ОБЛАСТЬ ТЕХНИКИ И УРОВЕНЬ ТЕХНИКИ
Технология аддитивного производства представляет собой процесс формирования пространственного (3D) объекта путем добавления слоев материала, например, пластмассы и металла. Данный процесс часто реализуется с помощью компьютерных систем и, более конкретно, с помощью автоматизированного проектирования с помощью ЭВМ (CAD) для проектирования каждого слоя и всего процесса укладки пакета слоев (layup). Технология аддитивного производства является особенно привлекательной при изготовлении сложных деталей мелкосерийного производства, которые часто используют, например, в авиационно-космической области. В настоящее время стереолитография (SLA), селективное лазерное спекание (SLS) и моделирование методом послойного наплавления (FDM) являются тремя основными способами, которые используют для получения компонентов, изготавливаемых по технологии аддитивного производства. Обычно для этой цели используют чистые полимеры, представляющие собой материалы без каких-либо конструкционных упрочнителей (например, волокон). Задействование конструкционных упрочнителей в изготовлении заготовки по аддитивной технологии оказалось сложным и в основном ограничено небольшими частицами и короткими волокнами. Однако данные типы конструкционных упрочнителей не обеспечивают механических свойств, обусловленных непрерывными волокнами. Кроме того, современные технологии, используемые для изготовления композитных заготовок, например экструзия, могут приводить к образованию пустот и других дефектов в заготовке. Наконец, в случае экструзии и других подобных технологий изготовления композитных заготовок велика вероятность засорения конструкционными упрочнителями.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Предложены композитные заготовочные полосы для технологии аддитивного производства и способы формирования таких полос. Композитная заготовочная полоса может включать в себя непрерывные однонаправленные волокна, проходящие параллельно друг другу и главной оси полосы. Такая непрерывность волокон обеспечивает превосходные механические свойства, например, предел прочности при растяжении вдоль главной оси полосы. Композитные заготовочные полосы могут изготавливаться при помощи продольной резки слоистого композиционного материала в направлении, параллельном волокнам. В некоторых вариантах осуществления, форму поперечного сечения разрезанной полосы можно изменять при помощи повторного нанесения материала по меньшей мере на поверхность полосы и/или путем покрытия разрезанной полосы другим материалом. Данное изменение формы поперечного сечения может производиться без нарушения непрерывных волокон внутри полосы. Распределение поперечных волокон по поперечному сечению внутри полосы может быть неравномерным, с более высокой концентрацией волокон около главной оси полосы, например, для помощи при изготовлении по технологии аддитивного производства.
Предложен способ формирования композитных заготовочных полос с покрытием для использования в технологии аддитивного производства. В некоторых вариантах осуществления, способ содержит продольную резку листа на композитные заготовочные полосы и нанесение покрытия на внешнюю поверхность композитных заготовочных полос. Например, внешняя поверхность может быть покрыта материалом, содержащим второй полимер. В процессе нанесения покрытия формируется слой покрытия на поверхности композитной заготовочной полосы. Данная комбинация слоя покрытия и композитной заготовочной полосы называется композитной заготовочной полосой с покрытием.
Лист, используемый для продольной резки, может содержать первый полимер и непрерывные волокна, проходящие параллельно друг другу внутри данного листа. Продольную резку можно выполнять вдоль направления, параллельного непрерывным волокнам внутри листа, с сохранением таким образом непрерывности волокон. Нанесение покрытия можно выполнять с использованием технологии нанесения покрытия с помощью поперечной экструзионной головки или любой другой подходящей технологии, например, технологии порошкового покрытия и покрытия на основе растворителя.
В некоторых вариантах осуществления, распределение непрерывных волокон по поперечному сечению композитных заготовочных полос до нанесения покрытия на данные полосы является равномерным. Данное распределение волокон сохраняется во время продольной резки. Таким образом, распределение непрерывных волокон по поперечному сечению листа, используемого для продольной резки, также может быть равномерным. Однако когда на разрезанные полосы нанесено покрытие, данное распределение по поперечному сечению изменяется, поскольку в материалах покрытия, например, во втором полимере, не могут использоваться непрерывные волокна. В некоторых вариантах осуществления, второй полимер может включать различные типы волокон или другие типы наполнителей или может по существу не содержать каких-либо волокон или наполнителей. Например, концентрация не полимерных компонентов в материале покрытия может составлять менее 5% об. или даже менее 1% об.
Альтернативно, материал покрытия может включать в себя наполнитель, выбранный из группы, состоящей из волокон, частиц и чешуек. Например, наполнитель может содержать дискретные волокна, отличающиеся от непрерывных волокон листа, и впоследствии композитных заготовочных полос, по меньшей мере на основе соотношения их размеров. Наполнитель можно выбрать из группы, состоящей из термочувствительных добавок, минерального армирующего материала, термо-стабилизатора, стабилизатора ультрафиолетового излучения (УФ), смазочного материала, огнезащитного материала, электропроводящей добавки и пигмента.
В некоторых вариантах осуществления, один из первого полимера и второго полимера содержит один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфида (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ), и термопластичного полиимида (ТПИ). Первый полимер и второй полимер являются одним и тем же полимером. Например, оба полимера, первый полимер и второй полимер, могут быть полиэфиркетонкетоном (ПЭКК).
В некоторых вариантах осуществления, толщина слоя покрытия, образованного на внешней поверхности композитных заготовочных полос, является постоянной. Данный тип покрытия может также упоминаться как конформное покрытие. Изменение толщины может составлять менее 20% или даже менее 10%. В данных вариантах осуществления, поперечное сечение покрытия композитной заготовочной полосы перед нанесением покрытия может представлять собой масштабированное изменение поперечного сечения композитных заготовочных полос.
В некоторых вариантах осуществления, концентрация непрерывных волокон в поперечном сечении композитных заготовочных полос перед нанесением покрытия данных полос составляет по меньшей мере около 40% об. Поскольку волокна не добавляют или удаляют во время продольной резки, концентрация волокон в листе, разрезаемом на непрерывные полосы, может быть одинаковой. Данной концентрацией можно управлять во время изготовления листа, например, путем выбора слоев для послойного формования.
В некоторых вариантах осуществления, поперечное сечение композитных заготовочных полос или, более конкретно, профиль поперечного сечения, остается одинаковым при покрытии внешней поверхности композитных заготовочных полос материалом. Другими словами, процесс нанесения покрытия может не нарушать композитные заготовочные полосы.
В некоторых вариантах осуществления, профиль поперечного сечения композитных заготовочных полос без покрытия выбирают из группы, состоящей из прямоугольника, квадрата и трапеции. Профиль поперечного сечения композитных заготовочных полос с покрытием выбирают из группы, состоящей из овала, круга, прямоугольника, квадрата и прямоугольника с закругленными углами, и квадрата с закругленными углами.
В некоторых вариантах осуществления, способ дополнительно содержит формирование листа, используемого для продольной резки. Данную операцию выполняют перед продольной резкой листа, а операция может включать в себя укладку пакета слоев (layup), содержащего волокносодержащие слои, с последующим формованием данного пакета слоев. В некоторых вариантах осуществления, все листы пакета слоев являются волокносодержащими слоями. В данных вариантах осуществления, объемная доля непрерывных волокон внутри слоистого листа может быть постоянной. Альтернативно, пакет слоев может быть сформирован из одного или более волокносодержащих слоев, а также одного или более полимерных слоев. Полимерные слои могут не содержать волокон или любых других наполнителей. В данных альтернативных вариантах осуществления, объемная доля непрерывных волокон внутри слоистого листа изменяется вдоль всей толщины слоистого листа. Например, объемная доля непрерывных волокон внутри слоистого листа больше в центре слоистого листа вдоль толщины слоистого листа, чем на одной из поверхностей слоистого листа.
В некоторых вариантах осуществления, перед нанесением покрытия на внешнюю поверхность композитных заготовочных полос, способ может включать в себя изменение профиля поперечного сечения каждой из композитных заготовочных полос. Например, композитные заготовочные полосы без покрытия могут включать в себя участки поверхности, не содержащие непрерывных волокон, и материалы из данных участков поверхности могут перераспределяться, формируя, таким образом, новый профиль поперечного сечения.
Также предложена композитная заготовочная полоса с покрытием для использования в технологии аддитивного производства. В некоторых вариантах осуществления, композитная заготовочная полоса с покрытием содержит композитную заготовочную полосу и слой покрытия, размещенный на внешней поверхности композитной заготовочной полосы. Композитная заготовочная полоса содержит первый полимер и непрерывные волокна, проходящие параллельно друг другу внутри листа. Слой покрытия может образовывать сплошную или частичную оболочку вокруг композитной заготовочной полосы.
Данные и другие варианты осуществления описаны дополнительно ниже со ссылкой на фигуры.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1А представлена блок-схема процесса, соответствующего способу формирования композитных заготовочных полос для изготовления по аддитивной технологии согласно некоторым вариантам осуществления.
На фиг. 1В представлена блок-схема процесса, соответствующего другому способу формирования композитных заготовочных полос, включающих в себя слои покрытия согласно некоторым вариантам осуществления.
На фиг. 2А представлен схематический вид в поперечном сечении пакета слоев, включающего в себя множество полимерных слоев и волокносодержащих слоев согласно некоторым вариантам осуществления.
На фиг. 2В представлен схематический вид в перспективе участка пакета слоев, показанного на фиг. 2А, иллюстрирующее ориентацию волокон в одном из волокносодержащих слоев согласно некоторым вариантам осуществления.
На фиг. 2С представлен схематический вид в поперечном сечении пакета слоев, включающего в себя только волокносодержащие слои согласно некоторым вариантам осуществления.
На фиг. 2D представлен схематический вид в поперечном сечении пакета слоев, включающего в себя полимерные слои и волокносодержащие слои, в котором внешние слои пакета слоев являются волокносодержащими слоями согласно некоторым вариантам осуществления.
На фиг. 3А представлен схематический вид в поперечном сечении слоистого листа, сформированного из пакета слоев, показанного на фиг. 2А согласно некоторым вариантам осуществления.
На фиг. 3В представлен схематический график, показывающий объемную долю волокон как функцию размещения вдоль толщины слоистого листа согласно некоторым вариантам осуществления.
На фиг. 3С представлен другой график, показывающий постоянную объемную долю волокон внутри слоистого листа согласно некоторым вариантам осуществления.
На фиг. 3D представлен схематический вид в перспективе слоистого листа, показанного на фиг. 3А, иллюстрирующее направления продольной резки согласно некоторым вариантам осуществления.
На фиг. 4А представлен схематический вид в перспективе композитных заготовочных полос, образованных из слоистого листа, показанного на фиг. 3D, согласно некоторым вариантам осуществления.
На фиг. 4В представлен схематический вид в поперечном сечении композитной заготовочной полосы согласно некоторым вариантам осуществления.
На фиг. 4С представлен схематический вид в перспективе композитной заготовочной полосы, показанной на фиг. 4В, согласно некоторым вариантам осуществления.
На фиг. 5А представлено схематическое изображение разжижителя, используемого для изменения профиля поперечного сечения композитных заготовочных полос согласно некоторым вариантам осуществления.
На фиг. 5В представлен схематический вид в поперечном сечении композитной заготовочной полосы, поступающей в разжижитель, показанный на фиг. 5А, согласно некоторым вариантам осуществления.
На фиг. 5С представлен схематический вид в поперечном сечении композитной заготовочной полосы, выходящей из разжижителя, показанного на фиг. 5А, согласно некоторым вариантам осуществления.
На фиг. 5D-5F представлены схематические виды в поперечном сечении для различных примеров композитных заготовочных полос без покрытия.
На фиг. 5G-5K представлены схематические виды в поперечном сечении для различных примеров композитных заготовочных полос с покрытием.
На фиг. 5L-5N представлены схематические виды в поперечном сечении композитной заготовочной полосы на различных стадиях изготовления, когда композитная заготовочная полоса меняет профиль своего поперечного сечения перед нанесением покрытия.
На фиг. 5O-5Q представлены схематические виды в поперечном сечении композитной заготовочной полосы на различных стадиях изготовления, когда композитная заготовочная полоса меняет профиль своего поперечного сечения после нанесения покрытия.
На фиг. 6А и 6В представлены схематические виды в поперечном сечении изогнутой композитной заготовочной полосы согласно некоторым вариантам осуществления.
На фиг. 7А представлено схематическое изображение устройства, используемого для формирования слоистого листа согласно некоторым вариантам осуществления.
На фиг. 7В представлено схематическое изображение устройства, используемого для формирования композитной заготовочной полосы с покрытием согласно некоторым вариантам осуществления.
На фиг. 8А представлена фотография поперечного сечения композитной заготовочной полосы, используемой в тесте.
На фиг. 8В представлен график объемной доли покрытия в заготовке с покрытием, имеющей круговое покрытие на квадратной слоистой сердцевине, как функции толщины слоистого материала и толщины покрытия.
На фиг. 8С представлен график содержания волокон в заготовке с покрытием как функции толщины слоистого материала, толщины покрытия и формы поперечного сечения покрытия.
На фиг. 9 представлена блок-схема изготовления воздушного летательного аппарата и методологии техобслуживания, которые могут использовать рабочие инструменты, описанные в данном документе.
На фиг. 10 представлена схематическая иллюстрация воздушного летательного аппарата, который может включать в себя композитные конструкции, описанные в данном документе.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В последующем описании изложены многочисленные конкретные детали для обеспечения полного понимания представленных концепций. Представленные концепции могут быть осуществлены на практике без некоторых или всех данных конкретных деталей. В других случаях хорошо известные технологические операции подробно не описаны, чтобы без необходимости не затруднять понимание описанных концепций. В то время как некоторые концепции будут описаны в сочетании с конкретными вариантами осуществления, следует понимать, что данные варианты осуществления не предназначены для ограничения изобретения.
Введение
Во многих применениях, например, в аэрокосмической области, требуются детали со сложной геометрией при незначительном объеме производства. Хотя со временем было разработано много технологий, подходящих для больших объемов производства, например, отливка в формах, данные технологии являются очень дорогостоящими, и часто не обеспечивают деталей с требуемыми характеристиками. Аддитивная технология производства в последнее время завоевала большую популярность в попытке заполнить эту нишу. Тем не менее, нелегко добиться выполнения многих конструкционных требований (например, прочности изготавливаемых компонентов) при использовании существующих методов аддитивной технологии производства. Например, использование конструкционных упрочнителей, таких как, волокна или частицы, в аддитивном производстве представляет собой серьезную проблему. Даже небольшие волокна и частицы имеют тенденцию закупоривать экструзионные сопла при непосредственной формовке заготовки с небольшими профилями поперечного сечения. Тем не менее, небольшие профили важны при изготовлении деталей со сложной геометрией, жесткими допусками по размерам и/или гладкой отделкой поверхности.
Одной представляющей интерес областью исследования композиционных материалов в целом и композитных элементов, создаваемых с использованием технологий аддитивного производства, является, в частности, использование непрерывных волокон. Непрерывные волокна обеспечивают высокий уровень прочности в направлении волокна. Например, композитная заготовочная полоса, выполненная из полимера полиарилэфиркетона (ПАЭК), и заполненная нарезанными углеродными волокнами в количестве 30% об., может иметь модуль упругости при растяжении, составляющий около 20684 МПа (3 миллионов фунтов на кв. дюйм). В то же время композитная заготовочная полоса, сформированная из того же полимера и заполненная непрерывными углеродными волокнами в количестве 35% об., может иметь модуль упругости при растяжении более 68947 МПа (10 миллионов фунтов на кв. дюйм). Кроме того, ожидается, что композитные детали, изготовленные с использованием заготовки с непрерывным волокном, будут иметь примерно в шесть раз большую прочность и в десять раз большую жесткость по сравнению с неармированными деталями, производимыми в настоящее время.
Однако введение непрерывных волокон в технологии аддитивного производства является еще более сложной задачей, чем введение коротких волокон и частиц. Современные методы аддитивного производства просто не позволяют производить композитную заготовочную полосу с непрерывными волокнами в коммерческих объемах. Основными препятствиями для традиционных технологий аддитивного производства оказались обработка непрерывных волокон, поддержание непрерывности и сохранение ориентации волокон.
В данном документе описаны композитные заготовочные полосы для аддитивного производства и способы формирования таких полос. Данные композитные заготовочные полосы содержат непрерывные однонаправленные волокна. Более конкретно, волокна проходят параллельно друг другу и главным осям полосы. Данные заготовочные полосы могут изготавливаться из высококачественных композитных слоев и пленок без образования пустот или других типов дефектов.
Композитная заготовочная полоса формируется путем послойного формования пакета слоев из одного или более волокносодержащих слоев и одного или более полимерных слоев. Положение данных слоев в пакете слоев используется для управления распределением волокон и других материалов внутри полученной полосы. Кроме того, ориентация всех волокносодержащих слоев в пакете слоев таково, что все волокна в данном пакете слоев являются однонаправленными. После формования, слоистый лист разрезают на множество композитных заготовочных полос. Продольную резку выполняют вдоль направления, параллельного волокнам в данных полосах. Таким образом сохраняется непрерывность волокон. Предложенные способы формирования композитных заготовочных полос имеют низкую стоимость, могут применяться с широким диапазоном полимерных материалов (например, термопластичных материалов) и волокнистых материалов, и могут легко настраиваться для изготовления различных количеств и/или распределения волокон внутри заготовочных полос. Заготовку можно использовать применительно к изготовленным композитным деталям для моделирования методом послойного наплавления (FDM) в аддитивном производстве. Композитные заготовочные полосы содержат непрерывные однонаправленные волокна и могут также упоминаться как армированные заготовочные полосы или, более конкретно, заготовочные полосы или стержни, армированные непрерывными волокнами.
