Настоящее изобретение относится к способу и аппарату для введения удлиненных объектов, образующих продольную ось, в непрерывный поток материала, например, для изготовления полых фильтров или компонентов полого фильтра. Полые фильтры или компоненты полого фильтра предпочтительно применяют в изделии, образующем аэрозоль.
Производство стержней фильтров начинается с изготовления фильтрующего материала из смеси разных ингредиентов. Сырьем для производства сигаретных фильтров обычно является целлюлоза, например, получаемая из древесины. Целлюлозу затем ацетилируют, превращая ее в материал, называемый ацетилцеллюлозой или просто «ацетатом» для краткости, растворяют и скручивают в виде непрерывных синтетических волокон, расположенных в пучке, называемом жгутом. Этот жгут обычно раскрывают, пластифицируют, придают ему форму и разрезают на куски определенной длины для выполнения функции фильтра. Пластификатор растворяет ацетилцеллюлозные волокна, так что они слипаются в один блок под воздействием давления и тепла, так что фильтрующий материал затвердевает, и образуется стержень фильтра. Фильтры обычно завернуты в оберточный материал, который во многих случаях включает бумажную полосу.
Также известно производство фильтров, не завернутых в оберточную бумагу. В производстве не завернутых штрангов фильтра фильтрующему материалу придают желаемую форму в формирующем блоке. Используемый материал и процесс придания формы реализованы таким образом, что стержень фильтра в достаточной степени сохраняет свою форму даже после выхода из формирующего блока, так что оберточная бумага, применяемая в ином случае для стабилизации формы, может быть опущена. В ходе изготовления не завернутых штрангов фильтра поток фильтрующего материала в формирующем блоке подвергают воздействию давления и тепла. Необходимую тепловую энергию можно подавать в фильтрующий материал различными способами, например, с помощью горячего воздуха, такого как пар, или энергии микроволн.
Кроме этого, известно изготовление полых фильтров, то есть фильтров, содержащих сквозное отверстие, проходящее сквозь фильтр вдоль его продольной оси.
Для образования полого фильтра в фильтрующий материал вставляют трубку для ограничения сквозного отверстия, образованного в нем. В качестве примера, трубка может представлять собой картонную трубку. В известных способах изготовления полых фильтров трубки вставляют вручную в поток фильтрующего материала. Однако ручное введение трубок приводит к относительно медленному производственному процессу из-за того, что оператору необходимо вставлять трубки одну за другой. Кроме того, процент брака может быть высоким из-за относительно низкой точности, которую может обеспечить ручное введение.
Следовательно, существует потребность в способе и аппарате для введения удлиненных объектов, образующих продольную ось, в непрерывный поток материала, например, трубок в фильтрующий материал, например, для изготовления фильтров или компонентов фильтра, имеющих внутреннее сквозное отверстие, которые обеспечивают относительно высокую скорость при относительно низком получении отходов. Следовательно, также существует потребность в увеличении производительности способа и аппарата, производящего полые фильтры.
Настоящее изобретение может удовлетворить по меньшей мере одну из вышеуказанных потребностей.
Настоящее изобретение относится к способу введения удлиненных объектов, образующих продольную ось, в непрерывный поток материала, причем способ включает в себя этапы: предоставления резервуара для удерживания удлиненных объектов, подлежащих введению в непрерывный поток материала; введения удлиненных объектов из резервуара в передающую камеру, которая выполнена таким образом, что объекты выровнены в ней так, что их продольные оси параллельны друг другу; перемещения удлиненных объектов вдоль направления, параллельного их продольной оси, по однолинейной траектории из передающей камеры к каналу доставки вращающимся колесом, при этом вращающееся колесо расположено смежно передающей камере и приспособлено для перемещения удлиненных объектов, расположенных в передающей камере, посредством контакта удлиненных объектов с периферийной поверхностью вращающегося колеса; введение удлиненных объектов из канала доставки в местоположение, в котором удлиненные объекты подлежат введению в непрерывный поток материала; и регулирования скорости введения удлиненного объекта из канала доставки в местоположение, в котором удлиненные объекты подлежат введению в непрерывный поток материала, исходя из скорости непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению.
В соответствии со способом согласно настоящему изобретению удлиненный объект может быть вставлен в поток материала так, чтобы он стал частью потока. Например, удлиненный объект может представлять собой трубку, чтобы вместе с фильтрующим волокнистым материалом образовать полое тело из фильтрующего материала. Поток материала может быть расположен в установке для изготовления фильтров. Автоматическое введение и управление скоростью введения удлиненного объекта в поток материала в зависимости от скорости потока самого материала позволяют поддерживать неизменную скорость работы процесса установки для изготовления фильтров, поскольку скорость введения может быть приспособлена к скорости потока фильтрующего материала. Передающая камера выполнена таким образом, что удлиненные объекты выровнены в ней по своим продольным осям параллельно друг другу: таким образом, их можно подавать на вращающееся колесо, которое перемещает удлиненные объекты вдоль направления, параллельного их продольной оси, по однолинейной траектории из передающей камеры к каналу доставки. Таким образом, этот «подающий аппарат» способен получать неориентированные удлиненные объекты, ориентировать и непрерывно передавать их с высокой скоростью производства и бездефектным образом в поток материала, в который они должны быть вставлены.
Удлиненный объект может представлять собой трубку или любой полый материал, образующий продольную ось. Трубка может быть выполнена из картона, пластмассы, предпочтительно предусматривая один слой или несколько слоев, выполненных из одинакового материала, или комбинацию слоев, выполненных из разных материалов.
Поток материала предпочтительно представляет собой поток фильтрующего материала, то есть поток материала, используемого для выполнения фильтра. Фильтрующий материал, применяемый для выполнения полого тела из фильтрующего материала, может содержать любой подходящий материал или материалы. Примеры подходящих материалов включают, но без ограничения, ацетилцеллюлозу, целлюлозу, восстановленную целлюлозу, полимолочную кислоту, поливиниловый спирт, нейлон, полигидроксибутират, полипропилен, бумагу, термопластичный материал, такой как крахмал, нетканые материалы и их комбинации. Один или несколько материалов могут быть выполнены в виде структуры с открытыми порами. Предпочтительно, фильтрующий материал содержит ацетилцеллюлозный жгут.
Фильтрующий материал может содержать дополнительный материал либо в готовом сегменте фильтра, либо в одном или нескольких дополнительных элементах, включенных в фильтр. Например, дополнительный материал может быть включен в волокнистый жгут фильтрующего материала сегмента фильтра или в дополнительный элемент фильтра. Например, фильтрующий материал может включать материал сорбента. Термин «сорбент» относится к адсорбенту, абсорбенту или веществу, которое может выполнять обе эти функции. Материал сорбента может содержать активированный уголь. Сорбент может быть включен в сегмент фильтра, в который встроена капсула. Однако более предпочтительно, чтобы сорбент был включен в дополнительный элемент фильтра, расположенный выше по потоку относительно сегмента фильтра. В качестве альтернативы или дополнения, фильтрующий материал может содержать клей, пластификатор или средство высвобождения аромата, или их сочетание.
