Область техники
Изобретение относится к статору вращающейся электрической машины, который включает в себя сердечник статора и катушку статора, которая наматывается вокруг сердечника статора, и к способу изготовления катушки статора.
Уровень техники
Статор вращающейся электрической машины, в общем, конфигурируется посредством намотки катушки статора вокруг сердечника статора. В качестве катушки статора, известна катушка статора, которая формируется посредством соединения множества сегментных катушек. При изготовлении такой катушки статора, например, практически U-образная сегментная катушка вставляется в прорезь сердечника статора, и участок сегментной катушки, которая выступает из концевой поверхности сердечника статора в осевом направлении сердечника статора, наклоняется и изгибается в периферийном направлении. Затем концевой участок изогнутой сегментной катушки сваривается и соединяется с концевым участком другой сегментной катушки, изогнутой аналогично.
Сущность изобретения
Тем не менее, в такой технологии, после того, как сегментная катушка собирается на сердечнике статора, требуются изгиб или сварка сегментной катушки, изоляционная обработка сварного участка и т.п., и в силу этого процесс изготовления усложняется.
Следовательно, в части предшествующего уровня техники, раскрыта технология изгиба сегментной катушки заранее и затем ее сборки в сердечник статора. Например, в публикации не прошедшей экспертизу заявки на патент Японии № 2009-194999 (JP 2009-194999 А) раскрыта технология изготовления катушки статора посредством подготовки первой и второй катушек, имеющих требуемую форму, заранее, перевода верхушки первой катушки и верхушки второй катушки в контакт между собой и их соединения между собой, за счет этого изготавливая многофазную периферийно развертывающуюся катушку, имеющую конструкцию с распределенными обмотками, и последовательной вставки периферийно развертывающихся катушек в прорези сердечника статора.
Согласно такой технологии, после того, как сегментная катушка вставляется в прорезь, обработка, такая как изгиб или соединение (сварка) сегментной катушки, не требуется, и в силу этого, процесс изготовления может в некоторой степени упрощаться.
Тем не менее, согласно JP 2009-194999 А, способ соединения, такой как сварка под давлением или ультразвуковое соединение, приспосабливается для того, чтобы непосредственно соединять верхушку первой катушки и верхушку второй катушки между собой. Тем не менее, такой способ соединения требует крупногабаритного оборудования и усложняет процесс изготовления.
Следовательно, изобретение предоставляет статор вращающейся электрической машины и способ изготовления катушки статора, в которых процесс изготовления дополнительно может упрощаться.
Первый аспект изобретения относится к статору вращающейся электрической машины. Статор включает в себя сердечник статора и катушку статора, которая наматывается вокруг сердечника статора. Катушка статора включает в себя первую сегментную катушку, вторую сегментную катушку и первый соединительный элемент. Первый соединительный элемент имеет первый посадочный утопленный участок на первом конце первого соединительного элемента и второй посадочный утопленный участок на втором конце первого соединительного элемента. Первый соединительный элемент соединяет первую сегментную катушку и вторую сегментную катушку посредством посадки первой сегментной катушки в первый посадочный утопленный участок и посредством посадки второй сегментной катушки во второй посадочный утопленный участок.
Согласно первому аспекту изобретения, первая и вторая сегментные катушки могут соединяться только посредством запрессовывания первой сегментной катушки в первый посадочный утопленный участок и посредством запрессовывания второй сегментной катушки во второй посадочный утопленный участок. Другими словами, при соединении сегментных катушек, обработка, такая как сварка или сварка под давлением, не требуется. Как результат, крупногабаритное оборудование не требуется, и процесс изготовления дополнительно может упрощаться.
В статоре согласно первому аспекту изобретения, первый соединительный элемент может включать в себя основной компонент, который изготовлен из проводящего материала, и в который садятся первая и вторая сегментные катушки, и изолирующую пленку, покрывающую внешнюю поверхность основного компонента. Основной компонент может конфигурировать часть пути тока катушки статора.
Согласно аспекту изобретения, поскольку первая и вторая сегментные катушки могут быть разнесены друг от друга, ошибка в осевых размерах сегментной катушки может поглощаться посредством первого соединительного элемента. Как результат, процесс изготовления сегментной катушки может упрощаться.
В статоре согласно первому аспекту изобретения, первый соединительный элемент может включать в себя трубчатый основной компонент, который изготовлен из изоляционного материала, и в который садятся первая и вторая сегментные катушки. Первая и вторая сегментные катушки электрически соединяются друг с другом посредством нахождения в контакте между собой в основном компоненте или через электрический проводник, размещенный в основном компоненте.
Согласно аспекту изобретения, диапазон выбора материала основного компонента соединительного элемента расширяется.
В статоре согласно аспекту изобретения, первая и вторая сегментные катушки могут электрически соединяться друг с другом посредством электрического проводника в основном компоненте. Электрический проводник может иметь упругость или текучесть, и электрический проводник может быть гибким в осевом направлении электрического проводника.
Согласно аспекту изобретения, ошибка в осевых размерах сегментной катушки может поглощаться посредством электрического проводника. Как результат, процесс изготовления сегментной катушки может упрощаться.
В статоре согласно первому аспекту изобретения, первая сегментная катушка может иметь первый зачищенный участок, в котором пленка первой катушки зачищается на концевом участке первой сегментной катушки. Вторая сегментная катушка может иметь второй зачищенный участок, в котором пленка второй катушки зачищается на концевом участке второй сегментной катушки. По меньшей мере, часть первого зачищенного участка может размещаться в первом посадочном утопленном участке, и, по меньшей мере, часть второго зачищенного участка может размещаться во втором посадочном утопленном участке.
Согласно аспекту изобретения, после того, как первая и вторая сегментные катушки соединяются посредством первого соединительного элемента, изоляционная обработка зачищенного участка не требуется, и в силу этого процесс изготовления дополнительно может упрощаться.
В статоре согласно первому аспекту изобретения, по меньшей мере, один из концевого участка первой сегментной катушки и первого посадочного утопленного участка может содержать конус для направления другого из концевого участка первой сегментной катушки и первого посадочного утопленного участка, и, по меньшей мере, один из концевого участка второй сегментной катушки и второго посадочного утопленного участка может содержать конус для направления другого из концевого участка второй сегментной катушки и второго посадочного утопленного участка.
Согласно аспекту изобретения, первая и вторая сегментные катушки и первый соединительный элемент могут проще садиться друг в друга, и в силу этого процесс изготовления дополнительно может упрощаться.
В статоре согласно первому аспекту изобретения, первый соединительный элемент и второй соединительный элемент, выровненный рядом с первым соединительным элементом в радиальном направлении первой сегментной катушки, могут смещаться друг от друга в осевом направлении первой сегментной катушки.
Согласно аспекту изобретения, изоляция между катушками может защищаться надежно. Таким образом, когда имеется зазор между концевым участком первого соединительного элемента и концевым участком пленки катушки, монтажный провод является открытым для доступа в зазоре. Тем не менее, при вышеуказанной конфигурации, расстояние между открытым участком катушки и открытым участком другой катушки, выровненной рядом с катушкой, увеличивается, и в силу этого изоляция защищается.
В статоре согласно первому аспекту изобретения, первая сегментная катушка и вторая сегментная катушка могут иметь формы поперечного сечения, отличающиеся друг от друга.
Согласно аспекту изобретения, поскольку может приспосабливаться форма поперечного сечения согласно характеристике (например, повышению коэффициента заполнения, повышению сгибаемости и т.п.), требуемой для каждой сегментной катушки, рабочие характеристики или качество статора могут дополнительно улучшаться.
В статоре согласно первому аспекту изобретения, первый и второй посадочные утопленные участки первого соединительного элемента имеют формы, отличающиеся друг от друга.
В статоре согласно первому аспекту изобретения, первая сегментная катушка может иметь участок вдоль вертикальной линии, который размещается в прорези сердечника статора, садится в первый посадочный утопленный участок первого соединительного элемента. Вторая сегментная катушка может предоставляться за пределами сердечника статора в осевом направлении сердечника статора, проходить в периферийном направлении сердечника статора и конфигурирует конец катушки, садится во второй посадочный утопленный участок первого соединительного элемента. Первая сегментная катушка и вторая сегментная катушка могут соединяться посредством первого соединительного элемента около концевого участка прорези в осевом направлении прорези.
Согласно аспекту изобретения, в конфигурации, в которой первая и вторая сегментные катушки соединяются около концевого участка прорези в осевом направлении прорези, к концевому участку первой сегментной катушки может осуществляться доступ легко даже после того, как первая сегментная катушка собирается на сердечнике. Как результат, работа по соединению сегментных катушек может легко выполняться.
Второй аспект изобретения относится к способу изготовления катушки статора, которая наматывается вокруг сердечника статора. Способ включает в себя подготовку первой сегментной катушки, второй сегментной катушки и соединительного элемента, имеющего первый посадочный утопленный участок на первом конце соединительного элемента и второй посадочный утопленный участок на втором конце соединительного элемента, чтобы формировать катушку статора, и соединение первой сегментной катушки и второй сегментной катушки посредством посадки первой сегментной катушки в первый посадочный утопленный участок и посредством посадки второй сегментной катушки во второй посадочный утопленный участок.
Согласно второму аспекту изобретения, сегментные катушки могут соединяться только посредством посадки первой сегментной катушки в первый посадочный утопленный участок и посредством посадки второй сегментной катушки во второй посадочный утопленный участок. Другими словами, при соединении первой и второй сегментных катушек, обработка, такая как сварка или сварка под давлением, не требуется. Как результат, крупногабаритное оборудование не требуется, и процесс изготовления дополнительно может упрощаться.
В способе согласно второму аспекту изобретения, внешняя периферийная поверхность первого соединительного элемента может подвергаться изоляционной обработке перед соединением первой и второй сегментных катушек.
Согласно аспекту изобретения, после того, как первая и вторая сегментные катушки соединяются, изоляционная обработка зачищенного участка сегментной катушки не требуется, и в силу этого процесс изготовления катушки статора дополнительно может упрощаться.
В способе согласно второму аспекту изобретения, после того, как первая сегментная катушка, имеющая конечную форму, собирается на сердечнике статора, вторая сегментная катушка, имеющая конечную форму, может соединяться с первой сегментной катушкой через первый соединительный элемент.
Согласно аспекту изобретения, первая сегментная катушка имеет конечную форму до сборки на сердечнике статора, за счет чего можно удалять этап изгиба после сборки сердечника, и в силу этого процесс изготовления катушки статора дополнительно может упрощаться.
