Изобретение относится к портативным станкам с ручным приводом агрегатов, предназначенным для обработки дерева, металла и других материалов, а именно снятия фасок, выполнения продольных и поперечных пазов постоянной и переменной глубины, выборки четвертей, высверливания отверстий, а также нанесения узоров с периодически меняющимся профилем, нанесения отверстий вдоль криволинейной траектории и других работ, причем станок оснащен гнездом для установки в нем энергопривода с рабочим инструментом.
Известны портативные станки, оснащенные гнездом для крепления энергопривода с рабочим инструментом и с ручным приводом. Недостатком этих станков является отсутствие синхронизации приводов агрегатов станков, что затрудняет позиционирование заготовки при выполнении различных работ и не позволяет воспроизводить узоры с периодически повторяющимся профилем.
Известен станок, имеющий рабочий стол с окном для рабочего инструмента и с установленной на нем платформой, оснащенной направляющими для продольного перемещения и для ее поворота, причем на платформе имеются средства для крепления заготовки и ориентации ее под требуемым углом [1] На направляющих выполнены измерительные шкалы, что обеспечивает возможность точной установки заготовки.
Недостатком этого решения является отсутствие кинематической связи продольного и кругового перемещения и отсутствие возможности поперечного перемещения заготовки и кинематической связи привода поперечного перемещения с приводами продольного и других перемещений. Недостатком является также отсутствие средств для вертикального перемещения инструмента и кинематической связи вертикального перемещения с остальными приводами. Указанные недостатки не позволяют наносить на заготовку узоры с периодически повторяющимся профилем по высоте и в поперечном направлении, что уменьшает художественные и производственные возможности станка.
Известен станок для нанесения на панели узоров на заготовке [2] Станок оснащен панелью (основанием), на котором закреплена поворотная платформа с элементами фиксации ее положения относительно заготовки. В панели выполнены отверстие для установки рабочего инструмента в гнезде и направляющие с переменным по высоте профилем в виде шаблона для перемещения вручную гнезда с установленной в нем энергоустановкой с рабочим инструментом, например фрезой. При перемещении гнезда с энергоприводом вдоль направляющих шаблонов (копира) на заготовку наносится узор переменной глубиной. После поворота платформы аналогичный узор будет наноситься в другом направлении и т.д. После смены шаблона на направляющих можно наносить узор с другим профилем.
Недостатком станка является необходимость большого количества шаблонов (копиров) и отсутствие приводов для относительного перемещения платформы с установленной на ней заготовкой и гнездом с энергоприводом с рабочим инструментом, например продольного и кругового перемещения, что ограничивает художественные и производственные возможности станка.
Известен станок, оснащенный основанием с рабочим столом с продольными и поперечными направляющими, закрепленную на основании стойку с гнездом для энергопривода с рабочим инструментом и привод вертикального перемещения гнезда в виде реечной передачи [3]
Недостатком станка является отсутствие приводов продольного и поперечного перемещения рабочего стола и кинематической связи между ними, а также отсутствие возможности поворота и привода для поворота рабочего стола, его кинематической связи с другими приводами. Это ограничивает производственные и художественные возможности станка, в частности не позволяет наносить отверстия и пазы вдоль траектории узора, обусловленной кинематической связью между приводами продольного, поперечного и кругового относительного перемещения гнезда с энергоприводом и закрепленной на рабочем столе заготовки.
Техническое решение по заявке [1] принято в качестве прототипа для первого варианта выполнения портативного станка, по патенту [2] в качестве прототипа для второго варианта, по патенту [3] в качестве прототипов выполнения заявленного портативного станка по третьему и четвертому вариантам.
Цель изобретения обеспечение возможности выполнения при использовании одного энергопривода, например электродрели, шпинделя, электромотора и т.п. различных работ, таких, как выполнение на заготовке продольных, поперечных и других пазов, выборку четверти, шпунта, выполнение отверстий при точном позиционировании заготовки, а также нанесение узоров с периодически меняющимся профилем в продольном и любом радиальном направлениях и в виде окружности, спирали, овалов, эллипсов при возможности изменения глубины паза или отверстий с помощью портативного разборного станка. Наличие вариантов выполнения станка обусловлено возможностью использования различных комбинаций приводов, что приводит к возможности изготовления отдельных станков. В предпочтительном исполнении станок оснащен основанием, рабочим столом и стойками, позволяющими установку всех приводов и их элементов, их независимое и совместное использование, причем при установки каждого последующего привода на заранее подготовленное место станок приобретает новые функциональные возможности, увеличивающие его производственную, бытовую и художественную ценность, а при совместном использовании установленных приводов значительно возрастает возможность станка по нанесению узоров, орнаментов и рисунков в связи с увеличением вариантов совместного использования приводов и комбинирования амплитуд и длин волн периодических наносимых узоров.
Техническим результатом является обеспечения многофункциональности станка при использовании одного энергопривода и возможность использования станка как в стесненных условиях, например дома, на даче, в небольших мастерских, так и в производственных условиях при изготовлении мебели, наличников, карнизов для домов и художественной резьбы по дереву, металлу и т.д.
Сущность изобретения заключается в следующем.
Первый вариант выполнения станка. Портативный станок имеет основание, связанное с ним гнездо для энергопривода с рабочим инструментом, установленные на основании направляющие для продольного перемещения рабочего стола, но в отличие от прототипа, гнездо для энергопривода размещено на штанге, соединенной с основанием с возможностью поперечного перемещения и поворота в вертикальной плоскости относительно оси, перпендикулярной продольным направляющим и закрепленной на стойках, соединенных с основанием, причем рабочий стол оснащен приводом продольного перемещения, а штанга приводами поперечного и вертикального (путем качания) перемещения, которые выполнены с возможностью кинематической связи между собой и с приводом продольного перемещения рабочего стола.
Данная совокупность признаков обеспечивает технический результат, заключающийся в том, что при достаточном удалении энергопривода от оси, на которой установлена штанга, при качании штанги вертикальным приводом рабочий инструмент будет незначительно отклоняться от вертикали с учетом небольшой глубины резания паза на заготовке, не превышающей, как правило, 10.15 мм, что не окажет влияния на качество выполняемых работ. В то же время, выполнение привода вертикального перемещения штанги упрощается так же, как и выполнение кинематической связи с другими приводами. Это позволяет наносить узоры переменной глубиной рисунка и с периодическим профилем по глубине и в поперечном направлении, а также выполнение узоров на различном расстоянии от продольной оси рабочего стола.
Выполнение привода продольного перемещения рабочего стола в виде реечной передачи, в которой зубчатая рейка закреплена на рабочем столе, а вал зубчатого колеса связан посредством подшипников с основанием, оснащен выключаемой муфтой и соединен с приводом для его вращения, обеспечивает широкие конструктивные возможности для организации кинематической связи привода с другими приводами агрегатов станка и возможность управления ими.
Выполнение привода вертикального перемещения штанги в виде кривошипно-шатунного механизма, ось кривошипа которого кинематически связана с приводом продольного перемещения рабочего стола и оснащена выключаемой муфтой, а ось шатуна связана со штангой с возможностью перемещения относительно штанги в направлении, параллельном оси, относительно которого штанга совершает колебания, обеспечивает возможность поперечного перемещения штанги при вертикальном перемещении (качании) энергопривода с рабочим инструментом, а также возможность управления приводом.
Выполнение кривошипа и шатуна с возможностью изменения и фиксации их длины позволяет в широком диапазоне регулировать амплитуду вертикальных колебаний и, следовательно, глубину паза.
Использование в качестве кривошипа кулачка, взаимодействующего с шатуном, позволяет выполнять паз с любым профилем, который будет однозначно определяться формой дорожки кулачка, с которой будет взаимодействовать шатун.
Выполнение привода поперечного перемещения штанги в виде червячной передачи, вал червяка которой оснащен выключаемой муфтой и кинематически связан с приводом продольного перемещения рабочего стола, а на оси червячного колеса установлен кривошип, оснащенный вертикальным стержнем, взаимодействующим со штангой посредством кулисы, выполненной в виде паза в штанге, параллельного продольной оси штанги, обеспечивает синусоидальную траекторию движения гнезда с энергоприводом относительно рабочего стола, а также выполнение поперечного паза, причем наличие червячной передачи позволяет фиксировать положение штанги на оси за счет большого передаточного отношения, характерного для передачи.
Выполнение кривошипа с возможностью изменения расстояния между стержнем и осью червячного колеса обеспечивает изменение амплитуды поперечной синусоиды, а также возможность установки вместо подвижной части кривошипа механизма, обеспечивающего иной закон поперечного перемещения штанги.
Выполнение кинематической связи привода продольного перемещения рабочего стола с приводами вертикального и поперечного перемещения штанги в виде редукторов, оснащенных выключаемыми муфтами, обеспечивает возможность регулирования длины волны наносимого узора и управление приводами, а также комбинирование при использовании различных приводов.
Выполнение каждого редуктора в виде пары цилиндрических зубчатых колес, выполненных с возможностью быстрой установки на валы приводов, которые либо соосны, либо расположены на расстоянии, равном межосевому расстоянию пар зубчатых колес редуктора, и оснащение валов приводами для их вращения обеспечивает использование одних и тех же пар колес для разных приводов и позволяет упростить и унифицировать конструкцию станка, а также увеличить число вариантов наносимых узоров за счет варьирования амплитудой, длиной волны, сдвигом по фазе рисунков.
