быть избирательно отвержден посредством термической обработки. Например, незатвердевший материал может представлять собой текучую среду, такую как порошок или тому подобное, или поддающийся экструзии материал, такой как не спеченный керамический материал, паста или тому подобное. Отверждение посредством термической обработки предназначено для фиксации формы термообработанной зоны, например, посредством любого из следующих способов: сплавления, спекания, отверждения или затвердевания/твердения. В данном случае «отверждение» может относиться к любому одному или нескольким способам из химического твердения, термического твердения и твердения за счет испарения. Таким образом, термин «термическая обработка» может относиться к любому одному или нескольким способам из сплавления, спекания, отверждения или твердения.
В данном описании термин «термопечатающая головка» может быть использован, в общем, для обозначения устройства, имеющего множество избирательно активизируемых нагревательных элементов, которые выполнены с возможностью излучения тепловой энергии из них. Термопечатающая головка может иметь теплоизлучающую зону, например край или поверхность, выполненную с возможностью контактирования с некоторым участком, например, посредством быстрого перемещения от края до края данного участка. Выбираемая подзона данного участка может быть нагрета посредством соответствующей активизации и дезактивизации нагревательных элементов, когда теплоизлучающая зона быстро перемещается по данному участку. Некоторые примеры термопечатающих головок известны в области термопечатающих устройств/термопринтеров, при использовании которых напечатанное изображение может быть образовано посредством избирательного нагрева термочувствительной бумаги. Настоящее изобретение может обеспечить адаптацию данной технологии для использования в трехмерном принтере.
В соответствии с первым аспектом изобретения может быть предложен принтер для создания трехмерной модели посредством последовательного нанесения множества поперечных слоев, при этом принтер содержит: опорное основание для материала; механизм для нанесения слоев, предназначенный для нанесения слоя текучего/сыпучего незатвердевшего материала на опорное основание для материала; и термопечатающую головку, выполненную с возможностью перемещения относительно опорного основания для материала поверх нанесенного слоя, при этом термопечатающая головка содержит множество расположенных в определенном порядке избирательно активизируемых нагревательных элементов, выполненных с возможностью передачи тепловой энергии посредством теплопроводности для термической обработки выбираемой зоны незатвердевшего материала в нанесенном слое.
Принтер может функционировать в соответствии со способом, включающим следующие этапы: (i) укладку тонкого слоя текучего/сыпучего материала на опорное основание для материала; (ii) термическую обработку заданной зоны слоя посредством избирательного подвода тепла посредством термопечатающей головки (и без воздействия на участки слоя, находящиеся вне заданной зоны) для образования поперечного слоя модели; (iii) укладку последующего слоя поверх предыдущего слоя; (iv) термическую обработку заданной зоны данного последующего слоя для образования следующего поперечного слоя; (v) повторение этапов (iii) и (iv) до тех пор, пока трехмерная модель не будет создана; и (vi) удаление не подвергнутого обработке незатвердевшего материала с опорного основания для материала, чтобы оставить заданную трехмерную форму. Этап (iv) термической обработки может включать фиксацию (например, сплавление) заданного участка последующего слоя относительно термически обработанной зоны предыдущего слоя.
В данном случае термин «текучий/сыпучий» может охватывать порошкообразный материал, жидкости и поддающийся экструзии материал, например, пасты или тому подобное. Порошкообразный материал может быть предпочтительным.
Таким образом, термопечатающая головка может быть перемещена относительно опорного основания для материала для ввода ее в тепловой контакт с нанесенным слоем. Множество расположенных в определенном порядке избирательно активизируемых нагревательных элементов может представлять собой систему расположенных в определенном порядке нагревательных элементов (например, сетку нагревательных элементов), например, терморезисторов или тому подобного, которая при использовании «охватывает» нанесенный слой, при этом «охватываемая» зона представляет собой активную зону, в которой может происходить термическая обработка. Система может содержать один или несколько рядов (например, один или несколько прямолинейных рядов) нагревательных элементов или сетку нагревательных элементов, в которой соседние нагревательные элементы смещены друг относительно друга в направлении печати. Каждая точка на нанесенном слое в активной зоне может быть однозначно определена координатой (n, t), где n - идентификатор для нагревательного элемента и t - время, в течение которого выполняется операция «охватывания»/быстрого перемещения. Выбираемая зона незатвердевшего материала может быть отображена посредством использования подобных координат, например, преобразованных из данных о поперечном сечении, извлеченных из данных о виртуальной конструкции/модели, которые могут быть представлены файлом, созданным в соответствии со стандартами STL (Standard Template Library - стандартная библиотека шаблонов,), IGES (International Graphical Exchange Standard - Международный стандарт по обмену графической информацией), STEP (Standard for the Exchange of Product Model Data - Стандарт по обмену данными моделей изделий, стандарт ИСО 10303), или тому подобным, преобразованным из модели, используемой в системе автоматизированного проектирования. Способы и программное обеспечение для идентификации следующих друг за другом поперечных зон (площадей сечений) и выдачи соответствующих команд отдельным нагревательным элементам соответствуют эквивалентным способам, известным, соответственно, в области обычной трехмерной печати и прямой термопечати, и поэтому не рассматриваются в данном описании подробно.
Каждый слой может лежать на ровной плоскости на опорном основании для материала. Термопечатающая головка и опорное основание для материала могут быть выполнены с возможностью перемещения друг относительно друга в направлении, нормальном к плоскости каждого нанесенного слоя. В одном варианте осуществления опорное основание для материала может быть опущено на заданное расстояние после каждого прохода термопечатающей головки. Это может создать возможность размещения в устройстве большего числа слоев. Термопечатающая головка может представлять собой обычного типа угловую печатающую головку «corner edge», «true edge» или «near edge», используемую для печати на материалах с плоской поверхностью.
Принтер может включать в себя механизм перемещения (например, электродвигатель постоянного тока, такой как шаговый электродвигатель, серводвигатель или тому подобное) для обеспечения перемещения термопечатающей головки по постоянной траектории относительно опорного основания для материала. Множество расположенных в определенном порядке избирательно активизируемых нагревательных элементов могут простираться по линии, на плоскости опорного основания для материала, которая проходит под некоторым углом относительно направления (например, ортогонально по отношению к направлению) постоянной траектории, в результате чего нагревательные элементы будут «охватывать» некоторую зону при перемещения термопечатающей головки по постоянной траектории. Нагревательные элементы могут располагаться по линии, которая ортогональна к постоянной траектории. Постоянная траектория может быть линейной, например, проходить вдоль направления, в котором определяется продольный размер опорного основания для материала, параллельно плоскости нанесенного слоя. Линия нагревательных элементов может проходить на всей ширине опорного основания для материала. Опорное основание для материала может быть продолговатым на виде в плане, например, с продолговатой базой, имеющей вертикальные боковые стенки, которые могут иметь переменную высоту. Каждый нанесенный слой может представлять собой продолговатый пластинчатый элемент.
Как разъяснено выше, принтер выполнен с возможностью последовательного нанесения множества поперечных слоев. Каждый последующий поперечный слой может быть нанесен поверх предыдущего слоя. Помимо преобразования (например, отверждения) незатвердевшего материала, термическая обработка может служить для прикрепления термообработанной зоны одного слоя к любому термообработанному материалу в нижерасположенном слое, с которым он контактирует. Таким образом, операция печати может обеспечить конструктивную целостность трехмерной модели, когда не подвергнутый обработке незатвердевший материал будет удален.
Наносимый слой может быть уложен посредством механизма, который является отдельным от термопечатающей головки. Однако в одном варианте осуществления устройство для нанесения слоя может быть выполнено с возможностью перемещения вместе с термопечатающей головкой по опорному основанию для материала, при этом этапы нанесения и термической обработки могут быть выполнены за один проход по опорному основанию для материала. В данном варианте осуществления устройство может быть смонтировано перед термопечатающей головкой на ее траектории над опорным основанием для материала.
Устройство для нанесения слоя может содержать любое известное средство для укладки слоя текучего/сыпучего (например, формуемого) материала, имеющего по существу постоянную толщину. Например, если материал представляет собой сыпучий порошок, устройство может включать в себя распределяющий элемент (например, установленный под углом нож) для по существу равномерного распределения незатвердевшего материала по опорному основанию.
