Уровень техники
Настоящее изобретение относится к электроду свечи зажигания согласно ограничительной части независимого пункта формулы изобретения. Помимо этого изобретение относится к свече зажигания с по меньшей мере одним предлагаемым в изобретении электродом, а также к способу его изготовления.
Современные свечи зажигания имеют центральный электрод и по меньшей мере один боковой электрод. Между этими электродами при исправной работе свечи зажигания образуется искра зажигания (искровой разряд), воспламеняющая горючую смесь. Обычно центральный электрод или боковой электрод состоит из основной части и расположенной на ней изнашивающейся части из содержащего благородный металл материала. Такая изнашивающаяся часть обычно имеет более высокую стойкость к окислению и коррозионную стойкость и поэтому подвержена меньшему износу, чем материал основной части электрода. Изнашивающуюся часть соединяют с соответствующей основной частью электрода с материальным замыканием путем сварки. В настоящее время при изготовлении свечей зажигания находят применение различные методы сварки, такие, например, как контактная сварка, лазерная сварка или электронно-лучевая сварка.
Вследствие разных свойств материала изнашивающейся части и материала основной части электрода, прежде всего вследствие гораздо более высокой температуры плавления материала изнашивающейся части, создание надежного и долговечного соединения обоих компонентов с материальным замыканием является крайне сложной задачей.
Дополнительно к этому у содержащей благородный металл изнашивающейся части, с одной стороны, снижается ее требуемая износостойкость в тех ее зонах, которые расплавляются при сварке. С целью тем не менее обеспечить требуемый срок службы электрода, а тем самым и всей свечи зажигания необходимо наличие определенного минимального объема неизменившегося материала, содержащего благородный металл. С другой стороны, необходимый для изготовления изнашивающейся части благородный металл сравнительно дорог, и поэтому содержащий его объем в принципе было бы желательно минимизировать.
Для изготовления электродов с изнашивающимися частями, у которых их радиус меньше их высоты, существуют способы соединения, которые позволяют достичь приемлемого компромисса между долговечностью сварного соединения, изнашивающейся части и свечи зажигания и производственными издержками.
Раскрытие изобретения
При изготовлении электродов, у которых радиус изнашивающейся части приближается к ее высоте, соответственно у которых радиус изнашивающейся части больше ее высоты, известные способы соединения дают с увеличением радиуса худшие результаты. При этом либо не достигается достаточная прочность соединения с материальным замыканием, либо для достижения достаточной прочности соединения с материальным замыканием необходимо расплавлять слишком большой объем содержащей благородный металл изнашивающейся части.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача усовершенствовать электрод указанного в начале описания типа и способ его изготовления в том отношении, чтобы устранить, соответственно минимизировать рассмотренные выше недостатки.
Указанная задача решается с помощью признаков отличительной части независимого пункта формулы изобретения, в котором заявлен электрод, соответственно с помощью признаков отличительной части независимого пункта формулы изобретения, в котором заявлен соответствующий способ.
Изобретение основано на том факте, что для получения надежного и долговечного соединения изнашивающейся части с основной частью электрода с материальным замыканием необходимо расплавлять некоторый минимальный объем материала изнашивающейся части с целью обеспечить наличие достаточного количества ее материала для сплавления с материалом основной части электрода.
Для выполнения этого требования согласно изобретению предусмотрено располагать в изнашивающейся части отрезок АС под углом α к ее продольной оси x-x, который составляет не менее 45°, при этом точками А и С в сечении плоскостью, в которой лежит продольная ось x-x, обозначены переходы в изнашивающейся части между по меньшей мере одной первой зоной, которая не подвергнута расплавлению, и по меньшей мере одной второй зоной, которая подвергнута расплавлению. Точка А обозначает первый переход на боковой поверхности цилиндрической изнашивающейся части. Точка С обозначает другой переход, который расположен ближе всего к продольной оси x-x.
Вследствие этого вторая зона имеет в радиальном направлении к продольной оси по меньшей мере такую же протяженность, что и в параллельном продольной оси направлении, соответственно большую протяженность, чем в параллельном продольной оси направлении. Благодаря этому обеспечивается расплавление необходимого для образования стабильного соединения с материальным замыканием объема материала не только у края изнашивающейся части, но и внутри нее. Электрод имеет между своими изнашивающейся частью и основной частью глубокий и одновременно тонкий соединительный шов, так называемый сварной шов глубокого проплавления. Глубокий и тонкий соединительный шов между основной частью электрода и его изнашивающейся часть достигается прежде всего в том случае, когда отрезок АС расположен под углом α к продольной оси x-x, который составляет предпочтительно не менее 60°, особенно предпочтительно не менее 70° или даже не менее 80°.
Продольная ось х-х изнашивающейся части проходит от обращенной к основной части электрода торцевой поверхности или торцевой стороны изнашивающейся части до другой ее торцевой поверхности или торцевой стороны, противоположной по отношению к этой обращенной к основной части электрода торцевой поверхности/стороны. Продольная ось х-х перпендикулярна торцевой поверхности изнашивающейся части. У изнашивающейся части цилиндрической формы продольная ось х-х соответствует оси цилиндра, форму которого имеет эта изнашивающаяся часть. Торцевые стороны, соответственно торцевые поверхности изнашивающейся части могут быть круглыми, эллиптическими или многоугольными. Количество углов у многоугольной торцевой поверхности составляет, например, менее 12, предпочтительно равно трем, четырем, пяти или шести.
Различные предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы изобретения.
Высота Н изнашивающейся части измеряется вдоль продольной оси x-x в пределах первой зоны этой изнашивающейся части. Радиус R изнашивающейся части соответствует радиусу описанной окружности торцевой поверхности изнашивающейся части. В том случае, когда продольная ось х-х изнашивающейся части проходит через центр ее описанной окружности, радиус R изнашивающейся части соответствует максимальному расстоянию от ее боковой поверхности до продольной оси х-х. У изнашивающейся части с круглой торцевой поверхностью радиус R изнашивающейся части соответствует радиусу окружности. В предпочтительном варианте радиус R изнашивающейся части больше ее высоты Н или равен ей, т.е. не меньше высоты Н изнашивающейся части. В различных вариантах осуществления изобретения радиус R изнашивающейся части может быть не менее чем в 1,5 раза больше высоты Н изнашивающейся части или может быть не менее чем вдвое больше ее высоты Н.