Выполнение основания станка с заранее подготовленными гнездами для установки и крепления приводов, выключаемых муфт с механизмами управления ими и выполнение валов приводов с возможностью установки и крепления на них элементов редуктора и привода для их вращения обеспечивает потребителю возможность постепенного оснащения станка приводами, которые могут появиться в процессе совершенствования станка.
Второй вариант выполнения станка. Портативный станок имеет основание, оснащенное рабочим столом, выполненным с возможностью поворота в горизонтальной плоскости, элементы фиксации его положения относительно основания, направляющие для относительного перемещения рабочего стола и гнезда с энергоприводом с рабочим инструментом, а также средство для вертикального перемещения гнезда, но гнездо размещено на штанге, соединенной с основанием с возможностью поворота в вертикальной плоскости относительно оси, перпендикулярной продольным направляющим, соединяющим основание с рабочим столом, и закрепленной на стойках, соединенных с основанием, штанга связана с основанием приводом вертикального перемещения (качания), а рабочий стол оснащен поворотной платформой с приводами продольного перемещения рабочего стола и поворота платформы относительно рабочего стола, причем указанные приводы выполнены с возможностью кинематической связи с приводом продольного перемещения рабочего стола и между собой.
Указанная совокупность признаков обеспечивает нанесение на заготовку узоров переменной глубины как по окружности, так и в радиальном направлении, причем кинематическая связь продольного перемещения рабочего стола и поворота платформы позволяет получать узоры в виде спирали и дуг окружности, а также овалы, а кинематическая связь с приводом вертикального перемещения штанги позволяет выполнять узоры с периодическим изменением глубины.
Выполнение привода поворота платформы в виде двух пар конических зубчатых колес, соединенных телескопическим призматическим валом, параллельным продольным направляющим, одна из которых закреплена на рабочем столе и связана кинематически с осью вращения платформы, а другая пара закреплена на основании с возможностью кинематической связи с приводом продольного перемещения рабочего стола представляет собой пример конструктивной реализации привода поворота платформы и оебспечивает нанесение рисунков в виде спирали и окружностей, овалов, дуг окружностей.
Оснащение привода платформы редуктором реверса направления вращения платформы, выполненным в виде пары конических колес, обращенных венцами навстречу друг другу и соединенных между собой призматическим валом, охватывающим телескопический призматический вал и подобный ему, и оснащение редуктора приводом для перемещения вдоль телескопического призматического вала обеспечивает возможность изменения направления вращения платформы, а при размещении обращенных венцами друг к другу конических колес на соответствующем расстоянии придает редуктору функции выключаемой муфты.
Включение в кинематическую связь приводов продольного перемещения рабочего стола и поворота платформы редуктора и оснащение его выключаемой муфтой позволяет наносить рисунки в виде спирали с разным шагом между витками, а наличие выключаемой муфты увеличивает художественные возможности станка за счет увеличения комбинаций наносимых элементов узоров.
Оснащение станка приводом продольного перемещения рабочего стола в виде реечной передачи, а привода вертикального перемещения штанги в виде кривошипно-шатунного или кулачкового механизма, аналогичных описанным в первом варианте выполнения станка, обеспечивает также и аналогичный технический результат и, кроме того, позволяет унифицировать узлы станка.
Оснащение станка приводом поперечного перемещения штанги выполненного с возможностью кинематической связи с приводами продольного перемещения рабочего стола и поворота платформы обеспечивает выполнение узоров в виде эллипсов, а наличие редукторов, оснащенных выключаемыми муфтами, дает возможность наносить дуги эллипса в виде элементов в других узорах.
Оснащение основания станка заранее подготовленными гнездами для установки и крепления приводов продольного перемещения рабочего стола и поворота платформы, а также вертикального и поперечного перемещения штанги, их редукторов и выключаемых муфт с механизмами управления ими, а рабочего стола гнездами для установки и крепления поворотной платформы и элементов ее привода обеспечивает, как и в первом варианте выполнения станка, для потребителя возможность постепенного оснащения станка приводами, а для изготовителя возможность разработки новых приводов и их элементов, повышающих художественные и производственные возможности станка.
Третий вариант выполнения станка. Портативный станок включает основание, оснащенное рабочим столом, выполненным с возможностью перемещения по направляющим, закрепленную на основании стойку, соединенную со штангой, оснащенной гнездом для установки энергопривода с рабочим инструментом и выполненной с возможностью вертикального перемещения вдоль направляющих, сочлененных со стойкой посредством реечной передачи, но штанга установлена на оси, перпендикулярной продольным направляющим рабочего стола, и оснащена приводом поперечного перемещения вдоль этой оси, зубчатое колесо установлено на стойке, а зубчатая рейка закреплена на направляющих, сочлененных со стойкой и оснащенных закрепленной на них посредством разъемного соединения консолью, обеспечивающей фиксацию положения штанги при возможности ее перемещения вдоль оси, причем привод продольного перемещения штанги выполнен с возможностью кинематической связи с приводом продольного перемещения рабочего стола.
Представленная совокупность признаков обеспечивает выполнение на заготовке отверстий при точном позиционировании заготовки, а также выполнение отверстий вдоль траектории относительного перемещения гнезда с энергоприводом и рабочего стола в виде синусоиды, продольной, поперечной прямой и т.п. что позволяет наносить узоры на металлах, камнях и других материалах.
Выполнение стойки разнесенной, размещенной с двух сторон от рабочего стола, установка зубчатого колеса на каждой стойке и соединение их валом повышает точность вертикального перемещения штанги с гнездом с энергоприводом.
Выполнение кинематической связи между приводами продольного перемещения рабочего стола и поперечного перемещения штанги посредством выключаемых муфт и редукторов, также оснащенных выключаемыми муфтами, обеспечивает возможность выполнения отверстий и паза вдоль траектории с переменной амплитудой и длиной волны.
Выполнение станка с основанием, на котором имеются заранее подготовленные гнезда для установки и крепления элементов приводов, выключаемых муфт и элементов управления ими, редукторов, и оснащение подобными гнездами стоек и направляющих для установки и крепления зубчатого колеса, рейки и консоли, обеспечивает возможность унификации агрегатов при изготовлении станков по трем вариантам и повышает производственные и художественные возможности станка.
Четвертый вариант выполнения станка. Портативный станок включает основание, оснащенное рабочим столом, выполненным с возможностью перемещения по направляющим, закрепленную на основании стойку, соединенную со штангой, оснащенной гнездом для установки энергопривода с рабочим инструментом и выполненной с возможностью вертикального перемещения вдоль направляющих, сочлененных со стойкой посредством реечной передачи, но штанга установлена на оси, перпендикулярной продольным направаляющим рабочего стола, зубчатое колесо установлено на стойке, а зубчатая рейка закреплена на направляющих, сочлененных со стойкой и оснащенных закрепленной на них консолью, фиксирующей положение штанги, а рабочий стол оснащен поворотной платформой и приводами поворота платформы и продольного перемещения рабочего стола, которые выполнены с возможностью кинематической связи между собой.
Такое выполнение станка обеспечивает выполнение отверстий или паза вдоль спиралей и окружностей, а также по дугам окружностей и в любом радиальном направлении.
Выполнение приводов продольного перемещения рабочего стола и поворота платформа оснащенными выключаемыми муфтами и включение в кинематическую связь между ними редукторов, также оснащенных выключаемыми муфтами обеспечивает возможность нанесения отверстий и паза вдоль спиралей с различными межвитковыми расстояниями, окружностей и дуг разных радиусов.
Оснащение рабочего стола двумя стойками с направляющими, расположенными с двух сторон, размещения на них зубчатых реек, консоли и зубчатых колес, которые соединены одним валом, повышает жесткость конструкции и точность позиционирования гнезда с рабочим инструментом над заготовкой.
Выполнение станка со штангой, имеющей возможность перемещения вдоль оси, перпендикулярной продольным направляющим, и оснащение штанги приводом поперечного перемещения вдоль этой оси, выполненным с возможностью кинематической связи с приводами продольного перемещения рабочего стола и поворота платформы обеспечивает возможность выполнения отверстий и паза вдоль эллипсов и овалов, а также нанесения отверстий и паза в продольном, поперечном направлениях и вдоль кривой, образуемой при сложении продольного, поперечного и кругового движений гнезда относительно заготовки.
Оснащение привода поперечного перемещения штанги выключаемой муфтой и включение в кинематическую связь с приводами продольного перемещения рабочего стола и поворота платформы редукторов, также оснащенных выключаемыми муфтами, обеспечивает возможность выполнения на станке кривых с разными длинами волны наносимого узора, комбинирования наносимых узоров, что повышает художественные возможности станка.
Выполнение станка с заранее подготовленными гнездами для установки и крепления приводов и их элементов, редукторов, выключаемых муфт и элементов управления ими, а также зубчатых колес и реек и консоли, фиксирующей положение штанги позволяет унифицировать конструкцию для установки однотипных элементов приводов, редукторов и муфт, дает возможность постепенного оснащения станка приводами и разработки новых приводов, что повышает потребительские и художественные характеристики станка, а также его конкурентоспособность.
Таким образом, представленные варианты станка возникают при различных сочетаниях устанавливаемых приводов, средств крепления штанги и редукторов. При этом в каждом сочетании (варианте) приводов у станка возникают вполне определенные функционально-художественные возможности, что обуславливает возможность изготовления каждого станка в отдельности. Однако оснащение станка приводами, используемыми в разных вариантах выполнения станка, и обеспечение возможности их установки значительно увеличивают функционально-художественные возможности станка по сравнению с конкретным вариантом исполнения за счет комбинирования при использовании приводов и наличия кинематической связи между ними.