Уплотняющий элемент (например, валик, трамбовочный элемент или сужающийся клинообразный элемент) может быть предусмотрен для уплотнения незатвердевшего материала. Уплотнение/прессование незатвердевшего материала может способствовать эффективной трансформации, например, посредством повышения объемной теплопроводности поперечного слоя и может обеспечить лучшую механическую стабильность для обеспечения опоры для создаваемой модели. Уплотняющий элемент может быть включен в устройство для нанесения слоя или может представлять собой автономное устройство, например, предназначенное для выполнения уплотнения после нанесения слоя, но перед тем, как термопечатающая головка выполнит свой проход. Уплотняющий элемент предпочтительно включает в себя сужающийся клинообразный элемент, который выполнен с возможностью перемещения по опорному основанию для материала. Клинообразный элемент может иметь наклонную поверхность, которая предназначена для постепенного уменьшения зазора между опорным основанием для материала и уплотняющим элементом в направлении перемещения клинообразного элемента.
Термическая обработка, описанная в настоящем описании, предназначена для обеспечения преобразования (например, перехода) незатвердевшего материала в фиксированное затвердевшее состояние. Другими словами, термическая обработка обеспечивает фиксацию формы выбранной зоны нанесенного слоя.
Принтер может включать в себя устройство для предварительного нагрева, выполненное с возможностью предварительного нагрева незатвердевшего материала перед тем, как термопечатающая головка переместится по ее траектории поверх нанесенного слоя. Устройство для предварительного нагрева может быть объединено с уплотняющим элементом. Предварительный нагрев незатвердевшего материала может служить для приближения его температуры к температуре, при которой он переходит в твердое состояние. Следовательно, в этом случае степень нагрева, которая требуется для того, чтобы термопечатающая головка обеспечила трансформацию, может быть уменьшена, что может обеспечить ускорение процесса в целом. Кроме того, поскольку тепло от устройства для предварительного нагрева может быть подведено к термообработанному материалу в предшествующих слоях, может поддерживаться температура опорного основания для материала в целом, что может обеспечить уменьшение или минимизацию температурных напряжений, воздействию которых подвергается обработанный материал, в результате чего уменьшается коробление создаваемой модели. По аналогичной причине принтер может включать в себя устройство для нагрева после обработки, которое может служить для регулирования температуры опорного основания для материала после термической обработки. Идея регулирования температуры опорного основания для материала может выражать дополнительный аспект изобретения, который рассмотрен ниже.
В одном варианте осуществления устройство для предварительного нагрева выполнено с возможностью доведения температуры нанесенного слоя до температуры, которая немного, например на 5-10°С, ниже температуры превращения. Устройство для нагрева после обработки может быть выполнено с возможностью доведения температуры термообработанного материала по существу до такой же температуры. Устройство для предварительного нагрева и/или устройство для нагрева после обработки могут обеспечить нагрев материала посредством кондуктивной передачи, то есть могут содержать закрывающие плиты, предназначенные для контактирования с открытым для воздействия материалом.
Во время термической обработки осуществляется перемещение нанесенного слоя и нагревательных элементов на термопечатающей головке друг относительно друга. Для предотвращения прилипания термообработанного материала к нагревательным элементам, которое нарушило бы процесс создания/наращивания и, в конце концов, вызвало бы перегрев и отказ термопечатающей головки, принтер может содержать защитный закрывающий элемент (например, лист, покрытие или тому подобное) под термопечатающей головкой. Следовательно, во время термической обработки защитный закрывающий элемент (называемый в данном описании «защитным листом») расположен между нагревательными элементами и нанесенным слоем.
Защитный лист может перемещаться вместе с термопечатающей головкой или может перемещаться как относительно нанесенного слоя, так и относительно термопечатающей головки во время термической обработки. В предпочтительном варианте осуществления защитный лист может быть выполнен и расположен так, что он не будет «участвовать» в перемещении термопечатающей головки и нанесенного слоя друг относительно друга, так что в месте расположения термопечатающей головки при ее перемещении относительно опорного основания для материала защитный лист будет по существу неподвижным относительно нанесенного слоя. В одном варианте осуществления защитный лист вводится в контакт с нанесенным слоем одновременно с уплотнением материала. Например, защитный лист может подаваться под клинообразным элементом, описанным выше. Таким образом, устройство для предварительного нагрева может контактировать с нанесенным слоем посредством защитного листа. Для избежания прилипания к нанесенному материалу защитный лист предпочтительно изготовлен из материала, обладающего хорошими свойствами, препятствующими прилипанию, например, из политетрафторэтилена (ПТФЭ) (например, политетрафторэтилена, армированного стекловолокном), беспримесного силикона, бумаги, пропитанной силиконом, полиимида или тому подобного. Поскольку защитный лист предназначен для передачи тепла как от термопечатающей головки, так и от устройства для предварительного нагрева, тонкий слой материала может быть использован для того, чтобы способствовать кондуктивной теплопередаче посредством теплопроводности. Защитный лист предпочтительно выполнен из материала с хорошей теплопроводностью.
Применение защитного закрывающего элемента в принтере, предназначенном для создания трехмерных моделей посредством термической обработки, может представлять собой другой аспект изобретения. В соответствии с данным аспектом может быть разработан принтер для создания трехмерной модели посредством последовательного нанесения множества поперечных слоев, при этом принтер содержит: опорное основание для материала; механизм нанесения слоев, предназначенный для нанесения слоя незатвердевшего материала на опорное основание для материала; источник тепла, выполненный с возможностью выработки тепловой энергии для термической обработки выбираемой зоны незатвердевшего материала в нанесенном слое; защитный закрывающий элемент, расположенный между нанесенным слоем и источником тепла в контакте с выбираемой зоной во время термической обработки; отделитель, предназначенный для отделения защитного закрывающего элемента от выбираемой зоны после термической обработки; и элемент для регулирования температуры, находящийся в тепловом контакте с нанесенным слоем для регулирования охлаждения нанесенного слоя после термической обработки, но перед отделением защитного закрывающего элемента от выбираемой зоны. Элемент для регулирования температуры обеспечивает возможность регулирования охлаждения нанесенного слоя для оптимизации процесса отделения с точки зрения минимизации коробления/деформации термообработанных слоев. Элемент для регулирования температуры может быть включен в сам отделитель. Например, он может включать в себя теплоотводящий элемент, или его температура может быть независимо регулируемой для создания температурного градиента на защитном листе, который применим для охлаждения.
В соответствии с данным аспектом изобретения источник тепла необязательно должен быть ограничен термопечатающей головкой. Например, могут быть использованы подвижный единственный источник тепла (например, лазер) или множество расположенных в определенном порядке источников тепла или несколько источников тепла.
Защитный лист может быть изготовлен из теплопроводного материала, который может быть легко отделен от незатвердевшего материала и термообработанного (преобразованного) материала (то есть обладает стойкостью к прилипанию к незатвердевшему материалу и термообработанному (преобразованному) материалу).
В одном варианте осуществления защитный лист может представлять собой лист одноразового использования. Например, защитный лист может подаваться с рулона, расположенного на одном конце устройства. Лист может обновляться посредством перемещения относительно опорного основания для материала, например, постепенно посредством перемещения на небольшое расстояние (например, 1-2 мм) на каждый проход термопечатающей головки, или полностью обновляться за каждый проход термопечатающей головки.