В предпочтительном варианте расстояние от точки А до обращенной от основной части электрода торцевой поверхности изнашивающейся части составляет не более 90% ее высоты Н. Благодаря этому обеспечивалось расплавление достаточного для образования стабильного соединения с материальным замыканием объема материала изнашивающейся части. Дополнительно к этому или альтернативно этому расстояние от точки А до обращенной от основной части электрода торцевой поверхности изнашивающейся части может составлять не менее 50% ее высоты Н, благодаря чему у изнашивающейся части обеспечивается наличие достаточного для придания ей необходимой износостойкости не подвергнутого расплавлению объема ее материала.
В еще одном предпочтительном варианте кратчайшее расстояние от боковой поверхности изнашивающейся части до точки С составляет не менее 50% и/или не более 100% радиуса R изнашивающейся части. Благодаря этому обеспечивалось расплавление достаточного для образования стабильного соединения с материальным замыканием объема материала внутри изнашивающейся части с образованием соединительного шва, имеющего достаточную глубину перпендикулярно продольной оси х-х.
В еще одном предпочтительном варианте радиус R изнашивающейся части составляет не менее 0,75 мм и/или не более 2 мм, преимущественно составляет от 1 до 1,5 мм.
Предпочтителен также вариант, в котором высота Н изнашивающейся части составляет не менее 0,4 мм и/или не более 1 мм, преимущественно составляет от 0,5 до 0,8 мм.
5
Объектом изобретения является далее свеча зажигания, имеющая по меньшей мере один предлагаемый в изобретении электрод. Такой по меньшей мере один электрод может быть выполнен в виде центрального электрода или бокового электрода. Боковой электрод может быть выполнен в виде торцового электрода (т.е. электрода с искровым зазором между ним и торцом центрального электрода), электрода с искровым зазором между ним и боковой поверхностью центрального электрода или подковообразного электрода. При наличии у свечи зажигания нескольких боковых электродов они могут иметь одинаковое или разное исполнение.
Объектом изобретения является также способ изготовления электрода, предусматривающий размещение изнашивающейся части электрода на его основной части.
Изнашивающуюся часть, которая в предпочтительном варианте является цилиндрической, соединяют с основной части электрода с материальным замыканием путем сварки. Одной своей торцевой поверхностью изнашивающаяся часть находится в непосредственном контакте с основной частью электрода. При сварке испускают сварочный луч под углом Р к продольной оси х-х изнашивающейся части, направленный преимущественно в зону контакта между изнашивающейся частью и основной частью электрода. Посредством сварочного луча к изнашивающейся части подводят тепловую энергию, необходимую для образования по меньшей мере одной расплавленной зоны в изнашивающейся части. Дополнительно к этому под действием энергии, подводимой посредством сварочного луча к основной части электрода, в ней также образуется по меньшей мере одна расплавленная зона. Расплавленные зоны в изнашивающейся части и в основной части электрода по меньшей мере на отдельных участках граничат друг с другом. В том месте, где расплавленные зоны в основной части электрода и в его изнашивающейся части граничат друг с другом, по меньшей мере на отдельных участках образуется зона сплавления между собой материалов изнашивающейся и основной частей электрода, между которыми тем самым образуется соединение с материальным замыканием.
Согласно изобретению указанный выше угол β составляет не менее 75°, предпочтительно не менее 81°. Достигаемый благодаря этому технический эффект заключается в том, что вторая, подвергнутая расплавлению зона в изнашивающейся части проходит от ее боковой поверхности в направлении
продольной оси x-x далеко вглубь этой изнашивающейся части, в результате чего в целом образуется глубокий и одновременно сравнительно тонкий соединительный шов, так называемый сварной шов глубокого проплавления. Согласно настоящему изобретению под выражением "сравнительно тонкий" подразумевается, что максимальная протяженность второй зоны в изнашивающейся части в радиальном направлении к продольной оси x-x больше максимальной протяженности этой же зоны в направлении параллельно продольной оси x-x.
Помимо этого при создании изобретения было установлено, что для достижения подобного технического эффекта предпочтительно, чтобы диаметр фокуса сварочного луча составлял не более 50 мкм.
В предпочтительном варианте фокус сварочного луча располагают в пределах зоны контакта между собой изнашивающейся части электрода и его основной части. Так, например, фокус сварочного луча располагается на расстоянии от боковой поверхности изнашивающейся части в направлении продольной оси х-х, которое составляет по меньшей мере 50% радиуса изнашивающейся части.
В предпочтительном варианте сварку осуществляют по меньшей мере вдоль части окружного периметра изнашивающейся части. Так, например, можно создавать непрерывный сварной шов вдоль всего окружного периметра изнашивающейся части. Альтернативно этому можно также подразделять сварной шов на несколько отдельных участков, которые отстоят друг от друга на боковой поверхности изнашивающейся части и/или взаимно перекрываются в пределах зоны контакта между изнашивающейся частью и основной частью электрода и/или в пределах изнашивающейся части и/или в пределах основной части электрода. В предпочтительном варианте не подвергнутые расплавлению зоны в изнашивающейся части образуют одну сплошную зону, в соответствии с чем в изнашивающейся части предпочтительно существует только одна первая зона.
В качестве источника сварочного луча можно использовать лазер или электронную пушку, испускающую электронный луч. Лазер может представлять собой лазер импульсного или непрерывного режима работы. При сварке возможно использование, например, твердотельных лазеров, волоконных лазеров, дисковых лазеров и/или диодных лазеров.
В предпочтительном варианте можно в процессе сварки вращать источник сварочного луча, а тем самым и сам сварочный луч вокруг основной части электрода и его изнашивающейся части. Альтернативно этому возможен также вариант, в котором источник сварочного луча неподвижен, а электрод с его основной частью и изнашивающейся частью вращается вокруг оси, прежде всего вокруг продольной оси х-х изнашивающейся части.
В еще одном предпочтительном варианте можно в процессе сварки изменять мощность сварочного луча. Таким путем можно компенсировать потери мощности, обусловленные, например, эффектами затенения, с получением тем самым максимально равномерного соединительного шва.
Так, например, возможен вариант, в котором в первой рабочей фазе процесса сварки мощность сварочного луча поддерживают постоянной. Затем во второй рабочей фазе, следующей за первой рабочей фазой, мощность непрерывно снижают или снижают до меньшего значения, которое поддерживают постоянным во второй рабочей фазе.
Альтернативно этому или дополнительно к этому может быть также предусмотрено прерывание второй рабочей фазы третьей рабочей фазой. Такая третья фаза в предпочтительном варианте короче по своей продолжительности, чем продолжительность каждого из отдельных периодов второй рабочей фазы. В этой третьей рабочей фазе мощность сварочного луча кратковременно вновь повышают. По окончании третьей рабочей фазы мощность сварочного луча, например, вновь устанавливают на ее последнее значение во второй фазе перед ее прерыванием третьей рабочей фазой.
