Уровень техники
1. Область техники, к которой относится изобретение
[0001] Изобретение относится к статору вращательной электрической машины, который включает в себя сердечник статора и катушку статора, намотанную вокруг сердечника статора, и к способу изготовления катушки статора.
2. Описание предшествующего уровня техники
[0002] В предшествующем уровне техники, известен статор с сегментными проводниками, в котором катушка статора сконфигурирована посредством соединения множества сегментных катушек между собой. Например, публикация заявки на патент (Япония) № 2015-201966 (JP 2015-201966 А) раскрывает технологию для того, чтобы конфигурировать катушку статора посредством вставки сегментной катушки, имеющей U-образную форму, в каждую прорезь сердечника статора и затем сварки концевого фрагмента сегментной катушки с концевым фрагментом другой сегментной катушки (в этом подробном описании, термин "U-образная форма" включает в себя смысл "приблизительно U-образной формы").
[0003] В качестве типов сварки при соединении сегментных катушек друг с другом, известны сварка вольфрамом в среде инертного газа (TIG), лазерная сварка и т.п. TIG-сварка представляет собой тип дуговой сварки с использованием электричества. TIG-сварка представляет собой теплопроводную сварку, в которой поверхность материала вырабатывает тепло вследствие столкновения электронов, и ванна расплава растет вследствие проводимости тепла поверхности. При TIG-сварке, диапазон воздействия тепла является широким, и в силу этого, в случае сварки сегментной катушки с TIG-сваркой зачищенный фрагмент, в котором изолирующая пленка зачищается для соединения сегментной катушки, должен быть увеличен. Увеличение зачищенного фрагмента, в котором изолирующая пленка зачищается, является невыгодным для уменьшения размера статора.
[0004] Лазерная сварка заключается в том, чтобы расплавлять и соединять материал посредством увеличения температуры материала до температуры, равной или выше точки плавления, с помощью лазера, имеющего высокую плотность энергии. В лазерной сварке, только достижимый диапазон лазерной энергии повышается по температуре, и тепловое влияние на другие места является небольшим. По этой причине, в случае сварки сегментной катушки с помощью лазерной сварки, можно уменьшать диапазон воздействия тепла при том, что обеспечивается достаточная площадь соединения. Следовательно, можно задавать зачищенный фрагмент меньшим, и как результат, можно уменьшать размер статора.
Сущность изобретения
[0005] Зачищенный фрагмент сегментной катушки сваривается с другим зачищенным фрагментом. Область соединения, которая соединяется с другим зачищенным фрагментом, и область без соединения, которая не присоединяется к другому зачищенному фрагменту, присутствуют на поверхности соединения, которая обращена к другому зачищенному фрагменту, зачищенного фрагмента. Граница между областью соединения и областью без соединения представляет собой границу соединения. В случае лазерной сварки, граница соединения имеет тенденцию иметь неровную форму, имеющую множество пиков.
[0006] Причина, по которой граница соединения имеет тенденцию иметь неровную форму, имеющую пики, заключается в том, что когда выполняется лазерная сварка, лазерный свет колеблется таким образом, что он многократно переходит через границу между двумя перекрывающимися зачищенными фрагментами. Как результат колебания, достижимая глубина лазерной энергии на поверхности соединения изменяется, и в силу этого граница соединения имеет неровную форму. Как описано выше, в случае если граница соединения имеет неровную форму, имеющую пики, коэффициент интенсивности механического напряжения соединенного фрагмента увеличивается, и в силу этого легко возникает растрескивание или ухудшение характеристик соединенного фрагмента. В случае, описанном выше, затруднительно обеспечивать прочность соединения сегментной катушки.
[0007] Изобретение предоставляет статор вращательной электрической машины и способ изготовления катушки статора, с помощью которых можно дополнительно повышать прочность соединения между сегментными катушками.
[0008] Первый аспект изобретения относится к статору вращательной электрической машины. Статор включает в себя: сердечник статора; и катушку статора, намотанную вокруг сердечника статора. Катушка статора включает в себя первую сегментную катушку и вторую сегментную катушку. Первый зачищенный фрагмент, который присутствует в концевом фрагменте первой сегментной катушки, соединяется со вторым зачищенным фрагментом второй сегментной катушки, и, по меньшей мере, один углубленный фрагмент предоставляется на поверхности соединения первого зачищенного фрагмента, обращенной ко второму зачищенному фрагменту.
[0009] С помощью статора согласно первому аспекту изобретения, форма концевого фрагмента сварного фрагмента, когда два зачищенных фрагмента сварены друг с другом, управляется посредством углубленного фрагмента. Таким образом, коэффициент интенсивности механического напряжения сварного фрагмента понижается, и в силу этого растрескивание или разрушение сварного фрагмента может эффективно уменьшаться. Как результат, можно дополнительно повышать прочность соединения между первой сегментной катушкой и второй сегментной катушкой.
[0010] В статоре согласно первому аспекту изобретения, поверхность соединения может включать в себя область соединения, в которой первая сегментная катушка соединяется со второй сегментной катушкой, и область без соединения, в которой первый зачищенный фрагмент и второй зачищенный фрагмент обращены друг к другу, без соединения первой сегментной катушки и второй сегментной катушки, и углубленный фрагмент может присутствовать около границы соединения, которая представляет собой границу между областью соединения и областью без соединения.
[0011] С помощью статора согласно первому аспекту изобретения, углубленный фрагмент формируется около границы соединения, за счет чего можно более надежно задавать форму концевого фрагмента сварного фрагмента, т.е. форму границы соединения, в качестве формы с меньшим коэффициентом интенсивности механического напряжения. Как результат, можно более надежно повышать прочность соединения между первой сегментной катушкой и второй сегментной катушкой.
[0012] В статоре согласно первому аспекту изобретения, область соединения может быть расположена дальше за пределами катушки статора, чем область без соединения в осевом направлении статора.
[0013] С помощью статора согласно первому аспекту изобретения, энергия сварки для сварки зачищенного фрагмента (например, лазерная энергия во время лазерной сварки) может применяться из-за пределов катушки статора в осевом направлении статора, и в силу этого можно подавлять помехи между энергией сварки и другими элементами.
[0014] В статоре согласно первому аспекту изобретения, углубленный фрагмент может иметь линейную или дугообразную форму и протягивается в направлении, пересекающем осевое направление (в этом подробном описании, термин "дугообразная форма" включает в себя смысл "приблизительной дугообразной формы").
[0015] С помощью статора согласно первому аспекту изобретения, во время сварки, варьирование достижимой глубины энергии сварки (например, лазерной энергии во время лазерной сварки) на поверхности соединения может поглощаться посредством углубленного фрагмента, и в силу этого можно дополнительно уменьшать коэффициент интенсивности механического напряжения границы соединения.
[0016] В статоре согласно первому аспекту изобретения, множество углубленных фрагментов могут предоставляться на поверхности соединения, и углубленные фрагменты могут предоставляться таким образом, что углубленные фрагменты размещаются с интервалами в осевом направлении.
[0017] С помощью статора согласно первому аспекту изобретения, даже если амплитуда варьирования достижимой глубины энергии сварки является большой, или достижимая глубина отклоняется от оценки, оно может поглощаться посредством углубленных фрагментов, и в силу этого можно более надежно уменьшать коэффициент интенсивности механического напряжения границы соединения.
[0018] В статоре согласно первому аспекту изобретения, по меньшей мере, один углубленный фрагмент может присутствовать на поверхности второго зачищенного фрагмента, которая обращена к углубленному фрагменту первого зачищенного фрагмента.
[0019] Второй аспект изобретения относится к способу изготовления катушки статора. Способ включает в себя: формирование первого зачищенного фрагмента на концевом фрагменте первой сегментной катушки, которая включена в катушку статора, а также формирование, по меньшей мере, одного углубленного фрагмента в первом зачищенном фрагменте, изолирующей пленки первой сегментной катушки, которая зачищается в первом зачищенном фрагменте; и сварку первого зачищенного фрагмента со вторым зачищенным фрагментом таким образом, что углубленный фрагмент обращен ко второму зачищенному фрагменту, в состоянии, в котором первый зачищенный фрагмент перекрывает второй зачищенный фрагмент, причем второй зачищенный фрагмент находится на концевом фрагменте второй сегментной катушки, которая включена в катушку статора.