Для облегчения отделения термообработанного материала от листа программное обеспечение для моделирования может быть создано с возможностью оценки каждого из множества поперечных слоев для определения потенциальных зон непрочности и в случае идентификации подобных зон непрочности - добавления опорных элементов к поперечному слою для поддержания целостности данных зон во время отделения. Каждый опорный элемент может представлять собой отдельную зону термообработанного материала, присоединенную к зоне непрочности в месте крепления. В данном случае отдельная зона может означать то, что опорный элемент будет присоединен только к зоне непрочности в месте крепления, то есть он не будет присоединен к какой-либо другой части трехмерной модели. Зона непрочности может быть определена как первые слои малого объекта, например, там, где отсутствует нижележащий слой, к которому данный объект должен быть прикреплен. Опорный элемент для зоны непрочности предпочтительно расположен перед зоной непрочности в направлении перемещения термопечатающей головки по опорному основанию для материала. Другими словами, опорный элемент может быть отделен от защитного листа перед зоной непрочности. Каждая зона непрочности может иметь два или более опорных элемента, присоединенных к ней, например, расположенных перед и за зоной непрочности в направлении перемещения термопечатающей головки. Опорные элементы могут быть выполнены с такой формой, что они будут иметь края, которые расположены под углом относительно направления перемещения термопечатающей головки. Таким образом, предотвращается ситуация, при которой линия, по которой происходит отделение защитного листа от поперечного слоя, будет проходить вдоль (то есть параллельно) линии перехода между незатвердевшим материалом и термообработанным материалом. Данные элементы/признаки облегчают отделение. Опорные элементы могут быть оторваны (например, отломаны или отрезаны) после завершения создания трехмерной модели и удаления избыточного незатвердевшего материала. Место крепления может быть выполнено таким, что оно будет иметь малую площадь контакта с моделью, так что отделение будет легким.
Принтер может содержать контактную часть, предназначенную для перемещения по опорному основанию для материала. Контактная часть может содержать один или несколько, или все из компонентов, представляющих собой устройство для нанесения слоев, уплотняющий элемент, устройство для предварительного нагрева, термопечатающую головку, отделитель и устройство для нагрева после обработки, расположенных по порядку вдоль траектории перемещения по опорному основанию для материала. Контактная часть может включать в себя защитный лист, например, в виде петли, которая включает в себя участок, который перемещается под устройством для предварительного нагрева, уплотняющим элементом и термопечатающей головкой к отделителю и устройству для нагрева после обработки (в случае их наличия). Однако, как упомянуто выше, защитный лист может представлять собой отдельный компонент. В данном случае контактная часть может быть выполнена с возможностью перемещения относительно защитного листа. Контактная часть может включать в себя часть для приема листа, например валик или тому подобное, предназначенную для приема листа и подачи его между устройством для предварительного нагрева и нанесенным слоем. Часть для приема листа может быть встроена в виде компонента устройства для нанесения листа.
Как упомянуто выше, контактная часть может также включать в себя отделитель (также называемый в данном описании частью для отделения листа). В одном варианте осуществления защитный лист может быть принудительно переведен в натянутое состояние из равновесного состояния при вводе его в контакт с нанесенным слоем. Часть для отделения листа может быть выполнена с возможностью облегчения скачкообразного возврата в равновесное состояние при выходе защитного листа из контактной части. Например, часть для отделения листа может иметь острую заднюю кромку в пределах контактной части и направляющий элемент (например, ролик или тому подобное), выполненный с возможностью подъема листа с нанесенного слоя у острой кромки. Могут быть использованы другие способы отделения, например, принудительный ввод острой кромки в зону между защитным листом и термообработанным слоем или приложение дополнительного тянущего усилия для вытягивания защитного листа, или подача ультразвукового сигнала к листу. Как упомянуто выше, после отделения защитный лист может быть направлен между нанесенным материалом и устройством для нагрева после обработки.
Контактная часть может включать в себя охлаждающий элемент (например, теплоотводящий элемент или тому подобное), расположенный за термопечатающей головкой вдоль траектории перемещения по опорному основанию для материала. Таким образом, охлаждающий элемент может перемещаться поверх термообработанной зоны после обработки. Назначение охлаждающего элемента состоит в охлаждении термообработанной зоны так, чтобы она затвердевала с достаточной конструктивной целостностью для отделения ее от защитного листа посредством отделителя. Для предотвращения нежелательного коробления/деформации скорость охлаждения не должна быть слишком большой, так что охлаждающий элемент может представлять собой элемент с регулируемой температурой, имеющий независимо регулируемую температуру для создания температурного градиента на защитном листе, который соответствует охлаждению с заданной скоростью. Таким образом, например, температура охлаждающего элемента может поддерживаться такой, что она будет на заданное число градусов ниже температуры устройства для предварительного нагрева и/или устройства для нагрева после обработки. Например, охлаждающий элемент может иметь температуру в интервале значений, которые немного, например на 10-20°С, ниже температуры плавления незатвердевшего материала. Охлаждающий элемент может быть объединен в одно целое с отделителем.
Контактная часть может представлять собой независимый элемент изобретения, например, в виде печатающего узла, выполненного с возможностью его монтажа с возможностью перемещения на опорном основании для материала для образования принтера для создания трехмерной модели.
Принтер может иметь более одной печатающей головки. Например, контактная часть может содержать множество термопечатающих головок, расположенных последовательно вдоль направления перемещения по нанесенному слою или расположенных рядом друг с другом по линии для охватывания большей площади.
В одном варианте осуществления контактная часть может быть реверсивной, то есть способной выполнять нанесение материала и печать в обоих направлениях от края до края опорного основания для материала. Данная конструкция может быть желательной, поскольку вся операция печати может быть более быстрой и поскольку двунаправленная печать может способствовать поддержанию соответствующего профиля температур на опорном основании для материала.
Реверсивная контактная часть может быть получена посредством взаимной замены функций устройства для предварительного нагрева и устройства для нагрева после обработки, за счет наличия двух механизмов нанесения слоев с противоположных сторон контактной части, каждый из которых может быть переведен в рабочее положение и из него, как требуется (например, посредством опускания и подъема распределяющего ножа), или посредством объединения функций уплотняющего элемента, отделителя и охлаждающего элемента в одном двухфункциональном компоненте, по одному из которых будет предусмотрено с каждой стороны термопечатающей головки. Двухфункциональный компонент может содержать удлиненный элемент, который простирается по опорному основанию для материала и выполнен с возможностью поворота вокруг оси, проходящей вдоль его длины, для ввода или уплотняющей поверхности, или отделяющей/охлаждающей поверхности в контакт с нанесенным слоем в соответствии с заданной функцией. Удлиненный элемент может иметь L-образное сечение, при этом каждая сторона «буквы» L образует одну из уплотняющей поверхности и отделяющей/охлаждающей поверхности.
В качестве альтернативного варианта или дополнительно опорное основание для материала может быть выполнено с возможностью поворота относительно направления перемещения контактной части. Данная конструкция может эффективно обеспечить возможность двунаправленной печати (или печати в четырех направлениях, или даже печати во всех направлениях) при одновременном обеспечении возможности сохранения однонаправленной конфигурации контактной части.
К другим аспектам изобретения может относиться способ создания трехмерной модели посредством использования принтера, раскрытого выше. Контактная часть, например, содержащая механизм нанесения слоев и термопечатающую головку в виде одного целого, возможно, с одним или несколькими из следующих компонентов: устройства для предварительного нагрева, уплотняющего элемента, отделителя и устройства для нагрева после обработки, может представлять собой дополнительный независимый аспект изобретения.