Эффекты затенения мощности сварочного луча возникают в том случае, когда в процессе сварки при вращении электрода или источника сварочного луча в него попадает, например, ножка бокового электрода и тем самым частично затеняет (или экранирует) этот сварочный луч.
Чертежи
На фиг. 1 представлен пример свечи зажигания.
На фиг. 2 представлен пример предлагаемого в изобретении электрода.
На фиг. 3 представлен пример изготовления предлагаемого в изобретении центрального электрода.
На фиг. 4 представлен пример изготовления предлагаемого в изобретении бокового электрода.
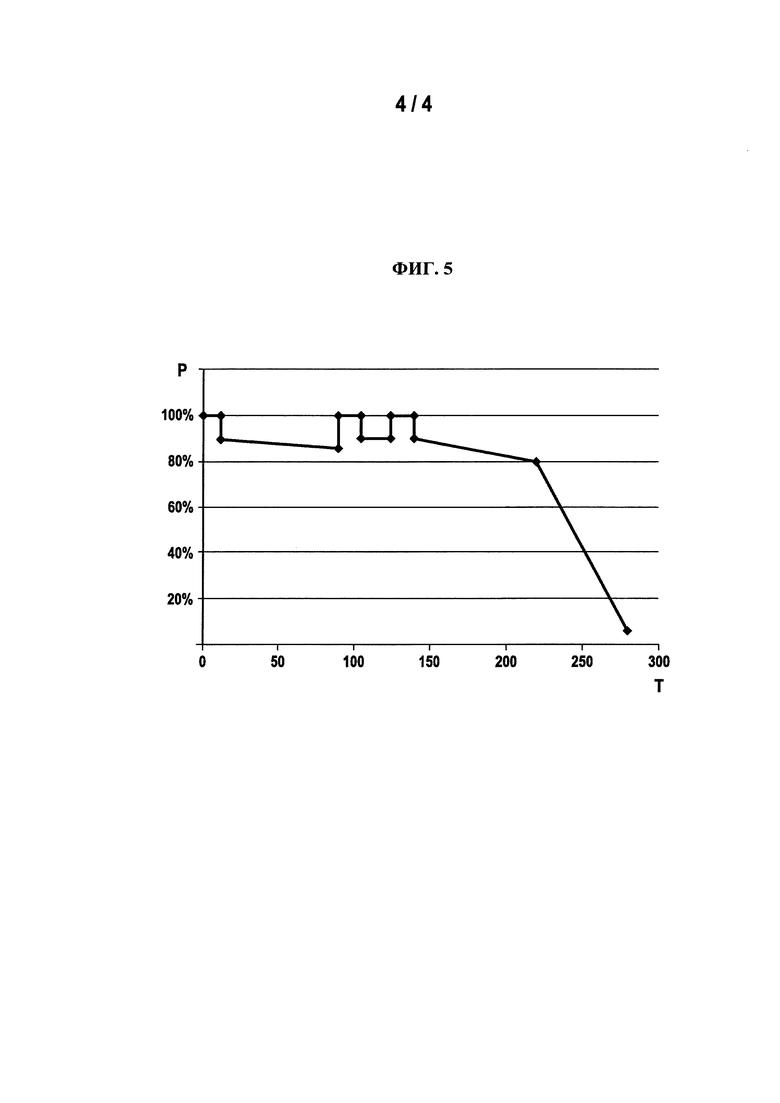
На фиг. 5 представлен пример характеристики изменения мощности сварочного луча во времени.
Описание варианта осуществления изобретения
На фиг. 1 схематично показана свеча 1 зажигания. Такая свеча 1 зажигания имеет металлический корпус 2 с резьбой 3 для ее установки в блоке цилиндров двигателя. В корпусе 2 расположен изолятор 4. В изоляторе 4 расположены центральный электрод 5 и контактный стержень 7, которые электрически соединены между собой не показанным на чертеже резистивным элементом. Центральный электрод 5 обычно выступает из изолятора 4 на обращенном к камере сгорания конце свечи 1 зажигания.
На обращенном к камере сгорания конце корпуса 2 расположен боковой электрод 6, называемый также "массовым" электродом или электродом "массы". Боковой электрод совместно с центральным электродом 5 образуют между собой искровой зазор или промежуток. Боковой электрод 6 может быть выполнен в виде торцового электрода, электрода с искровым зазором между ним и боковой поверхностью центрального электрода или подковообразного электрода. Подковообразный электрод имеет две загнутые к центральному электроду части, каждая из которых своей ножкой 16 приварена к корпусу 2. Загнутые к центральному электроду части расположены друг относительно друга под углом от 30 до 180°. Подковообразный электрод может быть выполнен цельным или составным, при этом у электрода составной конструкции его отдельные части соединены между собой соединением с материальным замыканием, например сваркой.
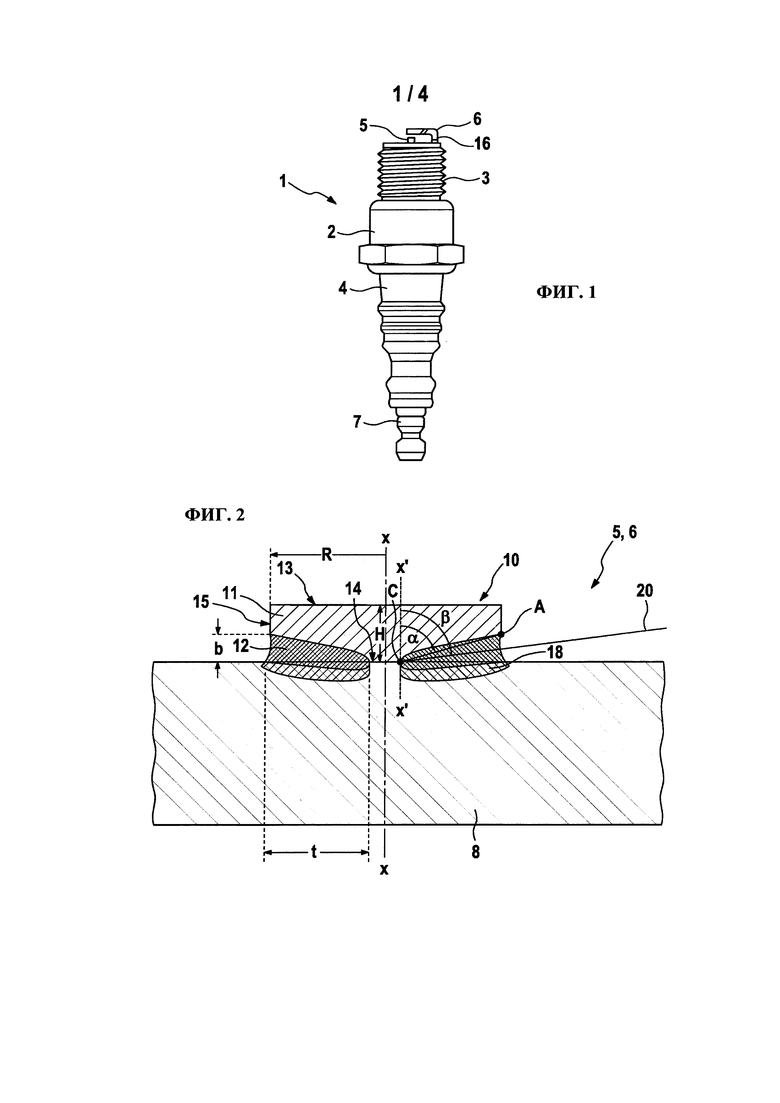
На фиг. 2 в разрезе показан предлагаемый в изобретении электрод 5, 6. Такой электрод 5, 6 имеет основную часть 8 и изнашивающуюся часть 10, которая расположена на основной части 8 таким образом, что она совместно с противоположным электродом 6, 5, соответственно с расположенной на противоположном электроде 6, 5 второй изнашивающейся частью образуют между собой искровой зазор.
