Область техники, к которой относится изобретение
Настоящее изобретение относится к аддитивному производству детали, и более конкретно к способу и трехмерному принтеру для аддитивного производства армированной волокном детали.
Уровень техники
Последующее описание уровня техники может включать в себя представления, открытия, интерпретации или раскрытия, или взаимосвязи вместе с раскрытиями не известными в соответствующей области техники до настоящего изобретения, но предоставленными настоящим раскрытием. Некоторые такие вклады, описываемые в настоящем документе, могут быть конкретно указаны ниже, тогда как другие такие вклады, охватываемые настоящим раскрытием изобретения, будут очевидны из их контекста.
Автоматизированная выкладка волокон (AFP) относится к процессу аддитивного производства композитных структур, в котором непрерывные волокна располагаются по заданным путям слой за слоем, чтобы сформировать структуру. Автоматизированная выкладка волокон с термопластичными композиционными материалами известна в данной в области техники. Технология AFP используется как с термореактивными, так и с термопластичными полимерами с непрерывными армирующими волокнами (углерод, стекло и т.д.). При AFP термопластичный полимерный исходный материал имеет форму пропитанного, предварительно изготовленного и отвержденного жгута из волокна. Жгут из волокна подается через печатающую головку, в которой жгут из волокна нагревается выше температуры плавления матричного полимера (то есть термопластичного полимера). Печатающая головка соединена с роботом, который выполнен с возможностью выполнять печать волокна по заданным трехмерным (X-Y-Z) траекториям, и таким образом формировать требуемую структуру итоговой детали.
Производство (FFF) способом наплавления нитей - это технология трехмерной (3D) печати, в которой используется непрерывная нить из термопластичного материала. Механические свойства объектов, создаваемых по технологии 3D-печати, изготовленных с использованием технологии наплавления нитей, ограничены из-за того, что эти объекты обычно состоят только из полимеров. Это ограничение можно ослабить путем добавления рубленых (коротких) волокнистых наполнителей к полимеру нитей для печати, но это существенно не улучшает механические свойства объектов, создаваемых по технологии 3D-печати.
В пластиковых композитах непрерывное армирование волокнами можно использовать для обеспечения высокой прочности. Однако до настоящего времени коммерческий опыт использования непрерывного армирования волокнами при производстве способом наплавления нитей очень ограничен.
В US 5936861 A раскрывается технология непрерывного армирования волокнами при производстве (FFF) способом наплавления нитей путем экструзии с помощью одного сопла с использованием предварительно пропитанного непрерывного армированного волокном исходного материала, причем армирующие волокна пропитываются во время процесса печати во внешней ванне для пропитки, которая соединена с печатающим устройством. Волокнистый наполнитель пропитывается во время 3D-печати во внешнем устройстве для пропитки, расположенном перед печатающим устройством. Альтернативно, используется волоконный жгут из измельченных составляющих, в котором как армирующие волокна, так и матрица находятся в форме волокон в одном и том же волоконном жгуте, который подается через сопло для 3D-печати, где волокна матрицы плавятся и пропитывают волокна.
В публикации Ryosuke Matsuzaki и др. «Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation» (Scientific Reports 6, номер статьи: 23058 (2016), doi:10,1038/srep23058, опубликована в Интернете 11 марта 2016 г. (http://www.nature.com/articles/srep23058)) раскрывается устройство, использующее сопло для пропитки, в котором волокна пропитываются термопластичным полимером во время процесса печати в специально разработанном сопле для пропитки.