В способе согласно аспекту изобретения, первая сегментная катушка может иметь участок вдоль вертикальной линии, который размещается в прорези сердечника статора. Вторая сегментная катушка может предоставляться за пределами сердечника статора в осевом направлении сердечника статора, проходить в периферийном направлении сердечника статора и формирует конец катушки. После того, как множество первых сегментных катушек собираются на сердечнике статора, множество вторых сегментных катушек, интегрированных со смолой, могут соединяться с множеством первых сегментных катушек через множество соединительных элементов одновременно.
Согласно аспекту изобретения, поскольку вторые сегментные катушки могут соединяться одновременно, процесс изготовления дополнительно может упрощаться.
В способе согласно аспекту изобретения, первая сегментная катушка может садиться в соединительный элемент после того, как первая сегментная катушка собирается на сердечнике статора.
В случае если первая сегментная катушка садится в соединительный элемент до того, как первая сегментная катушка собирается на сердечнике статора, первая сегментная катушка локально утолщается вследствие силы осевого сжатия, которая формируется во время посадки, и в силу этого коэффициент заполнения снижается. Тем не менее, согласно аспекту изобретения, посадка первой сегментной катушки и соединительного элемента выполняется после того, как первая сегментная катушка собирается на сердечнике статора, за счет чего может снижаться острота такой проблемы.
Согласно аспектам изобретения, сегментные катушки могут соединяться только посредством запрессовывания концевых участков сегментных катушек в посадочные утопленные участки, соответственно. Другими словами, при соединении первой и второй сегментных катушек, обработка, такая как сварка или сварка под давлением, не требуется. Как результат, крупногабаритное оборудование не требуется, и процесс изготовления дополнительно может упрощаться.
Краткое описание чертежей
Ниже описываются признаки, преимущества и техническая и промышленная значимость примерных вариантов осуществления изобретения со ссылкой на прилагаемые чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
Фиг. 1 является покомпонентным видом в перспективе статора;
Фиг. 2 является видом спереди первой сегментной катушки;
Фиг. 3 является видом спереди второй сегментной катушки;
Фиг. 4 является видом в перспективе соединительного элемента;
Фиг. 5 является видом в сечении периферии соединительного элемента;
Фиг. 6 является схемой с изображением, показывающей состояние в прорези;
Фиг. 7 является блок-схемой последовательности операций способа, показывающей последовательность операций изготовления катушки статора;
Фиг. 8 является схемой с изображением, показывающей состояние соединения второй сегментной катушки;
Фиг. 9 является схемой, показывающей пример другого соединительного элемента;
Фиг. 10 является схемой, показывающей пример другого соединительного элемента;
Фиг. 11 является схемой, показывающей пример другого соединительного элемента;
Фиг. 12 является схемой, показывающей пример другого соединительного элемента;
Фиг. 13A является схемой, показывающей пример формы сегментной катушки;
Фиг. 13B является схемой, показывающей пример формы сегментной катушки;
Фиг. 13C является схемой, показывающей пример формы сегментной катушки;
Фиг. 13D является схемой, показывающей пример формы сегментной катушки;
Фиг. 14A является схемой для описания процедуры изготовления катушки статора предшествующего уровня техники; и
Фиг. 14B является схемой для описания процедуры изготовления катушки статора предшествующего уровня техники.
Подробное описание вариантов осуществления изобретения
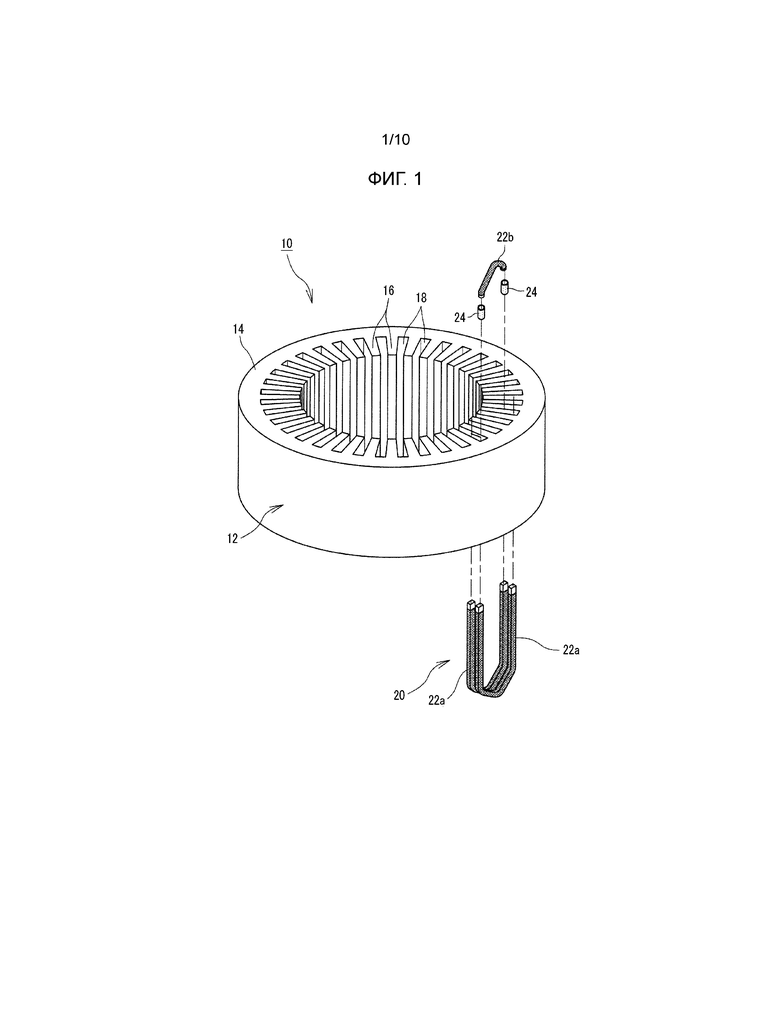
В дальнейшем в этом документе, описывается статор 10 вращающейся электрической машины со ссылкой на чертежи. Фиг. 1 является покомпонентным видом в перспективе статора 10 вращающейся электрической машины. Фактический статор 10 имеет большое число сегментных катушек 22. Тем не менее, на фиг. 1, для видимости, показаны только несколько сегментных катушек 22.
Статор 10 комбинируется с ротором, чтобы конфигурировать вращающуюся электрическую машину. Вращающаяся электрическая машина, к которой применяется статор 10, может представлять собой вращающуюся электрическую машину, которая используется в качестве электромотора, либо может представлять собой вращающуюся электрическую машину, которая используется в качестве генератора. Следовательно, статор 10 этого примера может применяться к вращающейся электрической машине, т.е., например, к вращающейся электрической машине, которая монтируется на электрифицированном транспортном средстве и работает в качестве электромотора, который вырабатывает мощность для движения, а также работает в качестве генератора, который вырабатывает электрическую мощность с помощью рекуперативного крутящего момента и т.п.
Статор 10 имеет сердечник 12 статора и катушку 20 статора, которая наматывается вокруг сердечника 12 статора. Сердечник 12 статора разделяется примерно на кольцевую спинку 14 сердечника (в этом подробном описании, выражение "кольцевой" также включает в себя смысл "практически кольцевой") и множество зубьев 16, выступающих радиально внутрь от внутренней периферийной поверхности спинки 14 сердечника. Прорезь 18, которая представляет собой пространство, в котором размещается часть катушки 20 статора, формируется между зубьями 16 рядом друг с другом в периферийном направлении спинки 14 сердечника. Сердечник 12 статора, например, может представлять собой слоистый стальной лист, который изготовлен посредством наслаивания множества электромагнитных стальных листов (например, листов кремнистой стали) в направлении толщины сердечника 12 статора. Сердечник 12 статора может порошковый сердечник, который изготовлен посредством формования прессованием магнитных частиц с покрытием, наносимым с возможностью изоляции.
Катушка 20 статора наматывается вокруг зубьев 16 сердечника 12 статора. Режим соединения и режим намотки катушки 20 статора могут надлежащим образом выбираться согласно техническим требованиям вращающейся электрической машины. Следовательно, катушка 20 статора может иметь конфигурацию, в которой U-фазные, V-фазные и W-фазные катушки соединяются звездой или соединяются треугольником. Катушка 20 статора может наматываться в распределенной обмотке или может наматываться в концентрированной обмотке. В любом случае, в этом примере, катушка 20 статора сконфигурирована посредством соединения множества сегментных катушек 22.
Сегментная катушка 22 получается посредством вырезания катушки 20 статора с длиной, с которой легко обращаться. В этом примере, сегментная катушка 22 включает в себя U-образную (в этом подробном описании, выражение "U-образный" также включает в себя смысл "практически U-образный") первую сегментную катушку 22a и крышевидную (в этом подробном описании, выражение "крышевидный" также включает в себя смысл "практически крышевидный") вторую сегментную катушку 22b. Далее, в случае если не проводится различие между первой сегментной катушкой и второй сегментной катушкой, она называется "сегментной катушкой 22" с опущенным буквенным суффиксом.