[0020] С помощью способа согласно второму аспекту изобретения, форма концевого фрагмента сварного фрагмента, когда два зачищенных фрагмента сварены друг с другом, управляется посредством углубленного фрагмента. Таким образом, коэффициент интенсивности механического напряжения сварного фрагмента понижается, и в силу этого растрескивание или разрушение сварного фрагмента может эффективно уменьшаться. Как результат, можно дополнительно повышать прочность соединения между первой сегментной катушкой и второй сегментной катушкой.
[0021] В способе согласно второму аспекту изобретения, первый зачищенный фрагмент и второй зачищенный фрагмент могут свариваться друг с другом с помощью лазерной сварки.
[0022] С помощью способа согласно второму аспекту изобретения, вследствие сварки с помощью лазерной сварки, можно минимизировать тепловое влияние на фрагменты, отличные от сварного фрагмента. По этой причине, можно минимизировать зачищенный фрагмент, и в силу этого можно уменьшать размер статора.
[0023] В способе согласно второму аспекту изобретения, в лазерной сварке, лазерный свет может иметь лазерную энергию, которая расплавляет материалы первого зачищенного фрагмента и второго зачищенного фрагмента, и углубленный фрагмент может формироваться около концевого фрагмента диапазона каждого из первого зачищенного фрагмента и второго зачищенного фрагмента, и лазерная энергия может достигать диапазона каждого из первого зачищенного фрагмента и второго зачищенного фрагмента.
[0024] С помощью способа согласно второму аспекту изобретения, можно более надежно задавать форму концевого фрагмента сварного фрагмента в качестве формы с меньшим коэффициентом интенсивности механического напряжения. Как результат, можно более надежно повышать прочность соединения между первой сегментной катушкой и второй сегментной катушкой.
[0025] В способе согласно второму аспекту изобретения, в лазерной сварке, лазерный свет может излучаться из пространства за пределами катушки статора в осевом направлении статора, на котором катушка статора собирается, и колеблется таким образом, что он многократно переходит через границу, на которой первый зачищенный фрагмент и второй зачищенный фрагмент перекрывают друг друга.
[0026] С помощью способа согласно второму аспекту изобретения, можно надежно расплавлять материал вокруг поверхности соединения и надежно соединять два зачищенных фрагмента друг с другом.
[0027] С помощью статора и способа согласно первому и второму аспектам изобретения, форма концевого фрагмента сварного фрагмента, когда два зачищенных фрагмента сварены друг с другом, управляется посредством углубленного фрагмента. Таким образом, коэффициент интенсивности механического напряжения сварного фрагмента понижается, и в силу этого растрескивание или разрушение сварного фрагмента может эффективно уменьшаться. Как результат, можно дополнительно повышать прочность соединения между первой сегментной катушкой и второй сегментной катушкой.
Краткое описание чертежей
[0028] Ниже описываются признаки, преимущества и техническая и промышленная значимость примерных вариантов осуществления изобретения со ссылкой на прилагаемые чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
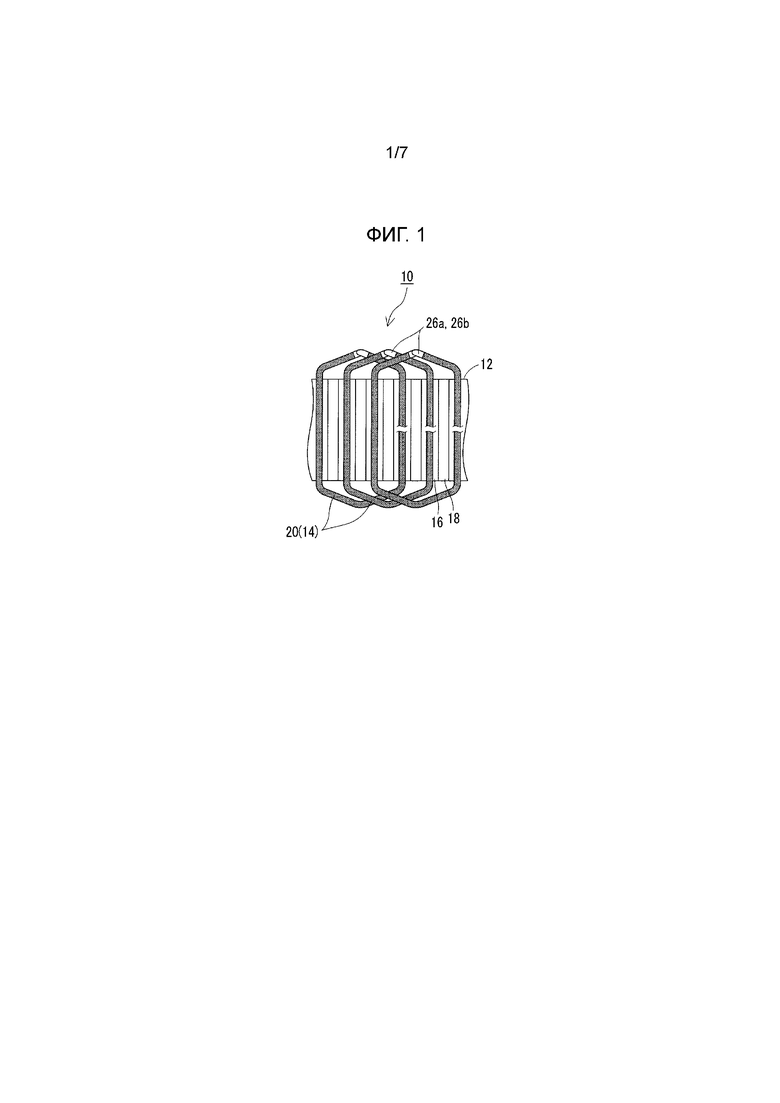
Фиг. 1 является частичным видом в перспективе статора вращательной электрической машины;
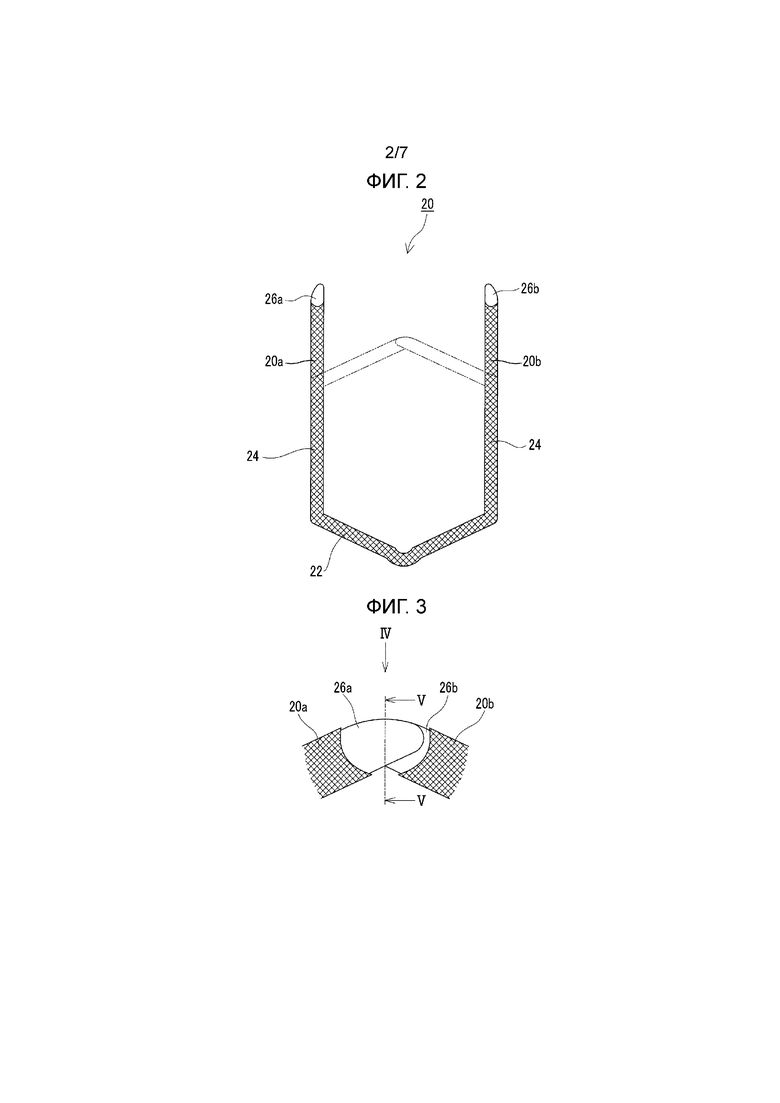
Фиг. 2 является схемой, показывающей пример сегментной катушки;
Фиг. 3 является схемой, показывающей периферию зачищенного фрагмента;
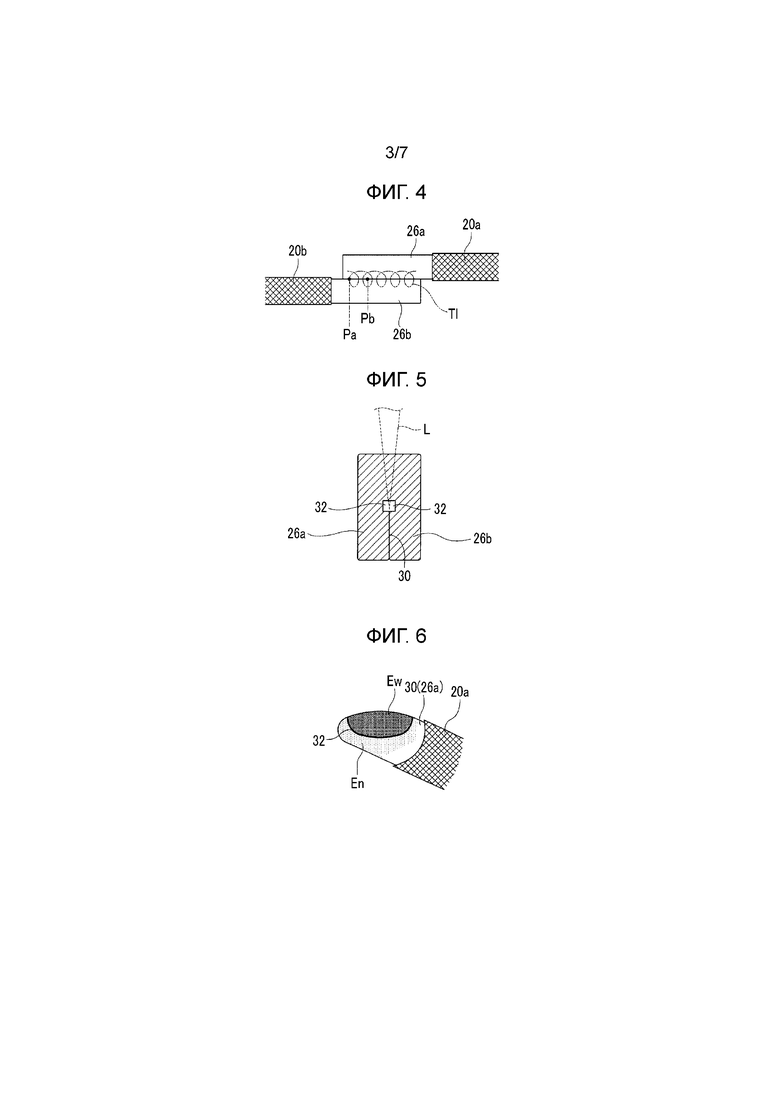
Фиг. 4 является видом периферии зачищенного фрагмента при просмотре от стрелки IV на фиг. 3;