В US 14491439 и US 9327453 B2 раскрывается использование двойного экструдера для печати полимерной матрицы и непрерывного волокнистого наполнителя. В них раскрывается использование FFF, где 3D-печать непрерывными волокнами выполняется с использованием предварительно пропитанной, предварительно изготовленной и отвержденной нити волокна, которая пропитывается термопластичным полимером, и которая нагревается в печатающем волокном сопле. 3D-принтер также включает в себя другое печатающее сопло, которое используется исключительно для печати матричным материалом. Печатающее волокном сопло прилагает силу для раскатки/разглаживания нити из расплавленного волокнистого наполнителя в сопле. Сила для раскатки/разглаживания равна силе прижима (консолидирующей силе) в технологии автоматизированной выкладки волокон.
Как способ FFF для печати непрерывными волокнами, так и способ AFP используются для создания трехмерных структур слой за слоем путем нанесения непрерывных волокнистых наполнителей для формирования конечных структур. В FFF и AFP непрерывные волокна, встроенные в термопластичную или термореактивную полимерную матрицу, экструдируются через печатающую головку для формирования трехмерных структур, армированных непрерывными волокнами. AFP и FFF из непрерывных волокон отличаются по размеру и форме печатаемых объектов. При AFP обычно создаются очень большие объекты, и AFP обычно используется для формирования полых структур, но не ограничивается этим. FFF из непрерывных волокон может, с другой стороны, использоваться для создания более мелких объектов любой формы.
Как в FFF для непрерывных волокон, так и в технологии AFP для термопластичных полимеров, исходный материал находится в форме пропитанного, предварительно изготовленного и отвержденного армированного волокном жгута. Как в FFF для непрерывных волокон, так и в технологии AFP для термопластичных полимеров, жгут из исходного материала подается через печатающую головку, в которой жгут нагревается выше температуры плавления матричного полимера, после чего волокна укладываются на поверхность для печати слой за слоем. Как в FFF для непрерывных волокон, так и в технологии AFP для термопластичных полимеров, расплавленное волокно подвергается воздействию силы прессования (то есть силы прижима и/или силы раскатки/разглаживания), которая прикрепляет волокна к производимой детали. При AFP сила прессования/прижима прикладывается прижимным роликом, а при FFF из непрерывных волокон сила прессования/прижима прикладывается внешней геометрической формой печатающего нагретыми волокнами сопла (разглаживающая кромка). В технологии AFP эта сила называется силой прессования/прижима, а при FFF из непрерывных волокон эта сила называется силой раскатки/разглаживания. FFF и AFP можно использовать для экструдирования непрерывных волокон, встроенных в термопластичные или термореактивные полимеры, и для создания объектов из таких материалов посредством аддитивного производства, то есть 3D-печати. Разница между существующими методами 3D-печати и технологией автоматизированной выкладки волокон для печати непрерывными волокнами заключается в размере и форме печатных объектов.
В FFF и AFP спрессовывание волокна с печатаемой деталью происходит путем соединения расплавом полимерных поверхностей. Соединение расплавом включает в себя три этапа: плотный контакт, молекулярную диффузию (рептацию или самослипание) и упрочение. Этап плотного контакта включает в себя сведение вместе двух поверхностей под воздействием тепла и давления, так что полимерные матрицы каждой поверхности находятся в прямом контакте друг с другом. Как только достигается плотный контакт, полимерные цепи диффундируют между двумя слоями (поверхностями) посредством тепловых колебаний и переплетаются, образуя связь. Наконец, зона связывания охлаждается под давлением и возникает когезионная связь.
Другие технологии включают в себя устройство, использующее сопло для пропитки, в котором волокна пропитываются термореактивным фотоотверждаемым полимером во время процесса печати в специально разработанном сопле для пропитки, или укладывающее слои волокон друг на друга.
