Изобретение относится к области станков для непрерывного производства гофрированных труб из пластмассы.
Такие станки оснащены двумя группами форм, перемещающихся по замкнутому контуру по двум примыкающим друг к другу кольцевым дорожкам. Каждая форма содержит открытую полость, которая образует половину матрицы для выполнения части гофрированной трубы. В области между двумя дорожками, вдоль предварительно определенной части, формы первой группы размещаются напротив форм второй группы так, чтобы полости первой и второй форм сопрягались и образовывали полную матрицу.
Пластмассу нагнетают в матрицу, и она распределяется по стенкам матрицы, образуя часть гофрированной трубы.
На конце соединительной части две формы отделяют и освобождают указанную часть отформованной трубы. Непрерывное перемещение форм одной за другой вдоль соединительной части обеспечивает формовку расположенных последовательно друг за другом отдельных частей гофрированной трубы, которые вместе образуют целую гофрированную трубу.
На конце соединительной части отсоединившиеся друг от друга формы перемещаются на соответствующий участок возврата кольцевой дорожки, по которому они снова перемещаются к началу соединительной части.
Существует множество различных вариантов выполнения станков для непрерывного производства гофрированных труб. Традиционное решение раскрыто, например, в патентном документе DE 3810915 C1.
Они представляют собой очень сложные станки, в которых помимо средств, необходимых для направления и перемещения групп форм, требуется обеспечить средства для создания вакуума в матрице, средства для охлаждения форм, средства для смазывания форм и другие средства.
Поэтому ясно, что компании, участвующие в разработке и реализации таких станков, прилагают значительные усилия для их упрощения.
Задачей изобретения является удовлетворение потребностей отрасли и в то же время создание станка менее сложной конструкции.