Дополнительный независимый аспект изобретения имеет отношение к устройству для регулирования температуры нанесенного материала и способу регулирования температуры нанесенного материала посредством использования закрывающего элемента, находящегося в контакте с нанесенным материалом, при этом закрывающий элемент имеет независимо регулируемую температуру для регулирования температуры нанесенного материала посредством теплопроводности. В соответствии с данным аспектом изобретения разработан принтер для создания трехмерной модели посредством последовательного нанесения множества поперечных слоев, при этом принтер содержит: опорное основание для материала; механизм нанесения слоев, предназначенный для нанесения слоя незатвердевшего материала на опорное основание для материала; источник тепла, выполненный с возможностью выработки тепловой энергии для термической обработки выбираемой зоны незатвердевшего материала в нанесенном слое; и закрывающий элемент, находящийся в контакте с нанесенным слоем, при этом закрывающий элемент имеет независимо регулируемую температуру для регулирования температуры нанесенного материала. Закрывающий элемент может включать в себя устройство для предварительного нагрева и устройство для нагрева после обработки, рассмотренные выше. Он может контактировать с нанесенным материалом посредством защитного листа. Например, в одном варианте осуществления закрывающий элемент может содержать две независимо нагреваемые пластины, которые расположены поверх нанесенного материала и по существу закрывают нанесенный материал с каждой стороны термопечатающей головки. Данный аспект изобретения создает возможность минимизации температурного градиента в опорном основании для материала, что может обеспечить уменьшение коробления полученной в результате модели. Данная конструкция может быть более практичной по сравнению с обеспечением регулирования температуры для всей среды, в которой находится принтер.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Детализированные варианты осуществления изобретения рассмотрены ниже со ссылкой на сопровождающие чертежи, в которых:
фиг.1 представляет собой схематический вид в перспективе трехмерного принтера, который представляет собой один вариант осуществления изобретения;
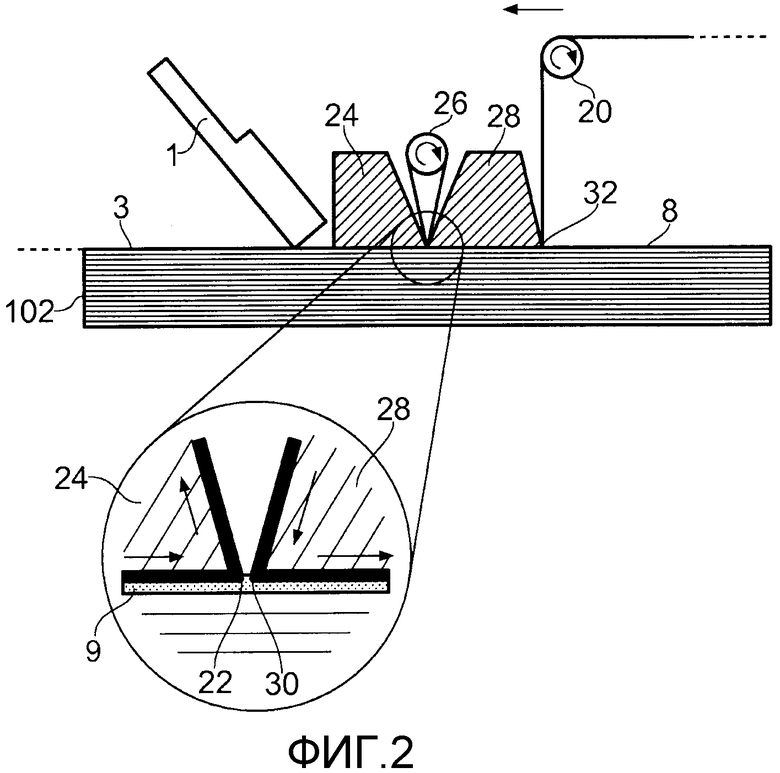
фиг.2 представляет собой сечение механизма, который предназначен для отделения защитного листа и который пригоден для использования в другом варианте осуществления изобретения;
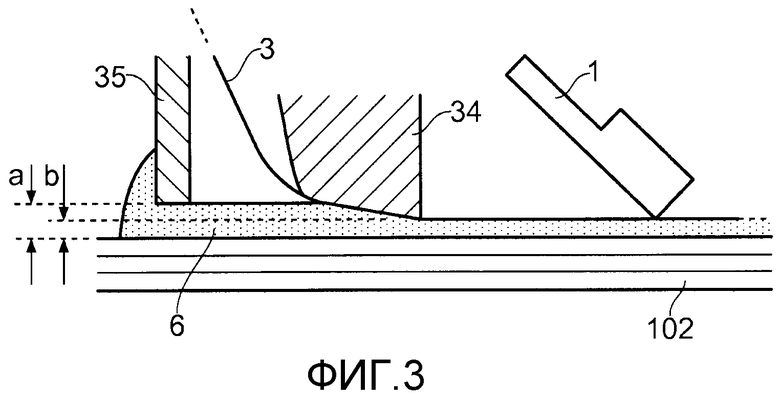
фиг.3 представляет собой сечение механизма, который предназначен для подачи защитного листа, в котором наклонный нож обеспечивает распределение незатвердевшего материала и который предназначен для использования в еще одном варианте осуществления изобретения;
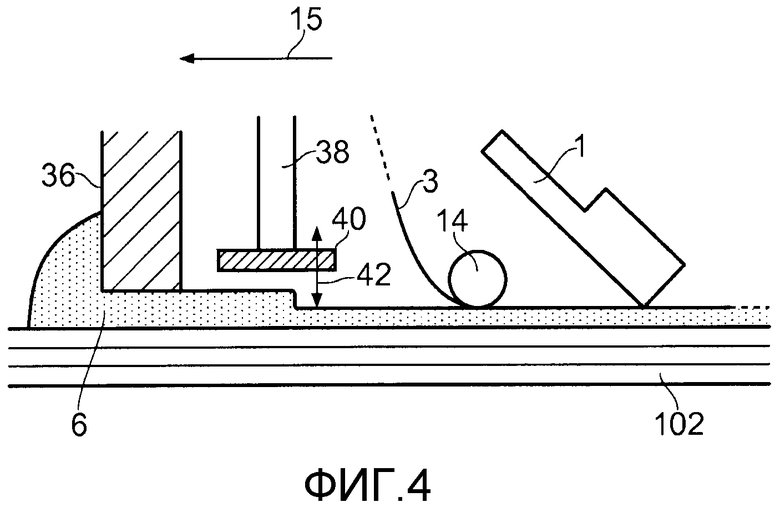
фиг.4 представляет собой сечение устройства для нанесения слоев, которое имеет совершающий возвратно-поступательное движение трамбовочный элемент, предназначенный для использования в еще одном варианте осуществления изобретения;
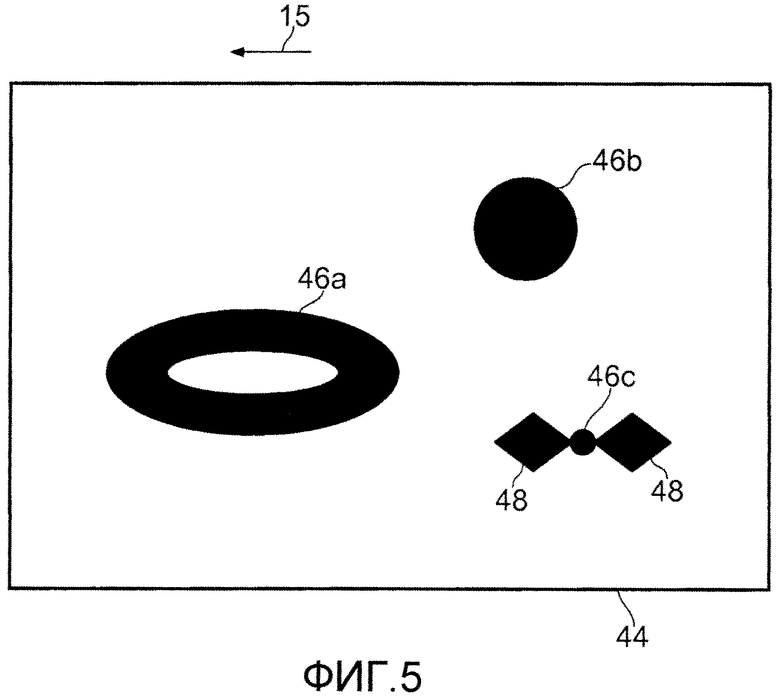
фиг.5 представляет собой схематическое изображение поперечного слоя, показывающее зоны, в которых незатвердевший материал должен быть подвергнут преобразованию/превращению;
фиг.6 представляет собой схематический вид в перспективе трехмерного принтера, который представляет собой еще один вариант осуществления изобретения; и
фиг.7 представляет собой схематическое сечение трехмерного принтера с реверсивным печатающим механизмом, который представляет собой еще один вариант осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ, ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ И ПРЕИМУЩЕСТВА
В рассмотренных ниже вариантах осуществления используется обычная термопечатающая головка. Подобные печатающие головки известны из принтеров, в которых используется термочувствительная бумага для печати. Данные принтеры, как правило, используются для печатания квитанций, а также известны как основной тип принтеров, используемых в старом факсимильном аппарате. Например, термопечатающая головка может представляет собой модель с угловой печатающей головкой КСЕ-107-12РАТ2 (corner edge) от компании Kyocera или модель SH2004-DC70A, работающую в соответствии с технологией «near edge» от компании Rohm. Принципы работы данных термопечатающих головок одинаковы: группа электрических резисторов, которые расположены близко друг к другу и могут быть включены и выключены по отдельности, расположена на крае термопечатающей головки, ближайшем к поверхности, на которой должна происходить печать. Подвод тока к электрическому резистору вызывает его нагрев. При обычной конфигурации для печати на бумаге тепло от отдельных нагревательных элементов передается термочувствительной бумаге, которая будет становиться черной в определенной зоне, подвергаемой нагреву. Заданное изображение может быть напечатано на бумаге посредством перемещения термочувствительной бумаги относительно печатающей головки и избирательной активизации отдельных электрических резисторов.