Несмотря на способы, описанные выше, существует необходимость в предоставлении более совершенной технологии для 3D-печати с непрерывным армированием.
СУЩНОСТЬ
Далее представлено упрощенное изложение признаков, описываемых в настоящем документе, чтобы обеспечить базовое понимание некоторых примерных аспектов изобретения. Это описание сущности не является широким обзором изобретения. Оно не предназначено для выявления ключевых/критичных элементов изобретения или для установления объема изобретения Его единственная цель состоит в том, чтобы представить некоторые понятия, описываемые в настоящем документе, в упрощенной форме в качестве вступления к более подробному описанию.
Согласно одному из аспектов предлагается объект независимых пунктов формулы изобретения. Варианты осуществления определены в зависимых пунктах формулы изобретения.
Один или несколько примеров реализаций изложены более подробно на прилагаемых чертежах и нижеследующем описании. Другие признаки будут очевидны из описания и чертежей, а также из формулы изобретения.
Краткое описание чертежей
Далее изобретение будет описано более подробно с использованием предпочтительных вариантов осуществления со ссылкой на прилагаемые чертежи, на которых
на Фигуре 1 представлено схематическое изображение, показывающее 3D-принтер в соответствии с одним из примерных вариантов осуществления;
на Фигуре 2 представлено схематическое изображение, показывающее блок 3D-печати известного уровня техники;
на Фигуре 3 представлено схематическое изображение, показывающее блок 3D-печати в соответствии с одним из примерных вариантов осуществления;
на Фигуре 4 представленa схема последовательности операций, показывающая процесс 3D-печати в соответствии с одним из примерных вариантов осуществления;
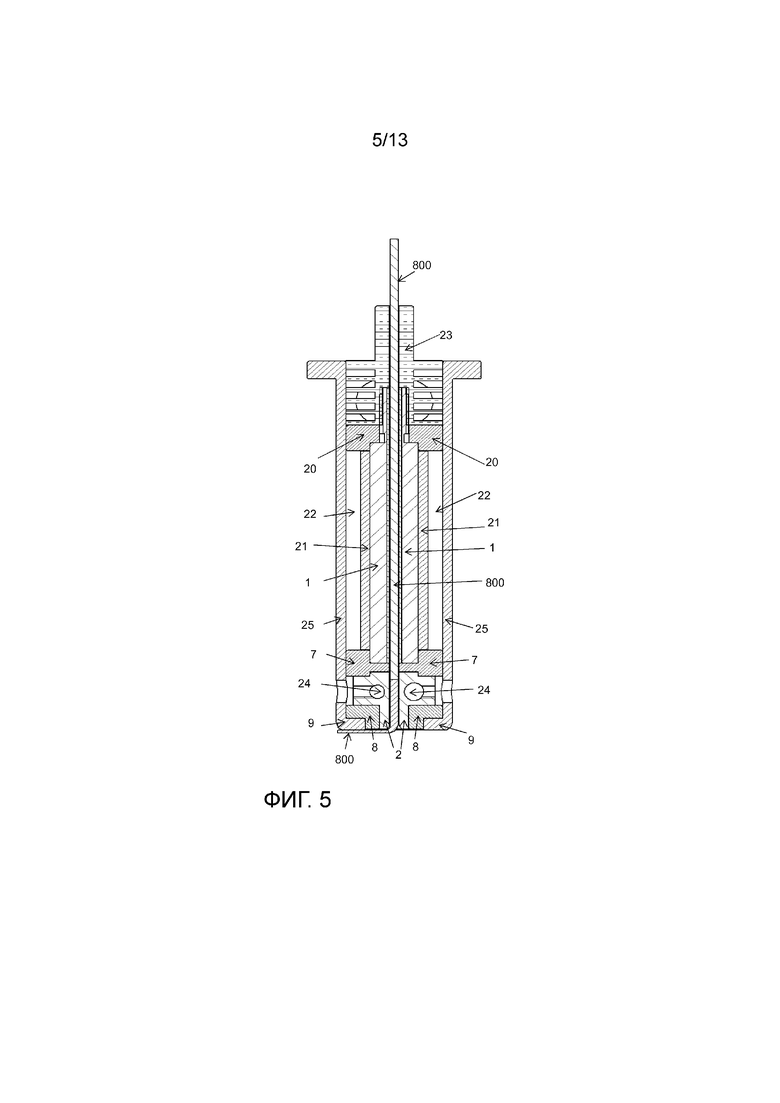
на Фигуре 5 представлено схематическое изображение, показывающее блок печати волокнами в соответствии с одним из примерных вариантов осуществления;
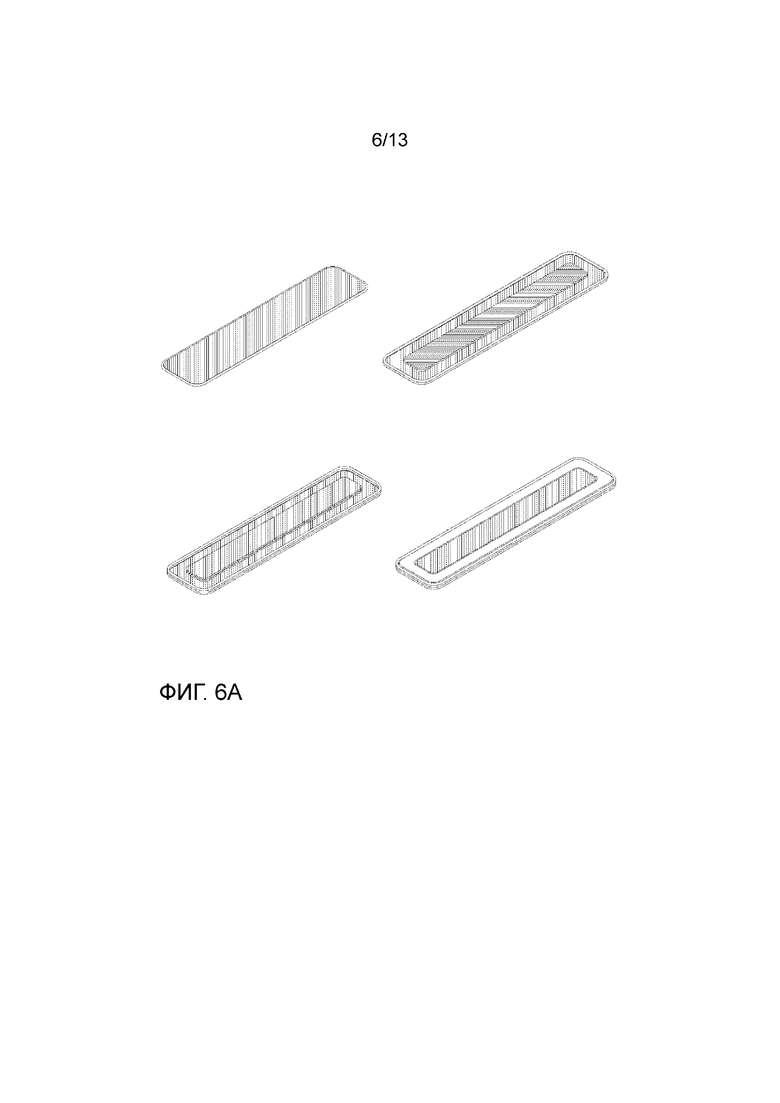
на Фигуре 6A представлено схематическое изображение, показывающее детали, созданные по технологии 3D-печати, в соответствии с одним из примерных вариантов осуществления;
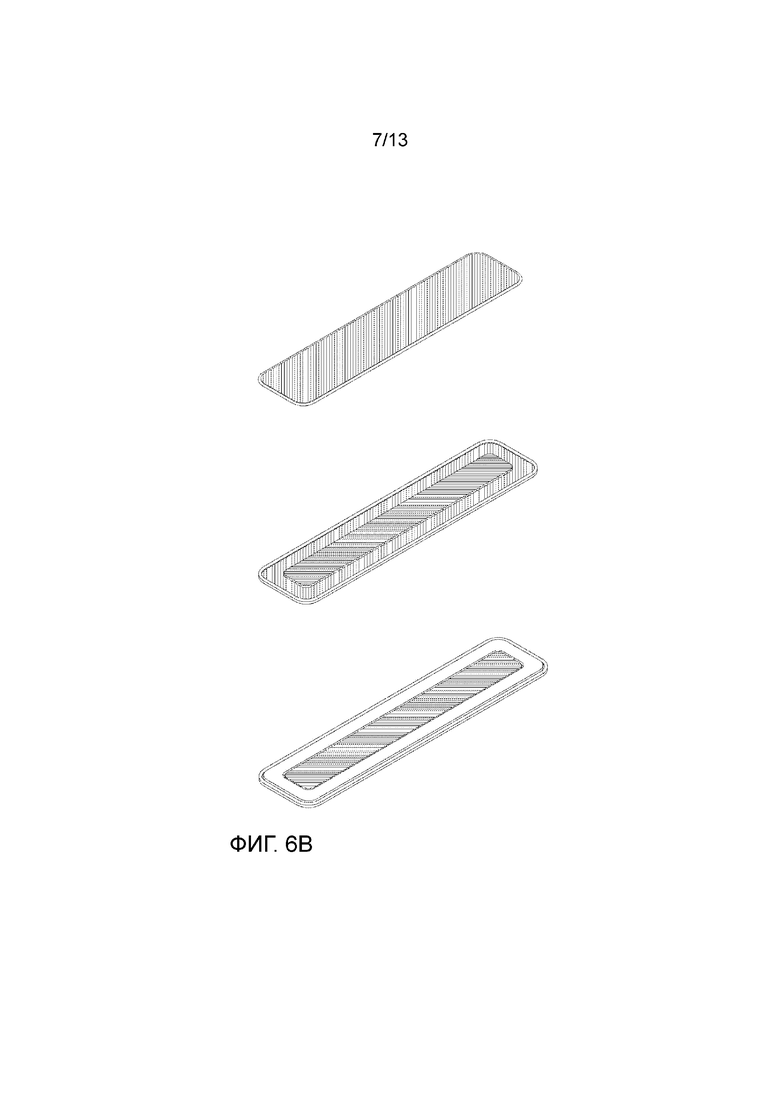
на Фигуре 6B представлено схематическое изображение, показывающее деталь, созданную по технологии 3D-печати, в соответствии с одним из примерных вариантов осуществления;
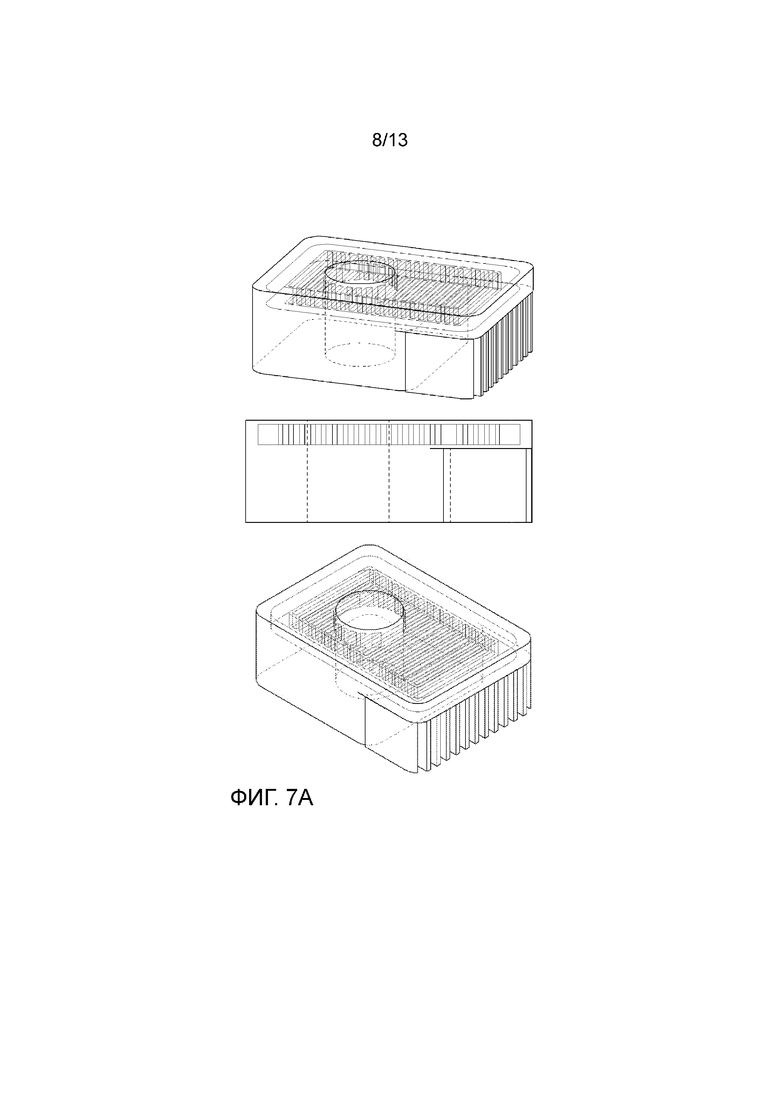
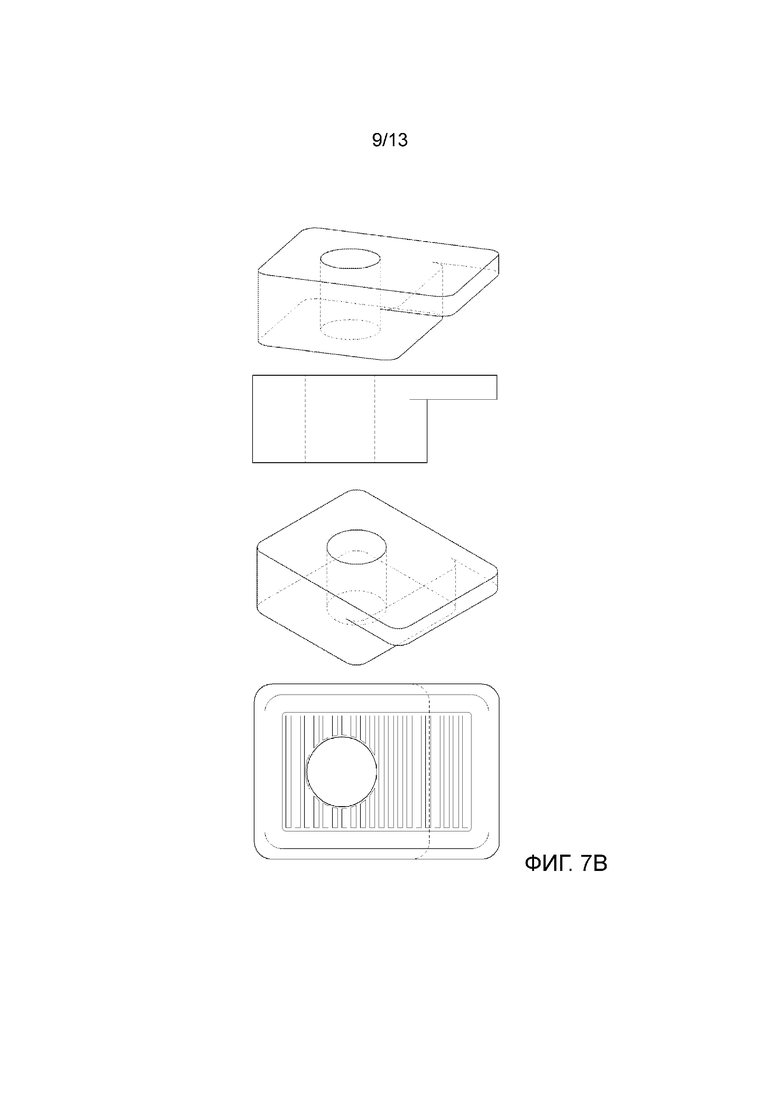
на Фигурах 7A и 7B представлены схематические изображения, показывающие структуру, созданную по технологии 3D-печати, в соответствии с одним из примерных вариантов осуществления;
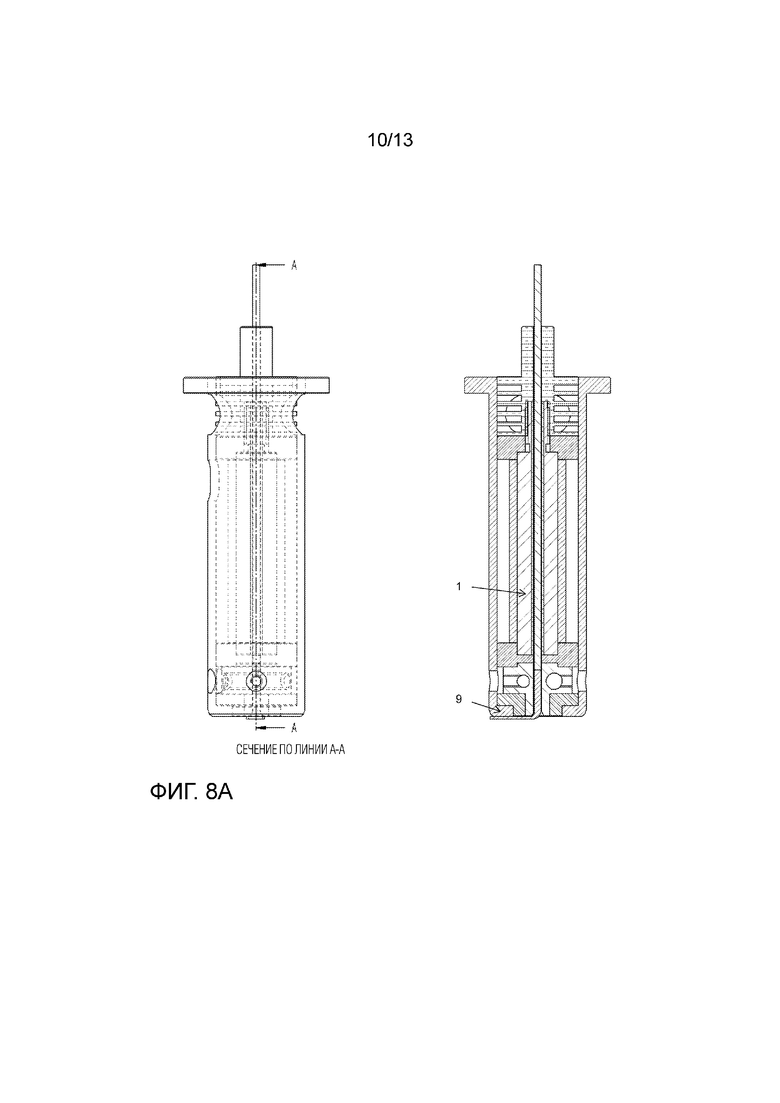
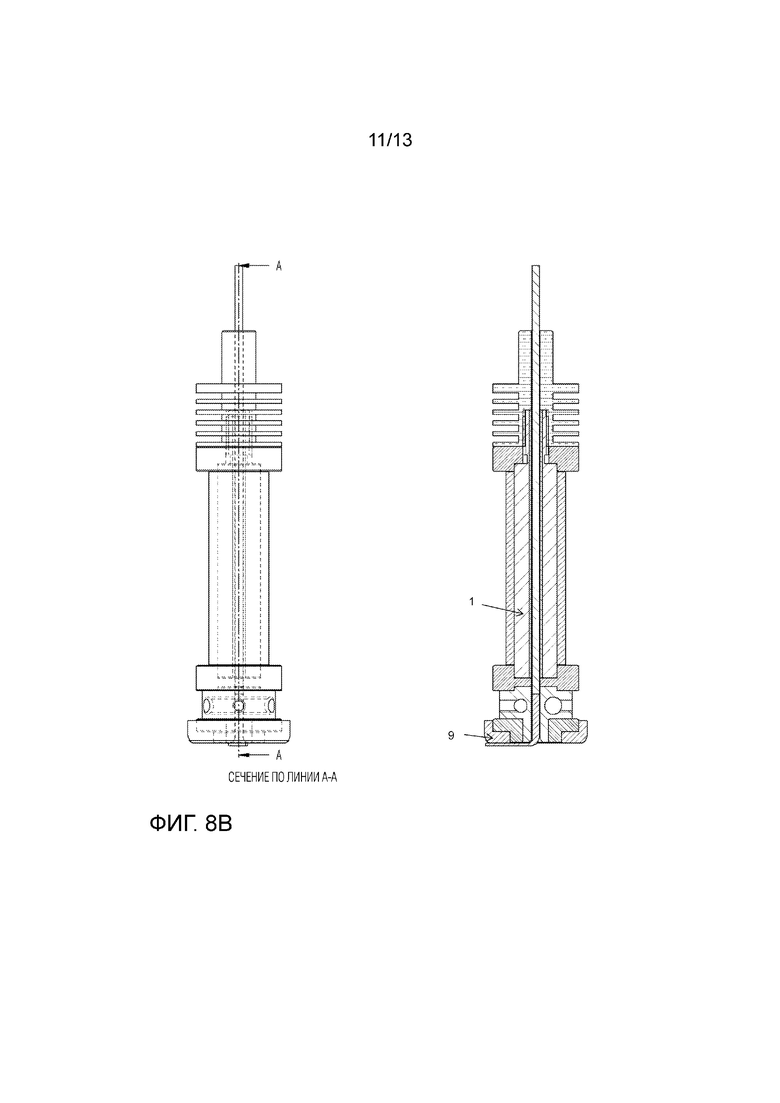
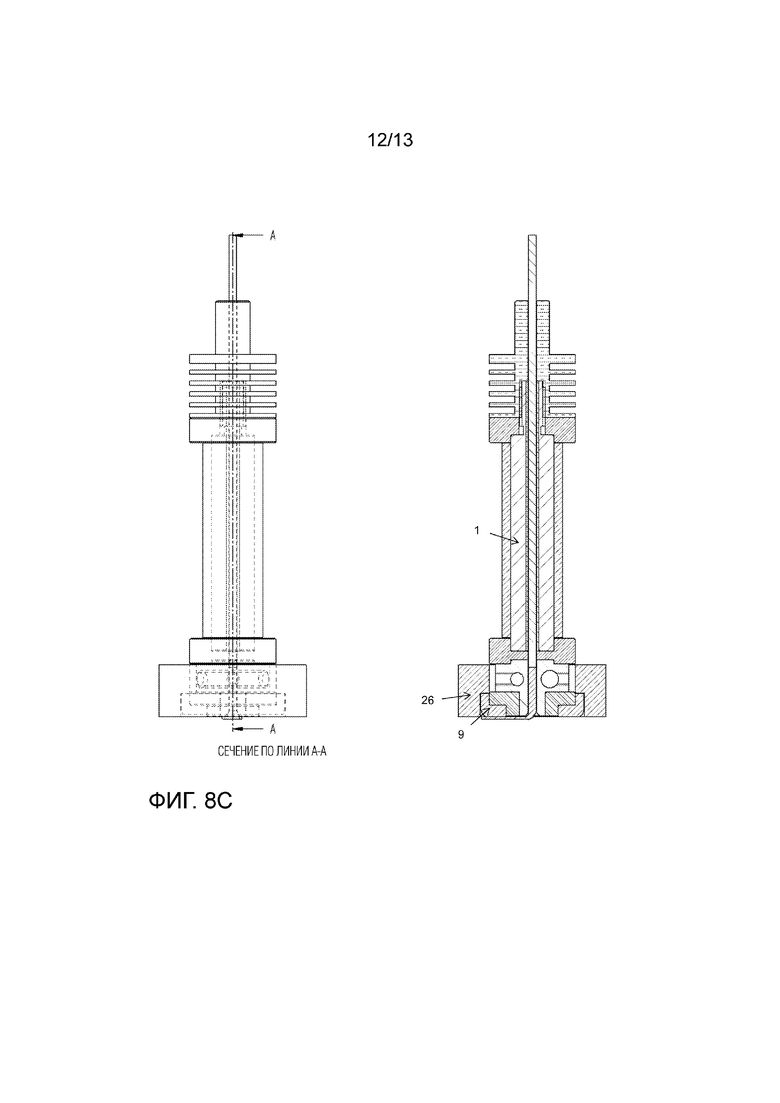
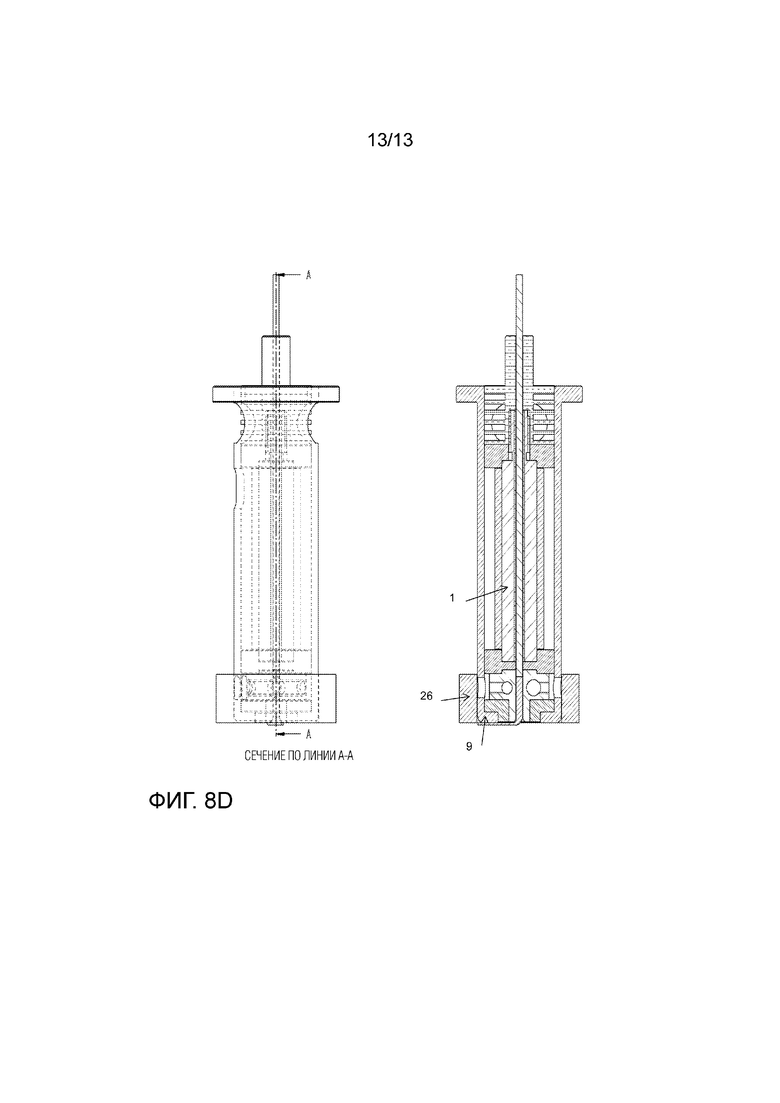
на Фигурах 8A, 8B, 8C и 8D представлены схематические изображения, показывающие примерные конструкции печатающей головки.
Подробное описание изобретения
Следующие варианты осуществления являются примерными. Хотя описание может ссылаться на «какой-нибудь», «один» или «некоторый» вариант(ы) осуществления в нескольких местах, это не обязательно означает, что каждая такая ссылка относится к одному и тому же варианту (вариантам) или что этот признак имеет место только в одном варианте. Отдельные признаки разных вариантов осуществления также могут быть объединены для предоставления других вариантов осуществления. Кроме того, слова «содержащий», «состоящий из» и «включающий в себя» не следует понимать как ограничивающие описанные варианты осуществления, состоящие только из тех признаков, которые были упомянуты, и такие варианты осуществления могут также содержать признаки/структуры, которые не были специально упомянуты.
Один из вариантов осуществления раскрывает структуру объектов, создаваемых по технологии 3D-печати, состоящую из полимерных и непрерывных/полу-непрерывных волокнистых наполнителей, встроенных в полимерную матрицу, и способ аддитивного изготовления такой структуры.
