Настоящее изобретение относится к способу соединения электрода свечи зажигания с благородным металлом путем их локального нагрева излучением непрерывного лазера, а также к электроду свечи зажигания, изготовленному этим способом.
Свечи зажигания с электродом, представляющим собой, например, центральный электрод, который снабжен на его переднем конце наконечником из благородного металла или на определенный участок которого кольцом по его периметру нанесен благородный металл, известны уже достаточно давно.
Так, например, в ЕР 0637113 В1 описана свеча зажигания, центральный электрод которой выполнен из жаростойкого и стойкого к эрозии никелевого сплава и передний конец которого образован наконечником из благородного металла, которым служит иридий или рутений. Теплопроводность такого никелевого сплава составляет примерно 30 Вт/м·К или более. В этой публикации говорится, что выполненный из благородного металла наконечник имеет дисковидную форму и расположен концентрично на переднем конце металлического электрода.
При использовании, например, лазера на иттрий-алюминиевом гранате для соединения между собой подобных деталей лазерное излучение направляют на граничную поверхность между выполненным из благородного металла наконечником и передним концом металлического электрода, прижимая при этом наконечник из благородного металла с соответствующим усилием к переднему концу металлического электрода, на котором требуется закрепить этот наконечник из благородного металла.
Из ЕР 0400950 В1 известен способ изготовления свечи зажигания, в соответствии с которым предусмотрено изготовление прессованной заготовки из порошкового иридия, которая образует наконечник центрального электрода свечи зажигания. Такую прессованную заготовку из порошкового иридия спекают в вакууме либо в не окислительной, соответственно восстановительной атмосфере и наконечник свечи зажигания металлургическим путем соединяют с передним концом ее центрального электрода. Такое металлургическое соединение можно получить, например, с помощью электронно-лучевой или лазерной сварки.
Оснащение электродов свечей зажигания, например боковых или центральных электродов, пластинками из благородного металла описано также в US 5811915 и в DE 19641856 А1. Согласно этим публикациям такие пластинки из благородного металла закрепляют на электроде лазерной сваркой, в частности с помощью лазера на иттрий-алюминиевом гранате, легированном неодимом (Nd:YAG-лазера).
В ЕР 0575163 В1 описан способ изготовления свечи зажигания, на центральный электрод которой также наплавляется пластинка из благородного металла, при этом сварной шов располагается по периметру электрода на граничной поверхности между пластинкой из благородного металла и торцом центрального электрода. Согласно этой публикации для сварки используется лазер на иттрий-алюминиевом гранате.
В US 4963112 также описан способ изготовления свечи зажигания с закрепляемой на ее электроде пластинкой из благородного металла, для чего и в этом случае используется лазерная сварка. В этой публикации говорится, что для сварки предпочтительно использовать импульсный лазер.
В US 5461210, ЕР 0588495 В1 и ЕР 0587446 В1 также описан способ изготовления свечи зажигания, на электроде которой закрепляется пластинка из благородного металла. Согласно этим публикациям для наплавки пластинок из благородного металла также всегда используется излучение импульсного лазера.
Однако общим для всех этих известных из уровня техники способов закрепления пластинки из благородного металла на электроде свечи зажигания или соединения с ним благородного металла, представленного в иной форме, является применение импульсного лазера.
При осуществлении подобных способов соединения с использованием импульсных источников лазерного излучения расплавление и последующее затвердевание соединяемых между собой материалов, т.е. материала электрода и благородного металла, происходит в периодическом или прерывистом режиме. Иными словами, в этих способах не образуется сплошная сварочная ванна.
Однако при многократном локальном расплавлении и повторном затвердевании соединяемых между собой материалов их перемешивание в зоне их плавления возможно лишь в ограниченной степени, т.е. не обеспечивается их равномерное распределение в сплаве. С учетом этого материалы в зоне такого их соединения проявляют сравнительно высокую склонность к образованию трещин, что в конечном итоге ограничивает срок службы подобных свечей зажигания, которые находят применение в качестве так называемых "долговечных свечей", из-за относительно низкой стойкости соединения благородного металла со сплавом, из которого изготовлен электрод.