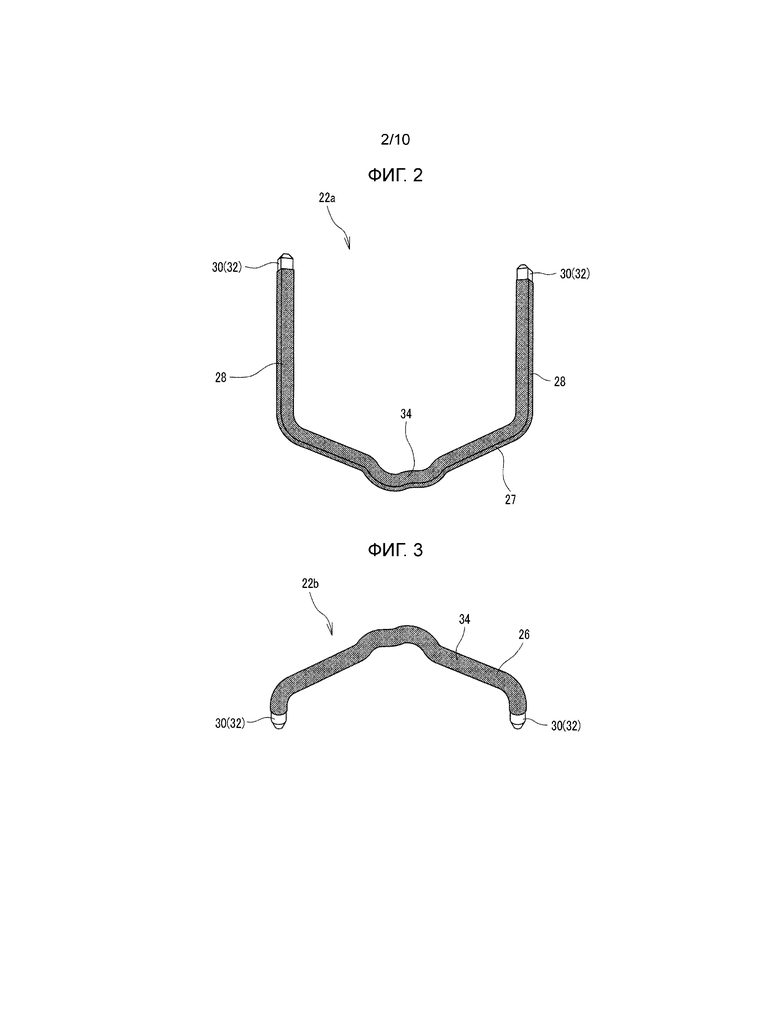
Фиг. 2 является видом спереди первой сегментной катушки 22a. Первая сегментная катушка 22a формируется посредством покрытия монтажного провода 32, изготовленного из проводящего материала (например, меди и т.п.), пленкой 34 катушки (показанной посредством штриховки черного цвета), изготовленной из изоляционного материала. Монтажный провод 32 представляет собой прямоугольный провод, имеющий прямоугольное поперечное сечение (в этом подробном описании, выражение "прямоугольный" также включает в себя смысл "практически прямоугольный"). Причина, по которой монтажный провод 32 формируется из прямоугольного провода таким способом, заключается в повышении коэффициента заполнения в прорези 18.
Первая сегментная катушка 22a изгибается и имеет форму, идентичную форме во время завершения статора, т.е. конечную форму. В частности, первая сегментная катушка 22a имеет U-образную форму, имеющую пару участков 28 вдоль вертикальной линии, которые размещаются в прорезях 18, и соединительный участок 27, соединяющий участки 28 вдоль вертикальной линии. Длина участка 28 вдоль вертикальной линии является почти идентичной осевым размерам сердечника 12 статора. По этой причине, когда участок 28 вдоль вертикальной линии вставляется в прорезь 18, конец участка 28 вдоль вертикальной линии расположен около концевого участка в осевом направлении прорези 18. Соединительный участок 27 предоставляется за пределами сердечника 12 статора в осевом направлении сердечника 12 статора, проходит в периферийном направлении сердечника 12 статора и конфигурирует часть конца катушки. Зачищенный участок 30, в котором пленка 34 катушки зачищается таким образом, что монтажный провод 32 является открытым для доступа снаружи, формируется на каждом из обоих концов первой сегментной катушки 22a, т.е. на конце каждого из участков 28 вдоль вертикальной линии. Верхушка зачищенного участка 30 (монтажного провода 32) имеет клиновидную форму, которая сужается.
Фиг. 3 является видом спереди второй сегментной катушки 22b. Вторая сегментная катушка 22b также формируется посредством покрытия монтажного провода 32, изготовленного из проводящего материала (например, меди и т.п.), пленкой катушки. Вторая сегментная катушка 22b также имеет конечную форму. Вторая сегментная катушка 22b проходит в периферийном направлении за пределы сердечника 12 статора в осевом направлении на стороне, противоположной соединительному участку 27, с тем чтобы конфигурировать часть конца катушки. Зачищенный участок 30, в котором пленка 34 катушки зачищается таким образом, что монтажный провод 32 является открытым для доступа снаружи, также формируется на каждом из обоих концов второй сегментной катушки 22b. Верхушка зачищенного участка 30 (монтажного провода 32) также имеет клиновидную форму, которая сужается.
Здесь, как очевидно из фиг. 3, монтажный провод 32, который используется для второй сегментной катушки 22b, представляет собой круглый провод, имеющий круглое поперечное сечение. Причина, по которой монтажный провод 32 второй сегментной катушки 22b формируется из круглого провода таким способом, заключается в упрощении изгиба второй сегментной катушки 22b. Таким образом, вторая сегментная катушка 22b должна изгибаться или искривляться не только в периферийном направлении статора 10, но также и в радиальном направлении статора 10, по сравнению с первой сегментной катушкой 22a. По этой причине, желательно, чтобы вторая сегментная катушка могла более гибко изгибаться, чем первая сегментная катушка 22a. Круглый провод легко изгибается в любом направлении, по сравнению с прямоугольным проводом, и в силу этого, в этом примере, вторая сегментная катушка 22b формируется из круглого провода.
Не только монтажные провода 32 первой и второй сегментных катушек 22a, 22b, но также и пленки 34 катушки первой и второй сегментных катушек 22a, 22b могут отличаться друг от друга. Например, в случае если монтажный провод 32 второй сегментной катушки 22b представляет собой гибкий круглый провод, повреждение пленки 34 катушки во время изгиба может уменьшаться. По этой причине, пленка 34 катушки для второй сегментной катушки 22b может задаваться тоньше пленки 34 катушки для первой сегментной катушки 22a.
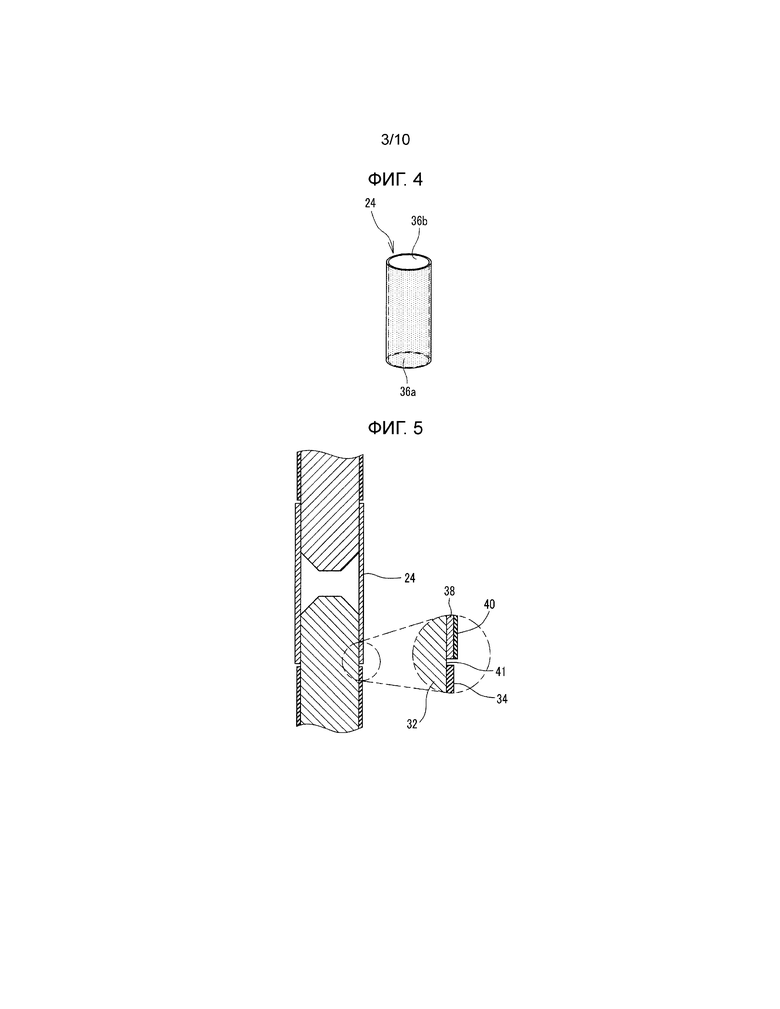
Первая сегментная катушка 22a и вторая сегментная катушка 22b соединяются между собой посредством соединительного элемента 24. Фиг. 4 является видом в перспективе соединительного элемента 24. Фиг. 5 является схематичным видом в сечении периферии соединительного элемента 24. Соединительный элемент 24 соединяет две сегментных катушки 22. Соединительный элемент 24 имеет трубчатую форму, в которой формируется сквозное отверстие, проникающее в осевом направлении. По этой причине, соединительный элемент 24 имеет утопленные участки с обоих концов соединительного элемента 24. Утопленный участок служит в качестве посадочного утопленного участка 36, в который садится концевой участок (зачищенный участок 30) сегментной катушки 22. Далее, утопленный участок, в который садится первая сегментная катушка 22a, упоминается как первый посадочный утопленный участок 36a, и утопленный участок, в который садится вторая сегментная катушка 22b, упоминается как второй посадочный утопленный участок 36b. В случае если не проводится различие между первым посадочным утопленным участком и вторым посадочным утопленным участком, он называется "посадочным утопленным участком 36" с опущенным буквенным суффиксом.
Внутренняя периферийная длина посадочного утопленного участка 36 задается равной или немного меньшей внешней периферийной длины сегментной катушки 22, которая должна садиться в посадочный утопленный участок 36. Следовательно, в этом примере, посадочный утопленный участок 36 имеет круглое поперечное сечение. Тем не менее, радиус посадочного утопленного участка 36 равен или немного меньше радиуса монтажного провода 32 второй сегментной катушки 22b. В случае если внешняя периферийная длина монтажного провода 32 первой сегментной катушки 22a задается равной D, радиус посадочного утопленного участка 36 составляет D/2π или немного меньше D/2π. При такой конфигурации, можно обеспечивать надежную и плотную посадку сегментной катушки 22 в каждый посадочный утопленный участок 36. Когда монтажный провод 32 (прямоугольный провод) первой сегментной катушки 22a садится в первый посадочный утопленный участок 36a, первый посадочный утопленный участок 36a деформируется в прямоугольную форму поперечного сечения в соответствии с формой монтажного провода 32 с возможностью приводиться в непосредственный контакт с внешней поверхностью монтажного провода 32.
Соединительный элемент 24 в этом примере включает в себя трубчатый основной компонент 38, изготовленный из проводящего материала, и изолирующую пленку 40, покрывающую внешнюю периферийную поверхность основного компонента 38. Внутренняя периферийная поверхность трубчатого основного компонента 38 входит в непосредственный контакт с посаженной сегментной катушкой 22. Другими словами, основной компонент 38 садится в сегментную катушку 22, за счет этого электрически соединяясь с ней, и функционирует в качестве части пути тока катушки 20 статора, т.е. части катушки статора. Поскольку внешняя периферийная поверхность основного компонента 38 покрывается изолирующей пленкой 40 заранее, изоляция между катушками может легко защищаться.