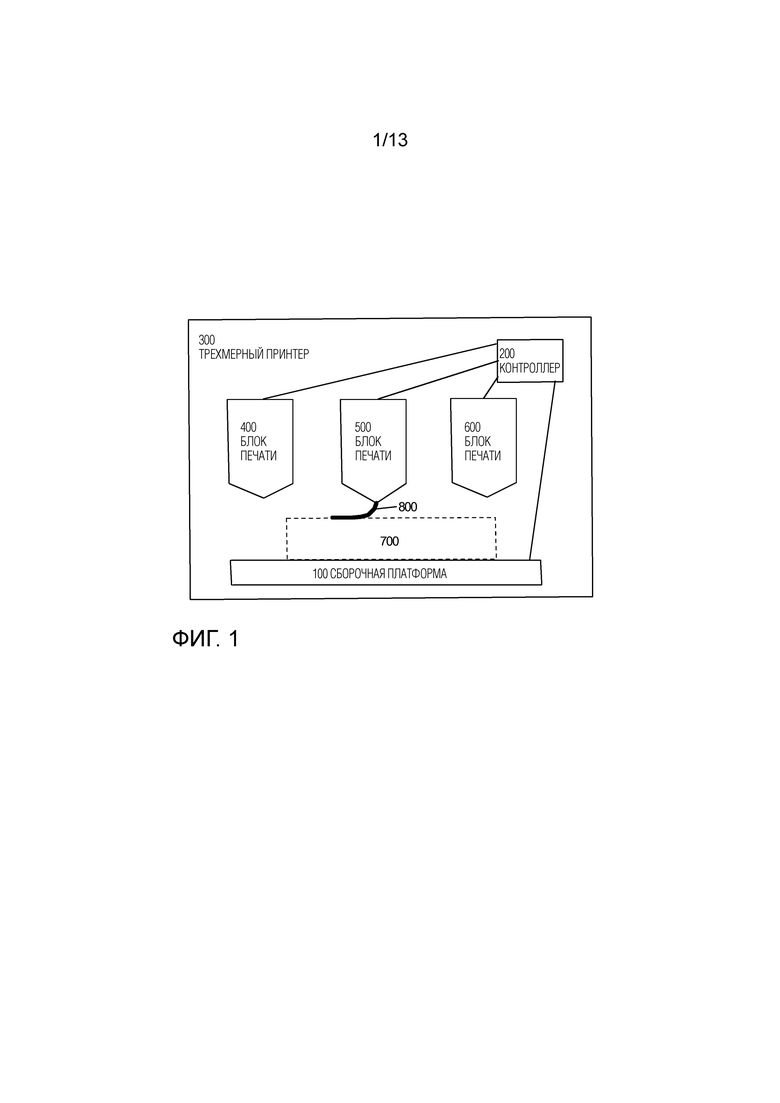
На Фигуре 1 представлен примерный 3D-принтер 300, включающий в себя три отдельных блока 3D-печати (то есть печатающие головки): первый блок 400 печати для 3D-печати материалом поддержки, второй блок 600 печати для 3D-печати полимерной нитью, и третий блок 500 печати для 3D-печати композитной армированной волокном нитью 800. Первый блок 400 печати, второй блок 600 печати и третий блок 500 печати могут свободно перемещаться в X/Y/Z направлениях и в каждом из них возможно вращение в пространстве вокруг осей X/Y/Z (т.е. каждая печатающая головка 400, 500, 600 является управляемой, программируемой и способной работать по осям трехмерной пространственной системы координат и дополнительно необязательно может вращаться вокруг 3 осей вращения). Однако количество блоков печати не ограничивается тремя. Например, вместо этого другие варианты осуществления могут включать в себя два или более блоков печати для 3D-печати полимером, нитью композитного волокна и/или материалом поддержки (материалами) поддержки. 3D-принтер 300 дополнительно содержит подвижную или стационарную сборочную платформу 100 для поддержки изготавливаемой детали 700 и контроллер 200 функционально связанный с первым, вторым и третьим блоками 400, 500, 600 печати.
Структура и работа примерного блока 500 печати для 3D-печати композитной армированной волокном нитью 800 описывается более подробно ниже, например, в отношении Фигур 3, 4, 5 и 8A-8C.
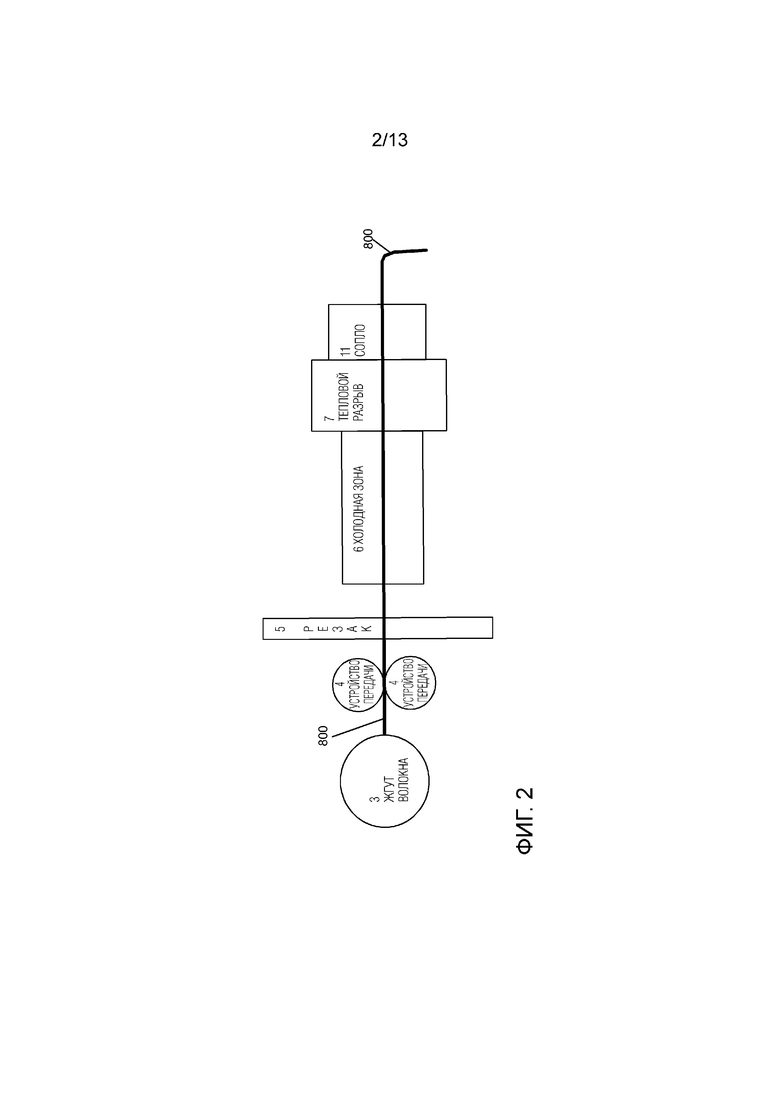
На Фигуре 2 представлено решение известного уровня техники для 3D-печати, включающее в себя экструдер для 3D-печати непрерывной армированной волокном композитной нитью, предварительно пропитанной термопластичной смолой. Нить 800 волокна может быть в форме жгута 3 волокна, и устройство 4 передачи нити выполнена с возможностью передачи нити 800 волокнистого композита через холодную зону 6 подачи в нагреваемое сопло 11. В решении, показанном на Фигуре 2, нагреваемое сопло 11 имеет геометрическую особенность, называемую «разглаживающая кромка», для приложения во время 3D-печати «силы разглаживания» (т.е. силы прижима) к полимерной матрице нити 800, имеющейся для 3D-печати. Эта «сила разглаживания», прикладываемая небольшой плоской областью, расположенной на конце сопла 11, сходна с силой прижима, прикладываемой в технологии AFP с использованием отдельного уплотняющего ролика. Резак 5 разрезает армированную волокном нить 800 для формирования отдельных компонентов детали. В ситуации, показанной на Фигуре 2, температура между жгутом 3 волокна и соплом 11 в экструдере поддерживается ниже Tm (Tm=температура плавления полимерной матрицы), а армированная волокном композитная нить 800 имеет площадь поперечного сечения, большую чем 6,4×10-3 мм2 и менее чем 1,3 мм2.
Примерный вариант осуществления отличается от решений предшествующего уровня техники для 3D-печати армированных волокном объектов тем, что в варианте осуществления подача нити волокна осуществляется другим способом. Примерный вариант осуществления также отличается от решений предшествующего уровня техники для 3D-печати армированных волокном объектов тем, что в варианте осуществления сила прижима прикладывается другим способом.
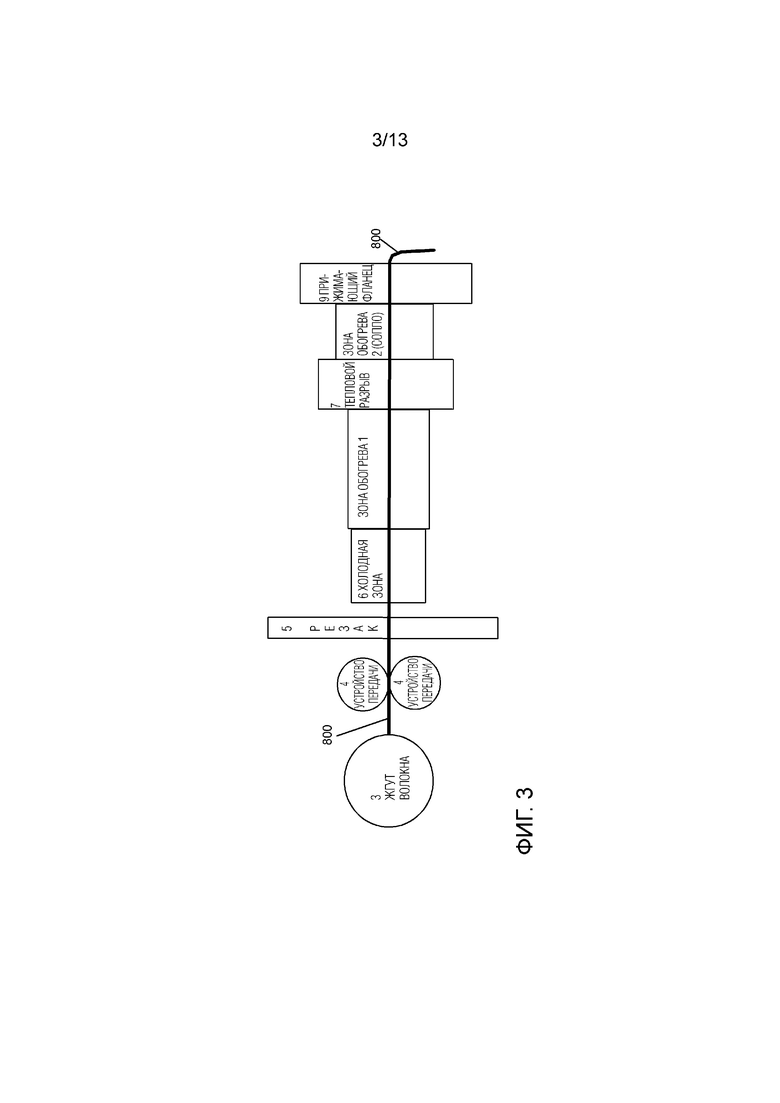
На Фигуре 3 представлена компоновка для 3D-печати в соответствии с одним из примерных вариантов осуществления. На Фигуре 3, блок 500 печати для 3D-печати композитной армированной волокном нитью 800 содержит экструдер для 3D-печати непрерывной композитной армированной волокном нитью, предварительно пропитанной термопластичным матричным материалом. Нить 800 волокна может иметь форму жгута 3 волокна, и устройство 4 передачи выполнено с возможностью передачи нити 800 волокнистого композита через холодную зону 6 подачи, первую зону 1 обогрева (зону 1 нагрева) и первую зону теплового разрыва 7 (тепловой разрыв 7) в нагреваемое сопло 2 (т.е. вторую зону 2 обогрева, зону 2 нагрева). Нагреваемое сопло 2 окружено прижимающим (консолидирующим) элементом 9 (который может быть прижимающим фланцем 9), расположенным после нагреваемого сопла 2. Прижимающий фланец 9 выполнен с возможностью мягкого приложения (прижимания) нити 800 к детали 700. Прижимающий фланец 9 может нагреваться или не нагреваться.
