Изобретение касается устройства для изготовления арматуры, в частности арматурных каркасов для бетонных труб, имеющих раструбную (надвижную) муфту, а также машины для изготовления арматуры с таким устройством.
Устройства для изготовления арматуры описанного во вступительной части вида уже известны.
Одно из известных устройств выполнено в виде разводного устройства, которое имеет несколько переставляемых друг относительно друга в осевом направлении переставных реек, к каждой из которых шарнирно присоединено по одной радиально переставляемой направляющей для перестановки продольных стержней арматуры. Переставные рейки, в свою очередь, взаимодействуют с переставной плитой, которая ограничивает путь перестановки переставных реек с помощью упоров на переставной рейке.
Путем надлежащего расположения упоров на переставных рейках и перестановки переставных реек и вместе с тем перестановки продольных стержней арматуры можно изменять форму арматуры.
В основе изобретения лежит задача, предоставить альтернативное устройство для изготовления арматуры, в частности арматурных каркасов для бетонных труб с раструбной муфтой.
Эта задача решается с помощью признаков пп.1-5 и 10 формулы изобретения.
В зависимых пунктах указаны предпочтительные и целесообразные варианты осуществления изобретения.
Изобретение исходит из устройства для изготовления арматуры, в частности арматурных каркасов для бетонных труб с раструбной муфтой, имеющего разводное устройство, которое имеет один единственный разводной толкатель (разжимной затвор), причем этот разводной толкатель выполнен для того, чтобы через передаточное средство разводного устройства изменять радиальное положение перестановочного элемента для продольной проволоки арматуры, в частности во время процесса изготовления арматуры.
Передаточные средства разводного устройства выполнены, например, в виде приводной цепи и/или в виде приводной рейки.
Существенный аспект изобретения теперь видится в том, что разводное устройство имеет формирующий толкатель, при этом для движения формирующего толкателя предусмотрен перестановочный привод, и при этом для линейного движения формирующего толкателя относительно разводного толкателя перестановочный привод опирается на разводной толкатель.
Предпочтительно формирующий толкатель выполнен таким образом, что с помощью формирующего толкателя через передаточное средство разводного устройства может изменяться радиальное положение соответствующего перестановочного элемента для продольной проволоки арматуры, в частности во время процесса изготовления арматуры.
Благодаря этому реализуемо изменение геометрии арматуры, в частности арматурного каркаса, предпочтительно изменение геометрии поперечного сечения арматуры, например, с круглой на овальную или наоборот.
Разводной толкатель и/или формирующий толкатель выполнен, например, для того чтобы изменять радиальное положение соответствующего перестановочного элемента вдоль спицы разводного колеса для продольной проволоки арматуры. Предпочтительно разводной толкатель движется с помощью первого перестановочного привода, а формирующий толкатель с помощью второго перестановочного привода.
Разводное колесо, например, главное колесо и/или подающее колесо, включает в себя, напр., 4 и 48 спиц, от 8 до 40 спиц, от 12 до 36 спиц, от 16 до 32 спиц или от 20 до 28 спиц, в частности 24 спицы.
Например, разводной толкатель и формирующий толкатель выполнены вдоль передаточного средства для движения одного и того же перестановочного элемента, в частности через одно и то же передаточное средство. Например, разводной толкатель и формирующий толкатель жестко соединены передаточными средствами, в частности в постоянном положении.
Предпочтительно формирующий толкатель выполнен с возможностью движения относительно разводного толкателя возле разводного толкателя, в частности на разводном толкателе. Предпочтительно формирующий толкатель образует с разводным толкателем, соответственно, с передаточным средством перестановочный узел для перестановочного элемента. Например, на устройстве имеются несколько перестановочных узлов, в частности для каждого перестановочного элемента каждой спицы разводного колеса предусмотрен один перестановочный узел и/или один формирующий толкатель.
Предпочтительно устройство, в частности перестановочный элемент выполнен таким образом, что разводной толкатель и формирующий толкатель соединены последовательно друг за другом.
Предпочтительно перестановочный привод выполнен в виде гидравлического цилиндра, в виде пневматического цилиндра, в виде электродвигателя и/или в виде винтового привода. В частности, движение формирующего толкателя разобщено перестановочным приводом от приводимого разводным валом движения разводного толкателя и/или формирующего толкателя.
Другим предпочтительным, в частности существенным аспектом устройства является, что устройство имеет несколько позиционируемых независимо друг от друга формирующих толкателей.
Благодаря этому реализуема любая геометрия поперечного сечения арматуры. Так, устройство может с помощью позиционируемых независимо друг от друга формирующих толкателей выполнять круглое, овальное, прямоугольное, квадратное или четырехугольное поперечное сечение арматуры.
Предпочтительно формирующие толкатели могут двигаться независимо друг от друга относительно разводного толкателя. Например, каждый формирующий толкатель имеет собственный перестановочный привод. Возможно также, чтобы все формирующие толкатели были связаны друг с другом и/или имелся один единственный формирующий толкатель. Предпочтительно также, чтобы все формирующие толкатели могли двигаться с помощью одного единственного перестановочного привода относительно разводного толкателя.
Предпочтительно формирующий толкатель выполнен на устройстве таким образом, что путем изменения положения формирующего толкателя относительно разводного толкателя может изменяться радиальное положение соответствующего перестановочного элемента вдоль одной спицы относительно радиального положения другого перестановочного элемента вдоль другой спицы, в частности во время процесса изготовления арматуры.
Другой предпочтительной, в частности существенной мыслью изобретения является, что разводное устройство имеет несколько формирующих толкателей, при этом передаточные средства разводного устройства имеют несколько упорных элементов, при этом разводное устройство включает в себя упорный элемент в виде формообразователя, при этом формообразователь образует захват для первого упорного органа формирующего толкателя, и при этом, в частности, для каждого формирующего толкателя на передаточных средствах имеется один формообразователь.