Любые плоские слои могут использоваться для формирования пакета слоев, включая в себя, но не ограничиваясь ими, специальные слои, например, волокносодержащие слои, используемые в аэрокосмической области, и тому подобные. Кроме того, могут использоваться различные конфигурации пакета слоев для получения различного распределения волокон и других материалов внутри получающихся заготовочных полос, тем самым открывая возможности для новых и уникальных конфигураций композитных заготовочных полос. Кроме того, данный широкий спектр вариантов материалов и вариантов расположения обеспечивает возможность экономичной обработки с минимальным разрывом волокон или деформацией, а также непрерывной работы оборудования. Различные технологии непрерывной обработки, например, процесс непрерывного проката, можно использовать для отдельных операций или комбинации нескольких операций, например, комбинации укладки пакета слоев и послойного формования пакета слоев, как дополнительно описано ниже.
Пакет слоев может быть сформирован из непрерывных рулонов слоев. Один из таких рулонов может включать в себя волокносодержащий слой. Волокна в данном слое могут быть непрерывными и проходить в направлении намотки рулона. В некоторых вариантах осуществления, для формирования одинакового пакета слоев может использоваться множество рулонов с одинаковыми или различающимися волокносодержащими слоями. Другие слои могут быть полимерными слоями, которые могут не содержать волокон. Способ может представлять собой непрерывный процесс, в котором рулоны, содержащие один или более волокносодержащих слоев и один или более полимерсодержащих слоев, разматывают и слои непрерывно подают на обрабатывающее оборудование (например, ламинатор) для соединения всех слоев пакета слоев в слоистый лист. В некоторых вариантах осуществления, устройство для продольной резки на полосы может быть также частью данного непрерывного процесса. Устройство для продольной резки на полосы выполняет нарезку слоистого листа на отдельные композитные заготовочные полосы, которые могут быть свернуты в рулоны для компактного хранения и транспортировки. Данный непрерывный процесс может также включать в себя разжижитель, который изменяет профиль поперечного сечения композитных заготовочных полос. Например, после продольной резки полосы могут иметь квадратный профиль, и впоследствии круглый профиль после прохождения через разжижитель. Наконец, аддитивное производство может также быть частью непрерывного процесса.
В некоторых вариантах осуществления, на композитные заготовочные полосы нанесено покрытие. Добавление покрытия после того, как композитные заготовочные полосы нарезаны, можно применять для изменения профиля их поперечного сечения, для добавления на внешнюю поверхность материала, который подходит для аддитивного производства или специального применения, и/или для использования композитных заготовочных полос, имеющих более высокие концентрации непрерывных однонаправленных волокон (и имеющих повышенную общую концентрацию волокон даже с учетом слоя покрытия, который может не содержать волокон). Например, изменение профиля поперечного сечения путем перераспределения некоторого количества материала на внешней поверхности может потребовать на поверхности существенного количества материала, не содержащего волокон, чтобы предотвратить нарушение волокон. На состав данных материалов, не содержащих волокон, и/или на условия обработки, используемой во время перераспределения, могут налагаться некоторые ограничения. С другой стороны, покрытие нарезанной полосы материалом создает новые дополнительные материалы, как, например, материалы, содержащие наполнители для создания равномерных слоев покрытия, и другие признаки. В некоторых вариантах осуществления перераспределение можно совмещать с нанесением покрытия.
В аддитивном производстве композитные заготовочные полосы используют для создания композитных деталей, обычно деталей со сложными геометрическими формами. Такая непрерывная обработка в основном является более быстрой и управляемой (например, обеспечивается лучшее управление ориентацией волокон), чем обычная дискретная обработка, в особенности, если некоторые операции выполняются вручную. Специалист в данной области техники поймет, что не все описанные выше операции обработки должны выполняться. Например, композитные заготовочные полосы можно использовать без изменения их профилей поперечного сечения. В некоторых вариантах осуществления, полосы могут укладываться и соединяться в деталь с использованием технологии термопластичной укладки композиционных материалов. Кроме того, аддитивное производство в целом может быть частью другого процесса. Наконец, группировка данных операций обработки может различаться и не обязательно быть частью одной большой группы. Например, укладка пакета слоев и формование могут быть частью одной большой группы. Рулон слоистого листа может быть образован после завершения всех операций в данной группе. Данный рулон может затем разрезаться на композитные заготовочные полосы в процессе операции продольной резки, принадлежащей к другой группе. Еще одна группа обработки может включать в себя операции изменения профиля поперечного сечения.
В целом, предложенные композитные заготовочные полосы имеют низкую стоимость и высокое качество и могут создаваться из широкого диапазона композиционных материалов в широком диапазоне конфигураций, а также в широком диапазоне размеров поперечных сечений и профилей. Данные заготовочные полосы могут изготавливаться в больших объемах, чтобы обеспечить потребности рынка технологии аддитивного производства с непрерывными армирующими волокнами. Сопоставимые заготовки, выполненные с непосредственным использованием процессов пултрузии термопластичных композитов, не пригодны для эффективного изготовления стержневого материала небольшого диаметра, в особенности высокоэффективных термопластичных материалов, подходящих для высокоуровневых применений.
Примеры композитных заготовочных полос и их формирования
На фиг. 1А представлена блок-схема процесса, соответствующая способу 100 формирования композитных заготовочных полос для использования в технологии аддитивного производства согласно некоторым вариантам осуществления. Способ 100 может начинаться с укладки пакета слоев в процессе операции 102 с последующим формованием пакета слоев в процессе операции 110. Слоистый лист, формируют в процессе операции 110 и затем разрезают на композитные заготовочные полосы в процессе операции 120. В некоторых вариантах осуществления, форма поперечного сечения композитных заготовочных полос изменяется во время дополнительной операции 130. Данная операция 130 может включать в себя нагрев композитных заготовочных полос во время дополнительной операции 132 и/или перераспределение материала во время дополнительной операции 134. Перераспределение материала может выполняться без нарушения относительной ориентации волокон в композитных заготовочных полосах. В некоторых вариантах осуществления, способ 100 может включать в себя использование технологии аддитивного производства во время дополнительной операции 140. Композитные заготовочные полосы могут потребляться в процессе данной операции для формирования композитной детали. Каждая из данных операций будет описана более подробно со ссылкой на различные фигуры, иллюстрирующие компоненты на различных стадиях способа 100, оборудование, используемое для выполнения описанных операций, и тестовые образцы.
Со ссылкой на операцию 102, которая включает в себя укладку пакета слоев, при этом пакет слоев, образованный в процессе данной операции, может включать в себя один или более волокносодержащих слоев и один или более полимерных слоев. Как дополнительно описано ниже, один или более полимерных слоев может не содержать волокон. Даже в случае, если волокна включены в состав одного или более полимерных слоев, данные волокна отличаются от волокон в одном или более волокносодержащих слоев, содержащих непрерывные и однонаправленные волокна.
На фиг. 2А проиллюстрирован один пример пакета 200 слоев, включающего в себя четыре волокносодержащих слоя 204a-204d и шесть полимерных слоев 202a-202f. Количество, толщина и расположение волокносодержащих слоев 204 и полимерных слоев 202 может использоваться для управления, по меньшей мере частичного, распределением материалов по поперечному сечению внутри слоистого листа 210, показанного на фиг. 3А (сформированного путем формования пакета 200 слоев). Данный материал может содержаться, по меньшей мере в определенной степени, в композитных заготовочных полосах 220, сформированных путем продольной резки слоистого листа 210, как дополнительно описано ниже. Кроме того, количество и толщина слоев 202 и 204 может использоваться для управления толщиной 210а слоистого листа 210, что в свою очередь управляет размером поперечного сечения композитных заготовочных полос 220.
Полимерные слои 202, используемые для формирования пакета 200 слоев, могут не содержать волокон. Все непрерывные однонаправленные волокна могут содержаться в волокносодержащих слоях 204. В некоторых вариантах осуществления, полимерные слои 202 могут включать в себя другие типы наполнителей, например, частицы и/или короткие разнонаправленные волокна. Со ссылкой на фиг. 2А, в некоторых вариантах осуществления, по меньшей мере один внешний слой 208а пакета 200 слоев является полимерным слоем 202. Более конкретно, оба внешних слоя 208а и 208b могут быть полимерными слоями 202. Все другие слои пакета 200 слоев, включая волокносодержащие слои 204, и в некоторых вариантах осуществления другие полимерные слои 202, расположены между внешними слоями 208а и 208b. В некоторых вариантах осуществления, множество внешних слоев на каждой стороне пакета 200 слоев являются полимерными слоями 202. Пример, представленный на фиг. 2А, показывает два полимерных слоя 202а и 202b на одной стороне пакета 200 слоев и два полимерных слоя 202е и 202f на другой стороне пакета 200 слоев. Данный тип расположения может использоваться для гарантии того, что достаточно толстые участки поверхности пакета 200 слоев, и впоследствии слоистого листа 210 и, в конечном счете, композитных заготовочных полос 200, не содержат волокон, для того, чтобы обеспечить возможность изменения формы поперечных сечений композитных заготовочных полос 200.
В некоторых вариантах осуществления, полимерные слои 202 содержат один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфида (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ) и термопластичного полиимида (ТПИ). Более конкретно, один или более полимерных слоев 202 содержит полиэфирсульфон (ПЭС). Все полимерные слои 202, формирующие одинаковый пакет 202 слоев, могут иметь одинаковый состав. Альтернативно, различные полимерные слои 202, формирующие одинаковый пакет слоев, могут иметь различающиеся составы.
В некоторых вариантах осуществления, волокносодержащие слои 204 содержат один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфида (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ) и термопластичного полиимида (ТПИ). Данные материалы могут быть отнесены к матричным полимерам и их следует отличать от полимера полимерных слоев 202. Более конкретно, волокносодержащие слои 204 могут содержать полиэфиркетонкетон (ПЭКК),
Полимер, используемый в волокносодержащих слоях 204, может быть таким же или отличаться от полимера, используемого в полимерных слоях 202. Например, полимерные слои 202 могут содержать полиэфирсульфон (ПЭС), в то время как волокносодержащие слои 204 могут содержать полиэфиркетонкетон (ПЭКК). В некоторых вариантах осуществления, полимерные слои 202 могут включать в себя полиэфиркетонкетон (ПЭКК), в то время как волокносодержащие слои 204 могут содержать полифениленсульфид (ПФС). В некоторых вариантах осуществления, полимерные слои 202 могут включать в себя полиэфиркетонкетон (ПЭКК), в то время как волокносодержащие слои 204 могут содержать полиэфиркетонкетон (ПЭКК).
Один или более полимеров, используемых в волокносодержащих слоях 204 и в полимерных слоях 202, могут быть термопластичными полимерами. В некоторых вариантах осуществления, один или более полимеров, используемых в волокносодержащих слоях 204 и в полимерных слоях 202, могут включать в себя термореактивный полимер. Термореактивный полимер, если он используется, может сочетаться с одним или более термопластичными полимерами (например, используемыми в качестве наполнителя). Кроме того, если используется термореактивный полимер, волокносодержащие слои 204 и/или полимерные слои 202, содержащие такой полимер, могут нагреваться, например, выше температуры стеклования данного термореактивного полимера.
Толщина каждого полимерного слоя 202 может составлять между около 0,0254 мм (0,001 дюйма) и 0,508 мм (0,020 дюйма) или, более конкретно, между 0,0508 мм (0,002 дюйма) и 0,254 мм (0,010 дюйма). Толщина каждого волокносодержащего слоя 204 может составлять между около 0,0762 мм (0,003 дюйма) и 0,381 мм (0,015 дюйма) или более конкретно, между 0,127 мм (0,005 дюйма) и 0, 254 мм (0,010 дюйма).
Со ссылкой на фиг. 2В, непрерывные волокна 206 волокносодержащих слоев 204 могут быть любыми подходящими волокнистыми компонентами, например, стеклом (S-типа, или Е-типа), кварцем, арамидом, углеродными волокнами, углеродными нанотрубками или их комбинацией. Практически все (например, более чем 90%) волокна 206 в пределах каждого волокносодержащего слоя 204 являются непрерывными и расположены с ориентацией в одном направлении, как, например, показано на фиг. 2В, иллюстрирующей волокна 206, проходящие вдоль оси Y. Однонаправленное расположение может также упоминаться как расположение 0/0. Конкретно, все волокна 206 во всех волокносодержащих слоях 204, формирующих пакет 200 слоев, параллельны друг другу. Специалисту в данной области техники понятно, что выражение параллельно допускает некоторые отклонения, например, меньше чем около ±5° или даже меньше чем около ±2°.
Другие типы ориентаций волокон (не однонаправленных) могут препятствовать последующей продольной резке слоистого листа 210, но тем не менее могут применяться для формирования композитных заготовочных полос 220 в соответствии со способами, описанными в данном документе. Специалисту в данной области техники будет понятно, что тип, размер поперечного сечения, количество волокон 206 внутри волокносодержащих слоев 204, а также тип матричного полимера, используемого в волокносодержащих слоях 204, и полимера, используемого в полимерных слоях 202, может меняться на основе множества факторов, включая в себя стоимость и окончательные желаемые физические и механические свойства композитных заготовочных полос 220.
В некоторых вариантах осуществления, все волокносодержащие слои 204, формирующие пакет слоев, могут вначале поставляться в рулонах, например, из предварительно пропитанных лент. Волокна 206 в данных волокносодержащих слоях 204 могут проходить вдоль направления намотки данных рулонов. Если используется множество волокносодержащих слоев 204, все слои в пакете 200 слоев строго ориентированы относительно друг друга, гарантируя, что все волокна 206 в пакете 200 слоев параллельны друг другу (однонаправленны).
В некоторых вариантах осуществления, укладка пакета 200 слоев выполняется в процессе непрерывного проката. Со ссылкой на фиг. 7А, волокносодержащие слои 204а и 204b и полимерные слои 202а и 202b могут разматываться из соответствующих рулонов 702 и формировать пакет 200 слоев при поступлении в зону 704 предварительного нагрева. Данные непрерывные процессы формирования листа, как в случае обработки непрерывной прокаткой, можно выполнять на двухленточном прессе, роликовой протрузионной машине, или непрерывно прессоваться в формовочных машинах.
Возвращаясь к рассмотрению фиг. 1А, после завершения операции 102 способ 100 продолжается формованием пакета 200 слоев в процессе операции 110. Во время данной операции формируется слоистый лист 210. Конкретно, материал всех полимерных листов 202 и всех волокносодержащих листов 204 может соединяться в процессе данной операции. В то же время, однонаправленная ориентация волокон 206 может сохраняться. Волокна 206 могут смещаться ближе друг к другу в процессе данной операции или иным образом менять свою ориентацию внутри поперечного сечения. Например, если для укладки пакета слоев используется множество волокносодержащих слоев 204, волокна 206 в одном из данных волокносодержащих слоев 204 могут смещаться ближе к волокнам в другом одном из данных волокносодержащих слоев 204. В некоторых вариантах осуществления, ориентация волокон 206, обеспеченных в каждом из волокносодержащих слоев 204, может оставаться по существу одинаковой. Например, волокносодержащие слои 204 могут быть предварительно соединены. Альтернативно, когда один пакет 200 слоев сформирован, относительная ориентация волокон 206 может оставаться одинаковой в процессе операции 110 формования.
Продолжая рассмотрение фиг. 1А и операции 110, данная операция 110 формования может включать в себя нагрев и сжатие пакета 200 слоев. В некоторых вариантах осуществления, операция 110 может выполняться в непрерывном режиме (например, в режиме непрерывного проката) используя, например, устройство 700, показанное на фиг. 7А. Конкретно, устройство 700 может включать в себя зону 704 предварительного нагрева для предварительного нагрева пакета слоев до температуры формования. Специалисту в данной области техники понятно, что температура формования может зависеть от полимеров, используемых в волокносодержащих слоях 204 и полимерных слоях 202, толщины данных слоев и других параметров процесса. Обычно нижний предел температуры должен быть достаточным для обеспечения соединения расплавов различных слоев, формирующих пакет 200 слоев, и, в определенной степени, потока материалов (исключая волокна 206) формирующих пакет слоев. С другой стороны, может потребоваться управление верхним пределом температуры для сохранения ориентации волокон 206 в процессе соединения слоев в слоистом листе 210 и для предотвращения термического разрушения.
В процессе операции 110, нагретый пакет 200 слоев может подаваться из зоны 704 предварительного нагрева в зону формования 710, которая может также упоминаться как зона соединения. В зоне формования пакет 200 слоев объединяется для формирования единого объединенного слоистого листа 210. При перемещении пакета 200 слоев вперед через зону формования 710 он может непрерывно нагреваться по меньшей мере на начальном участке зоны 710 соединения.
Один пример слоистого листа 210 показан на фиг. 3А. Толщина 210а (показанная как Ttotal на фиг. 3А) слоистого листа 210 проходит между двумя поверхностями 213 и 215 данного листа. В некоторых вариантах осуществления, толщина слоистого листа 210 (Ttotal) составляет меньше чем около 1,524 мм (0,060 дюйма) или, более конкретно, меньше чем около 1,27 мм (0,050 дюймов) или даже меньше чем около 1,016 мм (0,040 дюйма). Следует отметить, что толщина слоистого листа 210 (Ttotal) определяет поперечное сечение композитных заготовочных полос 220, как дополнительно описано ниже со ссылкой на фиг. 4В. Также на фиг. 3А показана центральная плоскость 217 слоистого листа 210, расположенная на равных расстояниях между двумя поверхностями 213 и 215 данного листа.
В некоторых вариантах осуществления, объемная доля волокон 206 внутри слоистого листа 210 изменяется по толщине слоистого листа 210. Для целей данного документа, объемная доля определена как отношение объема одного компонента (например, волокна 206) ко всему объему конструкции, содержащей данный компонент. Если объемная доля рассматривается в отношении поперечного сечения конструкции, объемная доля может быть представлена как отношение площадей поперечного сечения (то есть, отношение площади поперечного сечения рассматриваемого компонента к общей площади поперечного сечения всей конструкции). Изменение объемной доли волокон 206 внутри слоистого листа 210 может объясняться расположением одного или более волокносодержащих слоев 204 и одного или более полимерных слоев 202 в пакете 210 слоев, а также составом каждого слоя.
