Область техники.
Изобретение относится к отверждаемым полимерным композициям, включающим фотополимеризующиеся компоненты, отверждаемые под действием излучения ультрафиолетового диапазона с образованием отвержденных продуктов в виде двух - и трехмерных структур с повышенной термо - и теплостойкостью, которые могут найти применение в различных отраслях промышленности, в частности, для изготовления полимерных пленок, трехмерных изделий или прототипов методами стереолитографии, а также к способам изготовления данных отвержденных продуктов из этих композиций.
Предшествующий уровень техники. В последнее время получили широкое применение фотополимеризующиеся композиции (ФПК), из которых посредством отверждения могут быть получены различные продукты, начиная с двухмерных пленок и заканчивая трехмерными изделиями.
Такие изделия из ФПК нашли применение в стоматологии (протезирование), изготовлении типографских клише для штампов (печатей), микросхем и печатных плат и в других областях.
Процесс изготовления продуктов из ФПК может проводиться в соответствии со следующим: ФПК, как правило, находящуюся в жидком состоянии, подвергают воздействию актиничным излучением, под которым в уровне техники понимается электромагнитное излучение, обладающее способностью оказывать воздействие на определенный светочувствительный материал, при этом засвеченные зоны ФПК полимеризуются.
В настоящее время ФПК стали использоваться для изготовления продуктов в твердых трехмерных изделий методом 3D печати.
3D-печать может осуществляться разными способами и с использованием различных материалов. В основе любого из них лежит принцип послойного создания твердого объекта.
Одним из таких методов является стереолитография, основанная на послойном отверждении жидкой ФПК под действием лазерного луча.
Суть лазерной стереолитографии (ЛСЛ) состоит в послойном изготовлении трехмерных объектов из отверждаемой лазерным излучением жидкой олигомерной ФПК. Под воздействием специального реагента молекулы могут соединяться между собой и быстро создавать полимерные цепочки - вещество из ФПК полимеризуется и становится твердым.
Для этой цели в установке стереолитографии применен управляемый лазерный пучок, под воздействием которого проводится полимеризация определенных зон, а ФПК содержит фотоинициатор, который реагирует под действием лазерного освещения. В результате неосвещенные участки остаются жидкими, а освещенные - твердеют.
После окончания процесса стереолитографии, полученное изделие извлекается из установки, очищается от остатков жидкой смолы и дополнительно полимеризуется, поскольку в процессе облучения лазером, ФПК полимеризуется не более, чем на 20%. Для того, чтобы изделие набрало полную прочность полимеризацию необходимо довести до 100%, облучая деталь мощным инициирующим светом в течение 10-20 минут в специальной камере дополимеризации.
В патенте RU 2127444 раскрывается ФПК, содержащая следующие компоненты, в масс. %:
Олигокарбонатдиметакрилат - 80-86
Триэтиленгликольдиметакрилат - 1-6
Медьорганическое соединение общей формулы (I) 4-9
Бутилметакрилат - 1-8
2,2-диметокси-2-фенилацетофенон - 2-3
где медь органическое соединение имеет следующую общую формулу:
Данная композиция обладает увеличенной скоростью отверждения, а также хорошими характеристиками объемной усадки, что приводит к сокращению цикла изготовления деталей и улучшению их точностных характеристик.
Однако, на наш взгляд, данная композиция не будет обеспечивать получение из нее термо-и теплостойких изделий вследствие ее химического состава.
ФПК, заявленная как обеспечивающая получение термостойких объектов методами стереолитографии известна из RU 2646088. Данная ФПК включает поли(N-аллил(2,2'-м-фенилен)-5,5'-дибензимидазолоксид), N,N-диметилакриламид, акриламидный компонент, выбранный из 4,4'-дифенилфталиддиакриламида, 4,4'-оксидифенилдиакриламида, диакриламид[ди(4,4'-дифенилоксидизофталоиламидо)]-фенил-4'-фенилоксида, диакриламид[пента(4,4'-дифенилоксидизофталоиламидо)]-фенил-4'-фенилоксида, и фотоинициатор 2-бензил-2-диметиламино-1-(4-морфолинофенил)-бутанон-1. Она обладает достаточной фоточувствительностью для изготовления трехмерных изделий с термостойкостью 380-440°С произвольной формы в условиях лазерной 3D-стереолитографии с использованием экономичных и малогабаритных лазеров с λ=405 нм.