Во многих случаях в качестве материала для изготовления электрода используют никелевый сплав. При соединении с таким никелевым сплавом благородного металла с использованием излучения импульсного лазера образуется сплав, в структуре которого присутствуют нежелательные участки с высоким содержанием никеля и с пониженной стойкостью к эрозии и коррозии.
Электрод, снабженный благородным металлом, который соединен с ним сваркой под действием излучения импульсного лазера, имеет исключительно неоднородную поверхность, что заметно даже при визуальном контроле, поскольку при многократном локальном расплавлении и повторном затвердевании материала невозможно получить в зоне его плавления сплошную сварочную ванну. По этой причине может возникнуть необходимость в дополнительной обработке поверхности электрода после сварки.
Из ЕР 0691174 А1 известен способ соединения электрода свечи зажигания с благородным металлом путем их локального нагрева излучением непрерывного лазера. Однако, поскольку при осуществлении этого способа, который по своей технической сущности является наиболее близким к изобретению, точка плавления благородного металла значительно превышает точку плавления электрода, применение непрерывного лазерного излучения ведет к тому, что материал электрода плавится неравномерно, и это плавление происходит в большой области. Как следствие, образуется сплав с высокой долей материала электрода и малой долей благородного металла, обеспечивающего стойкость к искровой эрозии, что ухудшает долговечность свечи зажигания в целом.
В изобретении предлагается способ соединения электрода свечи зажигания с благородным металлом путем их локального нагрева излучением непрерывного лазера. Отличие предлагаемого в изобретении способа от его ближайшего аналога заключается в том, что благородный металл присоединяют к электроду в зоне их соединения и направляют излучение лазера на указанную зону соединения, причем благородный металл расплавляется не полностью, а лишь в зоне соединения.
Преимущество предлагаемого в изобретении способа по сравнению с его ближайшим аналогом состоит в том, что лазерное излучение направляют только на зону соединения таким образом, чтобы расплавлять и материал электрода, и благородный металл лишь в небольшой области, оставляя часть благородного металла нерасплавившимся, благодаря чему эта часть благородного металла не участвует в образовании сплава с материалом электрода. В результате после образования сварного соединения электрод будет обладать участком с высокой стойкостью к искровой эрозии.
В частности, нагрев излучением непрерывного лазера осуществляют таким образом, чтобы расплавление благородного металла и материала электрода происходило по меньшей мере на участке, на котором они граничат между собой.
Кроме того, при использовании предлагаемого в изобретении способа достигается уменьшение неоднородности поверхности электрода в месте его соединения с благородным металлом. Одновременно с этим в пределах полностью или по меньшей мере частично расплавленной зоны предотвращается возникновение таких дефектов, как трещины, поры, раковины и неравномерное распределение каждого из компонентов сплава по его объему, которые в совокупности существенно ослабляют соединение между благородным металлом и материалом электрода. Тем самым предлагаемый в изобретении способ позволяет избежать возникновения подобных дефектов или по меньшей мере свести их к минимуму и в результате увеличить срок службы изготовленной в соответствии с ним детали.
Поскольку благодаря равномерному расплавлению соединяемых между собой материалов в зоне их контакта удается предотвратить образование усадочных трещин, появление которых характерно для известных способов соединения разнородных материалов, основанных на использовании излучения импульсных лазеров, исключается также возможность коррозионного разрушения материала вдоль таких трещин, которое могло бы иметь место при их наличии, и тем самым предотвращается преждевременное разрушение подобного соединения. В результате удается существенно повысить эксплуатационную надежность свечей зажигания и прежде всего оснащенных ими двигателей.
Использование непрерывного лазера позволяет, кроме того, регулировать скорость нагрева и охлаждения материалов в зоне их плавления, согласуя эту скорость со свойствами конкретных материалов и типом требуемого соединения, и в результате получать также определенный фазовый состав в зоне соединения.
Применение непрерывного лазера позволяет далее в более широких пределах варьировать состав сплавов, получаемых из соединяемых между собой материалов, и более точно согласовывать его с преобладающими на практике условиями, на работу в которых рассчитаны такие сплавы. Поэтому стойкость соединения между благородным металлом и материалом электрода можно также оптимизировать за счет оптимизации состава сплава, образуемого такими соединяемыми между собой материалами, и в отличие от известных способов эта стойкость не определяется хорошей или ограниченной пригодностью материалов к сварке импульсным лазером.
