Устройство для комплектации машины для сварки каркаса уже известно.
Одно из известных комплектующих устройств выполнено в виде автоматизированного устройства, которое комплектует машину для сварки каркаса продольными проволоками арматурного каркаса, который должен изготавливаться, причем это устройство по отдельности подает продольные проволоки арматурного каркаса, который должен изготавливаться, одну за другой в направлении продольной оси машины для сварки каркаса, при этом продольная ось соответствует оси вращения машины для сварки каркаса.
При этом у известного устройства устройство и машина для сварки каркаса согласованы друг с другом таким образом, что рабочее колесо машины для сварки каркаса после комплектации одного отдельного приемного положения одной отдельной продольной проволокой вращаться устройством дальше вокруг оси вращения рабочего колеса на одно приемное положение, так чтобы устройством могло комплектоваться следующее приемное положение рабочего колеса, которое еще не укомплектовано продольной проволокой. При этом процесс повторяется до тех пор, пока машина для сварки каркаса не будет укомплектована с помощью устройства всеми продольными проволоками, необходимыми для изготовления арматурного каркаса.
В основе изобретения лежит задача, предоставить улучшенное устройство для комплектации машины для сварки каркаса, в частности, предоставить улучшенное устройство для комплектации машины для сварки каркаса, посредством которого реализуема сравнительно более быстрая комплектация машины для сварки каркаса.
Эта задача решается с помощью признаков п.1 формулы изобретения.
В зависимых пунктах формулы изобретения указаны предпочтительные и целесообразные варианты осуществления изобретения.
Изобретение основывается на устройстве для комплектации машины для сварки каркаса, причем это устройство имеет вдвигающее устройство. Например, это устройство выполнено в виде вдвигающего устройства для подачи продольных проволок в машину для сварки каркаса.
Каркас выполнен, например, в виде арматурного каркаса. Предпочтительно машина для сварки каркаса выполнена для изготовления арматур, в частности для изготовления арматурных каркасов для бетонных труб. Например, машина для сварки каркаса включает в себя сварочную установку для сваривания продольной проволоки с поперечной проволокой и/или узел связывания для связывания продольной проволоки с поперечной проволокой, например, посредством петли. Предпочтительно машина для сварки каркаса включает в себя разводное устройство, которое имеет разводной движок, причем этот разводной движок выполнен для того, чтобы изменять радиальное положение установочного элемента для продольной проволоки арматуры посредством передаточного средства разводного устройства, в частности во время процесса изготовления арматуры. Установочный элемент имеется предпочтительно на разводном колесе машины для сварки каркаса. Передаточные средства разводного устройства выполнены, например, в виде приводной цепи и/или в виде приводной штанги. Разводное колесо, например, главное колесо и/или продвигающее колесо, включает в себя, например, 4-48 спиц, 8-40 спиц, 12-36 спиц, 16-32 спицы или 20-28 спиц, в частности 24 спицы.
Предпочтительно машина для сварки каркаса включает в себя главное колесо и продвигающее колесо. Главное колесо имеется, например, в виде разводного колеса. На главном колесе, в частности на спицах главного колеса, закреплены предпочтительно трубки для направления проволоки. Предпочтительно эти трубки для направления проволоки имеются на главном колесе с возможностью движения в радиальном направлении. Продвигающее колесо выполнено предпочтительно для зажима продольных проволок и для транспортировки продольных проволок вдоль оси вращения машины для сварки каркаса от главного колеса во время изготовления каркаса.
Каркас, например, в виде корпуса арматуры или арматурного каркаса, выполнен предпочтительно в виде арматуры трубы, сваи, опоры и/или столба. Корпус (тело) арматуры, например, в поперечном сечении, в частности, если смотреть поперек продольной протяженности прутка, выполнен прямоугольным, квадратным, многоугольным или полигональным, круглым и/или овальным.
Предпочтительно каркас, например корпус арматуры, имеет множество продольных проволок и одну проволоку, в частности навивочную проволоку, при этом с помощью машины для сварки каркаса продольные проволоки могут соединяться с навивочной проволокой. Возможно также, чтобы на корпусе арматуры были предусмотрены две, три или более навивочных проволок.
Продольная проволока выполнена предпочтительно в виде прутка. Продольная проволока имеется, например, в виде прутка, в частности в виде продольного прутка.
Машина для сварки каркаса выполнена, например, в виде машины для сварки арматурного каркаса сваи и/или машины для сварки арматурного каркаса столба и/или в виде машины для сварки арматурного каркаса трубы и/или в виде машины для сварки арматурных труб. Имеется также возможность изготовления каркаса арматурного мата, например, 3-мерного арматурного мата, с помощью предлагаемой машины для сварки каркаса.