Фиг. 5 является схематичным видом в сечении вдоль линии V-V на фиг. 3;
Фиг. 6 является схемой, на которой иллюстрация сегментной катушки на ближней стороне на фиг. 3 опускается;
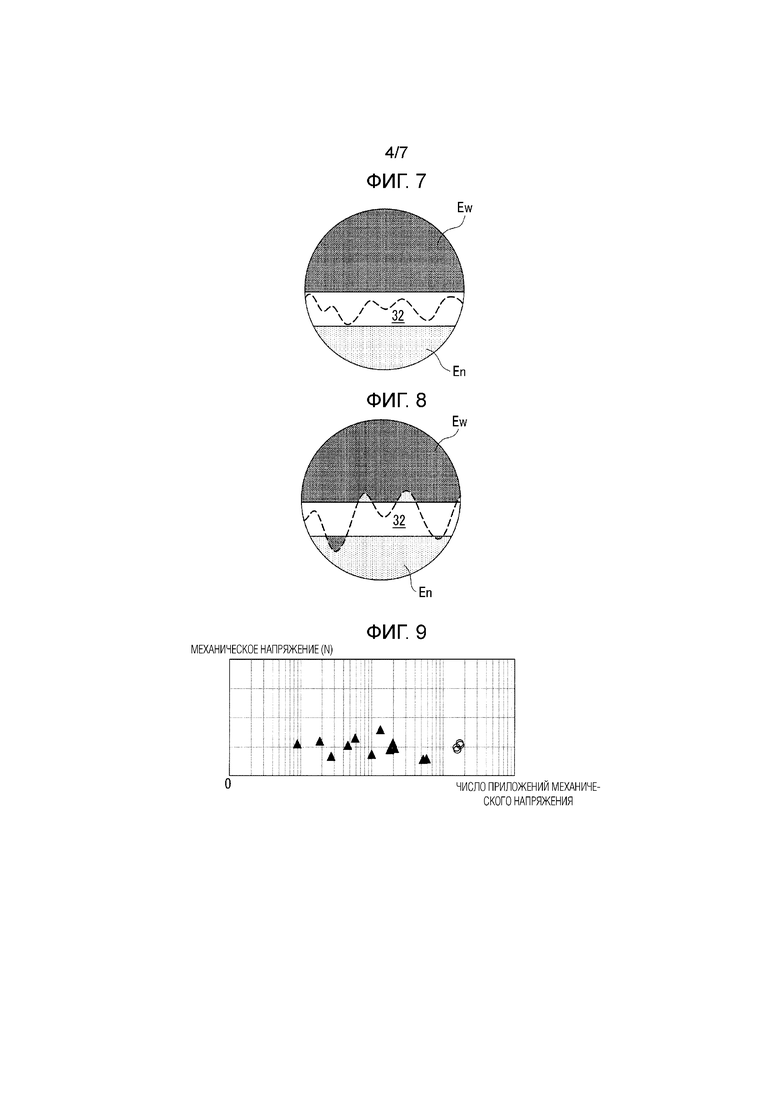
Фиг. 7 является схемой с изображением, описывающей взаимосвязь между достижимым диапазоном лазерной энергии и сварочной областью;
Фиг. 8 является другой схемой с изображением, описывающей взаимосвязь между достижимым диапазоном лазерной энергии и сварочной областью;
Фиг. 9 является схемой, показывающей результаты эксперимента, в котором измеряется прочность соединения зачищенного фрагмента;
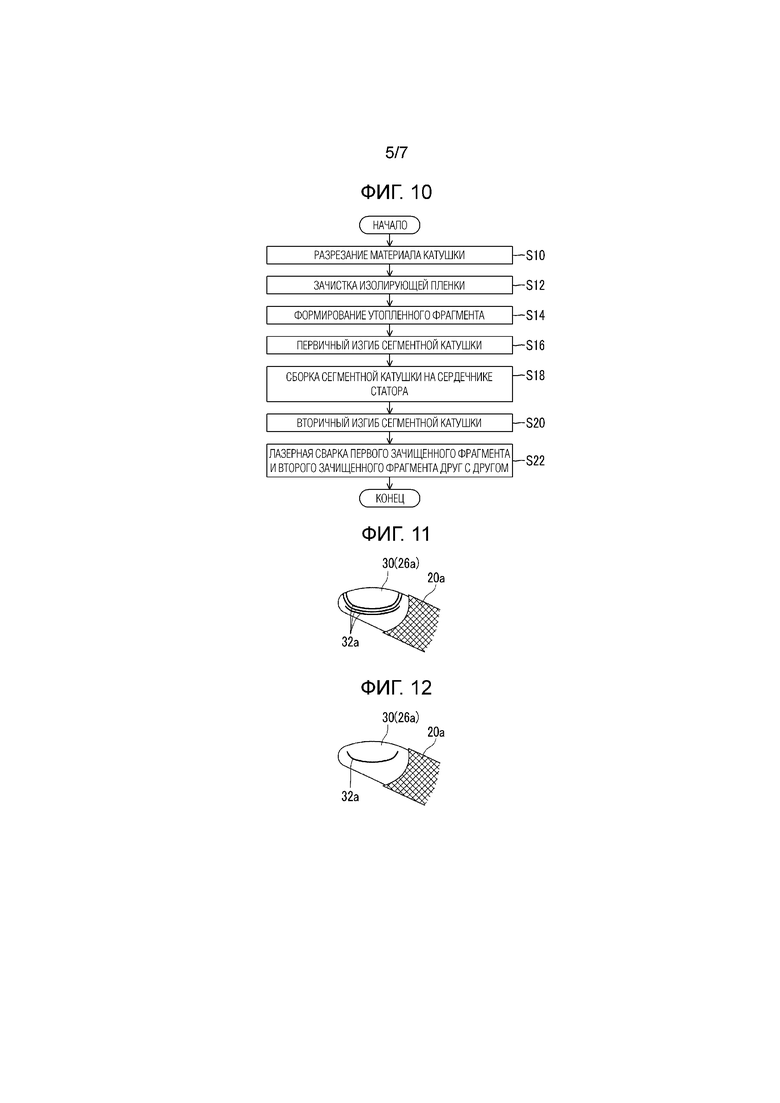
Фиг. 10 является блок-схемой последовательности операций способа, показывающей последовательность операций изготовления катушки статора;
Фиг. 11 является схемой, показывающей другой пример углубленного фрагмента;
Фиг. 12 является схемой, показывающей другой пример углубленного фрагмента;
Фиг. 13 является схемой, показывающей другой пример углубленного фрагмента;
Фиг. 14 является схемой, показывающей другой пример углубленного фрагмента;
Фиг. 15 является схемой, показывающей другой пример углубленного фрагмента;
Фиг. 16 является схемой, показывающей пример другой катушки статора; и
Фиг. 17 является схемой, показывающей пример зачищенного фрагмента в предшествующем уровне техники.
Подробное описание вариантов осуществления
[0029] В дальнейшем в этом документе, описывается конфигурация статора 10 вращательной электрической машины со ссылкой на чертежи. Фиг. 1 является частичным видом в перспективе статора 10 вращательной электрической машины. В нижеприведенном описании, "периферийное направление", "осевое направление" и "радиальное направление", соответственно, означают периферийное направление, осевое направление и радиальное направление статора 10.
[0030] Статор 10 комбинируется с ротором, чтобы конфигурировать вращательную электрическую машину. Вращательная электрическая машина, к которой применяется статор 10, не ограничена конкретным образом и может использоваться в качестве электромотора или может использоваться в качестве генератора мощности. Например, статор 10 может применяться к вращательной электрической машине, которая монтируется на электрифицированном транспортном средстве и выступает в качестве электромотора, который вырабатывает мощность для движения, а также функционирует в качестве генератора мощности, который вырабатывает электрическую мощность с помощью тормозной силы и т.п.
[0031] Статор 10 имеет сердечник 12 статора и катушку 14 статора, намотанную вокруг сердечника 12 статора. Сердечник 12 статора представляет собой цилиндрический элемент и включает в себя кольцевое ярмо и множество зубьев 18, выступающих в радиальном направлении из внутренней периферийной поверхности ярма (в этом подробном описании, термин "цилиндрический элемент" включает в себя смысл "приблизительно цилиндрического элемента"). Зубья 18 размещаются с предварительно определенным интервалом в периферийном направлении, и прорезь 16, которая представляет собой пространство, в которое вставляется катушка 14 статора, формируется между двумя зубьями 18 рядом друг с другом. Сердечник 12 статора состоит из множества электромагнитных стальных листов (например, кремнистых стальных листов), наслаиваемых в осевом направлении. Электромагнитные стальные листы позиционируются и соединяются друг с другом, чтобы конфигурировать сердечник 12 статора.