Благодаря этому может, например, задаваться максимальная разность одного радиального положения перестановочного элемента и другого радиального положения другого перестановочного элемента. При этом под разностью радиальных положений понимается разность между одним расстоянием от одного перестановочного элемента до оси вращения разводного вала и другим расстоянием от другого перестановочного элемента до оси вращения разводного вала. Тем самым может задаваться максимальный интервал между наибольшим расстоянием от оси вращения разводного колеса и наименьшим расстоянием от оси вращения разводного колеса до поперечного сечения арматуры во время изготовления.
Возможно, чтобы перестановочный привод включал в себя формообразователь. Предпочтительным образом формообразователь выполнен в постоянном положении на передаточных средствах.
Другим предпочтительным, в частности существенным предложением изобретения является, что все передаточные средства проведены с возможностью движения относительно разводного толкателя.
Предпочтительным образом разводной толкатель и/или формирующий толкатель связан с передаточными средствами исключительно через упорный элемент. В частности, разводной толкатель и/или формирующий толкатель могут позиционироваться с возможностью движения относительно передаточных средств. Например, передаточное средство проведено с возможностью движения на разводном толкателе и/или на формирующем толкателе. Благодаря этому разводной толкатель и/или формирующий толкатель, напр., исключительно при процессе перестановки соответствующего перестановочного элемента связаны с передаточным средством и/или с упорным элементом передаточного средства.
Другой предпочтительной, в частности существенной идеей изобретения является, что разводное устройство имеет формирующий толкатель, при этом разводной толкатель установлен с возможностью движения на передаточных средствах, при этом на передаточных средствах зафиксирован упорный элемент, который может зажиматься между разводным толкателем и формирующим толкателем.
Предпочтительным образом зажимаемый упорный элемент выполнен в виде направляющего элемента. В частности, предусмотрены по меньшей мере два направляющих элемента, при этом каждый направляющий элемент может зажиматься соответственно между разводным толкателем и формирующим толкателем. При этом направляющий элемент образует захват для первой упорной поверхности разводного элемента и для второго упорного органа формирующего толкателя. Второй упорный орган формирующего толкателя предпочтительным образом расположен напротив первого упорного органа.
Например, на передаточных средствах имеется упорный элемент в постоянном положении. В частности, разводной толкатель и формирующий толкатель через упорный элемент связаны с передаточными средствами. Предпочтительным образом один единственный формирующий толкатель через один единственный упорный элемент связан с одним или несколькими передаточными средствами, предпочтительно с приводной цепью или приводной рейкой.
Возможно также, чтобы перестановочный привод включал в себя направляющий элемент. Например, каждая вторая камера цилиндра перестановочного привода выполнена таким образом, что цилиндр, в частности камера цилиндра, образует направляющий элемент и/или захват.
Предпочтительным оказывается также, чтобы разводное устройство имело упорный элемент в виде ограничителя пути, при этом ограничитель пути образует захват для второй упорной поверхности разводного толкателя, при этом ограничитель пути задает максимальное расстояние между первым упорным органом формирующего толкателя и второй упорной поверхностью разводного толкателя.
Ограничитель пути задает, в частности, максимальное расстояние между первым упорным органом формирующего толкателя на формообразователе и второй упорной поверхностью разводного толкателя. Этим расстоянием задана максимальная разность радиальных положений перестановочных элементов друг относительно друга. Предпочтительным образом разводное устройство включает в себя один единственный ограничитель пути. Возможно также, чтобы перестановочный привод имел ограничитель пути.
Предпочтительным образом обе упорные поверхности разводного элемента имеются на разводном элементе друг напротив друга.
Альтернативно перестановочный привод выполнен в виде цилиндра двойного действия. Цилиндр двойного действия выполнен, например, в виде гидравлического цилиндра или в виде пневматического цилиндра. Возможно, чтобы цилиндр двойного действия включал в себя формообразователь. Например, длина хода первой камеры цилиндров выполнена, например, разной, чтобы за счет этих длин хода цилиндров могла задаваться максимальная разность между одним радиальным положением одного перестановочного элемента и другим радиальным положением другого перестановочного элемента.
Помимо этого, предпочтительно, чтобы привод разводного толкателя и формирующего толкателя осуществлялся с помощью разводного вала устройства, в частности отдельно друг от друга.
Предпочтительным образом разводной вал может образовывать перестановочный привод. Разводной толкатель и формирующий толкатель могут иметься на разводном валу таким образом, чтобы разводной вал мог двигать формирующий толкатель и разводной толкатель отдельно друг от друга.
Далее, предлагается, чтобы могло изменяться положение упорного элемента вдоль передаточных средств.
Например, может изменяться положение формообразователя, ограничителя пути и/или направляющего элемента, в частности вдоль приводной цепи. Предпочтительным образом может изменяться расстояние между каждым формообразователем и направляющим элементом вдоль передаточного средства. Предпочтительным образом дистанция между каждым направляющим элементом и ограничителем пути вдоль передаточного средства является постоянной и неизменяемой.
Например, первое расстояние от первого формообразователя до первого направляющего элемента вдоль первой приводной цепи не равно второму расстоянию от второго формообразователя до второго направляющего элемента вдоль второй приводной цепи. Благодаря этому смена формы арматурного каркаса, например, с круглой на овальную или наоборот реализуема в смонтированном состоянии устройства на машине. Однако, возможно также, чтобы все расстояния между формообразователями и направляющими элементами были одинаковы. Благодаря этому реализуемо изменение размера формы арматурного каркаса, например, диаметра арматурного каркаса.