Как упомянуто выше, избирательную активизацию отдельных нагревательных элементов задают посредством использования обычного манипулирования данными, относящимися к модели из системы автоматизированного проектирования (САПР). В известных машинах для быстрого прототипирования с послойным созданием модели используются такие же технологии обработки данных для создания поперечных сечений на основе данных о трехмерной модели. Созданные поперечные сечения отображают двумерные изображения, которые могут быть напечатаны посредством термопечатающих головок, рассмотренных выше. В одном примере данные о модели из системы автоматизированного проектирования преобразуются в STL-формат, при этом данные разделяются на ряд поперечных сечений, где каждое поперечное сечение имеет толщину, заданную равной толщине слоя, наносимого принтером. Поскольку способы обработки данных хорошо известны специалисту, они не рассматриваются в данном описании дополнительно.
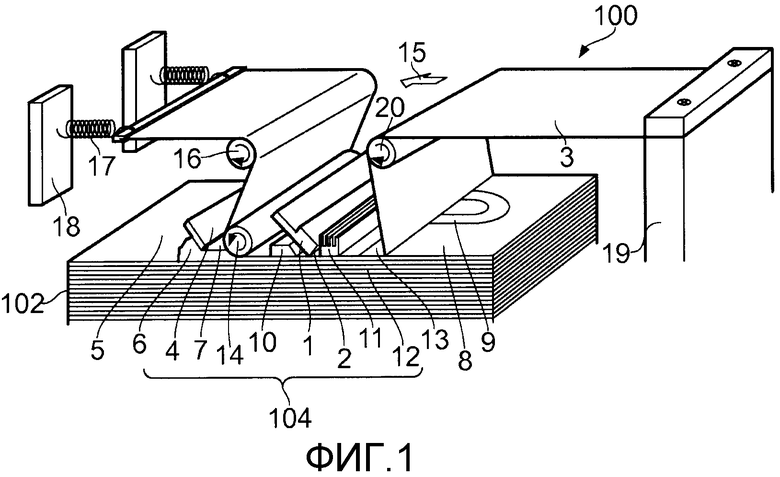
Фиг.1 показывает комплектный принтер 100, который представляет собой один вариант осуществления изобретения. Принтер 100 содержит контактную часть 104, образованную из ряда компонентов (описанных ниже), которая выполнена с возможностью перемещения относительно опорного основания 102 для материала посредством механизма (не показанного) линейного перемещения. Опорное основание 102 для материала показано на фиг.1 в виде множества нанесенных слоев. На практике оно может представлять собой поддон или ванну, имеющий/имеющую вертикальные боковые стенки для удерживания нанесенного материала. Механизм линейного перемещения может представлять собой механизм любого обычного типа, например, реечную передачу или линейный исполнительный механизм, или тому подобное.
В одном варианте осуществления опорное основание для материала может быть образовано с гибкими стенками для предотвращения накопления незатвердевшего материала, которое происходит на краях опорного основания для материала. Гибкие стенки могут быть выполнены из эластичного материала с закрытыми порами, такого как силикон. Когда наклонный нож перемещается поверх края опорного основания для материала, стенки могут изгибаться для предотвращения чрезмерного нанесения и/или уплотнения.
Контактная часть 104 содержит термопечатающую головку 1 (которая представляет собой обычную термопечатающую головку, упомянутую выше), имеющую группу (например, множество) расположенных в определенном порядке, избирательно активизируемых нагревательных элементов, расположенных вдоль ее края 2. Термопечатающая головка 1 расположена над опорным основанием 102 для материала так, что край 2 будет расположен от края до края опорного основания и, следовательно, будет охватывать зону поверх опорного основания, когда термопечатающая головка 1 будет перемещаться в направлении стрелки 15 посредством механизма линейного перемещения.
В данном варианте осуществления компоненты в контактной части 104 выполнены и расположены с возможностью работы в одном направлении, но изобретение может быть осуществлено посредством использования реверсивной контактной части, например, контактной части, имеющей двойной комплект компонентов, рассмотренных ниже, с каждой стороны термопечатающей головки. Один пример реверсивной конструкции рассмотрен ниже в связи с фиг.7.
Контактная часть 104 включает в себя наклонный нож 4, который функционирует как часть устройства для нанесения слоев посредством распределения кучи незатвердевшего материала 6 (который в данном варианте осуществления представляет собой мелкозернистый (то есть имеющий средний размер частиц, составляющий 50-150 мкм) порошкообразный полиамид, но может представлять собой полиэтилен со сверхвысокой молекулярной массой (UHMWPE - СВМПЭ) или полиэтилен высокой плотности (HDPE - ПЭНД), или любой другой пригодный материал, например, сополимер акрилонитрила, бутадиена и стирола (ABS)), в виде слоя 7 при его принудительном смещении в направлении стрелки 15. В данном варианте осуществления куча незатвердевшего материала 6 была высыпана на ранее нанесенный слой 5 перед контактной частью 104.
Контактная часть 104 содержит вращающийся барабан 14, расположенный за наклонным ножом 4. Вращающийся барабан 14 может выполнять две функции. Во-первых, он может функционировать как часть устройства для нанесения слоев, выполняя уплотнение (например, сжатие) слоя 7 для улучшения теплопроводности и механической стабильности нанесенного незатвердевшего материала. Во-вторых, он может функционировать как механизм подачи защитного листа, посредством которого защитный лист 3 вводится в контакт с нанесенным слоем 7 под активной кромкой 2 термопечатающей головки 1. Таким образом, термопечатающая головка 1 будет защищена от прямого контакта с накапливаемым материалом во время термической обработки. Другие изделия/предметы могут выполнять функцию уплотнения. Например, наклонная плита может быть выполнена и расположена с возможностью приложения давления, действующего в направлении вниз на нанесенный слой незатвердевшего материала. В этом случае уплотнение может быть выполнено перед подачей защитного листа на слой, например, посредством механизма, который физически отделен от контактной части. Однако также может существовать возможность того, что наклонная плита будет выполнять как функцию уплотнения, так и функцию подачи защитного листа после распределения незатвердевшего материала (например, порошка). Угол наклона плиты может быть выбран соответствующим образом для обеспечения надлежащего уплотнения. Наклон предпочтительно является небольшим, то есть изменение высоты от начала ножа до конца является малым по сравнению с длиной ножа. Пример данной конструкции показан на фиг.6.
Фиг.3 и 4 показывают примеры типов механизмов подачи защитного листа, осуществляющих нанесение слоев. На фиг.3 контактная часть включает в себя распределяющий элемент 35, который обеспечивает равномерное распределение по существу не уплотненного слоя незатвердевшего материала 6. За распределяющим элементом 35 находится уплотняющая плита 34, которая имеет наклонную нижнюю поверхность для уплотнения незатвердевшего материала 6. В данном варианте осуществления уплотняющая плита 34 также служит в качестве механизма подачи защитного листа 3. В данном случае передний конец уплотняющей плиты 34 скруглен для облегчения плавного скольжения защитного листа 3 мимо плиты 34. Уплотнение вызывает уменьшение толщины слоя от а до b. Степень уплотнения может быть определена как а:b. В одном примере степень уплотнения может составлять приблизительно 2:1, но она может составлять не менее 5:1. Толщина b уплотненного слоя может составлять 0,1 мм. Уплотняющая плита 34 и распределяющий элемент 35 также могут служить в качестве устройства для предварительного нагрева, как рассмотрено ниже в отношении фиг.6.