Задача решается посредством станка для производства непрерывной гофрированной трубы согласно п. 1 формулы. Зависимые пункты формулы характеризуют дополнительные варианты осуществления изобретения.
Особенности и преимущества станка согласно изобретению станут более ясными из последующего описания на неограничивающем примере со ссылками на чертежи.
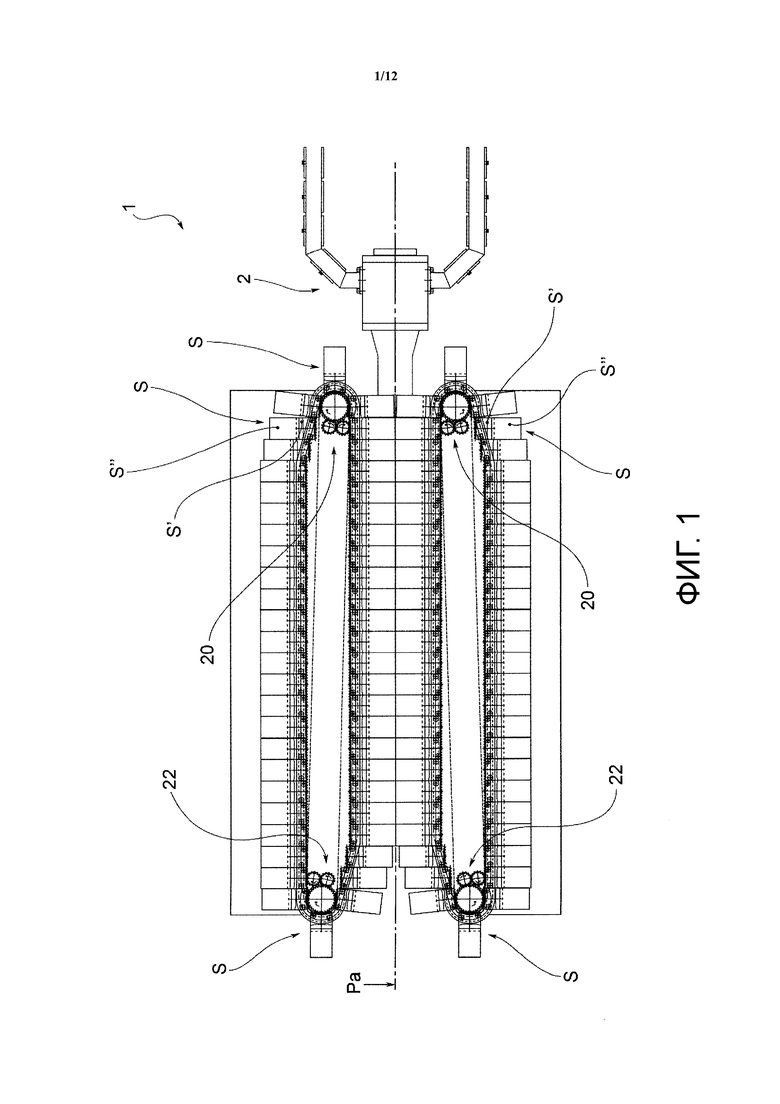
На фиг. 1 показана схема станка для непрерывного производства гофрированной трубы согласно варианту осуществления изобретения;
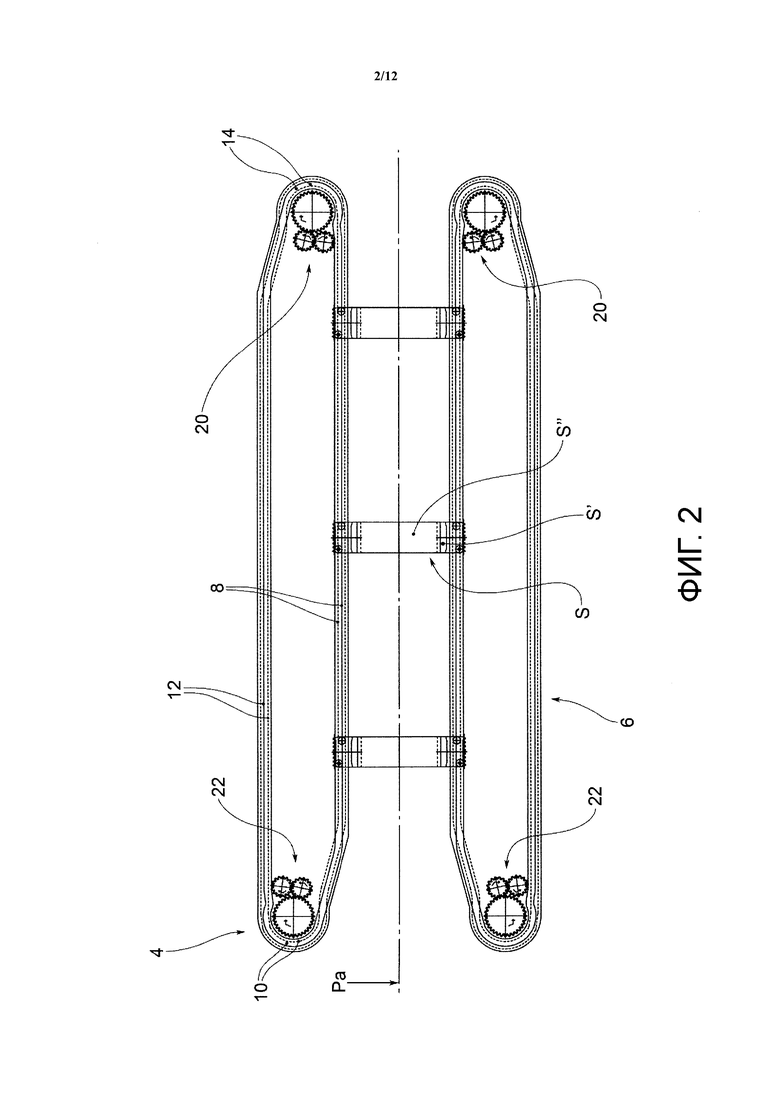
на фиг. 2 - схема станка, показанного на фиг. 1;
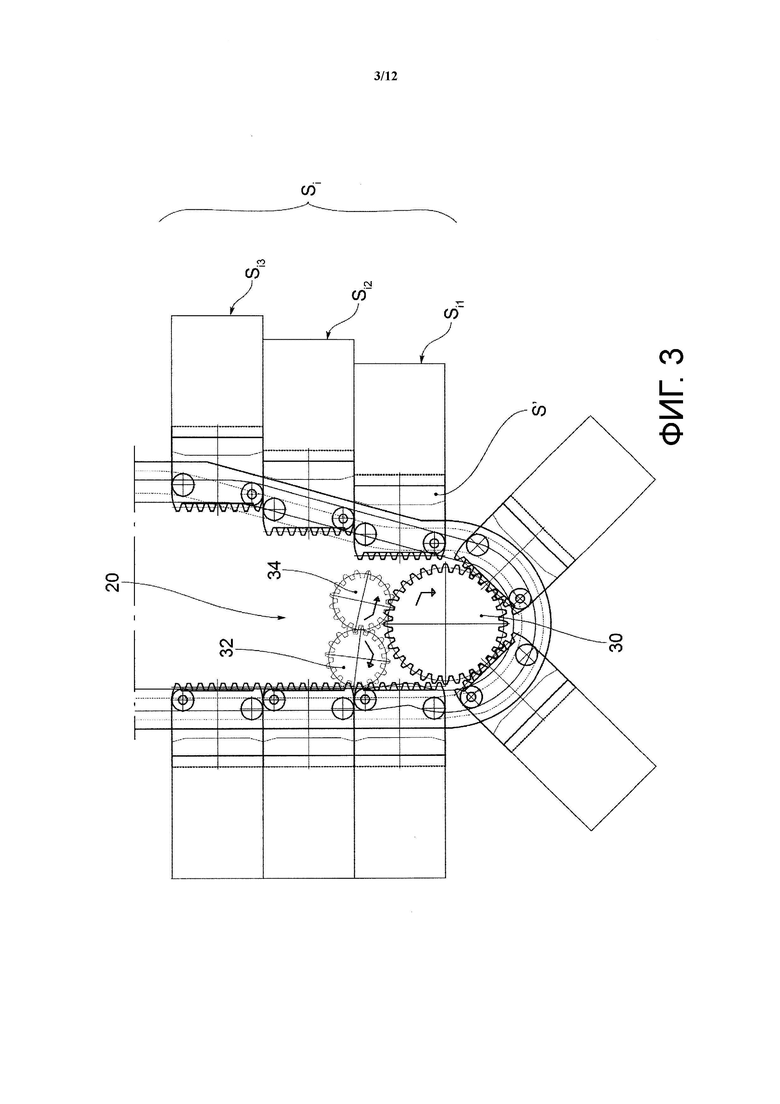
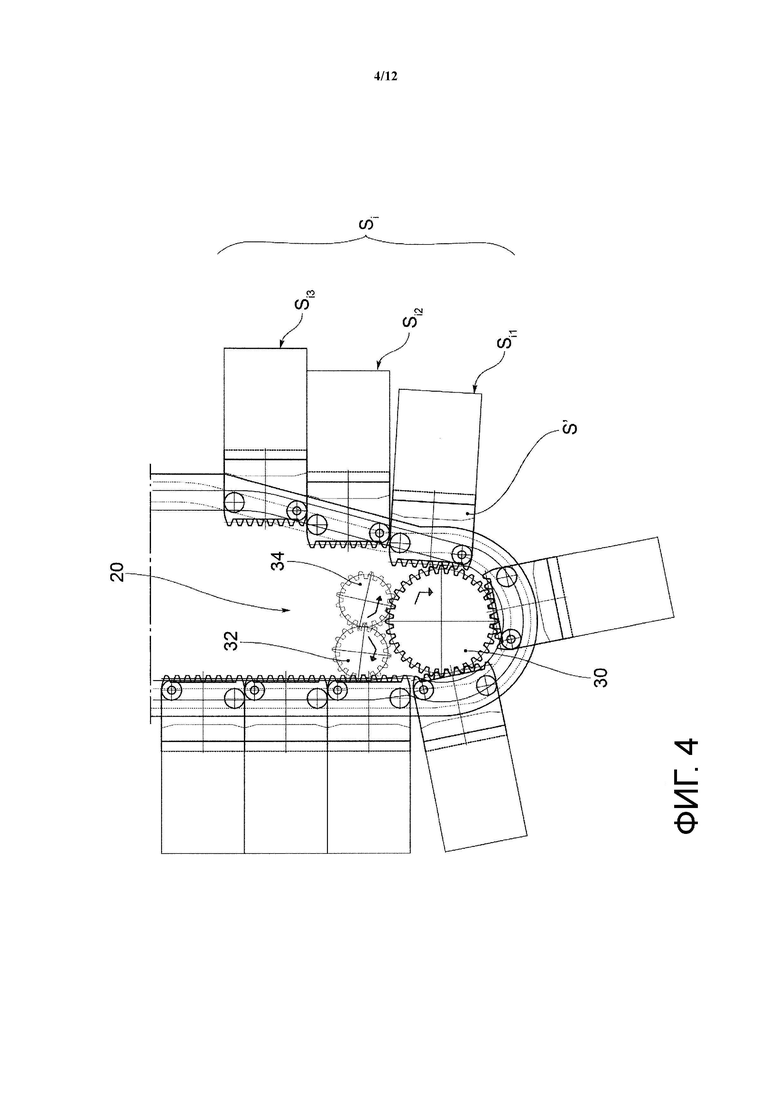
на фиг. 3, 4 и 5 - схемы передней части станка согласно варианту осуществления изобретения, на последовательных этапах перемещения формовочных узлов;
на фиг. 6 - формоудерживающая опора формовочного узла согласно варианту осуществления;
на фиг. 7 - формовочный узел, содержащий формоудерживающую опору, показанную на фиг. 6;