Изобретение поясняется следующими чертежами.
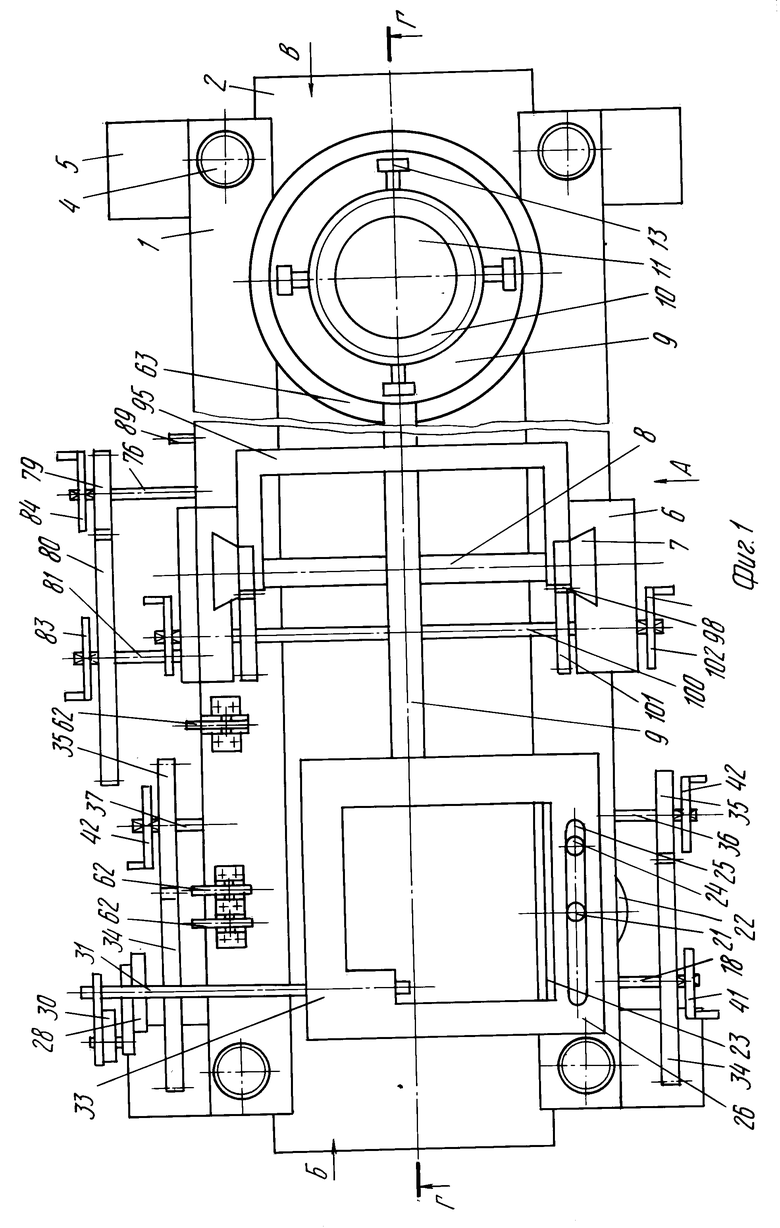
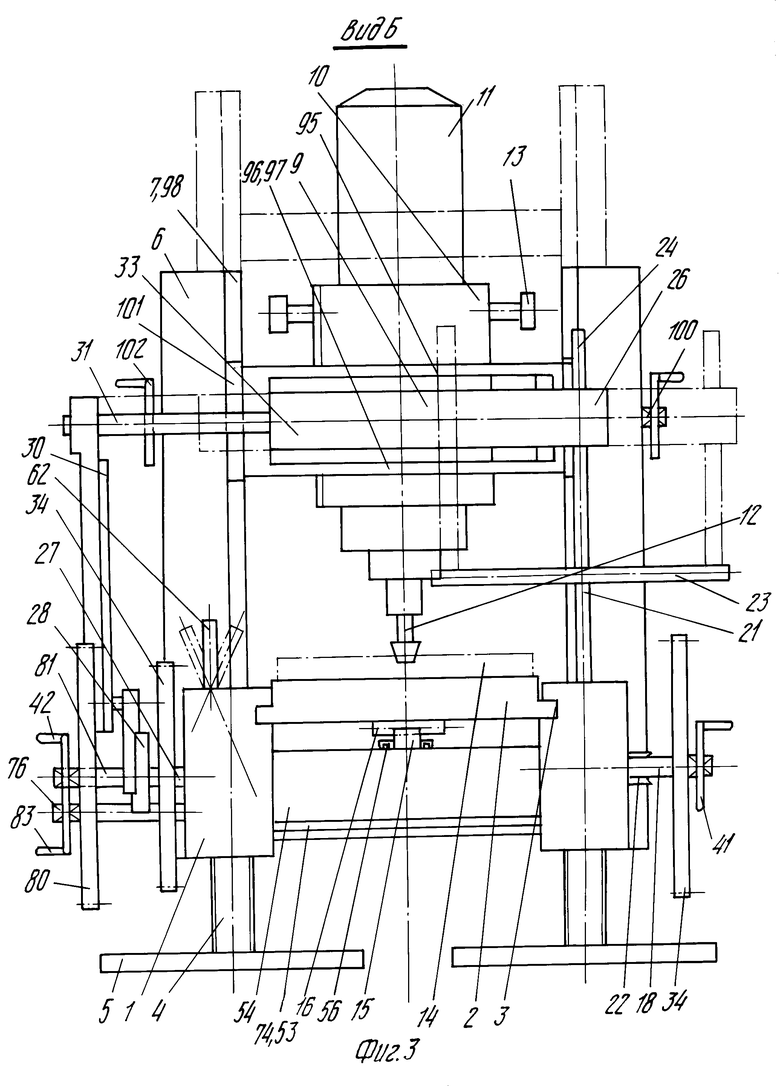
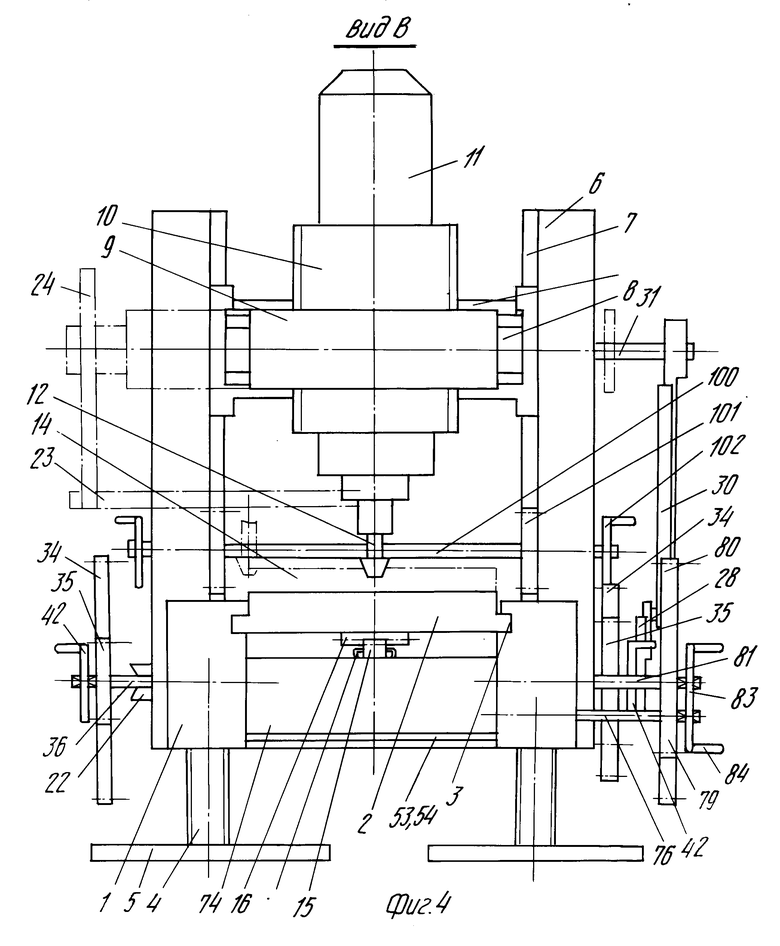
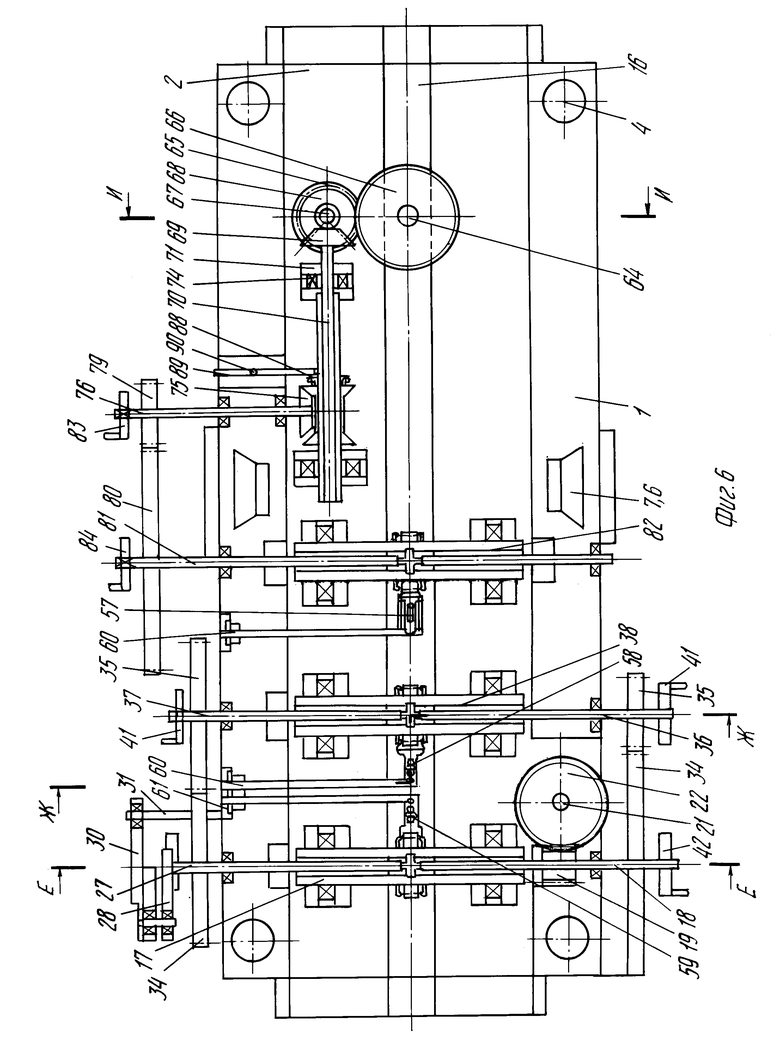
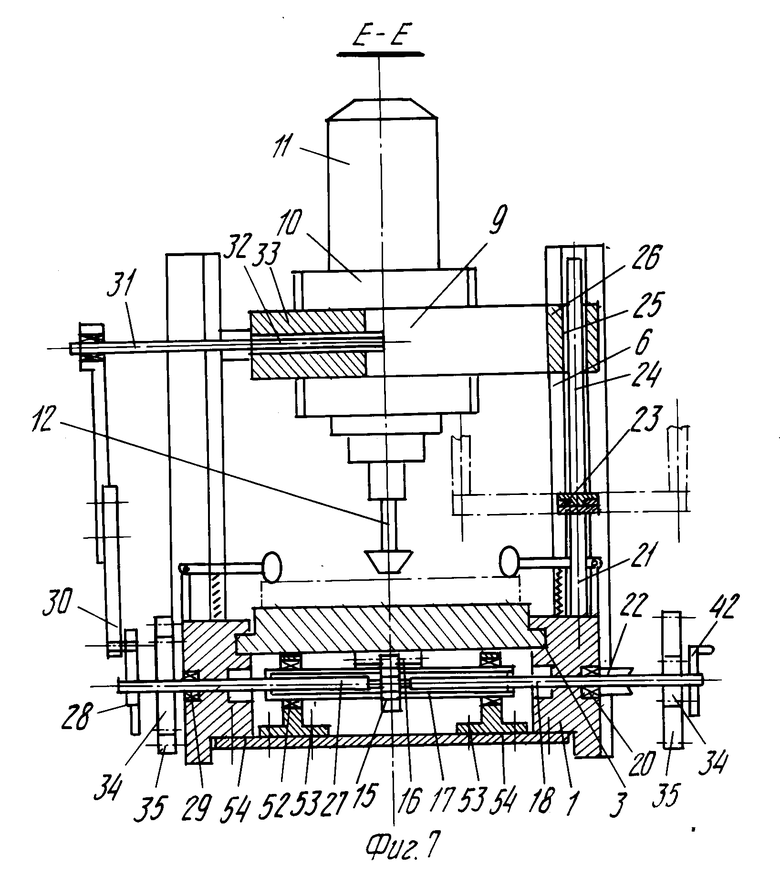
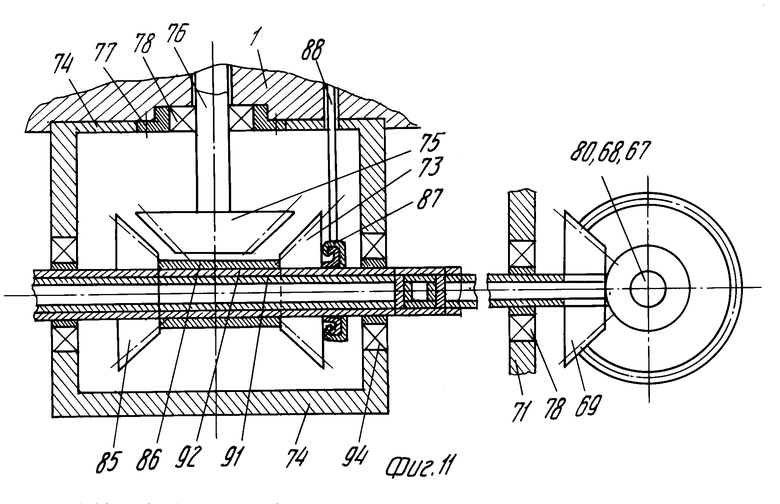
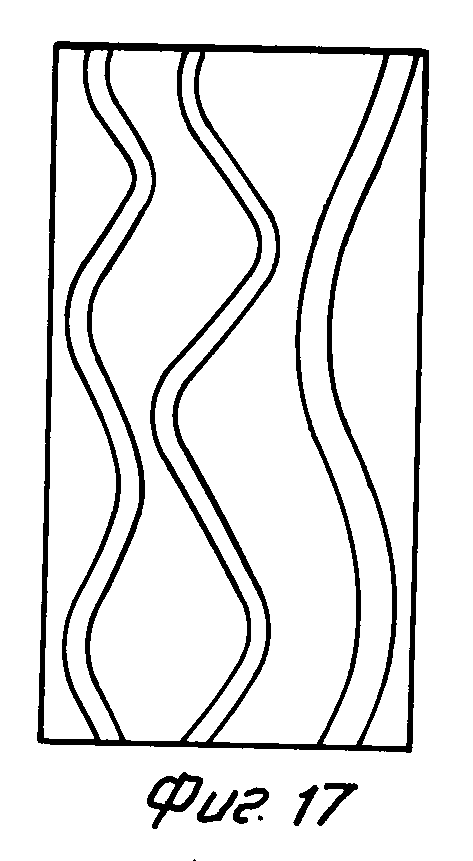
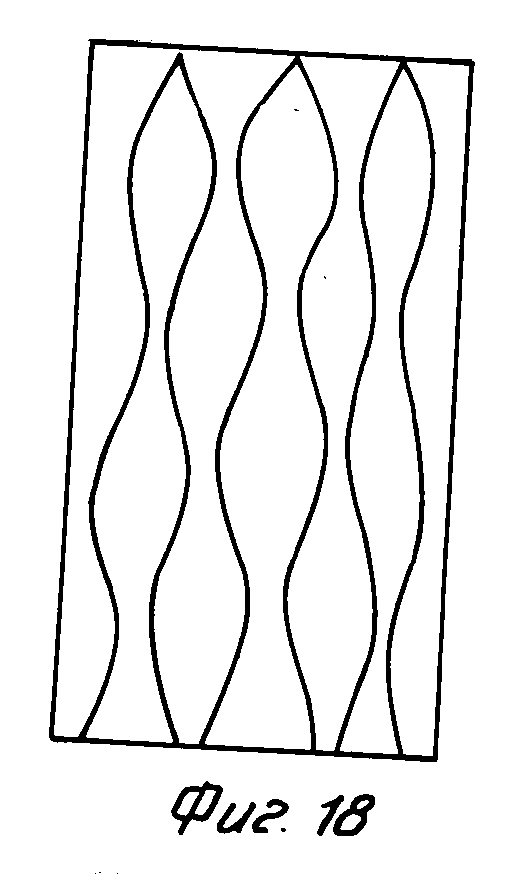
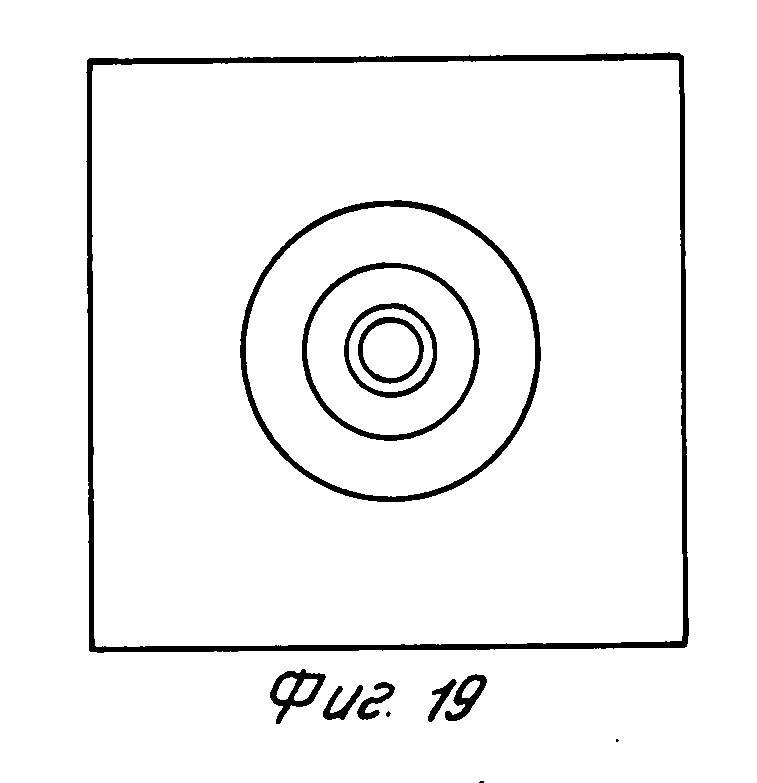
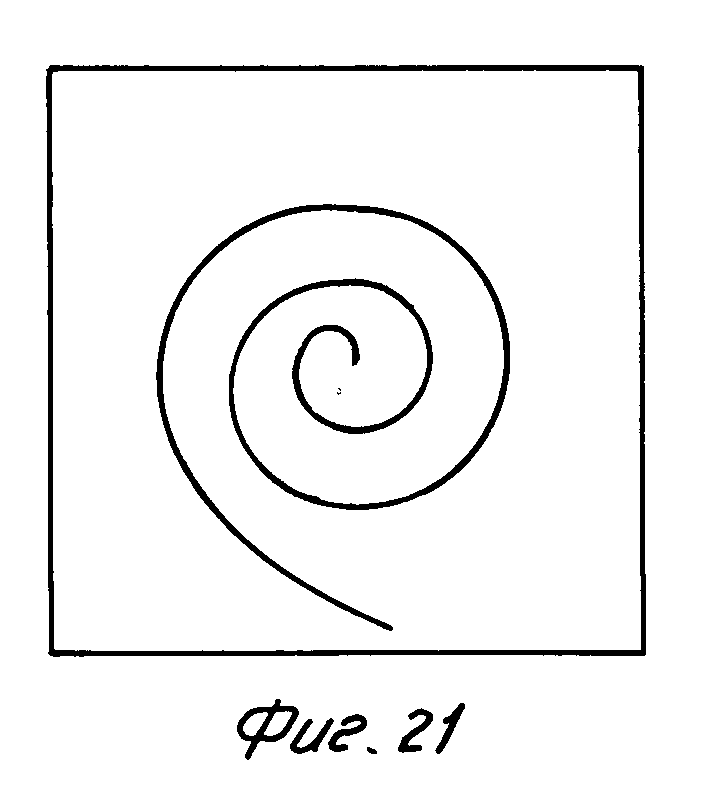
На фиг. 1 изображен станок, оснащенный всеми перечисленными приводами, редукторами, выключаемыми муфтами и элементами управления ими, вид сверху; на фиг.2 то же, вид по стрелке А; наа фиг.3 то же, вид спереди по стрелке Б; на фиг. 4 то же, вид по стрелке В; на фиг.5 продольный разрез Г-Г на фиг.1; на фиг.6 разрез Д-Д на фиг.5; на фиг.7 разрез Е-Е на фиг.6; на фиг.8 показан разрез Ж-Ж на фиг.6; на фиг.9 показана выключаемая муфта и кинематическая связь между валами приводов и приводом продольного перемещения рабочего стола; на фиг. 10 разрез И-И на фиг.6; на фиг.11 показан привод поворота платформы, оснащенный редуктором реверса направления вращения, выполняющим также функцию выключаемой муфты; на фиг.12 дан разрез К-К на фиг.2; на фиг. 13.18 показаны узоры при 1-ом варианте станка; на фиг.19.24 примеры узоров при 2-ом варианте станка; на фиг.25.27 примеры выполнения узоров при 3-ем и 4-ом вариантах выполнения станка.
Основание 1 станка сопряжено с рабочим столом 2 посредством направляющих 3. Основание 1 состоит из двух параллельных балок, соединенных между собой перемычками, расположенными ниже направляющих 3 и рабочего стола 2. Для обеспечения станку устойчивого положения на столе либо верстаке основание 1 оснащено ввинчивающимися ножками 4 с лапами 5 для крепления в случае необходимости к поверхности стола или верстака струбцинами (на чертеже не показаны).
На основании 1 закреплены, например, разъемным соединением стойки 6, сопряженные с направляющими 7, к которым прикреплена ось 8, перпендикулярная продольным направляющим 3. На оси 8 установлена с возможностью поперечного (вдоль оси 8) и вертикального (качания вокруг оси 8) перемещения штанга 9, на консоли которой, например, посредством резьбового соединения закреплено гнездо 10 для установки и крепежа энергопривода 11, например, электродрели, шпинделя и т.п. с рабочим инструментом 12, например фрезой, сверлом и т.п. Энергопривод 11 крепится в гнезде 10 посредством вставной втулки (на чертеже не показана) с характерным для каждого типа энергопривода 11 отверстием, и зажимов 13.