Фиг.4 показывает конструкцию, в которой этапы распределения, уплотнения и подачи защитного листа выполняются в трех отдельных местах. В данном примере незатвердевший материал равномерно распределяется распределяющим элементом 36 и затем уплотняется трамбовочным механизмом 38. В данном варианте осуществления трамбовочный механизм 38 образует компонент контактной части и перемещается вместе с контактной частью. Он содержит плоскую плиту 40, которая выполнена с возможностью возвратно-поступательного перемещения к опорному основанию для материала и от опорного основания для материала в направлениях, показанных стрелкой 42. Частоту возвратно-поступательного движения выбирают с учетом скорости, с которой контактная часть перемещается по опорному основанию для материала, так что весь неуплотненный материал с ножа подвергается трамбовке по меньшей мере один раз посредством трамбовочного механизма 38. В других вариантах осуществления трамбовочный механизм может быть предусмотрен после подачи защитного листа 3. В дополнительных вариантах осуществления этапы нанесения слоя и уплотнения могут выполняться перед перемещением термопечатающей головки 1 по опорному основанию для материала. В этом случае может быть использована большая плита для одновременного сдавливания всей поверхности опорного основания для материала. В данном случае распределяющий элемент 36 и плоская плита 40 также могут быть использованы в качестве устройств для предварительного нагрева.
В данном варианте осуществления защитный лист представляет собой теплопроводящий лист армированного стекловолокном политетрафторэтилена (ПТФЭ), имеющий толщину, составляющую приблизительно 0,08 мм. Данный материал имеет соответствующие термические и антистатические свойства для обеспечения возможности выполнения термической обработки и при этом также обладает стойкостью к прилипанию к термообработанному материалу, или обеспечивает возможность его легкого отделения от термообработанного материала.
Возвращаясь к фиг.1, можно отметить, что контактная часть 104 включает в себя часть для отделения листа, предназначенную для снятия защитного листа 3 с термообработанного слоя 8 и, в частности, с материала 9, который был подвергнут трансформации под действием тепла. В данном варианте осуществления часть для отделения листа включает в себя валик 20, выполненный и расположенный с возможностью отвода траектории перемещения защитного листа 3 от опорного основания 102 для материала, и острую заднюю кромку на заднем компоненте 13 контактной части 104, которая создает возможность резкой смены направления. Задняя кромка и валик перемещаются в направлении стрелки 15 вместе с термопечатающей головкой 1 при одновременном ограничении перемещения защитного листа 3 описанным ниже образом. Следовательно, перемещение защитного листа 3 и задней кромки друг относительно друга обеспечивает оттягивание защитного листа 3 от термообработанного слоя 8, в результате чего обеспечивается отделение защитного листа 3 от материала 9, подвергнутого трансформации. Подобный ножу элемент (не показанный) может быть также введен в направлении перемещения контактной части 104 для отделения подвергнутого трансформации (например, затвердевшего) материала 9 от защитного листа 3. Это может быть предусмотрено помимо острой задней кромки 13 или в качестве автономного устройства для отделения. Подобный ножу элемент может иметь острую кромку, расположенную близко к месту отделения, в котором лист резко отделяется от затвердевшего материала. Поскольку кромка перемещается вместе с контактной частью, она способствует отделению. Подобный ножу элемент может быть применен в других вариантах осуществления, таких как вариант осуществления, рассмотренный ниже со ссылкой на фиг.2, или в конструкции, в которой задняя кромка термопечатающей головки представляет собой место отделения.
На фиг.1 защитный лист 3 размещен поверх опорного основания 102 для материала и отклоняется посредством валиков 14, 16, 20 и острой задней кромки заднего компонента 13 из положения равновесия с вводом его в контакт с нанесенным слоем 7. Один конец защитного листа прикреплен к стойке 19, которая является неподвижной относительно опорного основания 102 для материала. Противоположный конец присоединен посредством одного или нескольких упругих элементов (например, пружин) 17 к стойке 18, которая также зафиксирована относительно опорного основания 102 для материала. Отклонение посредством валиков 14, 16, 20 и заднего компонента 13 из положения равновесия обеспечивает натяжение защитного листа 3, регулируемое посредством упругих элементов 17. В других вариантах осуществления сам защитный лист может иметь достаточную упругость, что позволяет исключить упругие элементы (см., например, фиг.6). Защитный лист 3 также может быть размещен в виде петли на контактной части.
При эксплуатации термопечатающая головка 1 перемещается в направлении стрелки 15 относительно опорного основания 102 для материала. Термопечатающая головка 1, три валика 14, 16, 20, наклонный нож 4 и задняя кромка перемещаются все вместе как один компонент и, тем самым, образуют контактную часть.
Во время перемещения по нанесенному слою нагревательные элементы включаются и выключаются с заданными интервалами для передачи тепла через защитный лист 3 для термической обработки слоя незатвердевшего материала. Как описано выше, термин «термическая обработка» используется в данном описании для обозначения любого способа преобразования незатвердевшего материала из формуемого состояния в твердое состояние. Например, термическая обработка может включать расплавление незатвердевшего материала в заданном сечении 9 модели. Нагрев может быть достаточным для присоединения любого расплавляющегося материала в слое, подвергаемом термической обработке, к любому ранее расплавленному материалу в нижерасположенном слое, так что последовательные зоны сечений прикрепляются друг к другу.
Для ускорения процесса и уменьшения термического напряжения в созданной модели контактная часть 104 может включать в себя устройство 10 для предварительного нагрева, которое обеспечивает передачу тепла через защитный лист 3 перед термопечатающей головкой 1. В данном варианте осуществления устройство 10 для предварительного нагрева расположено непосредственно перед термопечатающей головкой 1. Устройство 10 для предварительного нагрева выполнено с возможностью нагрева нанесенного слоя 7 на всей ширине защитного листа 3 так, чтобы меньшее количество энергии от термопечатающей головки 1 было необходимо для расплавления заданной зоны сечения. Таким образом, устройство 10 для предварительного нагрева обеспечивает нагрев нанесенного слоя до температуры, которая ниже температуры плавления незатвердевшего материала, например, на 5°С или 10°С ниже температуры плавления.
Для облегчения отделения защитного листа 3 от преобразованного материала 9 теплоотводящий элемент 11 предусмотрен на контактной части непосредственно за термопечатающей головкой 1. Теплоотводящий элемент 11 может служить для охлаждения термообработанного материала для перевода его в затвердевшее состояние, пригодное для отделения от защитного листа 3. Теплоотводящий элемент 11 представляет собой элемент с регулируемой температурой (то есть нагреваемый элемент), температура которого регулируется для поддержания температурного градиента на защитном листе 3, который способствует охлаждению с заданной (то есть регулируемой) скоростью.
Относительные высоты контактной части 104 и опорного основания 102 для материала могут быть регулируемыми для обеспечения возможности нанесения последующих слоев поверх ранее обработанных слоев для повторения вышеописанного процесса слой за слоем до тех пор, пока не будет создана заданная трехмерная модель. В одном варианте осуществления это может быть обеспечено посредством опускания (например, на толщину слоя) опорного основания 102 для материала относительно контактной части 104.
Фиг.2 показывает альтернативный механизм для отделения защитного листа 3 от термообработанного материала 8. Компоненты, общие с фиг.1, обозначены теми же ссылочными позициями и не описаны снова.
В конструкции, показанной на фиг.2, защитный лист 3 образует петлю при направлении его в обратном направлении с вводом в контакт с термообработанным материалом 9 в первом месте отделения для обеспечения опоры для термообработанного материала 9. Направленная в обратном направлении часть служит для удерживания термообработанного материала, когда происходит отделение. Таким образом, в данной конструкции процесс отделения листа включает два этапа, которые выполняются соответственно в первом и втором местах отделения. Первое место отделения находится у острой задней кромки 22 первого отделяющего блока 24, который может представлять собой неотъемлемый компонент контактной части 104, рассмотренной выше. В данном случае термин «острая кромка» может означать скошенную кромку, имеющую радиус 0,5 мм, который обеспечивает компромисс между заостренностью, пригодной для отделения, и гладкостью для предотвращения повреждения защитного листа и уменьшения сопротивления оттягиванию листа.