Предпочтительно, фильтрующий материал содержит пластификатор, выполняющий функцию связующей составляющей. В компонентах полого фильтра компонент содержит сквозное отверстие, которое ослабляет общую структуру штранга фильтра. Во избежание деформаций компонента полого фильтра, например из-за сжатия фильтра, предпочтительно, чтобы материал, из которого выполнен полый фильтр, был более жестким, чем материал, из которого выполнен стандартный штранг фильтра. С этой целью, процедуру, подобную процедуре, применяемой для производства не завернутых фильтров, предпочтительно также применяют для производства полых фильтров, которые могут быть завернуты или не завернуты.
Предпочтительно, фильтрующий материал представляет собой фильтрующий волокнистый материал.
Удлиненные объекты здесь рассматриваются как объекты, имеющие размер, который преобладает в отношении других. Может рассматриваться любая геометрия объекта. Например, удлиненный объект может представлять собой цилиндр, диаметр которого меньше его высоты. Продольная ось удлиненного объекта направлена вдоль его основного размера. Продольная ось не обязана быть осью симметрии.
Фильтры, содержащие удлиненные объекты и выполненные с помощью способа согласно настоящему изобретению, могут быть применены преимущественным образом в изделиях, образующих аэрозоль. Изделия, образующие аэрозоль, согласно настоящему изобретению могут быть представлены в виде сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает для образования дыма. Настоящее изобретение дополнительно охватывает изделия, в которых табачный материал нагревают, а не сжигают, для образования аэрозоля, и изделия, в которых никотинсодержащий аэрозоль получают из табачного материала, табачного экстракта или другого источника никотина, без сжигания или нагревания. Эти изделия, в которых аэрозоль образуют без сжигания или в которых дым получают путем сжигания, в целом называют «изделиями, образующими аэрозоль». Изделия, образующие аэрозоль, согласно настоящему изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или несколькими другими компонентами для предоставления собранного изделия для образования аэрозоля, например такого, как расходуемая часть нагреваемого курительного устройства.
Изделие, образующее аэрозоль, может представлять собой изделие, которое генерирует аэрозоль, который непосредственно вдыхается в легкие пользователя через рот пользователя. Изделие, образующее аэрозоль, может напоминать традиционное курительное изделие, такое как сигарета, и может содержать табак. Изделие, образующее аэрозоль, может быть одноразовым. Изделие, образующее аэрозоль, может в качестве альтернативы быть частично многоразовым и содержать возобновляемый или заменяемый субстрат, образующий аэрозоль.
В способе согласно настоящему изобретению предусмотрен резервуар для удержания удлиненных объектов, подлежащих введению в непрерывный поток материала. Удлиненные объекты, такие как трубки, вводятся в резервуар, например, оператором или автоматически посредством машины. Размер резервуара предпочтительно приспособлен к размеру удлиненных объектов так, чтобы один и тот же резервуар и аппарат могли быть применены с разными удлиненными объектами. Предпочтительно, в одной производственной партии все удлиненные объекты имеют одинаковую длину вдоль их продольной оси. Вследствие того, что продольные оси удлиненных объектов при введении в резервуар могут быть случайно ориентированы, то есть продольные оси удлиненного объекта могут образовывать любой угол с заданной фиксированной осью, удлиненные объекты вводят из резервуара в передающую камеру, которая выполнена таким образом, что удлиненные объекты, содержащиеся в ней, выравниваются своими продольными осями параллельно друг другу. Поэтому внутри передающей камеры продольные оси удлиненных объектов становятся практически параллельными друг другу или имеют только небольшое отклонение от параллельности. Таким образом, удлиненными объектами легче манипулировать и вставлять их в поток материала, если их ориентация задана и является одинаковой.
Как только удлиненные объекты по существу выровнены, они выходят из передающей камеры. Затем удлиненные объекты выравнивают вдоль однолинейной траектории, чтобы вставить их один за другим в поток материала, предпочтительно без больших зазоров или прерываний. Поэтому для отделения каждого из удлиненных объектов от других, удлиненные объекты предпочтительно перемещают один за другим вдоль направления, параллельного их продольной оси, из передающей камеры к каналу доставки вращающимся колесом. Вращающееся колесо передает один удлиненный объект за единицу времени из канала передачи к каналу доставки и помещает их рядом друг с другом, образуя таким образом однолинейную траекторию, где удлиненные объекты выровнены продольными осями один за другим параллельно друг другу. Вращающееся колесо может ускорять удлиненные объекты, вследствие чего они приобретают определенную скорость вдоль однолинейной траектории. С целью ускорения удлиненных объектов вращающееся колесо, расположенное смежно передающей камере, может перемещать удлиненные объекты, расположенные в передающей камере, путем контакта с ними посредством своей периферийной поверхности.
Выровненные удлиненные объекты, обладающие определенной скоростью, заданной колесом, вставляют в поток материала, вследствие чего может быть реализован готовый объект, такой как фильтр.
Согласно настоящему изобретению скорость введения удлиненного объекта в поток материала дополнительно регулируют таким образом, что скорость введения становится зависимой от скорости потока материала, то есть она связана со скоростью материала, в который вводят удлиненные объекты, в месте или точке введения.
Таким образом, удлиненные объекты автоматически вставляют один за другим в поток материала, доводя скорость введения до скорости потока материала и, следовательно, приспосабливая скорость введения к скорости машины, такой как установка для изготовления фильтров, дальше обрабатывающей поток материала, в который вставляют удлиненные объекты. Благодаря непрерывному введению удлиненных объектов, размещенных в однолинейной траектории, в способе отсутствует необходимость в прерывании или существует необходимость очень ограниченных прерываниях. Следовательно, может быть достигнуто усовершенствование производства. Отсутствует потребность в снижении скорости установки для изготовления фильтров, что повышает производительность.
Предпочтительно, способ включает этап регулирования скорости вращения вращающегося колеса таким образом, чтобы удлиненные объекты при перемещении в направлении, параллельном их продольным осям, в однолинейной траектории из передающей камеры к каналу доставки ускорялись до скорости, равной или превышающей скорость непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению. Первое ускорение удлиненного объекта из положения покоя может быть придано вращающимся колесом. Удлиненный объект может быть перемещен колесом с помощью комбинации трения между вращающимся колесом и вакуума, созданного внутри колеса с помощью специального вакуумного насоса, что создает притяжение и контакт между поверхностью колеса и удлиненным объектом. Предпочтительно, эта скорость уже настолько близка к скорости потока материала, что окончательное управление скоростью перед вставкой в такой поток по существу является лишь ограниченной регулировкой скорости удлиненных объектов. Таким образом, вероятность ошибок в скорости введения может быть сведена к минимуму.