Одним из предпочтительных, в частности существенных вариантов осуществления изобретения является, что вдвигающее устройство имеет приемный элемент для помещения продольных проволок каркаса, который должен изготавливаться с помощью машины для сварки каркаса, при этом вдвигающее устройство имеет множество приемных положений для всех продольных проволок каркаса на приемном элементе, при этом приемные положения имеются в радиальном направлении на расстоянии от оси вращения вдвигающего устройства, при этом вдвигающее устройство выполнено для того, чтобы одновременно подавать в машину для сварки каркаса за один процесс вдвигания по меньшей мере две расположенные на вдвигающем устройстве продольные проволоки, при этом процесс вдвигания продольных проволок в машину для сварки каркаса осуществляется путем движения вдвигающего устройства в осевом направлении оси вращения вдвигающего устройства. Благодаря этому машина для сварки каркаса может сравнительно быстро комплектоваться продольными проволоками. Предпочтительно вдвигающее устройство выполнено для того, чтобы одновременно подавать в машину для сварки каркаса за один процесс вдвигания по меньшей мере 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 14, 16 или по меньшей мере 18 расположенных на вдвигающем устройстве продольных проволок.
Вдвигающее устройство выполнено, например, в виде устройства подачи продольной проволоки.
Под осевым направлением оси вращения следует понимать направление вдоль оси вращения вдвигающего устройства. В частности, под осевым направлением оси вращения следует понимать направление вдоль и/или параллельно продольной протяженности оси вращения вдвигающего устройства. Соответственно под радиальным направлением оси вращения следует понимать направление поперек осевого направления оси вращения. Например, под радиальным направлением оси вращения следует понимать направление поперек продольной протяженности оси вращения вдвигающего устройства к оси вращения или от оси вращения.
Приемный элемент предпочтительно выполнен в виде комплектующего колеса. Предпочтительно этот имеющийся приемный элемент, в частности в виде комплектующего колеса, может двигаться, например, может вращаться вокруг оси вращения вдвигающего устройства.
Комплектующее колесо включает в себя, например, 4-48 спиц, 8-40 спиц, 12-36 спиц, 16-32 спицы или 20-28 спиц, в частности 24 спицы. Комплектующее колесо включает в себя, например, 4, 6, 8, 10, 12, 14, 16, 28, 32, 36, 40, 48 или более спиц. Например, приемный элемент включает в себя более двух приемных положений, в частности более 4 приемных положений. Например, приемный элемент включает в себя 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 36, 40 или 48 приемных положений. Эти приемные положения предпочтительно выполнены в области спиц. Предпочтительно каждая спица включает в себя одно приемное положение.
Приемное положение имеется, например, в виде щелевой выемки на приемном элементе или приемного элемента. Эта выемка выполнена, например, в виде щели. Приемное положение выполнено, например, в виде щелевой, например, U-образной или V-образной выемки. Предпочтительно продольная протяженность выемки выполнена тангенциально к оси вращения вдвигающего устройства. Например, щель распространяется тангенциально к оси вращения вдвигающего устройства.
Предпочтительно вдвигающее устройство выполнено для того, чтобы подавать в машину для сварки каркаса, и/или передавать в машину для сварки каркаса, в частности разводное устройство машины для сварки каркаса, по меньшей мере две расположенные на вдвигающем устройстве продольные проволоки за один единственный процесс вдвигания. Предпочтительно процесс вдвигания включает в себя одно, в частности, единственное движение в исключительно осевом направлении оси вращения. Это движение происходит предпочтительно вдоль протяженности оси вращения вдвигающего устройства. Например, процесс вдвигания включает в себя движение, в частности исключительно параллельное оси вращения. Предпочтительно вдвигающее устройство выполнено для того, чтобы подавать в машину для сварки каркаса все расположенные на вдвигающем устройстве продольные проволоки вместе за один, в частности единственный, процесс вдвигания. Предпочтительно на вдвигающем устройстве могут располагаться все требующиеся для изготовления каркаса продольные проволоки.
Предпочтительно процесс вдвигания осуществляется посредством одного единственного движения вдвигающего устройства в осевом направлении. Например, процесс вдвигания включает в себя несколько, в частности линейных, движений вдвигающего устройства. Например, процесс вдвигания включает в себя несколько движений вдвигающего устройства, причем все движения выполнены параллельно оси вращения вдвигающего устройства. Предпочтительно все движения процесса вдвигания ориентированы параллельно друг другу. Предпочтительно процесс вдвигания осуществляется путем движения приемного элемента в направлении машины для сварки каркаса. Предпочтительно процесс вдвигания включает в себя несколько движений приемного элемента, при этом все движения приемного элемента выполнены параллельно оси вращения вдвигающего устройства. Предпочтительно процесс вдвигания включает в себя поступательное движение приемного элемента к машине для сварки каркаса, в частности к разводному устройству машины для сварки каркаса, и возвратное движение и/или движение обратно от машины для сварки каркаса, в частности от разводного устройства машины для сварки каркаса. Например, поступательное движение должно пониматься как движение вперед.
Предпочтительно вдвигающее устройство, в частности приемный элемент, за один, в частности единственный, процесс комплектации может комплектоваться всеми продольными проволоками, которые требуются для изготовления каркаса. Предпочтительно процесс комплектации осуществляется, в частности полностью, во времени до процесса вдвигания. Предпочтительно вдвигающее устройство выполнено с возможностью комплектации продольной проволокой путем движения продольной проволоки в направлении поперек оси вращения вдвигающего устройства.