Еще одно преимущество изобретения состоит в том, что использование излучения непрерывного лазера для соединения между собой разнородных материалов при изготовлении электрода свечи зажигания предоставляет также возможность в более широких пределах варьировать геометрию расплавленной зоны по сравнению со способами, основанными на применении излучения импульсного лазера.
Помимо этого предлагаемое в изобретение решение позволяет также повысить скорость ведения технологического процесса, что в свою очередь позволяет снизить стоимость изготовления детали и уменьшить тепловую нагрузку на нее в процессе ее изготовления.
Резюмируя все сказанное выше, можно констатировать, что при изготовлении электрода свечи зажигания предлагаемым в изобретении способом в целом обеспечивается образование более качественной расплавленной зоны между благородным металлом и металлом электрода, благодаря чему в конечном итоге повышается срок службы электрода и тем самым улучшаются эксплуатационные показатели изделия, т.е. свечи зажигания.
Согласно одному из предпочтительных вариантов осуществления изобретения благородный металл в виде вставки наносят кольцом определенной ширины на электрод по его периметру. Изготовленные таким путем электроды используются, например, в так называемых свечах зажигания с поверхностным разрядом или в многоэлектродных свечах зажигания с поверхностно-воздушным искровым разрядом.
Согласно еще одному предпочтительному варианту осуществления изобретения благородный металл в виде вставки помещают на торец центрального электрода. Однако при размещении такой вставки из благородного металла на торце центрального электрода подобную деталь из благородного металла предпочтительно не требуется расплавлять полностью, а необходимо расплавить только в зоне ее соединения с остальным материалом электрода. Изготовленная таким путем свеча зажигания имеет электрод с наконечником из износостойкого благородного металла.
В качестве непрерывного лазера для присоединения благородного металла к электроду свечи зажигания помимо лазера на иттрий-алюминиевом гранате, легированном неодимом, или лазера на диоксиде углерода можно также использовать диодный лазер.
Согласно настоящему изобретению благородный металл для его соединения с материалом электрода либо можно расплавлять полностью и тем самым вплавлять в электрод, либо расплавлять не полностью, а только на краевом участке и таким путем соединять с электродом по этому краевому участку.