На верхней поверхности рабочего стола 2 либо на основании 1 имеются средства для крепления и прижатия заготовки 14.
Станок оснащен набором приводов, каждый из которых может действовать независимо от других. В изобретении представлены приводы продольного перемещения рабочего стола 2, поперечного и вертикального перемещения штанги 9, поворота платформы, закрепленной на рабочем столе 2, вертикального перемещения оси 8 вместе со штангой 9. Все приводы могут устанавливаться независимо друг от друга, оснащены средствами для синхронного или автономного действия посредством включения в кинематическую связь между ними редукторов и выключаемых муфт. В зависимости от комбинации используемых приводов возникают варианты исполнения станка, причем каждый привод сообщает станку дополнительные функции и расширяет его эксплуатационные возможности. Конструктивное исполнение приводов может быть различным, однако описанные примеры выполнения приводов являются предпочтительными.
Привод продольного перемещения рабочего стола 2 представляет собой закрепленные на основании 1 с возможностью вращения зубчатые колеса 15, взаимодействующие с зубчатой рейкой 16, закрепленной на нижней поверхности рабочего стола 2 параллельно продольным направляющим 3. Привод продольного перемещения рабочего стола 2 оснащен выключаемой муфтой 17 (см. фиг.6) с механизмом ее перемещения.
Привод поперечного перемещения штанги 9, представленный на фиг.6, выполнен в виде червячной передачи, в которой вал 18 червяка 19 закреплен посредством подшипников 20 с корпусами на основании 1 и кинематически связан с выключаемой муфтой 17, а на оси 21 червячного колеса 22 установлен кривошип 23 с закрепленным на нем вертикальным стержнем 24, проходящим сквозь кулису 25, выполненную в консольной части 26 штанги 9 в виде сквозного паза, параллельного продольным направляющим 3 и расположенного над осью 21 червячного колеса 22 при размещении штанги 9 и рабочего инструмента 12 над продольной осью рабочего стола 2. Протяженность кулисы 25 не меньше ширины заготовки, ограниченной расстоянием между стойками 6. Для регулирования амплитуды поперечного перемещения штанги 9 кривошип 23 выполнен с возможностью перемещения вдоль нее пластины со стержнем 24 и фиксации положения пластины, например, за счет соединения подвижной пластины с кривошипом 23 в виде направляющих "ласточкин хвост" и наличия фиксаторов (см. фиг.2).