Предпочтительным образом дистанция между направляющими элементами и ограничителем пути одинакова. В частности, первая дистанция от первого направляющего элемента до первого ограничителя пути вдоль первой приводной цепи равна второму расстоянию от второго направляющего элемента до второго ограничителя пути вдоль второй приводной цепи. Благодаря этому может задаваться максимальное расстояние между радиальным положением первого перестановочного элемента и радиальным положением второго перестановочного элемента.
Пример осуществления поясняется подробнее с помощью нижестоящих схематичных чертежей с указанием других подробностей и преимуществ.
Показано:
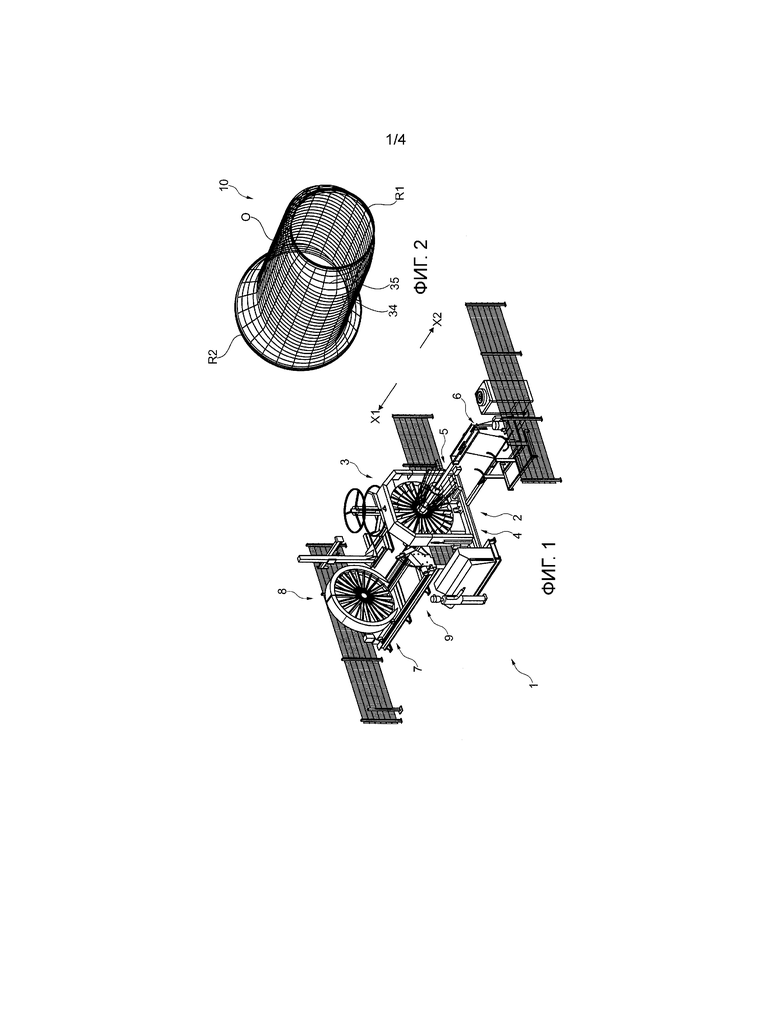