Основная часть 8 электрода выполнена из низко- или высоколегированного никелевого сплава. Такой никелевый сплав может представлять собой, например, сплав, низколегированный иттрием или высоколегированный хромом. Содержание хрома в никелевом сплаве составляет, например, по меньшей мере 20 мас. %, предпочтительно даже по меньшей мере 25 мас. %.
Изнашивающаяся часть 10 выполнена цилиндрической с круглыми, эллиптическими или многоугольными торцевыми поверхностями и имеет центральную ось, которая соответствует оси цилиндра, соответственно продольную ось х-х. Продольная ось х-х проходит от торцевой поверхности 13 изнашивающейся части до ее противоположной, обращенной к основной части 8 торцевой поверхности 14. Вдоль продольной оси х-х измеряется высота Н изнашивающейся части 10. Радиус R изнашивающейся части 10 соответствует максимальному расстоянию от боковой поверхности 15 изнашивающейся части 10 до продольной оси х-х, при этом такое расстояние измеряется перпендикулярно продольной оси х-х, например на торцевой поверхности 13 изнашивающейся части. В рассматриваемом варианте изнашивающаяся часть 10 имеет шайбообразную форму, т.е. радиус R изнашивающейся части 10 больше ее высоты Н или равен ей. Так, например, радиус R изнашивающейся части 10 может быть не менее чем в 1,5 раза или даже не менее чем в 2 раза больше ее высоты Н. Радиус R изнашивающейся части 10 составляет не менее 0,75 мм и/или не более 2 мм. В предпочтительном варианте радиус R изнашивающейся части 10 составляет не менее 1 мм и/или не более 1,5 мм. Высота Н изнашивающейся части 10 составляет не менее 0,4 мм и/или не более 1 мм. В предпочтительном варианте высота Н изнашивающейся части 10 составляет не менее 0,6 мм и/или не более 0,8 мм. В рассматриваемом варианте, например, радиус R изнашивающейся части 10 составляет 1,2 мм, а ее высота Н составляет 0,6 мм.
Изнашивающаяся часть 10 выполнена из благородного металла или его сплава, например иридия, платины, родия, рутения и/или рения либо сплавов с по меньшей мере одним из этих благородных металлов.
В рассматриваемом варианте обращенная к основной части 8 электрода торцевая поверхность 14 изнашивающейся части 10 находится в непосредственном контакте с этой основной частью 8. Изнашивающуюся часть 10 соединяют с основной частью 8 с материальным замыканием путем сварки, при которой в изнашивающейся части 10 и в основной части 8 образуются зоны 12, 18, в которых в процессе соединения расплавляется материал одной и другой частей. Дополнительно существует еще одна зона в месте контакта между основной частью 8 и изнашивающейся частью 10, где материал основной части 8 и материал изнашивающейся части 10 сплавляются между собой. Эта зона сплавления по своим размерам может быть не больше суммарных размеров образовавшихся в результате расплавления зон 18, 12 в основной части 8 и в изнашивающейся части 10. В то время как границы между зоной сплавления и образовавшимися в результате расплавления зонами 18, 12 могут быть размытыми, тем не менее в разрезе границы между образовавшейся в результате расплавления зоной 12 и нерасплавлявшейся зоной 11 в изнашивающейся части 10, соответственно в основной части 8 обычно можно четко различить. Как показано на фиг. 2, изнашивающуюся часть 10 можно условно подразделить на первые зоны 11, которые не расплавлялись в процессе соединения, и на вторые зоны 12, которые расплавлялись в процессе соединения.
В разрезе хорошо различимы переходы между нерасплавлявшимися зонами 11 изнашивающейся части 10 и ее расплавлявшимися, т.е. образовавшимися в результате расплавления, зонами 12. Переход на боковой поверхности 15 между первой зоной 11 изнашивающейся части 10 и ее второй зоной 12 обозначается как точка А. Тот переход между первой зоной 11 изнашивающейся части 10 и ее второй зоной 12, который расположен ближе всего к продольной оси х-х, обозначается как точка С. Отрезок АС расположен под углом α к продольной оси х-х, соответственно к параллели х'-х', проходящей через точку С параллельно продольной оси х-х. Для задания отрезка АС обычно рассматриваются точки А и С в одной и той же - второй - зоне 12 изнашивающейся части 10. Угол α составляет не менее 45°. В предпочтительном варианте угол α составляет даже не менее 60°.
В предпочтительном варианте вторая зона 12 изнашивающейся части 10 отсутствует на ее торцевой поверхности 13, т.е. торцевая поверхность 13 изнашивающейся части 10 целиком не расплавлялась и принадлежит первой зоне 11 изнашивающейся части 10. В идеальном случае расстояние от точки А до торцевой поверхности 13 изнашивающейся части 10 составляет не менее 50% ее высоты Н. Помимо этого такое расстояние должно составлять не более 90% высоты Н изнашивающейся части 10 с тем, чтобы для образования прочного соединения с материальным замыканием расплавлялось достаточное количество материала изнашивающейся части 10.