Другим предпочтительным, в частности существенным вариантом осуществления изобретения является, что устройство имеет устройство подачи, причем это устройство подачи имеет запасную стойку, разъединительное устройство, транспортировочное устройство и/или передающее устройство и выполнено для того, чтобы подавать продольные проволоки во вдвигающее устройство, при этом вдвигающее устройство выполнено с возможностью комплектации продольной проволокой путем движения продольной проволоки в направлении поперек оси вращения вдвигающего устройства, и устройство подачи комплектует вдвигающее устройство с боковой стороны. Благодаря этому вдвигающее устройство сравнительно быстро может комплектоваться продольными проволоками. Предпочтительно вдвигающее устройство может комплектоваться продольными проволоками с помощью устройства подачи быстрее, чем это нужно машине для сварки каркаса для изготовления каркаса.
Предпочтительно указанная боковая сторона вдвигающего устройства имеется на вдвигающем устройстве по периметру. Например, боковая сторона вдвигающего устройства видна по периметру снаружи. В частности, боковая сторона вдвигающего устройства видна поперек оси вращения вдвигающего устройства от оси вращения. Например, приемный элемент выполнен в виде кольцевого диска, в виде колеса и/или в виде цилиндра и включает в себя боковую поверхность, например, цилиндрическую боковую поверхность. Эта боковая поверхность или цилиндрическая боковая поверхность образует предпочтительно указанную боковую сторону вдвигающего устройства. Предпочтительно приемный элемент образует выемку на боковой поверхности.
Предпочтительно вдвигающее устройство выполнено с возможностью комплектации продольной проволокой в латеральном направлении к оси вращения вдвигающего устройства. Предпочтительно вдвигающее устройство выполнено с возможностью комплектации продольными проволоками в радиальном направлении к оси вращения вдвигающего устройства. Например, продольные проволоки опираются на устройство подачи таким образом, что продольная протяженность продольных проволок ориентирована вдоль протяженности оси вращения, в частности параллельно оси вращения. Например, устройство подачи, в частности передающее устройство, выполнено таким образом, что устройство подачи подает продольные проволоки во вдвигающее устройство в направлении поперек продольной протяженности продольных проволок.
Запасная стойка устройства подачи выполнена предпочтительно так, что на эту или в эту запасную стойку могут складываться больше продольных проволок, чем требуется для изготовления каркаса. Предпочтительно запасная стойка выполнена в виде контейнера, в частности в виде поддона.
Разъединительное устройство выполнено, например, таким образом, что разъединительное устройство из запаса продольных проволок, которые сложены в этой или на этой запасной стойке, забирает одну отдельную продольную проволоку и/или отделяет одну отдельную продольную проволоку от запаса и подает в транспортировочное устройство. Предпочтительно разъединительное устройство выполнено для того, чтобы подавать в транспортировочное устройство одну отдельную продольную проволоку. Предпочтительно разъединительное устройство выполнено для того, чтобы подавать в транспортировочное устройство отдельные продольные проволоки одну за другой.
Например, передающее устройство выполнено, чтобы обеспечивать передачу одной, в частности отдельной продольной проволоки из транспортировочного устройства на вдвигающее устройство. Предпочтительно передающее устройство имеется в виде желоба. Например, этот желоб выполнен таким образом, что продольная проволока, в частности исключительно, поперек своей продольной протяженности может двигаться из транспортировочного устройства в направлении вдвигающего устройства.
Также предпочтительно, чтобы имелись два приемных элемента, причем эти приемные элементы включают в себя приемные положения. Благодаря этому продольные проволоки могут сравнительно надежно и/или в точном положении укладываться на вдвигающее устройство. Также благодаря этому реализуема сравнительно быстрая подача продольных проволок в машину для сварки каркаса.
Предпочтительно приемные элементы расположены рядом друг с другом вдоль оси вращения вдвигающего устройства. Например, приемные элементы расположены друг за другом в осевом направлении оси вращения.
Предпочтительно каждый приемный элемент включает в себя ось вращения. Предпочтительно оси вращения двух приемных элементов распространяются в одинаковом направлении. В частности, оси вращения двух приемных элементов ориентированы параллельно друг другу. Предпочтительно оси вращения двух приемных элементов, в частности всех приемных элементов вдвигающего устройства совпадают друг с другом. Например, оси вращения двух приемных элементов, в частности всех приемных элементов вдвигающего устройства, образуют ось вращения вдвигающего устройства. Например, оси вращения приемных элементов и ось вращения вдвигающего устройства совпадают друг с другом.
Приемные положения предпочтительно распределены по периметру вокруг оси вращения приемных элементов, в частности распределены по периметру вокруг оси вращения вдвигающего устройства.
Возможно, чтобы имелись приемные элементы, удаленные друг от друга на постоянное, в частности неизменное расстояние. Например, приемные элементы механически связаны друг с другом. Например, имеются приемные элементы в осевом направлении удаленные друг от друга на постоянное, в частности неизменное расстояние.
Предпочтительно боковая сторона вдвигающего устройства распространяется в осевом направлении оси вращения вдвигающего устройства от одного приемного элемента к следующему приемному элементу. Например, боковая сторона вдвигающего устройства распространяется вдоль оси вращения вдвигающего устройства от одного приемного элемента к следующему приемному элементу.