[0032] Катушка 14 статора сконфигурирована посредством намотки обмотки вокруг зубьев 18. Способ намотки и способ соединения катушки 14 статора могут надлежащим образом и свободно изменяться. Следовательно, катушка 14 статора может наматываться в распределенной обмотке или может наматываться в концентрированной обмотке. В катушке 14 статора, три фазные катушки могут соединяться звездой или могут соединяться треугольником.
[0033] Катушка 14 статора этого варианта осуществления сконфигурирована с сегментной катушкой 20, состоящей из первой сегментной катушки 20a и второй сегментной катушки 20b, соединенных друг с другом. Фиг. 2 является схемой, показывающей пример сегментной катушки 20. Сегментная катушка 20 формируется посредством изгиба и формирования прямоугольного проводника, имеющего прямоугольное поперечное сечение и покрытого изолирующей пленкой (указывается посредством перекрестной штриховки на чертеже), с U-образной формой (в этом подробном описании, термин "прямоугольное поперечное сечение" включает в себя смысл "приблизительно прямоугольного поперечного сечения"). Сегментная катушка 20 имеет пару прямых фрагментов 24 и соединительный фрагмент 22, соединяющий прямые фрагменты 24 на стадии до того, как сегментная катушка 20 собирается на сердечнике 12 статора.
[0034] Когда сегментная катушка 20 собирается на сердечнике 12 статора, прямые фрагменты 24 вставляются в прорези 16, соответственно. Таким образом, соединительный фрагмент 22 протягивается в периферийном направлении таким образом, что он располагается по обе стороны от одного или более зубьев 18 на второй торцевой стороне в осевом направлении сердечника 12 статора. После того, как прямой фрагмент 24 вставляется в прорезь 16, прямой фрагмент 24 изгибается в периферийном направлении в середине, как показано посредством штрихпунктирной линии с двумя точками на фиг. 2. Таким образом, прямой фрагмент 24 задается таким образом, что он имеет фрагмент, протягивающийся в осевом направлении в прорези 16, и фрагмент, протягивающийся в периферийном направлении на первой торцевой стороне в осевом направлении сердечника 12 статора. Фрагмент, протягивающийся в периферийном направлении, конфигурирует часть концевого фрагмента катушки. Далее, изгиб для инструктирования сегментной катушке 20 иметь U-образную форму упоминается "как первичный изгиб", и изгиб, который выполняется после того, как сегментная катушка 20 собирается на сердечнике 12 статора, упоминается как "вторичный изгиб".
[0035] Первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b, в которых прямоугольный проводник раскрывается наружу за счет зачистки изолирующей пленки, формируются на концевых фрагментах первой сегментной катушки 20a и второй сегментной катушки 20b, соответственно. Край на первом конце в направлении ширины каждого из первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b, т.е. край, который представляет собой внешний край в осевом направлении, когда каждая из первой сегментной катушки 20a и второй сегментной катушки 20b вторично изогнута, имеет выпуклую наружу дугообразную форму. На фиг. 2, показан пример, в котором оба прямых фрагмента 24 вторично изгибаются внутрь в периферийном направлении. По этой причине, как первый зачищенный фрагмент 26a, так и второй зачищенный фрагмент 26b имеют дугообразную форму на внешних краях в направлении ширины. Тем не менее, каждый прямой фрагмент 24 может вторично изгибаться в противоположной стороне (наружу в периферийном направлении). В случае, описанном выше, форма концевых фрагментов в направлении ширины каждого из первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b также может надлежащим образом изменяться согласно направлению вторичного изгиба.