Предпочтительно, способ включает измерение расстояния в канале доставки между двумя соседними удлиненными объектами в однолинейной траектории и изменение скорости вращения вращающегося колеса в зависимости от измеренного расстояния. С целью получения надлежащего введения удлиненных объектов в поток материала удлиненные объекты вдоль однолинейной траектории предпочтительно плотно укладывают вдоль их продольных осей, то есть предпочтительным образом осевой конец удлиненного объекта находится по существу в контакте с осевым концом следующего или предыдущего удлиненного объекта в линейной траектории, или между ними присутствует только небольшое расстояние. Минимальное требуемое расстояние предпочтительно меньше длины одного готового продукта, в котором применяют удлиненные объекты, например, длины фильтра, в котором удлиненный объект ограничивает внутреннее отверстие, с целью отбраковки минимального количества фильтров без части удлиненного объекта внутри. Расстояние между удлиненными объектами вдоль однолинейной траектории предпочтительно измеряют таким образом, что, если это расстояние считается слишком большим, например, при сравнении измеренного расстояние с требуемым порогом, скорость вращения колеса может быть изменена, например, может быть увеличена.
Предпочтительно, способ включает вибрацию удлиненных объектов в передающей камере. Предпочтительно, передающая камера имеет форму бункера. Движения бункера или любых вибрационных средств внутри бункера таковы, что вибрация удлиненных объектов может обеспечить изменение ориентации объектов в бункере, вследствие чего удлиненные объекты выравниваются друг относительно друга. Кроме того, предпочтительно, передающая камера может содержать выходное отверстие. Выходное отверстие можно использовать для передачи удлиненных объектов из бункера к колесу. Предпочтительно, отверстие находится на нижнем конце бункера, вследствие чего объекты в бункере перемещаются к отверстию посредством гравитационных сил. Как правило, несферический объект, такой как, например, цилиндрический объект, требует определенной ориентации, чтобы иметь возможность войти в отверстие. Вибрация бункера или вибрационного средства может не только способствовать перемещению объектов в направлении выходного отверстия, но также может помочь переориентировать объекты, вследствие чего по меньшей мере некоторые из удлиненных объектов находятся в ориентации, которая позволяет отверстию принять их. В частности, выходное отверстие может иметь поперечное сечение, которое соответствует поперечному сечению объекта в одном направлении, причем поперечное сечение отверстия немного больше указанного поперечного сечения объекта. Таким образом, комбинация бункера, вибрации и отверстия может обеспечить условия ориентации удлиненных объектов от полностью случайной ориентации к более ориентированному состоянию. Для вышеупомянутого цилиндрического объекта возможны только две ориентации внутри выходного отверстия, первая ориентация и вторая ориентация, в которой объект выровнен параллельно объекту в первой ориентации, но в противоположном направлении. Если цилиндрический удлиненный объект симметричен по продольной оси, то нет никакой разницы между объектом в первой ориентации и второй ориентации.
В предпочтительном варианте осуществления отверстие приспособлено для приема объектов, которые по существу являются цилиндрическими с диаметром, меньшим, чем осевая длина объектов. Отверстие имеет диаметр, который по меньшей мере немного больше диаметра объектов, но меньше, чем осевая длина объектов. В случае, если объектом является цилиндрический объект, длина которого больше его диаметра, отверстие предпочтительно имеет круглое поперечное сечение, которое немного больше диаметра цилиндрического объекта, вследствие чего цилиндрический объект проходит в отверстие только в длину.
Предпочтительно, этап регулирования скорости введения удлиненного объекта из канала доставки в местоположение, в котором удлиненные объекты подлежат введению, включает регулирование скорости введения, чтобы она была по существу идентична скорости непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению. Таким образом, скорость удлиненных объектов и скорость потока материала по существу одинаковы, и не требуется уменьшение скорости потока материала для правильного введения в него удлиненного объекта.
Предпочтительно, этап контактирования удлиненных объектов с периферийной поверхностью вращающегося колеса включает присасывание удлиненного объекта к периферийной поверхности вращающегося колеса. Предпочтительно, колесо позволяет перемещать удлиненные объекты, такие как цилиндрические объекты, вдоль направления, которое становится линейной траекторией. Колесо обеспечивает преимущество управляемого перемещения удлиненных объектов, чтобы обеспечить их по существу точную скорость в конце вращения вокруг своей оси. Колесо на своей радиальной или периферийной поверхности может содержать набор прорезей, которые расположены в разных радиальных положениях и радиально выровнены по отношению друг к другу. Прорези приспособлены для создания вакуума, вследствие чего они притягивают удлиненные объекты к радиальной или периферийной поверхности колеса и усиливают ускорение удлиненного объекта, который прикрепляется к периферийной поверхности колеса.
Предпочтительно, способ согласно настоящему изобретению включает изменение длины резервуара, исходя из длины удлиненного объекта вдоль продольной оси. Таким образом, резервуар приспособлен для приема удлиненных объектов, имеющих разную длину вдоль продольной оси.
Настоящее изобретение также относится к аппарату для введения удлиненных объектов, образующих продольную ось, в непрерывный поток материала, при этом аппарат содержит: резервуар для удерживания удлиненных объектов, подлежащих введению в непрерывный поток материала; передающую камеру, соединенную с резервуаром и выполненную таким образом, что объекты выравниваются в ней так, что их продольные оси параллельны друг другу; вращающееся колесо, имеющее периферийную поверхность, при этом колесо расположено смежно передающей камере и приспособлено для перемещения удлиненных объектов, расположенных в передающей камере, к каналу доставки по однолинейной траектории вдоль направления, параллельного их продольной оси, посредством контакта удлиненных объектов с периферийной поверхностью вращающегося колеса; канал доставки, соединяющий выпускное отверстие вращающегося колеса с местоположением, в котором удлиненные объекты подлежат введению в непрерывный поток материала; и средство регулирования скорости введения удлиненных объектов из канала доставки в местоположение, в котором удлиненные объекты подлежат введению в непрерывный поток материала, исходя из скорости непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению.
Преимущества этого аппарата уже были описаны со ссылкой на вышеуказанный способ и не будут повторяться здесь.
