Сущность изобретения
Применение стереолитографии и струйной печати для изготовления трехмерных изделий известно довольно давно, и эти процессы обычно известны как способы так называемой 3D печати. В методах стереолитографии желаемое 3D изделие создается из жидкой, отверждаемой композиция с использованием повторяющейся, чередующейся последовательности из двух стадий: на первой стадии слой жидкой, отверждаемой композиция, одной границей которой является поверхность композиции, отверждают с использованием соответствующего излучения в пределах области поверхности, которая соответствует требуемой площади поперечного сечения профилированного изделия, которое должно быть сформировано, на высоте данного слоя, и на второй стадии отвержденный слой покрывают новым слоем жидкой, отверждаемой композиция, и последовательность стадий повторяют до тех пор, пока так называемый полуфабрикат желаемой формы не будет закончен. Данный полуфабрикат, как правило, еще не полностью отвержден и, как правило, должен подвергаться дополнительному отверждению. Механическая прочность полуфабриката сразу после отверждения, известная также как прочность полуфабриката, имеет значение для дальнейшей обработки печатных изделий.
Другие способы 3D печати используют чернила, которые впрыскиваются через печатающую головку в качестве жидкости для формирования различных трехмерных изделий. При работе печатающая головка может наносить отверждаемые фотополимеры послойно. Некоторые струйные принтеры наносят полимер вместе с материалом носителя или связующим веществом. В некоторых случаях модельный материал является твердым при температуре окружающей среды и превращается в жидкость при повышенных температурах впрыскивания. В других случаях модельный материал является жидким при температуре окружающей среды.
Особенно привлекательной возможностью для 3D печати является непосредственное создание ортодонтических прозрачных кап. Данные капы, также известные как элайнеры и полимерные или корпусные приспособления, поставляются последовательно и предназначены для последовательного ношения для того, чтобы постепенно перемещать зубы к желаемому целевому расположению. Некоторые типы прозрачных кап имеют ряд приемников в форме зуба для размещения каждого зуба зубной дуги пациента, и приемники ориентированы в несколько разных положениях от одного приспособлений к следующему, для того, чтобы постепенно подталкивать каждый зуб к желаемому целевому положению посредством упругих свойств полимерного материала. В прошлом было предложено множество способов изготовления прозрачных кап и других упругих приспособлений. Обычно конструктивные модели зубной дуги изготавливаются для каждой зубной дуги, используя технологические способы послойного синтеза, такие как стереолитография, описанная выше. Затем, лист полимерного материала помещают поверх каждой из моделей дуги и формируют под воздействием тепла, давления и/или вакуума, чтобы соответствовать модели зубного ряда каждой модельной дуги. Сформированный лист очищают и обрезают по мере необходимости и полученное в результате приспособление в форме дуги отправляют вместе с требуемым количеством других приспособлений лечащему специалисту.
Капа или другое упругое приспособление, созданное непосредственно с помощью 3D печати, устранило бы необходимость печатать форму зубной дуги и дополнительно термоформовать приспособление. Это также позволило бы новые конструкции капы и дало бы большую степень свободы в плане лечения. Иллюстративные способы прямой печати прозрачных кап и других упругих ортодонтических устройств изложены в международных патентных заявках PCT/US2015/068054 (Raby et al.), PCT/US2016/021239 (Cinader et al.),) PCT/US2016/021583 (Cinader et al.), а также публикации патентной заявки США US 2011/0091832 (Kim, et al.) и US 2013/0095446 (Kitching).
Однако, существующие пригодные для печати смолы являются слишком хрупкими (то есть имеют низкое относительное удлинение, поперечно-сшитое связывание короткими цепями, термореактивную композицию, высокую температуру стеклования) для упругого приспособления для полости рта, такого как капа. Капа или другое приспособление, напечатанное из таких смол, может легко сломаться во рту пациента во время лечения, образуя фрагменты материала, которые могут истирать или прокалывать открытые ткани или могут быть проглочены. Данные разрушения как минимум прерывают лечение и могут иметь серьезные последствия для здоровья пациента. Хотя хрупкая природа существующих смол может быть исправлена путем использования полимеризуемых компонентов в пригодной для печати смоле с меньшим поперечным сшиванием и более высоким относительным удлинением (например, гидроксиэтилметакрилат), такие смолы склонны к потере прочности при погружении в воду; проблема усугубляется средой, обогащенной влагой, такой как рот человека.
Таким образом, существует потребность в отверждаемых жидких композициях смолы, которые специально разработаны и хорошо подходят для создания упругих приспособлений с использованием способа 3D печати. Предпочтительно, отверждаемые жидкие композиции смолы, предназначенные для использования в способе 3D печати, имеют низкую вязкость, надлежащую скорость отверждения и превосходные механические свойства, как в полуфабрикате, так и в конечном отвержденном изделии.
Настоящее изобретение предусматривает пригодные для печати композиции, содержащие полимеризуемый высоковязкий компонент, который в других случаях не может служить в качестве основного полимеризуемого компонента в способах 3D печати, в частности стереолитографии. Высоковязкая смола будет, как правило, например, делать стадию повторного нанесения покрытия в процессе стереолитографии более сложной и времязатратной. Кроме того, отвержденное трехмерное изделие, изготовленное из отверждаемой высоковязкой смолы, может быть более трудным для очистки от частей «полуфабриката» после завершения процесса стереолитографии. Кроме того, использование высоких температур для снижения вязкости смолы, как правило, является не подходящим для процесса 3D печати из-за ограничений оборудования для 3D печати или плохого управления процессом. За счет смешивания высоковязкой смолы с повышенными уровнями временного и удаляемого растворителя свойства материала полимеризуемого компонента могут сохраняться в отвержденном изделии без ущерба для пригодности для печати смолы. Кроме того, изделия, изготовленные из пригодных для печати композиций согласно настоящему изобретению, заметно не набухают в присутствии воды или слюны. Пригодные для печати композиции согласно настоящему изобретению, соответственно, особенно полезны для изготовления упругих приспособлений для ухода за полостью рта, включая прозрачные капы.
В одном аспекте, настоящее изобретение обеспечивает способ создания трехмерного объекта, при этом способ включает стадии, на которых а) обеспечивают пригодную для печати композицию, содержащую полимеризуемый высоковязкий компонент, временный растворитель и инициатор; b) селективно отверждают пригодную для печати композицию с формированием изделия, представляющего форму трехмерного объекта; с) удаляют значительное количество временного растворителя из изделия; и d) необязательно отверждают незаполимеризованный полимеризуемый компонент, который остался до или после стадии с).
В другом аспекте, настоящее изобретение обеспечивает пригодную для печати композицию, приемлемую для технологии послойного синтеза, при этом композиция содержит (а) 45-95 масс. % полимеризуемого компонента, имеющего вязкость, по меньшей мере, 20000 сП при 25°С; (b) 5-50 масс. % временного растворителя; (с) 0,1-5 масс. % фотоинициатора; (d) 0,001-1 масс. % ингибитора; и необязательно е) 0,01-1 масс. % модификатора абсорбции, исходя из общей массы композиции.
В другом аспекте, настоящее изобретение обеспечивает стереолитографическое устройство, содержащее ванну; и пригодную для печати композицию внутри ванны, при этом пригодная для печати композиция содержит (а) 45-95 масс. % полимеризуемого компонента, имеющего вязкость, по меньшей мере, 20000 сП при 25°С; (b) 5-50 масс. % временного растворителя; (с) 0,1-5 масс. % фотоинициатора; (d) 0,001-1 масс. % ингибитора; и необязательно е) 0,01-1 масс. % модификатора абсорбции, исходя из общей массы композиции.
Как используется в данной заявке, термин «отверждаемый» относится к материалу, который может быть отвержден или может переходить в твердое состояние, например, путем нагревания для удаления растворителя, нагревания для того, чтобы вызвать полимеризацию, химического поперечного сшивания, радиационной полимеризации или поперечного сшивания, или тому подобного.
Как используется в данной заявке, «отверждение» означает затвердение или частичное затвердение композиции по любому механизму, например, за счет нагревания, действия светом, излучением, электронным пучком, микроволновым излучением, за счет химической реакции или их комбинации.
Как используется в данной заявке, «отвержденный» относится к материалу или композиции, которые стали твердыми или частично твердыми (например, полимеризованными или поперечно сшитыми) в результате отверждения.
Как используется в данной заявке, термин «(мет)акрилат» представляет собой сокращенную ссылку на акрилат, метакрилат или их комбинации, и «(мет)акриловый» представляет собой сокращенную ссылку на акриловый, метакриловый или их комбинации. Как используется в данной заявке, «(мет)акрилат-функциональные соединения» представляют собой соединения, которые включают, помимо прочего, (мет)акрилатный фрагмент.
Как используется в данной заявке, «пригодная для печати», означает, что отверждаемая композиция, перед полимеризацией (то есть отверждением), имеет профиль вязкости, соответствующий требованиям и параметрам одной или нескольких систем 3D печати, включая, например, процессы полимеризации в ванне, такие как стереолитография (SLA), и струйная 3D печать.
Как используется в данной заявке, «печать» и «печатанье» подразумевают в контексте 3D печати, которая включает полимеризацию в ванне (такую как стереолитография и цифровая оптическая обработка) и струйную 3D печать, процесс, в котором трехмерное изделие создается из жидкой, отверждаемой композиции.
Как используется в данной заявке, «смола» содержит все полимеризуемые компоненты (мономеры, олигомеры и/или полимеры), присутствующие в отверждаемой, пригодной для печати композиции. Смола может содержать только одно полимеризуемое соединение в качестве компонента или смесь из различных полимеризуемых соединений.
Как используется в данной заявке, «мезиальный» означает в направлении к центру изогнутой зубной дуги пациента; «дистальный» означает в направлении от центра изогнутой зубной дуги пациента; «окклюзионный» означает в направлении к внешним кончикам зубов пациента; «десенный» означает в направлении к деснам или десне пациента; «лицевой» означает в направлении к губам или щекам пациента; и «язычный» означает в направлении к языку пациента.
Слова «предпочтительный» и «предпочтительно» относятся к вариантам осуществления раскрытия, которые могут давать определенные преимущества при определенных обстоятельствах. Однако, другие варианты осуществления также могут быть предпочтительными при тех же или других обстоятельствах. Кроме того, изложение одного или нескольких предпочтительных вариантов осуществления не подразумевает, что другие варианты осуществления не являются полезными, и не предназначено для исключения других вариантов осуществления из объема раскрытия.
В данной заявке термины в единственном числе не предназначены для обозначения только единственного объекта, а включают в себя общий класс, конкретный пример которого может использоваться для иллюстрации. Термины в единственном числе используются взаимозаменяемо с термином «по меньшей мере, один». Фразы «по меньшей мере, один из» и «содержит, по меньшей мере, один из», за которыми следует список, относятся к любому из элементов в списке и любой комбинации из двух или более элементов в списке.
Как используется в данной заявке, термин «или» обычно используется в его обычном смысле, включая «и/или», если содержание явно не предписывает иное.
Термин «и/или» означает один или все из перечисленных элементов или комбинацию из любых двух или более из перечисленных элементов.
Кроме того, в данной заявке, предполагается, что все числа модифицируются термином «приблизительно» и предпочтительно термином «точно». Как используется в данной заявке применительно к измеряемой величине, термин «приблизительно» относится к такому изменению измеренной величины, которое специалист ожидал бы, делая измерение и обеспечивая уровень технического обслуживания, соразмерный целям измерения и точности используемого измерительного оборудования.
Кроме того, в данной заявке, перечисление числовых диапазонов по конечным точкам включает в себя все числа, включенные в этот диапазон, а также конечные точки (например, от 1 до 5 включает в себя 1, 1,5, 2, 2,75, 3, 3,80, 4, 5 и т.д.).
Как используется в данной заявке в качестве модификатора к свойству или характеристике, термин «как правило», если специально не определено иное, означает, что свойство или характеристика могут быть легко узнаваемы специалистом, но не требуют абсолютной точности или идеального соответствия (например, в пределах +/-20% для количественно измеряемых характеристик). Термин «по существу», если специально не определено иное, означает высокую степень приближения (например, в пределах +/-10% для количественно измеряемых характеристик), но опять же, без требования абсолютной точности или идеального соответствия. Термины, такие как такой же, равный, одинаковый, постоянный, точно и тому подобное, как принято понимать, находятся в пределах обычных допусков или погрешности измерения, применимых к конкретному обстоятельству, и не требуют абсолютной точности или идеального соответствия.
Приведенное выше краткое изложение настоящего изобретения не предназначено для описания каждого раскрытого варианта осуществления или каждой реализации настоящего изобретения. Описание, которое следует, более конкретно иллюстрирует иллюстративные варианты осуществления. В нескольких местах по всей заявке принципы обеспечены посредством перечня примеров, которые могут использоваться в различных комбинациях. В каждом случае указанный перечень служит только в качестве иллюстративной группы и не должен интерпретироваться как исключительный перечень.
Краткое описание чертежей
ФИГ. 1 представляет собой технологическую схему процесса создания изделия, используя пригодные для печати композиции, раскрытые в данной заявке.
ФИГ. 2 представляет собой обобщенную схему устройства стереолитографии.
ФИГ. 3 представляет собой обобщенную схему струйного 3D принтера.
ФИГ. 4 представляет собой изометрическое изображение 3D печатной прозрачной капы в соответствии с одним из вариантов осуществления согласно настоящему изобретению; и
ФИГ. 5 представляет собой технологическую схему процесса изготовления 3D печатного ортодонтического приспособления в соответствии с настоящим изобретением.
В то время как указанные выше фигуры представляют несколько вариантов осуществления раскрытия, также рассматриваются другие варианты осуществления, как отмечается в описании. Во всех случаях настоящее раскрытие представляет изобретение посредством представления, а не ограничения. Следует понимать, что специалистами в данной области техники могут быть разработаны многочисленные другие модификации и варианты осуществления, которые находятся в пределах объема и духа принципов изобретения.
Подробное описание иллюстративных вариантов осуществления
Пригодные для печати композиции согласно настоящему изобретению содержат полимеризуемый высоковязкий компонент, который, как правило, обнаруживается в намного меньших концентрациях в основном полимеризуемом компоненте в обычно используемых способах 3D печати. Посредством смешивания высоковязкая полимеризуемая смола с повышенными уровнями временного и удаляемого растворителя, могут сохраняться желаемые свойства материала полимеризуемого высоковязкого компонента в отвержденном теле без ущерба пригодности для печати смолы.
Настоящее изобретение обеспечивает отверждаемую, пригодную для печати композицию, как правило, содержащую (а) 45-95 масс. % полимеризуемого компонента; (b) 5-50 масс. % временного растворителя; (с) 0,1-5 масс. % фотоинициатора; (d) 0,001-1 масс. % ингибитора; и необязательно е) 0,01-1 масс. % модификатора абсорбции, исходя из общей массы композиции.
Полимеризуемый компонент
Пригодные для печати композиции согласно настоящему изобретению содержат, по меньшей мере, один полимеризуемый компонент. «Полимеризуемый компонент», в качестве справочной информации в данной заявке, содержит отверждаемый компонент, который может быть отвержден для получения печатного 3D изделия. В некоторых вариантах осуществления, например, отверждение включает облучение электромагнитным излучением, имеющим достаточную энергию для инициирования реакции полимеризации или поперечного сшивания. Например, в некоторых вариантах осуществления, может быть использовано ультрафиолетовое (УФ) излучение.
Приемлемые полимеризуемые компоненты содержат, по меньшей мере, одну этиленненасыщенную связь, и способны подвергаться аддитивной полимеризации. Такие свободнорадикально полимеризуемые материалы включают моно-, ди- или поли- акрилаты и метакрилаты, такие как метилакрилат, метилметакрилат, этилакрилат, изопропилметакрилат, н-гексилакрилат, стеарилакрилат, аллилакрилат, глицерин диакрилат, диуретан-диметакрилат, называемый UDMA (смесь изомеров, например,  Plex 6661-0), который представляет собой продукт реакции 2-гидроксиэтилметакрилата (НЕМА) и 2,2,4-триметилгексаметилендиизоцианата (TMDI), глицеринтриакрилат, этиленгликоль-диакрилат, диэтиленгликоль диакрилат, триэтиленгликоль-диметакрилат, 1,3-пропандиолдиакрилат, 1,3-пропандиол-диметакрилат, триметилолпропантриакрилат, 1,2,4-бутантриолтриметакрилат, 1,4-циклогександиолдиакрилат, пентаэритритолтриакрилат, пентаэритритолтетраакрилат, пентаэритритолтетраметакрилат, сорбитгексаакрилат, бис[1-(2-акрилокси)]-п-этоксифенилдиметилметан, бис[1-(3-акрилокси-2-гидрокси)]-п-пропоксифенил-диметилметан и тригидроксиэтил-изоцианурат триметакрилат; бис-акрилаты и бис-метакрилаты полиэтиленгликолей с молекулярной массой 200-500, сополимеризуемые смеси акрилированных мономеров, таких как те, которые описаны в US 4,652,274 (Boettcher et al.), и акрилированных олигомеров, таких как те, которые описаны в US 4,642,126 (Zador et al.); и винильные соединения, такие как стирол, диаллилфталат, дивинилсукцинат, дивиниладипат и дивинилфталат; полифункциональные (мет)акрилаты, содержащие уретановые, мочевинные или амидные группы, как те, которые описаны в ЕР 2008636 (Hecht et al.). Полимеризуемый компонент также может содержать силикон-акрилатные олигомеры, эпокси(мет)акрилатные олигомеры, полисложноэфирные (мет)акрилатные олигомеры или хлорированные полисложноэфирные (мет)акрилаты, аллильные олигомеры и (мет)акриловые олигомеры. При необходимости могут быть использованы смеси из двух или более из данных свободнорадикально полимеризуемых материалов.
Plex 6661-0), который представляет собой продукт реакции 2-гидроксиэтилметакрилата (НЕМА) и 2,2,4-триметилгексаметилендиизоцианата (TMDI), глицеринтриакрилат, этиленгликоль-диакрилат, диэтиленгликоль диакрилат, триэтиленгликоль-диметакрилат, 1,3-пропандиолдиакрилат, 1,3-пропандиол-диметакрилат, триметилолпропантриакрилат, 1,2,4-бутантриолтриметакрилат, 1,4-циклогександиолдиакрилат, пентаэритритолтриакрилат, пентаэритритолтетраакрилат, пентаэритритолтетраметакрилат, сорбитгексаакрилат, бис[1-(2-акрилокси)]-п-этоксифенилдиметилметан, бис[1-(3-акрилокси-2-гидрокси)]-п-пропоксифенил-диметилметан и тригидроксиэтил-изоцианурат триметакрилат; бис-акрилаты и бис-метакрилаты полиэтиленгликолей с молекулярной массой 200-500, сополимеризуемые смеси акрилированных мономеров, таких как те, которые описаны в US 4,652,274 (Boettcher et al.), и акрилированных олигомеров, таких как те, которые описаны в US 4,642,126 (Zador et al.); и винильные соединения, такие как стирол, диаллилфталат, дивинилсукцинат, дивиниладипат и дивинилфталат; полифункциональные (мет)акрилаты, содержащие уретановые, мочевинные или амидные группы, как те, которые описаны в ЕР 2008636 (Hecht et al.). Полимеризуемый компонент также может содержать силикон-акрилатные олигомеры, эпокси(мет)акрилатные олигомеры, полисложноэфирные (мет)акрилатные олигомеры или хлорированные полисложноэфирные (мет)акрилаты, аллильные олигомеры и (мет)акриловые олигомеры. При необходимости могут быть использованы смеси из двух или более из данных свободнорадикально полимеризуемых материалов.