[0036] Первый зачищенный фрагмент 26a первой сегментной катушки 20a сваривается и соединяется со вторым зачищенным фрагментом 26b второй сегментной катушки 20b после вторичного изгиба. В дальнейшем описывается конфигурация периферии первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b со ссылкой на фиг. 3 в фиг. 6. Фиг. 3 является схемой, показывающей периферию первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b, соединенных друг с другом. Фиг. 4 является видом периферии первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b при просмотре из направления стрелки IV на фиг. 3 (из осевого направления). Фиг. 5 является схематичным видом в сечении вдоль линии V-V на фиг. 3. Фиг. 6 является схемой, в которой опускается иллюстрация первой сегментной катушки 20a на ближней стороне, из первой сегментной катушки 20a и второй сегментной катушки 20b, которые должны соединяться друг с другом.
[0037] Как показано на фиг. 4, первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b свариваются и соединяются друг с другом в состоянии перекрывания в направлении толщины зачищенного фрагмента. В этом случае, первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b перекрываются таким образом, что дугообразные краевые фрагменты первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b совпадают друг с другом, как показано на фиг. 3. Далее, поверхность первого зачищенного фрагмента 26a, которая обращена и соединяется со вторым зачищенным фрагментом 26b, упоминается как "поверхность 30 соединения".
[0038] Только фрагмент на верхней стороне поверхности 30 соединения соединяется со вторым зачищенным фрагментом 26b. Далее, область, которая соединяется со вторым зачищенным фрагментом 26b, упоминается как "область Ew соединения". На фиг. 6, темно-черная штриховка указывает область Ew соединения. Область поверхности 30 соединения, которая обращена ко второму зачищенному фрагменту 26b, но не присоединяется ко второму зачищенному фрагменту 26b, упоминается как "область En без соединения". На фиг. 6, тонкая черная штриховка указывает область En без соединения.
[0039] В этом варианте осуществления, углубленный фрагмент 32, углубленный в направлении толщины, предоставляется около границы, т.е. границы соединения, между областью Ew соединения и областью En без соединения на поверхности 30 соединения. Углубленный фрагмент 32 имеет дугообразную форму, которая является выпуклой вниз в осевом направлении, как показано на фиг. 6. Оба конца углубленного фрагмента 32 достигают верхнего концевого края второго зачищенного фрагмента 26b (первого конца в направлении ширины второй сегментной катушки 20b). Углубленный фрагмент 32 предоставляется с возможностью задавать границу соединения плавной, и это описывается ниже.
[0040] Сварка первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b выполняется посредством лазерной сварки. Вследствие сварки с помощью лазерной сварки, диапазон, в котором изолирующая пленка зачищается, т.е. первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b, может уменьшаться, и в силу этого статор 10 может уменьшаться по размерам. Таким образом, в качестве формы сварки, в дополнение к лазерной сварке, известна дуговая сварка, частности, TIG-сварка и т.п. TIG-сварка представляет собой теплопроводную сварку, в которой поверхность материала вырабатывает тепло, и ванна расплава растет вследствие проводимости тепла поверхности. В TIG-сварке, диапазон воздействия тепла является широким, и в силу этого, в случае сварки первой сегментной катушки 20a и второй сегментной катушки 20b с помощью TIG-сварки, должны быть увеличены первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b, в которых изолирующие пленки зачищаются, для первой сегментной катушки 20a и второй сегментной катушки 20b. Это затрудняет уменьшение размера статора 10. С другой стороны, в лазерной сварке, материал расплавляется и соединяется посредством увеличения температуры материала до температуры, равной или выше точки плавления (частично, до температуры, равной или выше точки кипения), с помощью лазера, имеющего высокую плотность энергии. В лазерной сварке, расплавляется только диапазон, которого фактически достигает лазерная энергия, имеющая достаточную интенсивность, и тепловое влияние на другие фрагменты является небольшим. По этой причине, в случае сварки первой сегментной катушки 20a и второй сегментной катушки 20b с помощью лазерной сварки, изолирующая пленка должна зачищаться только около фрагмента, который должен свариваться. Как результат, можно задавать первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b меньшими, и в конечном счете, можно уменьшать размер статора 10.
[0041] Здесь, при выполнении лазерной сварки, лазерный свет L испускается к первому зачищенному фрагменту 26a и второму зачищенному фрагменту 26b извне в осевом направлении, как указано посредством пунктирной линии на фиг. 5. При выполнении лазерной сварки, лазерный свет L колеблется таким образом, что он многократно проходит по границе между первым зачищенным фрагментом 26a и вторым зачищенным фрагментом 26b, которые перекрываются. На фиг. 4, штрихпунктирная линия с двумя точками указывает траекторию Tl перемещения лазерного света L. В примере по фиг. 4, лазерный свет L двумерно перемещается вдоль траектории Tl перемещения, к примеру, траектории, сформированной посредством эллипсов, соединенных непрерывно. Тем не менее, траектория Tl перемещения, показанная здесь, представляет собой пример, и при условии, что она представляет собой траекторию перемещения, которая многократно проходит по границе между первым зачищенным фрагментом 26a и вторым зачищенным фрагментом 26b, она может иметь зигзагообразную форму, волнообразную форму и т.п.
[0042] В любом случае, оптическая ось лазерного света L повторяет приближение и отделение относительно границы между первым зачищенным фрагментом 26a и вторым зачищенным фрагментом 26b в ходе перемещения в длинном осевом направлении первой сегментной катушки 20a и второй сегментной катушки 20b (в направлении справа налево на фиг. 4). Как результат, достижимая глубина лазерной энергии на поверхности 30 соединения изменяется согласно позициям в длинном осевом направлении первой сегментной катушки 20a и второй сегментной катушки 20b. Таким образом, в позиции Pa, в которой оптическая ось лазерного света L проходит чуть выше границы между первым зачищенным фрагментом 26a и вторым зачищенным фрагментом 26b, достижимая глубина лазерной энергии на поверхности 30 соединения становится большей. С другой стороны, в позиции Pb, в которой оптическая ось лазерного света L отделена от границы между первым зачищенным фрагментом 26a и вторым зачищенным фрагментом 26b, достижимая глубина лазерной энергии на поверхности 30 соединения становится меньшей. Таким образом, легко возникает варьирование достижимой глубины лазерной энергии на поверхности 30 соединения.
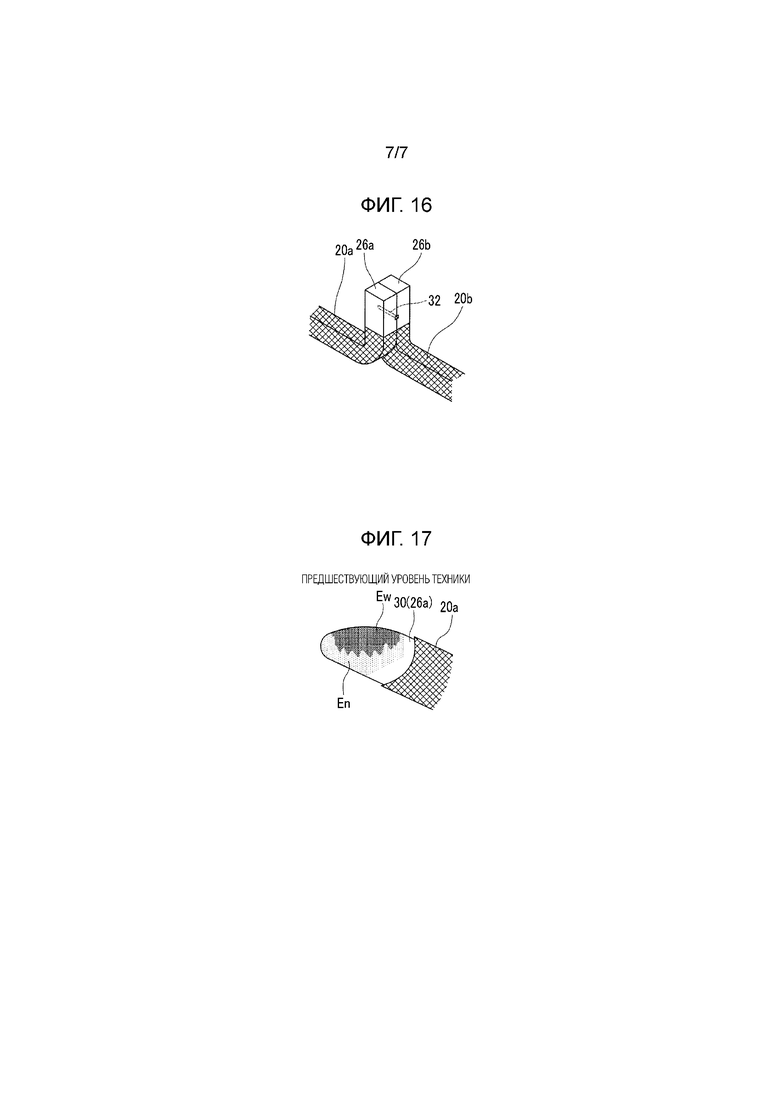
[0043] Здесь, в случае если углубленный фрагмент 32 не присутствует на поверхности 30 соединения, достижимый диапазон лазерной энергии представляет собой диапазон, в котором материал расплавляется и соединяется. Затем в случае, если углубленный фрагмент 32 не присутствует на поверхности 30 соединения, граница соединения, которая представляет собой границу между областью Ew соединения и областью En без соединения, имеет неровную форму, имеющую множество пиков. Фиг. 17 является схемой, показывающей пример области Ew соединения и области En без соединения в случае, если углубленный фрагмент 32 не присутствует на поверхности 30 соединения. Как показано на фиг. 17, концевой фрагмент (граница соединения) области Ew соединения, в которой материал расплавляется и соединяется со вторым зачищенным фрагментом 26b, имеет неровную форму, в которой формируются повторяющиеся пики. Как описано выше, когда граница соединения имеет неровную форму, коэффициент интенсивности механического напряжения увеличивается, и в силу этого растрескивание или разрушение сварного фрагмента легко возникает. Как результат, становится затруднительным обеспечивать прочность соединения катушки.