Аппарат согласно настоящему изобретению может работать в комбинации, например, с установкой для изготовления фильтров. Например, поток материала представляет собой поток фильтрующего материала, и с целью придания фильтрующему материалу и вставленному удлиненному объекту формы тела из фильтрующего материала, применяемого в дальнейшем производстве фильтров, применяют формирующее устройство, присоединенное к концу траектории подачи и приспособленное для придания фильтрующему материалу и вставленному удлиненному объекту формы стержнеобразного тела из фильтрующего материала и для доставки сформированного непрерывного тела из фильтрующего материала. Формирующее устройство содержит трубчатый формирующий элемент, приспособленный для обеспечения прохождения фильтрующего материала и вставленного удлиненного объекта сквозь него для придания фильтрующему материалу формы непрерывного тела из фильтрующего материала. Внутренние стенки трубчатого формирующего элемента предпочтительно образуют внешнюю поверхность непрерывного тела из фильтрующего материала и определяют, помимо прочего, его диаметр. Внутренние стенки трубчатого элемента «сжимают» фильтрующий материал в стержень.
Преимущественным образом, трубчатый элемент образует внутренний канал с по существу цилиндрическим поперечным сечением, имеющий продольную ось, который соединяет впускное отверстие трубчатого элемента с его выпускным отверстием. Траектория подачи предпочтительно оканчивается у впускного отверстия трубчатого элемента.
Предпочтительно, периферийная поверхность вращающихся колес содержит одно или несколько всасывающих отверстий для создания отрицательного давления, приводящего к тому, что удлиненный объект перемещается к периферийной поверхности колеса передачи. Таким образом, удлиненному объекту, который может приклеиваться к поверхности колеса по меньшей мере на заданное время, колесом могут быть сообщены скорость или ускорение.
Контакт между поверхностью колеса и удлиненным объектом может быть выполнен с помощью комбинации формы внешнего диаметра колеса и всасывания внутри колеса. Когда удлиненный объект проходит через колесо, контакт теряется, и объект освобождается для перемещения на следующую стадию.
Предпочтительно, аппарат содержит систему датчиков, соединенную с каналом доставки, приспособленную для измерения расстояния между двумя соседними объектами в одной линии, транспортируемыми в ней. Более предпочтительно, этот датчик соединен со средством регулирования скорости вращающегося колеса. Таким образом, скорость колеса может регулироваться так, что расстояние между двумя соседними удлиненными объектами в одной и той же линейной траектории поддерживается относительно небольшим, обычно меньше длины одного готового продукта, например, одного готового фильтра.