Полимеризуемый компонент предпочтительно содержит один или несколько поли(мет)акрилатов, например, ди-, три-, тетра- или пентафункциональных мономерных или олигомерных алифатических, циклоалифатических или ароматических акрилатов или метакрилатов. Полимеризуемый компонент, в предпочтительных в настоящее время вариантах реализации включает высоковязкий поли(мет)акрилат. Предпочтительные поли(мет)акрилаты для применения в пригодной для печати композиции не являются жидкотекучими при комнатной температуре и имеют вязкости более 20000 сП при 25°С. Как используется в данной заявке «жидкотекучий» означает, что полимеризуемый компонент деформируется или течет под действием собственного веса при комнатных температурах (например, 20-25°С). В некоторых вариантах осуществления, описанных в данной заявке, уретан(мет)акрилат или другой поли(мет)акрилат имеет вязкость, находящуюся в диапазоне от приблизительно 20000 сП до 300000 сП при приблизительно 25°С при измерении в соответствии со способом, соответствующим ASTM D4287, как представлено в Примерах ниже.
Например, полимеризуемый компонент может включать полифункциональные уретановые акрилаты или уретановые метакрилаты. Данные уретан(мет)акрилаты известны специалисту в данной области техники и могут быть получены с помощью известного способа, например, путем взаимодействия полиуретана с концевыми гидроксильными группами с акриловой кислотой или метакриловой кислотой, или путем взаимодействия форполимера с концевыми изоцианатными группами с гидроксиалкил(мет)акрилатами с получением уретан(мет)акрилата. Приемлемые способы раскрыты, в частности, в патентах США №№8,329,776 (Hecht et al.) и 9,295,617 (Cub et al.). Приемлемые уретанметакрилаты могут включать PEGDMA (полиэтиленгликоль-диметакрилат, имеющий молекулярную массу приблизительно 400), алифатические уретанметакрилаты, алифатические полисложноэфирные уретанметакрилаты, алифатические полисложноэфирные триуретанакрилаты.
Примеры приемлемых алифатических поли(мет)акрилатов, имеющих больше, чем две (мет)акрилатные группы в своих молекулах, представляют собой триакрилаты и триметакрилаты гексан-2,4,6-триола; глицерин или 1,1,1-триметилолпропан; этоксилированный или пропоксилированный глицерин или 1,1,1-триметилолпропан; и содержащие гидроксил три(мет)акрилаты, которые получают взаимодействием триэпоксидных соединения, например, триглицидиловых простых эфиров указанных триолов, с (мет)акриловой кислота. Кроме того, возможным является использовать, например, пентаэритритолтетраакрилат, бистриметилолпропантетраакрилат, пентаэритритолмоногидрокситриакрилат или -метакрилат, или дипентаэритритол-моногидроксипентаакрилат или -метакрилат.
Другой приемлемый класс свободнорадикальных полимеризуемых соединений включает ароматические ди(мет)акрилатные соединения и трифункциональные или (мет)акрилатные соединения с более высокой функциональностью. Трифункциональные мет(акрилаты) или мет(акрилаты) с более высокой функциональностью могут представлять собой три-, тетра- или пентафункциональные мономерные или олигомерные алифатические, циклоалифатические или ароматические акрилаты или метакрилаты.
Примеры приемлемых алифатических три-, тетра- и пентафункциональных (мет)акрилатов включают триакрилаты и триметакрилаты гексан-2,4,6-триола; глицерина или 1,1,1-триметилолпропана; этоксилированного или пропоксилированного глицерина или 1,1,1-триметилолпропана; и содержащие гидроксил три(мет)акрилаты, которые получают путем взаимодействия триэпоксидных соединений, например, триглицидиловых простых эфиров указанных триолов, с (мет)акриловой кислотой. Кроме того, возможным является использовать, например, пентаэритритол-тетраакрилат, бистриметилолпропантетраакрилат, пентаэритритолмоногидрокси-триакрилат или -метакрилат или дипентаэритритолмоногидроксипентаакрилат или -метакрилат. В некоторых вариантах осуществления, три(мет)акрилаты содержат 1,1-триметилолпропантриакрилат или -метакрилат, этоксилированный или пропоксилированный 1,1,1-триметилолпропантриакрилат или -метакрилат, этоксилированный или пропоксилированный глицеринтриакрилат, пентаэритритолмоногидрокситриакрилат или -метакрилат, или три(2-гидроксиэтил)изоцианураттриакрилат.
Дополнительные примеры приемлемых ароматических три(мет)акрилатов включают продукты реакции триглицидиловых простых эфиров тригидроксибензола и новолаков фенола или крезола, содержащих три гидроксильные группы, с (мет)акриловой кислотой.
В некоторых случаях, полимеризуемый компонент содержит диакрилатные и/или диметакрилатные сложные эфиры алифатических, циклоалифатических или ароматических диолов, включающие 1,3- или 1,4-бутандиол, неопентилгликоль, 1,6-гександиол, диэтиленгликоль, триэтиленгликоль, тетраэтиленгликоль, полиэтиленгликоль, трипропиленгликоль, этоксилированный или пропоксилированный неопентилгликоль, 1,4-дигидроксиметилциклогексан, 2,2-бис(4-гидроксициклогексил)пропан или бис(4-гидроксициклогексил)метан, гидрохинон, 4,4'-дигидроксибифенил, бисфенол А, бисфенол F, бисфенол S, этоксилированный или пропоксилированный бисфенол А, этоксилированный или пропоксилированный бисфенол F или этоксилированный или пропоксилированный бисфенол S.
В некоторых случаях, полимеризуемый компонент пригодной для печати формы, описанной в данной заявке, содержит один или несколько более высокофункциональных акрилатов или метакрилатов, таких как дипентаэритритол-моногидроксипентаакрилат или бис(триметилолпропан)тетраакрилат.
Одним особенно приемлемым более высокофункциональным (мет)акрилатным соединением является Exothane 108, который представляет собой дифункциональный уретанакрилат, доступный от Esschem Europe LTD, Seaham, UK с вязкостью 38000 сП. Другим приемлемым более высокофункциональным (мет)акрилатным соединением является Exothane 10 с вязкостью 70000 сП. Другим приемлемым более высокофункциональным акрилатным соединением является CN9005, алифатический уретановый олигомер, доступный от Sartomer Arkema, Exton, Ра, с вязкостью 9100 сП при 60°С и 232000 сП при 25°С. Другим приемлемым более высокофункциональным акрилатным соединением является CN9009, алифатический уретановый олигомер, доступный от Sartomer Arkema, Exton, Ра, с вязкостью 3000 сП при 60°С.
Поли(мет)акрилатный полимеризуемый компонент, как правило, присутствует в пригодной для печати композиции в количестве, по меньшей мере, приблизительно 45 масс. %, по меньшей мере, приблизительно 50 масс. % или, по меньшей мере, приблизительно 60 масс. % или, по меньшей мере, приблизительно 70 масс. %, исходя из общей массы пригодной для печати композиции материала.
Количество поли(мет)акрилатного полимеризуемого компонента, как правило, составляет до приблизительно 95 масс. % или до приблизительно 90 масс. %, или до приблизительно 85 масс. %, исходя из общей массы композиции.
Как правило, полимеризуемый компонент составляет от приблизительно 45% до приблизительно 95% по массе, более предпочтительно, от приблизительно 60% до приблизительно 95% по массе всей пригодной для печати композиции материала.
Временный растворитель
Вязкость полимеризуемого компонента может быть значительно снижена путем разбавления компонента в нереакционноспособном растворителе. Как используется в данной заявке, «нереакционноспособный растворитель» представляет собой растворитель, который не полимеризуется в пригодную для печати смолу (например, поли(мет)акрилат, инициатор и необязательно другие добавки, такие как наполнитель). Поскольку растворитель не является реакционноспособным, он может быть извлечен из печатного изделия в соответствии со способами, обсуждаемыми ниже, без вредного воздействия на свойства материала, например, полимеризуемого высоковязкого компонента смолы. Соответственно, растворители, используемые в настоящем изобретении, упоминаются в данной заявке как временные растворители.
Временный растворитель, как правило, представляет собой органический растворитель, имеющий температуру кипения, по меньшей мере, 50°С. Температура кипения часто составляет, по меньшей мере, 100°С, по меньшей мере, 200°С, и как правило не больше, чем 300°С. Приемлемый временный растворитель обычно является нелетучим при температуре окружающей среды (20-25°С) и имеет давление паров ниже приблизительно 150,0 гПа при 20°С (предпочтительно, ниже приблизительно 15,0 гПа при 20°С; более предпочтительно, ниже приблизительно 1,5 гПа при 20°С; наиболее предпочтительно, ниже приблизительно 0,15 гПа при 20°С). Временные растворители, демонстрирующие указанные выше свойства, как правило, могут сохраняться в пригодной для печати композиции во время процесса печати даже при повышенных температурах, но все же могут быть удалены из печатного изделия с использованием обычных методов, таких как испарение в вакууме.
В настоящее время в предпочтительных вариантах реализации, временный растворитель может включать один или несколько из пропиленкарбоната, метанола, изопропилового спирта и метилового простого эфира трипропиленгликоля (ТРМ) и их смесей. В настоящее время в предпочтительный обстоятельствах растворитель представляет собой пропиленкарбонат.
Временный растворитель, как правило, присутствует в пригодной для печати композиции в количестве, по меньшей мере, приблизительно 5 масс. %, по меньшей мере, приблизительно 10 масс. % или, по меньшей мере, приблизительно 20 масс. %, исходя из общей массы пригодной для печати композиции.
Количество временного растворителя, как правило, составляет до приблизительно 30 масс. %, до 40 масс. % или до приблизительно 50 масс. %, исходя из общей массы композиции.
Как правило, временный растворитель составляет от приблизительно 10% до приблизительно 40% по массе, более предпочтительно, от приблизительно 15% до приблизительно 30% по массе всей пригодной для печати композиции. При определенных условиях, пригодная для печати композиция, имеющая меньше, чем 5-10 масс. % временного растворителя может не иметь вязкости, подходящей для 3D печати, так как вязкость полимеризуемого компонента не является адекватно сниженной. И наоборот, пригодная для печати композиция, содержащая больше, чем 40-50 масс. % временного растворителя может, при определенных условиях, в результате приводить к полуфабрикатам с недостаточной прочностью полуфабриката, и может в результате приводить к трудностям в адекватном удалении временного растворителя из печатного изделия.
Добавки
Пригодные для печати композиции, описанные в данной заявке, в некоторых случаях, дополнительно содержат одну или несколько добавок, таких как одна или несколько добавок, выбранных из группы, состоящей из фотоинициаторов, ингибиторов, стабилизирующих агентов, сенсибилизаторов, модификаторов абсорбции, наполнителей и их комбинаций. Например, в некоторых вариантах осуществления, пригодная для печати композиция дополнительно содержит один или несколько фотоинициаторов. Приемлемые иллюстративные фотоинициаторы представляют собой те, которые доступны под торговыми обозначениями IRGACURE и DAROCUR от BASF (Ludwigshafen, Germany) и включают 1-гидроксициклогексилфенилкетон (IRGACURE 184), 2,2-диметокси-1,2-дифенилетан-1-он (IRGACURE 651), бис(2,4,6 триметилбензоил)фенилфосфиноксид (IRGACURE 819), 1-[4-(2-гидроксиэтокси)фенил]-2-гидрокси-2-метил-1-пропан-1-он (IRGACURE 2959), 2-бензил-2-диметиламино-1-(4-морфолинофенил)бутанон (IRGACURE 369), 2-метил-1-[4-(метилтио)фенил]-2-морфолинопропан-1-он (IRGACURE 907), олиго[2-гидрокси-2-метил-1-[4-(1-метилвинил)фенил]пропанон] ESACURE ONE (Lamberti S.p.A., Gallarate, Italy), 2-гидрокси-2-метил-1-фенилпропан-1-он (DAROCUR 1173), 2,4,6-триметилбензоилдифенилфосфина оксид (IRGACURE ТРО) и 2,4,6-триметилбензоилфенилфосфинат (IRGACURE TPO-L). Дополнительные приемлемые фотоинициаторы включают, например, и без ограничения, бензилдиметилкеталь, 2-метил-2-гидроксипропиофенон, бензоин-метиловый простой эфир, бензоин-изопропиловый простой эфир, анизоин-метиловый простой эфир, ароматический сульфонилхлориды, фотоактивные оксимы и их комбинации.
Фотоинициатор может присутствовать в пригодной для печати композиции, описанной в данной заявке, в любом количестве в соответствии с конкретными ограничениями 3D принтера. В некоторых вариантах осуществления, фотоинициатор присутствует в пригодной для печати композиции в количестве до приблизительно 5 масс. %, исходя из общей массы пригодной для печати композиции. В некоторых случаях, фотоинициатор присутствует в количестве приблизительно 0,1-5 масс. %, исходя из общей массы пригодной для печати композиции.
В другом варианте осуществления настоящего изобретения, система инициатора необязательно может включать термические инициаторы, чтобы способствовать отверждению печатного полуфабриката. Приемлемые термические инициаторы включают органические пероксиды (например, бензоилпероксид), азосоединения, хиноны, нитрозосоединения, ацилгалогениды, гидразоны, меркаптосоединения, пирилиевые соединения, имидазолы, хлортриазины, бензоин, бензоиналкиловые простые эфиры, дикетоны, феноны и их смеси. Примеры приемлемых термических инициаторов включают термические инициаторы в виде азосоединений VAZO 52, VAZO 64 и VAZO 67, все доступные от DuPont. Особенно приемлемые термические инициаторы включают бензоилпероксид, дикумилпероксид и азобисизобутиронитрил (AIBN). Если используется, термический инициатор присутствует в количестве приблизительно 0,01-2,5 масс. %, исходя из общей массы композиции. В определенных вариантах реализации, фотоинициатор также может действовать в качестве термического инициатора при повышенных температурах.
Кроме того, пригодная для печати композиция материала, описанная в данной заявке, может дополнительно содержать один или несколько сенсибилизаторов для повышения эффективности одного или нескольких фотоинициаторов, которые также могут присутствовать. В некоторых вариантах осуществления, сенсибилизатор содержит изопропилтиоксантон (ITX) или 2-хлортиоксантон (СТХ). Также могут быть использованы другие сенсибилизаторы. При использовании в пригодной для печати композиции сенсибилизатор может присутствовать в количестве, находящемся в диапазоне приблизительно 0,01 масс. % или приблизительно 1 масс. %, исходя из общей массы пригодной для печати композиции.
Пригодная для печати композиция, описанная в данной заявке, также может содержать один или несколько ингибиторов полимеризации или стабилизирующих агентов. Ингибитор полимеризации может быть добавлен в композицию для обеспечения дополнительной термостабильности композиции. Стабилизирующий агент, в некоторых случаях, содержит один или несколько антиоксидантов. Может использоваться любой антиоксидант, не противоречащий целям настоящего изобретения. В некоторых вариантах осуществления, например, приемлемые антиоксиданты включают различные арильные соединения, включая бутилированный гидрокситолуол (ВНТ), который также может быть использован в качестве ингибитора полимеризации в вариантах осуществления, описанных в данной заявке. В дополнение или в качестве альтернативы ингибитор полимеризации включает метоксигидрохинон (MEHQ).
В некоторых вариантах осуществления, ингибитор полимеризации, если используется, присутствует в количестве приблизительно 0,001-2 масс. % или 0,01-1 масс. %, исходя из общей массы пригодной для печати композиции. Дополнительно, если используется, стабилизирующий агент присутствует в пригодной для печати композиции, описанной в данной заявке, в количестве приблизительно 0,1-5 масс. %, приблизительно 0,5-4 масс. % или приблизительно 1-3 масс. %, исходя из общей массы пригодной для печати композиции.
Пригодная для печати композиция, как описано в данной заявке, также может содержать один или несколько модификаторов абсорбции (например, красителей, оптических отбеливателей, пигментов, дисперсных наполнителей и т.д.) для того, чтобы контролировать глубины проникновения актиничного излучения. Одним особенно приемлемым модификатором абсорбции является Тинопал ОВ, бензоксазол, 2,2'-(2,5-тиофендиил)бис[5-(1,1-диметилэтил)], доступный от BASF Corporation, Florham Park, NJ. Модификатор абсорбции, если используется, может присутствовать в количестве приблизительно 0,01-5 масс. %, приблизительно 0,1-3 масс. % или приблизительно 0,1-1 масс. %, исходя из общей массы пригодной для печати композиции.
Пригодные для печати композиции могут содержать наполнители, включая наноразмерные наполнители. Примерами приемлемых наполнителей являются встречающиеся в природе или синтетические материалы, включая, но не ограничиваясь приведенным: кварц (то есть диоксид кремния, SiO2); нитриды (например, нитрид кремния); стекла и наполнители, полученные, например, из Zr, Sr, Се, Sb, Sn, Ва, Zn и Al; полевой шпат; боросиликатное стекло; каолин (фарфоровая глина); тальк; оксид циркония; диоксид титана; и субмикронные частицы кремнезема (например, пирогенные кремнеземы, такие как те, которые доступны под торговыми обозначениями AEROSIL, в том числе кремнеземы «ОХ 50», «130», «150» и «200» от Degussa Corp., кремнеземы Akron, ОН и CAB-O-SIL М5 и TS-720 от Cabot Corp., Tuscola, IL). Возможными также являются органические наполнители, изготовленные из полимерных материалов, таких как те, которые раскрыты в международной публикации WO 09/045752 (Kalgutkar et al.).
Композиции могут дополнительно содержать волокнистое армирование и красящие вещества, такие как красители, пигменты и пигментные красители. Примеры приемлемого волокнистого армирования включают PGA микрофибриллы, коллагеновые микрофибриллы и другие, как описано в патенте США №6,183,593 (Narang et al.). Примеры приемлемых красящих веществ, как описано в патенте США №5,981,621 (Clark et al.), включают 1-гидрокси-4-[4-метилфениламино]-9,10-антрацендион (FD&C фиолетовый №2); динатриевую соль 6-гидрокси-5-[(4-сульфофенил)оксо]-2-нафталинсульфоновой кислоты (FD&C желтый №6); моногидрат динатриевой соли 9-(о-карбоксифенил)-6-гидрокси-2,4,5,7-тетрайод-3Н-ксантен-3-она (FD&C красный №3); и тому подобное.