Окончательное скрепление печатной нити 800 и лежащего ниже материала происходит на прижимающем фланце 9, который может быть не нагретым и который может выступать ниже (ближе к печатаемой детали 700), чем нагреваемое сопло 2. После прессования затвердевание нити 800 происходит во время фазы охлаждения, которая может включать в себя охлаждение детали с помощью внешнего охлаждающего устройства (не показано на Фигуре 3).
Нож 5 выполнен с возможностью резания армированной волокном нити 800, например, для формирования отдельных компонентов детали 700.
Как показано на Фигуре 3, первая зона 1 обогрева расположена перед нагреваемым соплом 2, причем предварительно пропитанная нить 800 волокнистого композита предварительно нагревается в первой зоне 1 обогрева, и, таким образом, температура экструдера поддерживается не ниже Tm (Tm= температура плавления термопластичного матричного материала) между жгутом 3 волокна и нагреваемым соплом 2 (вместо этого температура в первой зоне 1 обогрева перед нагреваемым соплом 2 выше Tm).
Первая зона 1 обогрева (зона 1 нагрева) является зоной предварительного обогрева, где температура T ≥ Tm (Tm= температура плавления полимерной матрицы). Первая зона 1 обогрева расположена перед нагреваемым соплом 2 (зона 2 нагрева), и первая зона 7 теплового разрыва находится между первой зоной 1 обогрева и нагреваемым соплом 2. Нагреваемое сопло 2 и первая зона 1 обогрева могут иметь отдельные нагреватели (не показаны на Фигуре 3). Например, температура в нагреваемом сопле 2 может быть выше, чем температура в первой зоне 1 обогрева, или наоборот. Первая зона 1 обогрева, которая предварительно нагревает материал (то есть полимерную матрицу), прежде чем он достигнет нагреваемого сопла 2, может ускорить процесс 3D-печати, поскольку материал предварительно нагревается перед входом в нагреваемое сопло 2 (зона 2 нагрева). Таким образом, можно увеличить скорость процесса печати.
Зона 1 нагрева (зона предварительного обогрева) может дополнительно улучшить спрессовывание слоев нити волокна, при одновременном увеличении скорости процесса. Улучшение спрессовывания является следствием того факта, что нити волокна нагреваются в течение более длительного периода времени и/или на более длинной по размеру области. Прессование улучшается за счет обеспечения лучшего предварительного обогрева матричного полимера, окружающего волокна 800, в зоне 1 нагрева (предварительный обогрев) перед нагреваемым соплом 2.
Прижимающий фланец 9 может быть расположен так, чтобы окружать нагреваемое сопло 2. Прижимающий фланец 9 прессует нить 800 волокна к детали 700, которая изготовляется посредством 3D-печати. Прижимающий фланец (или прессующий фланец) 9 может быть отдельным элементом, прикрепленным к нагреваемому соплу 2. Промежуток между деталью 700 и нагреваемым соплом 2 может быть больше, чем промежуток между прижимающим фланцем 9 и деталью 700. Прижимающий фланец 9 может быть выполнен из изоляционного материала (такого как керамика), и прижимающий фланец 9 может не нагреваться. Альтернативно, прижимающий фланец 9 может быть выполнен из металла, и прижимающий фланец 9 может нагреваться (отдельным) нагревателем (не показан на Фигуре 3).
Прижимающий фланец 9 может быть выполнено так, чтобы служить сварочной головкой для ультразвуковой сварки предварительно нагретой (или даже не нагретой или охлажденной) нити 800 волокна с деталью 700.
Дополнительный тепловой разрыв 8 может быть расположен между зоной 2 нагрева (т.е. нагреваемым соплом 2) и прижимающим фланцем 9 (смотри Фигуру 5).
Фигура 5 также более подробно иллюстрирует систему сопла/компоновку сопла /блок 500 сопла (т.е. блок 500 печати) в соответствии с одним из вариантов осуществления. Блок 500 3D печати, показанный на Фигуре 5, выполнен с возможностью осуществления подачи нити, расплавления нити, прохождения нити 800 через нагреваемое сопло 2, и прессования нити в элементе прессования (который может быть прессующим фланцем или прижимающим фланцем 9), в соответствии с одним из вариантов осуществления. Прессующий фланец 9 может представлять собой геометрическую часть конструкции крышки/корпуса 25 блока 500 печати. Таким образом, прессующий фланец может представлять собой отдельную деталь, соединенную с конструкцией крышки /корпусом 25 или с любой подходящей секцией/деталью (смотри Фигуры 8A, 8B, 8C, 8D). Блок 3D-печати, показанный на Фигуре 5, включает в себя прижимающий фланец 9 и зону предварительного обогрева (т.е. зону 1 нагрева). Блок 500 печати может дополнительно включать в себя изоляторы 7, 8, 20 (т.е. тепловые разрывы 7, 8, 20, которые необязательно могут охлаждаться, например, воздухом или жидкостью), зону 2 нагрева (нагреваемое сопло 2), термоэлемент 21 для предварительного обогрева зоны 1 (окружающий зону 1 нагрева), термоэлемент 24 для нагреваемого сопла 2, воздушный зазор 22 и радиатор 23, охлаждаемый, например, воздухом или жидкостью. Изолятор 7 соответствует тепловому разрыву 7, расположенному между зоной предварительного обогрева (то есть зоной 1 нагрева) и зоной 2 нагрева (т.е. нагреваемым соплом 2). Изолятор 8 может между зоной 2 нагрева (т.е. нагреваемым соплом 2) и прижимающим фланцем 9. T Изолятор 20 расположен в холодной зоне 6 подачи перед зоной предварительного обогрева (то есть зоной 1 нагрева).
Один из вариантов осуществления обеспечивает возможность 3D-печати слоистой структуры, так что слой волокна может иметь такую же или другую толщину по сравнению с толщиной полимерного слоя. Толщина одного слоя волокна может равняться одному или нескольким полимерным слоям. Предпочтительно, чтобы один слой волокна был равен нескольким полимерным слоям. Волокно 800 может быть напечатано в канавках, образованных слоем полимера/несколькими слоями полимера.
В одном из вариантов осуществления используется толстая нить волокнистого композита диаметр ≥ 0,9 мм), и можно нанести несколько слоев полимера поверх/ниже/вокруг одного слоя нити волокнистого композита. Можно использовать более 2 блоков печати/ сопел (по меньшей мере, одно из которых является блоком 500 печати для 3D-печати композитной армированной волокном нитью 800, т.е. компоновкой для 3D-печати, показанной на Фигуре 3). Диаметр толстой нити волокнистого композита может составлять 0,9 мм или более.
В одном из вариантов осуществления можно использовать тонкую нить волокнистого композита. Диаметр тонкой нити волокнистого композита может составлять 0,1 мм - 0,9 мм. Диаметр тонкой нити волокнистого композита может быть таким же или большим, чем диаметр полимерного слоя. В последнем случае можно нанести несколько слоев полимера поверх/ниже/вокруг одного слоя нити волокнистого композита.
В одном из вариантов осуществления композитная армированная волокном нить предварительно пропитывается термопластичным матричным материалом. Матричный материал нити композитного волокна (а также полимерная нить, которой печатает блок 600 печати при 3D-печати) являются термопластичными; таким образом, фотоотверждение не требуется.
В одном из вариантов осуществления предварительно пропитанную композитную армированную волокном нить 800 нагревают в первой зоне 1 обогрева, где температура устанавливается выше температуры плавления матричного материала, прежде чем композитная армированная волокном нить попадает в нагреваемое сопло 2. Таким образом, дополнительная зона 1 обогрева располагается перед нагреваемым соплом 2. Эта дополнительная зона 1 обогрева позволяет ускорить процесс 3D-печати, поскольку материал нагревается до того, как он попадает в нагреваемое сопло 2. Предварительный нагрев в дополнительной зоне 1 обогрева также позволяет улучшить прижимание печатной нити волокна к ранее напечатанным слоям материала детали, поскольку улучшается нагрев нити волокна. Это может быть особенно полезно, когда используются более высокие скорости печати. Температура в дополнительной зоне 1 обогрева выше температуры плавления матричного полимерного материала.
В примерном способе скорость подачи композитной армированной волокном нити может регулироваться. Скорость подачи композитной армированной волокном не обязательно должна быть линейной и/или постоянной. Зона подачи композитной армированной волокном нити не поддерживается полностью ниже температуры плавления термопластичного матричного материала, поскольку зона 1 обогрева, где матричный материал предварительно нагревается, расположена в зоне подачи композитной армированной волокном нити 800. Зона подачи композитной армированной волокном нити 800 не является полностью холодной. Первая зона 7 теплового разрыва между зоной 1 обогрева и зоной 2 обогрева не нагревается, и температура в первой зоне 7 теплового разрыва может быть ниже, чем температура в зоне 1 обогрева и зоне 2 обогрева. Целью зоны 7 теплового разрыва является создание температурного зазора между зоной 1 обогрева и нагреваемым соплом 2. Зона 7 теплового разрыва/создаваемый ею температурный зазор позволяет независимо управлять температурами зоны 1 обогрева и нагреваемого сопла 2.
В одном из вариантов осуществления блок 400 печати для материала поддержки (смотри Фигуру 1) выполнен с возможностью 3D-печати материала поддержки, который должен быть удален из итоговой детали, созданной по технологии 3D-печати. Блок 600 печати для полимера выполнен с возможностью 3D-печати периметров (поверхностей), мелких деталей и/или тонких полимерных структур заполнения детали, создаваемой по технологии 3D-печати. Блок 500 печати для нити композитного волокна выполнен с возможностью 3D-печати непрерывным волокнистым наполнителем, обладающим относительно большой толщиной слоя (обычно большей, чем у полимера) и большой шириной линии (обычно более широкой, чем у полимера, но также может быть такой же или более тонкой по сравнению с шириной линии полимера). Непрерывный волокнистый наполнитель представляет собой нить композитного волокна, содержащую нить волокна, предварительно пропитанную термопластичным матричным материалом. Сопло(-а) блока(-ов) 400, 500, 600 печати 400500600 могут быть закругленными.
Нагреваемое сопло 2 окружено прессующим фланцем 9 который может быть не нагреваемым и изготовленным из изоляционного материала. Альтернативно прессующий фланец 9 может быть нагреваемым и изготовлен из материала, хорошо проводящего тепло, такого как металл. Зазор между нагреваемым соплом 2 и талером (сборочной платформой 100) или ранее напечатанными слоями материала (деталь 700) может быть больше или равен зазору между талером 100 или ранее напечатанными слоями 700 материала и прессующим фланцем 9.
В одном из вариантов осуществления полимерная проволока, используемая для 3D-печати полимером, может быть в форме непрерывной полимерной нити диаметром 0,1-5 мм, внутренний диаметр сопла для полимера может быть относительно небольшим (обычно 0,1-3-3 мм), и ширина линии полимера, печатаемой при 3D-печати, тонкая (обычно 0,1 мм - 5 мм). Однако нить исходного материала может иметь геометрическую форму, отличающуюся от формы круглой проволоки. Возможна любая форма поперечного сечения нити.
В одном из вариантов осуществления непрерывный волокнистый наполнитель для 3D-печати выполнен в виде относительно толстой нити волокнистого композита, имеющей толщину 0,1 мм - 10 мм. Таким образом, внутренний диаметр сопла для нити волокнистого композита обычно составляет 0,1 мм - 20 мм, а ширина линии волокнистого наполнителя, печатаемая при 3D-печати, составляет 0,2 мм - 40 мм. Однако нить исходного материала может иметь геометрическую форму, отличающуюся от формы круглой проволоки. Возможна любая форма поперечного сечения нити.