Основной компонент 38 функционирует в качестве части пути тока, и в силу этого, когда электрический ток протекает через катушку 20 статора, основной компонент 38 вырабатывает тепло вместе с катушкой 20 статора. Основной компонент 38 термически расширяется вследствие вырабатываемого тепла. Тем не менее, в это время, желательно, чтобы основной компонент 38 был изготовлен из материала, имеющего коэффициент расширения, равный или меньший коэффициента расширения монтажного провода 32 сегментной катушки 22 таким образом, что посадка основного компонента 38 и монтажного провода 32 сегментной катушки 22 не ослабляется. Следовательно, основной компонент 38 может быть изготовлен, например, из материала (например, меди), идентичного материалу монтажного провода 32.
Как показано на фиг. 5, первая сегментная катушка 22a садится в один конец (первый посадочный утопленный участок 36a) соединительного элемента 24, и вторая сегментная катушка 22b садится в другой конец (второй посадочный утопленный участок 36b) соединительного элемента 24. В это время, первая и вторая сегментные катушки 22a, 22b могут входить в контакт между собой в соединительном элементе 24 или могут быть разнесены друг от друга, как показано на фиг. 5. Таким образом, даже если первая и вторая сегментные катушки 22a, 22b разнесены друг от друга, электрическое соединение между двумя сегментными катушками 22 защищается посредством основного компонента 38, изготовленного из проводящего материала. Зазор между первой и второй сегментными катушками 22a, 22b в соединительном элементе 24 может заполняться проводящей пастой (например, металлической пастой). Такая проводящая паста предоставляется, за счет чего можно уменьшать электрическое сопротивление в соединительном участке и улучшать теплопроводность.
Здесь, посредством соединения сегментных катушек 22 посредством использования соединительного элемента 24 таким образом, процесс изготовления статора 10 дополнительно может упрощаться по сравнению с предшествующим уровнем техники. Это описывается по сравнению с предшествующим уровнем техники.
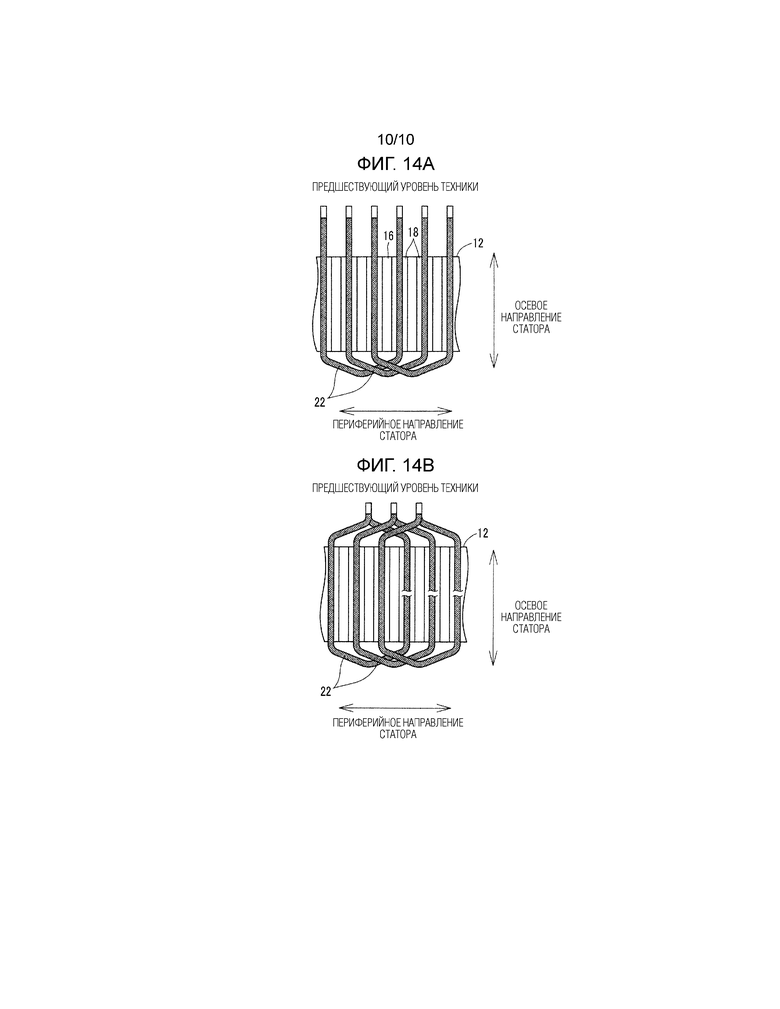
Также в предшествующем уровне техники, известна технология формирования катушки 20 статора посредством соединения множества сегментных катушек 22. Тем не менее, в предшествующем уровне техники, после того, как сегментная катушка 22 собирается на сердечнике 12 статора, сегментная катушка 22 изгибается и приваривала к другой сегментной катушке 22. Фиг. 14A и фиг. 14B являются схемами, показывающими состояние изготовления катушки 20 статора предшествующего уровня техники. Как показано на фиг. 14A, в предшествующем уровне техники, сначала, сегментная катушка 22, которая имеет U-образную форму и которая имеет зачищенные участки 30 с обоих концов сегментной катушки 22, вставляется в прорезь 18. Затем, как показано на фиг. 14B, сегментная катушка 22, выступающая из концевой поверхности сердечника 12 статора в осевом направлении сердечника 12 статора, изгибается в периферийном направлении сердечника 12 статора и затем приводится в контакт и приваривается к концевому участку соответствующей другой сегментной катушки 22 (в проиллюстрированном примере, другой сегментной катушки 22 рядом с ней в радиальном направлении). В завершение, изоляционная обработка, например, нанесение изоляционной краски, выполняется для зачищенного участка 30.
В случае такого предшествующего уровня техники, после того, как сегментная катушка 22 собирается на сердечнике 12 статора, изгиб, сварка и изоляционная обработка сегментной катушки 22 выполняются. Тем не менее, поскольку отсутствует достаточное пространство вокруг сегментной катушки 22 после того, как она собирается на сердечнике 12 статора, утомительно и неудобно выполнять такую обработку и переработку.
Поскольку сегментная катушка 22 изгибается в узком пространстве, пленка 34 катушки для сегментной катушки 22 легко повреждается таким образом, что предусмотрен случай, в котором изолирующая способность снижается. Сварка выполняется для того, чтобы соединять сегментные катушки 22. Тем не менее, имеется вероятность того, что пленка 34 катушки может повреждаться вследствие тепла во время сварки. Чтобы ограничивать повреждение пленки 34 катушки, требуется задавать конец катушки выше. Тем не менее, это затрудняет уменьшение размера статора 10.
Следовательно, в части предшествующего уровня техники, раскрыта технология, в котором сегментная катушка 22 имеет конечную форму заранее, и концевые участки сегментных катушек 22 приводятся в контакт друг с другом и соединяются (например, JP 2009-194999 А и т.п.). В случае этой технологии, поскольку не требуется изгибать сегментную катушку 22 после того, как сегментная катушка 22 собирается на сердечнике 12 статора, ухудшение характеристик пленки 34 катушки, вызываемое посредством изгиба, может ограничиваться. Поскольку изгиб сегментной катушки 22 после того, как сегментная катушка 22 собирается на сердечнике 12 статора, не требуется, можно в некоторой степени упрощать процесс изготовления. Тем не менее, в случае этой технологии, поскольку концевая поверхность одной из сегментных катушек 22 в осевом направлении сегментной катушки 22 приводится в контакт с концевой поверхностью другой из сегментных катушек 22, требуется управлять размерной точностью сегментной катушки 22 в осевом направлении сегментной катушки 22 до высокого уровня, и это приводит к осложнению процесса изготовления или увеличению затрат. Также в этой технологии, после соединения сегментных катушек 22, требуется изоляционная обработка зачищенного участка 30. В этой технологии, сегментные катушки 22 соединяются друг с другом посредством сварки под давлением, ультразвукового соединения или заделки. Тем не менее, чтобы соединять сегментные катушки 22, требуется специализированное оборудование, что приводит к увеличению затрат на оборудование.
С другой стороны, в катушке 20 статора, раскрытой в этом подробном описании, как описано выше, сегментные катушки 22 соединяются посредством посадки сегментных катушек 22 в оба конца (посадочные утопленные участки 36) соединительного элемента 24. В случае обработки посадки, тепло не вырабатывается, и в силу этого, согласно этому примеру, в отличие от предшествующего уровня техники с использованием сварки или соединения, ухудшение характеристик пленки 34 катушки вследствие нагрева может фактически надежно ограничиваться. В случае этого примера, поскольку требуется просто запрессовывать монтажный провод 32 сегментной катушки 22 в посадочный утопленный участок 36 соединительного элемента 24, технологическое оборудование может упрощаться по сравнению с предшествующим уровнем техники с использованием сварки, сварки под давлением, ультразвукового соединения и т.п.
В этом примере, поскольку основной компонент 38 соединительного элемента 24 конфигурирует часть пути тока катушки 20 статора, сегментные катушки 22 не могут находиться в прямом контакте друг с другом. Как результат, в этом примере, допустимая ошибка размера сегментной катушки 22 в осевом направлении сегментной катушки 22 может увеличиваться по сравнению с предшествующим уровнем техники. Таким образом, согласно этому примеру, ошибка в размере сегментной катушки 22 в осевом направлении сегментной катушки 22 может поглощаться посредством расстояния между концевой поверхностью одной сегментной катушки и концевой поверхностью другой сегментной катушки в соединительном элементе 24.