Объектом изобретения является электрод свечи зажигания, изготовленный предлагаемым в изобретении способом.
Другие преимущества и предпочтительные варианты осуществления изобретения представлены в последующем описании, на прилагаемых чертежах и в зависимых пунктах формулы изобретения.
Ниже предлагаемый в изобретении способ соединения электрода свечи зажигания со вставкой из благородного металла более подробно рассмотрен на примере двух вариантов его осуществления со ссылкой на упрощенные схематичные чертежи, на которых показано:
на фиг.1 - схема, иллюстрирующая процесс соединения благородного металла с электродом, подаваемого к нему в виде проволоки, и
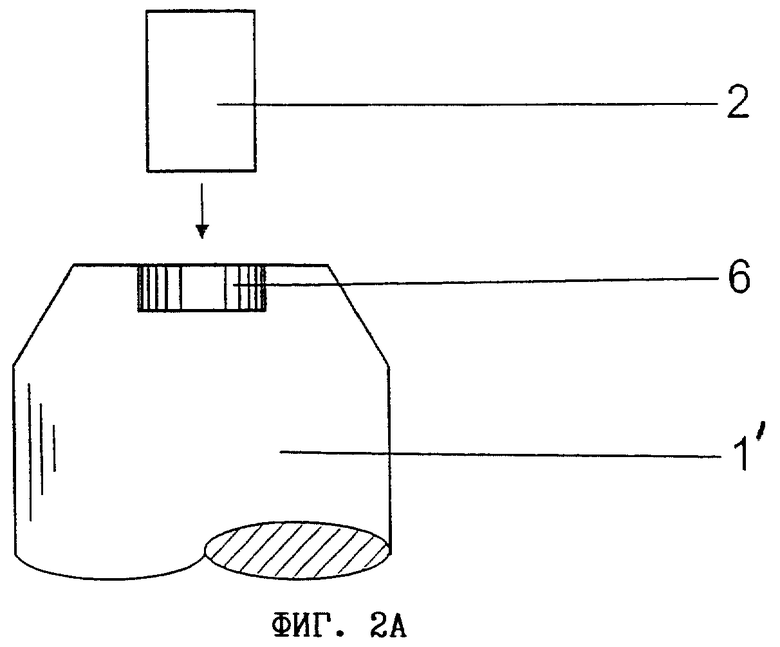
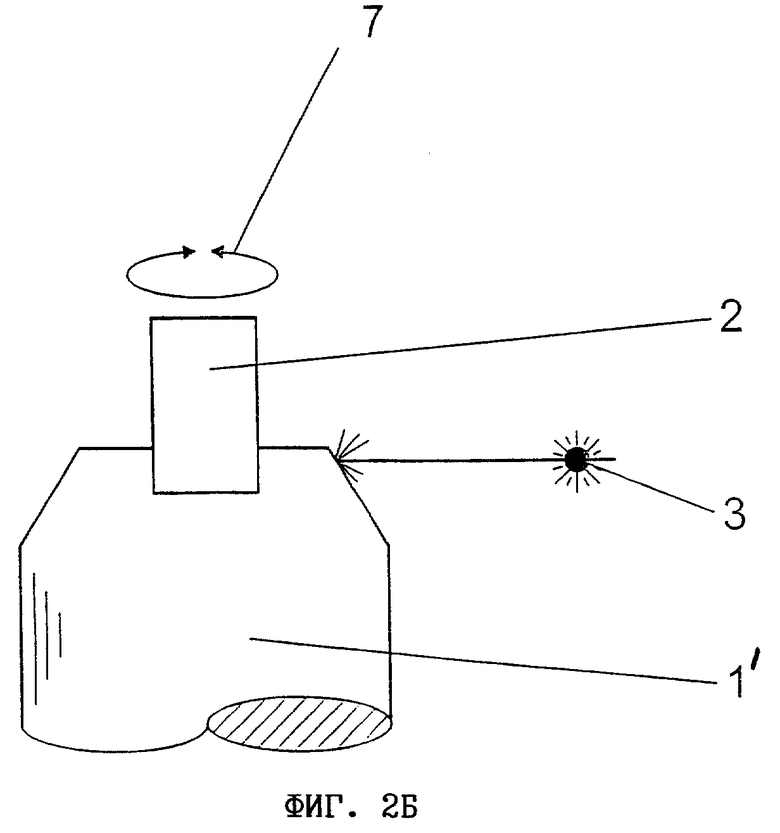
на фиг.2А и 2Б - схемы, каждая из которых иллюстрирует различные стадии процесса соединения вставки из благородного металла с электродом, выполненным по типу торцового электрода, согласно другому варианту осуществления предлагаемого в изобретении способа.
На фиг.1 показана схема, иллюстрирующая в качестве примера одностадийный процесс нанесения покрытия на электрод, т.е. иллюстрирующая способ соединения электрода 1 свечи зажигания с благородным металлом 2. В контексте настоящего изобретения таким благородным металлом 2 может являться чистый благородный металл или же любой сплав благородных металлов, пригодный для применения в тех или иных целях.
На фиг.1 электрод 1 свечи зажигания, который в данном случае представляет собой ее центральный электрод, который имеет предварительно выполненную канавку 6, заполняемую расплавленным благородным металлом 2, и который используется, например, в свече зажигания с поверхностным разрядом или в многоэлектродной свече зажигания с поверхностно-воздушным искровым разрядом, показан, в частности, в сечении. При этом плоскость сечения, проходящего через показанный на фиг.1 центральный электрод 1, расположена на уровне канавки 6.
Для расплавления металлов согласно изобретению используется непрерывный лазер 3, в качестве которого можно применять, например, лазер на иттрий-алюминиевом гранате, легированном неодимом (Nd:YAG-лазер), лазер на диоксиде углерода (СО2-лазер) или диодный лазер. Наиболее предпочтителен при этом диодный лазер, поскольку применение лазеров подобного типа в настоящее время значительно целесообразнее с точки зрения капитальных затрат и эксплуатационных расходов по сравнению с Nd:YAG- или СО2-лазерами.