На Фигурах 6A, 6B, 7A и 7B представлены эскизы, показывающие деталь, созданную по технологии 3D-печати, в соответствии с одним из примерных вариантов осуществления.
В одном из вариантов осуществления волокнистый наполнитель в деталях, созданных по технологии 3D-печати с использованием нагреваемого сопла 2, может иметь большую толщину слоя, чем толщина слоя полимерных слоев, созданных по технологии 3D-печати с использованием сопла для полимеров. В объекте 700, создаваемом по технологии 3D-печати, может быть несколько тонких полимерных слоев, которые покрыты одним слоем нити композитного волокна (смотри Фигуру 6A). Слой(-и) нити композитного волокна также может быть встроен внутри деталей, созданных по технологии 3D-печати (смотри Фигуру 6A). Поскольку большая часть времени 3D-печати обычно расходуется на заполнение деталей, создаваемых по технологии 3D-печати, увеличение толщины слоя нити композитного волокна, обеспечиваемое слоем(-ями) нити композитного волокна внутри (или сверху) деталей, созданных по технологии 3D-печати, позволяет значительно сократить время 3D-печати.
Ширина линии для линии, печатаемой при 3D-печати, зависит от диаметра соответствующего сопла экструдера, то есть меньший диаметр сопла обеспечивает возможность 3D-печати линии, имеющей меньшую ширину линии, а больший диаметр сопла обеспечивает возможность 3D-печати линии, имеющей большую ширину линии.
Блоки печати 400, 600, сопло для полимера/подачи полимерной нити и сопло для материала поддержки/подачи материала поддержки могут быть выполнены с использованием существующих технологий и систем. Таким образом, они не требуют более подробного обсуждения в данном описании.
Итоговая деталь 700, созданная по технологии 3D-печати, содержать полимерные секции, секции из непрерывного волокнистого наполнителя и дополнительное заполнение и опорные структуры.
При печати нитью волокна сопло относится к устройству, через которое выталкивается нить волокна. При печати нитью волокна скорость нити волокна, выталкиваемой через сопло 2, может быть такой же, или меньше или больше, чем скорость подачи нити из жгута 3 волокна, определяемая устройством 4 передачи волокна. Сопло 2 и/или прижимающий фланец 9 не ограничивают площадь поперечного сечения.
В одном из вариантов осуществления скорость подачи нити (определяемая устройством 4 передачи волокна) из жгута 3 волокна может в течение короткого периода времени равняться скорости выталкивания нити через сопло 2, и после этого устройство 4 передачи волокна/жгут 3 волокна может свободно вращаться, пока нить 800 выталкивается через сопло 2.
В одном из вариантов осуществления скорость подачи нити (определяемая устройством 4 передачи волокна) из жгута 3 волокна может в течение короткого периода времени равняться скорости выталкивания нити через сопло 2, и после этого устройство 4 передачи волокна/жгут 3 волокна может предварительно загружать нить, пока нить 800 выталкивается через сопло 2.
Нить относится к области поперечного сечения намотанного на катушку модельного материала, беря это понимание из трехмерной печати, а пруток может относиться к отдельным волокнам, которые, например, встроены в матрицу, вместе образуя целую композитную нить.
Во время процесса 3D-печати непрерывная армированная нить наносится на сборочную платформу 100, чтобы выстроить слои 700 для формирования трехмерной структуры. Положение и ориентация сборочной платформы 100 и/или положение и ориентация каждого сопла управляются одним или несколькими контроллерами 200 для размещения непрерывной армированной волокном нити в требуемом месте и направлении. Направлением и местоположением каждого из печатных материалов (материала поддержки, полимера и нити волокна) для 3D печати можно управлять в направлениях X, Y и Z и всех возможных поворотах вокруг каждого из этих направлений. Механизмы управления положением и ориентацией могут включать в себя портальные системы, роботизированные руки и/или Н-рамы, оснащенные датчиками положения и/или перемещения для контроллера(-ов) 200 для контроля относительного положения или скорости сопла относительно сборочной платформы 100 и/или слоев 700 создаваемой детали. Контроллер(-ы) 200 могут использовать измеренные положения X, Y и/или Z и/или перемещения и/или вращения вокруг одного или нескольких из X, Y и Z положений/осей или векторов скорости для управления движениями сопел или платформы 100.
Трехмерный принтер 300 может включать в себя резак 5, управляемый контроллером 200, для резки непрерывной армированной волокном нити 800 для формирования отдельных компонентов на структуре. Резак 5 может быть, например, режущей пластиной или лазером.
Устройство 4 передачи нити подает или выталкивает нерасплавленную нить 800 со скоростью подачи (которая может меняться или не меняться под управлением контроллера 200), после чего матричный материал композитной нити 800 может нагреваться, как описано в отношении Фигуры 3.
Композитная нить 800 и, тем самым, матричный материал нагревается в зоне 1 нагрева, где температура установлена выше температуры плавления матричного материала и ниже температуры плавления непрерывного волокнистого наполнителя.
Контроллер 200 управляет положением и движением сопла 2, скоростью подачи, скоростью печати, резаком 5 и/или температурой для выполнения 3D-печати.
Когда деталь 700 завершена, итоговую деталь 700 можно удалить со сборочной платформы 100. Альтернативно, используя вторую печатающую головку можно наслоить на деталь необязательное покрытие, чтобы предоставить защитное покрытие и/или нанести рисунок или изображение на итоговую деталь.
Оставшееся пространство можно оставить пустым или заполнить особым материалом, таким как полимер.
Зоны 1, 2 нагрева являются теплопроводными, например, изготовлены из меди, нержавеющей стали, латуни или тому подобного.
Сопла могут иметь одинаковые или разные диаметры.
В одном из вариантов осуществления раскрывается усовершенствованный 3D-принтер, который может осуществлять 3D-печать непрерывным волокнистым наполнителем. Раскрываются усовершенствованный 3D-принтер и способ аддитивного изготовления детали, которые позволяют осуществлять 3D-печать непрерывным волокнистым наполнителем альтернативным способом по сравнению с существующими 3D-принтерами и способами.
Один из вариантов осуществления позволяет создавать более прочные объекты, создаваемые по технологии 3D-печати, чем объекты, создаваемые по технологии 3D-печати с использованием обычных принтеров для FFF. Один из вариантов осуществления также позволяет минимизировать время 3D-печати. В одном из вариантов осуществления объекты, создаваемые по технологии 3D-печати, армированы волокнистым наполнителем. Один из вариантов осуществления позволяет добавлять непрерывный волокнистый наполнитель в объекты, которые должны быть созданы по технологии 3D-печати.
В одном из вариантов осуществления 3D-принтер 300 может включать в себя блок(-и) 500 печати для 3D-печати композитной армированной волокном нитью 800 и блок(-и) 600 печати для 3D-печати полимерной нитью, но не блок 400 для 3D-печати материалом поддержки.
В одном из вариантов осуществления 3D-принтер 300 может включать в себя блок(-и) 500 печати для 3D-печати композитной армированной волокном нитью 800 и блок(-и) 400 печати для 3D-печати материалом поддержки, но не блок 600 печати для 3D-печати полимерной нитью.
В одном из вариантов осуществления 3D-принтер 300 может включать в себя блок(-и) 500 печати для 3D-печати композитной армированной волокном нитью 800, но не блок 400 для 3D-печати материалом поддержки, и не блок 600 печати для 3D-печати полимерной нитью.
Нить композитного волокна формируется из волокнистого наполнителя и термопластичного матричного полимера, который связывает пучки нитей вместе. Волокнистый наполнитель может содержать один или несколько пучков волокон, содержащих стекловолокно(-а), углеродное волокно(-а), арамидное волокно(-а), натуральное волокно(-а) (такое как кенаф, пенька и т.д.), термопластичное полимерное волокно(-а) (такое как полиамид, ПЛА и т.д.), и/или гибридное волокно(-а) (содержащее два или более разных волокон в одной нити композитного волокна). Каждый пучок волокон содержать от 1 до 1 000 000 отдельных волокон.
Матричный материал, используемый для связывания волокнистого наполнителя(-ей) в нить композитного волокна, может содержать термопластичный полимер, такой как ПЛА, ПГК, ПЛГА, полиэфир правовращающего изомера молочной кислоты, ПКЛ, ТМЦ, ПА, ПЭ, ПЭЭК, ПЭКК, сополимеры различных мономеров и/или смеси различных термопластичных полимеров/сополимеров, но не ограничивается ими.
Полимерная нить может содержать термопластичный полимер, такой как ПЛА, ПГК, ПЛГА, полиэфир правовращающего изомера молочной кислоты, ПКЛ, ТМЦ, ПА, ПЭ, ПЭЭК, ПЭКК, сополимеры различных мономеров и/или смеси различных термопластичных полимеров/сополимеров/добавок, но не ограничивается ими.
Материал поддержки может содержать любой термопластичный полимер, который растворим в растворителе, отличающемся от того полимера(-ов), что используется в нити композитного волокна и полимерной нити. Растворитель может содержать воду, уксусную кислоту, ацетон, масло (и) и т.д., но не ограничивается ими. Альтернативно материал поддержки может содержать и/или смесь, которая может быть получена путем механического измельчения из детали, созданной по технологии 3D-печати, после процесса печати. В этом случае нет никаких ограничений или требований по растворимости материала поддержки.