Авторы известного патента подтверждают термостойкость тем, что «...полученные таким образом материалы заданной геометрической формы согласно данным синхронного термического анализа (ТГ-ДТА/ДСК STA 449 C14/G Jupiter (Netzsch), на воздухе при скорости нагревания 5°/мин) не плавятся вплоть до начала деструкции, которая начинается при 380-440°С, что свидетельствует об их высокой термостойкости».
На наш взгляд, вывод о повышении термостойкости, сделанный на основе данных об отсутствии температуры плавления полимера до начала температуры разложения при 400°С, не является совсем верным, так как температуру эксплуатации полимерного изделия определяет температура стеклования, а не температура плавления полимера. По температуре стеклования данные в патенте отсутствуют.
К недостаткам известной ФПК можно также отнести и то, что она обладает более высокой ценой, чем широко распространенные акриловые ФПК и более низкой скоростью фотополимеризации, что является значительным недостатком, как для технологии ЛСЛ, так и для всех технологий аддитивного производства.
Наиболее близкой к предложенной полимерной композицией является композиция, которая наряду с ФПК также может содержать и термополимеризуемый компонент, в соответствии с заявкой WO 2018119026 (3М INNOVATIVE PROPERTIES СО [US]).
В данной международной заявке раскрывается ФПК, содержащая: (а) полимер - от 1 до 50 мас. % включительно; (б) полимеризуемый компонент - от 5 до 50 мас. % включительно; (с) временный растворитель - от 10 до 80 мас. % включительно; (d) фотоинициатор - 0,1-5 мас. % включительно; и (е) необязательный ингибитор - от 0,001 до 1 мас. % включительно от общей массы. Полимер может быть выбран из группы, состоящей из полиэтилена (ПЭ), поли (мет) акрилата, полипропилена, полиуретана, сульфополиэфира, поликарбоната, полиэтилентерефталата (ПЭТ), термопластичного фторполимера, и их комбинации, а полимеризуемый компонент включает уретановые и/или эпоксидные группы.
Также в данной заявке раскрывается способ изготовления изделий из данной ФПК композиции, включающий следующие стадии:
(I) предоставление упомянутой композиции,
(ii) селективное отверждение упомянутой композиции с образованием зеленой заготовки в виде гелеобразного изделия,
(iii) удаление, по меньшей мере, части растворителя из гелеобразной композиции и
(iv) факультативное отверждение неполемиризованного полимеризуемого компонента, оставшегося после стадии (и) или (iii), проводимое с использованием актиничного излучения или нагрева,
где стадии (i)-(iv) повторяют для создания множества слоев, а отверждение на стадии (ii) ведут с использованием актиничного излучения, содержащего УФ-излучение, излучение электронного луча, видимое излучение или их комбинацию.
К достоинствам данного известного технического решения его авторы относят то, что известная композиция специально разработана и используется для создания упругих изделий с использованием метода 3D печати. Как следует из материалов заявки WO 2018119026, по меньшей мере, один полимер, вводимый в ФПК, обеспечивает за счет своего линейного строения рост упругости (рост минимального удлинения при разрыве). Однако, известная композиция, в основном применяется для использования в стоматологии - для создания зубных протезов, следовательно, не обладает высокой термостойкостью, что является определенной технической проблемой, которую может решить заявленное изобретение. Раскрытие сущности изобретения.
Задачей изобретения является устранение выявленной технической проблемы, а именно повышение термостойкости получаемых изделий и улучшение стабильности композиции при хранении.