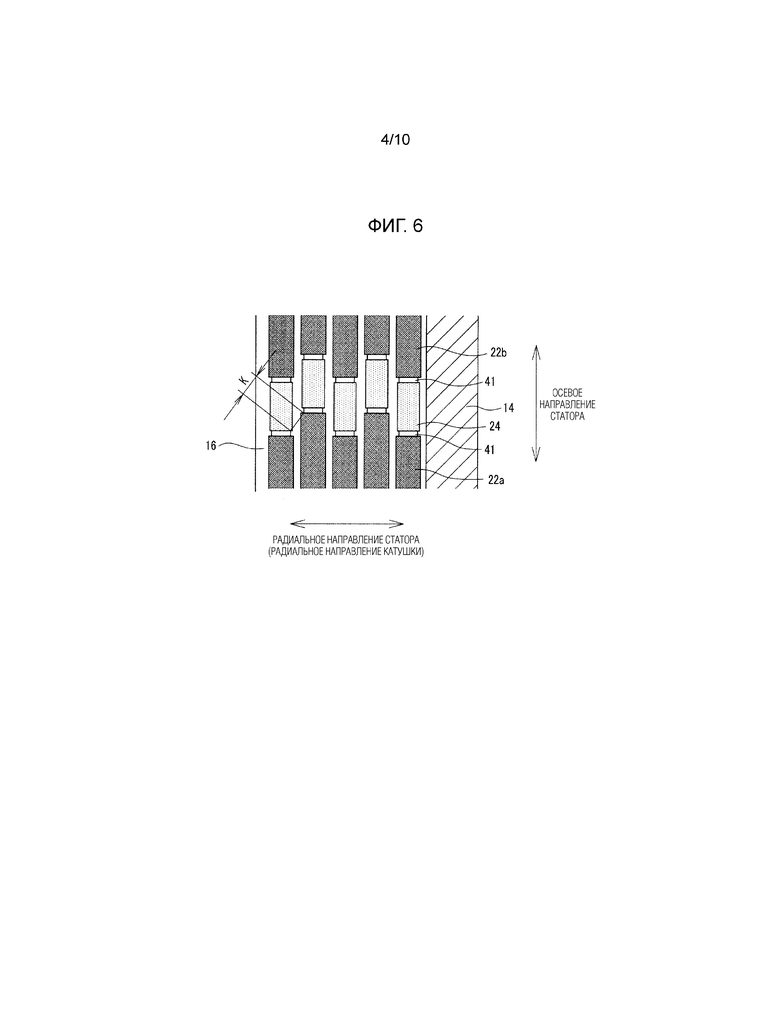
В этом примере, поскольку внешняя периферийная поверхность соединительного элемента 24 изолируется заранее, и, по меньшей мере, часть зачищенного участка 30, к примеру, почти весь зачищенный участок 30 покрывается соединительным элементом 24, не требуется отдельно выполнять изоляционную обработку после соединения сегментных катушек 22. Тем не менее, как показано на фиг. 5, имеется вероятность того, что небольшой зазор формируется между концевым участком соединительного элемента 24 и концевым участком пленки 34 катушки. В таком зазоре, монтажный провод 32 сегментной катушки 22 является открытым для доступа снаружи. Чтобы ограничивать приближение вплотную открытого участка 41 монтажного провода 32 к открытому участку 41 другого монтажного провода 32, в этом примере, соединительные элементы 24 рядом друг с другом в радиальном направлении сегментной катушки сдвигаются друг от друга. Таким образом, один из соединительных элементов 24 и другой соединительный элемент, который выравнивается рядом с одним из соединительных элементов, смещаются друг от друга в осевом направлении катушки для катушки.
Это описывается со ссылкой на фиг. 6. Фиг. 6 является схемой с изображением в прорези 18, и на фиг. 6, направление справа налево в плоскости чертежа представляет собой радиальное направление статора (радиальное направление катушки), и направление сверху вниз в плоскости чертежа представляет собой осевое направление катушки. Как показано на фиг. 6, в этом примере, позиция в осевом направлении катушки соединительного элемента 24 (соединительного участка между сегментными катушками 22) сдвигается от другого соединительного элемента 24 рядом с ним в радиальном направлении катушки. При такой конфигурации, расстояние K между открытыми участками 41 монтажных проводов 32 увеличивается, и в силу этого изоляция между катушками может защищаться более надежно.
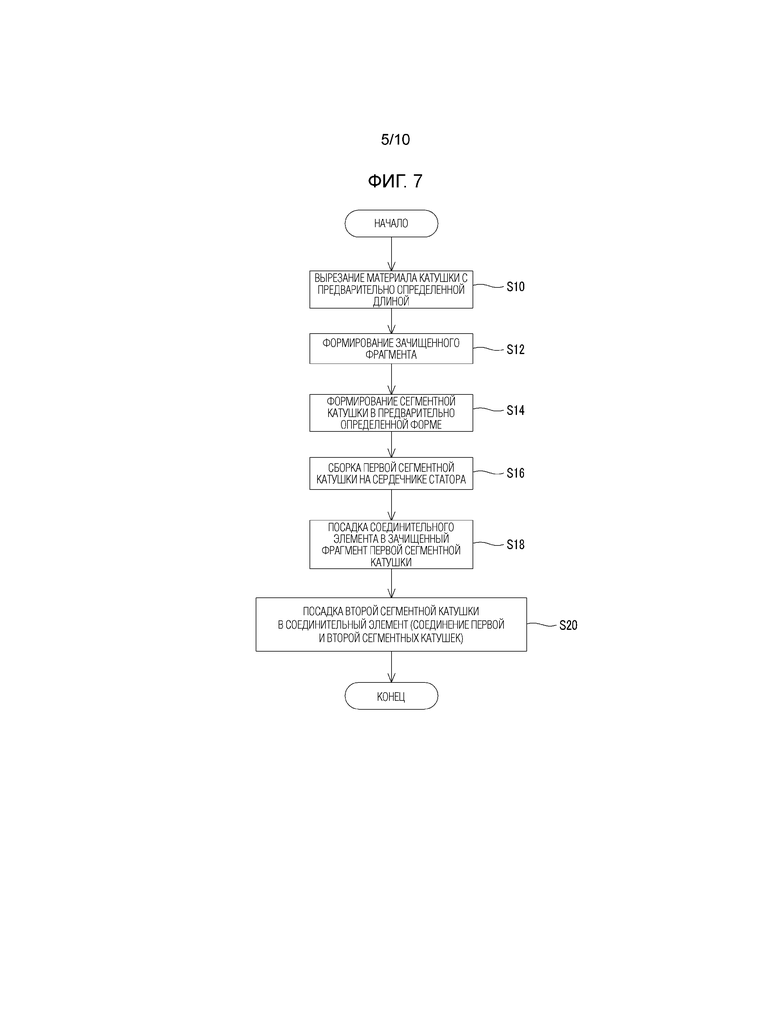
Далее описывается последовательность операций изготовления катушки 20 статора со ссылкой на фиг. 7. Фиг. 7 является блок-схемой последовательности операций способа, показывающей последовательность операций изготовления катушки 20 статора. При изготовлении катушки 20 статора, во-первых, сегментная катушка 22 изготавливается (подготавливается). В частности, длинный материал катушки вырезается с требуемой длиной (S10). Материал катушки представляет собой материал сегментной катушки 22 и формируется посредством покрытия длинного монтажного провода 32 пленкой 34 катушки. В этом примере, подготавливаются два типа материалов катушки, т.е. материал катушки с использованием прямоугольного провода, имеющего прямоугольное поперечное сечение, и материал катушки с использованием круглого провода, имеющего круглое поперечное сечение. Каждый материал катушки вырезается посредством использования выделенного лезвия таким образом, что получается требуемая вырезанная форма. В этом примере, материал катушки вырезается таким образом, что концевой участок сегментной катушки 22 имеет клиновидную форму, которая сужается.
Затем, пленка 34 катушки зачищается на концевом участке каждой сегментной катушки 22, чтобы формировать зачищенный участок 30 (S12). Зачищенный участок 30 формируется, например, посредством обрезания пленки 34 катушки посредством использования лазера и т.п.
Затем, сегментная катушка 22 изгибается или искривляется с возможностью иметь требуемую форму (S14). Это формирование выполняется, например, посредством прижатия сегментной катушки 22 к выделенному штампу или посредством изгиба сегментной катушки 22 с помощью выделенного ролика. При этом формировании, каждая сегментная катушка 22 имеет конечную форму. Другими словами, после того, как сегментная катушка собирается на сердечнике статора, каждая сегментная катушка 22 не подвергается изгибу. Следовательно, в этом примере, первая сегментная катушка 22a имеет U-образную форму, и вторая сегментная катушка 22b имеет крышевидную форму.
Когда сегментная катушка 22 может иметь требуемую форму, U-образная первая сегментная катушка 22a собирается на сердечнике 12 статора (S16). Таким образом, участок 28 вдоль вертикальной линии первой сегментной катушки 22a вставляется в прорезь 18. Первая сегментная катушка 22a, собранная на сердечнике 12 статора, удерживается посредством выделенной оправки таким образом, чтобы поддерживать ее собранное состояние.
Когда первые сегментные катушки 22a могут собираться на сердечнике, после этого, соединительный элемент 24 садится в зачищенный участок 30 первой сегментной катушки 22a (S18). Таким образом, зачищенный участок 30 первой сегментной катушки 22a запрессовывается в первый посадочный утопленный участок 36a. В это время, поскольку верхушка зачищенного участка 30 имеет клиновидную форму, которая сужается, зачищенный участок 30 может легко направляться в первый посадочный утопленный участок 36a, и в силу этого зачищенный участок 30 и первый посадочный утопленный участок 36a могут легко соединяться между собой. Таким образом, соединительный элемент 24 также собирается на сердечнике 12 статора.
В завершение, зачищенный участок 30 второй сегментной катушки 22b запрессовывается во второй посадочный утопленный участок 36b соединительного элемента 24, собранного на сердечнике (S20). Поскольку верхушка зачищенного участка 30 второй сегментной катушки 22b также имеет клиновидную форму, которая сужается, зачищенный участок 30 может легко направляться во второй посадочный утопленный участок 36b, и в силу этого зачищенный участок 30 и второй посадочный утопленный участок 36b могут легко соединяться между собой. Таким образом, первая сегментная катушка 22a и вторая сегментная катушка 22b механически и электрически соединяются посредством соединительного элемента 24. Такое соединение выполняется во всех первых и вторых сегментных катушках 22a, 22b, за счет чего завершается изготовление катушки 20 статора.
Как очевидно из вышеприведенного описания, согласно этому примеру, поскольку сегментные катушки 22 соединяются между собой с помощью простой обработки, такой как посадка, затраты на оборудование могут уменьшаться по сравнению с предшествующим уровнем техники с использованием сварки или сварки под давлением. В случае посадки, тепло не вырабатывается, и в силу этого, ухудшение характеристик пленки 34 катушки может надежнее ограничиваться. Поскольку соединительный элемент 24, покрытый изолирующей пленкой 40 заранее, используется, изоляционная обработка после того, как сегментные катушки 22 соединяются между собой, не требуется, и в силу этого процесс изготовления дополнительно может упрощаться. Поскольку изгиб сегментной катушки 22 после того, как сегментная катушка 22 собирается на сердечнике статора, не требуется, процесс изготовления может упрощаться, и ухудшение характеристик пленки 34 катушки может ограничиваться.