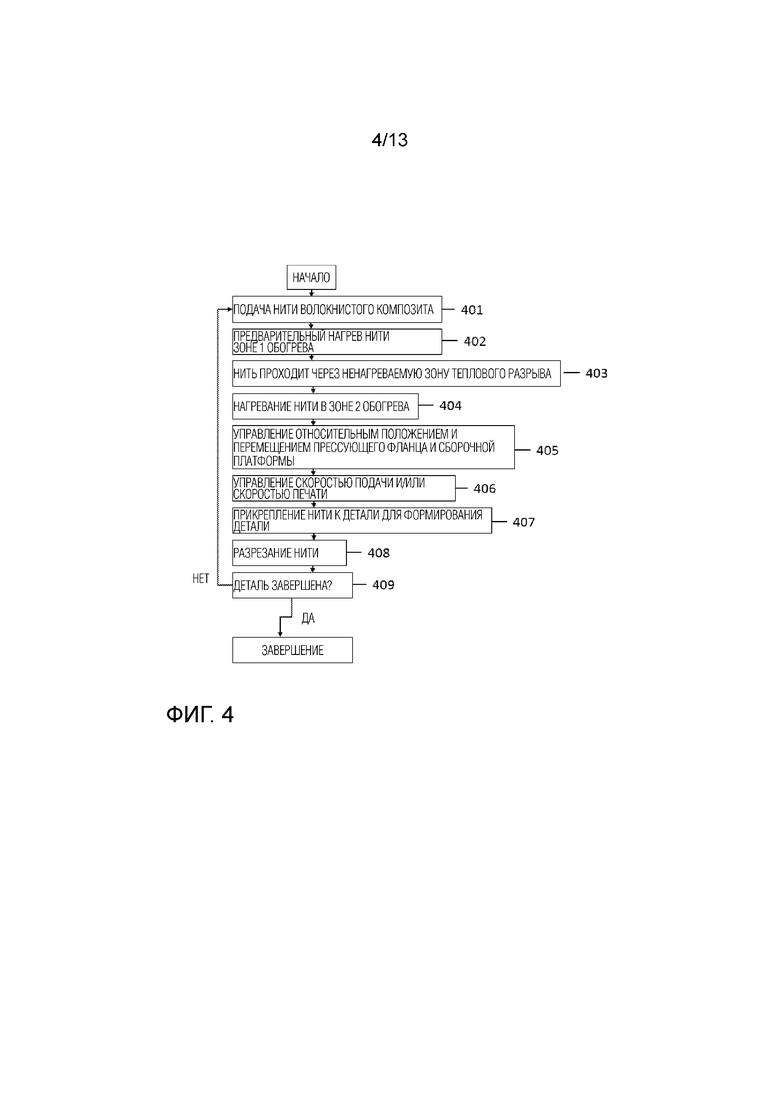
На Фигуре 4 показанa схема последовательности операций, представляющая примерный процесс 3D-печати термопластичной предварительно пропитанной нитью 800 волокнистого композита. Как показано на Фигуре 4, способ аддитивного изготовления детали 700 включает в себя подачу 401 термопластичной предварительно пропитанной нити 800 волокнистого композита, содержащей одну или несколько неэластичных продольно ориентированных прядей волокон, проходящих внутри термопластичного матричного материала нити 800. Изготовляемая деталь 700 опирается на подвижную или неподвижную сборочную платформу 100. Предварительно пропитанная нить 800 волокнистого композита нагревается 402 в блоке 500 3D-печати в первой зоне 1 обогрева, находящейся между источником 3 нити волокнистого композита и нагреваемым соплом 2 блока 500 3D-печати. Температура первой зоны 1 обогрева устанавливается выше температуры плавления термопластичного матричного материала. Способ дополнительно включает в себя нагревание 404 предварительно пропитанной нити 800 волокнистого композита в нагреваемом сопле 2 для поддержания температуры нити 800 волокнистого композита или для нагревания нити 800 волокнистого композита до более высокой температуры. Температура нагреваемого сопла 2 устанавливается выше температуры плавления матричного материала. Предварительно пропитанная нить волокнистого композита экструдируется из нагреваемого сопла 2 через прессующий фланец 9, и блок 500 печати и/или прессующий фланец 9 и сборочная платформа 100 перемещаются 405 относительно друг друга по трем степеням свободы с помощью множества исполнительных механизмов (например, блок 500 печати и сборочная платформа 100 могут перемещаться 405 относительно друг друга по трем степеням свободы). Альтернативно, сборочная платформа 100 является неподвижной, и необходимые перемещения для создания детали 700 происходят только путем перемещения печатающего блока 500 печати и/или прессующего фланца 9 в направлениях X, Y и Z и, возможно, всех возможных поворотов вокруг этих осей. Прессующий фланец 9 прикладывает силу прессования к экструдированной нити 800 волокна и обеспечивает то, что нить 800 волокна крепко прикрепляется к ранее напечатанным слоям 700 волокна/полимера/поддержки. За прессующим фланцем 9 может следовать дополнительный охлаждающий блок, который охлаждает слой напечатанного волокна и улучшает его затвердевание. Нить 800 волокнистого композита, включающая в себя одну или несколько неэластичных продольно ориентированных прядей волокон, подается 406 через первую зону 1 обогрева в нагреваемое сопло 2 с выбранной скоростью подачи, причем скоростью подачи и/или скоростью печати можно управлять. Нагревание нити 800 волокнистого композита может быть прервано 403 в ненагреваемой зоне 7 теплового разрыва между первой зоной 1 обогрева и нагреваемым соплом 2. Температурой зоны 7 теплового разрыва, через которую проходит нить 800 волокнистого композита во время процесса печати не управляют; первая зона 1 обогрева и нагреваемое сопло 2 термически отделены (изолированы) друг от друга зоной 7 теплового разрыва. Чтобы сформировать деталь 700, нить 800 прилепляется 407 к детали 700 (например, к ранее напечатанным слоям 700 волокна, полимера или поддержки) или сборочной платформе 100. Нить 800 можно разрезать 408 резаком 5, например, когда деталь 700 завершена 409, когда подаваемый материал заменяется, например, на полимерную нить/материал поддержки, или когда этого требует конструкция детали 700.
В одном из вариантов осуществления затвердевание происходит во время фазы охлаждения после нагреваемого сопла 2.
На Фигурах 7A и 7B представлены схематические изображения (вид в перспективе, вид сбоку и вид сверху), показывающие структуру, созданную по технологии 3D-печати, в соответствии с одним из примерных вариантов осуществления.
В непечатной структуре (т.е. в детали 700, созданной по технологии 3D-печати) в соответствии с одним из вариантов осуществления, волокнистый наполнитель выглядит как нить толщиной 0,1 мм - 10 мм. В одном из вариантов осуществления внутренний диаметр нагреваемого сопла 2 (то есть второй зоны 2 обогрева) обычно составляет 0,1 мм - 20 мм, а ширина напечатанной линии составляет 0,2 мм - 40 мм.
Один волокнистый наполнитель (напечатанный с использованием блока 500 печати волокном) может иметь толщину слоя больше, чем толщина одного полимерного слоя (напечатанного с использованием блока 600 печати полимером). Таким образом, в детали 700, напечатанной этим способом и 3D-принтером в соответствии с одним из вариантов осуществления, может быть несколько полимерных слоев на той же высоте, на которую покрывает только один слой волокна. Слои волокна могут быть встроены во внутреннюю часть детали 700, созданной по технологии 3D-печати. Поскольку большая часть времени печати обычно расходуется на заполнение печатаемой детали 700, увеличение толщины слоя за счет толстого слоя(-ев) волокна во внутренней части детали значительно уменьшает время печати.
Деталь 700 может содержать четыре секции: полимерную структуру(-ы), непрерывный или полу-непрерывный волокнистый наполнитель, дополнительное заполнение и материал(-ы) поддержки. Для выполнения 3D-печати загружается 3D-модель и устанавливаются параметры печати для секций детали. 3D-модель загружается, и параметры устанавливаются таким образом, что в результате печати полимерные структуры формируют/определяют внешнюю и внутреннюю форму детали, а материал(-ы) поддержки образуют опорную структуру(-ы) для детали 700, волокнистый наполнитель усиливает деталь, а дополнительное заполнение заполняет пустые места/области в слое(-ях) волокна (т.е. между напечатанными нитями волокна 800) детали 700, чтобы завершить деталь. Параметры печати включают в себя, например, высоту слоя для каждого слоя.
На Фигурах 8A, 8B, 8C и 8D представлены схематические изображения, показывающие примерные конструкции печатающей головки, включающей в себя прижимающий элемент 9 и первую зону 1 обогрева. Показано поперечное сечение по линии A-A.
На Фигуре 8A прижимающий элемент является фиксированной частью конструкции крышки печатающей головки. Конструкция печатающей головки, показанная на Фигуре 8A аналогична конструкции, показанной на Фигуре 5.
На Фигуре 8B прижимающий элемент не является фиксированной частью конструкции крышки печатающей головки; вместо этого прижимающий элемент может двигаться относительно конструкции крышки печатающей головки.
На Фигуре 8C прижимающий элемент не является фиксированной частью конструкции крышки печатающей головки (вместо этого прижимающий элемент может двигаться относительно конструкции крышки печатающей головки), и после прижимающего элемента имеется дополнительный элемент, например, нагревательный блок 26, охлаждаемая ультразвуковая сварочная головка 26 и т.д.
На Фигуре 8D прижимающий элемент является фиксированной частью конструкции крышки печатающей головки, и после прижимающего элемента имеется дополнительный элемент, например, нагревательный блок 26, охлаждаемая ультразвуковая сварочная головка 26 и т.д.
В противном случае конструкции печатающей головки, показанные на Фигурах 8B, 8C и 8D, в значительной степени аналогичны конструкции печатающей головки, показанной на Фигуре 5.
Пример 1
G-код для печати волокном и печати полимером был создан с использованием заказного программного обеспечения для трехмерного проектирования объекта, подлежащего 3D печати. В соответствии с созданным G-кодом, непрерывным волокнистым наполнителем печатали на 3D-принтере в канавках, созданных с помощью 3D-печати полимерным материалом. Отдельные блоки печати/сопла использовались для полимерного материала и непрерывного волокнистого наполнителя. Диаметр используемой нити волокна составлял 1,8 мм. Нитью волокна печатали на 3D-принтере в канавках (высотой 0,6 мм и шириной 4,2 мм), напечатанных на 3D-принтере в производимой детали. Один слой волокна покрывал всю канавку (т.е. высота канавки была равна высоте одного слоя волокна). Дополнительная структура заполнения была напечатана на 3D-принтере с использованием сопла для полимера, чтобы заполнить область, окруженную слоем волокна. Полимерный материал с толщиной слоя 0,3 мм был напечатан на 3D-принтере. Таким образом, толщина одного слоя волокна была равна толщине двух полимерных слоев (смотри Фигуру 6A).
Пример 2
G-код для печати волокном и печати полимером был создан с использованием заказного программного обеспечения для трехмерного проектирования объекта, подлежащего 3D печати. В соответствии с созданным G-кодом, непрерывным волокнистым наполнителем печатали на 3D-принтере в канавках, созданных с помощью 3D-печати полимерным материалом с использованием отдельных блоков печати/сопел для полимерного материала и непрерывного волокнистого наполнителя. Диаметр используемой нити волокна составлял 1,0 мм. Нитью волокна печатали на 3D-принтере в канавках (высотой 0,3 мм и шириной 2,6 мм), напечатанных на 3D-принтере в производимой детали. Один слой волокна покрывал всю канавку (т.е. высота канавки была равна высоте одного слоя волокна). Дополнительная структура заполнения была напечатана на 3D-принтере с использованием сопла для полимера, чтобы заполнить область, окруженную волокном. Полимерный материал с толщиной слоя 0,3 мм был напечатан на 3D-принтере. Таким образом, толщина одного слоя волокна была равна толщине одного полимерного слоя (смотри Фигуру 6B).
Пример 3
G-код для печати волокном и печати полимером был создан с использованием программного обеспечения, созданного по индивидуальному заказу, для трехмерного проектирования (3D модель) объекта, подлежащего 3D печати (смотри Фигуры 7A, 7B). В соответствии с созданным G-кодом волокнистым наполнителем, полимером и материалами поддержки печатали на 3D-принтере. Непрерывным волокнистым наполнителем печатали на 3D-принтере в канавках, созданных с помощью 3D-печати полимерным материалом с использованием отдельных блоков печати/сопел для полимерного материала, непрерывного волокнистого наполнителя и материала поддержки. Диаметр используемой нити волокна составлял 1,8 мм. Нитью волокна печатали на 3D-принтере в канавках (высотой 0,6 мм и шириной 4,2 мм), напечатанных на 3D-принтере в производимой детали. Один слой волокна покрывал всю канавку. Дополнительная структура заполнения была напечатана на 3D-принтере с использованием сопла для полимера, чтобы заполнить область, окруженную волокном. Полимерный материал с толщиной слоя 0,3 мм был напечатан на 3D-принтере. Таким образом, толщина одного слоя волокна была равна толщине двух полимерных слоев (смотри Фигуру 6A). Материалом поддержки печатали на 3D-принтере на выбранных участках в соответствии с G-кодом (смотри Фигуры 7A, 7B).