Поставленная задача решается отверждаемой полимерной композицией, включающей: термоплимеризуемый компонент, представлявший собой фенолформальдегидную смолу, модифицированную пропаргил галогенидом и фотополимерную композицию, включающую диметакриловый эфир триэтиленгликоля, стирол, винилэфирную смолу на основе бисфенола А или на основе новолачной фенолформальдегидной смолы и фотоинициатор при следующем соотношении компонентов, масс. %:
В частных воплощениях изобретения поставленная задача решается композицией, в которой в качестве фенолформальдегидной смолы используют новолачную или резольную смолу.
В других частных воплощениях изобретения композиция включает новолачную или резольную смолу в частично полимеризованном состоянии.
В качестве фотоинициатора композиция может содержать радикальный фотоинициатор.
Поставленная задача также решается способом изготовления отвержденного продукта из отверждаемой полимерной композиции, характеризующийся тем, что включает:
получение смеси компонентов описанной выше отверждаемой полимерной композиции, ее гомогенизирование, предварительное отверждение упомянутой композиции путем воздействия на нее актиничного излучения с получением жесткого промежуточного продукта и термическое воздействие на упомянутый промежуточный продукт для полимеризации термополимеризуемого компонента с получением конечного продукта. В частных воплощениях данного изобретения в способе в качестве актиничного излучения используют лазерное излучение с длиной волны 360-400 нм. Гомогенизирование смеси осуществляют при температуре не выше 60°С.
Сущность изобретения состоит в следующем.
Как следует из формулы изобретения, отверждаемая полимерная композиция содержит термополимеризуемый термостойкий компонент, в качестве которого выбрана фенолформальдегидная смола (ФФС), модифицированная пропаргиловыми группами, а также компоненты ФПК, обеспечивающие отверждение полимерной композиции путем воздействия актиничного излучения, такие, как диметакриловый эфир триэтиленгликоля, стирол, винилэфирную смолу и фотоинициатор, т.е. для получения изделий из этой композиции реализуются как отверждение актинидным излучением фотоотверждаемых компонентов композиции, так и термическое отверждение ФФС с пропаргиловыми группами.
Предложенная в настоящей заявке полимерная композиция за счет включения в нее компонентов ФПК имеет скорость фотополимеризации сравнимую с полимеризацией акриловых и метакриловых олигомеров, используемых в обычных ФПК для ЛСЛ, но получаемая при этом структура отвержденного изделия представлена двумя взаимопроникающими сетками полимеров - на основе ФФС с пропаргиловыми группами и на основе отвержденных фотополимеров: ФФС с пропаргиловыми группами равномерно «пронизывают» сетку из ФПК и повышают ее термостойкость за счет высокой термостойкости сетки отвержденных пропаргильных групп.
Такая структура полимерного материала обеспечивает температуру стеклования около 250°С, кроме того использование в композиции заявленных веществ делает его производство экономически выгодным.
К еще одному преимуществу заявленной композиции, относится сохранение вязкости композиции на приемлемом уровне в течение длительного срока - повышение вязкости заявленной композиции не наблюдалось при выдерживании образца в течение 14 дней при 50°С (стабильность ФПК в 14 дней при 50°С эквивалентна примерно трехгодичному хранению при 4°С в холодильнике, что является допустимым сроком хранения при практическом использовании ФПК).
Под ФФС, модифицированной пропаргиловыми группами, как правило, понимаются продукты, полученные путем реакции между фенолформальдегидной смолой с пропаргил содержащим соединением, например, пропаргилгалогенидом.
ФФС, модифицированные пропаргиловыми группами, широко представлены в предшествующем уровне техники. Такие смолы, как отмечается во всех известных технических решениях, характеризуются высокой термостойкостью.