фиг.1: вид в перспективе сбоку сверху машины для изготовления арматуры с предлагаемым изобретением устройством;
фиг.2: вид в перспективе сбоку спереди сверху арматурного каркаса;
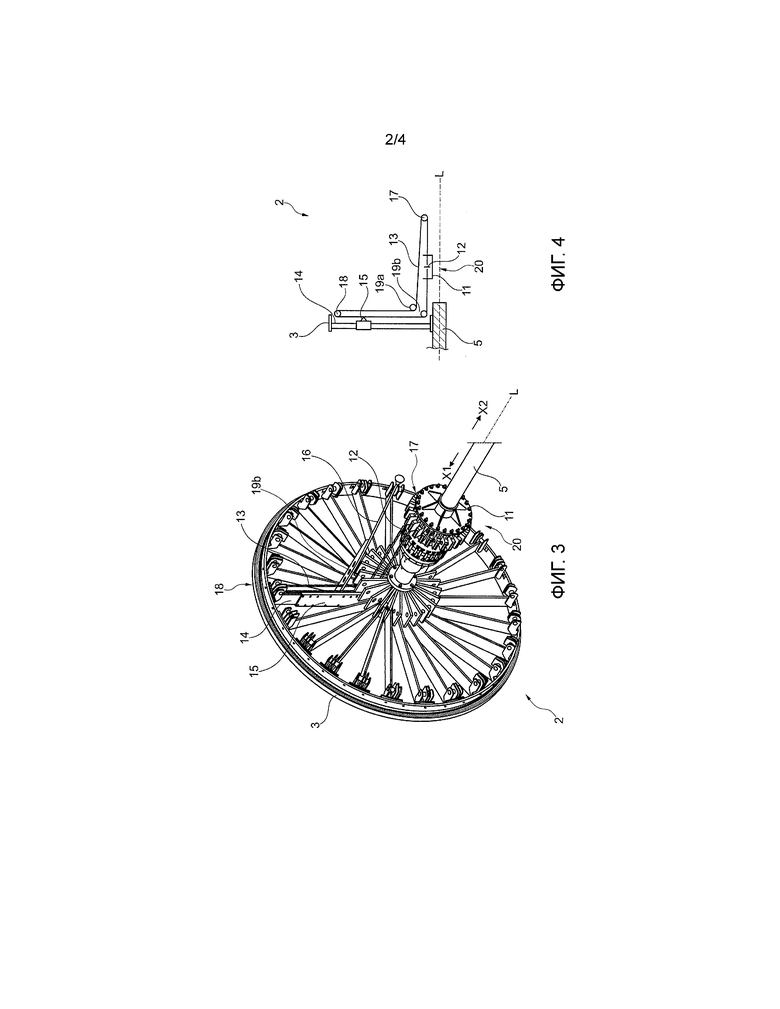
фиг.3: вид в перспективе сбоку сзади сверху устройства в соответствии с фиг.1;
фиг.4: вид в плане в упрощенном изображении поперечного сечения, параллельного продольной оси разводного вала машины, устройства и
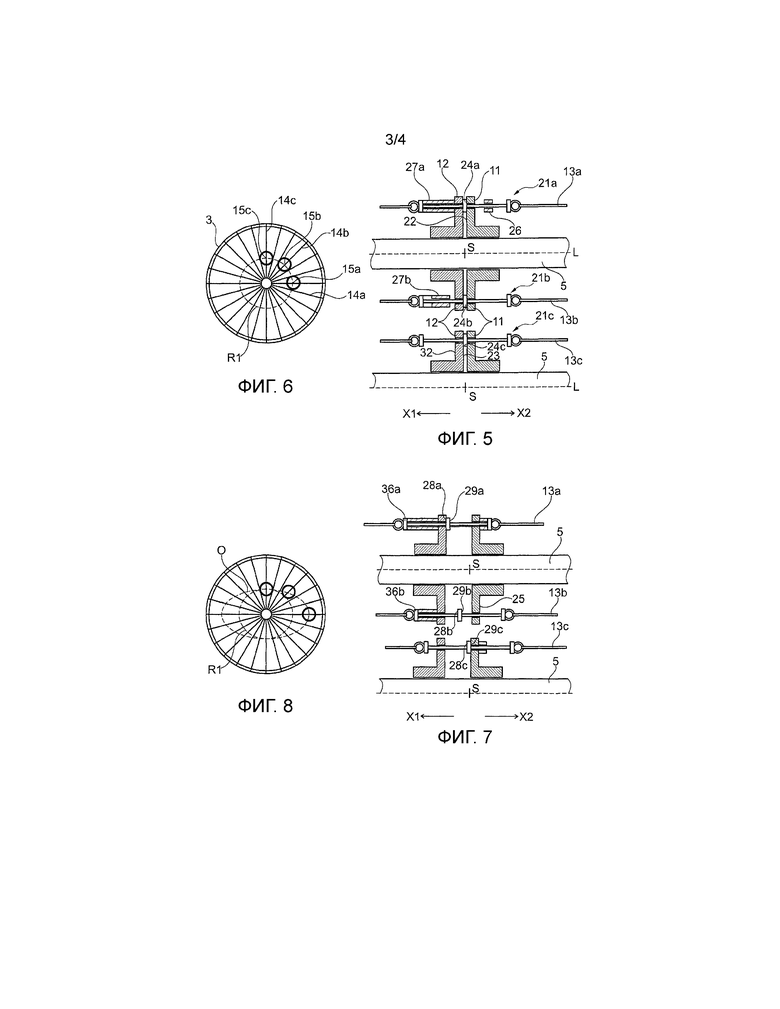
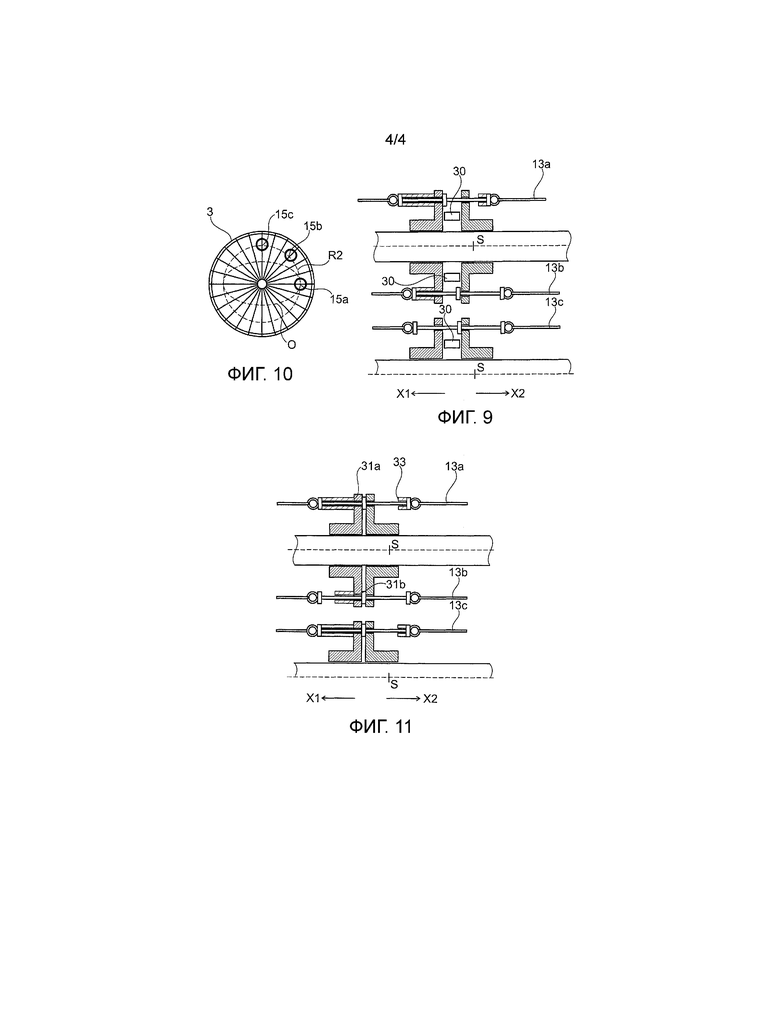
фиг.5-11: схематичное изображение поперечного сечения, параллельного продольной оси устройства и перпендикулярного продольной оси устройства, через главное колесо машины в различных функциональных положениях.