Процедура изготовления, описанная выше, представляет собой просто пример, и при условии, что, по меньшей мере, первая и вторая сегментные катушки 22a, 22b садятся в посадочные утопленные участки 36 соединительного элемента 24 таким образом, чтобы соединять обе катушки, процедура изготовления может надлежащим образом изменяться. Следовательно, например, этап S18 и этап S20 могут меняться местами. Таким образом, после того, как соединительный элемент 24 садится во вторую сегментную катушку 22b, первая сегментная катушка 22a может садиться в соединительный элемент 24. До того, как первая сегментная катушка 22a собирается на сердечнике, соединительный элемент 24 может садиться в первую сегментную катушку 22a. Таким образом, этап S16 и этап S18 могут меняться местами. Тем не менее, в случае если соединительный элемент 24 садится в первую сегментную катушку 22a до того, как первая сегментная катушка 22a собирается на сердечнике, имеется вероятность того, что первая сегментная катушка 22a может локально утолщаться вследствие силы осевого сжатия, которая формируется, когда соединительный элемент 24 садится в первую сегментную катушку 22a. Когда первая сегментная катушка 22a локально утолщается, коэффициент заполнения в прорези 18 снижается. Следовательно, желательно, чтобы первая сегментная катушка 22a садилась в соединительный элемент 24 после того, как первая сегментная катушка 22a собирается на сердечнике.
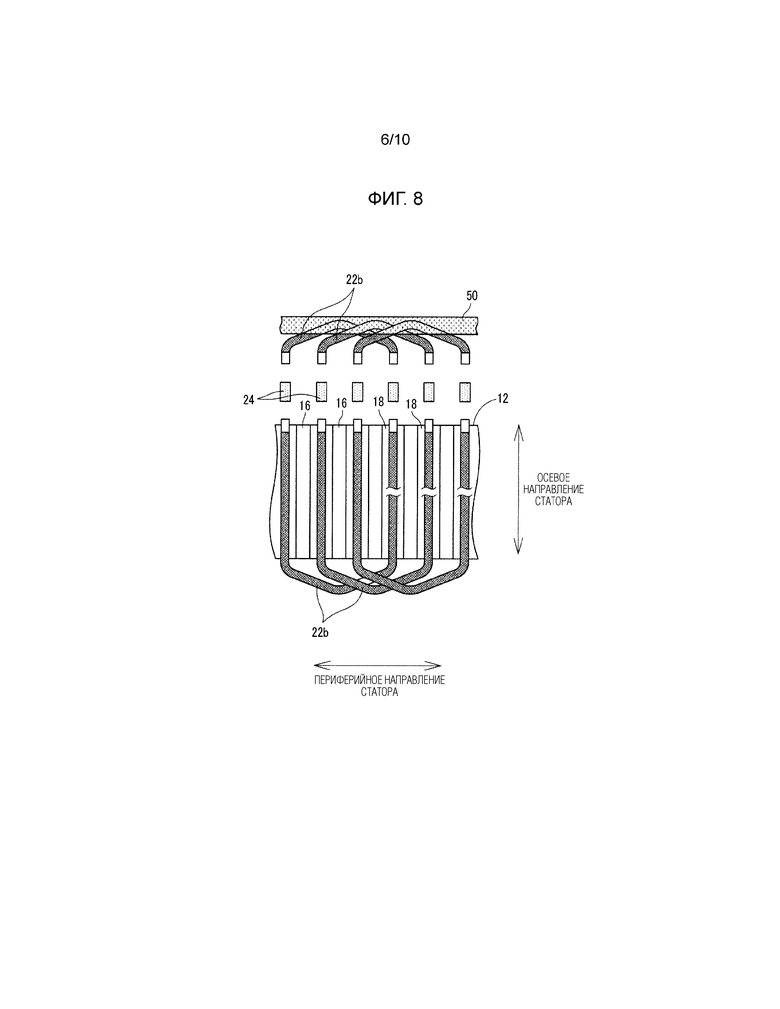
Множество вторых сегментных катушек 22b могут соединяться с соответствующими первыми сегментными катушками 22a одновременно. Это описывается со ссылкой на фиг. 8. Фиг. 8 является принципиальной схемой сердечника статора при просмотре из внутренней части сердечника статора в радиальном направлении сердечника статора. На фиг. 8, направление справа налево в плоскости чертежа представляет собой периферийное направление статора, и направление сверху вниз в плоскости чертежа представляет собой осевое направление статора. Как показано на фиг. 8, вторые сегментные катушки 22b могут соединяться и интегрироваться посредством смоляной литейной формы 50. Затем интегрированная часть (вторые сегментные катушки 22b) может садиться во множество соединительных элементов одновременно. При такой конфигурации, работа по соединению сегментных катушек 22 дополнительно может упрощаться. В этом случае, смоляная литейная форма 50, соединяющая вторые сегментные катушки 22b, остается на одном конце катушки 20 статора в осевом направлении катушки 20 статора.
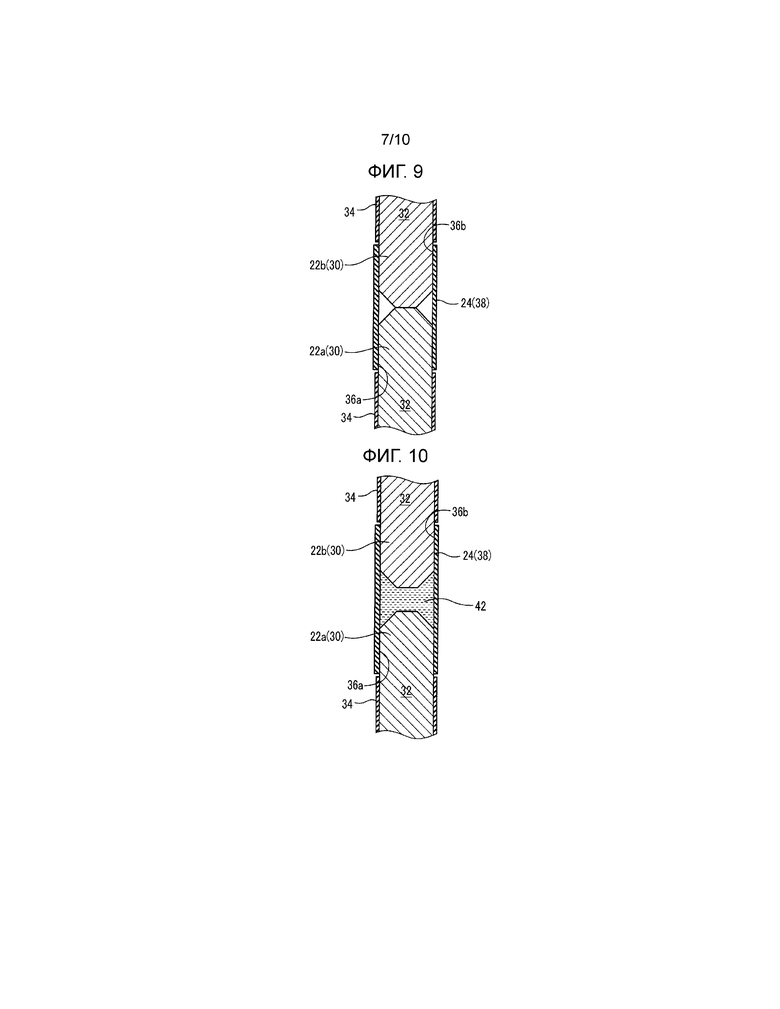
В вышеприведенном описании, основной компонент 38 соединительного элемента 24 изготовлен из проводящего материала. Тем не менее, основной компонент 38 соединительного элемента 24 может быть изготовлен из изоляционного материала. Следовательно, например, основной компонент 38 соединительного элемента 24 может представлять собой трубчатый компонент, изготовленный из изоляционного материала. Фиг. 9 является схемой, показывающей пример, в котором основной компонент 38 изготовлен из изоляционного материала. В этом случае, первая сегментная катушка 22a и вторая сегментная катушка 22b могут приводиться в контакт друг с другом в соединительном элементе 24, чтобы защищать путь тока. В этом случае, желательно, чтобы соединительный элемент 24 был изготовлен из изоляционного материала (например, стекла или керамики), имеющего коэффициент теплового расширения, равный или меньший коэффициента теплового расширения монтажного провода 32 сегментной катушки 22.