Подбор всех компонентов заявленной полимерной отверждаемой композиции и границ их содержания в заявленной композиции, осуществлялся исходя из двух факторов: во-первых, в заявленных интервалах содержания компонентов в композиции, фенолформальдегидная смола, модифицированная пропаргиловыми группами, хорошо смешивается с компонентами ФПК - винилэфирными смолами и метакрилатами, причем, все компоненты смеси могут находиться либо в виде механической смеси, либо в виде смеси частично прореагировавших компонентов, а, во-вторых, коэффициенты усадки всех компонентов композиции лежат в одной и той же области, что важно для уменьшения механический напряжений в получаемом отвержденном материале.
В качестве фенолформальдегидных смол, модифицированных пропаргиловыми группами, в настоящее время нашли применение такие смолы, как новолачные и/или резольные.
ФФС смолы с пропаргиловыми группами, пригодные для использования в заявленной композиции, раскрываются, например, в таких публикациях, как RU 2538202 как продукт, полученный путем реакции между фенольной смолой, выбранной из группы, включающей новолачную или резольную смолу в количестве 59-82% масс. с пропаргил галогенидом в количестве 18-41% масс. в присутствии щелочного агента.
Компоненты композиции и их содержание, также, выбирались из следующих соображений.
Фенолформальдегидные смолы, модифицированные пропаргиловыми группами, главным образом, придают термостойкость композиции, их количество выбрано таким образом, что при выходе за нижнее значение интервала температура стеклования, коррелирующая с термостойкостью, падает, а при выходе за верхнее значение температура стеклования выходит на насыщение, зато значительно растет вязкость и в связи с низкой концентрацией фотополимеризующегося компонента теряется способность к лазерному отверждению.
Функцией диметакрилового эфира триэтиленгликоля в ФПК является снижение вязкости и сополимеризация в качестве низкомолекулярного продукта с винилэфирной смолой, при выходе за нижнее значение интервала скорость фотоотверждения может быть недостаточной для фотополимеризации, например, методом лазерной стереолитографии. При выходе за верхнее значение, конечная температура стеклования отвержденного полимера значительно снижается.
Стирол ускоряет реакцию фотополимеризации, выход за нижние пределы интервала его содержания приводит к недостаточной степени полимеризации, выход за верхние пределы приводит к неконтролируемой радикальной цепной реакции и к отверждению композиции в массу.
Выбор винилэфирной смолы из смолы на основе бисфенола А или на основе новолачной фенолформальдегидной смолы обусловлен высокой химической однородностью к фенолформальдегидные смоле, модифицированной пропаргиловыми группами, что позволяет смешивать их в высоком диапазоне концентраций. Винилэфирная смола, также является фотоотверждаемым компонентом. Выход за верхние пределы интервала содержания смолы приводит к снижению температуры стеклования конечного изделия, а выход за нижние пределы не позволяет провести термическое постотверждение композиции без потери формы вследствие расстекловывания фотоотвержденной композиции.
Содержание фотоинициатора составляет от 0,5 до 1,0 масс. %. Данное содержание является оптимальным для осуществления процесса фотоотверждения. В качестве фотоинициаторов могут быть использованы радикальные фотоинициаторы, например, такие вещества, как 2,2-диметокси-1,2-дифенилэтан-1-он, 1-гидроксициклогексилфенилкетон, 2-метил-1[4-(метилтио)фенил]-2-морфолинопропан-1-он, 2-бензил-1-(3,4-диметоксифенил)-2-диметиламино-бутан-1-он, 2-гидрокси-2-метил-1-фенилпропан-1-он, бис(2,4,6-триметилбензоил)-фенилфосфиноксид и др.
Необходимо отметить, что для некоторых воплощений изобретения использовалась частично полимеризованная ФФС смола, что привело к получению дополнительного технического результата - позволило сократить время температурной выдержки при термическом отверждении изделия.
Способ изготовления отвержденных продуктов и заявленной полимерной отверждаемой композиции предусматривает смешивание всех вышеперечисленных компонентов заявленной композиции, ее гомогенизирование, фотоотверждение композиции путем воздействия актиничного излучения на компоненты ФПК с получением жесткого двух и/или трехмерного продукта и термическое воздействие на упомянутый продукт для полимеризации термополимеризуемого компонента.