Предпочтительно имеющиеся первое приемное положение первого приемного элемента и первое приемное положение второго приемного элемента ориентированы друг относительно друга таким образом, что продольная проволока может располагаться в обоих первых приемных положениях, так что в расположенном состоянии продольной проволоки в первых приемных положениях имеется продольная протяженность продольной проволоки вдоль, в частности параллельно, оси вращения вдвигающего устройства. Например, имеются первый и второй приемный элемент, расположенные друг относительно друга таким образом, что имеются соответственно приемное положение первого приемного элемента и приемное положение второго приемного элемента, ориентированные друг относительно друга таким образом, что все требующиеся для изготовления каркаса продольные проволоки могут располагаться в приемном положении, так что в расположенном состоянии продольных проволок в приемных положениях имеется продольная протяженность продольных проволок вдоль, в частности параллельно, оси вращения вдвигающего устройства.
Например, все приемные положения одного приемного элемента выполнены на приемном элементе, будучи в радиальном направлении одинаково далеко удалены от оси вращения приемного элемента и/или оси вращения вдвигающего устройства. Например, на приемных элементах все приемные положения всех приемных элементов в радиальном направлении одинаково далеко удалены от оси вращения вдвигающего устройства. Предпочтительно все приемные положения на каком-либо приемном элементе выполнены на этом приемном элементе в постоянном положении. В частности, все приемные положения на приемном элементе выполнены на этом приемном элементе в постоянном положении в радиальном направлении оси вращения вдвигающего устройства.
Кроме того, предпочтительно, чтобы имелся по меньшей мере один приемный элемент, обладающий возможностью смещения в осевом направлении вдвигающего устройства. Например, имеется по меньшей мере один приемный элемент, обладающий возможностью смещения вдоль оси вращения вдвигающего устройства и/или вдоль протяженности оси вращения вдвигающего устройства. Предпочтительно каждый имеющийся приемный элемент вдвигающего устройства обладает возможностью смещения, в частности, установлен с возможностью смещения.
Предпочтительно по меньшей мере один приемный элемент может позиционироваться относительно другого приемного элемента. В частности, приемные элементы могут позиционироваться друг относительно друга. Например, имеющийся приемный элемент обладает возможностью позиционирования, в частности смещения, относительно следующего приемного элемента.
Также предпочтительно, чтобы вдвигающее устройство имело вал, причем этот вал и по меньшей мере один приемный элемент соединены друг с другом без возможности вращения, так что вращательное движение вала вызывает вращательное движение приемного элемента. Благодаря этому при вращении вала вокруг оси вращения вала могут изменяться позиции приемных положений. Предпочтительно ось вращения вала соответствует оси вращения вдвигающего устройства.
Возможно также, чтобы имелся вал в виде направляющего узла, причем этот направляющий узел предпочтительно имеет рельсообразный направляющий орган. Например, имеется приемный элемент, направляющийся на валу с помощью рельсообразных направляющих органов в осевом направлении оси вращения. Предпочтительно вал включает в себя два рельсообразных направляющих органа. Например, этот рельсообразный направляющий орган выполнен в виде направляющего рельса.
Предпочтительно вал включает в себя узел передачи для привода приемного элемента. Этот узел передачи выполнен, например, в виде цепной передачи и/или зубчато-ременной передачи.
Предпочтительно вал выполнен таким образом, что он может опираться одним концом вала с возможностью вращения в машине для сварки каркаса. Например, вал вторым концом вала соединен с приводом вдвигающего устройства, причем этот второй конец вала имеется на расстоянии вдоль оси вращения и противоположно первому концу вала. Привод вдвигающего устройства выполнен, например, для приведения в движение, в частности для вращения вала. Возможно также, чтобы на втором конце вала имелся разводной привод для приведения в движение разводного устройства машины для сварки каркаса. Предпочтительно этот разводной привод связан со вторым концом вала.
Также предлагается, чтобы приемный элемент имел опорный элемент, при этом приемный элемент опирается на этот опорный элемент с возможностью вращения. Благодаря этому, например, вал подпирается, в частности опирается посредством первого приемного элемента.
Опорный элемент выполнен, например, в виде чашевидного гнезда, например, в виде получаши. Например, опорный элемент включает в себя направляющую, посредством которой приемный элемент опирается с возможностью вращения вокруг оси вращения приемного элемента, в частности, направляясь вокруг оси вращения вдвигающего устройства. Предпочтительно опорный элемент выполнен в виде опорной ножки, в частности, имеющей чашевидное гнездо. Предпочтительно это чашевидное гнездо образует направляющую для приемного элемента.
Предпочтительно опорный элемент опирается на направляющий элемент с возможностью смещения. В частности, опорный элемент опирается с возможностью смещения вдоль оси вращения вала. Предпочтительно приемные элементы опираются с возможностью смещения на направляющий элемент и/или рельсообрзный направляющий орган. Например, все приемные элементы опираеются с возможностью смещения на направляющий элемент и/или рельсообразный направляющий орган. Направляющий элемент выполнен, например, в виде рельсообразного элемента, например, в виде рельса. Предпочтительно опорный элемент подпирает приемный элемент на поверхностт пола. Например, вдвигающее устройство может ставиться на поверхность пола. Предпочтительно имеющийся опорный элемент опирается через направляющий элемент на поверхность пола.