Примеры приемлемых пигментов включают, без ограничения: белые пигменты, такие как оксид титана, фосфат цинка, сульфид цинка, оксид цинка и литопон; красные и красно-оранжевые пигменты, такие как оксид железа (бордовый, красный, светло-красный), оксид железа/хрома, сульфоселенид кадмия и кадмий-ртуть (бордовый, красный, оранжевый); ультрамарин (синий, розовый и фиолетовый), хром-олово (розовый), марганец (фиолетовый), кобальт (фиолетовый); оранжевые, желтые и светлые пигменты, такие как титанат бария, сульфид кадмия (желтый), хром (оранжевый, желтый), молибдат (оранжевый), хромат цинка (желтый), титанат никеля (желтый), оксид железа (желтый), никель-вольфрам-титан, феррит цинка и титанат хрома; коричневые пигменты, такие как оксид железа (тускло-желтый, коричневый), марганец/сурьма/оксид титана, титанат марганца, натуральные сиены (темно-коричневые), титан-вольфрам-марганец; сине-зеленые пигменты, такие как алюминат хрома (синий), хром-кобальт-оксид алюминия (бирюза), железная лазурь (синий), марганец (синий), хром и оксид хрома (зеленый) и титановый зеленый; а также черные пигменты, такие как черный оксид железа и технический углерод. Комбинации пигментов обычно используются для достижения желаемого цветового тона в отвержденной композиции.
Использование флуоресцентных красителей и пигментов также может быть полезным для обеспечения возможности просмотра напечатанной композиции в черном свете. Особенно полезным растворимым в углеводороде флуоресцентным красителем является 2,5-бис(5-трет-бутил-2-бензоксазолил)-1-тиофен. Флуоресцентные красители, такие как родамин, также могут быть связаны с катионными полимерами и включены в состав смолы.
При необходимости, композиции по настоящему изобретению могут содержать другие добавки, такие как индикаторы, ускорители, поверхностно-активные вещества, смачивающие агенты, антиоксиданты, винную кислоту, хелатообразующие агенты, буферные агенты и другие подобные ингредиенты, которые будут очевидны для специалистов в данной области техники. Поверхностно-активные вещества, например, неионные поверхностно-активные вещества, катионные поверхностно-активные вещества, анионные поверхностно-активные вещества и их комбинации, необязательно могут быть использованы в композициях. Приемлемые поверхностно-активные вещества включают неполимеризуемые и полимеризуемые поверхностно-активные вещества. Кроме того, лекарственные средства или другие терапевтические вещества могут быть необязательно добавлены к печатным композициям. Примеры включают, но не ограничиваются приведенным, источники фторидов, отбеливающие агенты, противокариесные агенты (например, ксилит), реминерализующие агенты (например, соединения фосфата кальция и другие источники кальция и источники фосфата), ферменты, освежители дыхания, анестетики, свертывающие агенты, нейтрализаторы кислот, химиотерапевтические агенты, модификаторы иммунного ответа, тиксотропы, полиолы, противовоспалительные агенты, противомикробные агенты, противогрибковые агенты, агенты для лечения ксеростомии, десенсибилизаторы и тому подобное, типа, часто используемого в стоматологических композициях.
Также может быть использована комбинация любых из указанных выше добавок. Выбор и количество любой такой добавки может быть выбрано специалистом в данной области техники, при этом желаемый результат достигается без чрезмерных экспериментов.
Пригодные для печати композиции материалов в данной заявке также могут демонстрировать множество желательных свойств, неотвержденных, в виде полуфабриката и в виде дополнительно отвержденных 3D изделий. Пригодная для печати композиция, если она не отверждена, имеет профиль вязкости, соответствующий требованиям и параметрам одной или нескольких систем 3D печати. В некоторых случаях, пригодная для печати композиция, описанная в данной заявке, когда она не отверждена, демонстрирует динамическую вязкость приблизительно 0,1-15000 сП, приблизительно 100-5000 сП или приблизительно 200-3000 сП при 25°С, при измерении в соответствии с ASTM D4287, как приведено в Примерах ниже. В некоторых случаях, пригодная для печати композиция, описанная в данной заявке, когда она не отверждена, демонстрирует динамическую вязкость меньше, чем приблизительно 100 сП или больше, чем приблизительно 1000 сП, при измерении в соответствии с модифицированным ASTM D4287. Для некоторых пригодных для струйной печати композиций, когда они не отверждены, динамическая вязкость может составлять от приблизительно 10 сП до приблизительно 30 сП при температуре впрыскивания.
Кроме того, пригодная для печати композиция, описанная в данной заявке, может быть текучей при температурах впрыскивания, встречающихся в системах 3D печати. Кроме того, в некоторых вариантах осуществления, пригодная для печати композиция затвердевает после нанесения на поверхность во время изготовления трехмерного печатного изделия или объекта. Альтернативно, в других случаях, пригодная для печати композиция остается, по существу, текучей при нанесении на поверхность. Отверждение пригодной для печати композиции, в некоторых вариантах осуществления, происходит посредством изменения фазы пригодной для печати композиции или компонента пригодной для печати композиции. Изменение фазы может включать изменение жидкой фазы в твердую фазу или изменение жидкой фазы в полутвердую фазу. Кроме того, в некоторых случаях, отверждение пригодной для печати композиции включает увеличение вязкости пригодной для печати композиции, такое как увеличение вязкости от состояния с низкой вязкостью до состояния с высокой вязкостью.
Кроме того, пригодная для печати композиция, описанная в данной заявке в отвержденном состоянии, в некоторых вариантах осуществления, может демонстрировать одно или несколько нужных свойств. Пригодная для печати композиция в «отвержденном» состоянии может содержать пригодную для печати композицию, которая включает полимеризуемый компонент, который является, по меньшей мере, частично полимеризованным и/или поперечно сшитым. Например, в некоторых случаях, отвержденное изделие является, по меньшей мере, на приблизительно 10% полимеризованным или поперечно сшитым, или, по меньшей мере, на приблизительно 30% полимеризованным или поперечно сшитым. В некоторых случаях, отвержденная пригодная для печати композиция является, по меньшей мере, на приблизительно 50%, по меньшей мере, на приблизительно 70%, по меньшей мере, на приблизительно 80% или, по меньшей мере, на приблизительно 90% полимеризованной или поперечно сшитой. Отвержденная пригодная для печати композиция также может быть на приблизительно 10% и приблизительно 99% полимеризованной или поперечно сшитой.
Приспособляемость и долговечность отвержденного изделия, изготовленного из пригодных для печати композиций согласно настоящему изобретению может быть частично определена стандартными испытаниями на растяжение и относительное удлинение. Пригодные для печати композиции, как правило, могут характеризоваться, по меньшей мере, одним из следующих параметров после отверждения. Относительное удлинение при разрыве отвержденного изделия может находиться в диапазоне от 80% до 600%. В некоторых вариантах осуществления, относительное удлинение при разрыве составляет, по меньшей мере, 100% и не больше, чем 500%. Предельная прочность при растяжении составляет, как правило, по меньшей мере, 2, 3 или 4 МПа и составляет, как правило, не больше, чем 80 МПа. Модуль упругости Юнга, как правило, составляет, по меньшей мере, 3,0, 5,0, 7,0 или 8,0 МПа и, как правило, составляет не больше, чем приблизительно 500 МПа. В некоторых вариантах осуществления, модуль упругости Юнга отвержденного изделия составляет, по меньшей мере, 5,0 МПа и, как правило, не больше, чем 350 МПа. Такие свойства растяжения и относительного удлинения могут быть измерены, например, согласно способам, описанными в ASTM D638-10, с использованием образца для испытаний типа V.
Приведенные выше механические свойства особенно хорошо подходят для изделий, которые требуют упругости и гибкости, а также адекватной износостойкости и низкой гигроскопичности.
Пригодные для печати композиции, описанные в данной заявке, могут быть смешаны с помощью известных способов. В некоторых вариантах осуществления, например, способ получения пригодной для печати композиции, описанной в данной заявке, включает стадии смешивания всех или, по существу, всех компонентов пригодной для печати композиции, плавления смеси и фильтрования расплавленной смеси. Плавление смеси, в некоторых вариантах осуществления, проводят при температуре приблизительно 50°С или в диапазоне от приблизительно 50°С до приблизительно 85°С. В некоторых вариантах осуществления, пригодную для печати композицию, описанную в данной заявке, получают, помещая все или, по существу, все компоненты композиции в реакционную емкость, и нагревая полученную в результате смесь до температуры, находящейся в диапазоне от приблизительно 50°С до приблизительно 85°С при перемешивании. Нагревание и перемешивание продолжают до тех пор, пока смесь не достигнет, по существу, гомогенизированного расплавленного состояния.
Изготовление изделия
После приготовления, как представлено выше, пригодные для печати композиции согласно настоящему изобретению могут быть использованы в бесчисленном количестве процессов технологии послойного синтеза для создания различных изделий. Обобщенный способ 100 для создания трехмерных изделий проиллюстрирован на Фиг. 1. Каждая стадия способа будет обсуждаться более подробно ниже. Сначала, на стадии 110 желаемая пригодная для печати композиция предоставляется и вводится в резервуар, картридж или другой приемлемый контейнер для использования с помощью или в 3D принтере. Устройство 3D печати селективно отверждает печатную композицию в соответствии с набором инструкций автоматизированного проектирования на стадии 120 с образование полуфабриката, представляющего требуемое изделие. Как только начальный процесс отверждения завершен, временный растворитель удаляется из отвержденного изделия на стадии 130 путем нагревания, извлечения растворителя или других способов удаления растворителя, известных в данной области техники. После процессов удаления растворителя на стадии 130, полуфабрикат подвергают дополнительному отверждению для полимеризации оставшихся неотвержденных полимеризуемых компонентов в полуфабрикате на стадии 140.
Способы печати трехмерного изделия или объекта, описанного в данной заявке, могут включать формирование изделия из множества слоев пригодной для печати композиции, описанной в данной заявке, послойным образом. Кроме того, слои композиции модельного материала могут быть нанесены в соответствии с изображением трехмерного изделия в пригодном для ввода в компьютер формате. В некоторых или во всех вариантах осуществления, пригодная для печати композиция наносится в соответствии с предварительно выбранными параметрами компьютерного моделирования (CAD).
Кроме того, следует понимать, что способы печати 3D изделия, описанные в данной заявке, могут включать так называемые способы «струйной» или «стереолитографии/полимеризации в ванне» 3D печати. Например, в некоторых вариантах реализации, способ струйной печати для печати 3D изделия включает селективное нанесение слоев пригодной для печати композиции, описанной в данной заявке, в текучем состоянии на подложку, такую как сборочная площадка системы 3D печати. Каждый из данных способов изготовления будет описан более подробно ниже. Другие способы трехмерного изготовления известны и могут быть соответствующим образом адаптированы для использования в применениях, описанных в данной заявке. В более общем плане, технологии трехмерного изготовления продолжают становиться доступными. Все такие технологии могут быть адаптированы для использования с пригодными для печати композициями, описанными в данной заявке, при условии, что они предлагают совместимые вязкости изготовления и разрешения для указанных свойств изделия. Изготовление может быть выполнено с использованием любой из технологий изготовления, описанной в данной заявке, либо по отдельности, либо в различных комбинациях, с использованием данных, представляющих трехмерный объект, который может быть переформатирован или иным образом адаптирован по мере необходимости для конкретной технологии печати или другой технологии изготовления.
Вполне возможным является сформировать 3D изделие из пригодной для печати композиции, описанной в данной заявке с использованием стереолитографии (например, полимеризации в ванне). Например, в некоторых случаях, способ печати 3D изделия включает сохранение пригодной для печати композиции, описанной в данной заявке, в текучем состоянии в контейнере и селективное приложение энергии к пригодной для печати композиции в контейнере для отверждения, по меньшей мере, части текучего слоя пригодной для печати композиции, тем самым, формируя отвержденный слой, который определяет поперечное сечение 3D изделия. Кроме того, способ, описанный в данной заявке, может дополнительно включать поднятие или опускание отвержденного слоя пригодной для печати композиции для того, чтобы обеспечить новый или второй текучий слой неотвержденной пригодной для печати композиции на поверхности текучей среды в контейнере, с последующим повторным селективным приложением энергии к пригодной для печати композиции в контейнере для отверждения, по меньшей мере, части нового или второго текучего слоя пригодной для печати композиции для того, чтобы сформировать второй отвержденный слой, который определяет второе поперечное сечение 3D изделия. Кроме того, первое и второе поперечные сечения 3D изделия могут быть связаны или приклеены друг к другу в направлении z (или направлении сборки, соответствующем направлению подъема или опускания, указанному выше) путем приложения энергии для затвердевания пригодной для печати композиции. Кроме того, селективное приложение энергии к пригодной для печати композиции в контейнере может включать применение электромагнитного излучения, такого как УФ-излучение, имеющего достаточную энергию для отверждения пригодной для печати композиции. Способ, описанный в данной заявке, также может включать выравнивание нового слоя текучей пригодной для печати композиция, обеспечиваемое поднятием или опусканием подъемной платформы. Такое выравнивание может быть выполнено, в некоторых случаях, с использованием ракеля или валика, или повторно покрытых шариков. Выравнивание корректирует толщину одного или нескольких слоев до отверждения материала за счет сглаживания распределенного материала для того, чтобы удалить излишки материала и создать равномерно гладкую или плоскую с открытым верхом поверхность на опорной платформе принтера.
Кроме того, следует понимать, что упомянутый выше процесс может повторяться выбранное количество раз для предоставления 3D изделия. Например, в некоторых случаях, этот процесс может повторяться «n» количество раз. Кроме того, следует понимать, что одна или несколько стадий способа, описанных в данной заявке, такие как стадия выборочного приложения энергии к слою пригодной для печати композиции, может быть осуществлена в соответствии с изображением 3D изделия в пригодном для ввода в компьютер формате. Приемлемые стереолитографические принтеры включают Viper Pro SLA, доступный от 3D Систем, Rock Hill, SC и Asiga Pico Plus39, доступный от Asiga USA, Anaheim Hills, CA.
На Фиг. 2 показаны иллюстративные устройства для полимеризации в ванне с использованием стереолитографии («SLA»), которые могут быть использованы с пригодными для печати композициями и способами, описанными в данной заявке. В общем, SLA 200 может включать лазер 202, оптическую систему 204, наводящую линзу 206, подъемник 208, платформу 210 и поверочную линейку 212, в пределах ванны 214, наполненной пригодной для печати композицией. При работе лазер 202 направляется поперек поверхности пригодной для печати композиции для отверждения поперечного сечения пригодной для печати композиции, после чего подъемник 208 слегка опускает платформу 210 и другое поперечное сечение отверждается. Поверочная линейка 212 может двигаться по поверхности отвержденной композиции между слоями, чтобы сгладить и нормализовать поверхность перед добавлением нового слоя. В других вариантах осуществления, ванна 214 может медленно наполняться жидкой смолой, в то время как изделие вытягивается, слой за слоем, на верхней поверхности пригодной для печати композиции.
Смежная технология, полимеризация в ваннах с использованием цифровой оптической обработки («DLP»), также использует контейнер из отверждаемого полимера (например, пригодной для печати композиции). Однако в системе на основе DLP двумерное поперечное сечение проецируется на отверждаемый материал для отверждения требуемого сечения всей плоскости, поперечной к проецируемому лучу, за один раз посредством использования набора микрозеркал с цифровым управлением. Все такие отверждаемые полимерные системы, которые могут быть адаптированы для использования с пригодными для печати композициями, описанными в данной заявке, как предполагается, попадают в рамки термина «полимеризация в ванне», включая «стереолитографическую систему», струйную 3D печать и «цифровую оптическую обработку», как они используются в данной заявке.
В настоящее время в предпочтительных вариантах реализации, пригодные для печати композиции специально предназначены для использования со стереолитографическими системами, но специалисты в данной области техники будут предполагать, что пригодные для печати композиции, описанные в данной заявке, в других случаях могут быть адаптированы для использования со струйными 3D принтерами. По существу, предварительно выбранное количество пригодной для печати композиции, описанной в данной заявке, может быть нагрето до соответствующей температуры и впрыснуто через печатающую головку или множество печатающих головок подходящего струйного принтера для формирования слоя модельного материала на печатной площадке в печатной камере. В некоторых случаях, каждый слой модельного материала наносится в соответствии с предварительно выбранными CAD параметрами. Подходящие печатающие головки для нанесения модельного материала и поддерживающего материала, описанные в данной заявке, коммерчески доступны от различных производителей струйных печатающих устройств. Приемлемые струйные принтеры, например, включают Objet 30Pro, Objet Eden 260VS, и Objet Eden 500V, все из которых доступны от Stratasys, Eden Prairie, MN.
Кроме того, в некоторых вариантах осуществления с участием струйного 3D принтера, пригодная для печати композиция, описанная в данной заявке, остается, по существу, текучей при наслаивании. Альтернативно, в других случаях, пригодная для печати композиция демонстрирует изменение фазы при наслаивании и/или затвердевает при наслаивании. Кроме того, в некоторых случаях, температура окружающей среды для печати может контролироваться таким образом, что впрыскиваемые капли пригодной для печати композиции, затвердевали при контакте с получающейся поверхностью. В других вариантах осуществления впрыскиваемые капли не затвердевают при контакте с получающейся поверхностью, и остаются, по существу, в текучем состоянии. Кроме того, в некоторых случаях, после того, как каждый слой наносится, нанесенный материал выравнивается и отверждается электромагнитным (например, УФ) излучением до наслоения следующего слоя. Необязательно, несколько слоев могут быть нанесены перед выравниванием и отверждением, или несколько слоев могут быть нанесены и отверждены с последующим нанесением одного или нескольких слоев и затем выравниваются без отверждения.
На Фиг. 3 показана общая схема струйного 3D принтера. 3D принтер 300 может включать печатающую головку 302, источник подачи материала 304, платформу 306 и устройства ориентации (не показаны), такие как подъемники, рычаги, ремни и тому подобное, которые могут быть использованы для расположения печатающей головки 302 относительно напечатанного элемента 308 во время операции печати. При работе печатающая головка 302 может наслаивать пригодные для печати композиции послойным способом.
Материал носителя, когда он используется, может быть нанесен способом, согласующимся с тем, что описан выше для пригодных для печати композиций. Материал носителя, например, может быть нанесен в соответствии с предварительно выбранными параметрами CAD таким образом, что материал носителя является смежным или непрерывным с одним или несколькими слоями пригодных для печати композиций. Впрыскиваемые капли материала носителя, в некоторых вариантах осуществления, затвердевают или замерзают при контакте с получающейся поверхностью. В некоторых случаях, нанесенный материал носителя также подвергается выравниванию.
Послойное нанесение пригодной для печати композиции и материала носителя может повторяться до тех пор, пока не будет сформировано 3D изделие. В некоторых вариантах осуществления, способ печати 3D изделия дополнительно включает удаление материал носителя из модельного материала.
После того, как 3D изделие сформировано, его, как правило, удаляют из устройства для 3D печати и промывают, (например, с использование ультразвука, или барботирования, или струйно промывают в растворителе (который может быть таким же или отличаться от временного растворителя в пригодной для печати композиции), который будет растворять часть неотвержденной пригодной для печати композиции, но не отвержденный, в твердом состоянии полуфабрикат. Использованным также может быть любой другой традиционный способ очистки изделия и удаления неотвержденного материала с поверхности изделия. На данной стадии трехмерное изделие, как правило, имеет достаточную прочность полуфабриката для обработки на оставшихся стадиях способа 100.