Под гомогенизированием в настоящей заявке понимается смешение двух или более компонентов до внешне однородной массы.
Гомогенизирование проводят в термостатируемом реакторе смесительного типа с помощью мешалки якорного типа.
Гомогенизирование может осуществляться при температуре окружающей среды, однако, небольшой подъем температуры, например, до значений, не превышающих температуру термического отверждения компонентов ФПК, позволяет улучшить степень и скорость проводимой гомогенизации.
Фотоотверждение, как сообщалось, проводится под воздействием актиничного излучения, в частности, оно может быть проведено с помощью лазера с использованием SLA или DLP технологии, а также с помощью УФ-лампы.
Если для получения продуктов используется вышеописанный метод лазерной стереолитографии (SLA технология), то для него используют лазерное излучение с длиной волны 360-400 нм. Данный диапазон выбирается, как правило, исходя из возможностей имеющихся лазерных стереолитографических устройств.
В отличие от известного способа по WO 2018119026, фотоотверждение в предложенном способе проводят до такой степени, чтобы получилось твердый продукт, который подвергают термическому отверждению (в известном способе на этой стадии получают гелеобразное изделие, из которого затем удаляют растворитель и только после этого его подвергают дополнительному фото- или термоотверждению).
Изготовление продукта отверждением в заявленной последовательности формирует ту самую вышеописанную структуру, характеризующуюся двумя взаимопроникающими матрицами.
Примеры осуществления изобретения.
Пример 1.
В термостатируемый реактор смесительного типа последовательно загружали 200 г (40%) пропаргилмодифицированной фенолформальдегидной смолы марки СТН-150,175 г (35 %) винилэфирной смолы на основе бисфенола А (БИС-ГМА), 72,5 г (14,5%) стирола, 50 г (10%) диметакрилового эфира триэтиленгликоля (ТГМ-3), 2,5 г (0.5%) фотоинициатора irgacure 651.
Смесь перемешивали в реакторе при температуре 60°С до визуально полной гомогенизации.
Фотополимеризацию ФПК проводили облучением небольшого количество ФПК, помещенной между двумя предметными стеклами через фильтр УФС-2 ультрафиолетовой лампой ОУФк-05 на расстоянии 100 мм (2,5 мВт/см2). Облучение осуществляли с длиной волны λ=300-400 нм, что коррелировало с областью рабочих длин волн промышленных УФ-лазеров. Через определенные промежутки времени проводили съемку ИК-спектров композиции. Расчет скорости отверждения осуществляли по соотношению полос поглощения в области 1620 см-1 (деформационные колебания двойной связи) и 1450 см-1 (деформационные колебания группы -С-СН3). Для сравнения скорости отверждения исследовали скорость фотополимеризации олигоэфиракрилата МДФ-2, который успешно применяется в стереолитографических установках. По полученным образцам также определили объемные усадки.
Отверждение ультрафиолетовой лампой проводили до проводили до получения затвердевшего предварительного продукта в виде тонкой пленки, имеющей жесткую форму.
Затем пленку подвергали термическому отверждению, которое проводили при температуре 250°С.
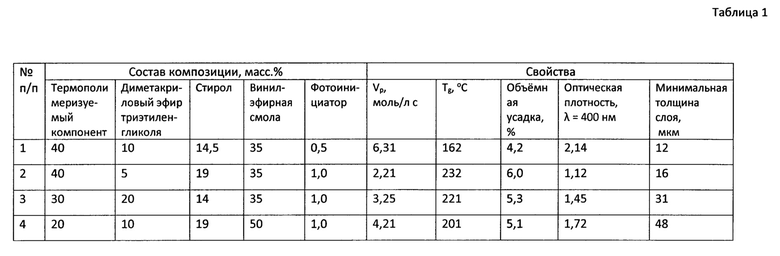
Характеристики полимерной композиции и свойства полученных из нее отвержденных продуктов для этого и последующих примеров приведены в таблице 1.
Пример 2.