Благородный металл 2, которым в данном случае может служить, например, платина и который в показанном на чертеже предпочтительном варианте осуществления изобретения представлен в виде проволоки, для его наплавления на центральный электрод 1 непрерывно подается в зону предварительно выполненной канавки 6, где этот благородный металл 2 расплавляется под действием излучения непрерывного лазера 3 и в виде расплава 5 заполняет канавку 6, как бы "наматываясь" в результате на электрод 1.
Одновременно с расплавлением благородного металла плавится и основной материал, из которого изготовлен центральный электрод 1, в результате чего образуется сплав из присутствующего в нем в небольшом количестве расплавленного основного материала центрального электрода 1 и из материала проволоки, в виде которой представлен благородный металл 2.
В ходе подобного непрерывного технологического процесса наплавки благородного металла 2 происходит гомогенное перемешивание расплавленных материалов в зоне их плавления и тем самым обеспечивается равномерное их распределение в сплаве, благодаря чему полученный в результате центральный электрод 1 обладает увеличенным сроком службы и имеет гладкую поверхность.
Помимо этого предлагаемое в изобретении решение позволяет также повысить скорость ведения технологического процесса, что в свою очередь позволяет снизить затраты на обработку детали, т.е. центрального электрода 1, и уменьшить тепловую нагрузку на нее.
Благодаря равномерному нагреву всей зоны плавления в материале центрального электрода 1 возникают значительно более низкие тепловые напряжения по сравнению с тепловыми напряжениями, возникающими в материале при его обработке известным из уровня техники способом, предполагающим применение импульсного лазера, что тем самым в свою очередь также позволяет повысить срок службы электрода.
Поверхность изготовленного предлагаемым в изобретении способом изделия обладает при этом оптимальным качеством, что хорошо видно при визуальном контроле. О высоком качестве сварного соединения, определяемом прежде всего гомогенным перемешиванием расплавленных материалов в зоне их плавления, свидетельствуют также микрофотографии шлифов.
При изготовлении электрода свечи зажигания предлагаемым в изобретении способом можно далее регулировать скорость нагрева и охлаждения соединяемых между собой материалов, что позволяет дополнительно воспрепятствовать образованию трещин при застывании расплавленных материалов в зоне их плавления и в основном материале электрода, соответственно минимизировать подобное образование трещин. Регулирование скорости нагрева и охлаждения соединяемых между собой материалов позволяет также варьировать в широких пределах состав образующегося сплава.
На фиг.2А и 2Б схематично проиллюстрирован процесс изготовления электрода иного типа, в частности так называемого торцового электрода. В этом случае для получения сварного соединения между благородным металлом 2 и электродом 1', изготовленным из никелевого сплава, используется излучение непрерывного лазера (лазера, генерирующего в непрерывном режиме), предпочтительно Nd:YAG-лазера.
Как показано на фиг.2А, деталь из благородного металла 2, которая предпочтительно имеет цилиндрическую форму, помещается на торец электрода 1', который в данном случае представляет собой центральный или боковой электрод свечи зажигания, соответственно вставляется в имеющееся в этом торце углубление 6.
Такое углубление 6 в торце электрода 1' предпочтительно выполнять с таким расчетом, чтобы деталь из благородного металла 2 с некоторым натягом входила в это углубление и тем самым надежно фиксировалась на электроде 1'.
Как показано на фиг.2Б, на следующей стадии предварительно соединенные между собой таким путем и взаимно контактирующие детали, которыми являются деталь из благородного металла 2 и электрод 1' свечи зажигания, приводятся во вращение по стрелке 7 с частотой, согласованной с мощностью лазера, генерирующего в непрерывном режиме. Излучение лазера 3 фокусируется на вращающуюся, подвергаемую сварке зону и включается и вновь выключается в соответствии с линейным изменением энергии, согласованным с такими особенностями материалов соединяемых между собой деталей, как их температура плавления, теплоемкость и иные параметры.