на фиг. 8 - схема передней части станка, показывающая направляющие пазы, определяющие траекторию перемещения формовочных узлов;
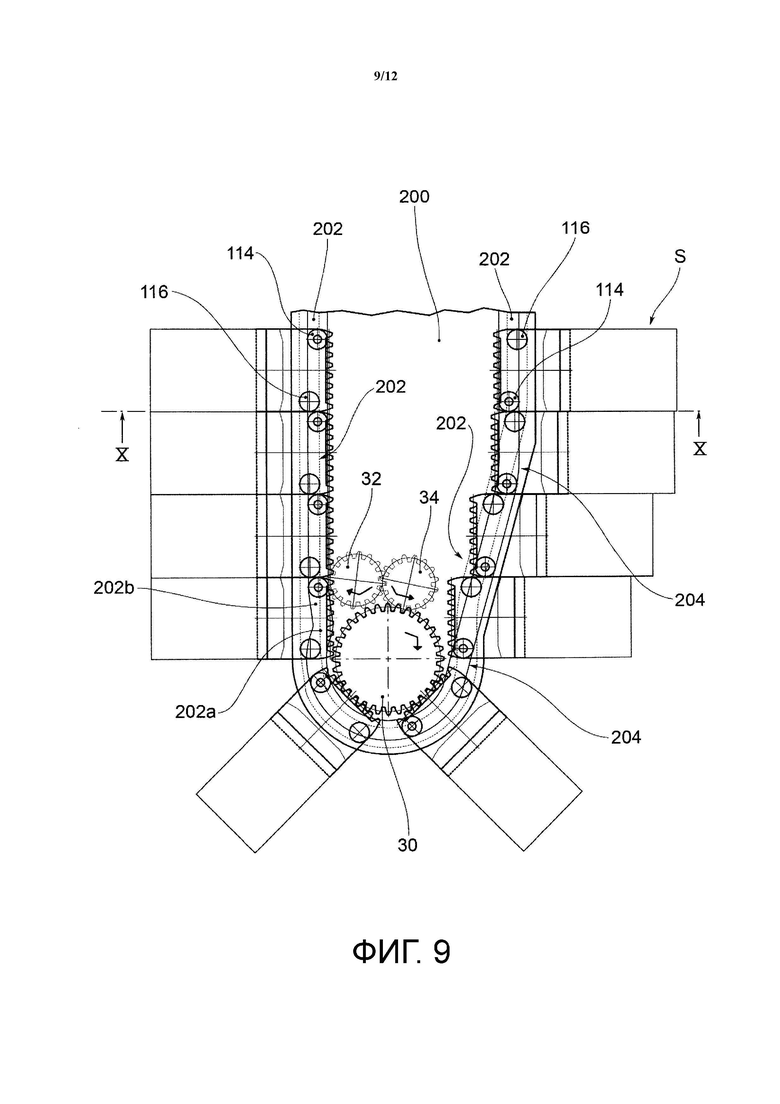
на фиг. 9 - схема передней части станка;
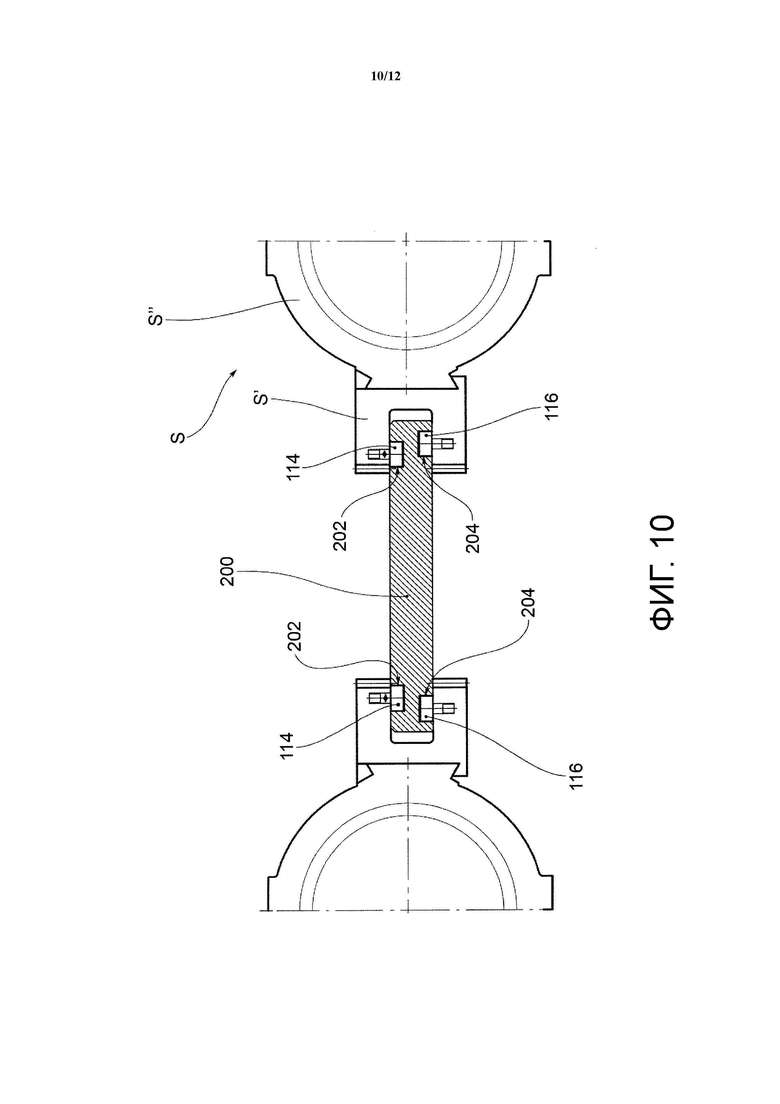
на фиг. 10 - передняя часть станка, показанная на фиг. 9, вид в разрезе по плоскости X-X на фиг. 9;
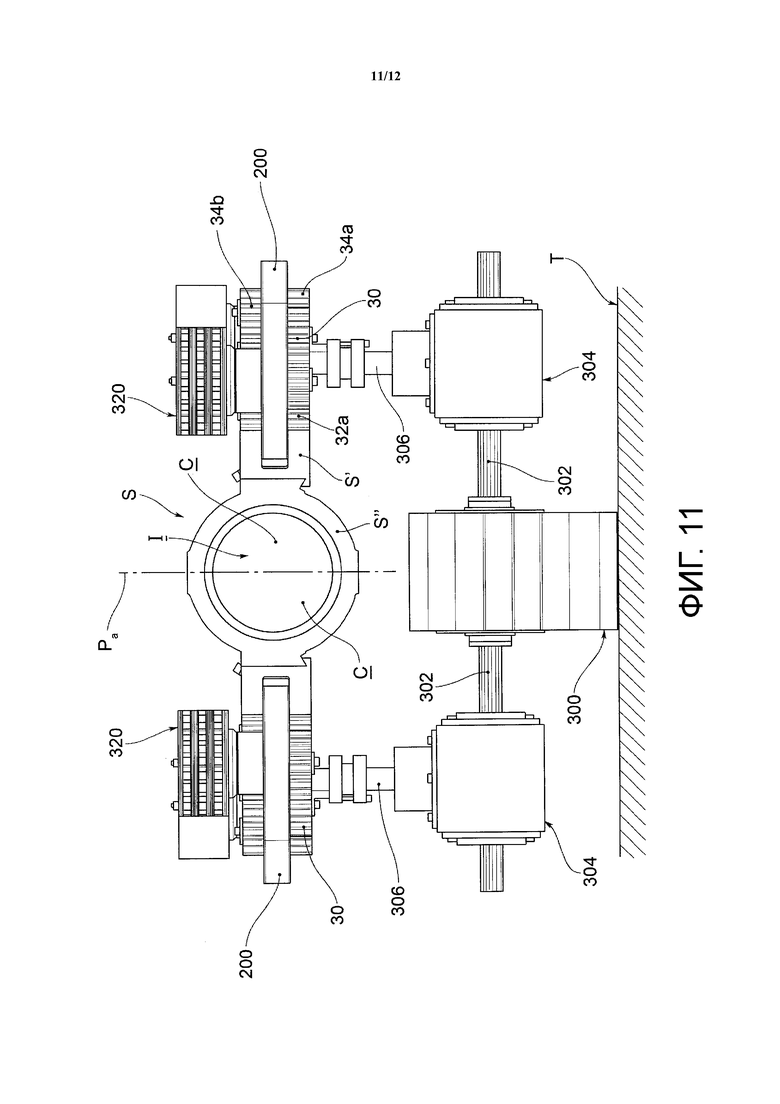
на фиг. 11 - приводные средства станка согласно предпочтительному варианту осуществления, вид в аксонометрии;
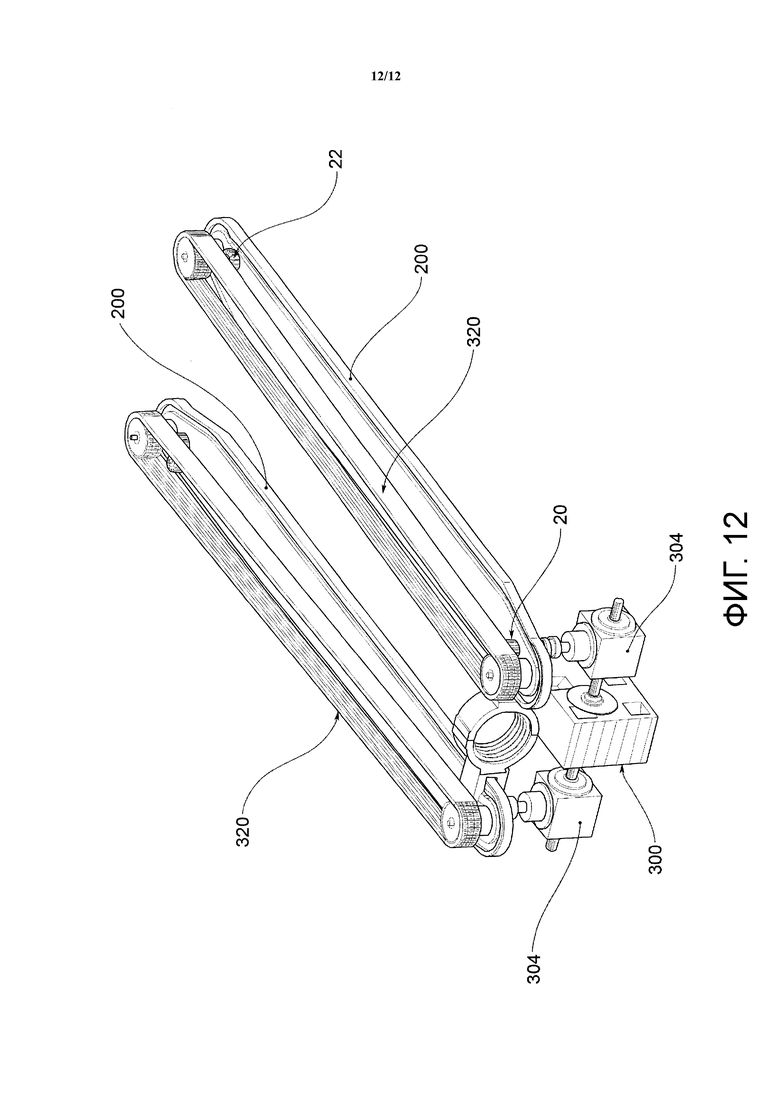
на фиг. 12 - приводные средства станка согласно предпочтительному варианту осуществления.
Согласно изобретению станок 1 для непрерывного производства гофрированной трубы из пластмассы связан с экструдером 2, предназначенным для экструдирования пластмассы (фиг. 1 и 2).
Станок 1 включает в себя первую кольцевую дорожку 4 и вторую кольцевую дорожку 6, расположенные бок о бок. Посередине между указанными дорожками 4, 6 определена соединительная плоскость Pa.