Машина 1 для изготовления арматурного каркаса 10 включает в себя предлагаемое изобретением устройство 2, которое выполнено в области главного колеса 3 машины 1 на главном колесе 3. Главное колесо 3 закреплено на главной раме 4, в частности в постоянном положении относительно главной рамы 4. Кроме того, машина 1 включает в себя разводной вал 5, разводную стойку 6 и подающую тележку 7 подающим колесом 8, которое установлено с возможностью линейного передвижения по направляющим рельсам 9 (фиг.1).
На главном колесе 3 имеется спица 14, с возможностью смещения вдоль которой в радиальном направлении, перпендикулярном продольной оси L разводного вала 5, установлен перестановочный элемент 15. Далее, на перестановочном элементе 15 расположена трубка 16 для направления проволоки, которая предусмотрена для того, чтобы направлять продольную проволоку 34 арматурного каркаса 10, в частности параллельно продольной оси L, к перестановочному элементу 15 (фиг.3). В области перестановочного элемента 15 расположено сварочное устройство для сваривания продольной проволоки 34 с поперечной проволокой 35 арматурного каркаса 10 (сварочное устройство не изображено, фиг.2).
Устройство 2 включает в себя разводной толкатель 11, формирующий толкатель 12 и передаточное средство в виде цепи 13. Цепь 13 выполнена, например, в виде бесконечной цепи, т.е. концы цепи 13 соединены друг с другом. Цепь 13 установлена с возможностью движения по элементам 17, 18, 19a, 19b для изменения направления цепи и соединяет перестановочный элемент 15 с перестановочным узлом 20, который состоит из формирующего толкателя 12 и разводного толкателя 11. Цепь 13 жестко соединена с перестановочным элементом 15. В целях наглядности на фиг.3 показан один единственный перестановочный узел 20, имеющий цепь 13 и соответствующий перестановочный элемент 15.
На фиг.4 показана система с фиг.3 в упрощенном изображении, причем этот вид представляет собой поперечное сечение, параллельное продольной оси L разводного вала 5, через разводной вал 5 и главное колесо 3.
На фиг.5, 7, 9 и 11 показаны соответственно два различных поперечных сечения, параллельных разводному валу 5, через устройство 2 в упрощенном изображении. На каждой из фигур изображены по три цепи 13a, 13b, 13c, которые включают в себя упорные элементы в виде формообразователя 27a, 27b, ограничителя 26 пути и направляющих элементов 24a, 24b, 24c. Формообразователи 27a, 27b имеют, например, различные формы, например, формообразователи 27a, 27b различной длины выполнены вдоль продольной оси L разводного вала 5. Формообразователи 27a, 27b могут быть установлены на цепи 13a, 13b с возможностью смещения. Также возможно, чтобы упорные элементы находились на расстоянии друг от друга в постоянном положении, например, вдоль цепи 13a, 13b, 13c, например, были прижаты к цепи 13a, 13b, 13c.
Упорные элементы могут, в частности, перед производством арматурного каркаса 10 настраиваться на соответствующую геометрию арматурного каркаса 10. Каждая цепь 13a, 13b, 13c связана, кроме того, с одним перестановочным элементом 15a, 15b, соответственно, 15c, в частности жестко (фиг.6, 8, 10).
Цепь 13a, 13b, 13c имеет стержневой участок 21a, 21b, 21c. На стержневом участке 21a, 21b, 21c цепь 13a, 13b, 13c с возможностью движения в направлении X1 или X2, параллельном продольной оси L разводного вала 5, установлена на разводной толкатель 11 и на формирующий толкатель 12. На стержневом участке 21a, 21b, 21c цепи 13a, 13b, 13c между первой упорной поверхностью 22 разводного толкателя 11 и первым упорным органом 23 формирующего толкателя 12 установлен направляющий элемент 24a, 24b, 24c в постоянном положении, в частности параллельно продольной оси L разводного вала 5 на цепях 13a, 13b, 13c. Направляющий элемент 24a, 24b, 24c выполнен, например, в виде захвата, имеющего захватные поверхности 28a, 28b, 28c, 29a, 29b, 29c для разводного толкателя 11 и формирующего толкателя 12.
На стороне, лежащей напротив первой упорной поверхности 22 разводного толкателя 11, имеется вторая упорная поверхность 25. На стержневом участке 21a установлен, кроме того, ограничитель 26 пути в постоянном положении, причем он имеется на обращенной ко второй упорной поверхности 25 стороне разводного толкателя 11, так что между ограничителем 26 пути и формирующим толкателем 12 выполнены упорные поверхности 22, 25 разводного толкателя 11. Предпочтительным образом устройство 2 выполнено таким образом, что одна единственная цепь 13a включает в себя ограничитель 26 пути.
Кроме того, на стержневых участках 21a, 21b в постоянном положении расположены формообразователи 27a, 27b. Эти формообразователи 27a, 27b могут быть, например, выполнены отличающимися по размеру своей формы, в частности формообразователи 27a, 27b закреплены на стержневых участках 21a, 21b таким образом, что захватные поверхности 31a, 31b формообразователей 27a, 27b находятся на различных расстояниях от захватных поверхностей 28a, 28b направляющих элементов 24a 24b. Если на цепях 13a, 13b имеются формообразователи 27a, 27b с возможностью смещения, формообразователи 27a, 27b могут упираться в захватный элемент 36a, 36b цепей 13a, 13b, при этом на цепях 13a, 13b имеются захватные элементы 36a, 36b в постоянном положении в направлении X1, X2.