[0044] В этом варианте осуществления, чтобы задать границу соединения, имеющую форму с небольшим числом пиков, углубленный фрагмент 32 предоставляется около концевого фрагмента достижимого диапазона лазерной энергии на поверхности 30 соединения. Конечно, материал не существует во внутренней части углубленного фрагмента 32. Следовательно, даже если лазерная энергия достигает углубленного фрагмента 32, материал выполняет "тщетную попытку" без сварки. Затем, за счет этого, граница соединения имеет плавную форму с небольшим числом пиков, и в силу этого становится легко обеспечивать прочность соединения катушки.
[0045] Это описывается со ссылкой на фиг. 7 и фиг. 8. Фиг. 7 и фиг. 8 являются укрупненными видами периферии углубленного фрагмента 32. На фиг. 7 и фиг. 8, пунктирная линия указывает концевой фрагмент достижимого диапазона лазерной энергии, допускающей плавление материала. Как описано выше, достижимая глубина лазерной энергии имеет варьирование, и в силу этого концевой фрагмент достижимого диапазона лазерной энергии имеет неровную форму, имеющую пики, как указано посредством пунктирной линии на фиг. 7. Первоначально, материал поверхности 30 соединения расплавляется вдоль неровной формы. Тем не менее, как показано на фиг. 7, в случае если амплитуда концевого фрагмента достижимого диапазона лазерной энергии попадает в пределы ширины углубленного фрагмента 32 на поверхности 30 соединения, только материал на верхней стороне углубленного фрагмента 32 расплавляется, а материал на нижней стороне углубленного фрагмента 32 не расплавляется. Материал не существует в пределах ширины углубленного фрагмента 32, естественно, материал не расплавляется в пределах ширины углубленного фрагмента 32. Как результат, граница (граница соединения) между областью Ew соединения и областью En без соединения имеет соответствие с формой углубленного фрагмента 32. Здесь, углубленный фрагмент 32 имеет плавную форму без пиков, и в силу этого полученная граница соединения (концевой фрагмент области Ew соединения) также имеет плавную форму без пиков. Как результат, коэффициент интенсивности механического напряжения в границе соединения может подавляться до небольшого значения, и в силу этого можно обеспечивать прочность соединения с достаточной прочностью.
[0046] Конечно, как показано на фиг. 8, также есть возможность того, что часть лазерной энергии не достигает углубленного фрагмента 32 или выступает дальше к задней стороне, чем углубленный фрагмент 32. Тем не менее, даже в случае, описанном выше, большая часть концевого фрагмента области Ew соединения имеет соответствие с формой углубленного фрагмента 32. Следовательно, даже в случае, описанном выше, коэффициент интенсивности механического напряжения может уменьшаться по сравнению со случаем, в котором отсутствует углубленный фрагмент 32, и в силу этого прочность соединения дополнительно может увеличиваться.
[0047] Как очевидно из вышеприведенного описания, углубленный фрагмент 32 предоставляется с возможностью управлять формой границы соединения. Затем, чтобы более надежно управлять границей соединения, желательно, чтобы ширина D (следует обратиться к фиг. 7) углубленного фрагмента 32 была равна или выше амплитуды A концевого фрагмента достижимого диапазона лазерной энергии. Тем не менее, конечно, даже если ширина D углубленного фрагмента 32 меньше амплитуды A концевого фрагмента достижимого диапазона лазерной энергии, коэффициент интенсивности механического напряжения может уменьшаться по сравнению со случаем, в котором отсутствует углубленный фрагмент 32, как показано на фиг. 8. Глубина углубленного фрагмента 32 не ограничена. Тем не менее, желательно, чтобы глубина углубленного фрагмента 32 задавалась равной глубине до такой степени, что окружающий материал не переполняется, даже если он расплавляется и протекает, и до такой степени, что может в достаточной степени поддерживаться прочность первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b. Форма поперечного сечения углубленного фрагмента 32 может представлять собой прямоугольную форму, как показано на фиг. 5, либо может представлять собой холмистую форму, полукруглую форму и т.п.
[0048] Фиг. 9 является схемой, показывающей результаты эксперимента, в котором измеряется прочность соединения первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b. В эксперименте, механическое напряжение многократно прикладывается к первому зачищенному фрагменту 26a и второму зачищенному фрагменту 26b6, и число приложений механического напряжения до тех пор, пока соединение не будет уничтожено, измеряется. На фиг. 9, вертикальная ось представляет среднее значение механического напряжения, прикладываемого к первому зачищенному фрагменту 26a и второму зачищенному фрагменту 26b, и горизонтальная ось представляет число приложений механического напряжения. Шкала на горизонтальной оси представляет собой логарифмическую шкалу, как очевидно из интервала между вспомогательными линиями. На фиг. 9, черные треугольники представляют экспериментальные результаты первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b, в которых углубленный фрагмент 32 не предоставляется, и белые круги представляют экспериментальные результаты первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b в случае, если углубленный фрагмент 32 предоставляется.
[0049] Как показано на фиг. 9, в случае если углубленный фрагмент 32 не предоставляется (черный треугольник), возникает большое варьирование числа приложений механического напряжения до тех пор, пока не возникнет разрушение стыка. Считается, что это обусловлено тем, что форма границы соединения не управляется, так что абсолютная величина коэффициента интенсивности механического напряжения имеет тенденцию быть подверженной случайности. С другой стороны, в случае если углубленный фрагмент 32 предоставляется (белый круг), число приложений механического напряжения до тех пор, пока не возникнет разрушение стыка, значительно увеличивается по сравнению со случаем, в котором углубленный фрагмент 32 не предоставляется (черный треугольник). Дополнительно, варьирование числа приложений механического напряжения также является небольшим. Считается, что это обусловлено тем, что форма границы соединения управляется посредством углубленного фрагмента 32 как форма, имеющая небольшой коэффициент интенсивности механического напряжения. В любом случае, как очевидно из фиг. 9, посредством предоставления углубленного фрагмента 32, можно поддерживать прочность соединения более высокой.