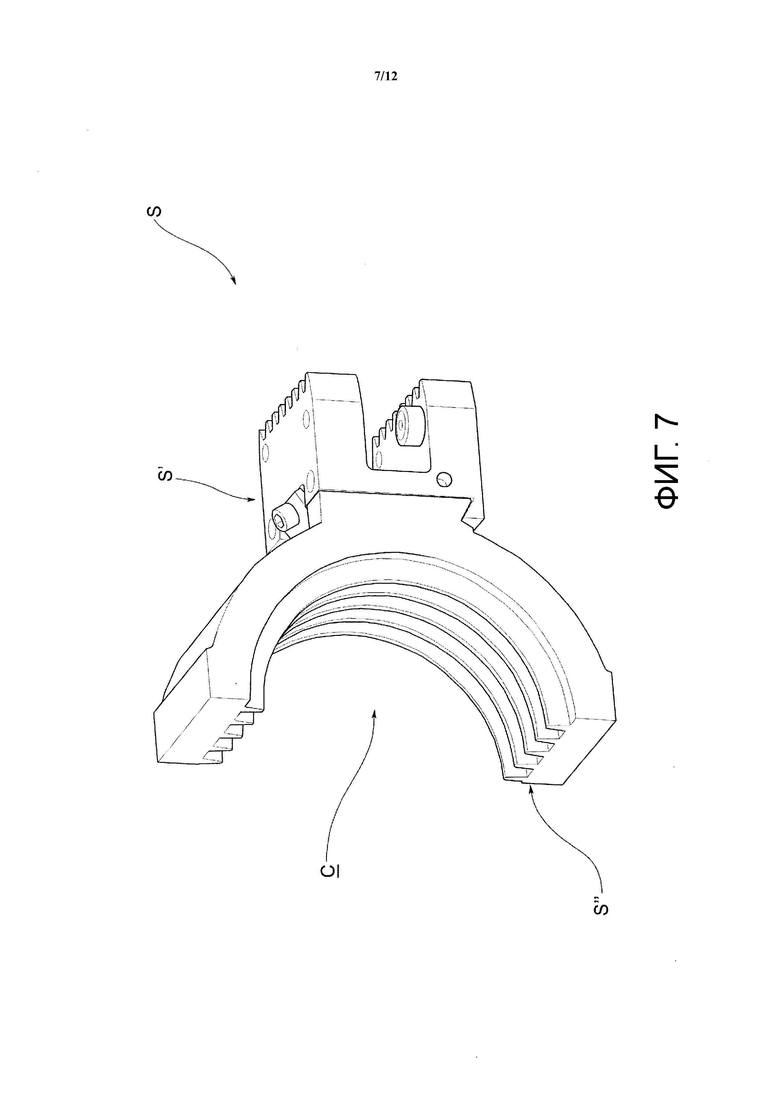
Вдоль указанных дорожек перемещаются формовочные узлы S, которые согласно варианту осуществления состоят из формоудерживающей опоры S' и формы S'', прикрепленной к соответствующей опоре S' и содержащей открытую полость, определяющую половину матрицы части гофрированной трубы, которая должна быть выполнена.
Согласно еще одному возможному варианту осуществления формовочный узел представляет собой цельную деталь с полостью внутри.
Вдоль каждой дорожки 4, 6 проходит прямолинейная соединительная часть 8, расположенная параллельно соединительной плоскости Pa, на которой формы S'' двух дорожек соединяются, образуя полную матрицу I, соответствующую сечению гофрированной трубы. По направлению перемещения форм последовательно расположены криволинейная задняя часть 10, часть 12 возврата, в целом прямолинейная, и криволинейная передняя часть 14.
Станок 1 содержит также переднее кинематическое устройство 20, расположенное, соответственно, рядом с передней частью 14, и заднее кинематическое устройство 22, расположенное, соответственно, рядом с задней частью 10, которые могут входить в зацепление с формовочными узлами S и перемещать их по соответствующим дорожкам 4, 6.
Предпочтительно, переднее кинематическое устройство 20 содержит по меньшей мере одно входное зубчатое колесо 30, размеры и положение которого обеспечивают возможность вхождения в зацепление с формовочными узлами S на выходе части 12 возврата, перемещающимися на переднюю часть 14 (фиг. 3).
Кроме того, предпочтительно, переднее кинематическое устройство 20 содержит по меньшей мере одно выходное зубчатое колесо 32, размеры и положение которого обеспечивают возможность вхождения в зацепление с формовочными узлами S, поступающими на соединительную часть 8, в момент, когда они выходят из зацепления с входным зубчатым колесом 30.
Согласно предпочтительному варианту осуществления входное зубчатое колесо 30 является приводным, т.е. приводится непосредственно от мотор-редуктора, выходное зубчатое колесо 32 кинематически связано с входным колесом 30 и от него приводится во вращение.
Переднее кинематическое устройство 20, например, может содержать передаточное зубчатое колесо 34, входящее в зацепление с входным зубчатым колесом 30 и с выходным зубчатым колесом 32, чтобы передавать крутящий момент от входного зубчатого колеса 30 на выходное зубчатое колесо 32.
При нормальной работе станка на переднюю часть 14 готовятся переместиться несколько формовочных узлов Si (см. фиг. 3).
Эти формовочные узлы Si перемещаются, подталкиваясь формовочными узлами, следующими за ними; например, первый формовочный узел Si1 подталкивается вторым формовочным узлом Si2, который, в свою очередь, подталкивается третьим формовочным узлом Si3.
В результате подталкивания первый формовочный узел Si входит в зацепление с входным зубчатым колесом 30 переднего кинематического устройства 20; указанное входное зубчатое колесо 30 входит в зацепление с входящим формовочным узлом Si1 и перемещает его по передней части 14, отделяя от следующего за ним формовочного узла Si2, к выходу из передней части 14, по направлению к соединительной части 8 дорожки 4 (фиг. 4).