Пример слоистого листа 210, представленный на фиг. 3А, включает в себя два участка 212 и 216 поверхности. Конкретно, участок 212 поверхности образует первую поверхность 213 слоистого листа 210, в то время как участок 216 поверхности образует вторую поверхность 215. Оба участка 212 и 216 могут по существу не содержать волокон 206. Центральный участок 214 может включать в себя все волокна 206 слоистого листа 210. Для ясности, центральный участок 214 размещен между двумя участками 212 и 216 поверхности. Это представляет собой пример концентрирования волокон 206 вокруг центральной плоскости 217 слоистого листа 210. Данный тип распределения может достигаться путем формирования участков 212 и 216 поверхности только из полимерных слоев 202. В данном примере, полимерные слои 202 не содержат волокон. В то же время, центральный участок 214 может быть образован из различающихся одного или более волокносодержащих слоев 204. В некоторых вариантах осуществления, один или более полимерных слоев 202 может также использоваться для формирования центрального участка. Со ссылкой на пример пакета 200 слоев, показанного на фиг. 2А, участок 212 первой поверхности может быть образован из полимерных слоев 202а и 202b, в то время как второй участок 216 поверхности может быть образован из полимерных слоев 202е и 202f. Центральный участок 214 может быть образован из волокносодержащих слоев 204a-204d, а также полимерных слоев 202 с и 202d. Данное расположение и количество волокносодержащих слоев 204 и полимерных слоев 202 выбирают для достижения желаемой толщины центрального участка 214, а также распределения волокон внутри центрального участка 214 и всего слоистого листа 210.
Со ссылкой на фиг. 3А, отношение толщины 212а участка 212 поверхности, который может не содержать волокон 206, к общей толщине 210а слоистого листа 210 (Tportion/Ttotal) может составлять между около 5% и 45% или, более конкретно, между около 10% и 30%. Данный участок 212, не содержащий волокон, позволяет выполнить изменения профиля поперечного сечения композитных заготовочных полос 220 без нарушения волокон 206, как дополнительно описано ниже со ссылкой на фиг. 5В-5С.
На фиг. 8А изображен вид в поперечном сечении тестового слоистого листа (имеющего слой, расположенный аналогично примеру, показанному на фиг. 2А и описанному выше). Данный вид поперечного сечения на фиг. 8А показывает фактическое распределение волокон в поперечном сечении тестового образца. Конкретно, данный тестовый слоистый лист был изготовлен с использованием следующего пакета слоев: два слоя ПЭС / слой углерод-ПЭКК / слой ПЭС / два слоя углерод-ПЭКК / слой ПЭС / слой углерод-ПЭКК /два слоя ПЭС. Слои углерод-ПЭКК содержали более 60% углеродных волокон и каждый имел толщину около 0,13716 мм (0,0054 дюйма). Толщина каждого слоя ПЭС составляла 0,127 мм (0,005 дюйма). Горизонтальные белые участки представляют собой поперечные сечения волокон 206, обеспеченных в слоях углерод-ПЭКК. Имеется четыре отчетливые группировки данных белых горизонтальных участков, при этом каждая группировка соответствует отдельным слоям углерод-ПЭКК. Участки четко расположены в стороне от поверхностей 213 и 215 данного тестового слоистого листа, соответствуя модели, представленной на фиг. 3А и описанной выше.
Со ссылкой на фиг. 3А-В и фиг. 8А, объемная доля волокон 206 в центральной плоскости 217 слоистого листа 210 внутри слоистого листа 210 больше, чем на одной или обеих поверхностях 213 и 215. Конкретно, на фиг. 3В показан один пример графика распределения 219 объемной доли, в зависимости от положения вдоль направления по толщине (оси Z). На данной фигуре определены участки 212 и 216 поверхности, не содержащие волокон, и центральный участок 214, содержащий все волокна 206. Поскольку участки 212 и 216 поверхности не содержат волокон, объемная доля в данных участках находится на уровне нуля. В некоторых вариантах осуществления, распределение 219 объемной доли является симметричным относительно центральной плоскости 217 слоистого листа 210 как, например, показано на фиг. 3В. Данное симметричное распределение может быть получено за счет симметричного расположения слоев в пакете 200 слоев, как в примере, показанном на фиг. 2А.
В некоторых вариантах осуществления, среднее значение объемной доли волокон 206 внутри всего слоистого листа 210 составляет в среднем между около 1% и 60% или, более конкретно, между около 10% и 50% или даже между около 20% и 40%. Данная характеристика может также упоминаться как общее заполнение волокнами. Однако, в отличие от большинства обычных композиционных материалов, слоистый лист 210 имеет неравномерное распределение волокон 206.
Возвращаясь к фиг. 1А, способ 100 можно продолжать продольной резкой слоистого листа 210 на композитные заготовочные полосы 220 в процессе операции 120. Во время данной операции слоистый лист 210 преобразуют в композитные заготовочные полосы 220. Продольную резку можно выполнять с использованием одного из продольной резки водяной струей, ротационной резки, продольной резки колесом давления или продольной резки рулона. Кроме того, продольная резка слоистого листа 210 на композитные заготовочные полосы 220 выполняют в процессе непрерывной прокатки.
Со ссылкой на фиг. 3D и 4А, продольную резку можно выполнять вдоль направления 230, параллельного всем волокнам 206 в слоистом листе 210. Таким образом, продольная резка не нарушает непрерывности волокон 206, то есть не разрезает волокна. Профиль 221 поперечного сечения каждой из композитных заготовочных полос 220, образованный в процессе операции 120, может быть квадратным как, например, показано на фиг. 4А-4С. Более конкретно, профиль 221 поперечного сечения может быть прямоугольным. Данный тип профиля 221 является результатом продольной резки в направлении по существу перпендикулярном к поверхностям 213 и 215 слоистого листа 210. Данный квадратный или прямоугольный профиль впоследствии может быть преобразован в круговой профиль, например, круглый профиль или овальный профиль.
Со ссылкой на фиг. 4В и 4С, все волокна 206 в каждой композитной заготовочной полосе 220 параллельны геометрической оси 223 данной полосы. Для целей данного документа, геометрическая ось 223 определена как ось, проходящая вдоль наибольшего размера композитной заготовочной полосы 220, например, его длины 220 с, как показано на фиг. 4С. Как описано выше, в слоистом листе 210 до его продольной резки все волокна 206 являются параллельными. Кроме того, продольную резку выполняют вдоль направления, параллельного волокнам. В результате, все волокна 206 остаются параллельными (как определено выше) друг другу в композитной заготовочной полосе 220 и проходят параллельно геометрической оси 223 полосы. Данная непрерывная и однонаправленная ориентация волокон приводит к превосходному пределу прочности при растяжении и другим механическим характеристикам композитной заготовочной полосы 220. Например, в некоторых репрезентативных тестовых полосах измеренный предел прочности при растяжении превышал 620, 5 МПа (90 кфунт/дюйм2).
В то же время, композитная заготовочная полоса 220 может изгибаться в направлениях, перпендикулярных ее геометрической оси 223. Данная способность к изгибу обеспечена за счет однонаправленной ориентации волокон 206 и, в некоторых вариантах осуществления, неравномерного распределения волокон 206 внутри композитной заготовочной полосы 220. Конкретно, на фиг. 6А и 6В показано поперечное сечение полосы, согнутой на 90°. Второй участок поверхности 226 имеет меньший радиус (R1) изгиба, чем радиус (R2) изгиба центрального участка 224. В то же время, участки поверхности 226 могут не содержать волокон 206 и, в результате, могут быть более гибкими, чем центральный участок 204. Распределение волокон позволяет сворачивать композитную заготовочную полосу 220 в упаковки небольшого диаметра для хранения, транспортировки и последующего использования в аддитивном производстве.
В некоторых вариантах осуществления, волокна 206 в композитных заготовочных полосах 220 могут в среднем иметь длину по меньшей мере 30,48 м (100 футов) или даже по меньшей мере около 304,8 м (1000 футов). Это отражает аспект непрерывности волокон в композитных заготовочных полосах 220. В то же время основной размер 220d поперечного сечения композитных заготовочных полос 220 после изменения формы, как например, показано на фиг. 5С, может быть меньше чем около 1,524 мм (0,060 дюйма) или, более конкретно, меньше чем около 1,27 м (0,050 дюйма) или даже меньше чем около 1,016 мм (0,040 дюйма). Такой небольшой размер 220d поперечного сечения может требоваться для изготовления по аддитивной технологии. Если профиль поперечного сечения композитной заготовочной полосы 220 представляет собой круг, то размер 220d его основного поперечного сечения является диаметром круга, как показано на фиг. 5С. Однако, если профиль поперечного сечения композитной заготовочной полосы 220 представляет собой квадрат, то размерами его основного поперечного сечения являются ширина 220b и толщина 220а, которые одинаковы, как показано на фиг. 4В.
Возвращаясь к фиг. 1А, способ 100 может включать в себя изменение профиля поперечного сечения каждой композитной заготовочной полосы во время дополнительной операции 130. Например, профиль поперечного сечения каждой композитной заготовочной полосы можно изменять из квадратного (после продольной резки слоистого листа) в круглый или гексагональный. В настоящее время сопла, используемые для изготовления по аддитивной технологии, имеют круговые профили, чтобы помочь с изменением направления при нанесении материалов. Таким образом, обладая круговым или аналогичным (близким к круговому) профилем поперечного сечения композитные заготовочные полосы 220 могут помочь в технологии аддитивного производства. Однако, можно разработать методы технологии аддитивного производства для использования других заготовочных полос с другими типами профилей поперечного сечения. Современные способы предусматривают формовку множества различных типов профилей без нарушения ориентации непрерывных волокон или их непрерывности.
Операция 130 может включать в себя нагрев (блок 132 на фиг. 1А) композитной заготовочной полосы 220 и перераспределение (блок 134 на фиг. 1А) материала 229 в сторону от углов 228 профиля 221 поперечного сечения, как показано на фиг. 5В и 5С. Конкретно, на фиг. 5В показана композитная заготовочная полоса 220, расположенная внутри формы 510. Профиль поперечного сечения формы 510 может быть круглым. Однако диаметр формы 510 в данном расположении (показанный как А-А и со ссылкой на фиг. 5А) больше, чем диаметр окончательного профиля 221b поперечного сечения, показанного пунктирной линией на фиг. 5В. В данном расположении углы 228 композитной заготовочной полосы 220 входят в контакт с формой 510. Следует отметить, что углы 228 выходят за пределы границы окончательного профиля 221b поперечного сечения и любой такой внешний материал будет возвращен внутрь границ (например, путем заполнения полостей) в процессе операции 130. В некоторых вариантах осуществления, материал 229, перераспределенный в стороны от углов 228, не содержит волокон 206.
Данное перераспределение внешнего материала в процессе операции 130 может быть выполнено без существенного влияния на материал, который находится в пределах границы окончательного профиля 221b поперечного сечения. Конкретно, положение непрерывных волокон 206 внутри композитной заготовочной полосы 220 сохраняется в процессе операции 130 как, например, показано на фиг. 5В и 5С, иллюстрирующих статический профиль поперечного сечения центрального участка 224 композитной заготовочной полосы 220. Этого можно достичь путем избирательного нагрева углов 228 композитной заготовочной полосы 220, вызываемого непосредственным контактом углов 228 с нагретой формой 510. Оставшийся участок композитной заготовочной полосы 220 может нагреваться меньше, чем углы, благодаря теплоизоляционной природе материалов, образующих композитную заготовочную полосу 220, и скорости, с которой выполняется операция 130. Конкретно, в процессе операции 130 центральный участок 224, содержащий непрерывные волокна 206, может иметь более низкую температуру, чем материал 229, перераспределяемый в сторону от углов 228. Как отмечено выше, материал 229 может не содержать непрерывных волокон 206.
Операция 130 по изменению профиля поперечного сечения может выполняться с использованием разжижителя 500, один пример которого показан на фиг. 5А. Разжижитель 500 может включать в себя форму 510 с коническим профилем поперечного сечения и нагреватель 512 для нагрева формы 510. Поскольку непрерывные волокна 206 композитной заготовочной полосы 220 являются однонаправленными и непрерывными, композитную заготовочную полосу 220 можно легко подавать через разжижитель 500 не засоряя его (что является общей проблемой с нарезанными непрерывными волокнами и частицами, используемыми в качестве конструкционных упрочнителей в композиционных материалах). Кроме того, композитная заготовочная полоса 220 может по существу сохранять свой предел прочности при растяжении, при подаче через разжижитель 500 также благодаря непрерывной природе непрерывных волокон 206, что упрощает обработку композитной заготовочной полосы 220 в процессе операции 130.
В некоторых вариантах осуществления, операция 130 не выполняется. Композитные заготовочные полосы 220 имеющие прямоугольный или квадратный профиль, могут использоваться для последующей обработки. Способ 100 может также включать в себя выполнение 140 технологии аддитивного производства с использованием композитных заготовочных полос 220.
На фиг. 1В представлена блок-схема процесса, соответствующего другому примеру способа 100. Данный пример включает в себя операцию нанесения покрытия, выполняемую на разрезанных полосах и, в этой связи, композитные заготовочные полосы, сформированные с использованием данного способа, могут упоминаться как композитные заготовочные полосы 520 с покрытием. Различные примеры композитных заготовочных полос 520 с покрытием показаны на фиг. 5С-5K и дополнительно описаны ниже со ссылкой на данные фигуры и операцию нанесения покрытия. Если конкретно не указано, композитная заготовочная полоса, обозначенная позицией 220, может упоминаться как композитная заготовочная полоса без покрытия с тем, чтобы отличать ее от композитной заготовочной полосы 520 с покрытием. Композитные заготовочные полосы 220 без покрытия преобразуют в композитные заготовочные полосы 520 с покрытием в процессе операции нанесения покрытия.
Возвращаясь к фиг. 1В, много операций способа 100 формирования композитных заготовочных полос 520 с покрытием могут быть аналогичны соответствующей операции способа 100 формирования заготовочных полос 220 без покрытия, который описан выше со ссылкой на фиг. 1А. Различные ссылки на блок-схемы на фиг. 1А и соответствующее вышеизложенное описание выполнены, когда это необходимо.
Основная разница между блок-схемами на фиг. 1А и 1В заключается в операции 136 нанесения покрытия на последней блок-схеме. Конкретно, операция 136 нанесения покрытия может выполняться после формирования заготовочных полос 220 без покрытия. В качестве напоминания, заготовочные полосы 220 без покрытия могут быть сформированы при помощи продольной резки слоистого листа в процессе операции 120.
В некоторых вариантах осуществления, операция 136 нанесения покрытия исключает необходимость изменять форму поперечного сечения композитной заготовочной полосы в процессе операции 130 путем перераспределения по меньшей мере некоторого материала на поверхности полосы. В данных вариантах осуществления операцию 130 не выполняют. Альтернативно, если операция 130 выполнена, операцию 136 нанесения покрытия можно выполнять перед или после операции 130. Другими словами, операцию 130 по изменению формы поперечного сечения можно выполнять или на композитных заготовочных полосах 220 без покрытия (с последующим нанесением покрытия) или на композитных заготовочных полосах 520 с покрытием.
Другим различием между блок-схемами, представленными на фиг. 1А и 1В, или, более конкретно, различием между материалами, которые используются в данных двух примерах, может являться распределение волокон в композитных заготовочных полосах 220 без покрытия. Данное распределение волокон соответствует распределению в слоистом листе, используемом для формирования композитных заготовочных полос 220. В примере по способу 100, представленному на фиг. 1В, операцию нанесения покрытия можно использовать для изменения формы поперечного сечения вместо реорганизации участков композитных заготовочных полос 220. Конкретно, композитные заготовочные полосы 220 могут оставаться ненарушенными при изменении формы поперечного сечения, например, за счет добавления материала покрытия на внешнюю поверхность композитных заготовочных полос 220. Таким образом, все поперечное сечение композитных заготовочных полос 220 может включать в себя непрерывные волокна. В данном конкретном примере, в композитных заготовочных полосах 220 не требуется никаких участков, не содержащих волокон, поскольку композитные заготовочные полосы 220 остаются ненарушенными. Непрерывные волокна могут располагаться около всех поверхностей композитных заготовочных полос 220 без покрытия. Слоистый лист, используемый для формирования заготовочных полос 220 без покрытия, может быть сформирован только из волокносодержащих слоев и может не включать в себя внешний полимерный лист.
Со ссылкой на фиг. 1В, способ 100 может содержать формирование слоистого листа 210 во время дополнительной операции 104. Операция 104 может включать в себя укладку пакета 200 слоев в процессе операции 102 с последующим формованием пакета 200 слоев в процессе операции 110. Некоторые примеры операции 102 и 110 описаны выше со ссылкой на фиг. 1А. Примеры пакета 200 слоев и слоистого листа 210 показаны на фиг. 2А-2D, 3А и 3D. Пакет 200 слоев может включать в себя один или более волокносодержащих слоев 204 и, в некоторых вариантах осуществления, полимерные слои 202. Полимерные слои 202 могут использоваться в качестве внешних слоев 208а и 208 (как, например, показано на фиг. 2А).
В некоторых вариантах осуществления и в отличие от примера способа 100, описанного выше со ссылкой на фиг. 1А, пакет 200 слоев, образованный в соответствии со способом 100 на фиг. 1В, может быть образован только из волокносодержащих слоев 204. На фиг. 2С показан один пример такого пакета 200 слоев, включающего в себя волокносодержащие слои 204a-204d. Следует отметить, что оба внешних слоя 208a-208b в данном примере также являются волокносодержащими слоями. В данном примере изменение поперечного сечения композитных заготовочных полос 202 может достигаться скорее путем нанесения покрытия на данные композитные заготовочные полосы 202, чем перераспределением материала.