Композицию получали в соответствии с примером 1. Выбирали следующее соотношение компонентов: 200 г (40%) пропаргилмодифицированной фенолформальдегидной смолы (СТН-150), 175 г (35%) винилэфирной смолы на основе новолака (Derakane 470), 95 г (19%) стирола, 25 г (5%) диметакрилового эфира триэтиленгликоля (ТГМ-3), 5 г (1%) фотоинициатора irgacure 651.
Предварительное фотоотверждение и термическое отверждение проводили также как и в примере 1.
Пример 3.
Композицию смешивали в соответствии с примером 1. Выбирали следующее соотношение компонентов: 150 г (30%) пропаргилмодифицированной фенолформальдегидной смолы (СТН-150), 175 г (35%) винилэфирной смолы на основе новолака (Derakane 470), 70 г (14%) стирола, 100 г (20%) диметакрилового эфира триэтиленгликоля (ТГМ-3), 5 г (1%) фотоинициатора irgacure 651.
Гомогенизирование смеси проводили в соответствии с примером 1.
Предварительное фотоотверждение осуществляли путем лазерной 3D печати на стереолитографическом принтере "FormLabs Form 2",оснащенным УФ-лазером мощностью 250 мВт и с длиной волны 400 нм.
Пост-отверждение проводили при максимальной температуре 250°С в термостатируемом шкафу.
В соответствии с реологическим исследованием, которое было проведено на вискозиметре Brookfield С2000+, фотоотверждение композиции состава по примеру 3 происходит с быстрым повышением вязкости при температуре начала отверждения. При комнатной температуре вязкость композиции 3 составила 521 Па*с, что находится в диапазоне допустимой вязкости для фотополимера в стереолитографии (верхний предел вязкости 1000 Па*с).
Пример 4.
Полимерную композицию смешивали в соответствии с примером 1. Выбирали следующее соотношение компонентов: 100 г (20%) пропаргилмодифицированной фенолформальдегидной смолы (СТН-150), 245 г (50%) винилэфирной смолы на основе новолака (Derakane 470), 95 г (19%) стирола, 50 г (10%) диметакрилового эфира триэтиленгликоля (ТГМ-3), 2,5 г (0.5%) фотоинициатора irgacure 651 и 2,5 г (0.5%) фотоинициатора irgacure 819.
Предварительное гомогенизирование и фотоотверждение проводили также как и в примере 1.
Пример 5 (опытный).
Композиция состояла из 495 г (99%) олигоэфиракрилата МДФ-2 (метакрил-ди-(диэтиленгликоль) фталат) и фотоинициаторов IRGACURE 651 2,5 г (0,5%) и IRGACURE 819 ц,5 г (0,5%).
Предварительную 3D-печать осуществляли на стереолитографическом принтере "FormLabs Form 2", оснащенным УФ-лазером мощностью 250 мВт и с длиной волны 405 нм. Пост-отверждение проводили при максимальной температуре 250°С в термостатируемом шкафу.