Разводной толкатель 11 установлен таким образом, что его привод может осуществляться разводным валом 5 в направлении X1, соответственно, X2 параллельном продольной оси L разводного вала 5. Формирующий толкатель 12 установлен на разводной толкатель 11 с возможностью движения в направлении X1, соответственно, X2 параллельном продольной оси L разводного вала 5. С помощью перестановочного привода 30, который выполнен, например, между разводным толкателем 11 и формирующим толкателем 12, может изменяться положение формирующего толкателя 12 относительно разводного толкателя 11.
На фиг.6, 8, 10 схематично изображены перестановочные элементы 15a, 15b, 15c на главном колесе 3 на спицах 14a, 14b, 14c.
Арматурный каркас 10 для арматурной трубы состоит из продольных проволок 34 и поперечных проволок 35. Арматурный каркас, например, в поперечном сечении, перпендикулярном продольной оси, может иметь три различные основные геометрии. Первая основная геометрия R1 является, например, круглой, имеющей первый радиус, вторая основная геометрия O является овальной, а третья основная геометрия R2 снова круглая, имеющая второй радиус, который больше по отношению к первому радиусу основной геометрии R1 (фиг.2). Устройство 2 выполнено для того, чтобы передвигать перестановочные элементы машины 1 таким образом, чтобы мог изготавливаться арматурный каркас 10, как изображено на фиг.2. Для этого разводной толкатель 11 и формирующий толкатель 12, например, как изображено на фиг.5, 7, 9 и 11, передвигается параллельно продольной оси L разводного вала 5 на разводном валу 5.
Далее описываются процессы перестановки разводного толкателя 11 и формирующего толкателя 12 и вместе с тем перестановочных элементов 15a, 15b, 15c (фиг.6, 8, 10) для изготовления арматурного каркаса 10 на машине 1.
В исходном положении (фиг.5) формирующий толкатель 12 придвигается к разводному толкателю 11 таким образом, в данном случае с помощью перестановочного привода 30, что формирующий толкатель 12 предпочтительно зажимает направляющие элементы 24a, 24b, 24c между своим первым упорным органом 23 и первой упорной поверхностью 22 разводного толкателя. Все направляющие элементы 24a, 24b, 24c имеют в исходном положении одинаковое стартовое положение S вдоль продольной оси L разводного вала 5. В исходном положении, кроме того, цепи 13a, 13b, 13c связаны с перестановочными элементами 15a, 15b, 15c таким образом, что перестановочные элементы 15a, 15b, 15c находятся вдоль спиц 14a, 14b, 14c на одинаковом расстоянии от оси колеса, соответственно, имеют одинаковый радиус (фиг.6). Таким образом, в этом исходном положении машина 1 производит арматуру, имеющую круглую геометрию R1.
При желании изменить геометрию арматуры, например, с круглой геометрии R1 на овальную геометрию O, с помощью перестановочного привода 30 изменяют расстояние от формирующего толкателя 12 до разводного толкателя 11. Это означает, что разводной толкатель 11 не изменяет свое положение относительно стартового положения S вдоль продольной оси L разводного вала 5. Формирующий толкатель 12, напротив, отжимается от разводного толкателя 11, например, с помощью перестановочного привода 30, в направлении X1, параллельном продольной оси L. В зависимости от расстояния до формообразователей 27a, 27b, формирующий толкатель 12 при этом движении после более короткого или более длинного участка пути попадает своим выполненным напротив первого упорного органа 23 вторым упорным органом 32 на захватную поверхность 31a, 32a формообразователей 27a, 27b. При этом формирующий толкатель 12 при своем движении двигает цепи 13a, 13b, 13c в направлении X1 на различное расстояние. В этом примере (фиг.7) цепь 13a на всей длине движения формирующего толкателя 12 движется вместе с ним в направлении X1, так как формирующий толкатель 12 уже в исходном положении своим вторым упорным органом 32 прилегает к захватной поверхности 31a. Соответственно перестановочный элемент 15a изменяет свое положение вдоль спицы 14a в направлении большего радиуса. Цепь 15b совершает очень короткое движение по сравнению с цепью 15a. Соответственно радиус перестановочного элемента 15b несколько увеличивается. Цепь 15c вообще не движется, так как формирующий толкатель 12 своим вторым упорным органом 32 не попадает ни на какое сопротивление, соответственно, упор. Соответственно радиус перестановочного элемента 15c тоже не изменяется (фиг.8). Возможно было бы также, чтобы устройство 2 было выполнено наоборот, так чтобы перестановочные элементы 15a, 15b двигались бы в противоположном направлении, и радиус перестановочных элементов 15a, 15b уменьшался бы.
Формирующий толкатель 12 может двигаться до тех пор, пока ограничитель 26 пути своим упором не натолкнется на вторую упорную поверхность 25 разводного толкателя 11. Тем самым ограничен максимальный путь передвижения формирующего толкателя 12 относительно разводного толкателя 11. Тем самым также задана максимальная разность радиуса одного перестановочного элемента и другого перестановочного элемента.