Альтернативно, пакет 200 слоев может включать в себя один или более полимерных слоев дополнительно к одному или более волокносодержащих слоев. Однако внешние слои 208а-208b могут быть волокносодержащими слоями. На фиг. 2D показан пример такого пакета слоев, в котором полимерные слои 202а и 202b расположены внутри пакета слоев, в то время как волокносодержащий слой 204а служит в качестве внешнего слоя 208а, а волокносодержащий слой 204d служит в качестве другого внешнего слоя 208b.
Как установлено выше, операцию нанесения покрытия можно использовать для изменения формы поперечного сечения. Можно не выполнять по меньшей мере никакого перераспределения материала на композитной заготовочной полосе 220 без покрытия и на ее поверхностях не требуется никакой материал, не содержащий волокна. Таким образом, внешние слои 208а-208b пакета 200 слоев могут содержать непрерывные волокна.
В данных вариантах осуществления, объемная доля непрерывных волокон внутри пакета 200 слоев, и впоследствии в слоистом листе 210, может быть постоянной вдоль всей толщины как, например, показано на фиг. 3С. Конкретно, на фиг. 3С показано распределение 219 объемной доли волокон по толщине слоистого листа 210 (или композитной заготовки 200 без покрытия). Однако при формировании слоя покрытия данное распределение по поперечному сечению изменяется, поскольку обычно в данном слое покрытия непрерывные волокна не обеспечены.
Если для формирования пакета 200 слоев используется один или более полимерных слоев, данные слои могут не содержать непрерывных волокон и в некоторых вариантах осуществления не содержать других наполнителей. Поскольку некоторые слои содержат непрерывные волокна, а другие слои не содержат, объемная доля непрерывных волокон (внутри пакета 200 слоев и впоследствии в слоистом листе 210) повсюду изменяется. Один такой пример описан выше со ссылкой на фиг. 3В, на которой объемная доля непрерывных волокон на центральном участке 214 может быть большей, чем на обоих участках 212 и 216 поверхности. При сравнении распределений 219 объемной доли на фиг. 3В и 3С, специалисту в данной области техники будет понятно, что возможно более интенсивное заполнение непрерывными волокнами, если число полимерных слоев уменьшено, или они даже полностью исключены из пакета 200 слоев.
Возвращаясь к фиг. 1В, способ 100 формирования композитных заготовочных полос 520 с покрытием может содержать продольную резку слоистого листа 210 на композитные заготовочные полосы в процессе операции 120. Следует отметить, что композитные заготовочные полосы, сформированные в процессе операции 120, все еще не имеют покрытия. Различные примеры операции 120 продольной резки описаны выше со ссылкой на фиг. 1А и также показаны на фиг. 3D и 4А.
Слоистый лист 210 и, в результате, нарезанные заготовочные полосы 220, могут содержать полимер 207 и непрерывные волокна 206, проходящие параллельно друг другу вдоль геометрической оси 223 полосы 220 (то есть, в направлении Y), как схематически показано на фиг. 4В и 4С. Продольную резку можно выполнять вдоль направления, параллельного всем непрерывным волокнам 206, тем самым сохраняя непрерывность волокон 206.
В некоторых вариантах осуществления, концентрация непрерывных волокон 206 в поперечном сечении композитных заготовочных полос 220 без покрытия составляет по меньшей мере около 30% об. или даже по меньшей мере около 40%, по меньшей мере около 50%, или даже по меньшей мере около 60%. Такая высокая концентрация волокон 206 позволяет обеспечить превосходные механические свойства, например, предел прочности при растяжении в направлении волокон 206. Данной концентрации можно достичь путем исключения участков, не содержащих непрерывных волокон 206, например, участков 222 и 226 поверхностей, показанных на фиг. 4В. Как описано выше, в случае если покрытие не используется, участки 222 и 226 поверхности, не содержащие волокон, необходимы для перераспределения материала на данных участках без нарушения волокон. Поскольку волокна 206 не добавлены или не удалены в процессе операции 120 продольной резки, концентрация волокон в слоистом листе 210 и композитных заготовочных полосах 220 без покрытия может быть одинаковой. Данной концентрацией можно управлять во время изготовления слоистого листа 210 или, более конкретно, при формировании пакета 200 слоев в процессе операции 102.
В некоторых вариантах осуществления, профиль поперечного сечения композитных заготовочных полос 220 без покрытия выбирают из группы, состоящей из прямоугольника, квадрата, круга и трапеции. Некоторые из данных примеров показаны на фиг. 5D-5F. Круглый профиль поперечного сечения может быть образован из изначально прямоугольного или квадратного профиля путем перераспределения материала до нанесения покрытия, как дополнительно описано ниже со ссылкой на фиг. 5L и 5М. Трапециевидный профиль поперечного сечения может быть образован, например, когда клиновидный режущий инструмент толкает часть материала в направлении резки. Следует отметить, что формирование круглого профиля из начального трапециевидного поперечного сечения путем перераспределения материала на верхней и нижней поверхностях может быть сложной задачей. Формирование слоя покрытия может помочь преодолеть данные проблемы.
Возвращаясь к фиг. 1В, способ 100 может продолжаться нанесением покрытия на внешнюю поверхность 225 композитных заготовочных полос 220 в процессе операции 136. Операция нанесения покрытия может включать в себя технологию нанесения покрытия поперечными экструзионными головками, порошковое покрытие и технологию покрытия на основе растворителя. На фиг. 7В показан пример устройства 720 для нанесения покрытия композитных заготовочных полос 220 и формирования композитных заготовочных полос 520 с покрытием.
В процессе операции 136 слой 522 покрытия формируют на внешней поверхности 225, как схематически показано на фиг. 5D и 5G. Слой 522 покрытия может включать в себя полимер. Данный полимер может быть таким же или отличаться от полимера композитных заготовочных полос 220 без покрытия, которые могут быть частью слоев, формирующих пакет 200 слоев. Для ясности, полимер композитных заготовочных полос 220 без покрытия может упоминаться как первый полимер 207, в то время как полимер слоя 522 покрытия может упоминаться как второй полимер 523 (см. фиг. 5G, например). В некоторых вариантах осуществления, один из первого полимера 207 и второго полимера 522 содержит один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфида (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ), и термопластичного полиимида (ТПИ). Например, оба полимера, первый полимер 207 и второй полимер 523, могут быть полиэфиркетонкетоном (ПЭКК).
В некоторых вариантах осуществления, материал, используемый для слоя 522 покрытия, дополнительно ко второму полимеру 523 содержит наполнитель. Наполнитель можно выбрать из группы, состоящей из волокон, частиц и чешуек. Например, наполнитель может содержать дискретные волокна, которые отличаются от непрерывных волокон листа и впоследствии композитных заготовочных полос по меньшей мере на основе соотношения их размеров. Наполнитель можно выбрать из группы, состоящей из термочувствительных добавок, минерального армирующего материала, термостабилизатора, стабилизатора ультрафиолетового излучения (УФ), смазочного материала, огнезащитного материала, электропроводящей добавки, пигмента и их различных комбинаций. В одном примере, наполнитель является термочувствительной добавкой. Равным образом в другом примере наполнитель является минеральным армирующим материалом. Равным образом в другом примере наполнитель является термостабилизатором. Равным образом в другом примере наполнитель является стабилизатором ультрафиолетового излучения (УФ). Равным образом в другом примере наполнитель является смазочным материалом. Равным образом в другом примере наполнитель является огнезащитным материалом. Равным образом в другом примере наполнитель является электропроводящей добавкой. Равным образом в другом примере наполнитель является пигментом.
В некоторых вариантах осуществления, толщина слоя 522 покрытия является постоянной. Данный тип слоя покрытия может также упоминаться как конформное покрытие. Например, изменение толщины может составлять меньше чем 20% или даже меньше чем 10%. В данных вариантах осуществления, поперечное сечение покрытия композитной заготовочной полосы 520 может представлять масштабированное изменение поперечного сечения композитных заготовочных полос 220 до нанесения на них покрытия как, например, схематически показано на фиг. 5Н и 5K.
В некоторых вариантах осуществления, поперечное сечение композитных заготовочных полос 220 или, более конкретно, профиль поперечного сечения композитных заготовочных полос 220, остается одинаковым в процессе операции 136 нанесения покрытия. Данное сохранение формы схематически показано на фиг. 5D и 5G. В данных вариантах осуществления, процесс нанесения покрытия не нарушает композитные заготовочные полосы 220.
Несмотря на то, что профиль поперечного сечения композитных заготовочных полос 220 остается одинаковым в процессе операции 136 нанесения покрытия, профиль поперечного сечения композитных заготовочных полос 520 с покрытием может отличаться от профиля композитных заготовочных полос 220 без покрытия. Например, композитная заготовочная полоса 220 без покрытия может иметь прямоугольный, квадратный или трапецеидальный профиль, как описано выше. Композитная заготовочная полоса 520 с покрытием, сформированная из данной композитной заготовочной полосы 220 без покрытия, может иметь круглый профиль или овальный профиль как, например, схематически показано на фиг. 5D и 5G.
Различные примеры покрытия композитной заготовочной полосы 520 показаны на фиг. 5G-5K. В некоторых вариантах осуществления, профиль поперечного сечения композитных заготовочных полос 520 с покрытием может быть таким же, как у композитных заготовочных полос 220 без покрытия, см., например, фиг. 5Н или 5K. Специалисту в данной области техники понятно, что основной размер профиля поперечного сечения в данных примерах будет по-прежнему увеличиваться. Обычно, профиль поперечного сечения покрытия композитной заготовочной полосы 520 выбирают из группы, состоящей из овала, круга, прямоугольника, квадрата и прямоугольника с закругленными углами, и квадрата с закругленными углами.
В некоторых вариантах осуществления, перед операцией 136 нанесения покрытия, способ 100 может включать в себя изменение профиля поперечного сечения композитной заготовочной полосы 220 без покрытия в процессе операции 130. Данный пример схематически показан на фиг. 5L-5N. Конкретно, на фиг. 5L показана композитная заготовочная полоса 220 без покрытия, имеющая квадратную форму поперечного сечения. Данная форма может являться результатом операции 120 продольной резки, например. В процессе операции 130 данная квадратная форма поперечного сечения изменяется путем перераспределения материала композитной заготовочной полосы 220 без покрытия. Данная операция описана более подробно со ссылкой на фиг. 1А. На фиг. 5М показана композитная заготовочная полоса 220 все еще без покрытия, имеющая круглую форму поперечного сечения после данной операции. Затем, на данную круглую композитную заготовочную полосу 220 может наноситься покрытие, формируя, таким образом, композитную заготовочную полосу 520 с покрытием, как схематически показано на фиг. 5N.
В некоторых вариантах осуществления, способ 100 может включать в себя изменения профиля поперечного сечения композитной заготовочной полосы 520 с покрытием. Другими словами, операция 130 изменения формы выполняется после операции 136 нанесения покрытия. Данный пример схематически показан на фиг. 5O-5Q. Конкретно, на фиг. 5O показана композитная заготовочная полоса 220 без покрытия, имеющая квадратную форму поперечного сечения. На данную квадратную композитную заготовочную полосу 220 может быть нанесено покрытие, тем самым формируя композитную заготовочную полосу 520 с покрытием, как схематически показано на фиг. 5Р. В процессе операции 130 данная квадратная форма поперечного сечения изменяется путем перераспределения материала слоя 522 покрытия композитной заготовочной полосы 220 с покрытием. Не будучи ограниченными какой-либо конкретной теорией, можно полагать, что подход, показанный на фиг. 5O-5Q, может быть менее эффективным для непрерывных однонаправленных волокон 206, чем подход, показанный на фиг. 5L-5N.
Характеристики различных вариантов осуществления композитных заготовочных полос с покрытием для использования в аддитивном производстве были исследованы с использованием иллюстративного исследования. В данном исследовании покрытие из чистого полимера (не содержащим волокон) или покрытие из полимера, содержащего 30% масс., наносят на квадратную слоистую сердцевину, выполненную из волокносодержащих слоев. Данная сердцевина имеет постоянную объемную долю непрерывных волокон, составляющую около 60% по своей толщине. Фиг. 8В представляет собой график объемной доли покрытия для кругового покрытия как функции толщины слоистого материала и толщины покрытия. Для квадратной слоистой сердцевины ширина слоистого материала равна толщине слоистого материала и толщина слоистого материала дискретно увеличивается в зависимости от количества волокносодержащих слоев, используемых в пакете слоев. Толщина слоистого материала, описанного на фиг. 8В, соответствует 4-9 волокносодержащим слоям. Относительный размер точек данных соответствует окончательному диаметру стержня с покрытием, а сплошные линии соединяют варианты осуществления с одинаковым диаметром, равным диаметру, приведенному слева от серии. Толщина покрытия определяется минимальной толщиной покрытия, измеренного по радиусу от угла слоистой сердцевины, как показано вложенной фигуре. Пунктирные линии соединяют варианты осуществления с одинаковой минимальной толщиной покрытия равной толщине, перечисленной справа от серии. Чтобы сузить диапазон возможностей до технически значимых для практического изготовления и применения, на данные варианты осуществления наложены следующие ограничения и они соблюдаются для других форм поперечного сечения покрытия: (1) толщина слоистого материала составляет больше, чем 0,762 мм (0,030 дюйма) для практических операций продольной резки; (2) минимальная толщина покрытия в любом месте поперечного сечения составляет 0,1016 мм (0,004 дюйма) или более для обеспечения допусков изготовления в операции нанесения покрытия; (3) наибольший размер поперечного сечение должен быть меньше 1,778 мм (0,070 дюйма) для обеспечения возможности заготовке поступать в разжижитель с диаметром впускного отверстия 1,778 мм (0,070 дюйма); и (4) чтобы не допустить никакого задевания непрерывных волокон о стенки разжижителя, после любого изменения формы сохраняют минимум 0,0254 мм (0,001 дюйма) материала покрытия между непрерывной волокносодержащей слоистой сердцевиной и стенкой разжижителя. С учетом данных ограничений пространство решений для удовлетворительных вариантов осуществления обозначено треугольной областью на фиг. 8В. Требуются относительно большие объемные доли покрытия, составляющие от 51% до 65%. Это приводит к содержанию волокон от 20% до 28% об. в стержне с окончательным покрытием при нанесении покрытия из чистого полимера и от 36% до 40% при нанесении покрытия с 30% масс. дискретных волокон.
Содержание волокон в заготовке с окончательным покрытием представлено на фиг. 8С как функция толщины слоистого материала, формы поперечного сечения заготовки с окончательным покрытием и материала покрытия. Выделенные пространства решений удовлетворяют четырем ограничениям, перечисленным ранее для квадратных слоистых сердцевин с покрытиями следующих форм: круглой, квадратной и квадратной с закругленными углами. Пространства решений, соответствующих покрытиям из чистого полимера и с 30% масс. дискретных волокон, представлено областями со сплошными границами и с пунктирными границами, соответственно. Круглые покрытия не требуют преобразования формы в разжижителе во время аддитивного производства, в то время как квадратные и закругленные квадратные покрытия требуют преобразования формы до круглого в разжижителе или перед разжижителем. Площадь поперечного сечения на выходе из разжижителя равна площади поперечного сечения входящей заготовки с покрытием, для обеспечения поддержания устойчивого и стабильного потока через разжижитель.
Пространства решений для круглых заготовок с покрытием на фиг. 8С соответствуют треугольной области, выделенной на фиг. 8В. Максимальная толщина слоистой сердцевины ограничена для гарантии возможности надежной подачи заготовки с окончательным покрытием во вход разжижителя с размером 1,778 мм (0,070 дюйма), и содержание волокна ограничено количеством покрытия, необходимого для гарантии минимальной толщины покрытия, составляющей по меньшей мере 0,1016 мм (0,004 дюйма), для практического выполнения операции по нанесению покрытия.
Очевидно, что объемная доля покрытия может быть уменьшена, и вследствие этого, общее содержание волокон увеличено путем нанесения покрытия квадратной формы и обеспечения возможности изменения формы в разжижителе, как показано на фиг. 5O-5Q. Пространство решений квадратного покрытия ограничено небольшой толщиной слоистого материала, чтобы обеспечить возможность ввести заготовку во вход разжижителя размером 1,778 мм (0,070 дюйма). Диапазон значений содержания волокон для заготовки с покрытием является результатом изменения толщины покрытия, измеренной от боковой стороны слоистой сердцевины, с повышенным содержанием волокон, получаемым при меньшей толщине покрытия. Минимальная толщина покрытия, составляющая 0,127 мм (0,005 дюйма), требуется для гарантии того, что объемная доля всего покрытия достаточно большая, чтобы по меньшей мере 0,0254 мм (0,001 дюйма) материала покрытия удерживалось между углами слоистой сердцевины и стенкой разжижителя после преобразования формы в круг. Данная толщина покрытия дает максимальное содержание волокон 34% для покрытия чистым полимером, и 44% для покрытия с заполнением 30% масс. дискретных волокон.
Пространство решений может быть расширено до больших толщин слоистого материала при максимизации общего содержания волокон за счет использования закругленных углов квадратного покрытия, как это показано на фиг. 5I. Можно использовать слоистую сердцевину больших толщин, поскольку наибольший размер поперечного сечения в виде расстояния по диагонали между противоположными углами, уменьшается. Случаи, когда наибольший размер составляет 1,778 мм (0,070 дюйма), также приемлемы, поскольку меньшая площадь контакта со стенками разжижителя на входе обеспечивает более надежную подачу по сравнению с круглыми покрытиями, которые имеют полный контакт со стенками. Для заданной толщины слоистого материала содержание волокон в заготовке с покрытием может быть увеличено за счет использования более тонких покрытий, измеренных от боковой стороны слоистого материала, с углами закругленными таким образом, что расстояние по диагонали составляет 1,778 мм (0,070 дюйма). Максимальное содержание волокон также показано на графике для каждой толщины слоистого материала, при этом толщина покрытия на закругленном углу, измеренная по радиусу от угла слоистого материала, сохраняется на минимально допустимом значении, составляющем 0,1016 мм (0,004 дюйма), для операции практического нанесения покрытия. С данными максимально закругленными углами толщина покрытия, измеренная от боковой стороны слоистого материала, должна составлять 0,127 мм (0,005 дюйма), 0,1524 мм (0,006 дюйма) и 1,778 мм (0,007 дюйма) для слоистого материала толщиной 0,8382 мм (0,033 дюйма), 0,9906 мм (0,039 дюйма) и 1,1176 мм (0,044 дюйма), соответственно, давая содержание волокон 34-35% об. при использовании покрытия из чистого полимера, и 44% об. при использовании покрытия с 30% масс. дискретных волокон.