Изготовленный таким путем электрод 1' свечи зажигания имеет наконечник, который выполнен из благородного металла 2, соответственно из сплава благородных металлов и который сварным соединением, которое характеризуется однородной структурой, образовавшейся в зоне плавления соединяемых между собой материалов, прочно и надежно соединен с остальной частью этого электрода 1', выполненной из никелевого сплава. При этом при изготовлении подобного электрода 1' с наконечником из благородного металла 2, т.е. так называемого торцового электрода, благородный металл 2 требуется расплавлять не полностью, а лишь в зоне его соединения с остальной частью электрода.
Изобретение относится к способам изготовления свечей зажигания, а именно к способам соединения электрода свечи зажигания с благородным металлом. Технический результат заключается в повышении срока службы электрода свечи зажигания. Согласно изобретению электрод свечи зажигания соединяется с благородным металлом путем их локального нагрева в зоне соединения посредством излучения непрерывного лазера, причем благородный металл расплавляется не полностью, а лишь в зоне соединения. В качестве непрерывного лазера может использоваться лазер на иттрий-алюминиевом гранате, легированном неодимом (Nd:YAG-лазер), лазер на диоксиде углерода (CO2-лазер) или диодный лазер. Благородный металл может быть нанесен как на центральный, так и на боковой электрод. 2 н. и 12 з.п. ф-лы, 2 ил.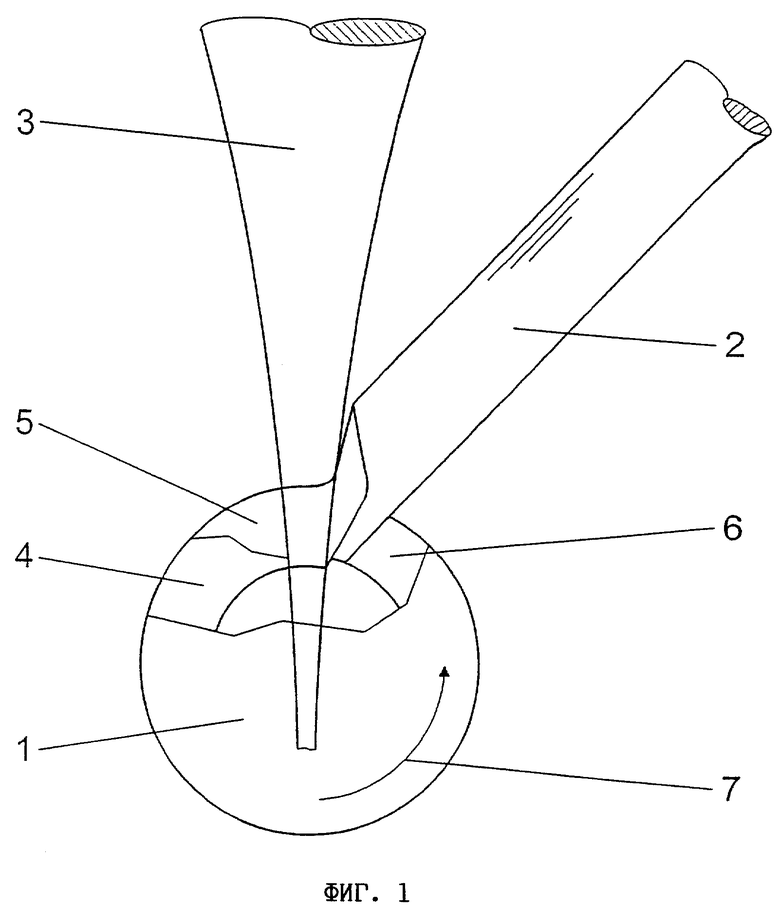
| Смеситель | 1977 |
|
SU691174A1 |
| JP 6045050 А, 18.02.1994 | |||
| JP 6188062 А, 08.07.1994 | |||
| JP 7073954 А, 17.03.1995 | |||
| JP 7296943 А, 10.11.1995 | |||
| US 5461210 А, 24.10.1995 | |||
| СВЕЧА ЗАЖИГАНИЯ | 1993 |
|
RU2040092C1 |