Предпочтительно, средства регулирования скорости введения содержат один или несколько шкивов. Предпочтительно, применяют первый и второй шкивы. Первый шкив имеет ту же линейную скорость, что и вращающееся колесо. Второй шкив может иметь обратную связь посредством программного обеспечения с целью достижения верного расстояния между удлиненными объектами и требуемой скорости. Один или несколько дополнительных шкивов меньшего размера могут быть введены поверх первого или второго шкива или их обоих, чтобы гарантировать контакт удлиненного объекта с моторизованными шкивами.
Предпочтительно, канал доставки содержит направляющую рейку для направления удлиненных объектов по однолинейной траектории к местоположению, в котором удлиненные объекты подлежат введению в непрерывный поток материала. Таким образом, введение удлиненных объектов в поток материала по существу непрерывно, и количество готовых объектов, то есть объектов, которые содержат вставленный удлиненный объект, которое необходимо отбраковать из-за отсутствия вставленного удлиненного объекта, сведено к минимуму.
Предпочтительно, устройство содержит средство регулирования скорости вращения вращающегося колеса. Как уже упоминалось, предпочтительно это средство соединено с датчиком для обнаружения расстояния между двумя последовательными удлиненными объектами в линейной траектории.
Настоящее изобретение будет дополнительно описано исключительно для примера, со ссылками на сопроводительные графические материалы, на которых:
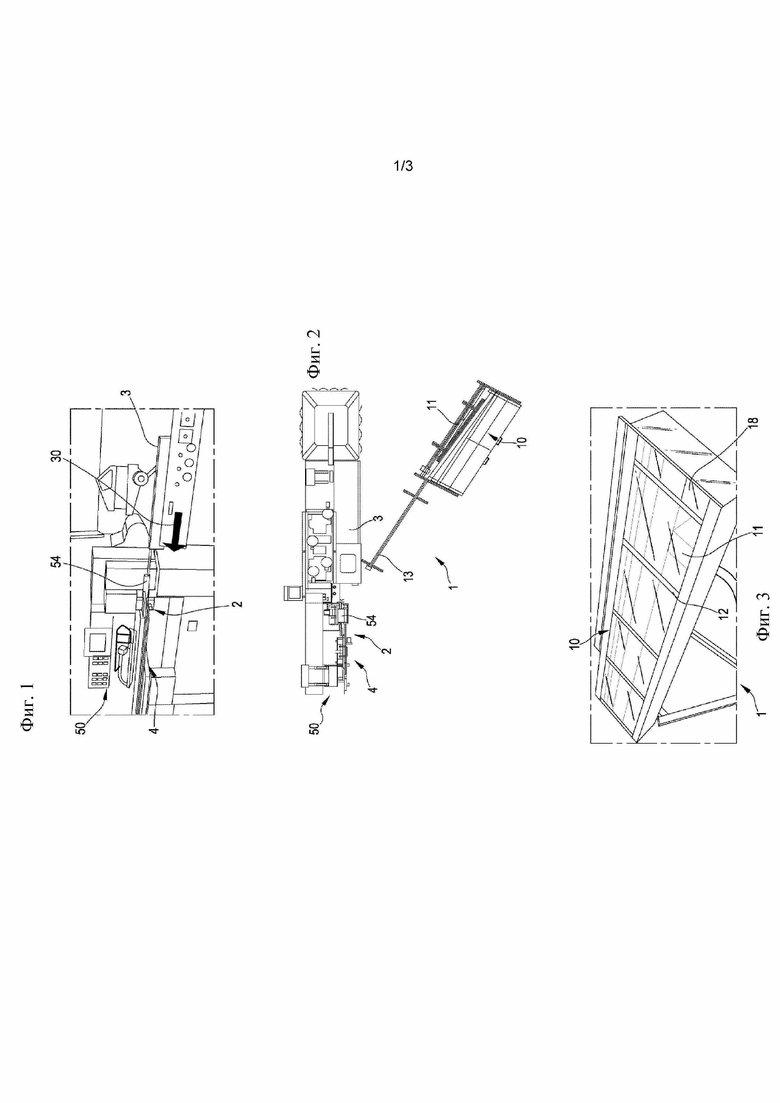
- на фиг. 1 показан вид в перспективе установки для изготовления фильтров, в которую вставлен удлиненный объект, согласно способу и с применением аппарата согласно настоящему изобретению;
- на фиг. 2 показан вид сверху установки для изготовления фильтров по фиг. 1, соединенной с аппаратом для введения удлиненного объекта согласно настоящему изобретению;
- на фиг. 3 показан вид в перспективе первой части аппарата согласно настоящему изобретению;
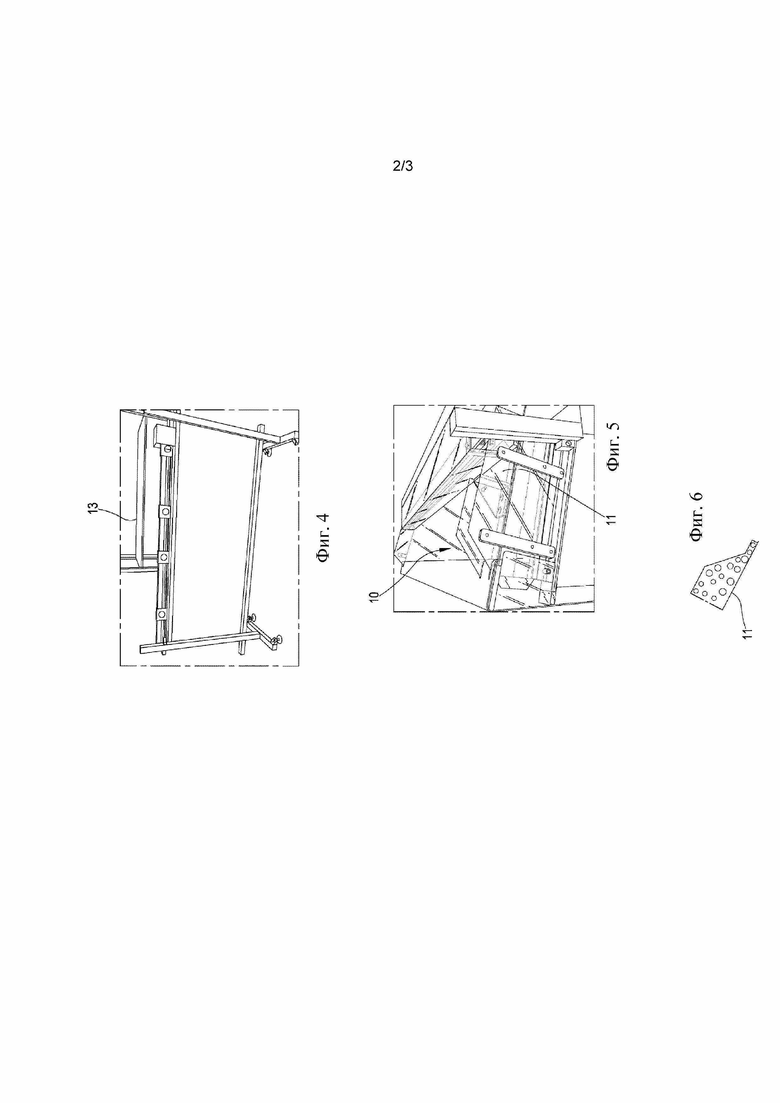
- на фиг. 4 показан вид в перспективе второй части аппарата согласно настоящему изобретению;
- на фиг. 5 показан еще один вид в перспективе части аппарата по фиг. 3;
- на фиг. 6 показано схематическое боковое поперечное сечение детали части по фиг. 3 и 5;
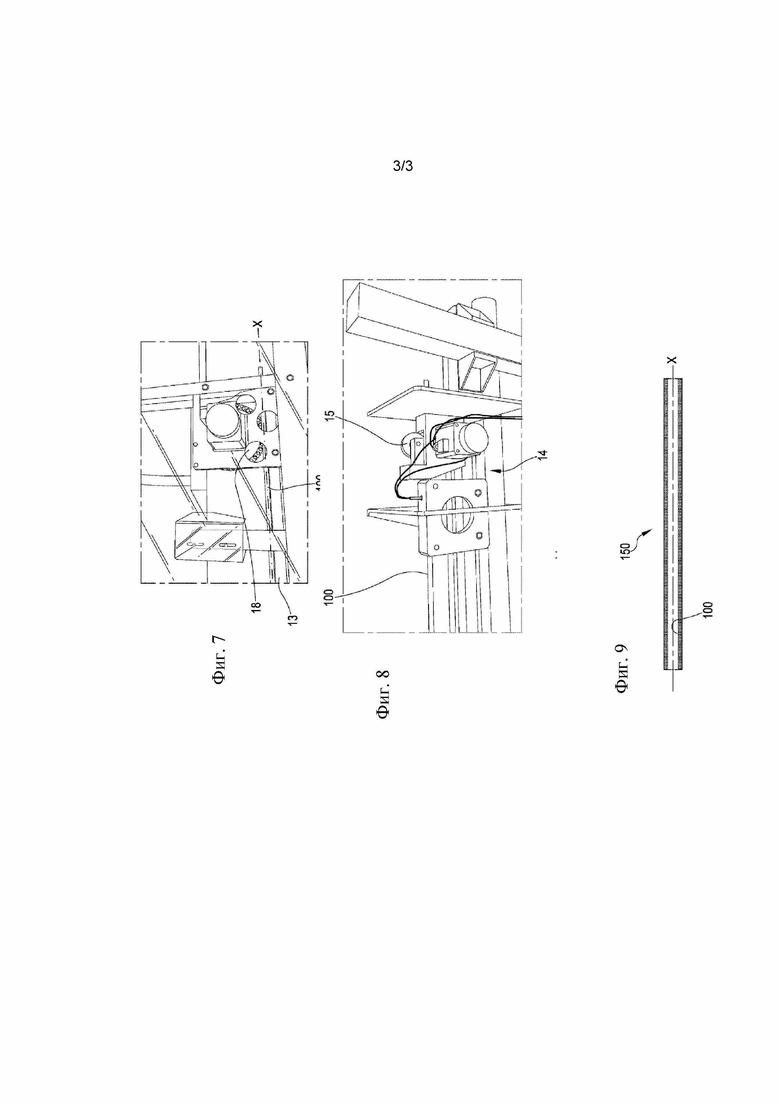
- на фиг. 7 показан вид в перспективе третьей части аппарата согласно настоящему изобретению;
- на фиг. 8 показан вид в перспективе четвертой части аппарата согласно настоящему изобретению; и
- на фиг. 9 показан вид сбоку в разрезе готового продукта, полученного посредством аппарата или способа согласно настоящему изобретению.
На фиг. 1 изображена установка 50 для изготовления фильтров для производства полого тела из фильтрующего материала, например предназначенного для применения в качестве фильтра или в качестве компонента фильтра в изделии, образуем аэрозоль (не изображено на фигурах).