Примеры воздушных летательных аппаратов и способов изготовления и техобслуживания воздушных летательных аппаратов
Показанные варианты осуществления обеспечивают новый способ формирования композитных заготовочных полос с непрерывными однонаправленными ориентациями непрерывных волокон и адаптированное распределение данных непрерывных волокон по поперечному сечению полос. Кроме того, данные способы предусматривают различные профили поперечного сечения и/или размеры полосы. Непрерывная обработка, используемая в данных способах, не только увеличивает производительность обработки, но также обеспечивает высокий уровень управления различными характеристиками композитных заготовочных полос. Варианты осуществления нашли применение в широком спектре приложений, включая в себя, например, аэрокосмическую область. Описанный способ идеально подходит для технологии аддитивного производства деталей, имеющих сложную геометрию, например, кронштейнов, зажимных опор, соединительных рычагов, или более конкретно, конструкций с нерегулярными поперечным сечениями, которые в настоящее время изготавливают из металла (например, наконечники, концевые фитинги). Детали должны, в общем, отличаться от деталей, имеющих простую (например, линейную) геометрию, таких как балки (например, с неизменяющимися поперечными сечениями). Описанный способ также подходит для уникальных, индивидуальных деталей или деталей с очень ограниченным объемом изготовления с неизменяющимся поперечным сечением, которые могут производиться с использованием технологии аддитивного производства.
Примеры настоящего раскрытия могут быть описаны в контексте способа 1100 изготовления и обслуживания воздушного летательного аппарата, как показано на фиг. 9, и воздушного летательного аппарата 1102, как показано на фиг. 10. Во время подготовки производства способ 1100 может включать в себя разработку спецификации и проектирование (блок 1104) воздушного летательного аппарата 1102 и материальное снабжение (блок 1106). В процессе производства могут иметь место изготовление компонентов и сборочных узлов (блок 1108) и интеграция систем (блок 1110) воздушного летательного аппарата 1102. Композитные заготовочные полосы можно формировать и использовать в технологии аддитивного производства во время одного из данных этапов, например, спецификации и проектирования (блок 1104) воздушного летательного аппарата 1102, материального снабжения (блок 1106), изготовления компонентов и сборочных узлов (блок 1108) и интеграции систем (блок 1110) воздушного летательного аппарата 1102. После этого воздушный летательный аппарат 1102 может проходить через стадию сертификации и доставки (блок 1112) для ввода в эксплуатацию (блок 1114). Во время эксплуатации для воздушного летательного аппарата 1102 может быть запланировано техобслуживание и ремонт (блок 1116). Регламентное техобслуживание и текущий ремонт могут включать в себя модернизацию, перенастройку, переоборудование и тому подобное одной или более систем воздушного летательного аппарата 1102.
Каждый из процессов способа 1100 может быть выполнен или осуществлен системным интегратором, третьей стороной, и/или оператором (например, заказчиком). В целях настоящего описания, системный интегратор может включать в себя, без ограничения, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, без ограничения, любое количество поставщиков, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
Как показано на фиг. 10, воздушный летательный аппарат 1102, изготовленный способом 1100 может включать в себя корпус 1118 воздушного летательного аппарата с множеством высокоуровневых систем 1120 и внутреннюю часть 1122. Примеры высокоуровневых систем 1120 включают одну или более двигательных систем 1124, электрических систем 1126, гидравлических систем 1128 и систему 1130 управления условиями окружающей среды. Любое количество других систем может быть включено. Несмотря на то, что показан пример из аэрокосмической области, принципы, описанные в данном документе, могут применяться в других областях промышленности, например, автомобилестроительной промышленности. Соответственно, в дополнение к воздушному летательному аппарату 1102, принципы, раскрытые в данном документе, могут применяться в других транспортных средствах, например, наземных транспортных средствах, морских транспортных средствах, космических транспортных средствах и т.д.
Устройство (устройства) и способ (способы), показанные или описанные в настоящем документе, могут быть использованы во время любого одного или более этапов способа 1100 изготовления и обслуживания. Например, компоненты или сборочные узлы, относящиеся изготовлению (этап 1108) компонентов и сборочных узлов, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации воздушного летательного аппарата 1102 (этап 1114). Также, один или более примеров устройства (устройств), способа (способов) или комбинаций могут быть использованы во время производственных этапов 1108 и 1110, например, путем по существу ускорения сборки или уменьшения стоимости воздушного летательного аппарата 1102. Аналогично, один или более примеров реализаций устройства или способа или их комбинации могут быть использованы, например и без ограничения, во время эксплуатации воздушного летательного аппарата 1102, например, при регламентном техобслуживании и ремонте (блок 1116).
Заключение
Различные примеры устройства(в) и способа(ов), раскрытых в данном документе, включают в себя различные компоненты, признаки и функциональные возможности. Следует понимать, что различные примеры устройства(в) и способа(ов), описанный в данном документе, могут включать в себя любой из компонентов, признаков и функциональных возможностей любого из других примеров устройства (в) и способа(ов), описанный в данном документе, в любой комбинации, и все такие возможности, предназначены, чтобы быть в пределах сущности и объема настоящего изобретения.
Многие модификации примеров, изложенных в данном документе, могут прийти на ум специалистам в данной области техники, к которой относится настоящее изобретение, имеющее преимущество идей, представленных в вышеприведенных описаниях и соответствующих чертежах.
Таким образом, в целом, согласно первому аспекту настоящего изобретения, предложены:
А1. Способ формирования композитных заготовочных полос с покрытием для использования в технологии аддитивного производства, при этом способ включает:
продольную резку листа на композитные заготовочные полосы,
при этом лист содержит первый полимер и волокна, проходящие параллельно друг другу внутри листа;
при этом продольную резку выполняют вдоль направления, параллельного всем волокнам внутри листа; и
покрытие внешней поверхности композитных заготовочных полос материалом, содержащим второй полимер, с формированием таким образом композитных заготовочных полос с покрытием, содержащих слой покрытия, расположенный поверх композитных заготовочных полос.
А2. Также предложен способ по пункту А1, согласно которому волокна, проходящие параллельно друг другу внутри листа, являются непрерывными волокнами.
A3. Также предложен способ по пункту А1, согласно которому распределение волокон по поперечному сечению композитных заготовочных полос является равномерным.
А4. Также предложен способ по пункту А1, согласно которому концентрация волокон в поперечном сечении композитных заготовочных полос составляет по меньшей мере около 40% об.
А5. Также предложен способ по пункту А1, согласно которому поперечное сечение композитных заготовочных полос остается таким же при покрытии материалом внешней поверхности композитных заготовочных полос.
Аб. Также предложен способ по пункту А1, согласно которому толщина слоя покрытия на внешней поверхности композитных заготовочных полос является постоянной.
А7. Также предложен способ по пункту А1, согласно которому материал, используемый для слоя покрытия, дополнительно содержит наполнитель, выбранный из группы, состоящей из волокон, частиц и чешуек.
А8. Также предложен способ по пункту А7, согласно которому наполнитель содержит дискретные волокна.
А9. Также предложен способ по пункту А7, согласно которому наполнитель выбирают из группы, состоящей из термочувствительных добавок, минерального армирующего материала, термостабилизатора, стабилизатора ультрафиолетового излучения (УФ), смазочного материала, огнезащитного материала, электропроводящей добавки и пигмента.
А10. Также предложен способ по пункту А1, согласно которому покрытие выполняется с использованием одного из технологии нанесения покрытия поперечной экструзионной головкой, порошкового покрытия или технологии покрытия на основе растворителя.
A11. Также предложен способ по пункту А1, согласно которому
поперечное сечение профиля композитных заготовочных полос выбирают из группы, состоящей из прямоугольника, квадрата и трапеции, и согласно которому
поперечное сечение профиля композитных заготовочных полос с покрытием выбирают из группы, состоящей из овала, круга, прямоугольника, квадрата и прямоугольника с закругленными углами и квадрата с закругленными углами.
А12. Также предложен способ по пункту А1, согласно которому один полимер из первого полимера и второго полимера содержит один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфида (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ), и термопластичного полиимида (ТПИ).
А13. Также предложен способ по пункту А1, согласно которому первый полимер и второй полимер являются одним и тем же полимером.
А14. Также предложен способ по пункту А13, согласно которому оба полимера, первый полимер и второй полимер, являются полиэфиркетонкетоном (ПЭКК).
А15. Также предложен способ по пункту А1, дополнительно включающий в себя выполняемую перед продольной резкой листа укладку пакета слоев, содержащего волокносодержащие слои, и формование пакета слоев, с формированием таким образом листа.
А16. Также предложен способ по пункту А15, согласно которому все листы пакета слоев являются волокносодержащими слоями.
А17. Также предложен способ по пункту А1, дополнительно включающий в себя выполняемую перед продольной резкой листа укладку пакета слоев, содержащего один или более волокносодержащих слоев и один или более полимерных слоев, и формование пакета слоев, с формированием таким образом листа.
А18. Также предложен способ по пункту А17, согласно которому объемная доля волокон внутри слоистого листа изменяется вдоль всей толщины слоистого листа.
А19. Также предложен способ по пункту А18, согласно которому объемная доля волокон внутри слоистого листа больше в центре слоистого листа вдоль толщины слоистого листа, чем на одной из поверхностей слоистого листа.
А20. Также предложен способ по пункту А19, дополнительно содержащий изменение профиля поперечного сечения каждой из композитных заготовочных полос, выполняемое перед нанесением покрытия внешней поверхности композитных заготовочных полос.
А21. Также предложен способ по пункту А1, дополнительно содержащий изготовление по аддитивной технологии с использованием композитных заготовочных полос с покрытием.
В соответствии с дополнительным аспектом настоящего изобретения, предложены:
В1. Композитная заготовочная полоса с покрытием, при этом композитная заготовочная полоса с покрытием содержит:
композитную заготовочную полосу, содержащую первый полимер и волокна, проходящие параллельно друг другу внутри листа; и
слой покрытия, содержащий второй полимер, и расположенный на внешней поверхности композитной заготовочной полосы и образующий оболочку вокруг композитной заготовочной полосы,
при этом слой покрытия содержит второй полимер.
B2. Также предложена композитная заготовочная полоса с покрытием по пункту В1, в которой волокна, проходящие параллельно друг другу внутри листа, являются непрерывными волокнами.
B3. Также предложена композитная заготовочная полоса с покрытием по пункту В1, в которой распределение волокон по поперечному сечению композитной заготовочной полосы является равномерным.
B4. Также предложена композитная заготовочная полоса с покрытием по пункту В1, в которой концентрация волокон в поперечном сечении композитной заготовочной полосы составляет по меньшей мере около 40% об.
B5. Также предложена композитная заготовочная полоса с покрытием по пункту В1, в которой толщина слоя покрытия на внешней поверхности композитной заготовочной полосы является постоянной.
B6. Также предложена композитная заготовочная полоса с покрытием по пункту В1, в которой слой покрытия дополнительно содержит наполнитель, выбранный из группы, состоящей из волокон, частиц и чешуек.
B7. Композитная заготовочная полоса с покрытием по пункту В6, в которой наполнитель содержит дискретные волокна.
B8. Композитная заготовочная полоса с покрытием по пункту В6, в которой наполнитель выбирают из группы, состоящей из термочувствительных добавок, минерального армирующего материала, термостабилизатора, стабилизатора ультрафиолетового излучения (УФ), смазочного материала, огнезащитного материала, электропроводящей добавки и пигмента.
B9. Композитная заготовочная полоса с покрытием по пункту В1, в которой профиль поперечного сечения композитной заготовочной полосы выбирают из группы, состоящей из прямоугольника, квадрата и трапеции, и в которой профиль поперечного сечения покрытия композитной заготовочной полосы выбирают из группы, состоящей из овала, круга, прямоугольника, квадрата и прямоугольника с закругленными углами, и квадрата с закругленными углами.
В10. Композитная заготовочная полоса с покрытием по пункту В1, в которой один из первого полимера и второго полимера содержит один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфида (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ) и термопластичного полиимида (ТПИ).
В11. Композитная заготовочная полоса с покрытием по пункту В1, в которой первый полимер и второй полимер являются одним и тем же полимером.
В12. Композитная заготовочная полоса с покрытием по пункту В11, в которой оба полимера, первый полимер и второй полимер, являются полиэфиркетонкетоном (ПЭКК).
С1. Способ формирования композитных заготовочных полос для использования в технологии аддитивного производства, включающий:
- укладку пакета слоев, содержащего один или более волокносодержащих слоев и один или более полимерных слоев,
при этом все непрерывные волокна во всех из одного или более волокносодержащих слоев, формирующих пакет слоев, параллельны друг другу;
- формование пакета слоев с формированием таким образом слоистого листа; и
- продольную резку слоистого листа на композитные заготовочные полосы,
при этом продольную резку выполняют вдоль направления, параллельного всем непрерывным волокнам внутри слоистого листа.
С2. Также предложен способ по пункту С1, согласно которому объемная доля непрерывных волокон внутри слоистого листа изменяется по всей толщине слоистого листа.
С3. Также предложен способ по пункту С2, согласно которому объемная доля непрерывных волокон внутри слоистого листа в его центре вдоль толщины слоистого листа больше, чем на одной из поверхностей слоистого листа.
С4. Также предложен способ по пункту С3, согласно которому объемная доля непрерывных волокон внутри слоистого листа в центре слоистого листа больше, чем на обеих поверхностях слоистого листа.
С5. Также предложен способ по пункту С4, согласно которому график объемной доли непрерывных волокон внутри слоистого листа симметричен относительно центра слоистого листа.
С6. Также предложен способ по пункту С3, согласно которому участок слоистого листа, формирующий одну из поверхностей слоистого листа, не содержит непрерывных волокон.
С7. Также предложен способ по пункту С6, согласно которому отношение толщины участка, не содержащего непрерывных волокон, к общей толщине слоистого листа, находится между около 5% и 45%.
С8. Также предложен способ по пункту С1, согласно которому среднее значение объемной доли непрерывных волокон внутри слоистого листа находится в среднем между около 1% и 60%.
С9. Также предложен способ по пункту С1, согласно которому профиль поперечного сечения каждой из композитных заготовочных полос является квадратом.
С10. Также предложен способ по пункту С1, согласно которому все непрерывные волокна в каждой из композитных заготовочных полос параллельны главной оси данной композитной заготовочной полосы.
С11. Также предложен способ по пункту С1, дополнительно содержащий изменение профиля поперечного сечения каждой из композитных заготовочных полос.
С12. Также предложен способ по пункту С11, согласно которому профиль поперечного сечения каждой из композитных заготовочных полос меняют на круг.
С13. Также предложен способ по пункту С11, согласно которому изменение профиля поперечного сечения каждой из композитных заготовочных полос содержит нагрев каждой из композитных заготовочных полос и перераспределение материала в сторону от углов профиля поперечного сечения.
С14. Также предложен способ по пункту С13, согласно которому материал, перераспределенный в сторону от углов, не содержит непрерывных волокон.
С15. Также предложен способ по пункту С13, согласно которому положение непрерывных волокон в каждой из композитных заготовочных полос сохраняется при перераспределении материала в сторону от углов профиля поперечного сечения.
С16. Также предложен способ по пункту С15, согласно которому во время изменения профиля поперечного сечения каждой из композитных заготовочных полос, участок каждой из композитных заготовочных полос, содержащий непрерывные волокна, имеет более низкую температуру, чем материал, перераспределенный в сторону от углов, который не содержит непрерывных волокон.
С17. Также предложен способ по пункту С11, согласно которому изменение профиля поперечного сечения каждой из композитных заготовочных полос выполняют с использованием разжижителя.
С18. Также предложен способ по пункту С1, согласно которому по меньшей мере один внешний слой пакета слоев является одним из одного или более полимерных слоев.
С19. Также предложен способ по пункту С18, согласно которому оба внешних слоя пакета слоев являются двумя из одного или более полимерных слоев.
С20. Также предложен способ по пункту С18, согласно которому один или более полимерных слоев не содержит непрерывных волокон.
С21. Также предложен способ по пункту С1, согласно которому один или более полимерных слоев содержит один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфона (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ) и термопластичного полиимида (ТПИ).
С22. Также предложен способ по пункту С1, согласно которому один или более полимерных слоев содержит полиэфирсульфон (ПЭС).
С23. Также предложен способ по пункту С1, согласно которому один или более волокносодержащих слоев содержит один или более материал, выбранный из группы, состоящей из полиэфирсульфона (ПЭС), полифенилсульфона (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК) и полиэфиримида (ПЭИ).
С24. Также предложен способ по пункту С1, согласно которому один или более волокносодержащих слоев содержит полиэфиркетонкетон (ПЭКК).
С25. Также предложен способ по пункту С1, согласно которому непрерывные волокна в композитных заготовочных полосах имеют среднюю длину по меньшей мере 30,48 м (100 футов).
С26. Также предложен способ по пункту С1, согласно которому композитные заготовочные полосы размер основного поперечного сечения составляет меньше чем около 1,27 мм (0,050 дюйма).
С27. Также предложен способ по пункту С1, согласно которому укладка пакета слоев и формование листа выполняется в процессе непрерывной прокатки.
С28. Также предложен способ по пункту C1, согласно которому продольную резку слоистого листа на композитные заготовочные полосы выполняют с использованием одного из продольной резки водяной струей, ротационной резки, продольной резки колесом давления или продольной резки рулона.