Кратчайшее расстояние от боковой поверхности 15 изнашивающейся части 10 до точки С составляет не менее 50% радиуса R изнашивающейся части 10, соответственно торцевой поверхности 13 и/или не более 100% радиуса R изнашивающейся части 10,. Это кратчайшее расстояние соответствует глубине t второй зоны 12 изнашивающейся части 10 вдоль радиального направления к продольной оси х-х. Благодаря образованию второй зоны 12 изнашивающейся части 10 с глубиной t, которая равна по меньшей мере половине радиуса R изнашивающейся части 10, обеспечивалось расплавление достаточного количества материала изнашивающейся части 10 для создания ее прочного соединения с основной частью 8 электрода с материальным замыканием.
Ниже в таблице 1 в качестве примера для трех соотношений между радиусом изнашивающейся части и ее высотой, а именно: для R=H, R=1,5 H и R=2 H, указан получаемый угол α для предельных значений граничных условий. Эти граничные условия определяются минимальной и максимальной высотой b, а также минимальной и максимальной глубиной t второй зоны 12 в изнашивающейся части. Высота b второй зоны 12 изнашивающейся части 10 измеряется вдоль ее боковой поверхности 15. Высота b второй зоны 12 изнашивающейся части 10 должна составлять по меньшей мере 10% и максимум 50% высоты Н изнашивающейся части 10. Глубина t второй зоны 12 изнашивающейся части 10 соответствует расстоянию от точки С до боковой поверхности 15 в плоскости, перпендикулярной продольной оси x-х. Глубина t второй зоны 12 изнашивающейся части 10 должна составлять по меньшей мере 50% и максимум 100% ее радиуса R. Тем самым для каждого из вышеуказанных соотношений между радиусом изнашивающейся части и ее высотой получают при данных граничных условиях по 4 возможные комбинации, в каждой из которых угол α имеет свое собственное значение.
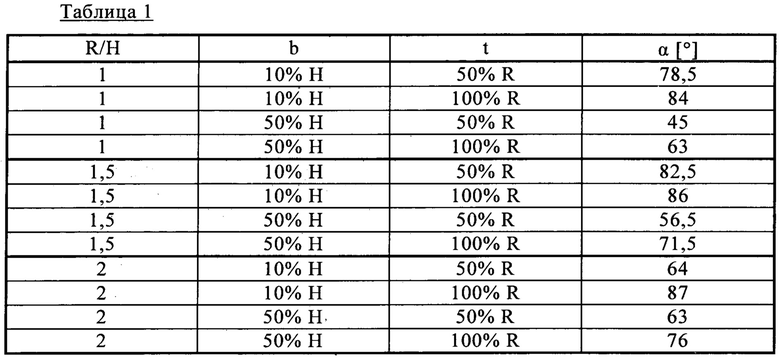
В приведенных выше примерах угол а принимает значения в пределах от 45 до 87°. При этом угол принимает малые значения (45-63°) прежде всего в том случае, когда вторая зона 12 изнашивающейся части 10 имеет большую высоту b, т.е. высоту, которая составляет 50% высоты Н изнашивающейся части 10, и одновременно имеет малую глубину t, т.е. глубину, которая составляет лишь 50% радиуса R изнашивающейся части 10. Для случаев с малой высотой b (10% Н) и малой глубиной t (50% R) второй зоны 12 изнашивающейся части 10, соответственно с большой высотой b (50% Н) и большой глубиной t (100% R) второй зоны 12 изнашивающейся части 10 значения угла а лежат в пределах от 63 до 83°. Для предельных случаев с малой высотой b и большой глубиной t второй зоны 12 изнашивающейся части 10, что соответствует тонкому и глубокому соединительному шву, значения угла а лежат в пределах от 84 до 87°. Отсюда можно сделать вывод, что в особенно предпочтительном варианте осуществления изобретения угол α составляет преимущественно не менее 80°.
принимает малые значения (45-63°) прежде всего в том случае, когда вторая зона 12 изнашивающейся части 10 имеет большую высоту b, т.е. высоту, которая составляет 50% высоты Н изнашивающейся части 10, и одновременно имеет малую глубину t, т.е. глубину, которая составляет лишь 50% радиуса R изнашивающейся части 10. Для случаев с малой высотой b (10% Н) и малой глубиной t (50% R) второй зоны 12 изнашивающейся части 10, соответственно с большой высотой b (50% Н) и большой глубиной t (100% R) второй зоны 12 изнашивающейся части 10 значения угла а лежат в пределах от 63 до 83°. Для предельных случаев с малой высотой b и большой глубиной t второй зоны 12 изнашивающейся части 10, что соответствует тонкому и глубокому соединительному шву, значения угла а лежат в пределах от 84 до 87°. Отсюда можно сделать вывод, что в особенно предпочтительном варианте осуществления изобретения угол α составляет преимущественно не менее 80°.
Соединение изнашивающейся части 10 с основной частью 8 электрода с материальным замыканием осуществляется преимущественно путем сварки, например лазерной сварки или электронно-лучевой сварки. При лазерной сварке можно использовать лазер импульсного или непрерывного режима работы. При генерировании лазерного излучения могут использоваться твердотельные лазеры, дисковые лазеры, диодные лазеры и/или волоконные лазеры.
Сварочный луч 20 направляют под углом β к продольной оси х-х на зону контакта между изнашивающейся частью 10 и основной частью 8 электрода, как это схематично представлено на фиг. 2. Для достижения максимально возможной глубины t и одновременно минимально возможной высоты b второй зоны 12 в изнашивающейся части 10 сварочный луч 20 направляют в зону контакта между изнашивающейся частью и основной частью электрода под углом β не менее 75°, предпочтительно не менее 81°.
Фокус сварочного луча 20 лежит, например, в пределах зоны контакта между изнашивающейся частью и основной частью электрода, т.е. преимущественно на отрезке между точкой С и боковой поверхностью 15. В предпочтительном варианте сварочный луч 20 имеет в своем фокусе диаметр не более 50 мкм. Благодаря этому создается максимально глубокий и одновременно не слишком высокий сварной, соответственно соединительный шов. Форма
сварного шва коррелирует с геометрией расплавлявшихся зон 12, 18 в изнашивающейся части 10 и в основной части 8 электрода.
В принципе справедливо условие, согласно которому с увеличением отношения радиуса R к высоте Н изнашивающейся части 10 требуется также увеличивать угол β падения сварочного луча 20 для достижения достаточной глубины t второй зоны 12 изнашивающейся части 10 и тем самым для получения также надежного и прочного соединения между основной частью 8 электрода и его изнашивающейся частью 10 без необходимости расплавления слишком большого по высоте количества материала на боковой поверхности 15 изнашивающейся части.