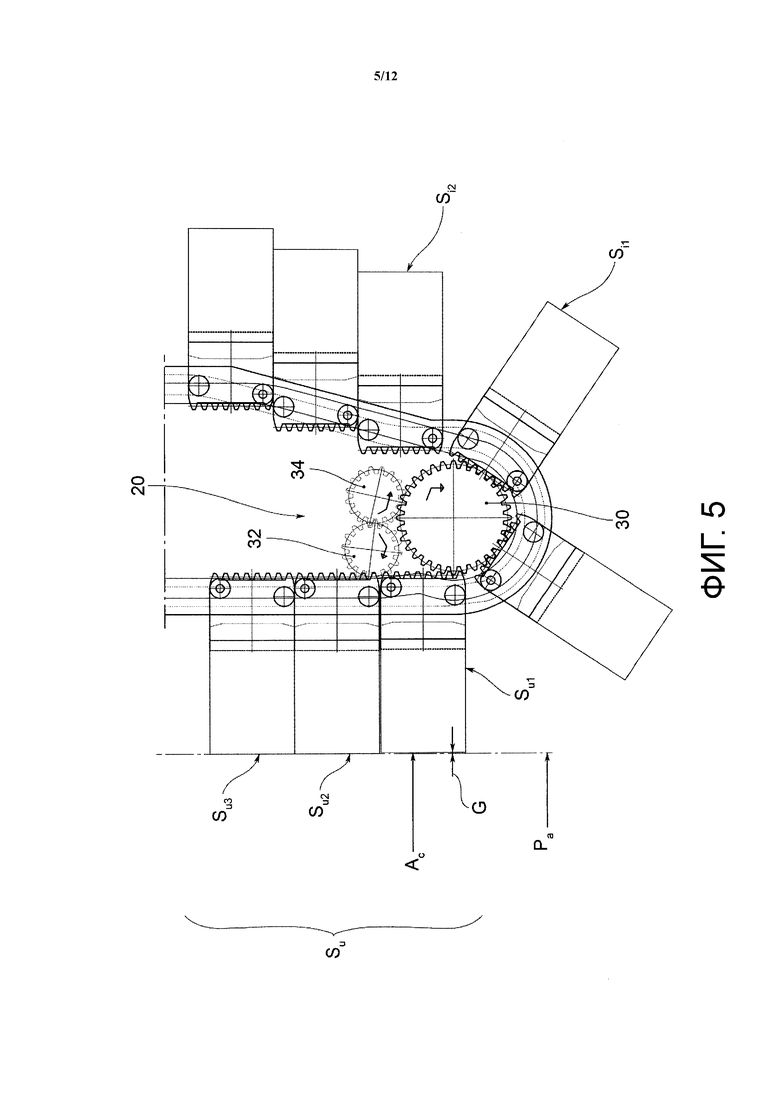
На выходе из передней части 14 несколько формовочных узлов Su готовы следовать на соединительную часть 8 (фиг. 5).
В момент, когда первый формовочный узел Su1 выходит из зацепления с входным зубчатым колесом 30, он входит в зацепление с выходным зубчатым колесом 32, чтобы быть сдвинутым по направлению к соединительной части 8.
В момент, когда первый выходящий формовочный узел Su1 выходит из зацепления с входным зубчатым колесом 30 и входит в зацепление с выходным зубчатым колесом 32, указанный первый формовочный узел Su1 все еще находится отделенным от соединительной плоскости Pa; иными словами, между поверхностью Ac формовочного узла Su1, на которой открыта полость C, и соединительной плоскостью Pa имеется промежуток G.
Затем первый выходящий формовочный узел Su1 перемещается выходным зубчатым колесом 32 и направляется таким образом, что выполняется боковое перемещение такое, что промежуток G между указанной поверхностью Ac и соединительной плоскостью Pa исчезает, и поверхность Ac располагается на указанной соединительной плоскости Pa.
При проталкивании по соединительной части формовочные узлы Su толкают друг друга; например, второй выходящий формовочный узел Su2 толкает третий выходящий формовочный узел Su3. Все толкательное действие в целом обеспечивается выходным зубчатым колесом 32.
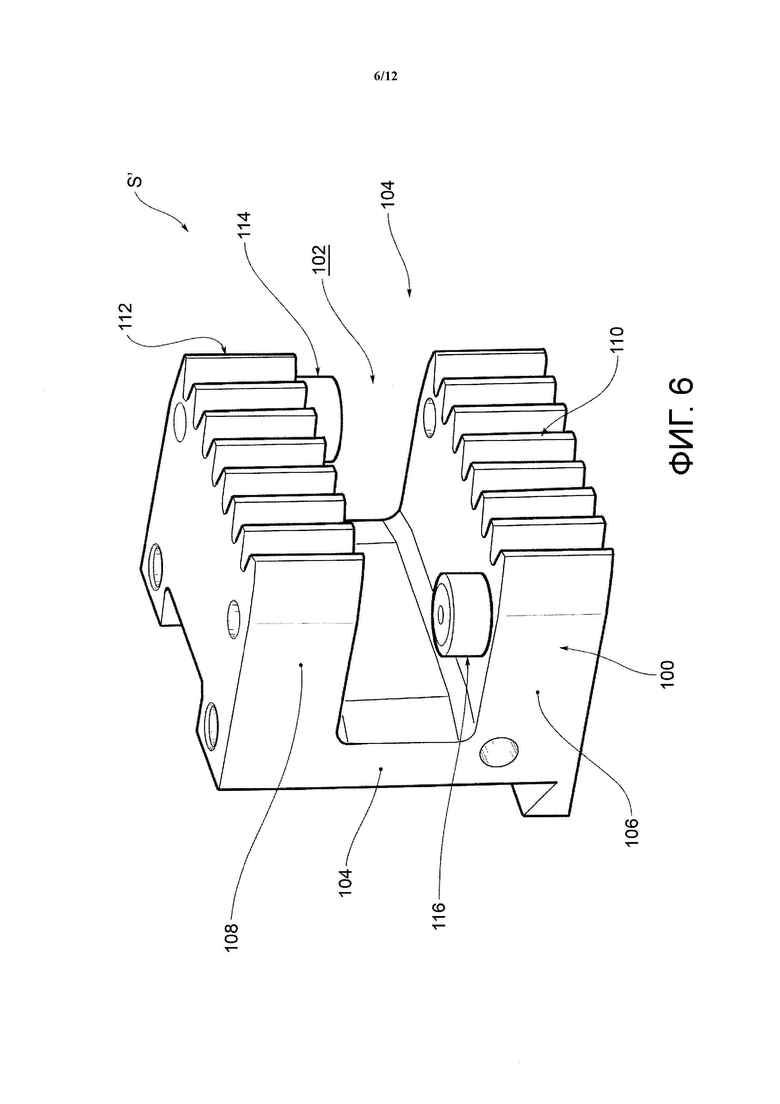
Согласно предпочтительному варианту осуществления (фиг. 6 и 7), формудерживающая опора S' включает в себя корпус 100, выполненный, как правило, в виде цельной стальной детали с углублением 102, проходящим насквозь в продольном направлении.
Корпус 100 содержит также опорную стенку 104, ограничивающую углубление 102 в поперечном направлении с одной стороны и предназначенную для прикрепления к ней формы S''; кроме того, корпус 100 содержит нижнюю стенку 106 и верхнюю стенку 108, отходящие от опорной стенки 104 и образующие нижнюю и верхнюю границы указанного углубления 102.
На стороне, противоположной опорной стенке 104, стенки 106,108 содержат зубья 110, 112 для вхождения в зацепление с кинематическими устройствами 20, 22 станка 1.