С29. Также предложен способ по пункту С1, согласно которому продольную резку слоистого листа на композитные заготовочные полосы выполняют в процессе непрерывной прокатки.
С30. Также предложен способ по пункту C1, дополнительно содержащий реализацию технологии аддитивного производства с использованием композитных заготовочных полос.
D1. Композитная заготовочная полоса для изготовления по аддитивной технологии, содержащая:
полимер и
непрерывные волокна, расположенные параллельно друг другу и проходящие вдоль главной оси композитной заготовочной полосы, объемная доля непрерывных волокон изменяется вдоль по меньшей мере одного направления, перпендикулярного главной оси композитной заготовочной полосы.
D2. Также предложена композитная заготовочная полоса по пункту D1, в которой объемная доля непрерывных волокон внутри композитной заготовочной полосы больше в центре композитной заготовочной полосы вдоль главной оси, чем на поверхности композитной заготовочной полосы.
D3. Также предложена композитная заготовочная полоса по пункту D1, в которой объемная доля непрерывных волокон изменяется вдоль обоих направлений, перпендикулярных главной оси композитной заготовочной полосы.
D4. Также предложена композитная заготовочная полоса по пункту D1, в которой композитная заготовочная полоса не содержит полостей.
D5. Также предложена композитная заготовочная полоса по пункту D1, в которой объемная доля непрерывных волокон внутри слоистого листа находится в среднем между около 1% и 60%.
D6. Также предложена композитная заготовочная полоса по пункту D1, в которой непрерывные волокна являются непрерывными вдоль длины композитной заготовочной полосы.
D7. Также предложена композитная заготовочная полоса по пункту D1, в которой все непрерывные волокна параллельны главной оси композитной заготовочной полосы.
D8. Также предложена композитная заготовочная полоса по пункту D1, в которой профиль поперечного сечения композитной заготовочной полосы представляет собой квадрат.
D9. Также предложена композитная заготовочная полоса по пункту D1, в которой профиль поперечного сечения композитной заготовочной полосы представляет собой круг.
D10. Также предложена композитная заготовочная полоса по пункту D1, в которой полимер содержит один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфона (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ) и термопластичного полиимида (ТПИ).
Таким образом, следует понимать, что настоящее изобретение не должно ограничиваться конкретными проиллюстрированными примерами, и что модификации и другие примеры предназначены для включения в объем прилагаемой формулы изобретения. Кроме того, несмотря на то, что приведенное выше описание и соответствующие чертежи описывают примеры осуществления настоящего изобретения в контексте определенных иллюстративных комбинаций элементов и/или функций, следует понимать, что различные комбинации элементов и/или функции могут обеспечиваться с помощью альтернативных реализаций, не выходя за пределы объема прилагаемой формулы изобретения. Соответственно, вводные ссылочные позиции в прилагаемой формуле изобретения представлены только в целях иллюстрации и не предназначены для ограничения объема заявленного изобретения конкретными примерами, приведенными в настоящем описании.
| название | год | авторы | номер документа |
|---|---|---|---|
| 3D-ПЕЧАТЬ АРМИРУЮЩИМИ ВОЛОКНАМИ | 2018 |
|
RU2773665C2 |
| ЭКОЛОГИЧЕСКИ РАЦИОНАЛЬНЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ | 2014 |
|
RU2610599C1 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2631299C2 |