Возвращаясь к Фиг. 1, временный растворитель, по существу, удаляется из полуфабриката на стадии 130. В настоящее время в предпочтительный вариантах реализации, удаление временного растворителя происходит до любой технологической обработки дополнительного отверждения на стадии 140. Альтернативно, временный растворитель может быть удален после или вовремя дополнительного отверждения. Использованными также могут быть любые известные средства для удаления растворителя. Полуфабрикат может быть подвергнут, например, по меньшей мере, одному из высушивания в печи, вакуумного наддува и замены растворителя. Временный растворитель может быть удален из полуфабриката с использованием источников тепла, таких как пистолет с горячим воздухом, плита с подогревом, пар, обычная печь, инфракрасный нагреватель, радиочастотные (RF) источники или микроволновые источники. В некоторых вариантах осуществления, отвержденное изделие нагревают до температуры выше комнатной температуры, например, приблизительно 60°С, во время процесса удаления растворителя на стадии 130. Однако могут быть использованы различные температуры и время.
В некоторых вариантах осуществления, растворитель удаляется в соответствии с процессом сушки в печи. Например, изделие может быть высушено в обычной печи при температуре, равной, по меньшей мере, 30°С, по меньшей мере 40°С, по меньшей мере 60°С, по меньшей мере 70°С. Время сушки часто составляет больше, чем 6 часов, больше, чем 12 часов, больше, чем 24 часов или больше, чем 36 часов. В некоторых или во всех вариантах температура в печи постепенно увеличивается. Например, скорость повышения температуры может находиться в диапазоне от приблизительно 0,5°С до приблизительно 10°С в минуту. В настоящее время в предпочтительных вариантах реализации, температура повышается ступенчатым способом, с, по меньшей мере, 10 минутным временем выдержки при данной температуре между повышениями температуры.
Альтернативно, приспособление может быть погружено в ванну с подогревом, содержащую подходящую инертную жидкость (например, воду), которая не будет растворять или деформировать изделие. Кроме того, инертная жидкость обычно будет иметь более низкую температуру кипения, чем временный растворитель, так что инертная жидкость может быть легче удалена из полуфабриката. В одном таком варианте реализации замены растворителя для удаления временного растворителя, полуфабрикат может быть погружен в жидкую баню, например, на период от 24 до 48 часов, при температуре 33°С. После удаления, полуфабрикату могут дать высохнуть при комнатной температуре (приблизительно 20-25°С) в течение до 48 часов. Однако, различные температуры и времена могут быть использованы для уменьшения или увеличения времени сушки, времени погружения и их комбинаций.
Указанные выше способы удаления растворителя могут быть объединены с вакуумметрическим давлением для улучшения испарения временного растворителя из из отвержденного изделия. В некоторых вариантах осуществления, приложенное вакуумметрическое давление составляет не больше, чем 500 гПа, в некоторых вариантах осуществления не больше, чем 200 гПа, в некоторых вариантах осуществления не больше, чем 100 гПа, и в еще других вариантах осуществления меньше, чем 20 гПа. В определенных обстоятельствах, удаление растворителя может проводиться при вакуумметрических давлениях 1 гПа или ниже. Скорость повышения вакуумметрического давления, как правило, выбирается так, чтобы избежать кипения временного растворителя в полуфабрикате, которое может привести к образованию вспененных областей в сформированном изделии.
В некоторых или во всех вариантах осуществления, значительная часть временного растворителя удаляется из полуфабриката. Позволение избытку временного растворителя оставаться в печатном изделии может отрицательно повлиять на другие желательные свойства отвержденного материала в зависимости от конкретного применения и состава смолы. В настоящее время в предпочтительных вариантах реализации, по меньшей мере 60 процентов временного растворителя удаляется. В других вариантах реализации, по меньшей мере 80 процентов, по меньшей мере 90 процентов, по меньшей мере 95 процентов, по меньшей мере 98 процентов, и по меньшей мере 99 процентов временного растворителя удаляется из трехмерного изделия. Процент удаления растворителя может быть подтвержден путем регистрации массы изделия до и после отверждения, как указано в Примерах ниже. В определенных вариантах осуществления, в частности, с относительно высокими уровнями временного растворителя, некоторая часть временного растворителя может быть удалена во время начального процесса 3D печати. Соответственно, количество временного растворителя, удаленного во время последующей стадии удаления растворителя, будет меньше, чем ожидалось, учитывая концентрацию растворителя в соответствующей пригодной для печати композиции.
В некоторых вариантах реализации, приемлемым может быть то, что некоторое количество временного растворителя будет оставаться в изделии, поскольку это может сократить процесс и время на изготовление, особенно когда концентрация временного растворителя в пригодной для печати смоле является низкой перед печатью. Кроме того, присутствие приемлемых количеств временного растворителя может в результате привести к более мягкому трехмерному изделию, что может быть выгодным в определенных вариантах реализации.
Частично из-за удаления временного растворителя в некоторых вариантах осуществления настоящего изобретения ожидается, что печатное изделие, полученное на стадии 120, будет сжиматься (то есть, уменьшаться в объеме) таким образом, что размеры изделия после стадии 130 будут меньше, чем ожидалось. Например, печатное изделие может сжиматься на приблизительно 6-8% по объему при удалении растворителя, хотя это, как правило, в результате не будет приводить к значительному искажению формы конечного объекта. Поэтому собственно предполагается, что размеры в цифровом представлении окончательно отвержденного изделия могут быть масштабированы в соответствии с глобальным масштабным коэффициентом, чтобы компенсировать данную усадку. Например, в некоторых вариантах осуществления, по меньшей мере часть цифрового представления изделия может составлять, по меньшей мере, 101% от желаемого размера печатного приспособления, в некоторых вариантах осуществления, по меньшей мере, 102%, в некоторых вариантах осуществления, по меньшей мере, 105%, в некоторых вариантах осуществления, по меньшей мере, 110%, и в некоторых вариантах осуществления, по меньшей мере 120%.
Общий коэффициент масштабирования может быть рассчитан для любого заданного состава пригодной для печати композиции путем создания калибровочной части в соответствии со стадиями 210 и 220 выше. Размеры калибровочного изделия могут быть измерены до удаления растворителя на стадии 230 и дополнительного отверждения на стадии 240.
Как правило, трехмерное изделие, сформированное на начальной стадии 3D печати на стадии 120, как обсуждалось выше, не полностью отверждено, что означает, что не весь полимеризуемый материал в композиции полимеризовался даже после промывания и удаления растворителя. Некоторый неотвержденный полимеризуемый материал, как правило, удаляется с поверхности печатного изделия во время процесса очистки, предшествующего удалению временного растворителя на стадии 130. Поверхность изделия, а также само объемное изделие, как правило, все еще удерживают неотвержденный полимеризуемый материал, что предполагает дополнительное отверждение. Дополнительное отверждение может осуществляться за счет дополнительного облучения актиничным излучением, нагреванием или обоими способами. Воздействие актиничного излучения может осуществляться любым удобным источником излучения, как правило, УФ излучением, в течение периода времени, находящегося в диапазоне от приблизительно 10 до более 60 минут. Нагревание, как правило, проводят при температуре в диапазоне приблизительно 75-150°С, в течение периода времени, находящегося в диапазоне от приблизительно 10 до более 60 минут в инертной атмосфере. Так называемые печи для дополнительного отверждения, которые сочетают в себе УФ излучение и тепловую энергию, особенно хорошо подходят для использования в процессе дополнительного отверждения на стадии 140. В общем, дополнительное отверждение улучшает механические свойства и стабильность трехмерного изделия по сравнению с полуфабрикатом.
Далее описаны общие способы создания прозрачной капы в качестве печатного приспособления 400. Однако, другие стоматологические и ортодонтические изделия могут быть созданы с использованием аналогичных методик и пригодных для печати композиций согласно настоящему изобретению. Иллюстративные примеры включают, но не ограничиваются приведенным, съемные приспособления, имеющие окклюзионные окна, описанные в международной заявке PCT/US2015/068054 (Raby et al.), съемные приспособления с небной пластинкой, описанные в US 20140/356799 (Cinader et al); и упругие полимерные дуговые элементы, описанные в международных заявках PCT/US2016/021239 и PCT/US2016/021583 (Cinader et al.); а также публикации заявки США 2008/0248442 (Cinader et al.). Кроме того, пригодные для печати композиции могут быть использованы при создании кап непрямого соединения, таких как описанные в международной публикации WO 2015/094842 (Paehl et al.) и публикации заявки США 2011/0091832 (Kim, et al.), и других стоматологических изделий, включая, но не ограничиваясь приведенным, коронки, мосты, виниры, вкладки, накладки, пломбы и протезы (например, частичносъемные или полносъемные зубные протезы). Другие пригодные для печати ортодонтические приспособления и устройства включают, но не ограничиваются приведенным, ортодонтические брекеты, ортодонтические щечные направляющие трубки, язычные фиксаторы, ортодонтические ленты, корректоры класса II и класса III, устройства для лечения апноэ во сне, устройства для повышения прикуса, кнопки, зажимы и другие крепежные приспособления.
Альтернативно, пригодные для печати композиции могут быть использованы в других отраслях, таких как аэрокосмическая промышленность, анимация и развлечения, архитектура и искусство, автомобилестроение, потребительские товары и упаковка, образование, электроника, слуховые аппараты, спортивные товары, ювелирные изделия, медицина, производство и т.д.
В качестве другого альтернативного примера в этом контексте возможным является использовать пригодные для печати композиции в качестве адгезивов или в качестве композиций покрытия. Когда новые смеси используются в качестве композиций покрытий, полученные в результате покрытия на древесине, бумаге, металле, керамике, полимере или других поверхностях могут быть устойчивы к царапинам и обладать другими желаемыми качествами в зависимости от применения. Пригодные для печати композиции, описанные в данной заявке, могут быть использованы для формирования (например, отвержденного) поверхностного слоя, изделия с покрытием или поверхности с покрытием, например, путем нанесения композиции покрытия на поверхность (например, подложку или изделие) и отверждения полимеризуемых компонентов композиции покрытия. После того как полимеризуемые компоненты, присутствующие в композициях для покрытия, были отверждены, может быть использован приемлемый растворитель (такой как вода, в некоторых вариантах осуществления) для извлечения нереакционноспособного временного растворителя с покрытой поверхности или отвержденной композиции покрытия. Соответственно, пригодные для печати композиции могут быть применены в качестве композиций покрытия для улучшения свойств печатных изделий и изделий, изготовленных любыми другими способами.
Изготовление ортодонтического приспособления с пригодными для печати композициями
Одна представляющая особый интерес реализация печатного изделия в целом изображена на ФИГ. 4. Печатное изделие 400 представляет собой прозрачную капу и может быть установлено с возможностью съема на некоторых или на всех зубах пациента. В некоторых вариантах осуществления, печатное приспособление 400 представляет собой приспособление из множества устройств с постепенной регулировкой. Печатное приспособление 400 может содержать оболочку, имеющую внутреннюю полость. Внутренняя полость формируется так, чтобы принимать и упруго перемещать зубы от одного расположения зуба к последующему расположению зуба. Внутренняя полость может включать множество приемников, каждый из которых приспособлен для соединения с и приема соответствующего зуба зубной дуги пациента. Приемники расположены на расстоянии друг от друга по всей длине полости, хотя прилегающие участки соседних приемников могут сообщаться друг с другом. В некоторых вариантах осуществления, оболочка насаживается на все зубы, присутствующие на верхней челюсти или нижней челюсти. Как правило, только определенный(ые) зуб(ы) будет перемещаться, в то время как другие зубы обеспечат основание или опорную область для удерживания зубного приспособление на месте, поскольку оно прикладывает упругую силу перемещения к зубу или зубам, подлежащим лечению.
Для того, чтобы облегчить размещение зубов пациента, по меньшей мере, один из приемников может быть смещен по сравнению с соответствующим зубом пациента. Таким образом, корпус приспособления печатного приспособления 400 может быть сконфигурирован с возможностью прикладывать вращательные и/или поступательные силы к соответствующему зубу пациента, когда пациент носит печатное приспособление 400. В некоторых конкретных примерах печатное приспособление 400 может быть сконфигурировано для обеспечения только сжимающих или линейных сил. В тех же или различных примерах печатное приспособление 400 может быть сконфигурировано для приложения поступательных сил к одному или нескольким зубам в приемниках.
В некоторых вариантах осуществления, оболочка печатного приспособления 400 насаживается на некоторые или все передние зубы, присутствующие на верхней челюсти или нижней челюсти. Как правило, только один определенный из зубов будет перемещаться, в то время как другие зубы будут обеспечивать основание или опорную область для удержания приспособления на месте, поскольку оно прикладывает упругую силу перемещения к зубу или зубам, которые должны быть перемещены. Печатное приспособление 400, соответственно, может быть сконструировано таким образом, что любой приемник формируется для того, чтобы облегчить удержание зуба в определенном положении для того, чтобы поддерживать текущее положение зуба.
Способ 500 создания ортодонтического приспособления, используя пригодные для печати композиции согласно настоящему изобретению, может включать основные стадии, как представлено на ФИГ. 5. Отдельные аспекты процесса обсуждаются более подробно ниже. Процесс включает создание плана лечения для изменения положения зубов пациента. Вкратце, план лечения может включать получение данных, представляющих начальное расположение зубов пациента (Стадия 510), которое, как правило, включает получение отпечатка или сканирования зубов пациента до начала лечения. План лечения также будет включать определение конечного или целевого расположения передних и задних зубов пациента (Стадия 520), а также множество запланированных последовательных или промежуточных расположений зубов для перемещения, по меньшей мере, передних зубов в ходе пути лечения от исходного расположения к выбранному окончательному или целевому расположению (Стадия 530). Одно или несколько приспособлений могут быть виртуально спроектированы на основе плана лечения (Стадия 540), и данные изображения, представляющие конструкции приспособления, могут быть экспортированы в формате STL, или в любом другом подходящем для обработки на компьютере формате в систему 3D печати (Стадия 550). Приспособление может быть напечатано с использованием пригодной для печати композиции согласно настоящему изобретению, сохраненной в 3D принтере (Стадия 560).
Печатное приспособление, такое как прозрачная капа, может быть сконструировано и/или предоставлено в виде одного приспособления или в виде части набора, или множества приспособлений. Каждое приспособление может быть сконфигурировано таким образом, что полость для приема зубов имеет геометрию, соответствующую промежуточному или окончательному расположению зубов, предназначенному для приспособления. Некоторые или все зубы пациента могут постепенно перемещаться из исходного расположения зубов в целевое расположение зубов путем модифицирования геометрии приспособления (например, геометрии полости, принимающей зубы) над зубами пациента. Целевое расположение зубов может быть запланированным окончательным расположением зубов, выбранным для зубов пациента в конце всего запланированного ортодонтического лечения. Альтернативно, целевое расположение может быть одним из многих промежуточных расположений для зубов пациента в ходе ортодонтического лечения. Таким образом, понятно, что целевое расположение зубов может представлять собой любое запланированное полученное в результате расположение зубов пациента, которое следует за одной или несколькими поступательными стадиями изменения положения. Аналогичным образом, первоначальное расположение зубов может представлять собой любое первоначальное расположение зубов пациента, за которым следует одна или несколько стадий постепенного изменения положения. Два или больше печатных приспособлений могут быть сгенерированы все одновременно, или в наборах, или партиях. Пациент обычно носит каждое приспособление в течение определенного промежутка времени, как предписано назначающим его врачом. Множество различных конфигураций приспособления могут быть сконструированы и изготовлены перед тем, как пациент наденет приспособление или любое приспособление из серии приспособлений в соответствии со способами, дополнительно указанными ниже. Альтернативно, печатные приспособления могут быть доставлены не все сразу. После ношения конфигурации приспособления в течение соответствующего периода времени пациент заменяет текущую конфигурацию приспособления на следующее приспособление в серии, пока не будут изношены все приспособления в серии. Дополнительные серии приспособлений могут быть изготовлены и носиться до тех пор, пока не будет достигнут удовлетворительный результат лечения.
Создание плана лечение и проектирование приспособления
Стадии процесса определения и создания плана лечения, включающего печатные приспособления для ортодонтического лечения пациента, могут быть реализованы в виде компьютерных программных модулей для выполнения в одной или нескольких компьютерных системах. Системы и способы создания плана лечения могут быть найдены, например, в патентах США US 7,435,083 (Chisti, et al.), US 7,134,874 (Chisti, et al.), публикациях патентных заявок США 2009/0286296 (Wen, et al.); 2010/0260405 (Cinader, Jr.) и U.S. 2012/0061868 (Raby, et al.).
На начальной стадии получают модель или сканирование зубов пациента (и возможно, тканей рта). Как правило, это включает снятие слепка зубов и десен пациента и может дополнительно или альтернативно включать снятие укусов на воске, прямое контактное сканирование, рентгеновский снимок, томографический снимок, сонографический снимок и другие методы получения информации о положении и структуре зубов, челюстей, десен и других ортодонтических тканей. Цифровой набор данных получают из этих данных, которые представляют собой начальное (например, предварительное лечение) расположение зубов и других тканей пациента. Компьютерная модель зубной дуги может быть затем перестроена на основе данных сканирования.
Одним иллюстративным способом получения, по меньшей мере, части начального расположения (или любого последующего расположения) является цифровое сканирование. Виртуальная стоматологическая модель, представляющая зубную структуру пациента, может быть получена с помощью цифрового внутриротового сканирования или путем цифрового сканирования слепка или другой физической стоматологической модели. Цифровые изображения могут предоставляться с использованием переносного внутриротового сканера, такого как внутриротовой сканер с использованием активной выборочной фиксации волнового фронта, разработанного Brontes Technologies, Inc. (Lexington, MA) и описанной, например, в публикации РСТ WO 2007/084727 (Boerjes, et al.). Сканирующие устройства, которые позволяют предоставлять виртуальную стоматологическую модель в виде цифровых данных, доступны, например, под обозначениями Lava™ Scan ST и Lava™ Chairside Oral Scanner C.O.S, оба от 3M Deutschland GmbH. Альтернативно, использованными могут быть другие внутриротовые сканеры или внутриротовые контактные зонды, такие как сканер 3М True Definition™ Scanner, доступный от 3М Company. В одном или нескольких вариантах осуществления могут использоваться другие внутриротовые сканеры или внутриротовые контактные зонды. В качестве другого варианта данные цифровой структуры могут быть обеспечены путем сканирования негативного отпечатка зубов пациента. В качестве еще одного варианта данные цифровой структуры могут быть обеспечены путем визуализации положительной физической модели зубов пациента или путем использования контактного зонда на модели зубов пациента. Модель, используемая для сканирования, может быть изготовлена, например, путем отливки отпечатка зубного ряда пациента из подходящего оттискного материала, такого как альгинат или поливинилсилоксан (PVS), путем заливки отливочного материала (такого как ортодонтический гипс или эпоксидная смола) в оттиск, и позволяя литейному материалу затвердеть. Любой другой подходящий способ сканирования может быть использован для сканирования модели или фактического зубного ряда, включая рентгенографию, лазерное сканирование, компьютерную томографию (КТ), магнитно-резонансную томографию (МРТ) и ультразвуковую визуализацию. Другие возможные способы сканирования описаны, например, в публикации заявки на патент США 2007/0031791 (Cinader, Jr., et al.).