Кроме того, предпочтительно, корпус 100 содержит направляющие средства для вхождения в зацепление с формовочным узлом S с ответными направляющими средствами станка 1 для обеспечения направления формовочных узлов S по дорожкам 4, 6.
Например, указанные направляющие средства могут включать в себя верхний палец 114, выступающий из верхней стенки 108 внутрь углубления 102, и нижний палец 116, выступающий из нижней стенки 106 внутрь углубления 102.
Предпочтительно, указанные пальцы 114, 116 являются неприводными, что сделано для облегчения скольжения по указанным направляющим.
Кроме того, предпочтительно, указанные пальцы расположены со смещением относительно друг друга в продольном направлении; иными словами, ось первого пальца смещена относительно оси второго пальца в продольном направлении, что сделано для обеспечения устойчивости формовочного узла во время движения.
Согласно еще одному возможному варианту осуществления (не показан), формовочный узел S, выполненный в виде цельной детали, может иметь направляющее средство в виде направляющих стенок, приспособленных для вхождения в контакт с ответными направляющими средствами станка.
Как уже было указано, станок 1 содержит ответное направляющее средство, приспособленное для вхождения в контакт с направляющим средством формовочного узла S.
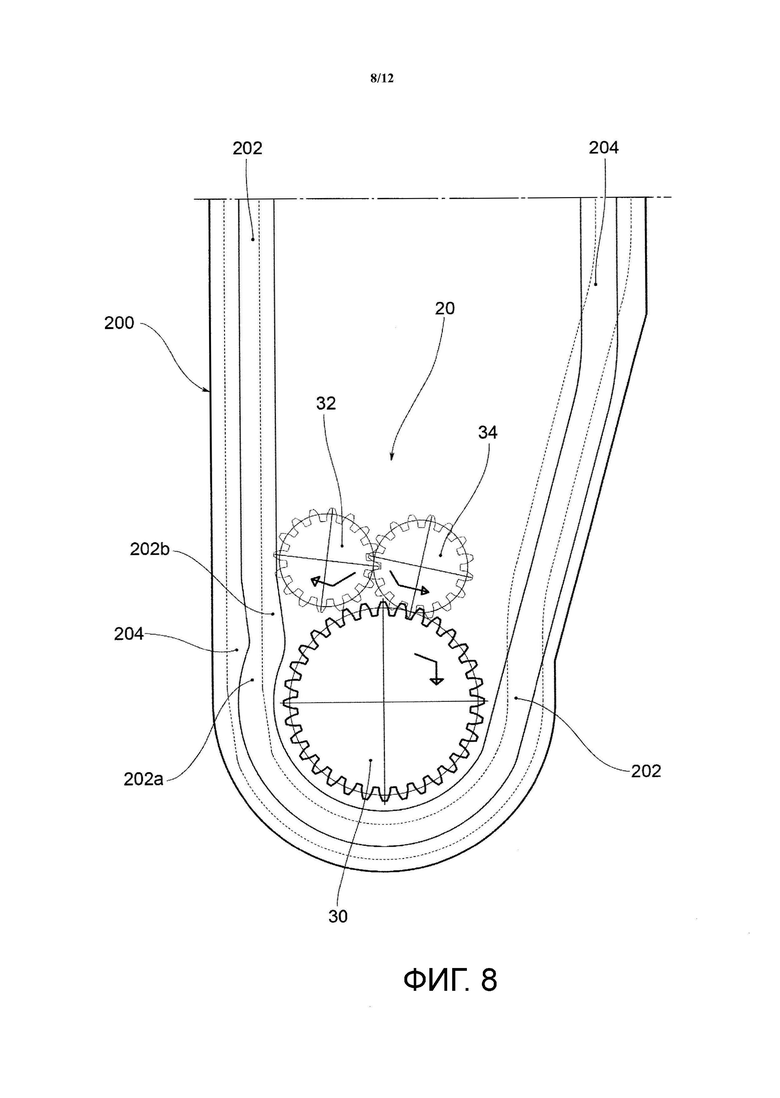
Указанное ответное направляющее средство представляет собой основную пластину 200, проходящую между передней и задней частями станка (см. фиг. 8).
Пластина 200, имеющая нижнюю сторону, верхнюю сторону и заданную толщину, содержит первый непрерывный паз 202 (показан сплошной линией на фиг. 8), выполненный, например, на верхней стороне, который выполняет функцию направляющей для первого пальца 114 формовочного узла S, и второй непрерывный паз 204 (показан пунктиром на фиг. 8, 9 и 10), выполненный, например, на нижней стороне, который выполняет функцию направляющей для второго пальца 116 формовочного узла S.
Таким образом, указанные пазы 202, 204 расположены друг с другом в вертикальном направлении.
На выходе из криволинейной передней части 14, между положениями, в которых первый выходящий формовочный узел Su1 выходит из зацепления с входным зубчатым колесом 30 и входит в зацепление с выходным зубчатым колесом 32, один из указанных пазов 202, 204, например, первый паз 202, имеет две части, а именно, первую входную часть 202a, отклоняющуюся внутрь дорожки 4, 6, и расположенную за ней вторую часть 202b, отклоняющуюся наружу от дорожки 4, 6.
Последовательно расположенные части 202a и 202b выходной части функционируют как кулачковое устройство, перемещая первый выходящий формовочный узел Su1 в боковом направлении таким образом, что промежуток G между поверхностью Ac и соединительной плоскостью Pa исчезает, и поверхность Ac располагается на соединительной плоскости Pa.
Согласно предпочтительному варианту осуществления, переднее кинематическое устройство 20 содержит пару соосных выходных зубчатых колес, в частности, нижнее выходное зубчатое колесо 32a, установленное под пластиной 200, и верхнее выходное зубчатое колесо 32b, установленное над пластиной 200; кроме того, предпочтительно, переднее кинематическое устройство 20 содержит пару соосных передаточных зубчатых колес, в частности, нижнее передаточное зубчатое колесо 34a, установленное под пластиной 200, и верхнее передаточное зубчатое колесо 34b, установленное над пластиной 200 (см. фиг. 11).
Согласно предпочтительному варианту осуществления, заднее кинематическое устройство 22 конструктивно и функционально идентично переднему кинематическому устройству 20.
Кроме того, станок 1 содержит приводное средство, подходящее для привода указанных кинематических устройств 20, 22.
Например, указанное приводное средство может представлять собой один электродвигатель 300, установленный, например, на земной поверхности Т, в промежуточном положении, предпочтительно, по центру между соответствующими пластинами 200 первой дорожки 4 и второй дорожки 6.