Предпочтительно второй приемный элемент имеется вдоль оси вращения между первым приемным элементом и приводом вала.
Также предлагается, чтобы приемный элемент включал в себя зажимные элементы, причем эти зажимные элементы выполнены для зажима опирающихся на приемный элемент продольных проволок. Предпочтительно зажимные элементы имеются в области приемного положения, в частности в приемном положении. Предпочтительно в одном приемном положении имеется ровно один зажимной элемент. Например, в каждом одном приемном положении имеются по два зажимных элемента. Например, два зажимных элемента выполнены друг с другом на приемном элементе в виде клещей.
Предпочтительно зажимной элемент включает в себя буферный элемент, например, два буферных элемента. Например, зажимной элемент включает в себя ровно один буферный элемент, например, ровно два буферных элемента. Этот имеющийся буферный элемент является, например, упругим, например, в виде буфера, в частности податливым. Возможно, чтобы имелся буферный элемент в виде резинового буфера.
Предпочтительно в закрытом положении зажимного элемента расположенная в приемном положении продольная проволока зафиксирована в этом приемном положении зажимным элементом. Например, зажимной элемент, в частности упорной поверхностью, прилегает в закрытом положении к продольной проволоке. Предпочтительно зажимной элемент в закрытом положении прижимает продольную проволоку к упору приемного положения, так чтобы имеющаяся продольная проволока была зажата между упором приемного положения и упорной поверхностью зажимного элемента. Благодаря применению буферного элемента предпочтительно может выравниваться разность размеров в диаметре между продольными проволоками, так чтобы каждая расположенная во вдвигающем устройстве продольная проволока в закрытом положении зажимных элементов была зажата посредством зажимных элементов.
Предпочтительно вдвигающее устройство включает в себя, в частности пневматический, узел привода, посредством которого может осуществляться привод движения зажимных элементов. Предпочтительно этот узел привода включает в себя пневматический привод. Этот пневматический привод выполнен, например, в виде пневмоцилиндра. Например, на одном приемном элементе расположены несколько узлов привода, например, два, три, пять или шесть, в частности четыре узла привода. Например, на одном приемном элементе расположены несколько пневматических приводов, например, несколько пневмоцилиндров. Например, на одном приемном элементе имеются два, три, пять, шесть или четыре пневматических привода.
Предпочтительно узел привода включает в себя буферный накопитель, который имеется на приемном элементе. Благодаря применению буферного накопителя вдвигающее устройство выполнено сравнительно быстрым и экономичным. Предпочтительно имеющийся буферный накопитель опирается с возможностью вращения вокруг оси вращения приемного элемента, в частности вокруг оси вращения вдвигающего устройства. Например, узел привода включает в себя несколько буферных накопителей, в частности два, три или четыре буферных накопителя. Например, каждый буферный накопитель расположен на одном приемном элементе. Возможно также, чтобы на каждом приемном элементе были расположены два, три, четыре или более буферных накопителей. Например, буферный накопитель выполнен в виде бака, например, в виде напорного бака. Также предпочтительно, чтобы на продвигающем колесе машины для сварки каркаса и/или на приемном элементе вдвигающего устройства был расположен буферный накопитель таким образом, чтобы этот имеющийся буферный накопитель на продвигающем колесе вместе с другими элементами продвигающего колеса и/или буферный накопитель на приемном элементе вместе с другими элементами приемного элемента мог вращаться вокруг оси вращения машины для сварки каркаса и/или вокруг оси D вращения вдвигающего устройства. Благодаря этому, например, открытие и закрытие фиксирующих элементов продвигающего колеса выполнено сравнительно быстрым.
Предпочтительно имеется буферный накопитель на продвигающем колесе, обладающий возможностью вращения вокруг оси вращения машины для сварки каркаса. Возможно, чтобы на продвигающем колесе были выполнены несколько буферных накопителей, например, два, три, четыре, пять, семь или восемь. В частности, на продвигающем колесе имеются шесть буферных накопителей.
Предпочтительным образом буферный накопитель имеет объем вмещения, например, для сжатого воздуха, в 2 литра. Например, объем вмещения буферного накопителя, например, для сжатого воздуха, имеет величину от 1 до 15 литров. Например, объем вмещения буферного накопителя имеет величину от 1 до 10 литров или от 2 до 10 литров. Например, буферный накопитель в максимально наполненном состоянии находится под давлением от 2 до 12 бар, от 4 до 10 бар или от 6 до 10 бар.