Установка 50 для изготовления фильтров содержит транспортировочное устройство 3 для транспортировки вдоль направления 30 транспортировки или подачи (обозначенного стрелками на фигурах) фильтрующего материала, например ацетилцеллюлозы или жгута фильтрующего материала. Жгут фильтрующего материала может быть взят из пучка (не изображен). После извлечения из пучка, фильтрующий волокнистый материал можно распустить и привести в однородное состояние с помощью сжатого воздуха, подаваемого из разных сопел для сжатого воздуха (также не изображены).
Дополнительно, установка 50 для изготовления фильтров содержит впускной блок 2, приспособленный для образования непрерывного потока или полосы фильтрующего материала, увлажненного текучей средой, способствующей отвердеванию, или пластификатором, таким как триацетин. Транспортировочное устройство 3 подает фильтрующий материал во впускной блок 2. Увлажнение фильтрующего материала пластификатором осуществляют в блоке пластификации, не изображенном на графических материалах и известном в данной области техники. Блок пластификации расположен выше по потоку относительно впускного блока 2.
После пропитывающего блока транспортировочное устройство 3 транспортирует пропитанный фильтрующий волокнистый материал во впускной блок 2, который предпочтительно содержит конический элемент 54. Во впускном блоке 2 фильтрующий волокнистый материал подвергают воздействию сжатого воздуха. Эта процедура может привести в однородное состояние фильтрующий волокнистый материал, который проталкивают вдоль внутреннего канала (не показан) впускного блока 2, выполненного вдоль продольного направления самого впускного блока. Внутренний канал предпочтительно имеет цилиндрическую форму и определяет продольную ось, предпочтительно параллельную направлению 30 транспортировки.
Ниже по потоку относительно впускного блока 2 аппарат содержит блок 4 формирования стержня, расположенный последовательно относительно впускного блока 2 и приспособленный для получения потока или полосы фильтрующего материала и для инициирования реакции материала, способствующего отвердеванию, присутствующего в фильтрующем материале, с целью преобразования фильтрующего материала в непрерывное полое стержнеобразное тело из фильтрующего материала, жесткое в осевом направлении.
Предпочтительно, полое тело из фильтрующего материала, выходящее из блока 4 формирования стержня, представляет собой не завернутые ацетатные фильтры (NWA фильтры). Для предотвращения расширения стержнеобразного тела из фильтрующего материала после придания ему формы в блоке 4 формирования стержня, при отсутствии оберточной бумаги, такой как в стандартных фильтрах, внутри блока 4 формирования стержня во время придания формы фильтрующему материалу он приобретает достаточную устойчивость для применения и обработки без оберточной бумаги.
Блок 4 формирования стержня считается известным в данной области техники и не описан дополнительно в данном документе.
Согласно настоящему изобретению аппарат 1 для введения в установку 50 для изготовления фильтров удлиненных объектов 100 соединен с установкой 50 для изготовления фильтров, как показано на фиг. 2. Хотя в этом варианте осуществления аппарат 1 соединен с установкой 50 для изготовления фильтров, аппарат 1 может быть применен для введения удлиненных объектов в любую машину помимо установки для изготовления фильтров, предпочтительно для производства фильтров. Предпочтительно, чтобы скорость установки 50 для изготовления фильтров составляла по меньшей мере приблизительно 150 фильтров в минуту, и введение удлиненных объектов в соответствии со способом и устройством согласно настоящему изобретению предпочтительно не уменьшала эту выходную скорость.
Удлиненные объекты 100 могут представлять собой полые трубки, такие как картонные трубки, которые образуют внутреннюю часть полого фильтра, изготавливаемого установкой 50 для изготовления фильтров, то есть удлиненный объект - в готовом продукте - окружен фильтрующим волокнистым материалом, который образует рукав вокруг удлиненного объекта в виде трубки. Пример удлиненного объекта 100 в готовом продукте 150, таком как полый фильтр, показан на фиг. 9. Удлиненный объект 100 представляет собой картонную трубку, которая вставлена в фильтрующий материал, образуя полый фильтр 150. Продольная ось X удлиненного объекта 100 является осью трубки. Длина одного удлиненного объекта 100 при введении может составлять несколько метров.
Аппарат 1 содержит, со ссылкой на фиг. 3 и 5, резервуар 10, в который вставлены удлиненные объекты. Удлиненные объекты могут быть помещены в резервуар 10 вручную оператором или автоматически. Длина резервуара 10 является переменной, и с целью размещения удлиненных объектов разного размера, то есть имеющих разные длины вдоль их продольных осей X, может быть выполнена регулировка.
Передающая камера 11 соединена с резервуаром. В передающей камере 11 удлиненные объекты 100, присутствующие в резервуаре 10, меняют свое состояние из неупорядоченного - то есть из случайным образом выровненного состояния - на состояние, в котором они выровнены по продольным осям по существу параллельно друг другу. Для получения данного выравнивания образована зона 12 вибрации, предпочтительно внутри передающей камеры, где расположены подходящие вибрационные средства. Благодаря вибрации и форме передающей камеры, как подробно описано ниже, удлиненные объекты из случайного двумерного распределения в резервуаре 10 выравниваются в по существу однолинейное распределение.
Например, передающая камера 11 может иметь форму в виде бункера, как показано на фиг. 6. Бункер на одном из своих концов имеет форму воронки. Форма воронки уменьшает размер бункера, и удлиненные объекты могут войти в воронкообразную часть бункера, только если они выровнены по своим осям параллельно друг другу. Два перекрывающихся удлиненных объекта могут не войти в воронкообразную форму бункера 11. Удлиненные объекты 100 в бункере 11 перегруппируют посредством относительного движения вибрационного средства 12 относительно бункера 11. Воронкообразная форма бункера 111 и вибрационные движения проталкивают удлиненные объекты к выходному отверстию (не показано) бункера.
Предпочтительно, удлиненные объекты 100 имеют в целом цилиндрическую форму с продольной осью X, проходящей по центру. Отверстие имеет размер, который позволяет удлиненному объекту выходить только в том случае, если он по существу выровнен, то есть перпендикулярен самому отверстию. Поэтому для выхода из бункера 11 удлиненные объекты должны быть выровнены в том же направлении.
Снаружи отверстия бункера 11 расположено вращающееся колесо 18, которое захватывает удлиненные объекты 100, выходящие из отверстия и выровненные один за другим, как показано на фиг. 3 и 7. Колесо расположено в нижней части бункера, с правой стороны, и непосредственно соединенной с выходным отверстием. Колесо образует внешнюю поверхность (не видна на графических материалах), которая включает цилиндрическую поверхность, образующую обод колеса 18. Колесо 18 расположено таким образом, что его ось вращения по существу перпендикулярна продольной оси X удлиненных объектов, выходящих из бункера 11. Таким образом, на виде сверху колеса 18 показано, что проекция наружной поверхности на плоскость, содержащую продольные объекты, по существу параллельна их продольной оси X. Скорость вращения колеса 18 можно регулировать с помощью подходящих регуляторов, не показанных на графических материалах.