Приводное средство каждой дорожки 4, 6 содержит также первый вал 302, соединенный с электродвигателем, как правило, горизонтальный, т.е. ось которого проходит параллельно земной поверхности Т, возвратное устройство 304, и второй вал 306, обычно вертикальный, т.е. ось которого расположена перпендикулярно земной поверхности Т.
Возвратное устройство 304 принимает крутящий момент от первого горизонтального вала 302 и передает его на второй вертикальный вал 306.
Второй вал 306 функционально соединен с входным зубчатым колесом 30 и приводит его во вращение.
Благодаря наличию одного электродвигателя, приводящего входные кинематические устройства 20 обеих дорожек, обеспечивается отличная синхронизация движения формовочных узлов S, что важно для оптимального совмещения на соединительной плоскости Pa.
Кроме того, приводное средство содержит средство передачи, предназначенное для передачи движения от переднего кинематического устройства 20 к заднему кинематическому устройству 22 (или, как вариант, наоборот).
Указанное средство передачи может быть выполнено, например, в виде цепи 320, входящей в зацепление с передним устройством 20, которое работает как устройство отбора мощности, и с задним устройством 22, для привода последнего (см. фиг. 12).
Предпочтительно, указанное средство передачи позволяет синхронизировать перемещение передних устройств с перемещением задних устройств.
Кроме того, предпочтительно, цепь несет также встроенную часть контура охлаждения форм.
Преимуществом станка согласно изобретению является то, что он устраняет недостатки известного уровня техники, поскольку она проста по конструкции, особенно в части, которая позволяет направлять формующие узлы.
В частности, предпочтительно, кроме того, ответное направляющее средство предотвращает столкновение между формующими узлами, выходящими из передней части двух соседних дорожек.
Специалисту в данной области будет ясно, что для удовлетворения дополнительных потребностей в описанный выше станок могут быть внесены изменения и модификации, причем все эти изменения и модификации охватываются объемом прав, определяемым формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШТАМПОВКИ, ГИБКИ И СБОРКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1996 |
|
RU2166397C2 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| РАЗЪЕМНЫЙ ТОКАРНЫЙ СТАНОК | 2009 |
|
RU2480312C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 2012 |
|
RU2563408C2 |
| ПОЛНОСТЬЮ АВТОМАТИЗИРОВАННЫЙ СТАНОК ДЛЯ СНЯТИЯ ФАСКИ НА ТОРЦАХ СТАЛЬНЫХ ТРУБ | 2016 |
|
RU2685449C1 |
| Устройство для двусторонней гибки труб | 1991 |
|
SU1797507A3 |
| ПОРТАТИВНЫЙ СТАНОК | 1993 |
|
RU2041803C1 |
| ЭЛЕКТРИЧЕСКИЙ ПЫЛЕСОС | 2007 |
|
RU2346641C2 |
| ПЫЛЕСОС | 2007 |
|
RU2352242C2 |
| СТАНОК ДЛЯ ЗАПИЛОВКИ ПАЗОВ СТАТОРА ЭЛЕКТРИЧЕСКИХМАШИИ | 1969 |
|
SU241205A1 |
Изобретение относится к станкам для непрерывного производства гофрированной трубы. Станок (1) для непрерывного производства гофрированной трубы включает в себя множество формовочных узлов (S), каждый из которых имеет поверхность и полость, открытую на указанной поверхности, а также первую кольцевую дорожку и вторую кольцевую дорожку, расположенные бок о бок, для перемещения указанных формовочных узлов (S) по замкнутому контуру. Каждая из указанных дорожек содержит соединительную часть, вдоль которой поверхности формовочных узлов первой дорожки контактируют с поверхностями формовочных узлов второй дорожки так, что соответствующие полости образуют полную матрицу для части гофрированной трубы, и определяется соединительная плоскость, содержащая указанные соединенные поверхности, криволинейную переднюю часть, расположенную перед соединительной частью, и ответное направляющее средство, приспособленное для направления формовочных модулей вдоль дорожки. Ответное направляющее средство содержит пластину, имеющую нижнюю сторону, верхнюю сторону и заданную толщину, причем на верхней стороне выполнен первый непрерывный паз, а на нижней стороне - второй паз, с которыми формовочные узлы (S) входят в зацепление с возможностью скольжения. Таким образом, достигается упрощение конструкции станка для непрерывного производства гофрированной трубы. 3 з.п. ф-лы, 12 ил.
1. Станок (1) для непрерывного производства гофрированной трубы, включающий в себя:
- множество формовочных узлов (S), каждый из которых имеет поверхность (Ac) и полость (C), открытую на указанной поверхности (Ac);
- первую кольцевую дорожку (4) и вторую кольцевую дорожку (6), расположенные бок о бок, для перемещения указанных формовочных узлов (S) по замкнутому контуру,
причем каждая из указанных дорожек (4, 6) содержит:
i) соединительную часть (8), вдоль которой поверхности (Ac) формовочных узлов первой дорожки (4) контактируют с поверхностями (Ac) формовочных узлов второй дорожки (6) так, что соответствующие полости (C) образуют полную матрицу (I) для части гофрированной трубы, и определяется соединительная плоскость (Pa), содержащая указанные соединенные поверхности (Ас);
ii) криволинейную переднюю часть (14), расположенную перед соединительной частью (8);
- ответное направляющее средство, приспособленное для направления формовочных узлов вдоль дорожки (4, 6), содержащее:
i) пластину (200), имеющую нижнюю сторону, верхнюю сторону и заданную толщину, причем на верхней стороне выполнен первый непрерывный кольцевой паз (202), а на нижней стороне - второй паз, с которыми формовочные узлы (S) входят в зацепление с возможностью скольжения.
2. Станок (1) по п. 1, в котором между концом передней части и началом соединительной части предварительно определенный формовочный узел (S) имеет соответствующую поверхность (Ac), расположенную на расстоянии от соединительной плоскости (Pa);
причем указанное ответное направляющее средство представляет собой кулачковое устройство (202a, 202b), взаимодействующее с указанным предварительно определенным формовочным узлом (S) для перемещения его так, чтобы указанная поверхность (Ac) располагалась на соединительной плоскости (Pa).
3. Станок по 1, в котором направляющее средство формовочного узла (S) содержит первый палец (114), выполненный с возможностью скольжения в первом пазу (202), и второй палец (116), выполненный с возможностью скольжения во втором пазу (204).
4. Станок по п. 3, в котором указанные пальцы (114, 116) смещены в продольном направлении.