Предпочтительно зажимной элемент может наклоняться на оси наклона, в частности опираться на приемный элемент с возможностью вращения. Например, имеется зажимной элемент приемного элемента, опирающийся с возможностью вращения вокруг оси вращения приемного элемента, в частности вокруг оси вращения вдвигающего устройства. Например, все имеющиеся зажимные элементы одного приемного элемента, в частности вместе, опираются с возможностью вращения вокруг оси вращения приемного элемента, в частности вокруг оси вращения вдвигающего устройства. Предпочтительно все имеющиеся зажимные элементы одного приемного элемента могут приводиться в движение посредством одного единственного привода, в частности могут двигаться. Предпочтительно ось наклона зажимного элемента отличается от оси вращения вдвигающего устройства. Предпочтительно имеющиеся ось наклона зажимного элемента и ось вращения вдвигающего устройства распространяются в одинаковом направлении, например, они ориентированы параллельно друг другу.
Например, имеющийся зажимной элемент может вращаться с помощью узла привода в одном направлении, например, в направлении открытия вокруг оси наклона. Возможно также, чтобы имеющийся зажимной элемент мог вращаться с помощью узла привода в другом направлении, например, в направлении закрытия вокруг оси наклона. Направление закрытия и направление открытия предпочтительно выполнены противоположно.
Также предпочтительно, чтобы в области приемного положения имелся магнитный элемент для магнитного удерживания расположенной на приемном элементе продольной проволоки. Благодаря этому продольная проволока сравнительно просто и быстро, в частности разъемно, может фиксироваться на приемном элементе.
Например, зажимной элемент включает в себя магнитный элемент для магнитного удерживания продольной проволоки в состоянии расположения на приемном элементе. Предпочтительно зажимной элемент и магнитные элементы одного приемного элемента имеются отдельно друг от друга. В частности, зажимные элементы одного приемного элемента имеются на приемном элементе с возможностью движения относительно магнитных элементов приемного элемента.
Предпочтительно магнитный элемент выполнен в виде постоянного магнита, например, в виде ферромагнита. Например, имеется магнитный элемент в виде неодим-железо-борового магнита. Возможно также, чтобы магнитный элемент был выполнен в виде электромагнита. Предпочтительно магнитный элемент выполнен таким образом и/или расположен на приемном элементе таким образом, что продольная проволока может фиксироваться на приемном элементе, в частности исключительно, магнитным элементом.
Предпочтительным оказывается также, чтобы имелись три приемных элемента. Благодаря этому посредством вдвигающего устройства машины для сварки каркаса могут подаваться, в частности, сравнительно длинные продольные проволоки для сравнительно большого и/или длинного каркаса.
Предпочтительно по меньшей мере два из трех приемных элементов опираются с возможностью смещения вдоль оси вращения вдвигающего устройства. Возможно, чтобы два из трех приемных элементов опирались с возможностью смещения вдоль оси вращения вдвигающего устройства, а третий приемный элемент имелся в постоянном положении. Предпочтительно все имеющиеся приемные элементы подвижны друг относительно друга вдоль оси вращения.
Предпочтительно два из трех приемных элементов имеются, в частности, на расстоянии вдоль оси вращения вдвигающего устройства в неподвижном друг относительно друга положении. Предпочтительно два из трех приемных элементов соединены друг с другом без возможности вращения. В частности, два из трех приемных элементов соединены друг с другом на заданном расстоянии вдоль оси вращения. Например, имеющиеся два из трех приемных элементов связаны друг с другом и подвижны, в частности могут смещаться вдоль оси вращения вдвигающего устройства относительно третьего приемного элемента. Предпочтительно два из трех приемных элементов связаны друг с другом, при этом по меньшей мере один из двух приемных элементов не включает в себя зажимных элементов. Возможно также, чтобы два из трех приемных элементов были связаны друг с другом, и только один единственный из двух приемных элементов имел зажимные элементы. Возможно также, чтобы два из трех приемных элементов были связаны друг с другом, и исключительно третий приемный элемент имел зажимные элементы.
Предпочтительным оказывается также, чтобы в случае, когда вдвигающее устройство включает в себя два приемных элемента, в частности три приемных элемента, по меньшей мере два приемных элемента были выполнены, отличаясь друг от друга. Возможно, например, чтобы на первом приемном элементе были расположены зажимные элементы, а на втором приемном элементе не имелось зажимных элементов. Предпочтительно в случае, когда имеются несколько приемных элементов, и два из этих приемных элементов выполнены, отличаясь друг от друга, один из приемных элементов служил для чистой опоры и/или подпирания расположенных продольных проволок вдоль оси вращения вдвигающего устройства. Возможно, например, в случае, когда вдвигающее устройство включает в себя три приемных элемента, чтобы два приемных элемента были выполнены одинаково, а третий приемный элемент был выполнен, отличаясь от двух других приемных элементов. Благодаря этому вдвигающее устройство выполнено сравнительно экономично.
Кроме того, предпочтительно, чтобы приемное положение включало в себя приемное отверстие для помещения продольной проволоки, так чтобы продольная проволока могла располагаться во вдвигающем устройстве сбоку. Например, это приемное отверстие приемного положения имеется в периметрической области приемного элемента, например, на боковой поверхности приемного элемента. Например, приемное отверстие имеется на приемном элементе радиально снаружи, если смотреть относительно оси вращения вдвигающего устройства. Возможно также, чтобы приемный элемент имел приемные отверстия приемных положений в некоторой наружной периметрической области. Возможно также, чтобы приемное отверстие было выполнено на приемном элементе таким образом, чтобы продольная проволока могла располагаться в приемном положении в радиальном направлении к оси вращения вдвигающего устройства.