[0050] В дальнейшем описывается последовательность операций изготовления катушки 14 статора со ссылкой на фиг. 10. Фиг. 10 является блок-схемой последовательности операций способа, показывающей последовательность операций изготовления катушки 14 статора. При изготовлении катушки 14 статора, во-первых, изготавливается сегментная катушка 20. Чтобы изготавливать сегментную катушку 20, во-первых, материал катушки разрезается с предварительно определенной длиной (S10). Материал катушки представляет собой длинный прямоугольный проводник, покрытый изолирующей пленкой. Материал катушки разрезается с длиной, необходимой для сегментной катушки 20. В это время, концевые фрагменты сегментной катушки 20 разрезаются таким образом, что они имеют требуемую форму, т.е. таким образом, что они имеют дугообразную форму на первом конце в направлении ширины.
[0051] Изолирующая пленка зачищается от концевых фрагментов сегментной катушки 20 (S12). Когда изолирующая пленка может зачищаться, углубленный фрагмент 32 формируется на поверхности, которая служит в качестве поверхности 30 соединения первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b (S14). Углубленный фрагмент 32 может формироваться посредством, например, резки, лазерной обработки и т.п. Затем, сегментная катушка 20 главным образом изгибается таким образом, что она имеет U-образную форму (S16). Первичный изгиб может быть реализован, например, посредством прижатия сегментной катушки 20 к предварительно определенной матрице либо посредством ее изгиба с использованием выделенного ролика.
[0052] Когда первичная обработка изгиба завершается для сегментной катушки 20, затем, полученная сегментная катушка 20 собирается на сердечнике 12 статора (S18). Таким образом, прямые фрагменты 24 вставляются в прорези 16 сердечника 12 статора. Затем фрагменты прямых фрагментов 24, которые выступают из первого конца в осевом направлении сердечника 12 статора, вторично изгибаются в периферийном направлении, чтобы формировать конец катушки (S20). Затем первый зачищенный фрагмент 26a первой сегментной катушки 20a перекрывается с соответствующим вторым зачищенным фрагментом 26b второй сегментной катушки 20b в направлении толщины.
[0053] Когда получается вышеуказанное состояние, первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b, перекрывающие друг друга в направлении толщины, соединяются друг с другом с помощью лазерной сварки (S22). Таким образом, лазерный свет излучается к первому зачищенному фрагменту 26a и второму зачищенному фрагменту 26b, перекрывающих друг друга в направлении толщины, извне в осевом направлении таким образом, что материалы первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b расплавляются и соединяются друг с другом. В это время, вывод лазерного света регулируется таким образом, что достижимый концевой фрагмент лазерной энергии, допускающей плавление материала на поверхности 30 соединения, находится около углубленного фрагмента 32. Затем, за счет этого, форма границы соединения на поверхности 30 соединения управляется посредством углубленного фрагмента 32. Как результат, коэффициент интенсивности механического напряжения границы соединения становится небольшим, и в силу этого прочность соединения между первой сегментной катушкой 20a и второй сегментной катушкой 20b может поддерживаться на высоком уровне.
[0054] Все этапы, за исключением этапа (S14) формирования углубленного фрагмента 32, также представляют собой этапы, приспосабливаемые в процессе изготовления предшествующего уровня техники. Другими словами, катушка 14 статора этого варианта осуществления получается только посредством добавления этапа формирования углубленного фрагмента 32. Таким образом, согласно способу изготовления этого варианта осуществления, как описано выше, прочность соединения катушки может значительно повышаться по сравнению с предшествующим уровнем техники, при том, что объем изменений в процедуре изготовления может уменьшаться.
[0055] Конфигурация, описанная выше, представляет собой пример, и другие конфигурации могут надлежащим образом изменяться при условии, что углубленный фрагмент 32 предоставляется на поверхности 30 соединения первого зачищенного фрагмента 26a. Например, в вышеприведенном описании, только один углубленный фрагмент 32 предоставляется. Тем не менее, число углубленных фрагментов 32 может составлять несколько. Например, как показано на фиг. 11, множество буферных канавок 32a, функционирующих в качестве углубленных фрагментов 32, могут размещаться в осевом направлении (т.е. в направлении, параллельном оптической оси лазерного света). Как описано выше, буферные канавки 32a (углубленные фрагменты 32) размещаются в осевом направлении таким образом, что амплитуда достижимого концевого фрагмента лазерной энергии, которая не поступает в одну буферную канавку 32a, может поступать в другую буферную канавку 32a. Таким образом, даже в случае, если амплитуда варьирования достижимой глубины лазерной энергии является большой, граница соединения может надлежащим образом управляться, и в силу этого прочность соединения может поддерживаться на более высоком уровне.
[0056] Углубленный фрагмент 32 не должен обязательно идти к концевому фрагменту первого зачищенного фрагмента 26a, и, как показано на фиг. 12, зазор может присутствовать между каждым из обоих концов буферной канавки 32a, функционирующей в качестве углубленного фрагмента 32, и верхним концевым краем первого зачищенного фрагмента 26a. За счет инструктирования буферной канавке 32a иметь форму, в которой буферная канавка 32a не достигает концевого фрагмента первого зачищенного фрагмента 26a, можно подавлять снижение прочности вследствие буферной канавки 32a.
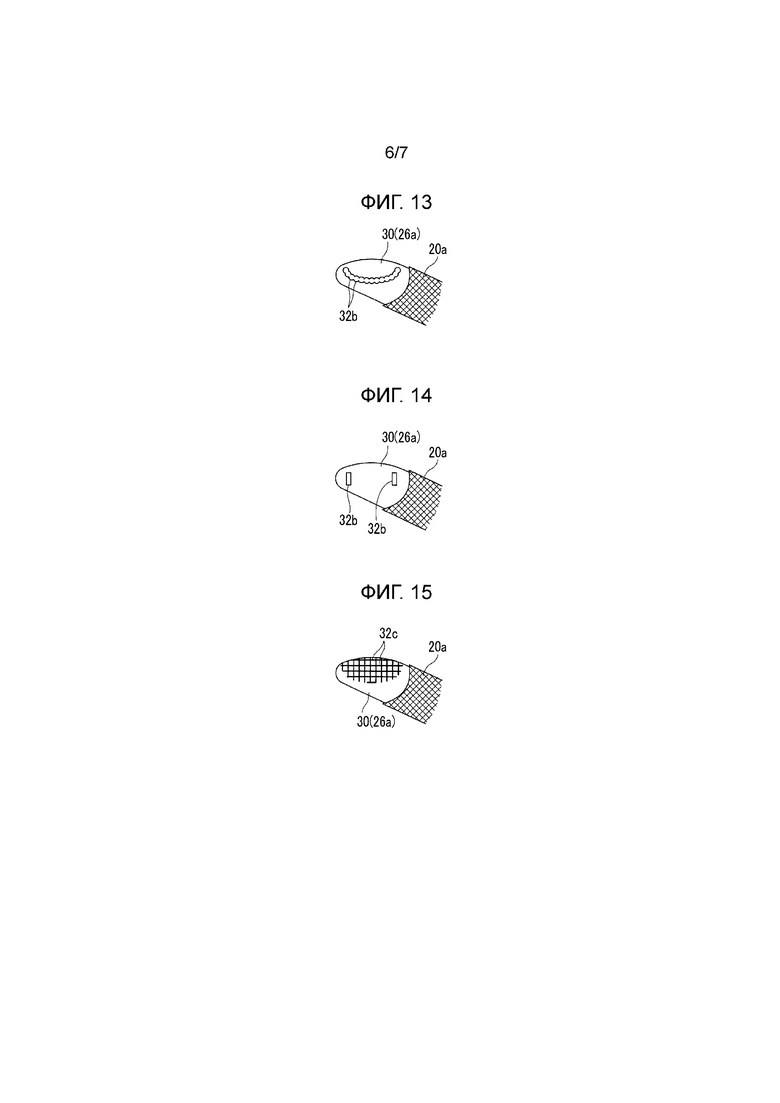
[0057] В вышеприведенном описании, углубленный фрагмент 32 задается в качестве канавки, имеющей постоянную ширину. Тем не менее, углубленный фрагмент 32 может представлять собой небольшой углубленный фрагмент, который не имеет формы канавки. Затем множество небольших углубленных фрагментов могут предоставляться таким образом, что небольшие углубленные фрагменты размещаются с интервалами или без интервала вдоль границы соединения. На фиг. 13, множество круговых небольших углубленных фрагментов 32b (углубленных фрагментов 32) размещаются без интервала вдоль границы соединения. При конфигурации, как описано выше, можно увеличивать ширину углубленного фрагмента 32, и за счет этого можно более надежно поглощать варьирование достижимой глубины лазерной энергии.