Начальный набор цифровых данных, который может включать как необработанные данные от операций сканирования, так и данные, представляющие модели поверхности, полученные из необработанных данных, может быть обработан для сегментирования составляющих ткани друг от друга, включая определение отдельных зубных объектов. Например, могут быть получены структуры данных, которые в цифровой форме представляют отдельные зубные коронки. В некоторых вариантах осуществления получают цифровые модели всех зубов, включая измеренные или экстраполированные скрытые поверхности и корневые структуры.
Как только начальный набор данных будет обработан, определяются желаемые положения передних и задних зубов. Желаемые конечные положения передних и задних зубов (например, зубов, подлежащих лечению с использованием одного или нескольких печатных приспособлений) могут быть получены, например, у практикующего врача в форме описательной прописи, могут быть рассчитаны с использованием ортодонтических прописей или может быть экстраполирован в вычислительном отношении из клинической прописи. С указанием желаемых конечных положений зубов и цифровым представлением самих зубов может быть указано конечное положение и геометрия поверхности каждого зуба для того, чтобы сформировать полную модель зубов на желаемом конце лечения или стадии лечения. Результатом данной стадии является набор цифровых структур данных, которые представляют желаемое и/или ортодонтически правильное изменение положения моделируемых зубов относительно предположительно стабильной ткани. Зубы и окружающие ткани представлены оба в виде цифровых данных. Дополнительные подробности о программном обеспечении и процессах, которые могут быть использованы для получения целевого расположения зубов, раскрыты, например, в патенте США 6,739,870 (Lai, et al.), и публикациях заявов на патенты США 2005/0170309, 2006/0073435, 2006/0073436, 2006/0105286, и 2008/0233531 (Raby, et al.).
Имея как начальное положение, так и конечное целевое положение для каждого зуба, процесс затем определяет путь лечения или путь зуба для каждого зуба, который должен быть получен и перемещен. Это включает, по меньшей мере, определение множества запланированных последовательных расположений зубов для перемещения этих зубов по пути лечения от начального расположения к выбранному конечному расположению.
Путь перемещения для каждого зуба между начальным положением и желаемым конечным положением может быть рассчитан на основе ряда параметров, включая общее расстояние перемещения зуба, сложность перемещения зубов (например, на основе окружающих структур, типов и местоположений перемещаемых зубов и т.д.) и другие специфические для субъекта данные, которые могут быть предоставлены. На основе такого рода информации пользователь или компьютерная программа могут генерировать соответствующее количество промежуточных стадий (соответствующих количеству стадий лечения). В некоторых вариантах пользователь может указать несколько стадий, и программное обеспечение может, соответственно, отобразить различные конфигурации приспособления. Альтернативно, путь движения может быть направлен (или установлен) пользователем.
Если траектория движения требует, чтобы зубы перемещались больше, чем на заранее определенную величину (например, 0,3 мм или меньше при перемещении по оси X или Y), тогда траектория движения может быть разделена на несколько стадий, где каждая стадия соответствует отдельному целевому расположению. Заранее определенное количество, как правило, представляет собой количество, на которое печатное приспособление может перемещать зуб в конкретном направлении за время, необходимое для каждой стадии лечения. Например, стадии могут быть определены и рассчитаны таким образом, что за каждым дискретным положением может следовать прямолинейное движение зуба или простое вращение из положений зуба, достигнутых на предыдущей дискретной стадии, и таким образом, что количество перемещений, требуемых на каждой стадии, включает ортодонтически оптимальное количество силы на зубной ряд пациента. Как и в случае с другими стадиями плана лечения, эта стадия расчета может включать взаимодействие с практикующим врачом. Взаимодействие практикующего специалиста может быть реализовано с использованием клиентского процесса, запрограммированного для получения положений и моделей зубов, а также информации о пути от серверного компьютера или веб-портала, через который реализуются другие стадии процесса.
В других примерах создание плана лечения включает выбор размеров и форм приемников капы в соответствии с набором предварительно определенных конструкционных ограничений. Набор предварительно разработанных конструкционных ограничений может включать один или несколько факторов, включая, но не ограничиваясь приведенным, максимальную локализованную силу, приложенную к одному или нескольким из окружающих зубов, максимальную вращающую силу, приложенную к одному или нескольким из окружающих зубов, максимальную силу поступательного движения, приложенную к одному или нескольким из окружающих зубов, максимальную суммарную силу, приложенную к одному или нескольким из окружающих зубов, максимальное напряжение и деформация, приложенные к периодонтальным связкам из окружающих зубов, и максимальное растяжение, приложенное к печатному приспособлению при ношении пациентом, когда окружающие зубы находятся в исходном положении.
В одних и тех же или разных примерах определение размеров и форм печатного приспособления может включать выбор толщины оболочки для того, чтобы обеспечить жесткость, подходящую для перемещения одного или нескольких зубов пациента из их начальных положений в отрегулированные положения, когда пациент носит съемное стоматологическое приспособление. Такая выбранная толщина может находиться в диапазоне от приблизительно 0,25 миллиметра и приблизительно 2,0 миллиметров толщиной, например, от приблизительно 0,5 до приблизительно 1,0 миллиметра толщиной. В некоторых примерах материал может быть выбран, по меньшей мере, для части оболочки в соответствии с предварительно определенными конструкционными ограничениями или для обеспечения желаемой характеристики жесткости без необходимости увеличения толщины. Толщина оболочки, как правило, выбирается так, чтобы обеспечить клинически приемлемую толщину материала в результате полученном приспособлении. Толщина оболочки, как правило, должна быть достаточно большой, чтобы приспособление был достаточно упругим, чтобы прикладывать достаточное усилие к зубам, но достаточно тонким, чтобы его можно было удобно носить.
В некоторых или во всех вариантах осуществления, методики анализа методом конечных элементов (FEA) могут быть использованы для анализа усилий на зубах пациента, а также на съемном стоматологическом приспособлении во время определения размеров и форм съемного стоматологического приспособления. Например, FEA могут быть использованы для анализа твердой модели зубов пациента, когда моделируемые зубы перемещаются из их начальных положений в их конечные положения. В некоторых или во всех вариантах осуществления планирование лечения, описанное в данной заявке, может быть воплощено в читаемом на компьютере носителе данных, таком как читаемый на компьютере носитель данных компьютерного устройства врача или изготовителя компьютера. Читаемый на компьютере носитель данных хранит исполняемые компьютером инструкции, которые при выполнении конфигурируют процессор для выполнения методов, описанных выше. Использование FEA в конструкции приспособления описано, например, в патенте США 6,739,870 (Lai, et al.).
Завершенный план лечения для применения в изготовлении приспособлений, как правило, включает множество последовательных расположений между первоначальным расположением и желаемым конечным расположением. Множество последовательных стоматологических расположений может быть встроено в одно приспособление или распределено между несколькими приспособлениями, которые можно носить в серии. Соответственно, подходящий план лечения идентифицирует количество съемных секций, якорей и элементов дуги в приемлемой серии, а также целевое расположение и начальное расположение для каждого приспособления в сериях. Множество запланированных, последовательных расположений может сохраняться между целевыми и начальными расположениями. Как определено в данной заявке, «целевое расположение» может представлять собой желаемое окончательное расположение зубов или запланированное последовательное расположение зубов, которое должно достигаться у пациента после лечения приспособлением. Напротив, «начальное расположение» представляет собой расположение зубов, причем приспособление сконфигурировано для представления, когда приспособление впервые помещают в рот пациента. Как таковая, она наиболее близка по ориентации к начальному или текущему расположению зубов пациента, и в некоторых вариантах осуществления представляет текущее расположение.
Цифровые представления приспособлений могут быть сгенерированы в соответствии с любым одним, несколькими или всеми из множества расположений (включая начальное и конечное). В качестве одной альтернативы, конфигурация виртуального приспособления может быть непосредственно получена из виртуальной модели зубов с использованием способов, таких как те, которые описаны в публикации заявки США 2011/0091832 (Kim, et al.). В одном примере такого способа отклонение может происходить путем определения направляющей линии, которая проходит, по меньшей мере, через часть модельной дуги в заданной начальной, последовательной или целевой конфигурации и находится на расстоянии от дуги и установленных анкеров. Например, направляющая линия следует изогнутой траектории, которая обычно параллельна лицевым поверхностям виртуальных зубов и, как правило, лежит в окклюзионной плоскости. В одном варианте осуществления с помощью компьютера направляющие линии определяются путем отслеживания сегмента линии, который соединяет лицевые крайние грани зубов, если смотреть с окклюзионного направления, смещения сегмента линии наружу в направлении к лицу на определенное расстояние и затем применения операция сглаживания до отрезка. При необходимости, определенное расстояние может использоваться для определения желаемой толщины приспособления. Например, в некоторых или во всех вариантах реализации, создание смещения составляет приблизительно 0,05 мм или больше от поверхности каждой коронки. Процесс может продолжаться путем определения серии подогнанных дуг, каждая из которых простирается над язычной, окклюзионной и лицевой поверхностями модели виртуальной дуги и пересекает каждую направляющую линию, как правило, в перпендикулярном отношении, так что каждая подогнанная дуга проходит над виртуальной моделью, не контактируя с ней.
Внешняя поверхность оболочки виртуального приспособления может быть сформирована путем подгонки поверхности к набору подогнанных дуг. Расчет внешней поверхности приспособления может быть заданным смещением расстояния от внутренней поверхности и она может быть увеличена или уменьшена в целом или в заданных местах в зависимости от запрограммированного движения отдельных зубов. В некоторых вариантах осуществления внешняя поверхность представляет собой оболочку с открытым концом, которая полностью покрывает окклюзионные, язычные и лицевые стороны виртуальной модели, которая включает в себя зубы модели. Необязательно, операция сглаживания поверхности впоследствии выполняется на внешней поверхности. Затем остаток виртуальной оболочки выводится с использованием внешней поверхности. Твердая оболочка может быть сформирована путем определения составной поверхности, которая включает внешнюю поверхность и плоскую поверхность, которая проходит через полость, образованную внешней поверхностью. При виртуальном совмещении с виртуальной комбинированной моделью корпус виртуальной капы окружает один или несколько зубов. Объединенная модель зубов может затем фактически вычитаться из корпуса виртуальной капы, чтобы получить предшественник виртуального приспособления. Предшественник виртуального устройства представляет собой цифровое представление в конечном итоге печатного приспособления, которое в этом случае будет включать корпус, имеющий конфигурацию вогнутой оболочки. Виртуальный предшественник, который предпочтительно присутствует в форме обрабатываемого компьютером файла трехмерных данных, может передаваться на 3D принтер, который изготавливает физическое приспособление на основе виртуального предшественника в соответствии с описанными в данной заявке методиками изготовления.
В некоторых или во всех вариантах осуществления, цифровая форма образца и программное обеспечение, описанные выше, могут быть использованы для анализа и компенсации характеристик материала, таких как усадка печатного изделия, особенно после удаления растворителя. Программное обеспечение и обработка цифровых данных также могут быть адаптированы к конкретным способам изготовления, используемым изготовителем приспособления.
Изготовление приспособления
Каждая желаемая конфигурация печатного приспособления может быть изготовлена с использованием автоматизированной производственной системы на основе цифровой модели печатного приспособления, изготовленной компьютерной системой. Цифровая модель может быть в формате файла STL, хотя также рассматриваются другие форматы, подходящие для использования с системами 3D печати. В разных примерах печатное приспособление может быть сформировано с использованием 3D печати или термоформовано и обрезано, например, обрезано с помощью 5-осевого фрезерования или лазерной резки. При 3D печати печатное приспособление может быть напечатано в 3D формате непосредственно системой 3D печати, но в других примерах печатное приспособление может быть термоформовано поверх формы зубов, сформированной с использованием 3D печати. Например, окончательное расположение зуба может быть определено с использованием компьютерного алгоритма или входных данных от лечащего специалиста в плане лечения, как описано выше, и может быть создано одно или несколько промежуточных расположений зубов, полученных путем разделения лечения на серию отдельных стадий. В одном или нескольких вариантах осуществления одно или несколько промежуточных расположений зубов может включать уменьшенное изображение, как описано, например, в публикации заявки на патент США 2010/0260405 (Cinader, Jr.). После того, как каждое промежуточное или окончательное расположение зубов было получено таким образом, соответствующие стоматологические модели и/или приспособления могут быть непосредственно изготовлены с использованием описанных выше способов.
Изготовление может включать последующую обработку, например, для удаления опорных конструкций или для сборки различных компонентов, что также может быть необходимо, и может выполняться в клинических условиях.
Лечение с использованием 3D печатного приспособления
После получения врачом или пациентом, первое печатное приспособление устанавливается на дуге. Первое печатное приспособление носится почти непрерывно в течение предписанного периода времени, чтобы определить первый период ношения. В конце первого периода ношения пациент (или практикующий врач) вынимает печатное приспособление изо рта и заменяет его новым печатным приспособлением, сконфигурированным для перемещения зубов к следующему последовательному промежуточному расположению в плане лечения пациента.
После ношения какого-либо количества печатных приспособлений пациент может вернуться к практикующему врачу, который может оценить результат первой стадии лечения. В случае, если первая стадия лечения привела к удовлетворительному окончательному размещению зубов пациента, лечение может быть прекращено. Однако, если первая стадия лечения не завершила требуемое движение зубов пациента, может быть выполнена одна или несколько дополнительных стадий лечения. Для того, чтобы начать следующую стадию лечения, практикующий врач может сделать еще одно сканирование зубов пациента, чтобы упростить конструкцию заказанного набора съемных стоматологических приспособлений. В некоторых примерах оценка результата первой стадии лечения может включать повторное сканирование зубов пациента, и в этом случае начало следующей стадии лечения может просто включать отправку цифровой модели зубов пациента на производственное предприятие так, что другое печатное приспособление или серия печатных приспособлений могут быть изготовлены для пациента на основе новых положений зубов пациента. В еще других примерах вновь полученное сканирование может быть использовано для создания одной или нескольких вариантов печатных приспособлений в учреждении практикующего врача.
В одном или нескольких вариантах осуществления, в которых используется прогрессивное лечение зубов пациента, второе, третье или более промежуточное сканирование зубов может быть выполнено с использованием любой подходящей методики или комбинации методик. Затем практикующий врач или производитель может использовать данные промежуточного сканирования для того, чтобы обеспечить одно или несколько дополнительных приспособлений, которые адаптированы для обеспечения одной или нескольких корректирующих сил для зубов, так что один или несколько зубов перемещаются либо в последующее промежуточное расположение, либо в конечное целевое расположение. Любая подходящая методика или комбинация методик может использоваться для обеспечения данных промежуточных сканирований, моделей и элементов дуги, например, методики, описанные в публикации заявки на патент США 2010/0260405 (Cinader, Jr.) и предварительной заявке на патент США, серийный №62/097,733 (номер дела патентного поверенного №75174US002).
Различные методики настоящего изобретения могут быть реализованы на самых разных компьютерных устройствах, таких как серверы (включая облачные), ноутбуки, настольные компьютеры, нетбуки, планшетные компьютеры, портативные компьютеры, смартфоны и тому подобное. Любые компоненты, модули или блоки были описаны, чтобы подчеркнуть функциональные аспекты и не обязательно требуют реализации различными аппаратными блоками. Способы, описанные в данной заявке, также могут быть реализованы в виде аппаратного обеспечения, программного обеспечения, встроенного программного обеспечения или любой их комбинации. Любые признаки, описанные как модули, блоки или компоненты, могут быть реализованы вместе в интегрированном логическом устройстве или отдельно в виде дискретных, но взаимодействующих логических устройств. В некоторых случаях различные функции могут быть реализованы в виде устройства интегральной схемы, такого как микросхема интегральной схемы или набор микросхем. Кроме того, хотя несколько отдельных модулей было описано в данном описании, многие из которых выполняют уникальные функции, все функции всех модулей могут быть объединены в один модуль или даже дополнительно разбиты на дополнительные модули. Модули, описанные в данной заявке, являются только иллюстративными и описаны как таковые для лучшей простоты понимания.
При осуществлении в программном обеспечении способы могут быть реализованы, по меньшей мере частично, с помощью читаемого на компьютере носителя для долговременного хранения информации, содержащего инструкции, которые при исполнении в процессоре выполняют один или несколько способов, описанных выше. Читаемый на компьютере носитель может содержать материальный читаемый на компьютере носитель данных и может составлять часть компьютерного программного продукта, который может включать упаковочные материалы. Читаемый на компьютере носитель данных может содержать оперативное запоминающее устройство (RAM), такое как синхронное динамическое оперативное запоминающее устройство (SDRAM), постоянное запоминающее устройство (ROM), энергонезависимое оперативное запоминающее устройство (NVRAM), электрически стираемое программируемое постоянное запоминающее устройство (EEPROM), флэш-память, магнитные или оптические носители данных и тому подобное. Читаемый на компьютере носитель данных также может содержать энергонезависимое запоминающее устройство, такое как жесткий диск, магнитная лента, компакт-диск (CD), цифровой универсальный диск (DVD), диск Blu-ray, носитель с голографическими данными, или другое энергонезависимое запоминающее устройство. Термин «процессор», как используется в данной заявке, может относиться к любой из вышеупомянутых структур или к любой другой структуре, подходящей для реализации методик, описанных в данной заявке. Кроме того, в некоторых аспектах функциональные возможности, описанные в данной заявке, могут обеспечиваться в выделенных программных модулях или аппаратных модулях, сконфигурированных для выполнения способов согласно настоящему изобретению. Даже если они реализованы в программном обеспечении, способы могут использовать аппаратное обеспечение, такое как процессор, для выполнения программного обеспечения и память для хранения программного обеспечения. В любых таких случаях, компьютеры, описанные в данной заявке, могут определять конкретную машину, которая способна выполнять конкретные функции, описанные в данной заявке. Кроме того, способы могут быть полностью реализованы в одной или нескольких схемах, или логических элементах, которые также могут рассматриваться как процессор.
Варианты осуществления
1. Способ создания трехмерного объекта, при этом способ включает стадии, на которых: а) обеспечивают пригодную для печати композицию, содержащую полимеризуемый высоковязкий компонент, временный растворитель и инициатор; b) селективно отверждают пригодную для печати композицию с образованием изделия, представляющего форму трехмерного объекта; с) удаляют значительное количество временного растворителя из изделия; и d) необязательно отверждают незаполимеризованный полимеризуемый компонент, оставшийся до или после стадии с).
2. Способ согласно варианту осуществления 1, в котором пригодная для печати композиция имеет вязкость не больше, чем 15000 сП при 25°С.
3. Способ согласно варианту осуществления 2, в котором пригодная для печати композиции имеет вязкость не больше, чем 10000 сП при 25°С.
4. Способ согласно варианту осуществления 3, в котором пригодная для печати композиция имеет вязкость не больше, чем 5000 сП при 25°С.
5. Способ согласно любому из предыдущих вариантов осуществления, в котором временный растворитель является нереакционноспособным по отношению к смоле в пригодной для печати композиции.
6. Способ согласно варианту осуществления 5, в котором временный растворитель составляет от 10 до 40 масс. %, в пересчете на массу общей пригодной для печати композиции.
7. Способ согласно варианту осуществления 6, в котором временный растворитель составляет от 15 до 30 масс. %, в пересчете на массу общей пригодной для печати композиции.