Таким образом, колесо захватывает один удлиненный объект за единицу времени. Удлиненный объект зажимают между нижней поверхностью передающей камеры 11 и внешней поверхностью колеса. Вследствие того, что колесо 18 входит в контакт с одним удлиненным объектом за единицу времени, удлиненные объекты удаляют один за другим из бункера 11 и передают в канал 13 доставки (показан на увеличенном виде на фиг. 4).
Удлиненные объекты 100 подают в канал 13 доставки с выбранной скоростью, которая сообщается вращающимся колесом 18. Например, колесо может иметь специальный двигатель (не показан), имеющий переменную скорость, вследствие чего скорость колеса может регулироваться. Колесо 8 предпочтительно содержит несколько отверстий (не видны), где создается всасывание. Это всасывание помогает захватывать удлиненный объект 100 и ускорить его до канала 13 доставки от скорости, равной начальной нулевой, до определенной заранее выбранной скорости. Предпочтительно, на выходе из колеса 18 и во впускном отверстии канала 13 доставки скорость удлиненного объекта 100 выше, чем скорость потока фильтрующего материала во впускном отверстии впускного блока 2 установки 50 для изготовления фильтров, более предпочтительно, выше, чем скорость потока фильтрующего материала в конусообразном элементе 54, где удлиненный объект 100 вставляют в поток фильтрующего материала. Скорость удлиненного объекта во впускном отверстии канала 13 доставки, например, приблизительно на 5 процентов выше, чем скорость установки для изготовления фильтров.
Канал 13 доставки предпочтительно содержит одну рейку, в которой удлиненные объекты 100, ускоренные колесом, выровнены один за другим по своим продольным осям X. Таким образом, определяется однолинейная траектория, в которой разные удлиненные объекты по существу прикреплены друг к другу своими противоположными осевыми концами, чтобы по существу образовывать непрерывный поток удлиненных объектов. Значение скорости удлиненных объектов во впускном отверстии транспортировочного канала 13, заданное колесом 18, скорость которого выше скорости установки для изготовления фильтров, позволяет размещать удлиненные объекты в канале доставки настолько близко, насколько возможно.
Предпочтительно, канал 13 доставки содержит систему датчиков (не видна), которая измеряет расстояние между смежными удлиненными объектами 100 вдоль однолинейной траектории в канале 13 доставки, то есть измеряет длину пустых пространств между удлиненными объектами 100, и эту величину посылают в качестве обратной связи, например для управления скоростью двигателя колеса 18 для изменения или регулирования скорости колеса, чтобы минимизировать измеренное расстояние.
Канал 13 доставки соединяет аппарат 1 с установкой 50 для изготовления фильтров, и рейка образует однолинейную траекторию для подачи удлиненных объектов 50 одного за другим в конусообразный элемент 50, также называемый воздухоструйным соплом. Любое искривление или изгиб, присутствующие в однолинейной траектории, образованной в канале 13 доставки, предпочтительно выполняют с радиусом изгиба, который минимизирует возможные повреждения в удлиненных объектах 100.
Удлиненные объекты в канале 13 доставки имеют скорость, определяемую скоростью колеса, и могут транспортироваться только один за другим в одну линию.
На выходе из транспортировочного канала 13 до того, как удлиненный объект вставляют в воздухоструйное сопло 54, расположен блок 14 регулировки скорости, содержащий, например, пару шкивов 15, приводимых в действие независимым двигателем. Блок регулировки скорости регулирует скорость вставленного удлиненного объекта в зависимости от скорости машины для изготовления фильтров, более предпочтительно в зависимости от скорости материала, в который вставляют удлиненный объект. Предпочтительно, скорость шкивов регулируют таким образом, что скорость удлиненных объектов 100 при их введении в воздухоструйное сопло 54 по существу равна скорости фильтрующего материала, также входящего в воздухоструйное сопло 54.
В соответствии со способом согласно настоящему изобретению работа аппарата 1 заключается в следующем.
Удлиненные объекты 100 вставляют в резервуар 10 в случайной ориентации, и оттуда, предпочтительно с помощью вибрационных средств в зоне 12 вибрации, их передают в бункер 11, где они выравниваются, то есть там, где они располагаются своими продольными осями X по существу параллельно друг другу. Удлиненные объекты 100 выходят из бункера 11 один за другим, протягиваются вращающимся колесом, которое ускоряет удлиненные объекты, присасывая их своей периферийной поверхностью. Удлиненные объекты 100 ускоряют вдоль линейной траектории, которая по существу параллельна их продольным осям X. На выходе колеса 18 удлиненные объекты 100 входят в канал 13 доставки, где их перемещают с заданной скоростью, благодаря ускорению, сообщенному колесом 18, вдоль однолинейной траектории один за другим. Скорость удлиненных объектов дополнительно регулируется на выходе из канала 13 доставки блоком 14 регулировки скорости, который может изменять скорость удлиненных объектов 100 перед их вставкой в фильтрующий материал установки для изготовления фильтров до скорости, зависящей от скорости материала, протекающего в установке для изготовления фильтров.
В установке 50 для изготовления фильтров удлиненные объекты 100 вставляют один за другим в поток фильтрующего материала, присутствующего в ней, поток материала, который может дополнительно окружать удлиненные объекты.
Введение удлиненных объектов в поток материала установки для изготовления фильтров по существу непрерывно, благодаря минимизированному расстоянию между последовательными удлиненными объектами.