Замеряли скорость отверждения при фотополимеризации и температуру стеклования: Vp=10,12 моль/л с, Tg=62°С
Как следует из приведенных данных, заявленная композиция обладает улучшенной термостойкостью, приемлемой термической усадкой и оптической плотностью, позволяющей использовать заявленную композицию для получения продуктов методами лазерной стереолитографии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Негорючая фотополимеризующаяся композиция для 3D-печати | 2022 |
|
RU2799565C1 |
| СПОСОБ БЛОЧНОЙ ФОТОПОЛИМЕРИЗАЦИИ, ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ | 1994 |
|
RU2138070C1 |
| ЖИДКАЯ ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ ДЛЯ ЛАЗЕРНОЙ СТЕРЕОЛИТОГРАФИИ | 2008 |
|
RU2395827C2 |
| Жидкая фотополимеризующаяся композиция для лазерной стереолитографии | 2017 |
|
RU2685211C2 |
| СВОБОДНАЯ ОТ СУРЬМЫ ФОТООТВЕРЖДАЕМАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И ТРЕХМЕРНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2408627C2 |
| ФОТОПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕРМОСТОЙКИХ ОБЪЕКТОВ МЕТОДОМ ЛАЗЕРНОЙ СТЕРЕОЛИТОГРАФИИ | 2017 |
|
RU2684387C2 |
| Фотополимеризующаяся композиция | 2021 |
|
RU2773188C1 |
| КОМПОЗИЦИЯ И СПОСОБ ЕЕ ОТВЕРЖДЕНИЯ | 1997 |
|
RU2210798C2 |
| ФОТООТВЕРЖДАЕМЫЕ КОМПОЗИЦИИ ДЛЯ ПОЛУЧЕНИЯ АБС-ПОДОБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2431879C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ И ПОЛИМЕРИЗАЦИИ | 2023 |
|
RU2818758C1 |
Изобретение относится к отверждаемым полимерным композициям, включающим фотополимеризующиеся компоненты, отверждаемые под действием излучения ультрафиолетового диапазона с образованием отвержденных продуктов. Предложена отверждаемая полимерная композиция, включающая термополимеризуемый компонент, представляющий собой фенолформальдегидную смолу, модифицированную пропаргил галогенидом (20,0-40,0% мас.), и фотополимерную композицию, включающую (% мас.): диметакриловый эфир триэтиленгликоля (5-20), стирол (14-19), винилэфирную смолу на основе бисфенола А или на основе новолачной фенолформальдегидной смолы (35,0-50,0) и фотоинициатор (0,5-1,0). Предложен также способ изготовления отверждённого продукта из указанной отверждаемой полимерной композиции. Технический результат - предложенная композиция является стабильной при хранении и позволяет заявленным способом получать изделия с улучшенной термостойкостью. 2 н. и 5 з.п. ф-лы, 1 табл., 5 пр.
1. Отверждаемая полимерная композиция, характеризующаяся тем, что включает термоплимеризуемый компонент, представляющий собой фенолформальдегидную смолу, модифицированную пропаргил галогенидом, и фотополимерную композицию, включающую диметакриловый эфир триэтиленгликоля, стирол, винилэфирную смолу на основе бисфенола А или на основе новолачной фенолформальдегидной смолы и фотоинициатор при следующем соотношении компонентов, мас. %:
2. Композиция по п. 1, характеризующаяся тем, что в качестве фенолформальдегидной смолы используют новолачную или резольную смолу.
3. Композиция по п. 2, характеризующаяся тем, что используют новолачную или резольную смолу в частично полимеризованном состоянии.
4. Композиция по п. 1, характеризующаяся тем, что в качестве фотоинициатора она содержит радикальный фотоинициатор.
5. Способ изготовления отвержденного продукта из отверждаемой полимерной композиции, характеризующийся тем, что включает:
получение смеси компонентов отверждаемой полимерной композиции в соответствии с пп. 1-4 формулы,
ее гомогенизирование,
предварительное отверждение упомянутой композиции путем воздействия на нее актиничного излучения с получением жесткого промежуточного продукта и термическое воздействие на упомянутый промежуточный продукт для полимеризации термополимеризуемого компонента с получением конечного продукта.
6. Способ по п. 5, характеризующийся тем, что в качестве актиничного излучения используют лазерное излучение с длиной волны 360-400 нм.
7. Способ по п. 5, характеризующийся тем, что гомогенизирование смеси осуществляют при температуре не выше 60°С.
| WO 2018119026 A1, 28.06.2018 | |||
| ФОТОПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕРМОСТОЙКИХ ОБЪЕКТОВ МЕТОДОМ ЛАЗЕРНОЙ СТЕРЕОЛИТОГРАФИИ | 2016 |
|
RU2646088C1 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ОТВЕРЖДЕННЫХ И МОДИФИЦИРОВАННЫХ ФЕНОЛФОРМАЛЬДЕГИДНЫХ СМОЛ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2016 |
|
RU2654746C1 |