8. Способ согласно любому из предыдущих вариантов осуществления, в котором временный растворитель выбирают из группы, состоящей из пропиленкарбоната, изопропилового спирта, метанола и метилового простого эфира трипропиленгликоля и их комбинации.
9. Способ согласно любому из предыдущих вариантов осуществления, в котором временный растворитель имеет температуру кипения, по меньшей мере, 50°С.
10. Способ согласно любому из предыдущих вариантов осуществления, в котором удаление значительного количества временного растворителя включает удаление, по меньшей мере, 60% временного растворителя
11. Способ согласно варианту осуществления 10, в котором удаление значительного количества временного растворителя включает удаление, по меньшей мере, 90% временного растворителя.
12. Способ согласно варианту осуществления 11, в котором удаление значительного количества временного растворителя включает удаление, по меньшей мере, 95% временного растворителя.
13. Способ согласно любому из предыдущих вариантов осуществления, в котором удаление значительного количества временного растворителя включает нагревание изделия при температуре выше 25°С и ниже 90°С в течение, по меньшей мере, 12 часов.
14. Способ согласно любому из предыдущих вариантов осуществления, в котором удаление значительного количества временного растворителя включает стадии, на которых погружают изделие в воду на, по меньшей мере, 12 часов; удаляют изделие из воды; и оставляют изделие высыхать при температуре окружающей среды.
15. Способ согласно любому из предыдущих вариантов осуществления, в котором полимеризуемый высоковязкий компонент имеет вязкость, по меньшей мере, 20000 сП при 25°С перед смешиванием с временным растворителем.
16. Способ согласно варианту осуществления 15, в котором полимеризуемый высоковязкий компонент имеет вязкость, по меньшей мере, 30000 сП и не больше, чем 300000 при 25°С перед смешиванием с временным растворителем.
17. Способ согласно любому из предыдущих вариантов осуществления, в котором полимеризуемый высоковязкий компонент содержит поли(мет)акрилат.
18. Способ согласно варианту осуществления 17, в котором полимеризуемый высоковязкий компонент содержит один или несколько многофункциональных уретан(мет)акрилатов.
19. Способ согласно любому из предыдущих вариантов осуществления, в котором полимеризуемый высоковязкий компонент составляет от 45 до 95 масс. % пригодной для печати композиции, исходя из общей массы пригодной для печати композиции.
20. Способ согласно любому из предыдущих вариантов осуществления, в котором пригодная для печати композиции дополнительно содержит ингибитор полимеризации и модификатор абсорбции.
21. Пригодная для печати композиция, подходящая для технологии послойного синтеза, при этом композиция содержит:
(а) 45-95 масс. % полимеризуемого компонента, имеющего вязкость, по меньшей мере, 20000 сП при 25°С; (b) 5-50 масс. % временного растворителя; (с) 0,1-5 масс. % фотоинициатора; (d) 0,001-1 масс. % ингибитора; и необязательно е) 0,01-1 масс. % модификатора абсорбции, исходя из общей массы композиции.
22. Пригодная для печати композиция согласно варианту осуществления 21, при этом пригодная для печати композиции имеет вязкость не больше, чем 15000 сП при 25°С.
23. Пригодная для печати композиция согласно варианту осуществления 21 или 22, при этом временный растворитель является нереакционноспособным по отношению к смоле в пригодной для печати композиции.
24. Пригодная для печати композиция согласно любому из предыдущих вариантов осуществления, в которой временный растворитель составляет от 10 до 40 масс. %, исходя из общей массы пригодной для печати композиции.
25. Способ согласно варианту осуществления 24, в котором временный растворитель составляет от 15 до 30 масс. %, исходя из общей массы пригодной для печати композиции.
26. Пригодная для печати композиция согласно любому из вариантов осуществления 21-25, в которой временный растворитель выбран из группы, состоящей из пропиленкарбоната, изопропилового спирта, метанола, метилового простого эфира трипропиленгликоля и их комбинации.
27. Пригодная для печати композиция согласно любому из вариантов осуществления 21-25, в котором временный растворитель имеет температуру кипения, по меньшей мере, 50°С.
28. Пригодная для печати композиция согласно любому из предыдущих вариантов осуществления, в которой полимеризуемый высоковязкий компонент имеет вязкость, по меньшей мере, 20000 сП при 25°С перед смешиванием с временным растворителем.
29. Пригодная для печати композиция согласно варианту осуществления 28, в которой полимеризуемый высоковязкий компонент имеет вязкость, по меньшей мере, 30000 сП и не больше, чем 300000 при 25°С перед смешиванием с временным растворителем.
30. Пригодная для печати композиция согласно любому из предыдущих вариантов осуществления, в которой полимеризуемый высоковязкий компонент содержит поли(мет)акрилат.
31. Пригодная для печати композиция согласно варианту осуществления 30, в которой полимеризуемый высоковязкий компонент содержит один или несколько многофункциональных уретан(мет)акрилатов.
32. Пригодная для печати композиция согласно любому из предыдущих вариантов осуществления, в которой полимеризуемый высоковязкий компонент составляет от 60 до 90 масс. % пригодной для печати композиции, исходя из общей массы пригодной для печати композиции.
33. Стереолитографическое устройство, содержащее: ванну; и пригодную для печати композицию внутри ванны, при этом пригодная для печати композиции содержит (а) 45-95 масс. % полимеризуемого компонента, имеющего вязкость, по меньшей мере, 20000 сП при 25°С; (b) 5-50 масс. % временного растворителя; (с) 0,1-5 масс. % фотоинициатора; (d) 0,001-1 масс. % ингибитора; и необязательно е) 0,01-1 масс. % модификатора абсорбции, исходя из общей массы композиции.
Примеры
Цели и преимущества настоящего изобретения дополнительно проиллюстрированы следующими примерами, но конкретные материалы и их количества, приведенные в этих примерах, а также другие условия и детали, не должны истолковываться как неоправданно ограничивающие настоящее изобретение.
Способы исследования
Способ исследования вязкости
Вязкость композиций была и может быть исследована в соответствии с ASTM D4287, используя вискозиметр САР2000+, произведенный компанией Brookfield AMETEK, Inc., Middleboro, MA, USA.
Способ исследования прочности при растяжении, относительного удлинения и модуля упругости
Механические свойства объектов были и могут быть исследованы путем печати образца для исследований, соответствующего форме растягиваемого стержня, описанного в ASTM D638-10, тип V. Ширина W узкого сечения номинально составляет 3,18 мм, длина L узкого сечения 9,53 мм. Толщина образца составляет 1 мм. Общая длина LO образца была уменьшена с 63,5 мм до 48 мм за счет сокращения каждой области захвата на 7,75 мм. Это сделано для размещения растягиваемого стержня в доступной области печати на принтере Asiga PicoPlus39. Образцы испытывают на модели для испытания на растяжение Insight 5SL, изготовленной MTS Systems Corp., Eden Prairie, MN, используя 5 кН тензометрический датчик со скоростью 5,1 мм/мин.
Исследование иллюстративных композиций
Материалы, использованные в следующих примерах, приведены в Таблице 1.
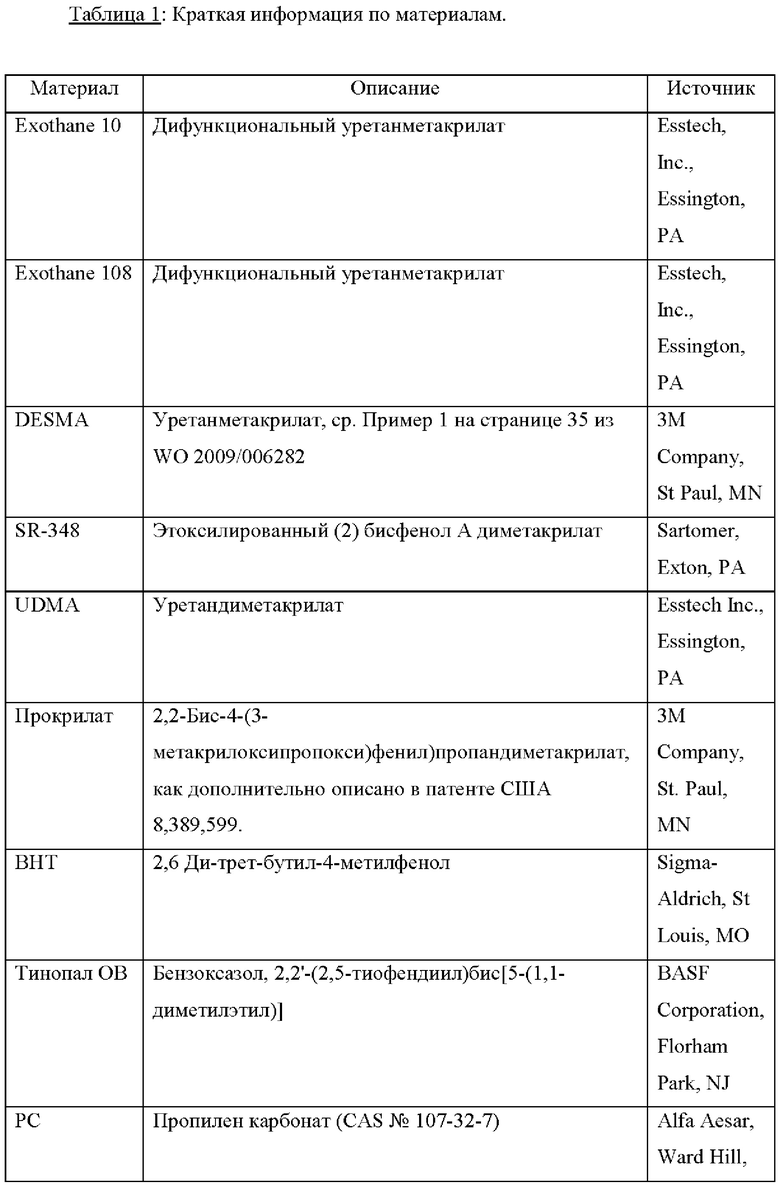
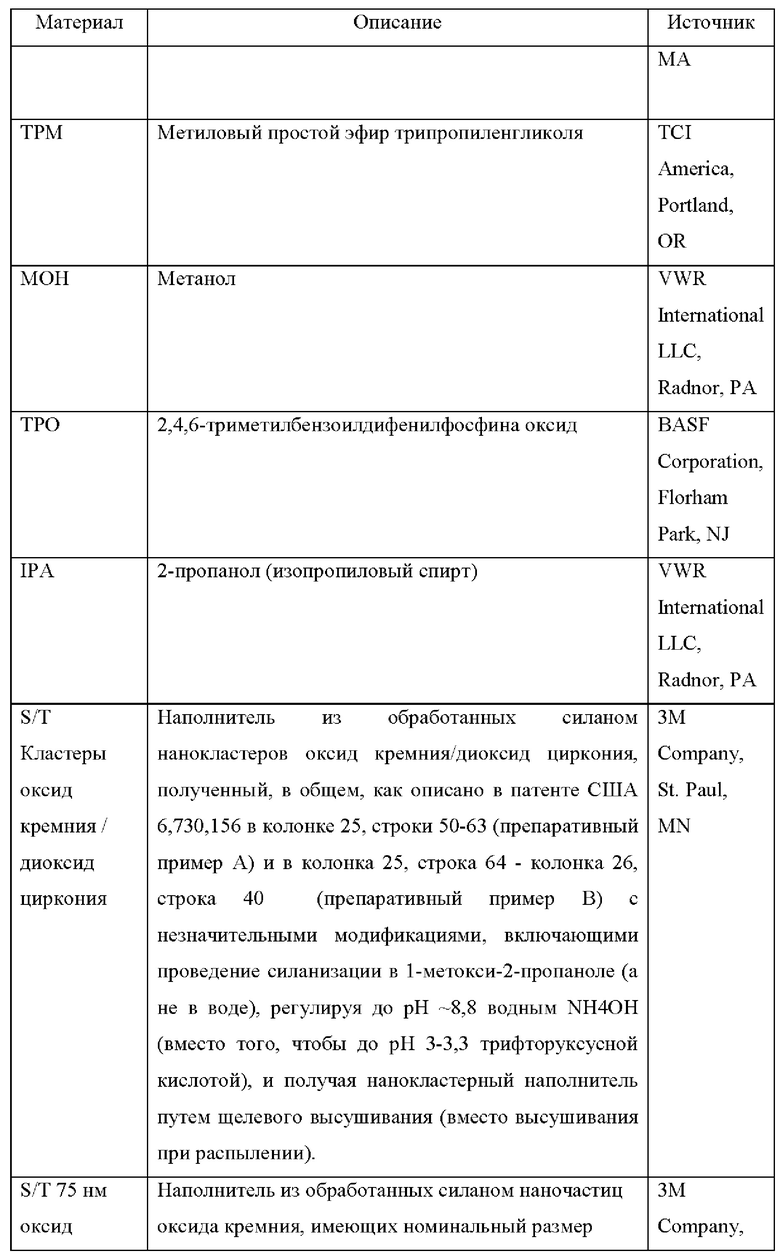
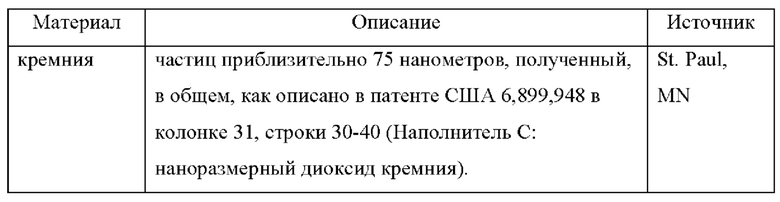
Если не указано иное, все печатные примеры были напечатаны на 3D принтере Asiga PicoPlus39 с полимеризацией в ванной, доступный от Asiga USA, Anaheim Hills, CA.
Примеры 1-3
DESMA и Exothane 108 нагревали на водяной бане до 50°С для того, чтобы снизить вязкость так, чтобы смолы можна было легче обрабатывать. Затем DESMA и Exothane 108 взвешивали в бутылке из желтого стекла на 125 г в количествах, указанных в Таблице 2. Затем добавляли PC, ТРО, Типонал и ВНТ в количествах, указанных в Таблице 2, и бутылки закрывали и помещали на смеситель-качалку на один день.
Затем каждую смесь переносили в сборочный лоток 3D принтера Asiga PicoPlus39, цифровой файл с информацией о печати для 8 растягиваемых стержней загружали в управляющее программное обеспечение принтера Asiga. Высота слоя 50 микрон и время выдержки 3 секунды были выбраны в программном обеспечении проектирования. Затем процесс печати был запущен и выполнен в соответствии с общими инструкциями для принтера. После того как печать была закончена, растягиваемые стержни удаляли и промывали IPA.
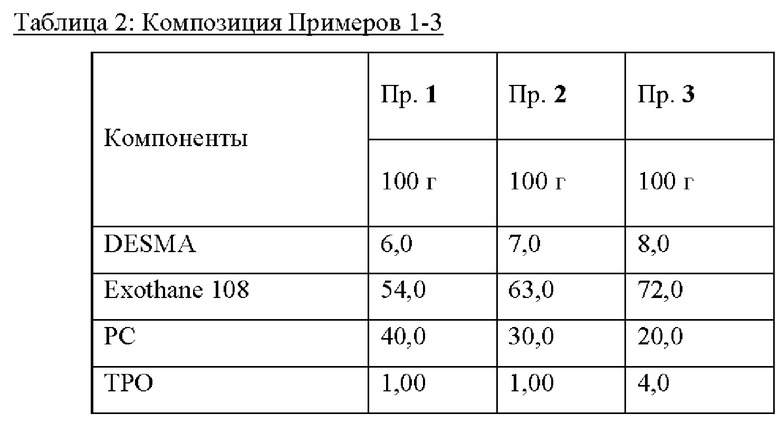
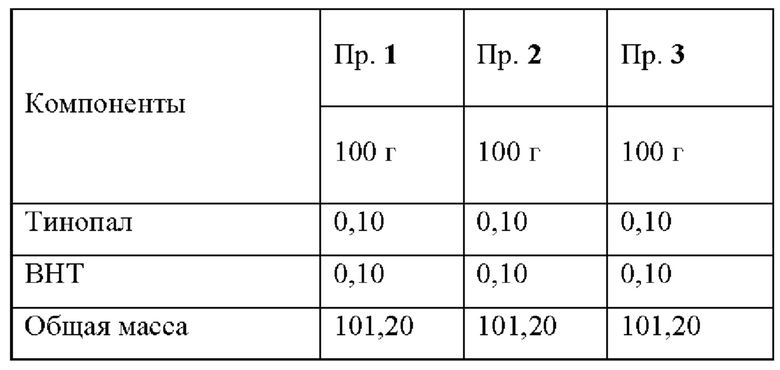
Результаты:
Пример 1 не держался вместе и не образовывал печатный объект.
Смеси Примеров 2 и 3 были пригодны для печати и образовывали растягиваемые стержни.
Примеры 4-8
Дополнительные растягиваемые стержни были напечатаны с использованием способа, описанного выше, с использованием композиции Примера 2. Данные растягиваемые стержни затем подвергали различным способам удаления растворителя, а затем проверяли механические свойства. Результаты и параметры удаления растворителя приведены ниже в Таблице 3.
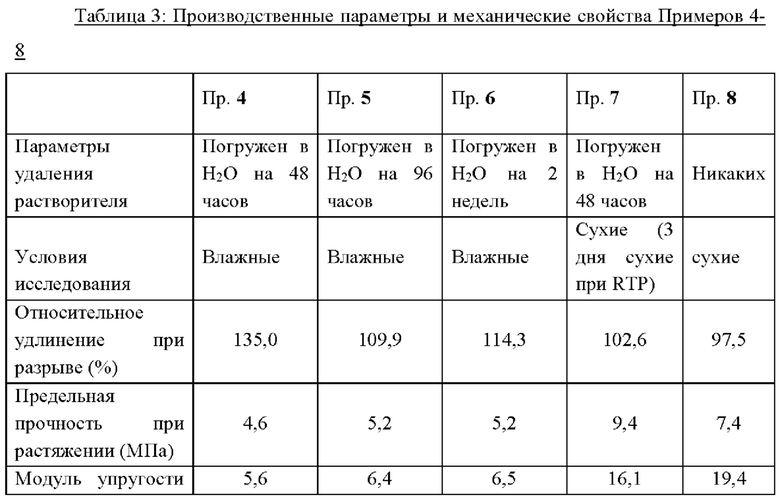

Пример 9
Дополнительный образец получали и обрабатывали в соответствии с параметрами удаления растворителя из Примера 7, и затем снова погружали в воду, чтобы исследовать степень и влияние, если таковые имеются, поглощения воды. Высушенное изделие погружали в воду на 48 часов при температуре и давлении окружающей среды. Механические свойства исследовали на невысушенном изделии, полученные результаты приведены ниже в Таблице 4.