Таким образом, способ и аппарат согласно настоящему изобретению, управляющие вставкой удлиненных объектов, имеющих разную длину, приспособлены для выравнивания их и выполнены с возможностью осуществления контроля их транспортировки и введения одного за другим последовательно и синхронно с установкой для изготовления фильтров при согласованной скорости оборудования (минимум 150 м/мин).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ВВЕДЕНИЯ ОБЪЕКТОВ В КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2589670C2 |
| УСТРОЙСТВО И СПОСОБ ВВЕДЕНИЯ ОБЪЕКТОВ В КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2599236C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МАТЕРИАЛА НА ПОЛОТНО | 1997 |
|
RU2198742C2 |
| ПРОИЗВОДСТВО ФИЛЬТРОВ ДЛЯ ТАБАЧНОГО ДЫМА | 2005 |
|
RU2391883C2 |
| Установка для переработки металлургического шлакового расплава | 1977 |
|
SU963460A3 |
| ПНЕВМАТИЧЕСКИЙ ТРАНСПОРТЕР ДЛЯ РАСПРЕДЕЛЕНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ И ДРУГИХ ПРОДУКТОВ ПО ТРУБАМ | 2008 |
|
RU2463237C2 |
| БУНКЕР ДЛЯ ХРАНЕНИЯ ПРЕМИКСА, СПОСОБ ХРАНЕНИЯ ПРЕМИКСА И СПОСОБ ПЕРЕКАЧИВАНИЯ ГОРЯЧЕЙ ВЯЗКОЙ СМЕСИ | 1994 |
|
RU2126854C1 |
| АППЛИКАТОРЫ, ИМЕЮЩИЕ КОНЦЕВЫЕ КОЛПАЧКИ С ЗАХВАТНЫМИ ЭЛЕМЕНТАМИ | 2016 |
|
RU2728685C2 |
| УСТРОЙСТВО ДЛЯ СБОРА АЭРОЗОЛЯ ПОКРЫТИЯ | 2014 |
|
RU2622125C2 |
| ВОЗДУХОДУВНЫЙ АППАРАТ ДЛЯ ЧАСТИЦ | 2019 |
|
RU2793045C2 |
Изобретение относится к способу введения удлиненных объектов, образующих продольную ось, в непрерывный поток материала, при этом способ включает в себя этапы: предоставления резервуара для удерживания удлиненных объектов, подлежащих введению в непрерывный поток материала; введения удлиненных объектов из резервуара в передающую камеру, которая выполнена таким образом, что объекты выравниваются в ней так, что их продольные оси параллельны друг другу; перемещения удлиненных объектов вдоль направления, параллельного их продольной оси, по однолинейной траектории из передающей камеры к каналу доставки вращающимся колесом, при этом вращающееся колесо расположено смежно передающей камере и приспособлено для перемещения удлиненных объектов, расположенных в передающей камере, посредством контакта удлиненных объектов с периферийной поверхностью вращающегося колеса; введения удлиненных объектов из канала доставки в местоположение, в котором удлиненные объекты подлежат введению в непрерывный поток материала; и регулирования скорости введения удлиненного объекта из канала доставки в местоположение, в котором удлиненные объекты подлежат введению в непрерывный поток материала, исходя из скорости непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению. 2 н. и 11 з.п. ф-лы, 9 ил.
1. Способ введения удлиненных объектов, образующих продольную ось, в непрерывный поток материала, при этом способ включает в себя этапы:
предоставления резервуара для удерживания удлиненных объектов, подлежащих введению в непрерывный поток материала;
введения удлиненных объектов из резервуара в передающую камеру, которая выполнена таким образом, что объекты выравниваются в ней так, что их продольные оси параллельны друг другу;
перемещения удлиненных объектов вдоль направления, параллельного их продольной оси, по однолинейной траектории из передающей камеры к каналу доставки вращающимся колесом, при этом вращающееся колесо расположено смежно передающей камере и приспособлено для перемещения удлиненных объектов, расположенных в передающей камере, посредством контакта удлиненных объектов с периферийной поверхностью вращающегося колеса;
введения удлиненных объектов из канала доставки в местоположение, в котором удлиненные объекты подлежат введению в непрерывный поток материала; и
регулирования скорости введения удлиненного объекта из канала доставки в местоположение, в котором удлиненные объекты подлежат введению в непрерывный поток материала, исходя из скорости непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению.
2. Способ по п. 1, отличающийся тем, что включает в себя этап:
регулирования скорости вращения вращающегося колеса таким образом, чтобы удлиненные объекты при движении в направлении, параллельном их продольной оси, по однолинейной траектории из передающей камеры до канала доставки ускорялись до скорости, равной или превышающей скорость непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению.
3. Способ по п. 1 или 2, отличающийся тем, что включает в себя:
измерение расстояния в канале доставки между двумя соседними удлиненными объектами в однолинейной траектории; и
изменение скорости вращения вращающегося колеса в зависимости от измеренного расстояния.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что включает в себя:
вибрацию удлиненных объектов в передающей камере.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что этап регулирования скорости введения удлиненного объекта из канала доставки в местоположение, в котором удлиненные объекты подлежат введению, включает в себя:
регулирование скорости введения таким образом, чтобы она была по существу идентична скорости непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что этап контактирования удлиненных объектов с периферийной поверхностью вращающегося колеса включает в себя:
присасывание удлиненного объекта к периферийной поверхности вращающегося колеса.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что включает в себя:
изменение длины резервуара, исходя из длины удлиненного объекта вдоль продольной оси.
8. Аппарат для введения удлиненных объектов, образующих продольную ось, в непрерывный поток материала, при этом аппарат содержит:
резервуар для удерживания удлиненных объектов, подлежащих введению в непрерывный поток материала;
передающую камеру, соединенную с резервуаром и выполненную таким образом, что объекты выравниваются в ней так, что их продольные оси параллельны друг другу;
вращающееся колесо, имеющее периферийную поверхность, при этом колесо расположено смежно передающей камере и приспособлено для перемещения удлиненных объектов, расположенных в передающей камере, к каналу доставки по однолинейной траектории вдоль направления, параллельного их продольной оси, посредством контакта удлиненных объектов с периферийной поверхностью вращающегося колеса;
канал доставки, соединяющий выпускное отверстие вращающегося колеса с местоположением, в котором удлиненные объекты подлежат введению в непрерывный поток материала; и
средство регулирования скорости введения удлиненных объектов из канала доставки в местоположение, в котором удлиненные объекты подлежат введению в непрерывный поток материала, исходя из скорости непрерывного потока материала в местоположении, в котором удлиненный объект подлежит введению.
9. Аппарат по п. 8, отличающийся тем, что периферийная поверхность вращающегося колеса содержит одно или несколько всасывающих отверстий для создания отрицательного давления, приводящего к тому, что удлиненный объект перемещается к периферийной поверхности колеса передачи.
10. Аппарат по п. 8 или 9, отличающийся тем, что содержит систему датчиков, соединенную с каналом доставки, приспособленную для измерения расстояния между двумя смежными удлиненными объектами в однолинейной траектории, транспортируемыми в ней.
11. Аппарат по любому из пп. 8-10, отличающийся тем, что средство регулирования скорости введения содержит один или несколько шкивов.
12. Аппарат по любому из пп. 8-11, отличающийся тем, что канал доставки содержит направляющую рейку для направления удлиненных объектов по однолинейной траектории к местоположению, в котором удлиненные объекты подлежат введению в непрерывный поток материала.
13. Аппарат по любому из пп. 8-12, отличающийся тем, что содержит средство регулирования скорости вращения вращающегося колеса.
| US 4037524 A, 26.07.1977 | |||
| WO 2012089343 A1, 05.07.2012 | |||
| WO 2014083094 A1, 05.06.2014. |