Привод вертикального перемещения штанги 9 путем ее качания вокруг оси 8 может быть выполнен в виде кривошипно-шатунного механизма. При этом вал 27 кривошипа 28 установлен с помощью подшипника 29 и его корпуса на основании 1 и посредством включаемой муфты 17 кинематически связан с приводом продольного перемещения рабочего стола 2, а именно с зубчатым колесом 15. Кривошип 28 шар- нирно связан с шатуном 30, ось 31 которого взаимодействует с отверстием 32 в консольной части 33 штанги 9, с возможностью скольжения в отверстии 32 при поперечном перемещении штанги 9. Кривошип 28 и шатун 30 могут быть выполнены изменяемой длины аналогично кривошипу 23 поперечным сечением, показанным на фиг.2. Вместо кривошипа 28 можно использовать кулачок (на чертеже не показан), что позволяет получать на поверхности заготовки 14 рельеф практически любой формы, определяемой формой кулачка.
Для синхронизации длины волны приводов вертикального и поперечного перемещения штанги 9 и выполнения кинематической связи с приводом продольного перемещения рабочего стола 2 возможно использование редукторов, представляющих собой, например, пары зубчатых цилиндрических колес 34 и 35 с одинаковым межосевым расстоянием, устанавливаемых на валах 18 и 27 приводов штанги 9 и валах 36 и 37, кинематически связанных посредством выключаемой муфты 38 с приводом продольного перемещения стола 2, а именно с зубчатыми колесами 15. При этом валы 36 и 37 установлены с помощью подшипников 39, 40 и их корпусов на основании 1. Для осуществления ручного привода на валах 36, 37 и 18, 27 установлены быстросъемные штурвальчики 41 и 42, но также возможен вариант вращения указанных валов посредством двигателя.
Для повышения технологичности станка валы 18, 27, 36 и 37, а также выключаемые муфты 17, 38 целесообразно выполнять одинаковыми. Пример конструктивного выполнения валов, в частности валов 18 и 27, и объединяющей их выключаемой муфты 17, обеспечивающей кинематическую связь между приводами штанги 9 и рабочего стола 1, представлен на фиг.9. Валы 36, 37 и выключаемая муфта 38 выполнены аналогично.