| МЕХАНИЧЕСКАЯ СИСТЕМА КРЕПЛЕНИЯ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2002 |
|
RU2305530C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2431566C2 |
| СЛОИСТЫЙ ПЛАСТИК И СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ПЛАСТИНЫ | 1992 |
|
RU2125351C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКОН, В ЧАСТНОСТИ, ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНОСОДЕРЖАЩЕГО НЕТКАНОГО МАТЕРИАЛА | 2011 |
|
RU2602481C2 |
| ПЛОСКИЙ УПЛОТНЯЮЩИЙ МАТЕРИАЛ В ВИДЕ АРМИРОВАННОЙ КОМПОЗИТНОЙ ФОЛЬГИ (КОМПОЗИТНОЙ ПЛЕНКИ) | 2004 |
|
RU2353640C2 |
| ПОВЫШЕНИЕ ЖЕСТКОСТИ ЧАСТИЦАМИ ДЛЯ УВЕЛИЧЕНИЯ ВЯЗКОСТИ РАЗРУШЕНИЯ | 2013 |
|
RU2616693C2 |
| ЭЛАСТОМЕРНОЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ПОЛИМЕРНОЕ КОМПОЗИТНОЕ ВОЛОКНОСОДЕРЖАЩЕЕ ПОКРЫТИЕ (ВАРИАНТЫ) | 2004 |
|
RU2339655C2 |
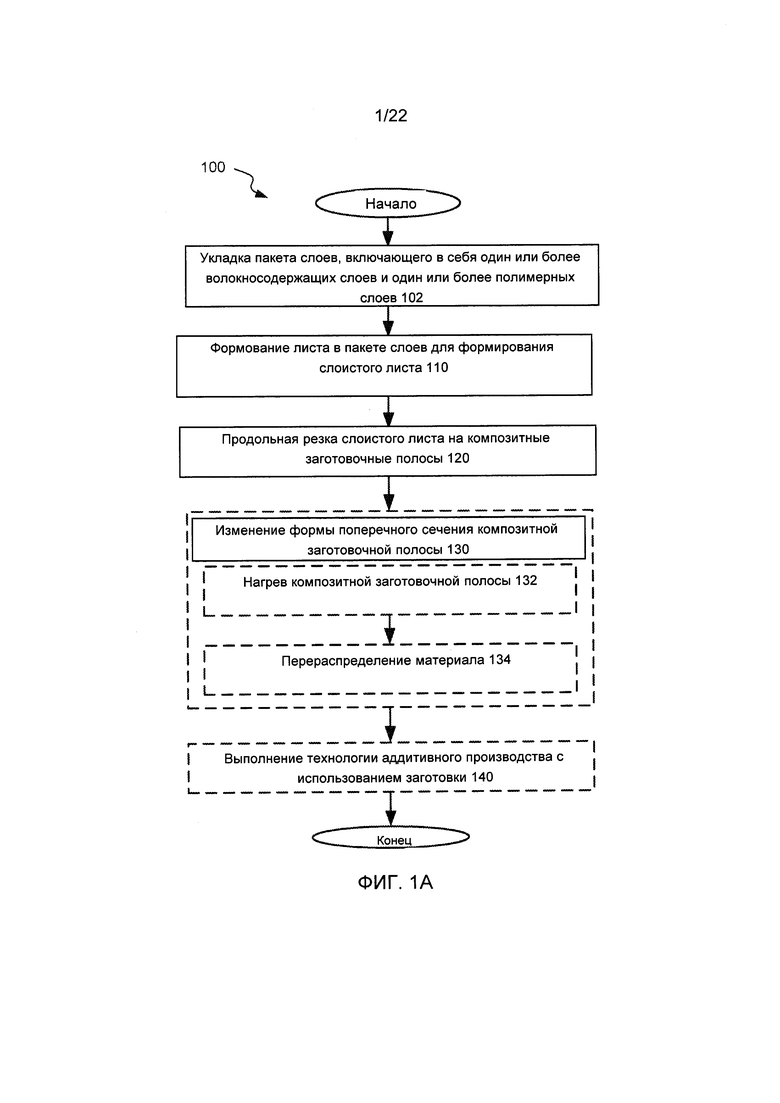
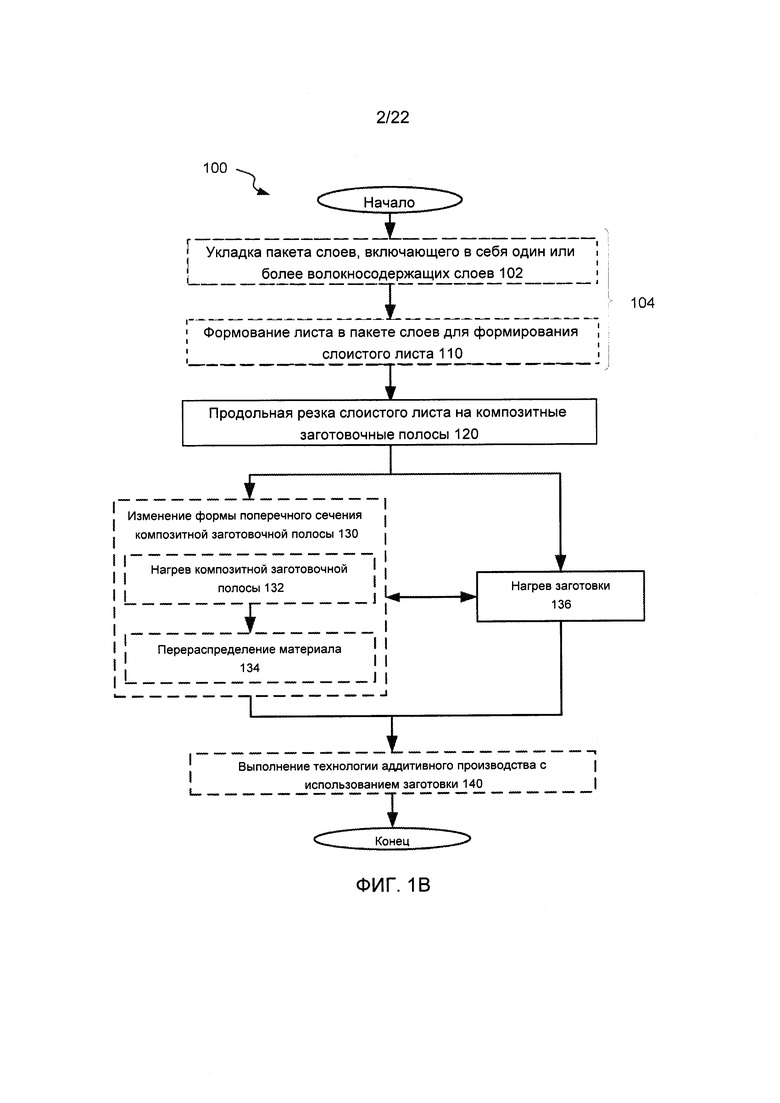
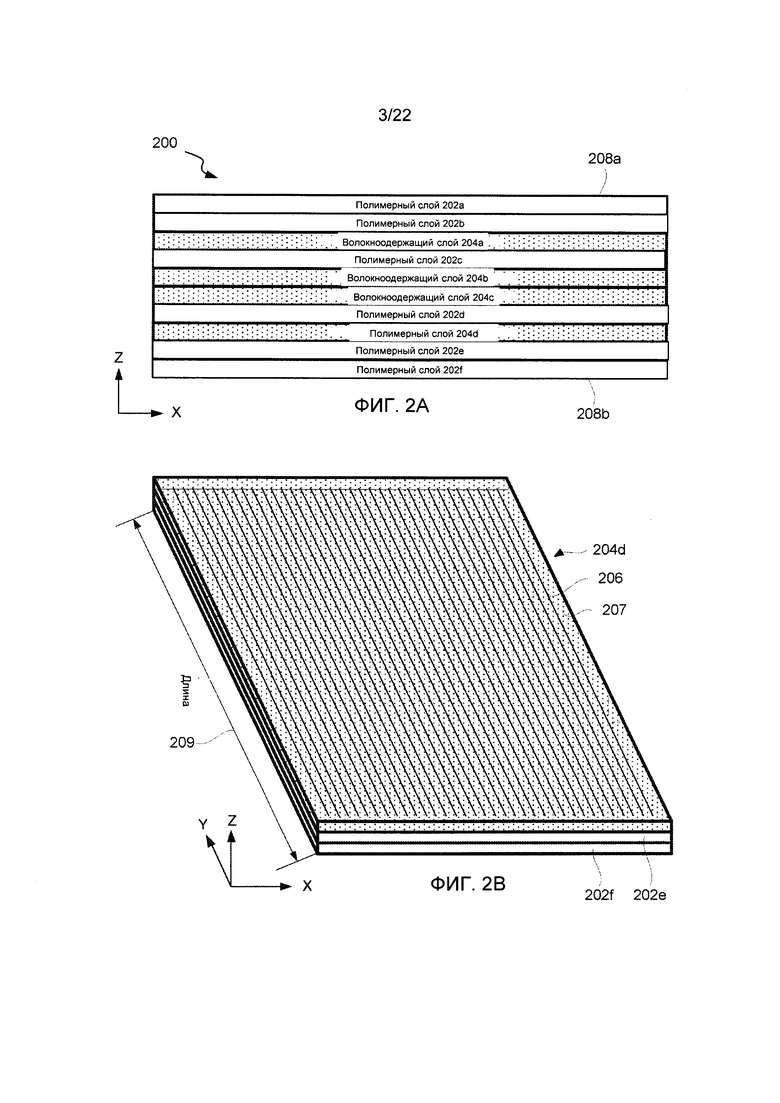
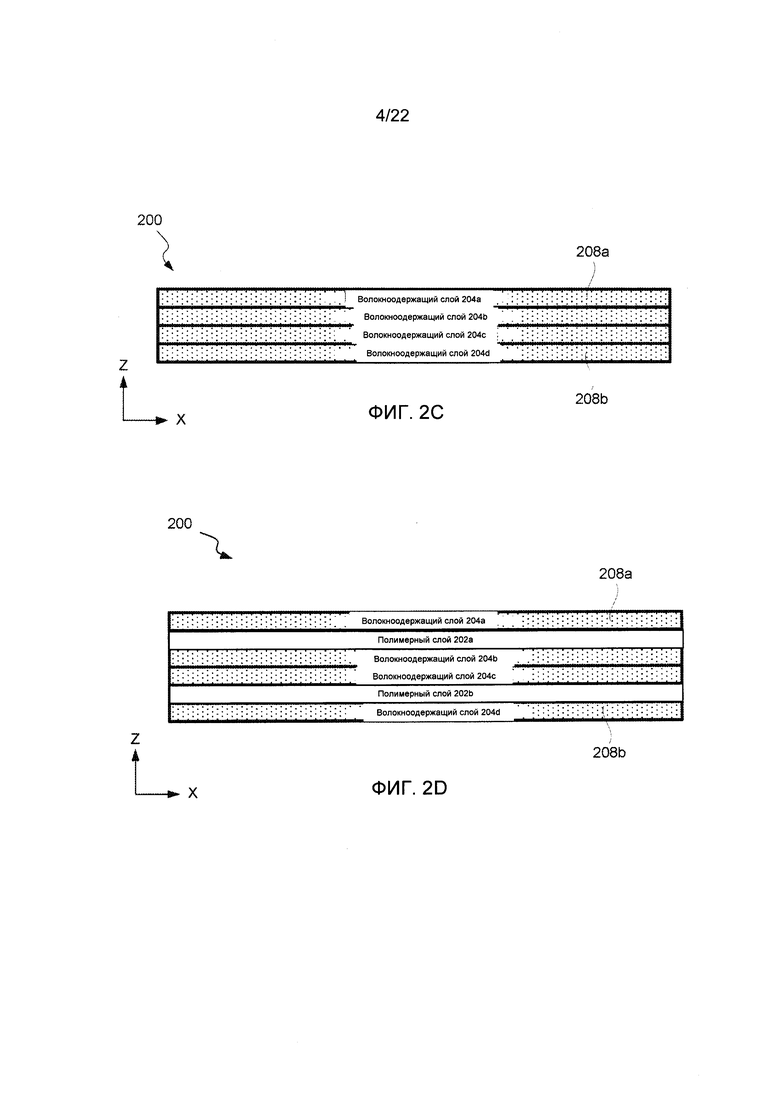
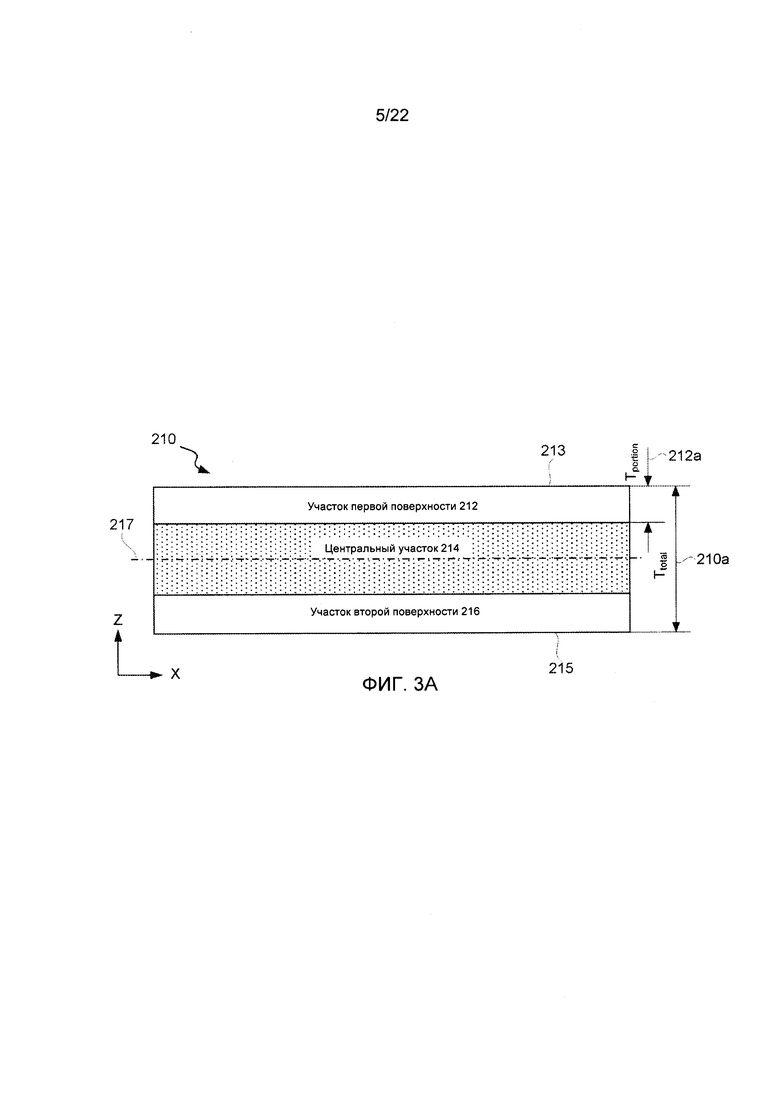
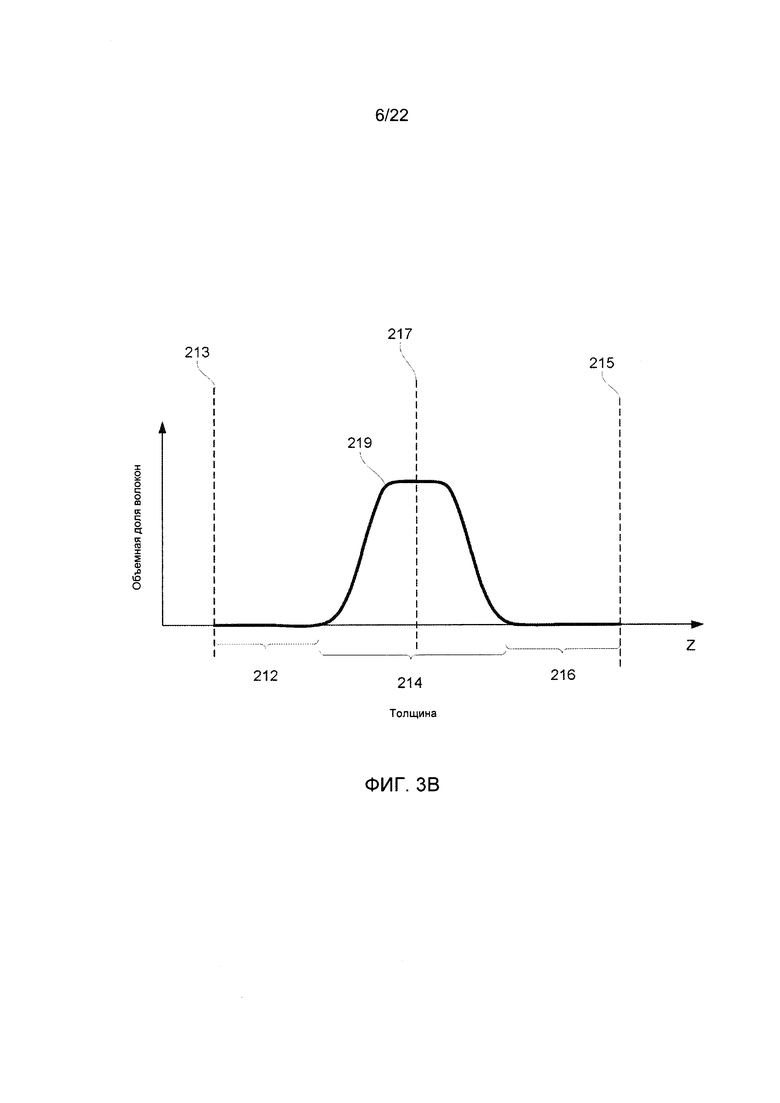


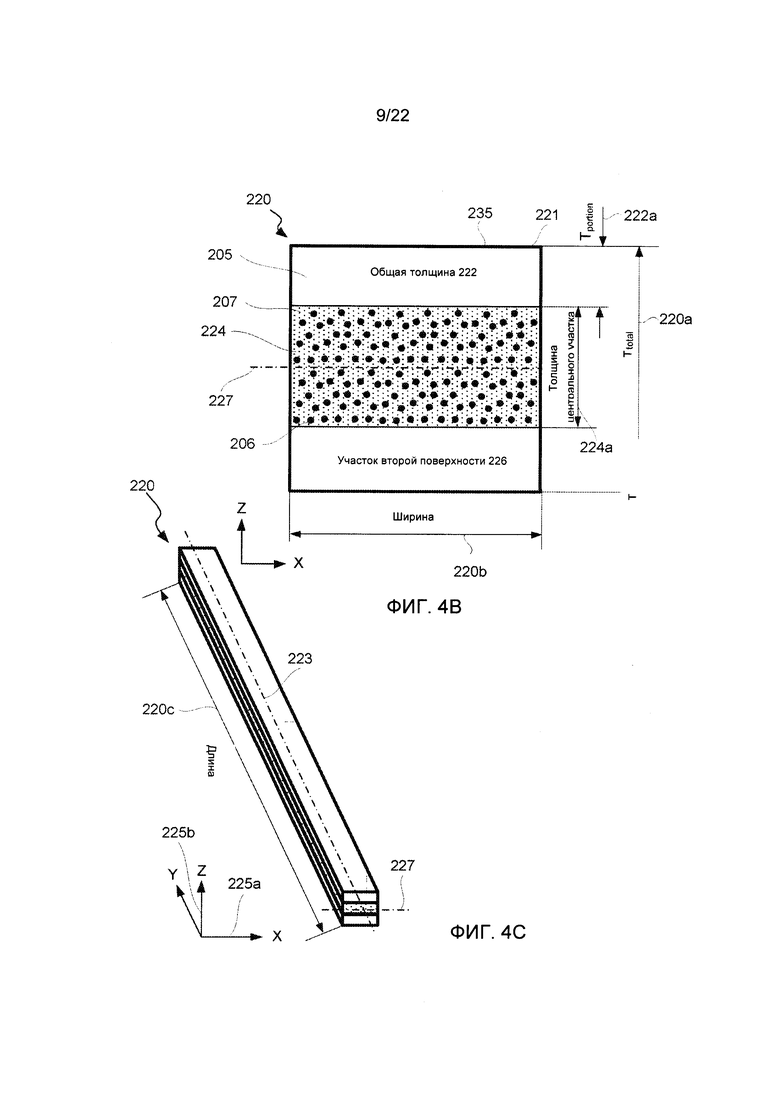
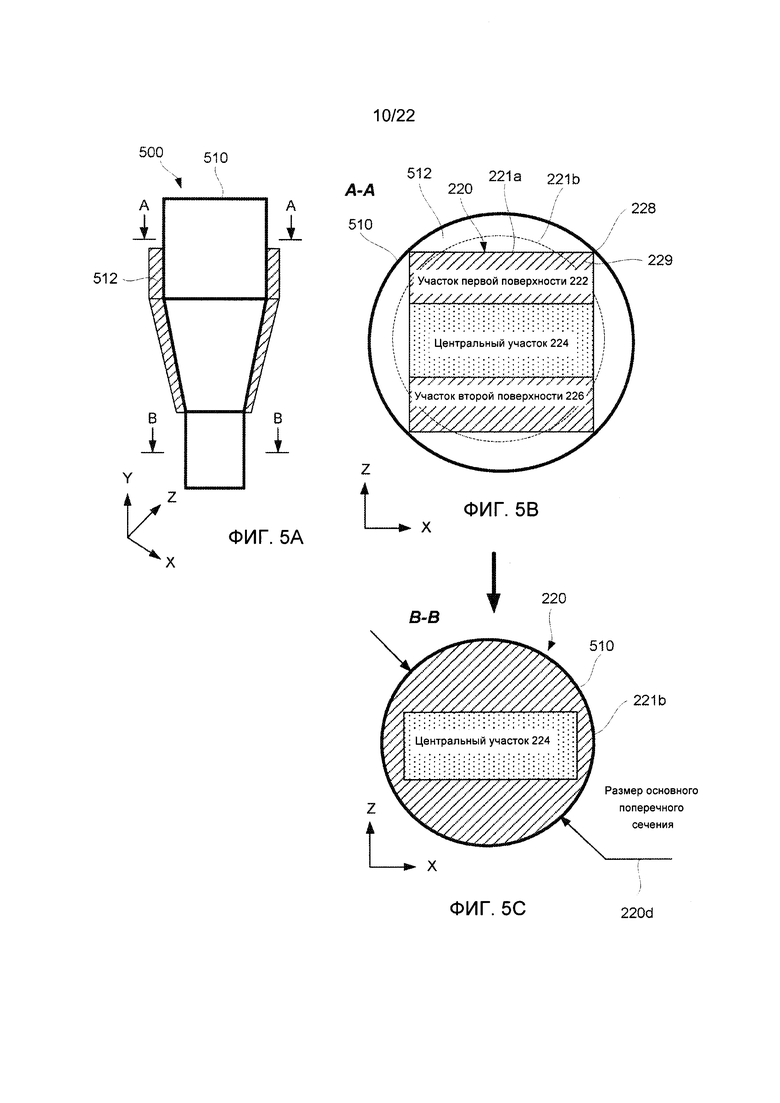
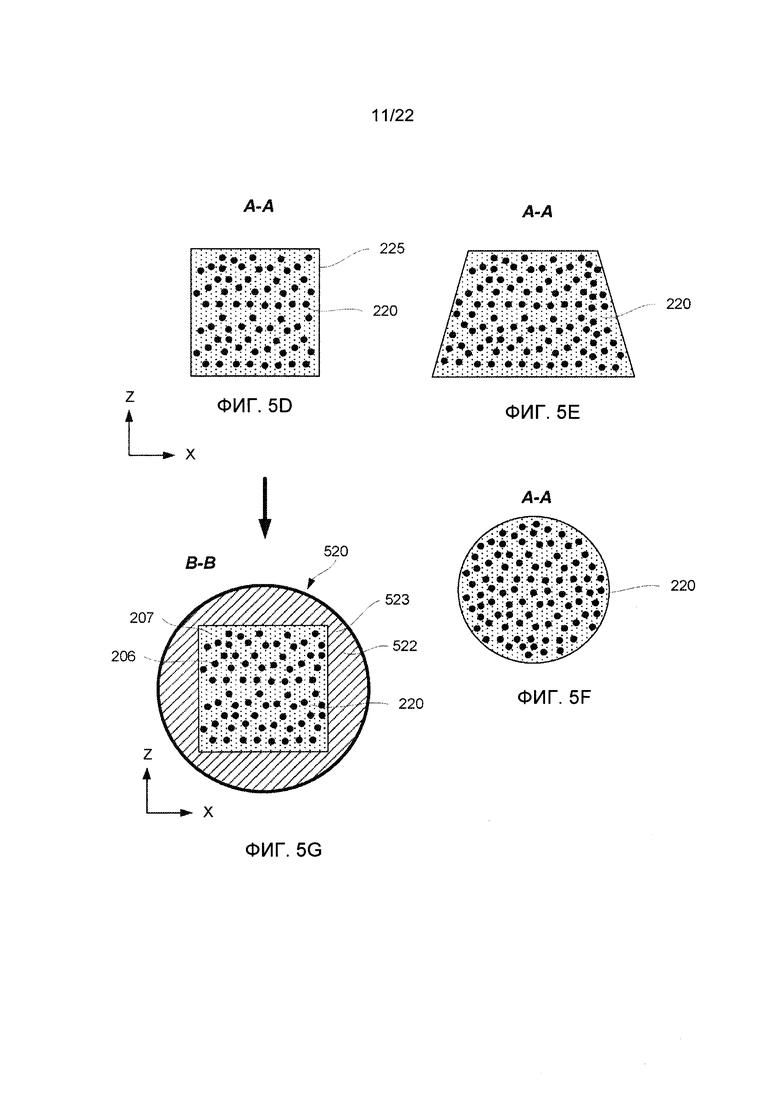
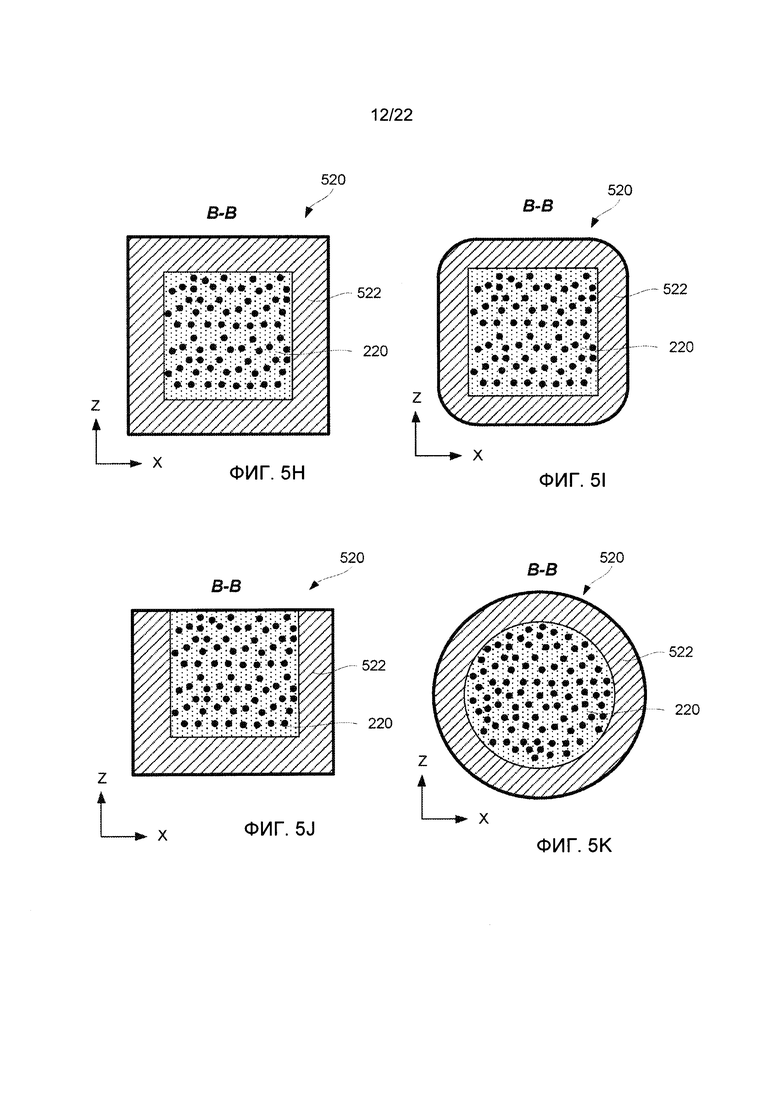
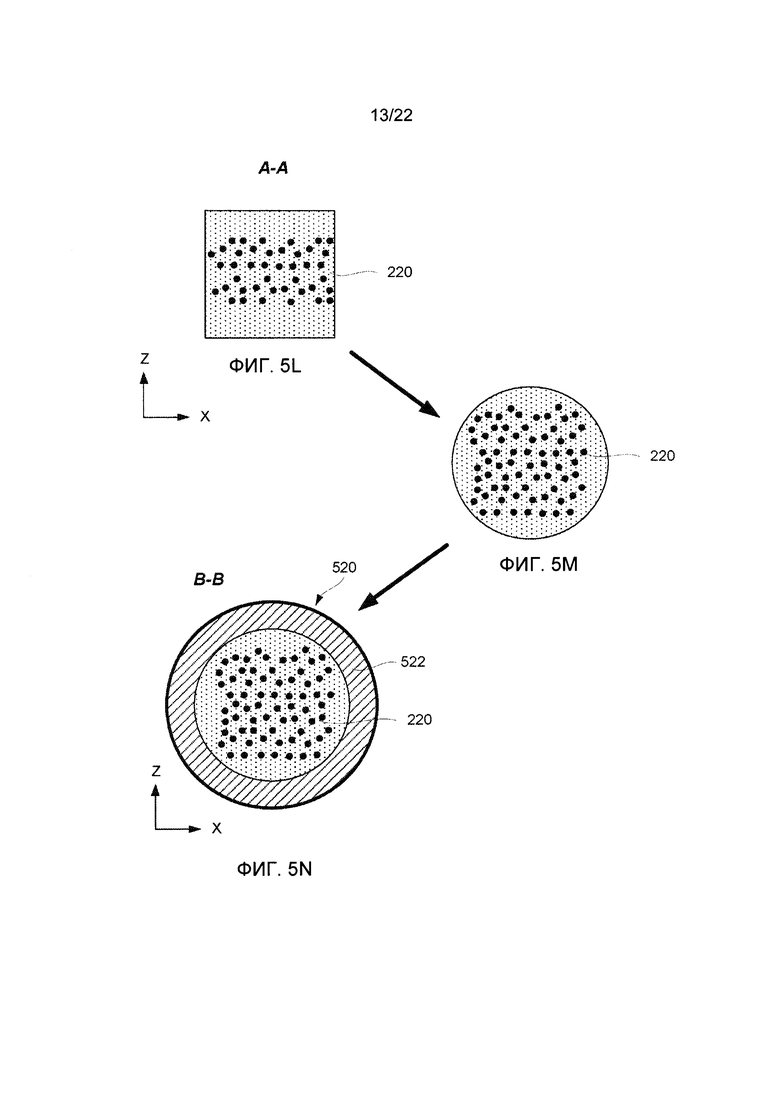
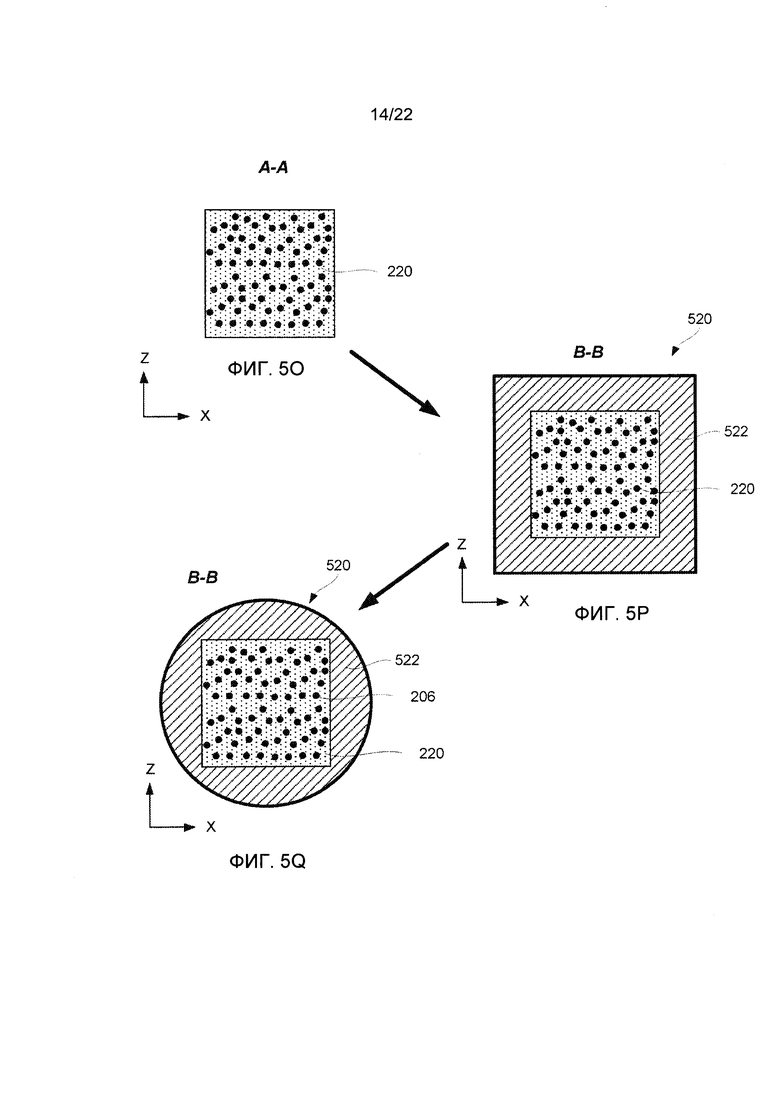


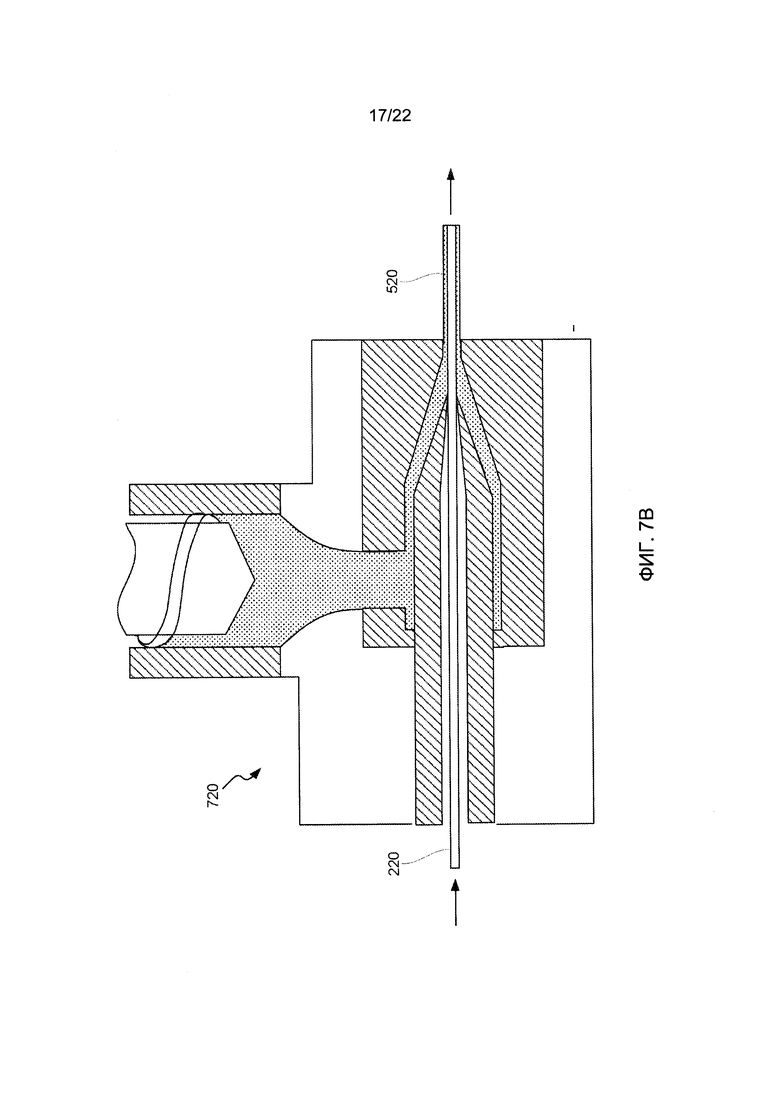
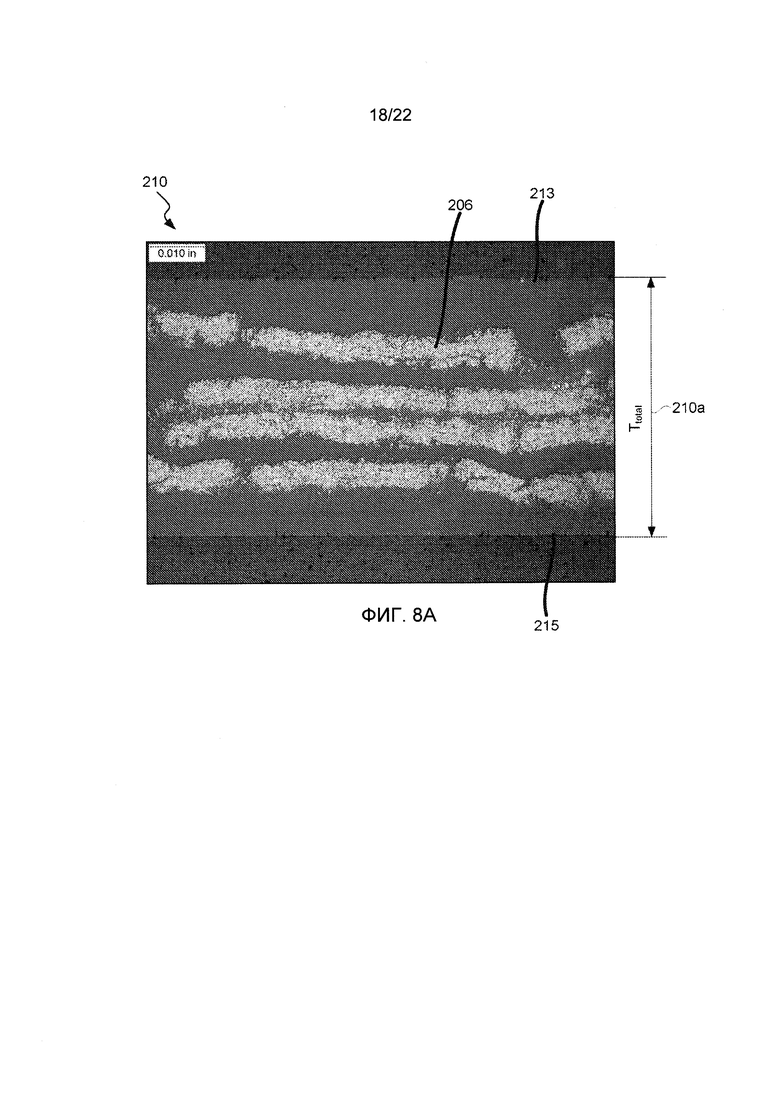
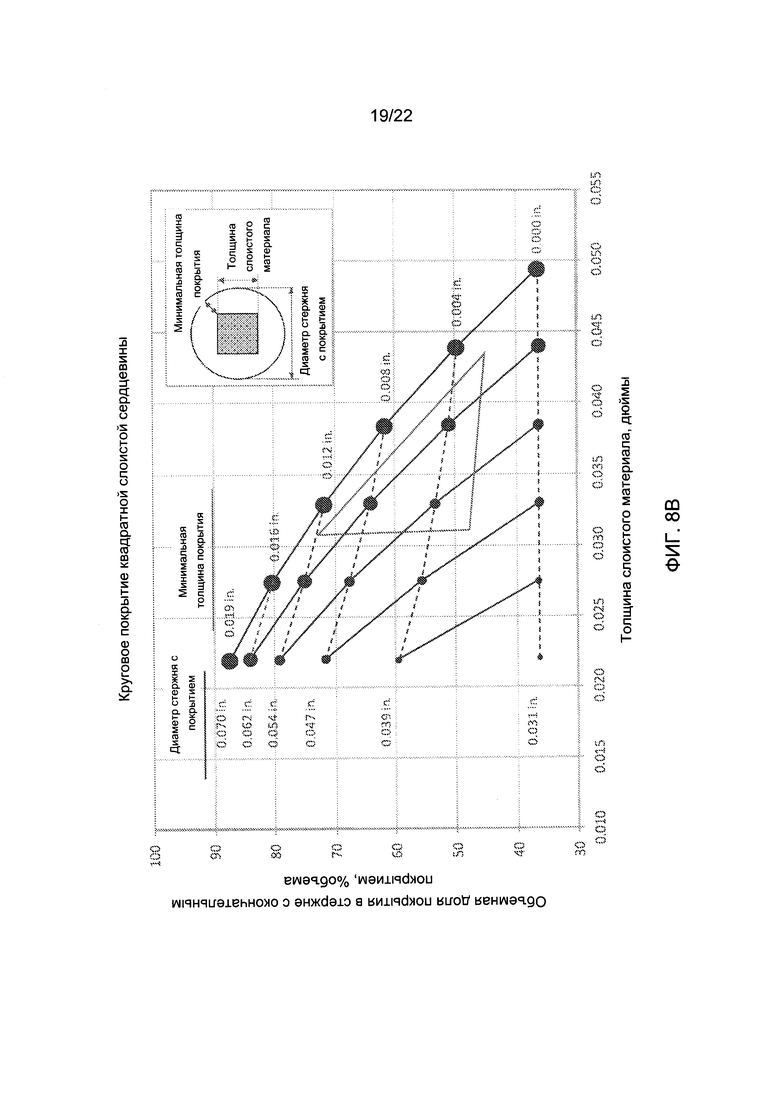

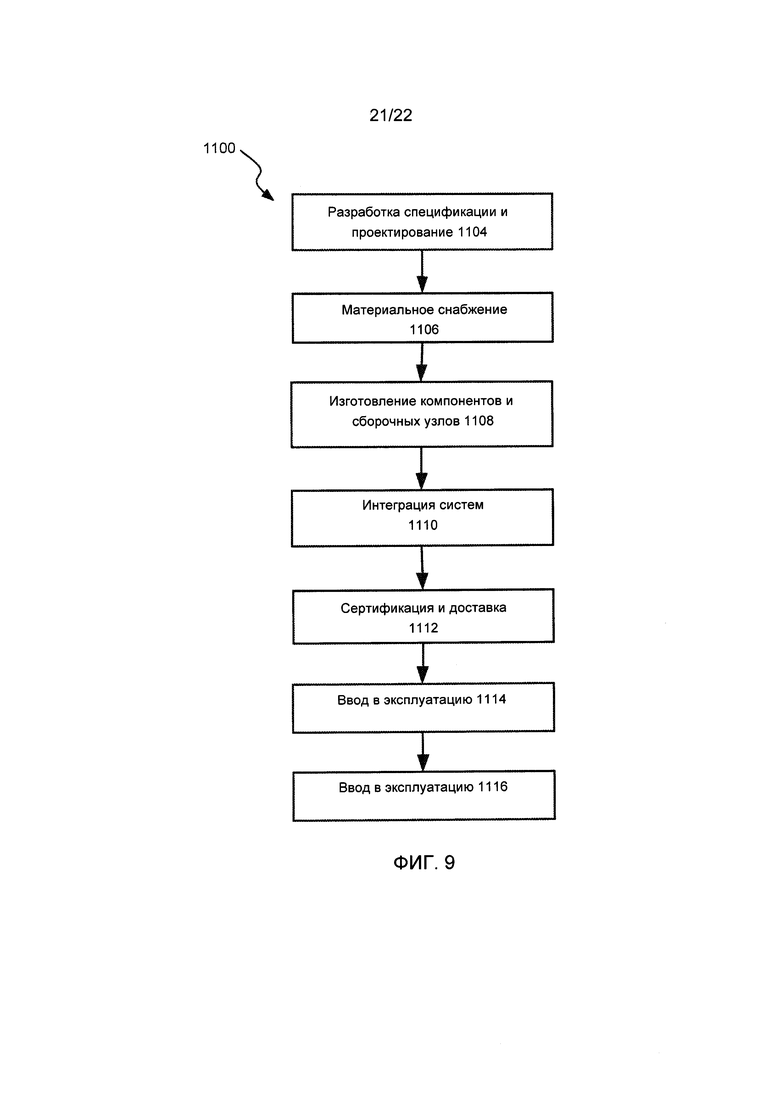
Изобретение относится к производству композитных материалов и касается композитных заготовочных полос для использования в технологии аддитивного производства и способа их формирования. Композитная заготовочная полоса содержит непрерывные однонаправленные волокна, проходящие параллельно друг другу и главным осям полосы. Данная непрерывность волокон дает превосходные механические свойства, например предел прочности при растяжении вдоль главной оси полосы. Композитные заготовочные полосы изготавливают при помощи продольной резки слоистого композиционного материала в направлении, параллельном волокнам. В некоторых вариантах осуществления форму поперечного сечения разрезанной полосы можно изменять путем повторного нанесения материала по меньшей мере на поверхность полосы и/или путем покрытия разрезанной полосы другим материалом. Данное изменение формы поперечного сечения можно выполнять без нарушения непрерывных волокон внутри полосы. Распределение поперечных волокон по поперечному сечению внутри полосы может быть неравномерным, с повышенной концентрацией волокон около главной оси полос, например, для помощи при изготовлении по технологии аддитивного производства. Изобретение обеспечивает технологичность формирования композитных полос. 2 н. и 13 з.п. ф-лы, 39 ил.
1. Способ формирования композитных заготовочных полос с покрытием для использования в технологии аддитивного производства, включающий:
- изменение объемной доли волокон внутри листа по толщине листа, содержащего первый полимер и волокна, проходящие параллельно друг другу внутри листа, причем указанная толщина перпендикулярна волокнам;
- продольную резку листа на композитные заготовочные полосы, причем
продольную резку выполняют вдоль направления, параллельного всем волокнам внутри листа; и
- покрытие внешней поверхности композитных заготовочных полос материалом, содержащим второй полимер, с формированием таким образом композитных заготовочных полос с покрытием, содержащих слой покрытия, расположенный поверх композитных заготовочных полос.
2. Способ по п. 1, согласно которому волокна, проходящие параллельно друг другу внутри листа, являются непрерывными волокнами.