В предпочтительном варианте сварку осуществляют по меньшей мере вдоль части окружного периметра изнашивающейся части 10. Так, например, можно создавать непрерывный сварной шов вдоль всего окружного периметра изнашивающейся части 10. Альтернативно этому можно также подразделять сварной шов на несколько отдельных участков, которые отстоят друг от друга на боковой поверхности 15 изнашивающейся части 10 и/или взаимно перекрываются в пределах зоны контакта между изнашивающейся частью и основной частью электрода и/или в пределах изнашивающейся части 10 и/или в пределах основной части 8 электрода. В предпочтительном варианте не подвергнутые расплавлению зоны 11 в изнашивающейся части 10 образуют одну сплошную зону, в соответствии с чем в изнашивающейся части 10 предпочтительно существует только одна первая зона 11.
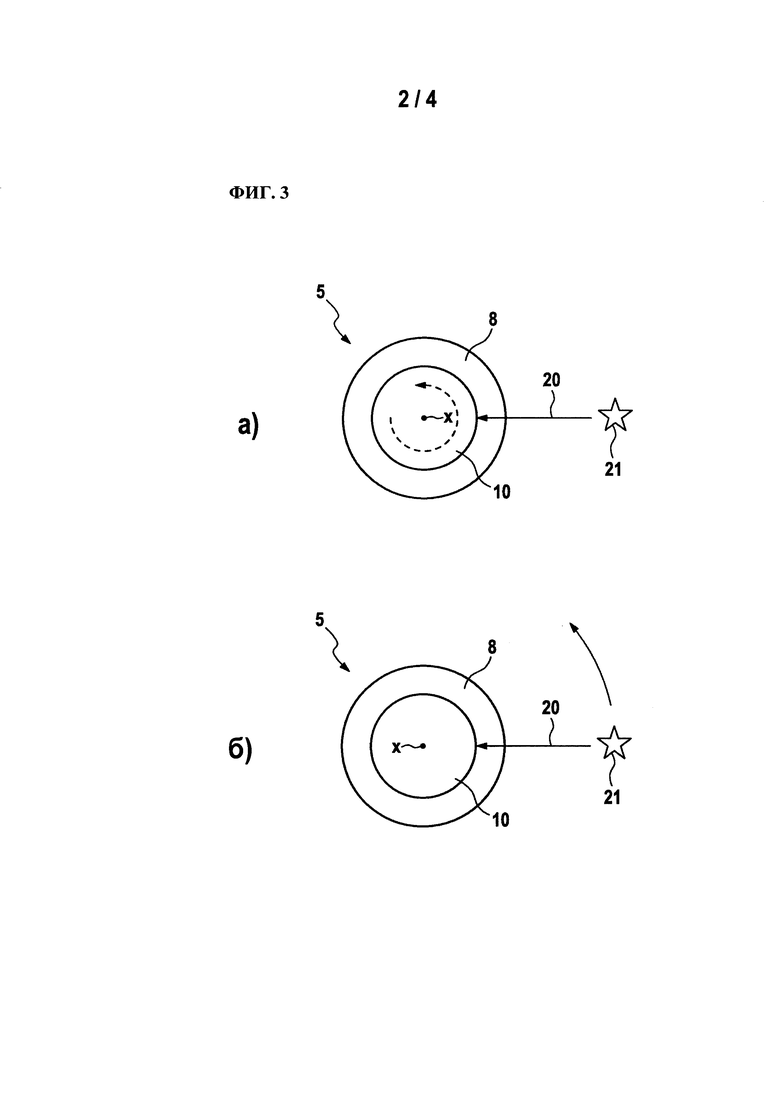
На фиг. 3 проиллюстрированы два возможных варианта реализации способа изготовления предлагаемого в изобретении электрода в виде центрального электрода 5. В первом варианте, представленном на фиг. 3а, источник 21 сварочного луча неподвижен, а электрод 5 с его основной частью 8 и изнашивающейся частью 10 вращается вокруг оси, в данном примере - вокруг продольной оси х-х изнашивающейся части 10. Во втором варианте, представленном на фиг. 3б, источник 21 сварочного луча вращается вокруг электрода 5.
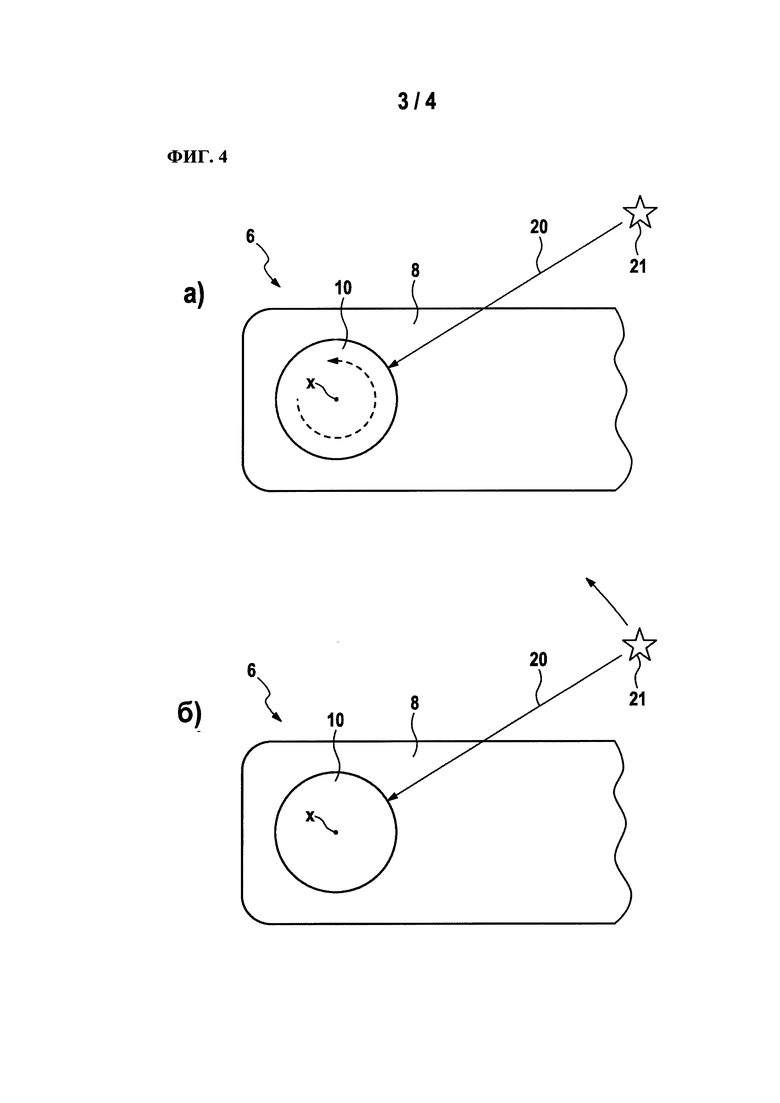
На фиг. 4 проиллюстрированы два возможных варианта реализации способа изготовления предлагаемого в изобретении электрода в виде бокового электрода 6. В первом варианте, представленном на фиг. 4а, источник 21 сварочного луча неподвижен, а электрод 6 с его основной частью 8 и изнашивающейся частью 10 вращается вокруг оси, в данном примере - вокруг продольной оси х-х изнашивающейся части 10. Во втором варианте, представленном на фиг. 4б, источник 21 сварочного луча вращается вокруг электрода 6.