Выключаемая муфта 17 содержит цилиндрическую трубу 43, на которой закреплено зубчатое колесо 15 привода продольной перемещения рабочего стола 2. В отверстие трубы 43 входят соосно валы 18 и 27, на которых имеются шлицы 44-47, взаимодействующие со шлицами 48-51, выполненными на внутренней поверхности трубы 43. При этом все шлицы 44-51 имеют одинаковую длину, но шлицы 45 и 47 на валах 18 и 27 расположены на расстоянии, превышающем расстояние между шлицами 48, 49 и 50, 51 на длину шлица, которую целесообразно выполнять равной ширине зубчатого колеса 15. Ширину зубчатой рейки 16 при этом следует делать равной трем ширинам зубчатого колеса 15. Труба 43 установлена в подшипниках 52 с возможностью продольного перемещения. Корпусы 53 подшипников 52 закреплены на площадке 54, которая посредством разъемного соединения, например болтов, крепится к основанию 1 на заранее подготовленном для ее установки места. Для обеспечения соосности валов 18, 27 возможна установка центрирующего элемента 55.
Выключаемая муфта 17 перемещается вдоль валов 18 и 27 в подшипниках 52 посредством механизма переключения приводов. Механизм состоит из закрепленного на трубе 43 кольца 56 и взаимодействующего с ним поводка 57, выполненного с пазом 58, обеспечивающего его поворот и перемещение относительно оси 59, закрепленной на площадке 54, при перемещении тяги 60 вдоль отверстия 61 в основании 1 рычагом 62.
Основание 1 с рабочим столом 2, стойкой 6 с качающейся относительно оси 8 штангой 9, приводами вертикального (за счет качания) и поперечного перемещения штанги 9, продольного перемещения рабочего стола 2, выключаемыми муфтами 17, 38 с механизмами переключения приводов и редукторами приводов составляют основу первого варианта выполнения портативного станка.
Во втором варианте портативного станка к приводам продольного перемещения рабочего стола и вертикального перемещения штанги 9 добавляется привод поворота платформы 63, установленной на рабочем столе 2.
Привод поворота платформы 63 выполнен следующим образом.
На верхней поверхности рабочего стола 2 устанавливается платформа 63, поворачиваемая вокруг оси 64 посредством зубчатой передачи, составленной из зубчатых колес 65 и 66, ось 67 ведущего колеса 65, так же как и ось 64 ведомого колеса 66, закреплена на рабочем столе 2. Ведущее колесо 65 приводится во вращение коническим зубчатым колесом 68, также установленным на оси 67, взаимодействующим с коническим колесом 69, установленным на телескопическом призматическом валу 70, закрепленном на нижней поверхности рабочего стола 2 посредством корпуса 71 подшипника 72. На другом конце телескопического вала 70, расположенного параллельно направляющим 3, закреплена коническая зубчатая передача, состоящая из конического зубчатого колеса 73, установленного на телескопическом призматическом валу 70 посредством корпуса 74, прикрепленного к основанию 1, и конического колеса 75, ось 76 которого перпендикулярна направляющим 3 и закреплена на основании 1 посредством корпуса 77 подшипника 78. На оси 76 установлено зубчатое колес 79 (см. фиг.1), которое входит в зацепление с зубчатым колесом 80, вал 81 которого соединен посредством выключаемой муфты 82 с приводом продольного перемещения рабочего стола 2 (см. фиг. 6). Межосевое расстояние вала 81 и оси 76 равно межосевому расстоянию валов 18 и 36, выключаемая муфта 82 и вал 81 выполнены аналогично описанным ранее муфте 17 и валу 18, а зубчатые колеса 80 и 81 составляют редуктор. Вал 81 и ось 76 оснащены съемными маховичками 83 и 84, выполненными аналогично маховичкам 41, 42, а также могут выполняться с возможностью соединения с источником крутящего момента, например двигателем.
Коническую зубчатую передачу 73, 75 целесообразно оснащать редуктором изменения направления вращения платформы 63, выполняющим также функцию выключаемой муфты.
Редуктор изменения направления вращения платформы 63 представляет собой пару конических зубчатых колес 73 и 85 с венцами, направленными навстречу друг другу, соединенных призматическим валом 86, охватывающим телескопический призматический вал 70. Редуктор изменения направления вращения платформы 63 оснащен также механизмом управления, содержащим кольцо 87, установленное на валу 86, взаимодействующую с ним тягу 88, перемещаемую рычагом 89, поворачиваемым вокруг оси 90, закрепленной на основании 1.
Телескопический призматический вал 70 выполнен в виде призматических валов с подобными поперечными сечениями, причем выдвигаемая часть 91 с меньшим поперечным сечением закреплена на корпусе 71, установленном на нижней поверхности рабочего стола 2, а неподвижная часть 92 вала 70 закреплена на корпусе 74, установленном на основании 1. Для увеличения длины телескопического призматического вала 70 он расположен ниже валов 27, 37 и 81 и ниже выключаемых муфт 17, 38 и 82, причем в корпусе 74 и корпусах 54 выключаемых муфт 17, 38, 82 имеются отверстия 93, с установленными в них подшипниками 94, обеспечивающими параллельность призматического вала 70 продольным направляющим 3. Вал 86 редуктора изменения направления вращения платформы 63 имеет поперечное сечение, подобное поперечному сечению частей 91 и 92 вала 70 и охватывает их.
Станок по второму варианту может оснащаться также приводом поперечного перемещения штанги 9, который так же, как и привод вертикального перемещения (качания) штанги 9, может быть выполнен аналогично описанному в первом варианте, оснащаться выключаемыми муфтами 17 и 38, редукторами в виде зубчатых колес 34 и 35, обеспечивающими их кинематическую связь с приводом продольного перемещения рабочего стола 2. Для установки приводов, выключаемых муфт, элементов управления ими и редукторов на станине станка (основании, рабочем столе и стойках 6) заранее выполняются гнезда и крепежные отверстия, что позволяет придавать станку свойства, присущие его первому и второму вариантам исполнения.
Третий и четвертый варианты станка предназначены для выполнения вертикальных отверстий и пазов путем вертикального перемещения направляющих 7, на которых закреплена ось 8 со штангой 9, а также выполнения отверстий и пазов вдоль траектории, обусловленной раздельным и совместным использованием приводов поперечного перемещения штанги 9 и продольного перемещения рабочего стола 2 (третий вариант станка ), и траектории, получаемой при совместном использовании приводов продольного перемещения рабочего стола 2 и поворота платформы 63 (четвертый вариант станка), а также при их совместном использовании. При этом узор может наноситься на более твердые, чем древесина, материалы (например, металл, камень) при использовании соответствующего рабочего инструмента 12 и энергопривода 11.
Привод вертикального перемещения направляющих 7, на которых закреплена ось 8 с установленной на ней штангой 9, выполнен следующим образом.
На направляющих 7 крепится (разъемным соединением) консоль 95, охватывающая штангу 9 с возможностью ее поперечного перемещения вдоль оси 8. Консоль 95 целесообразно выполнять из двух половин 96, 97, каждая из которых закрепляется разъемным соединением по крайней мере на двух пересекающихся поверхностях направляющих 7. Половины 96, 97 консоли после их установки на направляющих 7 скрепляются между собой разъемным соединением. К направляющим 7 (с противоположной от консоли 95 стороны) прикрепляется зубчатая рейка 98, а на стойке 6 в отверстии 99 устанавливается вал 100 с зубчатым колесом 101, взаимодействующим с зубчатой рейкой 98. Вал 100 целесообразно выполнять единым для двух зубчатых колес 101, проходящим в отверстиях 99 в стойках 6. Вал 100 оснащается маховичками 102 для вращения колес 101 и перемещения направляющих 6. Стойка 6, зубчатые колеса 101 и маховички 102 оснащаются фиксатором (на фиг. не показан) вертикального положения направляющих 7 со штангой 9.
Выполнение станины (основания 1, рабочего стола 2, стоек 6 и направляющих 7) с заранее подготовленными гнездами для установки приводов продольного перемещения рабочего стола 2, поворота платформы 63, поперечного и вертикального перемещений (качания) штанги 9, вертикального перемещения направляющих 7 с закрепленными на них осью 8 со штангой 9 с гнездом 10 для энергопривода 11 с рабочим инструментом 12, выключаемыми муфтами 17, 38, 82, механизмами управления ими, редукторами обеспечивает возможность установки всех перечисленных приводов, муфт и редукторов и их совместное или раздельное использование. Это обеспечивает высокие функционально-художественные возможности портативного станка как в быту, так и в производстве.
Станок работает следующим образом.
Первый вариант исполнения станка.
На рабочем столе 2 закрепляют заготовку 14, в гнездо 10 устанавливается энергопривод 11 с рабочим инструментом 12 и фиксируется зажимами 13, затем гнездо 10 ввинчивается в штангу 9 посредством резьбы до тех пор, пока рабочий инструмент не займет относительно заготовки 14 требуемое положение. Привод вертикального перемещения штанги 9 настраивается для нанесения узора выбранной глубины путем подбора соответствующих длин кривошипа 28 и шатуна 30 за счет перемещения и фиксации составляющих их планок либо установки соответствующего кулачка и сопряжения его с шатуном 30. На валы 27 и 37 надеваются зубчатые колеса 34, 35 с выбранным передаточным отношением.
Для подготовки к работе привода поперечного перемещения штанги 9 стержень 24 вместе с перемещаемой пластиной устанавливается и фиксируется на кривошипе 23 в положении, обеспечивающем выбранную амплитуду наносимого узора. На валах 18, 36 устанавливаются и закрепляются зубчатые колеса 34, 35 с выбранным передаточным отношением.