Теперь, при желании изменить в ходе производства арматуры 10 геометрию арматуры 10 на поперечное сечение, имеющее круглую геометрию R2, имеющую больший радиус, двигают разводной толкатель 11, например, путем привода разводного вала 5, параллельно продольной оси L разводного вала 5 в направлении X1 к формирующему толкателю 12 (фиг.9, 11). Формирующий толкатель 12 сохраняет при этом свое положение относительно стартового положения S на разводном валу 5, так как, например, сила со стороны формообразователей 27a, 27b на формирующий толкатель 12 выше, чем, например, сила, которая действует через перестановочный привод 30 при движении разводного толкателя 11 в направлении X1 на формирующий толкатель 12, соответственно, на формообразователи 27a, 27b. Расстояние между разводным толкателем 11 и формирующим толкателем 12 при этом сокращается. При движении разводного толкателя 11 в направлении X1 разводной толкатель 11 раньше или позже попадает своей первой упорной поверхностью 22 соответственно предыдущим движениям цепей 13a, 13b, 13c на захватные поверхности 29a, 29b, 29c направляющих элементов 24a, 24b, 24c цепей 13a, 13b, 13c. В примере (фиг.7) разводной толкатель 11 своей первой упорной поверхностью 22 стоит на захватной поверхности 29c направляющего элемента 24c и таким образом двигает цепь 13c по всему ее пути смещения в направлении X1. В отличие от этого, разводной толкатель 11 своей первой упорной поверхностью 22 только в конце своего движения достигает захватной поверхности 19a направляющего элемента 24a, вследствие чего цепь 13a в этом случае остается неподвижной (фиг.9, 11). Соответственно перестановочный элемент 15a остается вдоль спицы 14a при этом движении разводного толкатель 11 в своем положении на спице 14a, а два других перестановочных элемента 15b, 15c смещаются в положение, имеющее такой же радиус, что и перестановочный элемент 15a, на спицах 14b, 14c. Благодаря этому реализуется круглая геометрия R2, имеющая больший радиус (фиг.10).
Теперь, при желании снова вернуться в круглой геометрии R1, имеющей меньший радиус, расстояние между разводным толкателем 11 и формирующим толкателем 12, например, с помощью перестановочного привода 30, фиксируется, так что формирующий толкатель 12 сохраняет постоянное, одинаковое положение относительно разводного толкателя 11. Затем разводной толкатель 11, например, приводимый в действие разводным валом 5, отводится назад в направлении X2, параллельном продольной оси L разводного вала 5, так что направляющие элементы 24a, 24b, 24c снова находятся на высоте стартового положения S, и перестановочные элементы при этом тоже снова находятся в своем исходном положении на спицах 14a, 14b, 14c.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Машина
2 Устройство
3 Главное колесо
4 Главная рама
5 Разводной вал
6 Разводная стойка
7 Подающая тележка
8 Подающее колесо
9 Направляющие рельсы
10 Арматурный каркас
11 Разводной толкатель
12 Формирующий толкатель
13, 13a-13c Цепь
14, 14a-14c Спица
15, 15a-15c Перестановочный элемент
16 Трубка для направления проволоки
17 Элемент для изменения направления цепи
18 Элемент для изменения направления цепи
19a, 19b Элемент для изменения направления цепи
20 Перестановочный узел
21a-21c Участок
22 Упорный орган
23 Упорная поверхность
24a-24c Направляющий элемент
25 Упорная поверхность
26 Ограничитель пути
27a, 27b Формообразователь
28a, 28b Захватная поверхность
29a, 29b Захватная поверхность
30 Перестановочный привод
31a, 31b Захватная поверхность
32 Упорный орган
33 Упор
34 Продольная проволока
35 Поперечная проволока
36a, 36b Захватный элемент.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАЖИМНОЕ УСТРОЙСТВО ПЕРЕКЛЮЧЕНИЯ СКОРОСТЕЙ ВЕЛОСИПЕДА | 2011 |
|
RU2463195C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ БЛАНКОВ ЦЕННЫХ БУМАГ ИЗ ПАЧЕК БЛАНКОВ ЦЕННЫХ БУМАГ | 1994 |
|
RU2121453C1 |
| УСТРОЙСТВО ДЛЯ КОМПЛЕКТАЦИИ МАШИНЫ ДЛЯ СВАРКИ КАРКАСА И МАШИНА ДЛЯ СВАРКИ КАРКАСА | 2019 |
|
RU2791979C1 |
| МЕХАНИЗМ ДЛЯ ПРИВЕДЕНИЯ В ДВИЖЕНИЕ ОБЪЕКТА ДЛЯ ЮВЕЛИРНОГО ИЗДЕЛИЯ ИЛИ ИЗДЕЛИЯ БИЖУТЕРИИ | 2020 |
|
RU2815829C1 |
| ДЕФОРМИРОВАННАЯ ПЕТЛЕВАЯ ДИПОЛЬНАЯ АНТЕННА | 2014 |
|
RU2627013C1 |
| БИПОЛЯРНАЯ БАТАРЕЯ | 2011 |
|
RU2529547C1 |
| УСТРОЙСТВО ДЛЯ МИКРОВОЛНОВОГО НАГРЕВА | 2008 |
|
RU2456779C2 |
| МОДУЛЬ ИСТОЧНИКА СВЕТА И СВЕТОИЗЛУЧАЮЩЕЕ УСТРОЙСТВО | 2010 |
|
RU2573640C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО И СПОСОБ РЕЗАНИЯ ЛИСТОВОГО РЕЗИНОВОГО ЭЛЕМЕНТА С КОРДОВЫМ КАРКАСОМ | 2019 |