[0058] Углубленный фрагмент 32 не должен обязательно идти линейно. Например, как показано на фиг. 14, углубленный фрагмент 32 может включать в себя два небольших углубленных фрагмента 32b, предоставленных таким образом, что они отделены друг от друга. Небольшой углубленный фрагмент 32b, как описано выше, может предоставляться, например, в месте, в котором легко концентрируется механическое напряжение, действующее на первый зачищенный фрагмент 26a. Углубленный фрагмент 32 может иметь множество канавок 32c, размещаемых в решетчатом рисунке, как показано на фиг. 15. Посредством формирования канавок 32c в решетчатом рисунке, можно уменьшать как неравномерность в продольном направлении, так и неравномерность в поперечном направлении границы соединения. Посредством формирования канавок 32c в решетчатом рисунке, материал, расплавляемый под действием лазерной энергии, легко остается в канавках 32c без выпадения.
[0059] В вышеприведенном описании, края первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b, которые расположены на внешней стороне в осевом направлении во время лазерной сварки, имеют дугообразную форму. Тем не менее, формы первого зачищенного фрагмента 26a и второго зачищенного фрагмента 26b могут надлежащим образом изменяться. Например, как показано на фиг. 16, может задаваться конфигурация, в которой первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b изгибаются наружу в осевом направлении в состоянии наличия прямоугольной формы, и в этом состоянии, первый зачищенный фрагмент 26a и второй зачищенный фрагмент 26b свариваются друг с другом. Даже в случае, описанном выше, углубленный фрагмент 32 предоставляется на поверхности 30 соединения первого зачищенного фрагмента 26a, которая обращена ко второму зачищенному фрагменту 26b. Форма углубленного фрагмента 32 не ограничена конкретным образом. Тем не менее, например, углубленный фрагмент 32 может задаваться в качестве канавки, протягивающейся в направлении, пересекающем осевое направление, как показано посредством пунктирной линии на фиг. 16. В вышеприведенном описании, случай выполнения сварки с помощью лазерной сварки описывается в качестве примера. Тем не менее, сегментная катушка может свариваться в других формах.
[0060] Выше подробно описывается вариант осуществления изобретения. Тем не менее, изобретение не ограничено вариантом осуществления, описанным выше, и различные модификации или изменения могут вноситься в пределах объема сущности изобретения, как указано в формуле изобретения.
Изобретение относится к электротехнике. Технический результат состоит в упрощении изготовления. Статор включает в себя сердечник статора и катушку статора, намотанную вокруг сердечника статора. Катушка статора включает в себя первую сегментную катушку и вторую сегментную катушку. Первый зачищенный фрагмент, который присутствует в концевом фрагменте первой сегментной катушки, соединяется со вторым зачищенным фрагментом второй сегментной катушки. По меньшей мере, один углубленный фрагмент предоставляется на поверхности соединения первого зачищенного фрагмента, которая обращена ко второму зачищенному фрагменту. 2 н. и 7 з.п. ф-лы, 17 ил.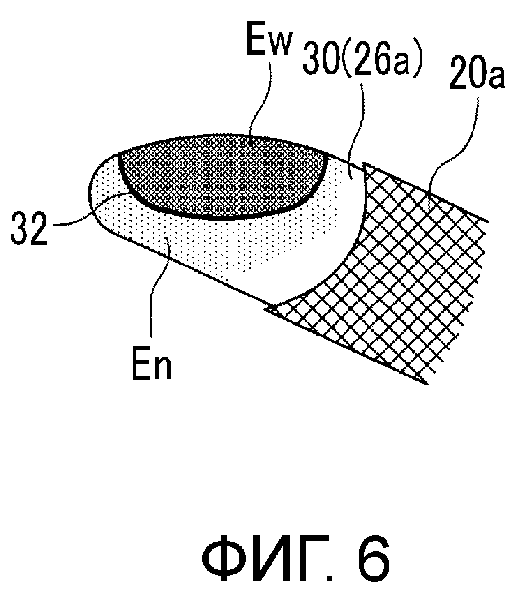
1. Статор вращательной электрической машины, содержащий:
- сердечник статора; и
- катушку статора, намотанную вокруг сердечника статора, при этом:
- катушка статора включает в себя первую сегментную катушку и вторую сегментную катушку;
- первый зачищенный фрагмент присутствует в концевом фрагменте первой сегментной катушки, соединен и сварен со вторым зачищенным фрагментом второй сегментной катушки c образованием области сварки и области без сварки между первым зачищенным фрагментом и вторым зачищенным фрагментом; и
- по меньшей мере, один углубленный фрагмент выполнен на поверхности соединения первого зачищенного фрагмента, которая обращена ко второму зачищенному фрагменту, при этом углубленный фрагмент выполнен на границе между областью сварки и областью без сварки.
2. Статор по п. 1, в котором область соединения расположена дальше за пределами катушки статора, чем область без соединения в осевом направлении статора.
3. Статор по п. 2, в котором углубленный фрагмент имеет линейную или дугообразную форму и протягивается в направлении, пересекающем осевое направление.
4. Статор по п. 3, в котором множество углубленных фрагментов предоставляются на поверхности соединения и углубленные фрагменты предоставлены таким образом, что углубленные фрагменты размещены с интервалами в осевом направлении.
5. Статор по п. 1, в котором, по меньшей мере, один углубленный фрагмент присутствует на поверхности второго зачищенного фрагмента, которая обращена к углубленному фрагменту первого зачищенного фрагмента.
6. Способ изготовления катушки статора, содержащий этапы, на которых:
- формируют первый зачищенный фрагмент на концевом фрагменте первой сегментной катушки, которая включена в катушку статора, а также формируют, по меньшей мере, один углубленный фрагмент в первом зачищенном фрагменте, изолирующую пленку первой сегментной катушки, которая зачищается в первом зачищенном фрагменте; и
- соединяют и сваривают первый зачищенный фрагмент со вторым зачищенным фрагментом таким образом, чтобы образовать область сварки и область без сварки между первым зачищенным фрагментом и вторым зачищенным фрагментом, и так, чтобы углубленный фрагмент был обращен ко второму зачищенному фрагменту на границе между областью сварки и областью без сварки, в состоянии, в котором первый зачищенный фрагмент перекрывает второй зачищенный фрагмент, причем второй зачищенный фрагмент находится на концевом фрагменте второй сегментной катушки, которая включена в катушку статора.
7. Способ по п. 6, в котором первый зачищенный фрагмент и второй зачищенный фрагмент сваривают друг с другом с помощью лазерной сварки.
8. Способ по п. 7, в котором:
- в лазерной сварке лазерный свет имеет лазерную энергию, которая расплавляет материалы первого зачищенного фрагмента и второго зачищенного фрагмента; и
- углубленный фрагмент формируется около концевого фрагмента диапазона каждого из первого зачищенного фрагмента и второго зачищенного фрагмента и лазерная энергия достигает диапазона каждого из первого зачищенного фрагмента и второго зачищенного фрагмента.
9. Способ по п. 7 или 8, в котором в лазерной сварке лазерный свет излучается из пространства за пределами катушки статора в осевом направлении статора, на котором катушка статора собирается, и колеблется таким образом, что он многократно переходит через границу, на которой первый зачищенный фрагмент и второй зачищенный фрагмент перекрывают друг друга.
| US2004046475 A1, 11.03.2004 | |||
| JP 2000262021 A, 22.09.2000 | |||
| US 2017237321 A, 17.08.2017 | |||
| JP 2012179631 A, 20.09.2012 | |||
| JP 2012201966 A, 12.11.2015 | |||
| JP 2017111896 A, 22.06.2017 | |||
| Вентиль для пневматических шин | 1929 |
|
SU23120A1 |