Защитный лист 3 проходит под первым отделяющим блоком 24 и резко отводится вверх от задней кромки 22 под действием отделяющего валика 26, который также перемещается вместе с контактной частью 104, но может свободно вращаться для обеспечения возможности перемещения защитного листа 3 относительно контактной части 104. Следовательно, защитный лист 3 отделяется от термообработанного материала (то есть любое соединение разрушается) в первом месте отделения.
Для предотвращения вытягивания термообработанного материала 9 из слоя при отделении защитного листа 3 контактная часть 104 включает в себя второй отделяющий блок 28, который имеет переднюю кромку 30, которая расположена в непосредственной близости от первого места отделения. Защитный лист 3 проходит от отделяющего валика 26 под вторым отделяющим блоком 28 через переднюю кромку 30. Таким образом, ранее перемещенная часть защитного листа 3 может быть использована для удерживания термообработанного материала 9 во время отделения позднее перемещенной части защитного листа 3. Одно преимущество данной конструкции заключается в том, что термообработанный материал удерживается материалом, который известен как противодействующий прилипанию к нему.
Второй отделяющий блок 28 имеет заднюю кромку 32, от которой защитный лист 3 отводится от термообработанного материала под действием валика 20.
Фиг.5 показывает схематический вид в плане поперечного слоя 44, определенного посредством программного обеспечения. Слой 44 соответствует термически обрабатываемой зоне опорного основания 102 для материала. Для удобства показана стрелка 15, показывающая направление перемещения термопечатающей головки 1. Программное обеспечение предназначено для обработки данных трехмерного моделирования (например, данных из системы автоматизированного проектирования (САПР)) для идентификации конфигураций 46а, 46b, 46с сечения для модели. В данном примере одна из конфигураций 46с сечения представляет собой начало нового элемента. Она является сравнительно небольшой, и в слое под ней отсутствует подвергнутый трансформации материал, с которым она должна быть сплавлена. Программное обеспечение может обеспечивать возможность идентификации подобных элементов, например, посредством пороговых значений размеров и/или относительно преобразованного материала в нижерасположенном слое. Для облегчения отделения защитного листа от малой формы 46с программное обеспечение может обеспечить образование опорных элементов 48 вместе с малой формой/конфигурацией 46с. Данные формы/конфигурации увеличивают размер преобразованной зоны и, следовательно, способствуют полному/ровному отделению. Опорные элементы 48 могут быть отломаны, когда модель будет полностью готова.
Фиг.6 показывает предпочтительный вариант выполнения принтера 106 в соответствии с изобретением. Элементы, общие с вариантами осуществления, рассмотренными выше, обозначены теми же ссылочными позициями и не рассматриваются снова. В данном варианте осуществления защитный лист 3 зафиксирован между двумя зажимами 50. Две нагревательные плиты 52, 58 предусмотрены на каждом конце подвижной контактной части 104. Нагревательные плиты 52, 58 контактируют с опорным основанием 102 для материала посредством защитного листа 3, и их температуры регулируются для поддержания опорного основания для материала при по существу постоянной температуре для предотвращения коробления создаваемой модели. Для ясности общая длина нагревательных плит и защитного листа на чертеже укорочена. На практике нагревательные плиты имеют такую же длину, как опорное основание для материала, и защитный лист имеет длину, соответствующую полному перемещению контактной части от одной стороны опорного основания для материала до другой. Боковые стенки и база опорного основания 102 для материала также могут включать в себя нагреватели или изолирующие плиты, чтобы способствовать минимизации температурного градиента на опорном основании.
В данном варианте осуществления три валика 60, 62, 64 обеспечивают подъем защитного листа 3 с опорного основания 102 для материала над распределяющим ножом 4 (который в данном примере является вертикальным) и материалом 6, подлежащим распределению, и перемещение его обратно по направлению к опорному основанию 102 для материала, где он снова вводится в контакт с нанесенным слоем посредством уплотняющего элемента 54. В данном варианте осуществления уплотняющий элемент 54 имеет наклонную поверхность аналогично конструкции, показанной на фиг.3. Уплотняющий элемент 54 также включает в себя нагреватель и выполняет такую же функцию, как устройство 10 для предварительного нагрева, рассмотренное выше.
Непосредственно за термопечатающей головкой 1 (то есть предпочтительно достаточно близко для минимизации подвергания защитного листа воздействию окружающей среды) контактная часть включает в себя охлаждающий элемент 56, который представляет собой элемент с регулируемой температурой, температура которого поддерживается относительно меньшей, чем температура плавления термообработанного материала, чтобы ускорить затвердевание до уровня, пригодного для отделения защитного листа 3. В данном варианте осуществления охлаждающий элемент 56 также включает в себя отделитель за счет наличия острой задней кромки 57 и валика 66 для оттягивания защитного листа 3 от опорного основания 102 для материала. Как и в конструкции, показанной на фиг.2, защитный лист 3 вытягивается назад для ввода его в контакт с нанесенным слоем непосредственно после отделения. В данном случае защитный лист проходит под устройством 58 для нагрева после обработки и не отделяется снова. Это облегчает регулирование температуры нанесенного слоя и, следовательно, опорного основания 102 для материала в целом.
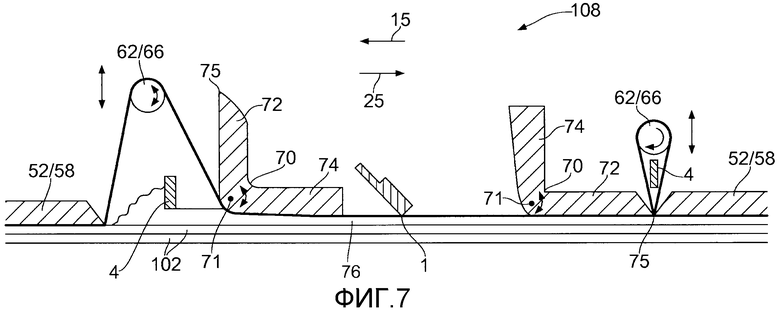
Фиг.7 показывает сечение принтера 108, который представляет собой еще один вариант осуществления изобретения. В данном варианте осуществления контактная часть является реверсивной, то есть может осуществлять печать в противоположных направлениях, обозначенных стрелками 15, 25. На фиг.7 контактная часть находится в конфигурации, предназначенной для печати в направлении стрелки 15, то есть справа налево на странице. Элементы, общие с фиг.6, обозначены теми же ссылочными позициями; в том случае, если элемент имеет двойную функцию в зависимости от направления печати, он обозначен обеими соответствующими ссылочными позициями.
Таким образом, две нагревательные плиты 52/58, предусмотренные на каждом конце подвижной контактной части, выполняют нагрев перед обработкой или после обработки в зависимости от направления печати. В данном варианте осуществления два распределяющих ножа 4 предусмотрены с каждой стороны термопечатающей головки 1, при этом каждый нож предусмотрен во взаимодействии с валиком 62/66, который служит для оттягивания защитного листа от опорного основания 102 для материала. Каждый распределяющий нож 4 может перемещаться относительно опорного основания для материала между рабочим положением, предназначенным для распределения текучего/сыпучего незатвердевшего материала, и нерабочим положением, в котором он не выполняет никакой функции. Каждый валик 62/66 также может перемещаться, например, между первым положением, предназначенным для удерживания защитного листа 3 вокруг ножа 4, когда нож находится в рабочем положении, и вторым положением, предназначенным для оттягивания защитного листа 3 от отделителя. Само собой разумеется, два или более валиков могут быть использованы для выполнения той же функции, что и каждый валик 62/66, показанный на фиг.7.