|
RU2755183C1 |
| КРЕПЕЖНАЯ ГРУППА ДЛЯ ПОДВЕСКИ СТЕННЫХ ШКАФОВ С СИСТЕМОЙ ПРЕДОТВРАЩЕНИЯ РАЗЪЕДИНЕНИЯ | 2011 |
|
RU2574707C2 |
Группа изобретений относится к устройствам для изготовления арматуры и может быть использована при изготовлении арматурных каркасов для бетонных труб с раструбной муфтой. Устройство содержит разводное устройство (20), которое имеет один разводной толкатель, который выполнен для того, чтобы через передаточное средство разводного устройства изменять радиальное положение соответствующего перестановочного элемента для продольной проволоки арматуры, в частности во время процесса изготовления арматуры. Разводное устройство имеет по меньшей мере один формирующий толкатель, для движения которого предусмотрен перестановочный привод, при этом для линейного движения формирующего толкателя относительно разводного толкателя перестановочный привод опирается на разводной толкатель. Обеспечивается изготовление надежного арматурного каркаса заданной конструкции. 2 н. и 8 з.п. ф-лы, 11 ил.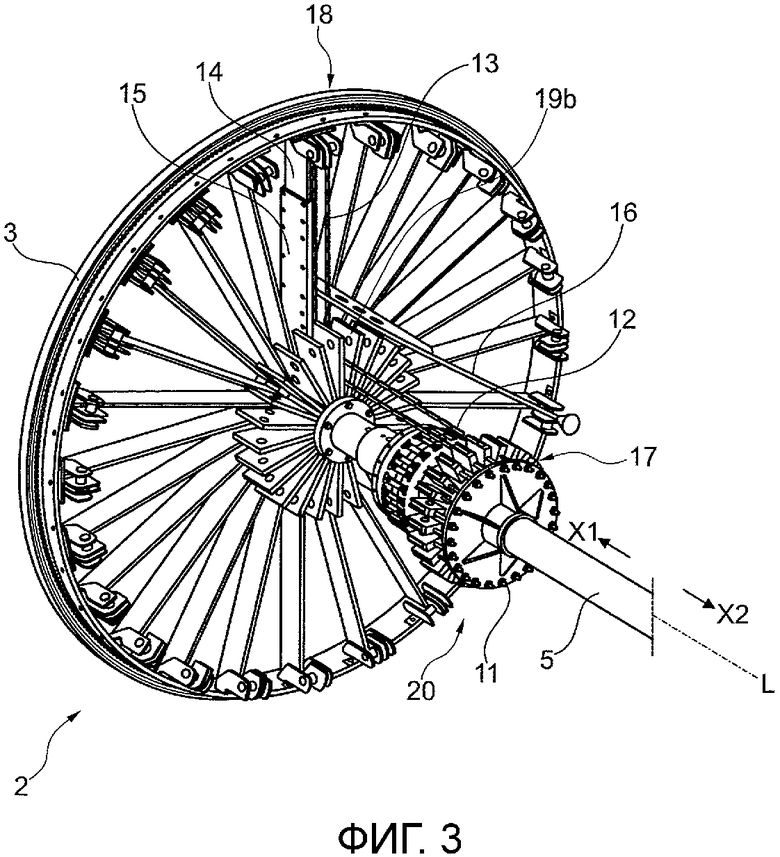
1. Устройство (2) для изготовления арматурных каркасов (10) для бетонных труб с раструбной муфтой, имеющее разводное устройство (20), которое имеет один единственный разводной толкатель (11), причем этот разводной толкатель (11) выполнен с возможностью изменения радиального положения перестановочного элемента (15, 15a, 15b, 15c) для продольной проволоки (34) для арматурных каркасов (10) через передаточное средство (13, 13a, 13b, 13c) разводного устройства (20), в частности во время процесса изготовления арматурных каркасов (10), причем разводное устройство (20) имеет по меньшей мере один формирующий толкатель (12), при этом для движения формирующего толкателя (12) предусмотрен перестановочный привод (30), отличающееся тем, что для линейного движения формирующего толкателя (12) относительно разводного толкателя (11) перестановочный привод (30) опирается на разводной толкатель (11).
2. Устройство (2) по п.1, отличающееся тем, что устройство (2) имеет несколько позиционируемых независимо друг от друга формирующих толкателей (12).
3. Устройство (2) по п.1, отличающееся тем, что передаточные средства (13, 13a, 13b, 13c) разводного устройства (20) имеют несколько упорных элементов, при этом разводное устройство (20) включает в себя упорный элемент в виде формообразователя (27a, 27b), при этом формообразователь (27a, 27b) образует захват для первого упорного органа (22) формирующего толкателя (12), и при этом для каждого формирующего толкателя (12) имеется один формообразователь (27a, 27b) на передаточных средствах (13, 13a, 13b, 13c).
4. Устройство (2) по одному из пп.1-3, отличающееся тем, что все передаточные средства (13, 13a, 13b, 13c) установлены с возможностью движения относительно разводного толкателя (11).
5. Устройство (2) по одному из пп.1-4, отличающееся тем, что разводной толкатель (11) установлен с возможностью движения на передаточных средствах (13, 13a, 13b, 13c), при этом на передаточных средствах (13, 13a, 13b, 13c) зафиксирован упорный элемент (24a, 24b, 24c), который может зажиматься между разводным толкателем (11) и формирующим толкателем (12).
6. Устройство по одному из пп.1-5, отличающееся тем, что разводное устройство (20) имеет упорный элемент в виде ограничителя (26) пути, при этом ограничитель (26) пути образует захват (33) для второй упорной поверхности (25) разводного толкателя (11), при этом ограничитель (26) пути задает максимальное расстояние между первым и/или вторым упорным органом (22, 32) формирующего толкателя (12) и второй упорной поверхностью (25) разводного толкателя (11).
7. Устройство по одному из пп.1-6, отличающееся тем, что перестановочный привод (30) выполнен в виде цилиндра двойного действия.
8. Устройство по одному из пп.1-7, отличающееся тем, что разводной толкатель (11) и формирующий толкатель (12) приводятся в движение разводным валом (5) устройства (2), в частности отдельно друг от друга.
9. Устройство по одному из пп.5-8, отличающееся тем, что положение упорного элемента (24a, 24b, 24c, 26, 27a, 27b) вдоль передаточных средств (13, 13a, 13b, 13c) является изменяемым.
10. Машина (1) для изготовления арматурных каркасов (10), содержащая устройство (2) по одному из пп.1-9.
| EP 1637250 A1, 22.03.2006 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "БИТОЧКИ ОСОБЫЕ С СОУСОМ СМЕТАННЫМ С ТОМАТОМ" | 2008 |
|
RU2360532C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |