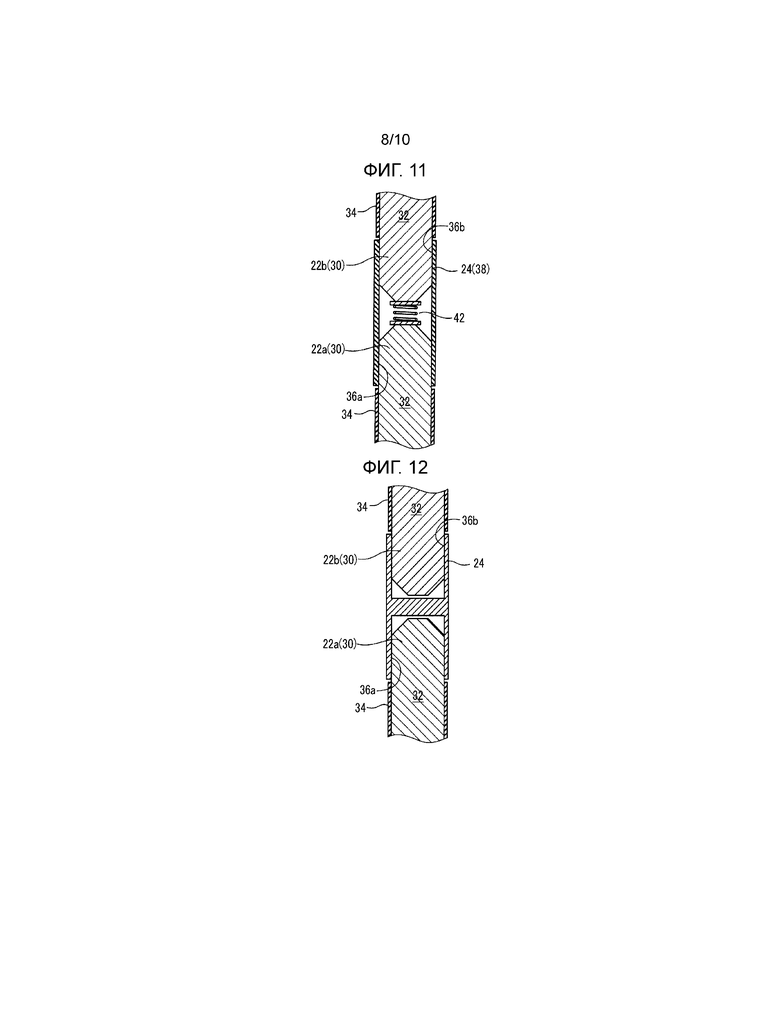
В случае если основной компонент 38 соединительного элемента 24 изготовлен из изоляционного материала, электрический проводник, который входит в контакт с первой и второй сегментными катушками 22a, 22b, может предоставляться в основном компоненте 38. Такой электрический проводник не ограничен конкретным образом при условии, что он имеет проводимость. Тем не менее, желательно, чтобы электрический проводник имел упругость или текучесть, и размер электрического проводника в осевом направлении катушки мог изменяться. Таким образом, электрический проводник является гибким в осевом направлении катушки. Следовательно, например, электрический проводник 42 может представлять собой проводящую пасту (например, металлическую пасту), которая спекается после заполнения между первой и второй сегментными катушками 22a, 22b, как показано на фиг. 10. В этом случае, проводящая паста (электрический проводник 42) входит в контакт со всеми поверхностями верхушки (включающими в себя конические поверхности) первой и второй сегментных катушек 22a, 22b. Затем в этом случае, площадь контакта между электрическим проводником 42 и каждой из сегментных катушек 22a, 22b становится достаточно большой, и в силу этого электрическое сопротивление снижается, и теплопроводность улучшается. В качестве другой формы, электрический проводник 42 может включать в себя пружину, которая может расширяться и сжиматься в осевом направлении катушки, как показано на фиг. 11. В любом случае, электрический проводник 42, деформированный в осевом направлении катушки, предоставляется в изоляционном основном компоненте 38, за счет чего может поглощаться ошибка в размере в осевом направлении катушки для сегментной катушки 22.
В вышеприведенном описании, соединительный элемент 24 представляет собой трубчатый компонент, имеющий сформированное сквозное отверстие. Тем не менее, соединительный элемент 24 может не представлять собой трубчатый компонент при условии, что посадочные утопленные участки 36 формируются на его обоих концах. Например, как показано на фиг. 12, соединительный элемент 24 может представлять собой нетрубчатый компонент, в котором отверстия (утопленные участки) формируются в концевых поверхностях в осевом направлении соединительного элемента. Другими словами, первый посадочный утопленный участок 36a и второй посадочный утопленный участок 36b могут не сообщаться между собой. В этом случае, первый посадочный утопленный участок 36a и второй посадочный утопленный участок 36b могут иметь формы, отличающиеся друг от друга. Следовательно, например, первый посадочный утопленный участок 36a может иметь прямоугольную форму, совпадающую с монтажным проводом 32 первой сегментной катушки 22a, и второй посадочный утопленный участок 36b может иметь круглую форму (в этом подробном описании, выражение "круглый" также включает в себя смысл "практически круглых"), совпадающую с монтажным проводом 32 второй сегментной катушки 22b.
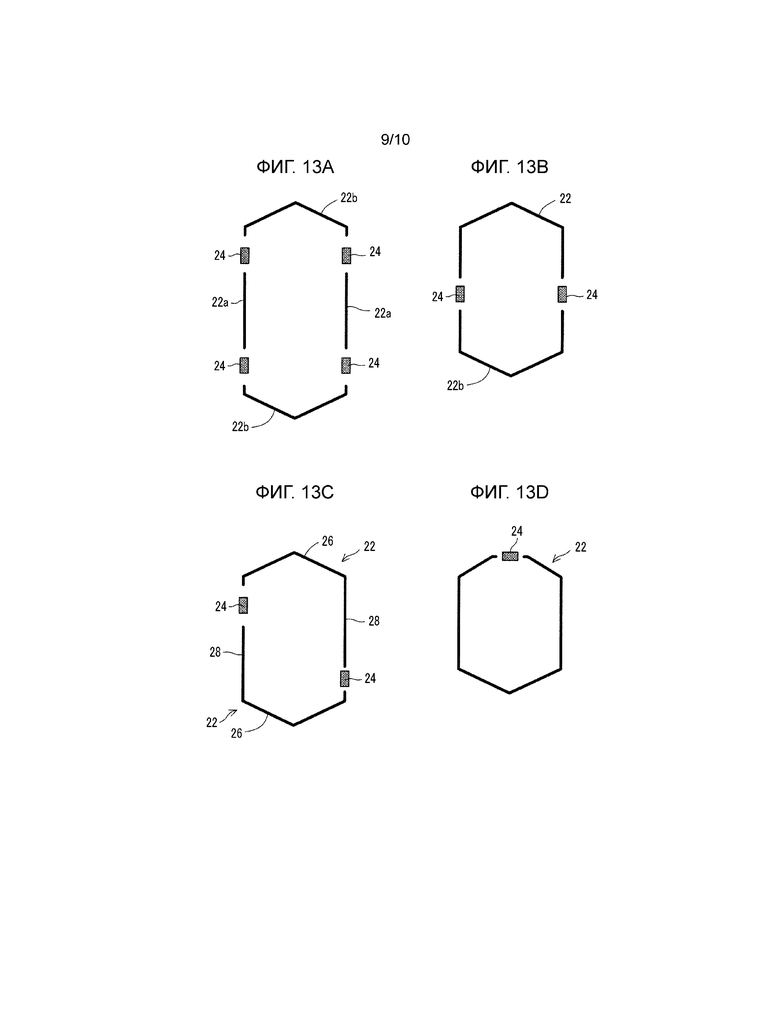
В вышеприведенном описании, первая сегментная катушка 22a имеет U-образную форму, и вторая сегментная катушка 22b имеет крышевидную форму. Тем не менее, формы сегментных катушек 22 могут надлежащим образом изменяться. Фиг. 13A-13D являются схемами, показывающими варьирования формы сегментной катушки 22. Как показано на фиг. 13A, также является приемлемой конфигурация, в которой первая сегментная катушка 22a имеет форму прямой линии, имеющую только участок, который должен размещаться в прорези 18, и вторая сегментная катушка 22b, имеющая крышевидную форму, соединяется с каждой из обеих сторон первой сегментной катушки 22a. В случае такой конфигурации, участок катушки 20 статора, который размещается в прорези, может формироваться из прямоугольного провода, и участок, который должен становиться концом катушки, может формироваться из круглого провода. Как результат, концевой участок катушки может легко формироваться (изгибаться) при повышении коэффициента заполнения в прорези 18.
В качестве другой формы, как показано на фиг. 13B, все сегментные катушки 22 могут иметь U-образную форму. В случае такой конфигурации, каждая сегментная катушка 22 садится в соединительный элемент 24 в прорези 18. В этом случае, чтобы упрощать работу по посадке, желательно, чтобы сердечник 12 статора представлял собой секционированный сердечник, разделенный на две части в осевом направлении. В качестве другой формы, как показано на фиг. 13C, сегментная катушка 22 может иметь J-образную форму (в этом подробном описании, выражение "J-образная форма" также включает в себя смысл "практически J-образная форма"), в которой участок 28 вдоль вертикальной линии, который должен размещаться в прорези 18, соединяется с одним концом крышевидного участка 26 вдоль поперечной линии, служащего в качестве конца катушки.
Все сегментные катушки 22, описанные выше, соединяются в прорези 18 или около концевого участка прорези 18 в осевом направлении прорези 18. Другими словами, участок, соответствующий концу катушки, для сегментной катушки 22, проходит за пределы сердечника 12 статора в осевом направлении без прерывания в середине от одной прорези 18 до другой прорези 18. При такой конфигурации, высота конца катушки может уменьшаться, и в силу этого статор 10 может уменьшаться по размерам.
Тем не менее, в некоторых случаях, как показано на фиг. 13D, соединение между сегментными катушками 22 может выполняться в середине конца катушки. В случае такой конфигурации, полый соединительный элемент 24 присутствует в середине конца катушки, и в силу этого свойство теплового излучения конца катушки улучшается.