Выполнение функций уплотняющего элемента, устройства для предварительного нагрева, отделителя и охлаждающего элемента обеспечивается двумя переключаемыми двухфункциональными элементами 70, которые расположены по одному с каждой стороны термопечатающей головки 1. Каждый двухфункциональный элемент 70 выполнен с возможностью поворота вокруг оси 71 поворота так, что или уплотняющая часть 74, или охлаждающая часть 72 будет контактировать с нанесенным слоем 76 посредством защитного листа 3 соответственно перед термической обработкой или после термической обработки.
Уплотняющая часть 74 имеет наклонную поверхность аналогично конструкции, показанной на фиг.3, а также включает в себя нагреватель для выполнения той же функции, которую выполняет устройство 10 для предварительного нагрева, рассмотренное выше. Охлаждающая часть 72 включает в себя элемент с регулируемой температурой, удерживаемый при температуре, которая меньше по отношению к температуре плавления термообработанного материала, для ускорения затвердевания до уровня, пригодного для отделения защитного листа 3, а также включает в себя отделитель за счет наличия острой задней кромки 75.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХМЕРНЫЙ ПРИНТЕР (ВАРИАНТЫ) | 2014 |
|
RU2585703C2 |
| ОБРАТИМАЯ ТЕРМОЧУВСТВИТЕЛЬНАЯ СРЕДА ДЛЯ ПЕЧАТИ И ОБРАТИМЫЙ ТЕРМОЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ПЕЧАТИ | 2011 |
|
RU2531904C1 |
| ЦИФРОВОЕ ТИСНЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТНЫХ ПОКРЫТИЙ | 2021 |
|
RU2830022C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| ИНТЕГРАЛЬНЫЙ ТЕПЛОВОЙ ЭЛЕМЕНТ | 1998 |
|
RU2141649C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| УСТРОЙСТВО РЕГУЛИРОВКИ ПОТОКА ГРАНУЛ/ЖИДКОСТИ ДЛЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ 3D-ПРИНТЕРА, В КОТОРУЮ ПОДАЮТСЯ ГРАНУЛЫ И/ИЛИ ЖИДКОСТЬ | 2015 |
|
RU2692346C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| СПОСОБ И ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ СТЕКЛА | 2015 |
|
RU2693152C2 |

Изобретение относится к принтеру для создания трехмерной модели посредством последовательного нанесения множества поперечных слоев посредством использования термопечатающей головки, выполненной с возможностью перемещения относительно опорного основания для материала по нанесенному слою. Защитный лист расположен между термопечатающей головкой и нанесенным слоем. Регулирование температуры опорного основания для материала для предотвращения коробления/деформации модели обеспечивается посредством независимо нагреваемого закрывающего элемента, находящегося в контакте с поверхностью опорного основания для материала, например, посредством защитного листа. 2 н. и 9 з.п. ф-лы, 7 ил.
1. Принтер (100) для создания трехмерной модели посредством последовательного нанесения множества поперечных слоев, при этом принтер содержит:
опорное основание (102) для материала;
механизм нанесения слоя, предназначенный для нанесения слоя на опорное основание (102) для материала; и
термопечатающую головку (1), выполненную с возможностью перемещения относительно опорного основания (102) для материала по нанесенному слою (7),
при этом термопечатающая головка (1) содержит множество размещенных в определенном порядке избирательно активизируемых нагревательных элементов, выполненных с возможностью передачи тепловой энергии посредством теплопроводности для термической обработки выбираемой зоны незатвердевшего материала в нанесенном слое, и
отличающийся тем, что
механизм нанесения слоя включает в себя распределяющий элемент (4, 35, 36), выполненный с возможностью перемещения относительно опорного основания для материала для распределения слоя текучего/сыпучего незатвердевшего материала (6) по опорному основанию для материала.
2. Принтер по п. 1, включающий в себя механизм перемещения, предназначенный для обеспечения перемещения термопечатающей головки (1) по постоянной траектории относительно опорного основания для материала, при этом множество размещенных в определенном порядке избирательно активизируемых нагревательных элементов простирается в направлении, которое образует некоторый угол относительно направления постоянной траектории.
3. Принтер по п. 2, в котором распределяющий элемент (4, 35, 36) выполнен с возможностью перемещения вместе с термопечатающей головкой (1) по опорному основанию (102) для материала перед термопечатающей головкой по ее траектории поверх опорного основания для материала.
4. Принтер по любому из пп. 1-3, включающий в себя устройство (10) для предварительного нагрева, расположенное перед термопечатающей головкой (1) и выполненное с возможностью перемещения вместе с термопечатающей головкой (1) по ее траектории поверх нанесенного слоя (7) для предварительного нагрева незатвердевшего материала (6).
5. Принтер по п. 1, содержащий защитный лист (3), расположенный между множеством расположенных в определенном порядке нагревательных элементов и нанесенным слоем (7) во время термической обработки.
6. Принтер по п. 5, включающий в себя механизм подачи защитного листа, выполненный с возможностью подачи защитного листа (3) для ввода его в контакт с нанесенным слоем (7) под множеством расположенных в определенном порядке избирательно активизируемых нагревательных элементов.
7. Принтер по п. 5, включающий в себя механизм (22, 24, 26) отделения защитного листа, выполненный с возможностью отделения защитного листа (3) от термообработанной выбираемой зоны после термической обработки.
8. Принтер по п. 5, в котором термопечатающая головка (1) выполнена с возможностью перемещения относительно защитного листа (3) во время термической обработки, при этом защитный лист удерживается по существу неподвижно относительно опорного основания (102) для материала.
9. Принтер по п. 4, содержащий:
контактную часть (104), выполненную с возможностью перемещения по опорному основанию (102) для материала, при этом контактная часть образована из устройства для нанесения слоя, устройства (10) для предварительного нагрева и термопечатающей головки (1), расположенных по порядку вдоль траектории перемещения по опорному основанию (102) для материала; и
защитный лист (3), предназначенный для размещения между множеством расположенных в определенном порядке нагревательных элементов и нанесенным слоем (7) во время термической обработки,
при этом контактная часть (104) включает в себя:
часть для приема листа, предназначенную для приема защитного листа и подачи его между устройством для предварительного нагрева и нанесенным слоем, и
часть для отделения листа, предназначенную для отделения защитного листа от нанесенного слоя после термической обработки.
10. Принтер по п. 1, включающий в себя охлаждающий элемент (11), расположенный после термопечатающей головки (1) вдоль траектории ее перемещения по опорному основанию (102) для материала.
11. Способ быстрого прототипирования, предназначенный для создания трехмерной модели, при этом способ включает:
(i) распределение слоя текучего/сыпучего незатвердевшего материала на опорном основании для материала;
(ii) обеспечение перемещения термопечатающей головки и опорного основания для материала друг относительно друга для перемещения термопечатающей головки по нанесенному слою;
(iii) избирательный подвод тепла путем кондуктивной передачи посредством термопечатающей головки во время относительного перемещения для термической обработки заданной зоны нанесенного слоя для образования поперечного слоя модели;
(iv) распределение последующего слоя текучего/сыпучего незатвердевшего материала поверх предшествующего слоя;
(v) обеспечение перемещения термопечатающей головки и опорного основания для материала друг относительно друга для перемещения термопечатающей головки поверх последующего слоя;
(vi) избирательный подвод тепла путем теплопроводности посредством термопечатающей головки во время относительного перемещения для термической обработки заданной зоны последующего слоя для образования следующего поперечного слоя;
(vii) повторение этапов (iv)-(vi) до тех пор, пока не будет создана трехмерная модель; и
(viii) удаление не подвергнутого обработке, незатвердевшего материала с опорного основания для материала для открытия трехмерной модели,
при этом этапы распределения выполняют посредством использования распределяющего элемента (4, 35, 36), который может перемещаться относительно опорного основания для материала для распределения слоя текучего/сыпучего незатвердевшего материала (6) на опорном основании для материала.
| US 2004224173 A1, 11.11.2004 | |||
| US 2005208168 A1, 22.09.2005 | |||
| EP 1879731 A1, 23.01.2008 | |||
| US 2004173945 A1, 09.09.2004 |