Специалисту в данной области будет очевидно, что по мере развития технологии концепция изобретения может реализовываться различными способами. Изобретение и его варианты осуществления не ограничиваются примерами, описанными выше, но могут варьироваться в рамках формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| Печатающая головка для аддитивного производства изделий | 2017 |
|
RU2662015C1 |
| Способ получения полиэфиримидного композиционного материала для 3D-печати | 2022 |
|
RU2783519C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| Способ получения градиентного полимерного композита методом 3D-печати (варианты) и градиентный полимерный композит, полученный указанным способом | 2023 |
|
RU2812548C1 |
| Способ изготовления армированной волокном термопластичной композитной структуры с воздействием ультразвука и СВЧ электромагнитного поля | 2017 |
|
RU2675563C1 |
| КОАКСИАЛЬНЫЙ ФИЛАМЕНТ ДЛЯ 3D ПРИНТЕРА | 2020 |
|
RU2738388C1 |
| Способ упрочнения 3D-печатных конструкций | 2020 |
|
RU2750426C1 |
Изобретение относится к аддитивному производству детали, и более конкретно к способу и трехмерному принтеру для аддитивного производства армированной волокном детали. Трехмерный принтер (300) содержит: сборочную платформу (100) для поддержки изготавливаемой детали (700) и печатающую головку (500), включающую в себя или соединенную с источником нити волокнистого композита, загруженным нитью (800) волокнистого композита, предварительно пропитанной термопластиком, включающей в себя одну или более неэластичных продольно ориентированных прядей волокон, проходящих внутри термопластичного матричного материала нити (800). При этом печатающая головка (500) включает: первую зону (1) обогрева между источником нити волокнистого композита и нагреваемым соплом (2), при этом первая зона (1) обогрева выполнена с возможностью нагревания при помощи первого нагревателя выше температуры плавления термопластичного матричного материала для предварительного нагрева предварительно пропитанной нити (800) волокнистого композита, консолидирующий элемент (9), расположенный после нагреваемого сопла (2), устройство (4) передачи нити для передачи нити (800) волокнистого композита, включающей в себя одну или более неэластичных продольно ориентированных прядей волокон, через первую зону (1) обогрева в нагреваемое сопло (2) с выбранной скоростью подачи, холодную зону (6) подачи между устройством (4) передачи нити и первой зоной (1) обогрева для поддержания температуры нити (800) волокнистого композита ниже температуры плавления матричного материала, ненагреваемую зону (7) теплового разрыва между первой зоной (1) обогрева и нагреваемым соплом (2) для создания температурного зазора между первой зоной (1) обогрева и нагреваемым соплом (2). Кроме того, трехмерный принтер (300) содержит множество исполнительных механизмов для перемещения по меньшей мере печатающей головки (500), включающей в себя консолидирующий элемент (9), относительно сборочной платформы (100) по трем степеням свободы. Техническим результатом предложенной группы изобретений является предоставление более совершенной технологии для 3D-печати с непрерывным армированием. 2 н. и 14 з.п. ф-лы, 13 ил., 3 пр.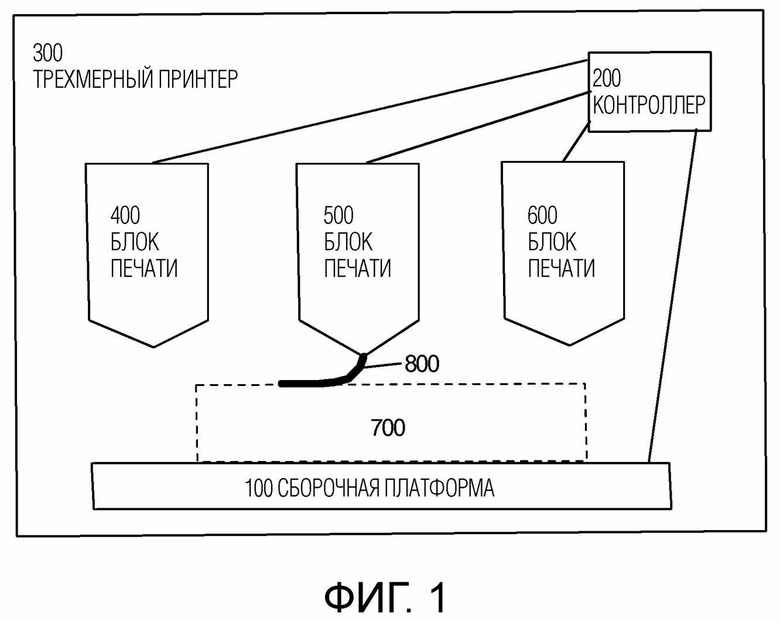
1. Трехмерный принтер (300) для аддитивного производства детали (700), причем трехмерный принтер (300) содержит:
сборочную платформу (100) для поддержки изготавливаемой детали (700); и
печатающую головку (500), включающую в себя или соединенную с источником нити волокнистого композита, загруженным нитью (800) волокнистого композита, предварительно пропитанной термопластиком, включающей в себя одну или более неэластичных продольно ориентированных прядей волокон, проходящих внутри термопластичного матричного материала нити (800);
при этом печатающая головка (500) включает в себя
первую зону (1) обогрева между источником нити волокнистого композита и нагреваемым соплом (2), при этом первая зона (1) обогрева выполнена с возможностью нагревания при помощи первого нагревателя выше температуры плавления термопластичного матричного материала для предварительного нагрева предварительно пропитанной нити (800) волокнистого композита;
консолидирующий элемент (9), расположенный после нагреваемого сопла (2), для приложения консолидирующей силы и/или силы прессования к нити (800) волокнистого композита с целью прикрепления нити (800) волокнистого композита к детали (700), причем консолидирующий элемент (9) расположен напротив по меньшей мере одного из сборочной платформы и предварительно напечатанных структур детали, причем нагреваемое сопло (2) выполнено с возможностью нагрева при помощи второго нагревателя по меньшей мере до температуры плавления матричного материала для нагрева нити (800) волокнистого композита;
устройство (4) передачи нити для передачи нити (800) волокнистого композита, включающей в себя одну или более неэластичных продольно ориентированных прядей волокон, через первую зону (1) обогрева в нагреваемое сопло (2) с выбранной скоростью подачи;
холодную зону (6) подачи между устройством (4) передачи нити и первой зоной (1) обогрева для поддержания температуры нити (800) волокнистого композита ниже температуры плавления матричного материала;
ненагреваемую зону (7) теплового разрыва между первой зоной (1) обогрева и нагреваемым соплом (2) для создания температурного зазора между первой зоной (1) обогрева и нагреваемым соплом (2);
причем трехмерный принтер (300) содержит множество исполнительных механизмов для перемещения по меньшей мере печатающей головки (500), включающей в себя консолидирующий элемент (9), относительно сборочной платформы (100) по трем степеням свободы.
2. Трехмерный принтер по п. 1, в котором
печатающая головка (500), включающая в себя консолидирующий элемент (9), выполнена с возможностью перемещения вокруг его выбранных осей;
печатающая головка (500), включающая в себя консолидирующий элемент (9), выполнена с возможностью вращения по выбранным направлениям вращения;
сборочная платформа (100) выполнена с возможностью перемещения вокруг его выбранных осей; и/или
сборочная платформа (100) выполнена с возможностью вращения по выбранным направлениям вращения.
3. Трехмерный принтер по п. 1 или 2, который дополнительно содержит контроллер (200), функционально связанный с первым и вторым нагревателями, устройство (4) передачи нити, печатающую головку (500), включающую в себя консолидирующий элемент (9) и множество исполнительных механизмов, причем контроллер (200) выполнен с возможностью выполнять инструкции, которые вызывают экструзию композитной нити (800) для формирования детали (700).
4. Трехмерный принтер по пп. 1, 2 или 3, который дополнительно включает в себя
устройство передачи полимера, выполненное с возможностью подачи полимерной нити в сопло для экструзии полимера;
нагреватель полимера, выполненный с возможностью нагревания полимерной нити до температуры, превышающей температуру плавления полимера;
при этом сопло для экструзии полимера выполнено с возможностью экструзии полимерной нити для формирования детали.
5. Трехмерный принтер по любому из предыдущих пунктов, который дополнительно включает в себя
устройство передачи материала поддержки, выполненное с возможностью подачи материала поддержки в сопло для экструзии материала поддержки;
нагреватель материала поддержки, выполненный с возможностью нагревания материала поддержки до температуры, которая выше температуры плавления материала поддержки;
причем сопло для экструзии материала поддержки выполнено с возможностью экструзии нити материала поддержки для формирования опорной структуры для части (700).
6. Трехмерный принтер по любому из предшествующих пунктов, в котором контроллер (200) выполняет инструкции, которые осуществляют аддитивное изготовление слоистой структуры материала поддержки, полимера и композитной нити (800).
7. Трехмерный принтер по любому из пп. 1-6, в котором прижимающий элемент (9) представляет собой прижимающий фланец (9).
8. Способ аддитивного изготовления детали, включающий в себя этапы:
подачи нити волокнистого композита, предварительно пропитанной термопластиком, включающей в себя одну или более неэластичных продольно ориентированных прядей волокон, проходящих внутри термопластичного матричного материала нити;
поддержки изготавливаемой детали на сборочной платформе;
предварительного обогрева предварительно пропитанной нити волокнистого композита в первой зоне (1) обогрева между источником нити волокнистого композита и нагреваемым соплом (2), при этом температура первой зоны (1) обогрева устанавливается выше температуры плавления термопластичного матричного материала;
обогрева нити волокнистого композита в нагреваемом сопле (2), причем температура нагреваемого сопла устанавливается выше температуры плавления матричного материала;
воздействия посредством консолидирующего элемента (9), прикрепленного к нагреваемому соплу (2), на нить (800) волокнистого композита консолидирующей силы и/или силы прессования для прикрепления нити (800) волокнистого композита к детали (700);
перемещения посредством множества исполнительных механизмов печатающей головки (500), включающей в себя консолидирующий элемент (9), относительно сборочной платформы по трем степеням свободы;
передачи нити волокнистого композита, содержащей одну или более неэластичных продольно ориентированных прядей волокон, через первую зону (1) обогрева в нагреваемое сопло (2) с выбранной скоростью подачи;
поддержания температуры ниже температуры плавления матричного материала в холодной зоне (6) подачи, проходящей между устройством (4) передачи нити и первой зоной (1) обогрева;
прерывания обогрева нити (800) волокнистого композита в ненагреваемой зоне (7) теплового разрыва между первой зоной (1) обогрева и нагреваемым соплом (2) для создания температурного зазора между первой зоной (1) обогрева и нагреваемым соплом (2),
причем нить волокнистого композита, предварительно пропитанная термопластиком, имеет толщину 0,1 мм - 10 мм, внутренний диаметр нагреваемого сопла составляет 0,1 мм - 20 мм, ширина линии, печатаемой при 3D-печати, составляет 0,2 мм - 40 мм, а предварительно пропитанная нить волокнистого композита имеет геометрическую форму проволоки.
9. Способ по п. 8, включающий в себя осуществление экструзии композитной нити для формирования детали.
10. Способ по п. 8 или 9, включающий в себя экструзию полимерной нити с помощью сопла для экструзии полимера для формирования детали.
11. Способ по пп. 8, 9 или 10, включающий в себя экструзию материала поддержки посредством сопла для экструзии материала поддержки для формирования детали.
12. Способ по любому из пп. 8-11, включающий в себя выполнение аддитивного изготовления слоистой структуры из материала поддержки, полимера и композитной нити.
13. Способ по любому из пп. 8-12, включающий в себя выполнение аддитивного изготовления слоистой структуры из материала поддержки, полимера и композитной нити путем изменения толщины слоев материала поддержки, полимерного материала и материала из композитного волокна.
14. Способ по любому из пп. 8-13, включающий в себя выполнение аддитивного изготовления произвольно расположенной трехмерной структуры из материала поддержки, полимера и композитной нити.
15. Способ по любому из пп. 8-14, включающий в себя выполнение аддитивного изготовления произвольно расположенной трехмерной структуры из материала поддержки, полимера и композитной нити, причем структура имеет выбранные толщины областей материала поддержки, полимерного материала и материала из композитного волокна.
16. Способ по любому из пп. 8-15, в котором прижимающий элемент (9) представляет собой прижимающий фланец (9).
| US 2014361460 A1, 11.12.2014 | |||
| CN 206048811 U, 29.03.2017 | |||
| WO 2015188017 A1, 10.12.2015 | |||
| ТРЕХМЕРНЫЙ ПРИНТЕР | 2010 |
|
RU2552994C2 |