Выключаемая муфта 17 посредством рычага управления 62, взаимодействующего при передвижении вокруг оси 60, перемещает в отверстии 61 в основании 1 тягу 60, которая воздействует на поводок 57, поворачивая и перемещая его относительно оси 59 вдоль паза 58, и на кольцо 56, устанавливая цилиндрическую трубу 43 муфты 17 в требуемое для выбранного режима работы станка положение.
Работа выключаемых муфт 17, 38 рассмотрена на примере муфты 17.
Муфта 17 соединяет валы 18, 27 приводов поперечного и вертикального перемещения штанги 9 и обеспечивает кинематическую связь с приводом продольного перемещения рабочего стола 1 посредством реечной передачи. При этом обеспечивается четыре режима работы указанных приводов в зависимости от положения муфты 17. При среднем положении рычага управления 62 муфта занимает среднее, центральное положение, при котором включена кинематическая связь между тремя перечисленными приводами. Кинематическая связь обусловлена размещением зубчатого колеса 15 в зацеплении с зубчатой рейкой 16, закрепленной на рабочем столе 2, соединением шлицев 45 вала 18 и шлицев 47 вала 27 со шлицами 49 и 51 на внутренней поверхности трубы 43 муфты 17 и обеспечивает совместно с рабочим столом 2 поперечное и вертикальное перемещения штанги 9. При перемещении трубы 43 рычагом 62, например, в сторону вала 18 (сам рычаг 62 перемещается в направлении кривошипа 28 вертикального привода штанги 9), зубчатое колесо 15 перемещается поперек рейки 16, но не выходит из зацепления с ней, шлицы 45, 49 и 47, 51 выходят из зацепления, а шлицы 44 вала 18 входят в зацепление со шлицами 48 трубы 43. При этом отключается привод вертикального перемещения штанги и сохраняется кинематическая связь между приводом продольного перемещения рабочего стола 2 и приводом поперечного перемещения штанги 9 за счет зацепления шлицев 44, 48 и зубчатого колеса 15 с зубчатой рейкой 16. Наносимый узор в отличие от предыдущего варианта (см. фиг. 13) будет выполняться в виде синусоиды постоянной глубины (см. фиг.4).
При дальнейшем перемещении трубы 43 в сторону вала 18 шлицы 44, 48 и реечная передача 15, 16 выходят из зацепления, и все приводы становятся независимыми друг от друга.
При перемещении муфты 17 в сторону вала 27 рычагом 62 труба 43 скользит в подшипниках 52, шлицы 45, 49 и 47, 51 выходят из зацепления, реечная передачи 15, 16 продолжает оставаться в зацеплении, а шлицы 50 на внутренней поверхности трубы 43 входят в зацепление со шлицами 46 на валу 27. При этом отключается привод поперечного перемещения штанги 9 и сохраняется кинематическая связь между приводами продольного и вертикального перемещений за счет шлицевого зацепления 43, 46 и реечной передачи 15, 16. В этом случае на заготовку наносится узор в виде прямой с пазом переменной глубины, причем за счет привода поперечного перемещения прямая может перемещаться параллельно продольной оси рабочего стола и наноситься на любом расстоянии от оси (см. фиг.15).
При дальнейшем перемещении муфты в сторону вала 27 кинематическая связь между приводами прерывается, и все приводы становятся независимыми друг от друга.
Для получения узоров с разными длинами волн в поперечном направлении и по глубине паза валы 18, 36 и 27, 37 кинематически связываются зубчатыми колесами 34, 35 с одинаковым межосевым расстоянием, валы 36, 37 редуктора кинематически взаимодействуют за счет использования выключаемой муфты 38, в частности при ее среднем положении, а муфта 17 перемещается в крайнее положение (в сторону вала 18 или 27) для размыкания кинематической связи между валами 18 и 27 посредством муфты 17. При этом будут наноситься узоры, аналогичные приведенным на фиг.13, но с разными длинами волн (см. фиг.16). При перемещении муфты 38 в сторону вала 36 на заготовку можно наносить узоры, аналогичные приведенным на фиг.14, но с разными длинами волн, а при перемещении муфты 38 в сторону вала 37 аналогичные узорам на фиг.15, но также с разными длинами волн паза по глубине, как показано на фиг.18. Отключением всех приводов при крайних положениях муфт 17, 38 можно наносить поперечные и другие пазы.
При выполнении станка по второму варианту предусматривается наличие приводов вертикального перемещения штанги, продольного перемещения рабочего стола 2 и поворота установленной на нем платформы 63 при наличии кинематической связи между ними.
Работа привода поворота платформы 63 осуществляется следующим образом.
При вращении маховичка 83 и отключенной посредством муфты 82 кинематической связи с продольным и поперечным приводами вращается коническое зубчатое колесо 75, которое входит в зацепление с одним из конических колес 73 или 85 в зависимости от положения призматического вала 86 редуктора изменения направления вращения платформы 63, и телескопический призматический вал 70 приводится во вращение, вращая также коническое зубчатое колесо 69 и входящее с ним в зацепление коническое зубчатое колесо 68. Вместе с ним вращается зубчатое колесо 66, установленное на оси 67, закрепленной на рабочем столе 2, взаимодействующее с колесом 66, вращается также зубчатое колесо 65, закрепленное на оси 64 платформы 63, установленной на рабочем столе 2. При этом происходит вращение платформы 63. Для изменения направления вращения платформы 63 рычагом 89, установленным на закрепленной в основании 1 оси 90, перемещают тягу 88, которая, воздействуя на кольцо 87, перемещает призматический вал 86, обеспечивая зацепление конического зубчатого колеса 75 с одним из конических зубчатых колес 73 или 85 либо выводя его из зацепления с ними, отключая при этом привод поворота платформы 63.
При повороте платформы 63 относительно оси 64 и работе энергопривода 11 с рабочим инструментом 12 на заготовку 14 наносятся концентрические окружности радиусом, равным расстоянию между осью энергопривода 11 с рабочим инструментом 12 и осью 64 платформы 63 (см. фиг.19).
Кинематическая связь между приводом поворота платформы 63 и приводом продольного перемещения рабочего стола 2 осуществляется посредством редуктора, выполненного в виде пары зубчатых колес 79 и 80 с постоянным межосевым расстоянием (равным межосевому расстоянию цилиндрических зубчатых колес 34, 35 и расстоянию между осями выключаемых муфт 17 и 38 и 82), на оси 76 и валу 81, причем вал 81 посредством муфты 82 кинематически связан с зубчатым колесом 15, взаимодействующим с зубчатой рейкой 16, закрепленной на рабочем столе 2. Выключаемая муфта 82 выполнена аналогично выключаемым муфтам 17 и 38. При положении муфты 82, обеспечивающем кинематическую связь между приводами продольного перемещения рабочего стола 2 и поворота платформы 63, и положении редуктора изменения направления вращения платформы 63, обеспечивающем зацепление конического зубчатого колеса 75 с коническим колесом 73 или 85, происходит одновременное вращение платформы 63 и продольное перемещение рабочего стола 2, посредством телескопического призматического вала 70, неподвижная часть 92 которого закреплена на основании 1, а подвижная часть 91 на рабочем столе 2, передающего вращение через конические зубчатые колеса 69 и 68 и цилиндрических зубчатых колес 65 и 66, обеспечивающих вращение платформы 63. В результате на заготовку 14 наносится узор в виде спирали с правой или левой раскруткой (см. фиг.20 и 21).
Кинематическая связь с приводом вертикального перемещения штанги 9 осуществляется через реечную передачу зубчатого колеса 15 с зубчатой рейкой 16 и посредством выключаемой муфты 17 либо зубчатых колес 34, 35 редуктора и выключаемой муфты 38, а также выключаемой муфты 82. При этом узоры выполняются в виде спиралей с переменным по глубине пазом (см. фиг.19-21).
Наличие редуктора в виде пары зубчатых колес 79, 80 на оси 76 и валу 81 обеспечивает изменение межвиткового расстояния на спиралях, показанных на фиг.20 и 21.
При повороте платформы 63 и фиксации ее положения посредством фиксатора и отключения привода поворота платформы 63 на заготовку 14 будет наноситься узор в радиальном направлении в виде паза с переменной глубиной при подключении привода вертикального перемещения штанги 9 и в виде синусоидального паза при подключении привода поперечного перемещения штанги 9. Наличие привода поперечного перемещения штанги 9, подключаемого посредством реечной передачи 15, 16, редуктора 34, 35 и выключаемых муфт 17, 38, обеспечивается возможность нанесения узоров в виде эллипсов и овалов (см. фиг.22), а при комбинировании включения передач и приводов посредством выключаемых муфт 17, 38, 82 и редукторов 34, 35 и 79, 80 можно выполнять сложные узоры, примеры которых приведены на фиг.23,24.
Станок по второму варианту может выполняться и иным образом, чем показано на прилагаемых чертежах, например при размещении оси 8 на конце штанги 9, а приводов вертикального (и поперечного) перемещения штанги 9 за гнездом 10 с энергоприводом 11 с рабочим инструментом 12. Однако представленный вариант конструктивного исполнения станка является предпочтительным.
При третьем и четвертом вариантах станка вместо привода вертикального перемещения штанги 9 путем ее качания устанавливается привод вертикального перемещения направляющих 7 с закрепленной в них осью 8 и фиксированием положения штанги 9 консолью 95. При этом при вращении маховичком 102 зубчатого колеса 101, которое взаимодействует с закрепленной на направляющих 7 рейкой 98, перемещаются в вертикальном направлении направляющие 7 вместе с закрепленными на них осью 8 и консолью 95, охватывающей штангу 9 и фиксирующей ее горизонтальное положение. Вместе со штангой вертикально перемещается и гнездо 10 с закрепленным в нем энергоприводом 11 с рабочим инструментом 12. При этом на заготовке 14 будут выполняться отверстия.