Дополнительно может быть предусмотрено изменение мощности сварочного луча 20 в процессе сварки бокового электрода 6. Таким путем можно компенсировать потери мощности в процессе сварки, когда, например, при вращении электрода 6 или источника 21 сварочного луча в него попадает ножка 16 бокового электрода 6 и тем самым частично затеняет этот сварочный луч 20.
На фиг. 5 представлен пример характеристики изменения мощности Р сварочного луча 20 во времени Т в процессе сварки подковообразного бокового электрода 6. В первой рабочей фазе мощность Р поддерживают на постоянном уровне. В этой фазе нагревают расплавляемые зоны 12, 18 в изнашивающейся части 10 и в основной части 8 электрода и таким путем создают в основной части 8 и в изнашивающейся части 10 необходимые для сварки с глубоким проплавлением сварочные ванны. Во второй рабочей фазе мощность Р снижают до 80-90% от начальной. Такой сниженной мощности Р достаточно для того, чтобы сварочные ванны перемещались вместе со сварочным лучом 20 сообразно скорости вращения электрода 6, соответственно источника 21 сварочного луча вдоль окружного периметра изнашивающейся части 10 с образованием тем самым соединительного шва. В данном примере вторая рабочая фаза дважды прерывается третьей рабочей фазой, в которой мощность Р вновь повышают до начального уровня с тем, чтобы при подводимой к электроду мощности Р компенсировать эффекты затенения, создаваемые периодически оказывающимися в сварочном луче 20 ножками 16 бокового электрода 6. После по меньшей мере одного полного оборота мощность Р в четвертой рабочей фазе снижают вплоть до 0% и завершают процесс сварки.
В предпочтительном варианте начальное положение для сварки и/или направление вращения при сварке выбирают с таким расчетом, чтобы в пределах одного оборота создающие эффекты затенения детали свечи 1 зажигания максимально поздно попадали в сварочный луч 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД СВЕЧИ ЗАЖИГАНИЯ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ЭЛЕКТРОДА СВЕЧИ ЗАЖИГАНИЯ И СВЕЧА ЗАЖИГАНИЯ С ТАКИМ ЭЛЕКТРОДОМ | 2018 |
|
RU2768959C2 |
| ЭЛЕКТРОД СВЕЧИ ЗАЖИГАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2289875C2 |
| СВЕЧА ЗАЖИГАНИЯ | 2000 |
|
RU2159979C1 |
| МАТЕРИАЛ ЭЛЕКТРОДА СВЕЧИ ЗАЖИГАНИЯ И СВЕЧА ЗАЖИГАНИЯ | 2012 |
|
RU2640699C1 |
| СВЕЧА ЗАЖИГАНИЯ СТРИМЕРНАЯ | 2000 |
|
RU2176122C1 |
| СВЕЧА ЗАЖИГАНИЯ | 2004 |
|
RU2281595C2 |
| ЭЛЕКТРОД МАССЫ ДЛЯ СВЕЧИ ЗАЖИГАНИЯ | 1994 |
|
RU2120691C1 |
| СВЕЧА ЗАЖИГАНИЯ | 2004 |
|
RU2278456C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ИСКРОВОГО ЗАЗОРА МЕЖДУ ЭЛЕКТРОДАМИ СВЕЧИ ЗАЖИГАНИЯ | 2018 |
|
RU2762682C2 |
| СВЕЧА ЗАЖИГАНИЯ | 2001 |
|
RU2213401C2 |
Электрод для свечи зажигания имеет основную часть и цилиндрическую изнашивающуюся часть, которая имеет продольную ось (x-x), проходящую от обращенной к основной части электрода торцевой поверхности изнашивающейся части до другой ее торцевой поверхности, противоположной по отношению к этой обращенной к основной части электрода торцевой поверхности, и которая имеет по меньшей мере одну первую зону и по меньшей мере одну вторую зону, в первой из которых изнашивающаяся часть не подвергнута расплавлению, а во второй из них изнашивающаяся часть подвергнута расплавлению, при этом в сечении плоскостью, в которой лежит продольная ось, первый переход между по меньшей мере одной первой зоной и по меньшей мере одной второй зоной на боковой поверхности изнашивающейся части обозначается как точка А, а второй переход между по меньшей мере одной первой зоной и по меньшей мере одной второй зоной, который в этой плоскости сечения расположен ближе всего к продольной оси (x-x), обозначается как точка С, причем отрезок АС расположен под углом α к продольной оси (x-x), который составляет не менее 45°, прежде всего не менее 60°.Технический результат- повышение долговечности электрода. 3 н. и 11 з.п. ф-лы, 5 ил., 1 табл.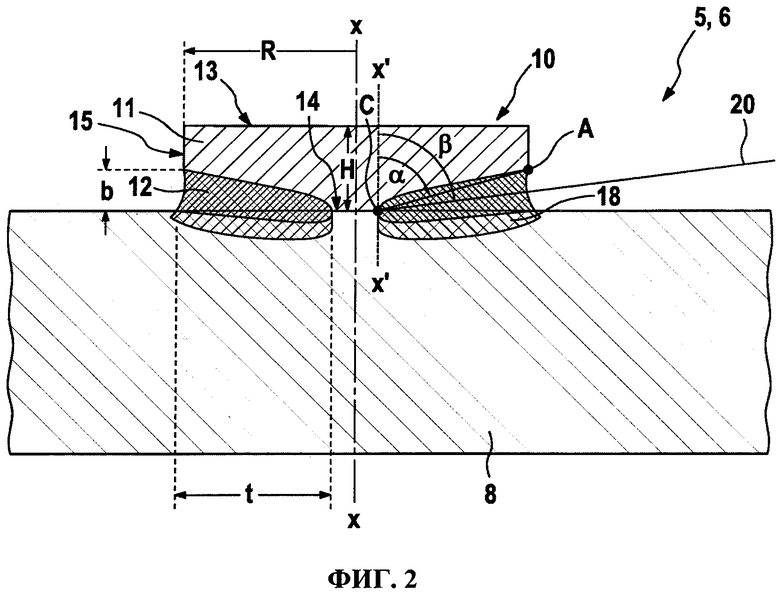
1. Электрод (5, 6) для свечи (1) зажигания, имеющий основную часть (8) и цилиндрическую изнашивающуюся часть (10), которая имеет продольную ось (х-х), проходящую от обращенной к основной части (8) электрода торцевой поверхности (14) изнашивающейся части до другой ее торцевой поверхности (13), противоположной по отношению к этой обращенной к основной части электрода торцевой поверхности (14), и которая имеет по меньшей мере одну первую зону (11) и по меньшей мере одну вторую зону (12), в первой из которых изнашивающаяся часть (10) не подвергнута расплавлению, а во второй из них изнашивающаяся часть (10) подвергнута расплавлению, при этом по меньшей мере одна вторая зона (12) по меньшей мере частично не находится в контакте с основной частью (8) электрода на боковой поверхности (15) изнашивающейся части (10), каковая боковая