В вышеприведенном описании, форма монтажного провода 32 первой сегментной катушки 22a отличается от формы монтажного провода 32 первой сегментной катушки 22b. Тем не менее, формы монтажных проводов обоих катушек 22a, 22b могут быть идентичными. Посредством задания форм монтажных проводов идентичными, материал катушки может использоваться совместно, и в силу этого материальные затраты могут уменьшаться. В этом примере, конус для направления посадочного утопленного участка 36 предоставляется в верхушке сегментной катушки 22 (зачищенного участка 30). Тем не менее, вместо или в дополнение к сегментной катушке 22, конус для направления сегментной катушки 22 может предоставляться в посадочном утопленном участке 36.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ВРАЩАТЕЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ СТАТОРА | 2018 |
|
RU2707968C1 |
| СТАТОР | 2016 |
|
RU2636659C1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2018 |
|
RU2728542C1 |
| СТАТОР ДЛЯ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2020 |
|
RU2780007C1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2015 |
|
RU2674438C1 |
| СТАТОР С КЛЕММНЫМ СОЕДИНИТЕЛЕМ | 2018 |
|
RU2776036C2 |
| СЕРДЕЧНИК СТАТОРА, СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА И ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2023 |
|
RU2838580C2 |
| СТАТОР СЕГМЕНТНОГО ВЕТРОЭЛЕКТРОГЕНЕРАТОРА | 2012 |
|
RU2523685C2 |
| УЗЕЛ ТРЕХФАЗНОГО СТАТОРА | 2021 |
|
RU2779472C1 |
| СТАТОР | 2017 |
|
RU2642431C1 |
Изобретение относится к электротехнике. Технический результат состоит в упрощении изготовления. Статор вращающейся электрической машины содержит сердечник и катушку, которая наматывается вокруг сердечника. Катушка статора включает в себя первую сегментную катушку, вторую сегментную катушку и первый соединительный элемент, который имеет первый посадочный утопленный участок на первом конце первого соединительного элемента и второй посадочный утопленный участок на втором конце первого соединительного элемента. Первый соединительный элемент соединяет первую и вторую сегментные катушки посредством посадки первой сегментной катушки в первый посадочный утопленный участок и посредством посадки второй сегментной катушки во второй посадочный утопленный участок. 4 н. и 12 з.п. ф-лы, 14 ил.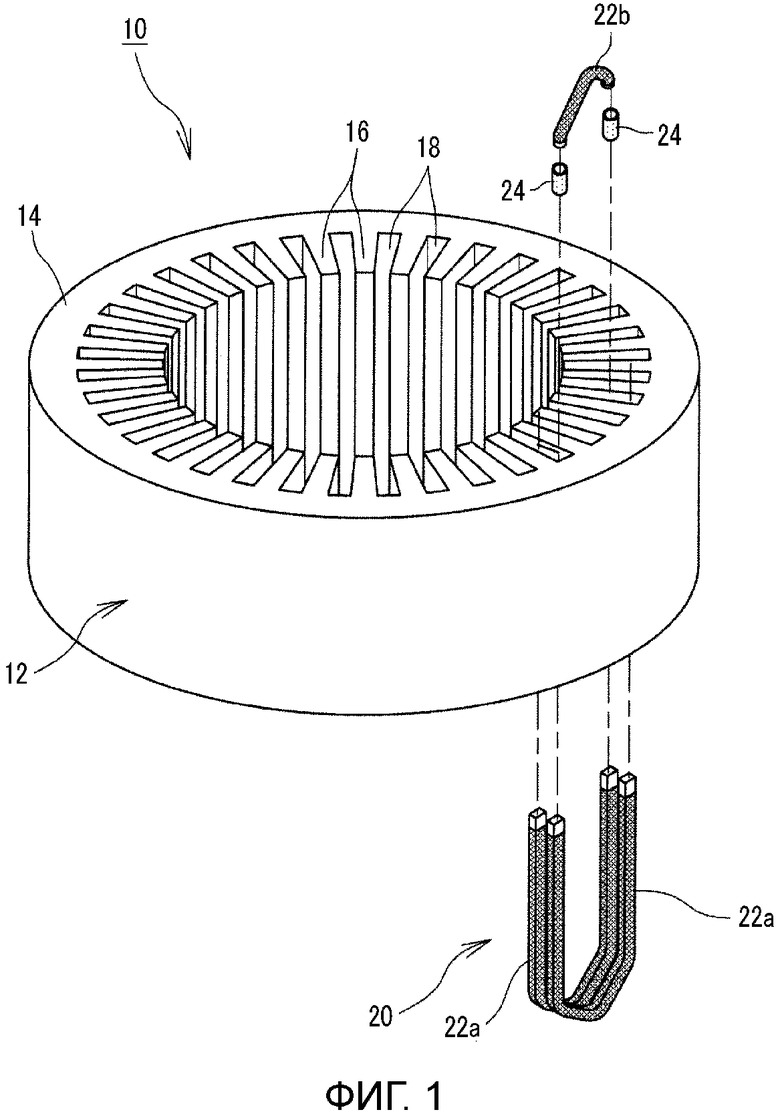
1. Статор вращающейся электрической машины, содержащий:
сердечник статора и
катушку статора, которая намотана вокруг сердечника статора,
при этом катушка статора включает в себя:
- первую сегментную катушку,
- вторую сегментную катушку и
- первый соединительный элемент, который имеет первый посадочный утопленный участок на первом конце первого соединительного элемента и второй посадочный утопленный участок на втором конце первого соединительного элемента, причем первый соединительный элемент соединяет первую сегментную катушку и вторую сегментную катушку посредством посадки первой сегментной катушки в первый посадочный утопленный участок и посредством посадки второй сегментной катушки во второй посадочный утопленный участок;
при этом первый соединительный элемент включает в себя:
- основной компонент, который изготовлен из проводящего материала и в который садятся первая и вторая сегментные катушки, и
- изолирующую пленку, покрывающую внешнюю поверхность основного компонента;
причем основной компонент конфигурирует часть пути тока катушки статора.
2. Статор вращающейся электрической машины, содержащий:
сердечник статора и
катушку статора, которая намотана вокруг сердечника статора,
при этом катушка статора включает в себя:
- первую сегментную катушку,
- вторую сегментную катушку и
- первый соединительный элемент, который имеет первый посадочный утопленный участок на первом конце первого соединительного элемента и второй посадочный утопленный участок на втором конце первого соединительного элемента, причем первый соединительный элемент соединяет первую сегментную катушку и вторую сегментную катушку посредством посадки первой сегментной катушки в первый посадочный утопленный участок и посредством посадки второй сегментной катушки во второй посадочный утопленный участок; при этом:
первый соединительный элемент включает в себя трубчатый основной компонент, который изготовлен из изоляционного материала и в который садятся первая и вторая сегментные катушки; и
первая и вторая сегментные катушки электрически соединены друг с другом посредством нахождения в контакте между собой в основном компоненте или через электрический проводник, размещенный в основном компоненте.
3. Статор по п. 2, в котором:
первая и вторая сегментные катушки электрически соединены друг с другом через электрический проводник в основном компоненте;
электрический проводник имеет упругость или текучесть; и
электрический проводник является гибким в осевом направлении электрического проводника.
4. Статор по п. 1 или 2, в котором:
первая сегментная катушка имеет первый зачищенный участок, в котором пленка первой катушки зачищается на концевом участке первой сегментной катушки;
вторая сегментная катушка имеет второй зачищенный участок, в котором пленка второй катушки зачищается на концевом участке второй сегментной катушки; и,
по меньшей мере, часть первого зачищенного участка размещена в первом посадочном утопленном участке, а, по меньшей мере, часть второго зачищенного участка размещена во втором посадочном утопленном участке.
5. Статор по п. 4, в котором:
весь первый зачищенный участок размещен в первом посадочном утопленном участке; а
весь второй зачищенный участок размещен во втором посадочном утопленном участке.
6. Статор по п. 1 или 2, в котором:
по меньшей мере, один из концевого участка первой сегментной катушки и первого посадочного утопленного участка содержит конус для направления другого из концевого участка первой сегментной катушки и первого посадочного утопленного участка; и,
по меньшей мере, один из концевого участка второй сегментной катушки и второго посадочного утопленного участка содержит конус для направления другого из концевого участка второй сегментной катушки и второго посадочного утопленного участка.
7. Статор по п. 1 или 2, в котором первый соединительный элемент и второй соединительный элемент, выровненный рядом с первым соединительным элементом в радиальном направлении первой сегментной катушки, смещены друг от друга в осевом направлении первой сегментной катушки.
8. Статор по п. 1 или 2, в котором первая сегментная катушка и вторая сегментная катушка имеют формы поперечного сечения, отличающиеся друг от друга.
9. Статор по п. 1 или 2, в котором первый и второй посадочные утопленные участки соединительного элемента имеют формы, отличающиеся друг от друга.
10. Статор по п. 1 или 2, в котором:
первая сегментная катушка имеет участок вдоль вертикальной линии, который размещен в прорези сердечника статора, и садится в первый посадочный утопленный участок первого соединительного элемента;
вторая сегментная катушка предоставляется за пределами сердечника статора в осевом направлении сердечника статора, проходит в периферийном направлении сердечника статора и конфигурирует конец катушки, и вторая сегментная катушка садится во второй посадочный утопленный участок первого соединительного элемента; и
первая сегментная катушка и вторая сегментная катушка соединены через первый соединительный элемент около концевого участка в осевом направлении прорези.
11. Способ изготовления катушки статора, которая наматывается вокруг сердечника статора, при этом способ включает этапы, на которых:
подготавливают первую сегментную катушку, вторую сегментную катушку и соединительный элемент, имеющий первый посадочный утопленный участок на первом конце соединительного элемента и второй посадочный утопленный участок на втором конце соединительного элемента, чтобы формировать катушку статора; и
соединяют первую сегментную катушку и вторую сегментную катушку посредством посадки первой сегментной катушки в первый посадочный утопленный участок и посредством посадки второй сегментной катушки во второй посадочный утопленный участок;
при этом первый соединительный элемент включает в себя:
- основной компонент, который изготовлен из проводящего материала и в который садятся первая и вторая сегментные катушки, и
- изолирующую пленку, покрывающую внешнюю поверхность основного компонента;
причем основной компонент конфигурирует часть пути тока катушки статора.
12. Способ изготовления катушки статора, которая наматывается вокруг сердечника статора, при этом способ включает этапы, на которых:
подготавливают первую сегментную катушку, вторую сегментную катушку и соединительный элемент, имеющий первый посадочный утопленный участок на первом конце соединительного элемента и второй посадочный утопленный участок на втором конце соединительного элемента, чтобы формировать катушку статора; и
соединяют первую сегментную катушку и вторую сегментную катушку посредством посадки первой сегментной катушки в первый посадочный утопленный участок и посредством посадки второй сегментной катушки во второй посадочный утопленный участок; при этом:
первый соединительный элемент включает в себя трубчатый основной компонент, который изготовлен из изоляционного материала и в который садятся первая и вторая сегментные катушки; и
первая и вторая сегментные катушки электрически соединены друг с другом посредством нахождения в контакте между собой в основном компоненте или через электрический проводник, размещенный в основном компоненте.
13. Способ по п. 11 или 12, при котором внешнюю периферийную поверхность соединительного элемента подвергают изоляционной обработке до соединения первой сегментной катушки и второй сегментной катушки.
14. Способ по п. 11 или 12, при котором после того, как первая сегментная катушка, имеющая конечную форму, собирается на сердечнике статора, вторая сегментная катушка, имеющая конечную форму, соединяется с первой сегментной катушкой посредством соединительного элемента.
15. Способ по п. 14, при котором:
первая сегментная катушка имеет участок вдоль вертикальной линии, который размещается в прорези сердечника статора;
вторая сегментная катушка обеспечивается за пределами сердечника статора в осевом направлении сердечника статора, проходит в периферийном направлении сердечника статора и формирует конец катушки; и
после того, как множество первых сегментных катушек собирают на сердечнике статора, множество вторых сегментных катушек, интегрированных со смолой, соединяют с множеством первых сегментных катушек через множество соединительных элементов одновременно.
16. Способ по п. 14, при котором первая сегментная катушка садится в соединительный элемент после того, как первая сегментная катушка собирается на сердечнике статора.
| US 3185872 A, 25.05.1965 | |||
| US 3978359 A, 31.08.1976 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Тиристорное фазоповоротное устройство с вольтодобавочным трансформатором для сети среднего напряжения | 2016 |
|
RU2621062C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА | 0 |
|
SU236952A1 |