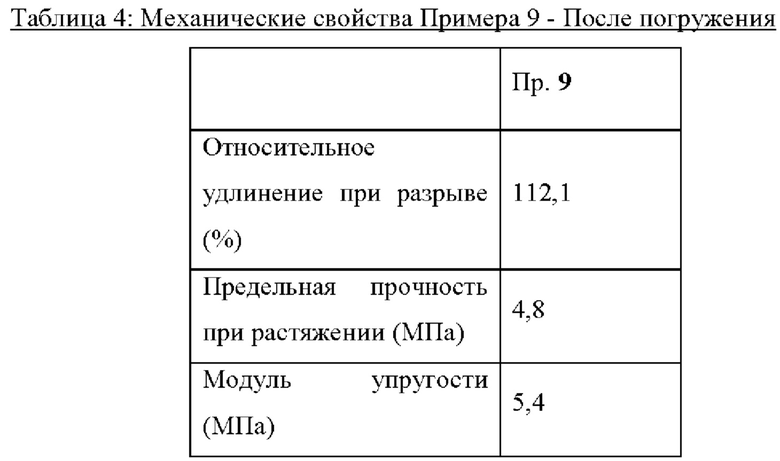
Примеры 10-12
Смесь высоковязких уретанметакрилатов разбавляли 3 различными растворителями для измерения вязкости. DESMA и Exothane 10 нагревали на водяной бане до 50°С для того, чтобы понизить вязкость, так, чтобы смолы можно было легче обрабатывать. Затем 8,0 г DESMA и 72,0 г Exothane 10 взвешивали в бутылке из желтого стекла на 125 г. Затем добавляли 20,0 г растворителя, ТРО, Типонал и ВНТ, и бутылки закрывали и помещали на качалку с колебательными движениями на 2 дня.
Вязкость измеряли с использованием вискозиметра CAP 2000+, используя шпиндель №1. Температуру устанавливали равной 22°С, и устройству давали уравновеситься в течение 10 минут. Время выполнения было установлено равным 30 секундам, за которым следовало время удержания 10 секунд. Приблизительно 0,1 мл смолы добавляли в шпиндель для каждого исследования. Число оборотов в минуту (об./мин.) было выбрано так, чтобы измерение находилось в пределах от 20% до 80% диапазона измерения. Исследование проводилось дважды для каждой композиции, и сообщалось о среднем значении обоих измерений.
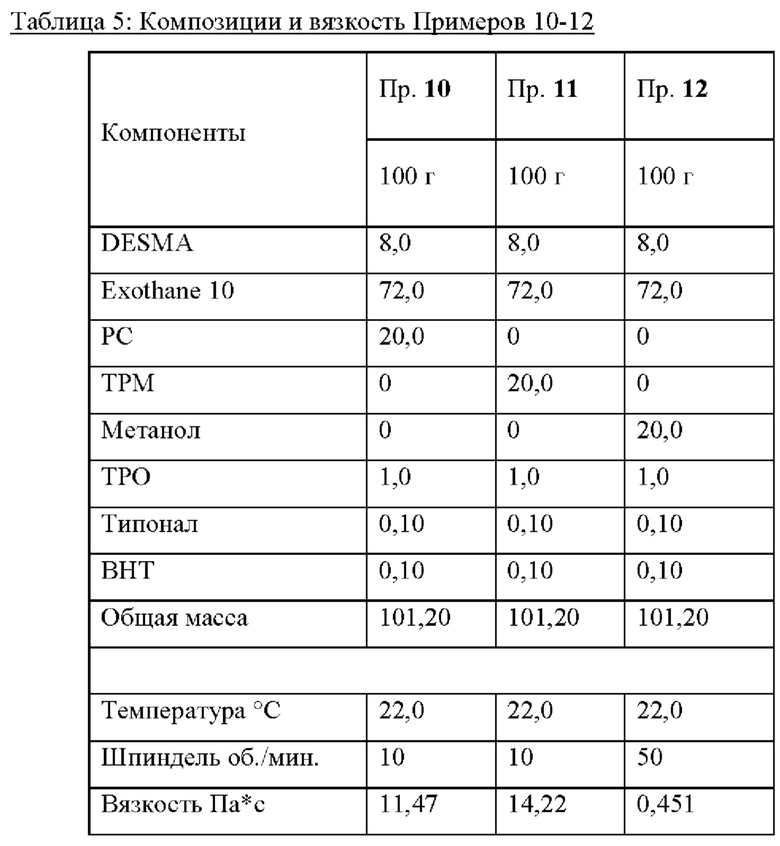
Примеры 13-15
Смесь высоковязких уретанметакрилатов разбавляли 3 различными количествами пропиленкарбоната для того, чтобы измерить удаление растворителя в печи и полученные в результате свойства при растяжении. DESMA и Exothane 10 нагревали на водяной бане до 50°С для того, чтобы понизить вязкость так, чтобы смолы можно было легче обрабатывать. Затем DESMA и Exothane 10, в количествах, указанных в Таблице, взвешивали в бутылке из желтого стекла на 125 г. Затем добавляли пропиленкарбонат, ТРО, типонал и ВНТ, и бутылки закрывали и помещали на качалку с колебательными движениями на 2 дня. Композиции для каждого из образцов 13-15 приведены в Таблице 6 ниже.

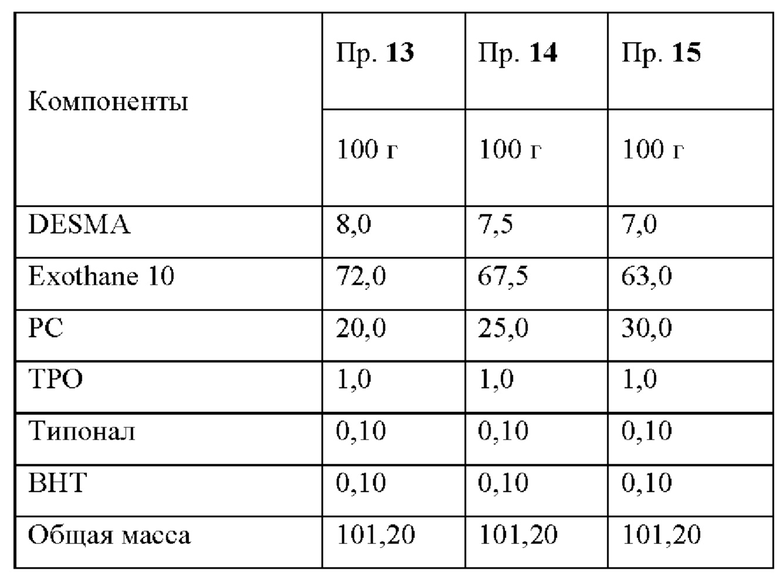
Затем растягиваемые стержни (то есть образцы с геометрией типа V) были напечатаны с использованием пригодных для печати композиций из Примеров 13-15. Данные растягиваемые стержни очищали с помощью IPA, давали высохнуть на воздухе в течение 10 минут и взвешивали. Растягиваемые стержни затем помещали в печь при 60°С на 2 дня, затем температуру увеличивали до 90°С, и растягиваемые стержни оставались при этой температуре в течение 28 дней. Растягиваемые стержни затем удаляли, взвешивали и испытывали на растяжение. Результаты приведены в Таблице 7 ниже.
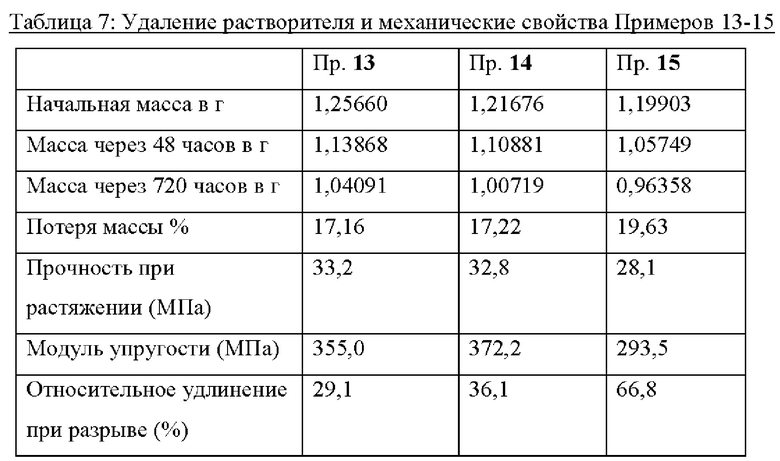

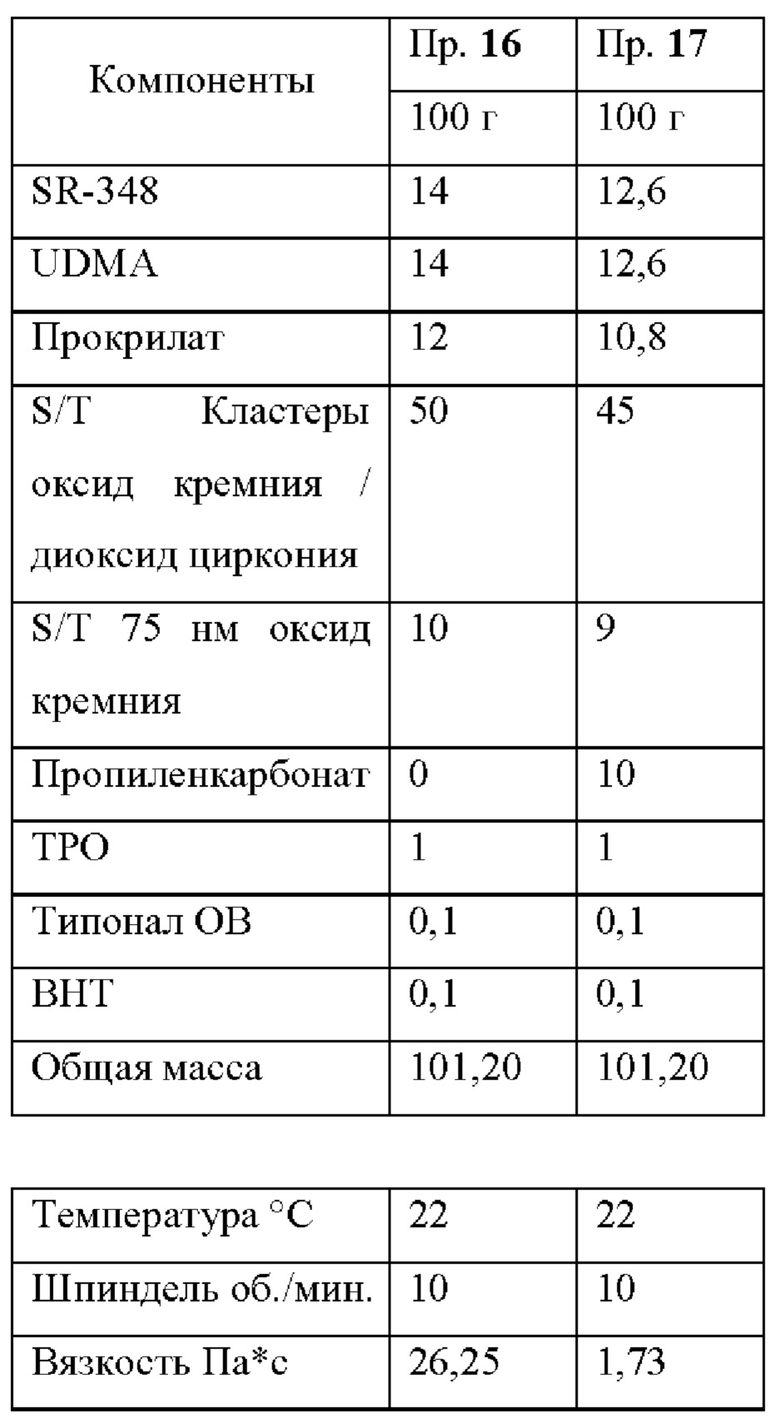
Примеры 16-17
Заполненные смолы (то есть печатные композиции) получали в соответствии с составами, перечисленными в Таблице 8, путем смешивания компонентов смолы и наполнителя в планетарном миксере Thinky (Laguna Hills, СА) на 2000 об./мин. в течение одной минуты. Смешивание повторяли 4 раза, при этом позволяя печатной композиции остыть до комнатной температуры между циклами смешивания.
Вязкость Пр. 16 была слишком высокой, чтобы быть пригодной для печати при комнатной температуре, используя полимеризацию в ванне. Пр. 17 был напечатан и исследован с использованием способа, указанного ниже.
Печать и измерение механических свойств.
Заполненная смола, описанная в Пр. 17, была напечатана на принтере Asiga Pico 2 со светодиодным источником света с длиной волны 385 нм и мощностью ~23 мВт/см2. Стержни для исследования на изгиб в соответствии с ISO-4049 (2×2×25 мм) были напечатаны с лицевой стороной 2×2 на рабочей пластине. Использовались следующие настройки: толщина среза = 50 мкм, технологический прогон слоев = 3, скорость разделения = 10 мм/с, количество слайдов на слой = 1, время выдержки при технологическом прогоне = 15,0 с, нормальное время выдержки = 1,5 с. Исследуемые стержни затем чистили изопропиловым спиртом и затем дополнительно отверждали под Fusion lamps в течение 90 минут с каждой стороны. Образцы затем сушили в вакуумной печи в течение 48 часов при 100°С. 10% потеря массы наблюдалось после сушки в печи. Дополнительно отвержденные исследуемые стержни затем испытывали в приспособлении для изгиба с 3 точками в соответствии с ISO-4049. Прочность на изгиб дополнительно отвержденных исследуемых стержней представлена в Таблице 9 в мегапаскалях (МПа).
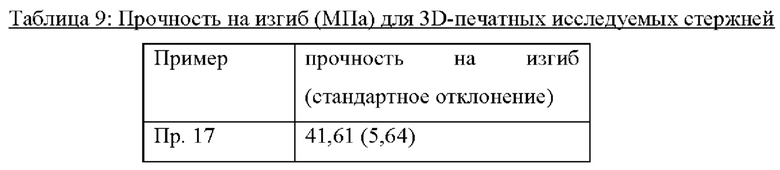
Все патенты и патентные заявки, упомянутые выше, тем самым явно включены в качестве ссылки. Описанные выше варианты осуществления являются иллюстрацией настоящего изобретения, и возможны также другие конструкции. Соответственно, настоящее изобретение не следует рассматривать как ограниченное вариантами осуществления, подробно описанными выше и показанными на прилагаемых чертежах, а вместо этого только справедливым объемом формулы изобретения, которая следует вместе с его эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХМЕРНЫЕ СИСТЕМЫ ПОДЕЛОЧНЫХ МАТЕРИАЛОВ ДЛЯ ИЗГОТОВЛЕНИЯ СТОМАТОЛОГИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2680802C2 |
| СТОМАТОЛОГИЧЕСКИЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ АГЕНТЫ ПРИСОЕДИНЕНИЯ-ФРАГМЕНТАЦИИ | 2012 |
|
RU2586743C2 |
| СТОМАТОЛОГИЧЕСКИЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ ЭТИЛЕННЕНАСЫЩЕННЫЙ АГЕНТ ПРИСОЕДИНЕНИЯ-ФРАГМЕНТАЦИИ | 2012 |
|
RU2573997C2 |
| СОЕДИНЕНИЯ ЗАМЕЩЕННЫХ САХАРИДОВ И СТОМАТОЛОГИЧЕСКИЕ КОМПОЗИЦИИ | 2011 |
|
RU2605097C2 |
| КРАСКА, УСТРОЙСТВО И СПОСОБ ПЕЧАТИ | 2010 |
|
RU2561095C2 |
| Отверждаемая стоматологическая композиция, содержащая смесь агломерированных и агрегированных наночастиц, набор компонентов и их применение | 2014 |
|
RU2650632C2 |
| ОТВЕРЖДАЕМАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕЁ ОТВЕРЖДЁННОГО ПРОДУКТА | 2019 |
|
RU2699556C1 |
| НАПОЛНИТЕЛИ И КОМПОЗИТНЫЕ МАТЕРИАЛЫ С НАНОЧАСТИЦАМИ ДИОКСИДА ЦИРКОНИЯ И КРЕМНЕЗЕМА | 2009 |
|
RU2472708C2 |
| РАДИАЦИОННО-ОТВЕРЖДАЕМЫЕ КОМПОЗИЦИИ | 2019 |
|
RU2795217C2 |
| ПОКРЫВАЮЩАЯ КОМПОЗИЦИЯ НА ОСНОВЕ СМОЛЫ | 2015 |
|
RU2610269C1 |
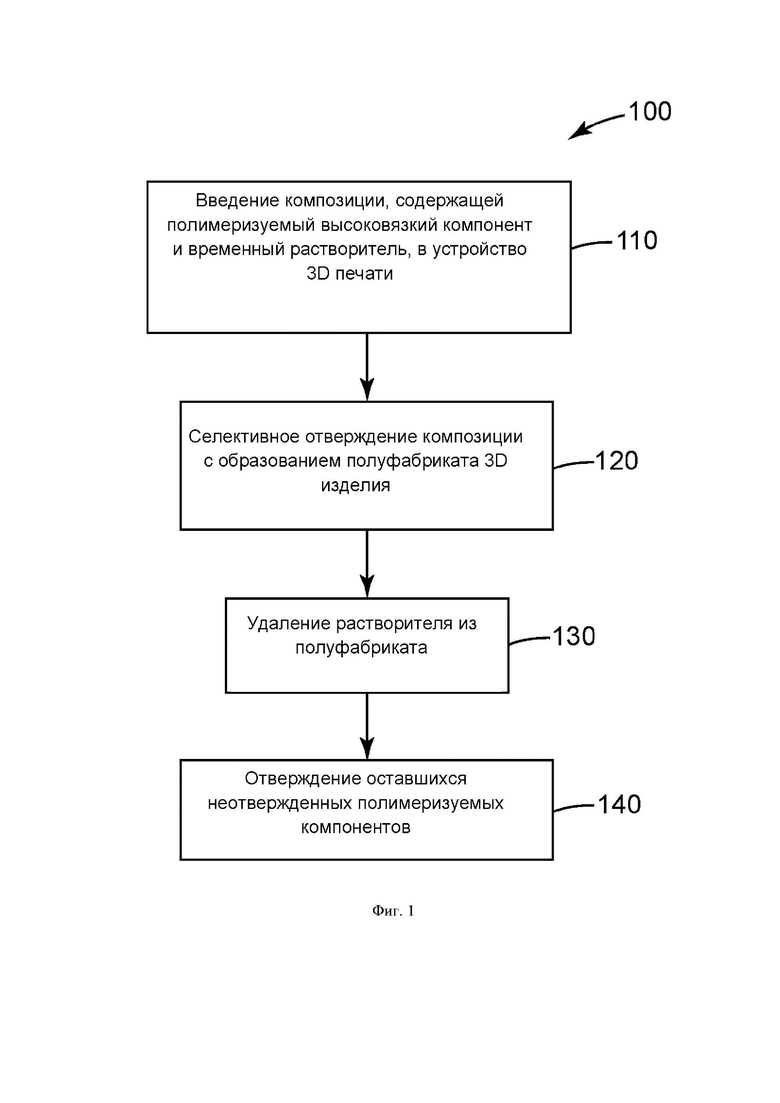
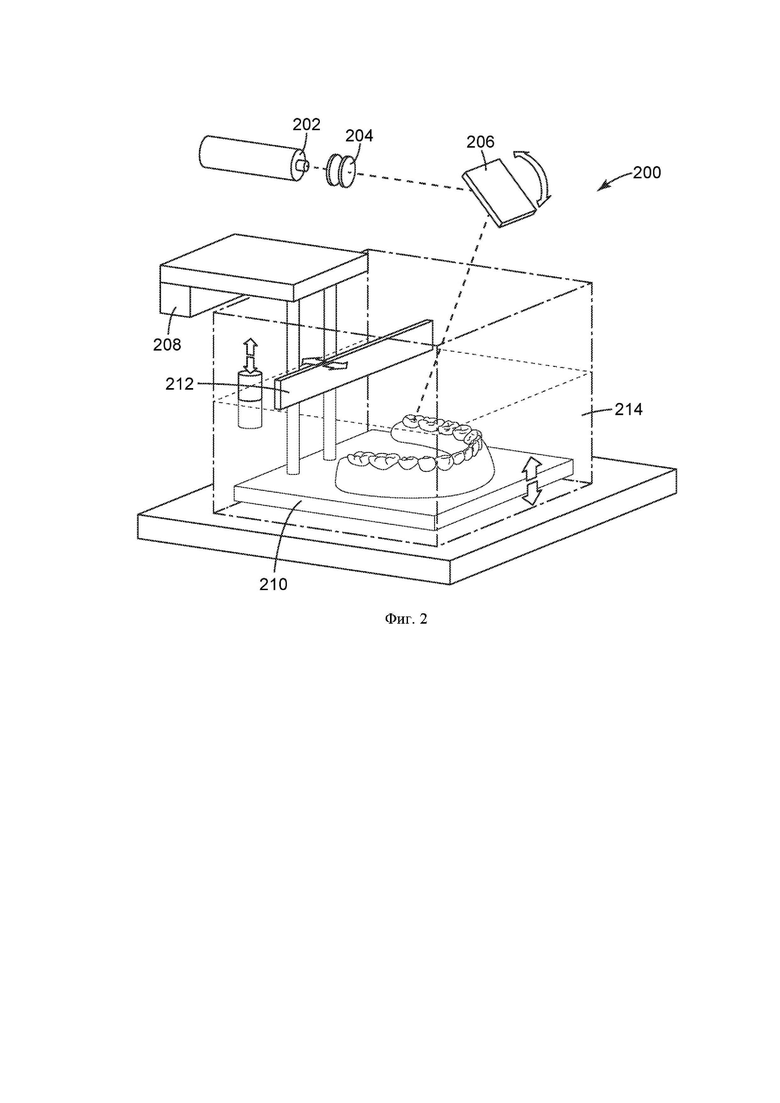
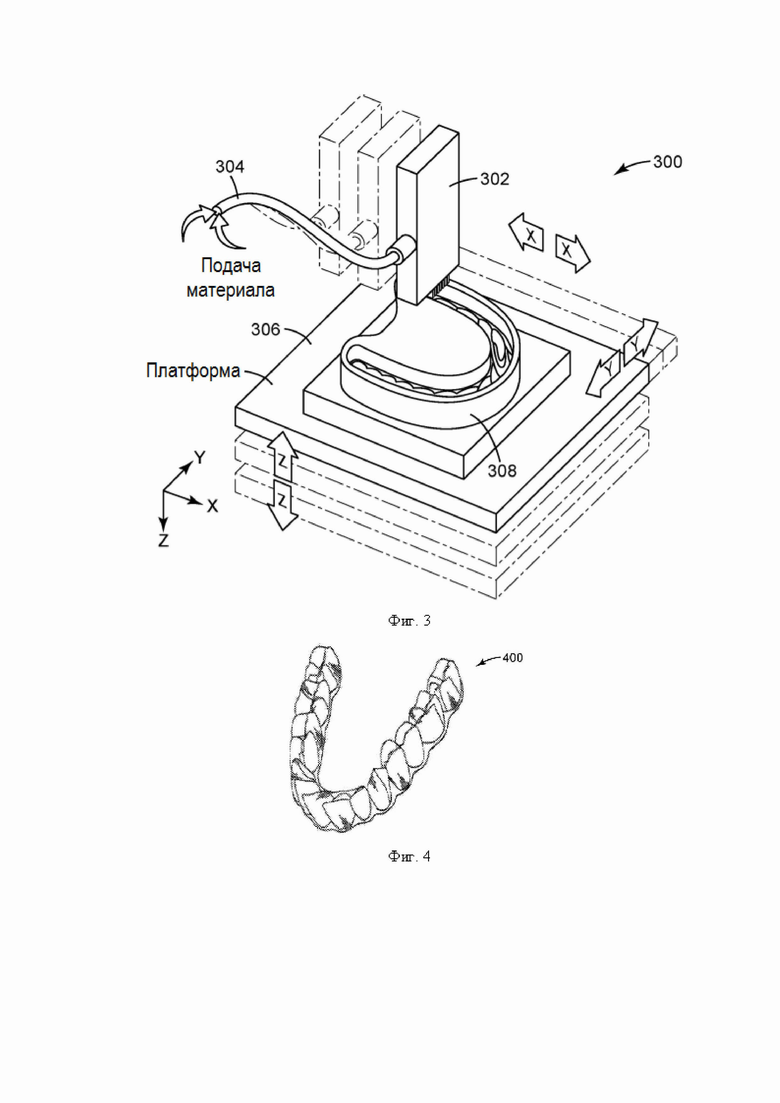
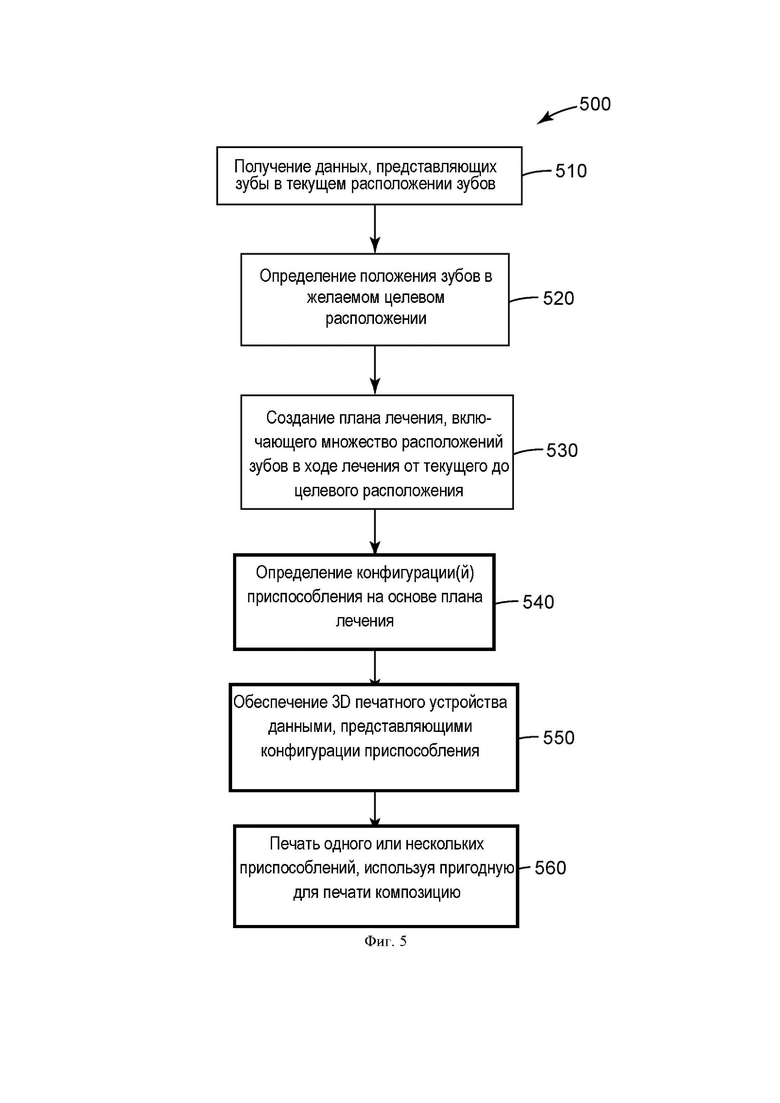
Настоящее изобретение относится к способу создания трехмерного объекта, пригодной для печати композиции и к стереолитографическому устройству. Указанный способ включает стадии, на которых а) обеспечивают пригодную для печати композицию; b) селективно отверждают пригодную для печати композицию с образованием изделия, представляющего форму трехмерного объекта; с) удаляют значительное количество временного растворителя из изделия; и d) необязательно отверждают незаполимеризованный полимеризуемый компонент, оставшийся до или после стадии с). Пригодная для печати композиция содержит полимеризуемый высоковязкий компонент, содержащий по меньшей мере одну этиленненасыщенную связь, 5-30 мас.% временного растворителя и инициатор. Вязкость полимеризуемого высоковязкого компонента составляет по меньшей мере 20000 сП при 25°С перед смешиванием с временным растворителем. Временный растворитель выбирают из нереакционноспособного органического растворителя, имеющего температуру кипения по меньшей мере 50°С, который является нелетучим при 20-25°С и характеризуется давлением паров ниже 150 гПа при 20°С. Настоящее изобретение предусматривает пригодные для печати композиции, содержащие полимеризуемый высоковязкий компонент, который в других случаях не может служить в качестве основного полимеризуемого компонента в способах 3D печати, в частности стереолитографии. Полученные пригодные для печати композиции особенно полезны для изготовления упругих приспособлений для ухода за полостью рта, включая прозрачные капы. 3 н. и 18 з.п. ф-лы, 5 ил., 9 табл., 17 пр.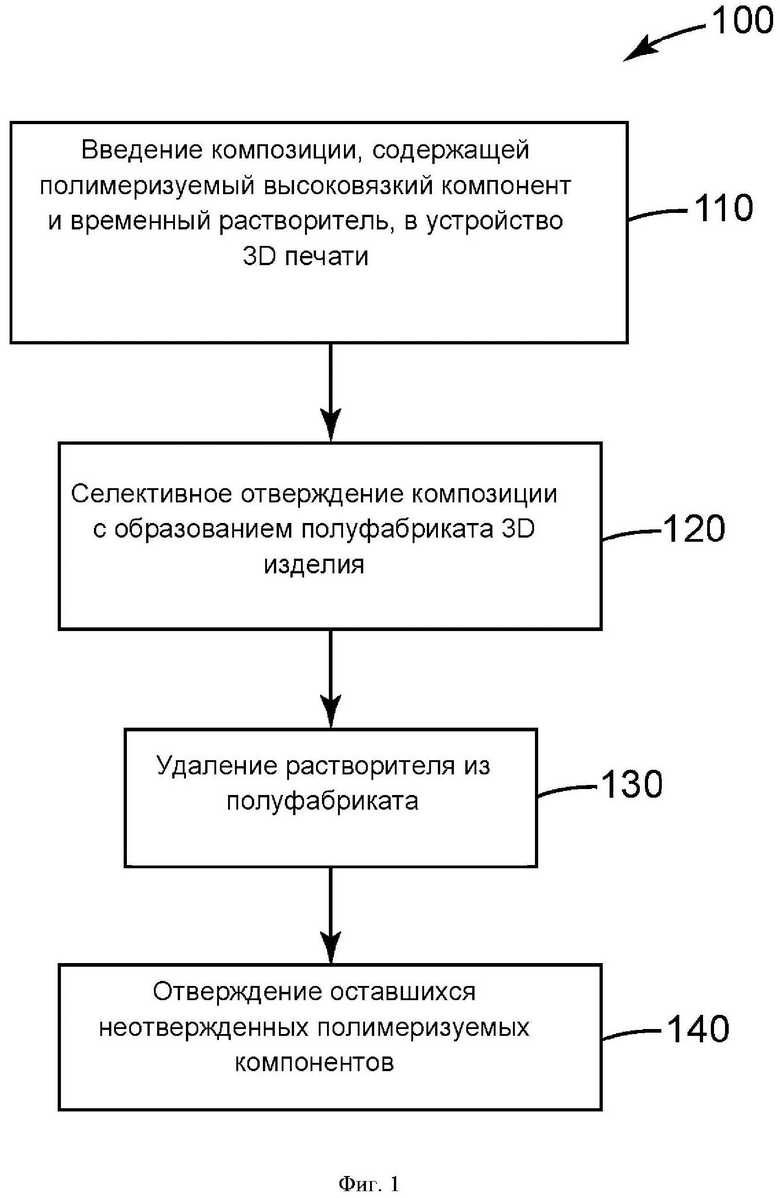