Также оказывается предпочтительным, чтобы приемный элемент имел подводящую воронку. Например, имеется подводящая воронка, выступающая на приемном элементе в осевом направлении. В частности, подводящая воронка выполнена в области приемного положения. Подводящая воронка выполнена, например, воронкообразно, в частности воронкообразно в виде получаши. Предпочтительно подводящая воронка выполнена и расположена на приемном элементе таким образом, что продольная проволока может подаваться, направляясь в направлении приемного отверстия приемного положения. Предпочтительно один единственный приемный элемент вдвигающего устройства включает в себя подводящую воронку. Например, один, в частности единственный, приемный элемент вдвигающего устройства включает в себя несколько подводящих воронок. Например, один приемный элемент вдвигающего устройства в каждом приемном положении включает в себя по одной подводящей воронке.
Предпочтительно приемный элемент выполнен из нескольких частей. Например, приемный элемент включает в себя несколько приемных органов, например, два или три приемных органа. Приемный орган выполнен, например, в виде круглого кольцевого диска, в виде круглого диска, кольцевого диска и/или в виде кольца. Предпочтительно имеющиеся приемные органы могут вращаться друг относительно друга вокруг оси вращения приемного элемента и/или вокруг оси вращения вдвигающего устройства. Предпочтительно на первом приемном органе расположен магнитный элемент, а на втором приемном органе зажимные элементы. Возможно также, чтобы имелся третий приемный орган, причем на этом третьем приемном органе был расположен магнитный элемент. Например, на первом приемном органе имеется подводящая воронка.
Предпочтительным оказывается также, чтобы, если смотреть в осевом направлении, второй приемный орган имелся между первым и третьим приемным органом. Например, зажимные элементы закреплены на втором приемном органе в постоянном положении, в частности неподвижно. Например, зажимные элементы опираются на второй приемный орган с возможностью наклона вокруг осей наклона зажимных элементов. Например, магнитные элементы в постоянном положении, в частности неподвижно закреплены на первом и/или третьем приемном органе. Предпочтительно движение закрытия и/или движение открытия зажимных элементов из открытого положения в закрытое положение и/или наоборот осуществляется путем относительного движения второго приемного органа по отношению к первому приемному органу и/или к третьему приемному органу, в частности путем движения этих двух приемных органов навстречу друг к другу. Например, движение закрытия и/или движение открытия зажимных элементов из открытого положения в закрытое положение и/или наоборот осуществляется путем вращательного движения второго приемного органа вокруг оси вращения приемного органа, в частности вокруг оси вращения вдвигающего устройства. Например, первый и третий приемный орган соединены друг с другом без возможности вращения.
Имеющийся второй приемный орган, который включает в себя зажимные элементы, предпочтительно отличается от первого и/или от третьего приемного органа. Предпочтительно второй приемный орган включает в себя звездообразный элемент, на котором выполнены зажимные элементы. Этот звездообразный элемент имеется, например, в виде круглого диска, в частности в виде кольцевого круглого диска, на котором, выступая в радиальном направлении, расположены зажимные элементы. Например, этот звездообразный элемент выполнен цельно с зажимными элементами. Предпочтительно второй приемный орган включает в себя, наряду со звездообразным элементом, упорный элемент. Этот упорный элемент имеется, например, в виде одного, в частности единственного, круглого диска, в частности в виде одного, в частности единственного, кольцевого круглого диска. Предпочтительно упорный элемент включает в себя два круглых диска и/или два кольцевых круглых диска. Предпочтительно звездообразный элемент имеется на приемном элементе в осевом направлении между двумя круглыми дисками и/или между двумя кольцевыми круглыми дисками. Предпочтительно приемный элемент и зажимные элементы выполнены в виде дисков, в частности в виде кольцевых дисков. Например, второй приемный орган выполнен в виде колеса. Например, второй приемный орган опирается на первый и третий приемный орган с возможностью вращения между первым и третьим приемным органом.
Предпочтительно звездообразный элемент в закрытом положении прилегает первым буферным элементом к первой ограничительной поверхности упорного элемента. Предпочтительно звездообразный элемент в открытом положении прилегает вторым буферным элементом ко второй ограничительной поверхности упорного элемента. Благодаря этому разные в диаметре продольные проволоки могут зажиматься вторым приемным органом на первом приемном органе.
В одной из предпочтительных модификаций изобретения транспортировочное устройство выполнено в виде бесконечного подъемника, в виде ленточного транспортера, в виде лифта и/или в виде циркулирующего подъемника. Благодаря этому становится возможным разъединение продольных проволок перед подачей продольных проволок во вдвигающее устройство. Тем самым увеличена скорость загрузки при загрузке вдвигающего устройства продольными проволоками с помощью устройства подачи.
Предпочтительно устройство подачи выполнено таким образом, что все требующиеся для изготовления каркаса продольные проволоки перед процессом комплектации, разъединенные, могут укладываться на устройство подачи. Благодаря этому увеличена скорость загрузки при загрузке вдвигающего устройства продольными проволоками с помощью устройства подачи.