Наличие в станке по третьему варианту приводов поперечного перемещения штанги 9 и продольного перемещения рабочего стола 2 и кинематической связи между ними позволяет позиционировать заготовку 14 относительно гнезда 10 с энергоприводом 11 с рабочим инструментом 12 вдоль траектории, обусловленной кинематической связью приводов и используемыми зубчатыми колесами 34, 35 редукторов. Нанесение отверстий либо паза вдоль траектории позволяет получать узоры, аналогичные показанным на фиг.13-18. Но при этом можно наносить узоры на более твердые, чем древесина, материалы, например на металл, камень, за счет более жесткого крепления энергопривода 11 и штанги 9 и вертикального перемещения рабочего инструмента 12. Паз будет наноситься при фиксированном по высоте положении штанги 9 вследствие использования фиксатора положения зубчатого колеса 101 относительно стоек 6 и зубчатой рейки 98.
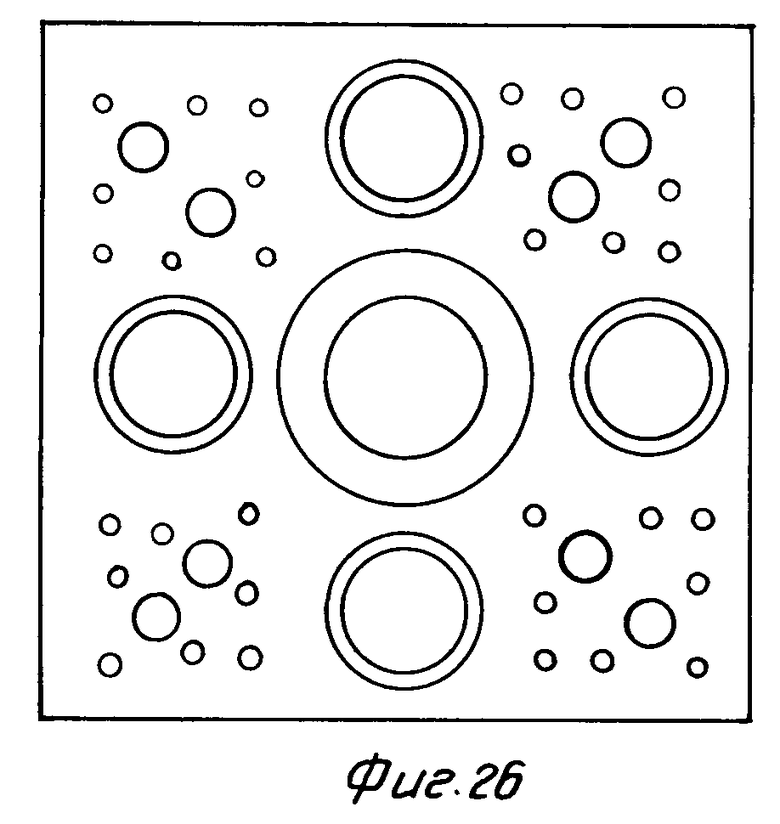
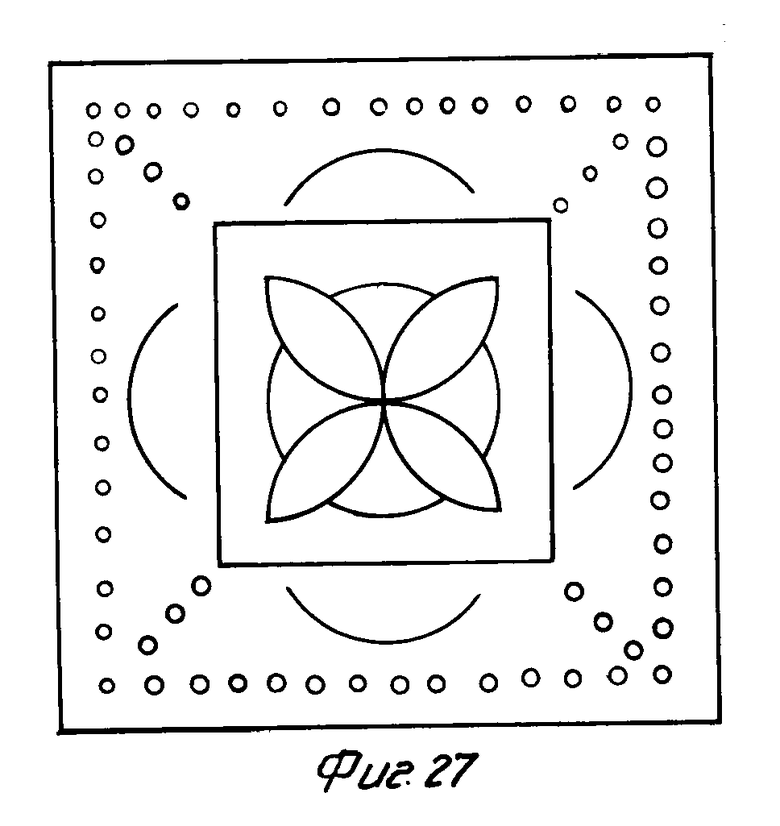
Наличие в станке по четвертому варианту приводов продольного перемещения рабочего стола 2 и поворота платформы 63 и кинематической связи между ними посредством редукторов направления вращения платформы в виде зубчатых колес 79, 80 и выключаемой муфты 82 позволяет наносить узоры в виде отверстий или паза вдоль траекторий в виде спиралей, концентрических окружностей, друг окружностей и т.п. (см. фиг.25). Использование привода поперечного перемещения штанги 9 и его кинематической связи с приводами продольного перемещения рабочего стола 2 и поворота платформы 63 посредством выключаемой муфты 17 и 38 и пары зубчатых колес 34, 35, а также реечной передачи 15, 16 дает возможность наносить на заготовку узоры в виде отверстий или паза вдоль синусоиды, эллипсов, окружностей, овалов, спиралей, лучей и синусоид в радиальном направлении при повороте платформы 63, а также комбинаций из элементов и фрагментов указанных линий. Примеры подобных узоров в виде отверстий и паза показаны на фиг.26, 27.
Кроме представленных в изобретении приводов, станок может оснащаться и другими приводами, обеспечивающими возможность нанесения узоров вдоль других траекторий. Для этого в представленном варианте конструктивного выполнения станка "зарезервированы" вал, оппозитно расположенный валу 81 в выключаемой муфте 82, возможность установки на кривошипе 23 привода поперечного перемещения штанги 9 механизма, обеспечивающего иной, не синусоидальный закон поперечного перемещения штанги 9, а также возможность создания кинематической связи приводов с приводом вертикального перемещения направляющих 7 вдоль стоек 6 и т.д.
В то же время каждый из указанных вариантов может быть выполнен независимо от других и в ином, чем представлено в изобретении, виде, но для выполнения указанных функций при наличии указанных кинематических связей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК | 1993 |
|
RU2038198C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| ВЕТРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА | 1995 |
|
RU2075641C1 |
| МНОГОЦЕЛЕВОЙ СТАНОК ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 1995 |
|
RU2099179C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| ВЕНТИЛЯТОРНАЯ УСТАНОВКА | 1997 |
|
RU2124638C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ | 1992 |
|
RU2036082C1 |









Портативный станок /варианты/ предназначен для обработки дерева, металла и других материалов путем снятия фасок, выполнения продольных и поперечных пазов постоянной и переменной глубины, выборки четвертей, высверливания отверстий, а также нанесения узоров с периодически повторяющимся рисунком в виде синусоид, спиралей, овалов, элипсов, окружностей и их фрагментов, и нанесения отверстий вдоль указанных траекторий, причем станок оснащен гнездом для установки энергопривода с рабочим инструментом и ручным /либо энергетическим/ приводом агрегатов. Представлено конструктивно-техническое решение станка с приводами продольного перемещения рабочего стола, поворота платформы, установленной на рабочем столе, вертикального и поперечного перемещения штанги, установленной на стойках, закрепленных на основании, на оси с возможностью качания вокруг нее и перемещения вдоль нее. Представлено выполнение кинематической связи между приводами посредством выключаемых муфт и редукторов с использованием пар зубчатых колес с одинаковым межосевым расстоянием. Представлен привод вертикального перемещения направляющих с закрепленной на них осью со штангой. Энергопривод, в качестве которого возможно использование электродрели, шпинделя и т.д. крепится в гнезде, размещенном на штанге. Возможность независимого крепления перечисленных приводов и их элементов на заранее подготовленное на станине /основании, рабочем столе, стойках и направляющих/ обуславливает наличие вариантов станка при сохранении требования единства изобретения. Представленный пример выполнения станка позволяет оснащать станок приводами постепенно в процессе его эксплуатации и создавать новые приводы, повышающие эксплуатационные и художественные возможности станка. 4 с. и 26 з.п. ф-лы, 27 ил.
8. Станок по пп. 1 7, отличающийся тем, что кинематическая связь привода продольного перемещения рабочего стола с приводами вертикального и поперечного перемещения штанги выполнена в виде редукторов, оснащенных выключаемыми муфтами.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США N 4484608, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