1. Способ создания трехмерного объекта, при этом способ включает стадии, на которых:
a) обеспечивают пригодную для печати композицию, содержащую полимеризуемый высоковязкий компонент, 5-30 мас.% временного растворителя и инициатор, при этом полимеризуемый высоковязкий компонент имеет вязкость по меньшей мере 20000 сП при 25°C перед смешиванием с временным растворителем, причем полимеризуемый компонент содержит по меньшей мере одну этиленненасыщенную связь, и причем временный растворитель выбирают из нереакционноспособного органического растворителя, имеющего температуру кипения по меньшей мере 50°C, который является нелетучим при 20-25°C и который характеризуется давлением паров ниже 150 гПа при 20°C;
b) селективно отверждают пригодную для печати композицию с образованием изделия, представляющего форму трехмерного объекта;
c) удаляют значительное количество временного растворителя из изделия; и
d) необязательно отверждают незаполимеризованный полимеризуемый компонент, оставшийся до или после стадии c).
2. Способ по п. 1, отличающийся тем, что пригодная для печати композиция имеет вязкость не больше чем 15000 сП при 25°C, не больше чем 10000 сП при 25°C или не больше чем 5000 сП при 25°°C.
3. Способ по п. 1, отличающийся тем, что временный растворитель составляет от 10 до 30 мас.%, исходя из общей массы пригодной для печати композиции, или от 15 до 30 мас.%, исходя из общей массы пригодной для печати композиции.
4. Способ по п. 1 или 3, отличающийся тем, что временный растворитель выбирают из группы, состоящей из пропиленкарбоната, изопропилового спирта, метанола и метилового простого эфира трипропиленгликоля и их комбинации.
5. Способ по п. 1, отличающийся тем, что удаление значительного количества временного растворителя включает удаление по меньшей мере 60% временного растворителя по меньшей мере 90% временного растворителя или по меньшей мере 95% временного растворителя.
6. Способ по п. 1, отличающийся тем, что удаление значительного количества временного растворителя включает нагревание изделия при температуре выше 25°C и ниже 90°C в течение по меньшей мере 12 часов.
7. Способ по п. 1, отличающийся тем, что удаление значительного количества временного растворителя включает стадии, на которых погружают изделие в воду на по меньшей мере 12 часов; удаляют изделие из воды; и оставляют изделие высыхать при температуре окружающей среды.
8. Способ по п. 1, отличающийся тем, что полимеризуемый высоковязкий компонент имеет вязкость по меньшей мере 30000 сП и не больше чем 300000 сП при 25°C перед смешиванием с временным растворителем.
9. Способ по п. 1, отличающийся тем, что полимеризуемый высоковязкий компонент содержит поли(мет)акрилат.
10. Способ по п. 9, отличающийся тем, что полимеризуемый высоковязкий компонент содержит один или несколько многофункциональных уретан(мет)акрилатов.
11. Способ по п. 1, отличающийся тем, что полимеризуемый высоковязкий компонент составляет от 45 до 95 мас.% пригодной для печати композиции, исходя из общей массы пригодной для печати композиции.
12. Способ по п. 1, отличающийся тем, что пригодная для печати композиция дополнительно содержит ингибитор полимеризации и модификатор абсорбции.
13. Пригодная для печати композиция, подходящая для технологии послойного синтеза, при этом композиция содержит:
(a) 45-95 мас.% полимеризуемого компонента, имеющего вязкость по меньшей мере 20000 сП при 25°C, причем полимеризуемый компонент содержит по меньшей мере одну этиленненасыщенную связь;
(b) 5-30 мас.% временного растворителя, причем временный растворитель выбирают из нереакционноспособного органического растворителя, имеющего температуру кипения по меньшей мере 50°C, который является нелетучим при 20-25°C и который характеризуется давлением паров ниже 150 гПа при 20°C;
(c) 0,1-5 мас.% фотоинициатора;
(d) 0,001-1 мас.% ингибитора; и необязательно
(e) 0,01-1 мас.% модификатора абсорбции, исходя из общей массы композиции.
14. Пригодная для печати композиция по п. 13, отличающаяся тем, что пригодная для печати композиция имеет вязкость не больше чем 15000 сП при 25°C.
15. Пригодная для печати композиция по п. 13, отличающаяся тем, что временный растворитель составляет от 10 до 30 мас.%, исходя из общей массы пригодной для печати композиции, или от 15 до 30 мас.%, исходя из общей массы пригодной для печати композиции.
16. Пригодная для печати композиция по любому из пп. 13-15, отличающаяся тем, что временный растворитель выбран из группы, состоящей из пропиленкарбоната, изопропилового спирта, метанола, метилового простого эфира трипропиленгликоля и их комбинации.
17. Пригодная для печати композиция по п. 13, отличающаяся тем, что полимеризуемый компонент имеет вязкость по меньшей мере 30000 сП и не больше чем 300000 при 25°C перед смешиванием с временным растворителем.
18. Пригодная для печати композиция по п. 13, отличающаяся тем, что полимеризуемый компонент содержит поли(мет)акрилат.
19. Пригодная для печати композиция по п. 18, отличающаяся тем, что полимеризуемый компонент содержит один или несколько многофункциональных уретан(мет)акрилатов.
20. Пригодная для печати композиция по п. 13, отличающаяся тем, что полимеризуемый компонент составляет от 60 до 90 мас.% пригодной для печати композиции, исходя из общей массы пригодной для печати композиции.
21. Стереолитографическое устройство, содержащее
ванну и пригодную для печати композицию внутри ванны, при этом пригодная для печати композиция содержит:
(a) 45-95 мас.% полимеризуемого компонента, имеющего вязкость по меньшей мере 20000 сП при 25°C, причем полимеризуемый компонент содержит по меньшей мере одну этиленненасыщенную связь;
(b) 5-30 мас.% временного растворителя, причем временный растворитель выбирают из нереакционноспособного органического растворителя, имеющего температуру кипения по меньшей мере 50°C, который является нелетучим при 20-25°C и который характеризуется давлением паров ниже 150 гПа при 20°C;
(c) 0,1-5 мас.% фотоинициатора;
(d) 0,001-1 мас.% ингибитора; и необязательно
(e) 0,01-1 мас.% модификатора абсорбции, исходя из общей массы композиции.
| US 2005072519 A1, 07.04.2005 | |||
| EP 2842980 A1, 04.03.2015 | |||
| ЖИДКАЯ ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ ДЛЯ ЛАЗЕРНОЙ СТЕРЕОЛИТОГРАФИИ | 2008 |
|
RU2395827C2 |
| ФОТОПОЛИМЕРИЗУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ ЛАЗЕРНОЙ СТЕРЕОЛИТОГРАФИИ ВИДИМОГО ДИАПАЗОНА | 2002 |
|
RU2244335C2 |
| СВОБОДНАЯ ОТ СУРЬМЫ ФОТООТВЕРЖДАЕМАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И ТРЕХМЕРНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2408627C2 |