3. Способ по п. 1, согласно которому распределение волокон по поперечному сечению композитных заготовочных полос является равномерным.
4. Способ по п. 1, согласно которому концентрация волокон в поперечном сечении композитных заготовочных полос составляет по меньшей мере около 40 об.%.
5. Способ по п. 1, согласно которому поперечное сечение композитных заготовочных полос остается одинаковым при покрытии внешней поверхности композитных заготовочных полос указанным материалом.
6. Способ по п. 1, согласно которому толщина слоя покрытия на внешней поверхности композитных заготовочных полос является постоянной.
7. Способ по п. 1, согласно которому
профиль поперечного сечения композитных заготовочных полос выбирают из группы, состоящей из прямоугольника, квадрата и трапеции, и согласно которому
профиль поперечного сечения композитных заготовочных полос с покрытием выбирают из группы, состоящей из овала, круга, прямоугольника, квадрата и прямоугольника с закругленными углами и квадрата с закругленными углами.
8. Способ по п. 1, дополнительно включающий в себя выполняемые перед продольной резкой листа укладку пакета слоев, содержащего волокносодержащие слои, и формование пакета слоев с формированием таким образом листа.
9. Способ по п. 1, дополнительно включающий в себя выполняемые перед продольной резкой листа укладку пакета слоев, содержащего один или более волокносодержащих слоев и один или более полимерных слоев, и формование пакета слоев с формированием таким образом листа.
10. Композитная заготовочная полоса с покрытием, содержащая:
композитную заготовочную полосу, содержащую первый полимер и волокна, проходящие параллельно друг другу внутри композитной заготовочной полосы;
объемную долю волокон внутри композитной заготовочной полосы, изменяющуюся по толщине композитной заготовочной полосы, причем указанная толщина перпендикулярна волокнам, и
слой покрытия, содержащий второй полимер и расположенный на внешней поверхности композитной заготовочной полосы, и образующий оболочку вокруг композитной заготовочной полосы,
причем слой покрытия содержит второй полимер.
11. Композитная заготовочная полоса с покрытием по п. 10, в которой волокна, проходящие параллельно друг другу внутри листа, являются непрерывными волокнами.
12. Композитная заготовочная полоса с покрытием по п. 10, в которой концентрация волокон в поперечном сечении композитной заготовочной полосы составляет по меньшей мере около 40 об.%.
13. Композитная заготовочная полоса с покрытием по п. 10, в которой слой покрытия дополнительно содержит наполнитель, выбранный из группы, состоящей из волокон, частиц и чешуек.
14. Композитная заготовочная полоса с покрытием по п. 10, в которой
профиль поперечного сечения композитной заготовочной полосы выбирают из группы, состоящей из прямоугольника, квадрата и трапеции, и в которой
профиль поперечного сечения композитной заготовочной полосы с покрытием выбирают из группы, состоящей из овала, круга, прямоугольника, квадрата и прямоугольника с закругленными углами и квадрата с закругленными углами.
15. Композитная заготовочная полоса с покрытием по п. 10, в которой один полимер из первого полимера и второго полимера содержит один или более материалов, выбранных из группы, состоящей из полиэфирсульфона (ПЭС), полифениленсульфида (ПФС), полиэфирэфиркетона (ПЭЭК), полиэфиркетонкетона (ПЭКК), полиэфиримида (ПЭИ) и термопластичного полиимида (ТПИ).
| US 8372231 B1, 12.02.2013 | |||
| US 2010189963 A1, 29.07.2010 | |||
| US 2007175572 A1, 02.08.2007 | |||
| US 2013164498 A1, 27.06.2013. |