поверхность (15) проходит от одной торцевой поверхности (14) изнашивающейся части (10) до другой ее торцевой поверхности (13), и в сечении плоскостью, в которой лежит продольная ось, первый переход между по меньшей мере одной первой зоной (11) и по меньшей мере одной второй зоной (12) на боковой поверхности (15) изнашивающейся части (10) обозначается как точка А, а второй переход между по меньшей мере одной первой зоной (11) и по меньшей мере одной второй зоной (12), который в этой плоскости сечения расположен ближе всего к продольной оси (х-х), обозначается как точка С, отличающийся тем, что отрезок АС расположен под углом α к продольной оси (х-х), который отсчитывается от этой продольной оси (х-х) в направлении обращенной к основной части (8) электрода торцевой поверхности (14) изнашивающейся части и который составляет не менее 45°.
2. Электрод (5, 6) по п. 1, отличающийся тем, что цилиндрическая изнашивающаяся часть (10) имеет высоту (Н), измеряемую в первой зоне (11) вдоль продольной оси (х-х), и радиус (R), который при выполнении торцевых поверхностей (13, 14) многоугольными представляет собой радиус описанной окружности или при выполнении торцевых поверхностей (13, 14) круглыми представляет собой радиус окружности, при этом R≥Н, прежде всего R≥2Н.
3. Электрод (5, 6) по п. 1 или 2, отличающийся тем, что расстояние от точки А до обращенной от основной части (8) электрода торцевой поверхности (13) составляет не более 90% высоты (Н) изнашивающейся части (10) и/или не менее 50% ее высоты (Н).
4. Электрод (5, 6) по одному из пп. 1-3, отличающийся тем, что кратчайшее расстояние от боковой поверхности (15) изнашивающейся части (10) до точки С составляет не менее 50% и/или не более 100% радиуса (R) торцевой поверхности (13, 14).
5. Электрод (5, 6) по одному из пп. 2-4, отличающийся тем, что радиус (R) торцевой поверхности (13, 14) составляет не менее 0,75 мм и/или не более 2 мм и/или высота (Н) изнашивающейся части (10) составляет не менее 0,4 мм и/или не более 1 мм.
6. Свеча (1) зажигания, отличающаяся тем, что она имеет по меньшей мере один электрод (5, 6) по одному из пп. 1-5.
7. Свеча (1) зажигания по п. 6, отличающаяся тем, что по меньшей мере один электрод (5, 6) представляет собой центральный электрод (5) или боковой электрод (6), который выполнен прежде всего в виде торцового электрода, электрода с искровым зазором между ним и боковой поверхностью центрального электрода или подковообразного электрода.
8. Способ изготовления электрода (5, 6), прежде всего по одному из пп. 1-5, или свечи (1) зажигания, прежде всего по п. 6 или 7, при этом электрод (5, 6) имеет основную часть (8) и цилиндрическую изнашивающуюся часть (10), которая имеет продольную ось (х-х), проходящую от обращенной к основной части (8) электрода торцевой поверхности (14) изнашивающейся части до другой ее торцевой поверхности (13), противоположной по отношению к этой обращенной к основной части электрода торцевой поверхности (14), отличающийся тем, что испускают сварочный луч (20) для образования по меньшей мере одной расплавленной зоны (12) в изнашивающейся части (10), направленный под углом β к продольной оси (х-х), который составляет не менее 75°, при этом образующаяся расплавленная зона (12) по меньшей мере частично не находится в контакте с основной частью (8) электрода на боковой поверхности (15) изнашивающейся части (10), каковая боковая поверхность (15) проходит от одной торцевой поверхности (14) изнашивающейся части (10) до другой ее торцевой поверхности (13).
9. Способ по п. 8, отличающийся тем, что диаметр фокуса сварочного луча (20) составляет не более 50 мкм.
10. Способ по п. 8 или 9, отличающийся тем, что в процессе сварки изменяют мощность (Р) сварочного луча (20).
11. Способ по одному из пп. 8-10, отличающийся тем, что сварку осуществляют по меньшей мере вдоль части окружного периметра изнашивающейся части (10).
12. Способ по одному из пп. 8-11, отличающийся тем, что в процессе сварки вращают источник (21) сварочного луча (20) вокруг основной части (8) электрода и его изнашивающейся части (10).
13. Способ по одному из пп. 8-11, отличающийся тем, что в процессе сварки вращают основную часть (8) электрода и его изнашивающуюся часть (10) вокруг ее продольной оси (х-х).
14. Способ по одному из пп. 8-13, отличающийся тем, что в качестве источника (21) сварочного луча (20) используют лазер, прежде всего лазер непрерывного режима работы, или электронную пушку, испускающую электронный луч.
| US 2012062099 A1, 2012.03.15 | |||
| US 2004189169 A1, 2004.09.30 | |||
| ПОКРОВНАЯ КОМПОЗИЦИЯ НА ВОДНОЙ ОСНОВЕ, ПРИМЕНЕНИЕ ТАКОЙ КОМПОЗИЦИИ, СПОСОБ ПОКРЫТИЯ ПОДЛОЖКИ С ПРИМЕНЕНИЕМ ТАКОЙ КОМПОЗИЦИИ И ПОКРЫТЫЕ ПОДЛОЖКИ | 2015 |
|
RU2696453C2 |
| US 2014139098 A1, 22.05.2014 | |||
| US 2013221832 A1, 2013.08.29. | |||