Другим предпочтительным вариантом осуществления изобретения является машина для сварки каркаса, которая на трубках для направления проволоки машины для сварки каркаса имеет удерживающие элементы для зажима продольных проволок. Например, машина для сварки каркаса имеет удерживающие элементы для разъемной фиксации продольных проволок. Благодаря этому реализуема сравнительно быстрая подача продольных проволок с помощью вдвигающего устройства, в частности вдвигающего устройства по одному из предыдущих названных вариантов осуществления. Предпочтительно удерживающие элементы выполнены в виде пневматических зажимов, например, в виде пневмозажимов. Трубки для направления проволоки называются, например, также трубками для продевания проволоки.
Другим предпочтительным вариантом осуществления изобретения является машина для сварки каркаса, в частности имеющая устройство по одному из предыдущих названных вариантов осуществления, причем эта машина для сварки каркаса выполнена таким образом, что ось D вращения вдвигающего устройства, в частности вал вдвигающего устройства, может опираться в машине для сварки каркаса. Например, машина для сварки каркаса включает в себя орган опоры оси, так что ось вращения вдвигающего устройства может опираться в машине для сварки каркаса на этот орган опоры оси.
Предпочтительно ось вращения вдвигающего устройства может располагаться на органе осевой опоры машины для сварки каркаса, так чтобы орган осевой опоры подпирал ось вращения. Предпочтительно ось вращения вдвигающего устройства и ось вращения машины для сварки каркаса совпадают друг с другом. Например, ось вращения вдвигающего устройства и ось вращения машины для сварки каркаса совмещены. Например, вал вдвигающего устройства опирается во вращающейся опоре главного колеса машины для сварки каркаса. Предпочтительно вал вдвигающего устройства соединен с главным колесом машины для сварки каркаса.
В одном из предпочтительных вариантов осуществления вдвигающее устройство по одному из предыдущих названных вариантов осуществления является составной частью машины для сварки каркаса, при этом вдвигающее устройство включает в себя приводной вал и устройство привода для привода установочных элементов машины для сварки каркаса. Предпочтительно приводной вал имеется внутри вала вдвигающего устройства и/или внутри рельсообразного направляющего органа вдвигающего устройства. Вал и/или рельсовый направляющий орган вдвигающего устройства имеется предпочтительно в виде четырехгранной трубы. Вал выполнен, например, в виде тянутой четырехгранной трубы. Предпочтительно вал включает в себя рельсообразный направляющий орган.
Предпочтительным оказывается, кроме того, чтобы на машине для сварки каркаса имелось направляющее устройство для направления трубки для направления проволоки машины для сварки каркаса.
Эта трубка для направления проволоки служит для сравнительно простой и безопасной в производстве комплектации машины для сварки каркаса продольной проволокой и одновременно для направления и подпирания продольной проволоки во время производства каркаса с помощью машин для сварки каркаса. Например, на трубке для направления проволоки выполнен удерживающий элемент.
Направляющее устройство включает в себя предпочтительно распространяющиеся в радиальном направлении к оси вращения машины для сварки каркаса направляющие щели, при этом в каждой направляющей щели с возможностью движения в радиальном направлении опирается трубка для направления проволоки. Тем самым обеспечено периметрическое (окружное) расстояние (дистанцирование) между трубками для направления проволоки вокруг оси вращения машины для сварки каркаса. Например, направляющее устройство выполнено в виде диска и/или в виде колеса. Например, направляющее устройство выполнено в виде круглого диска и/или в виде колеса. Возможно, чтобы направляющие щели были выполнены спицеобразно, например, в виде спиц. Предпочтительно направляющее устройство имеется на машине для сварки каркаса на расстоянии от разводного колеса машины для сварки каркаса в осевом направлении оси вращения машины для сварки каркаса.
Одним из предпочтительных вариантов осуществления изобретения является способ комплектации машины для сварки каркаса продольными проволоками с помощью вдвигающего устройства, причем этот способ имеет следующие выполняемые друг за другом этапы способа:
- передвижение приемного элемента вдвигающего устройства в осевом направлении оси вращения вдвигающего устройства в направлении разводного колеса машины для сварки каркаса;
- фиксация продольных проволок с помощью другого приемного элемента и/или с помощью машины для сварки каркаса;
- передвижение приемного элемента вдвигающего устройства в осевом направлении оси вращения вдвигающего устройства от разводного колеса машины для сварки каркаса;
- фиксация продольных проволок с помощью приемного элемента;
- разъединение фиксации продольных проволок с помощью другого приемного элемента и/или разъединение фиксации продольных проволок с помощью машины для сварки каркаса;
- передвижение приемного элемента вдвигающего устройства в осевом направлении оси вращения вдвигающего устройства в направлении разводного колеса машины для сварки каркаса.
Предпочтительно перед вышеназванным способом комплектации осуществляется комплектация вдвигающего устройства некоторым количеством продольных проволок, которое требуется для изготовления каркаса с помощью машины для сварки каркаса.
Пример осуществления поясняется подробнее с помощью нижеследующих схематичных чертежей с указанием других подробностей и преимуществ.
Показано:
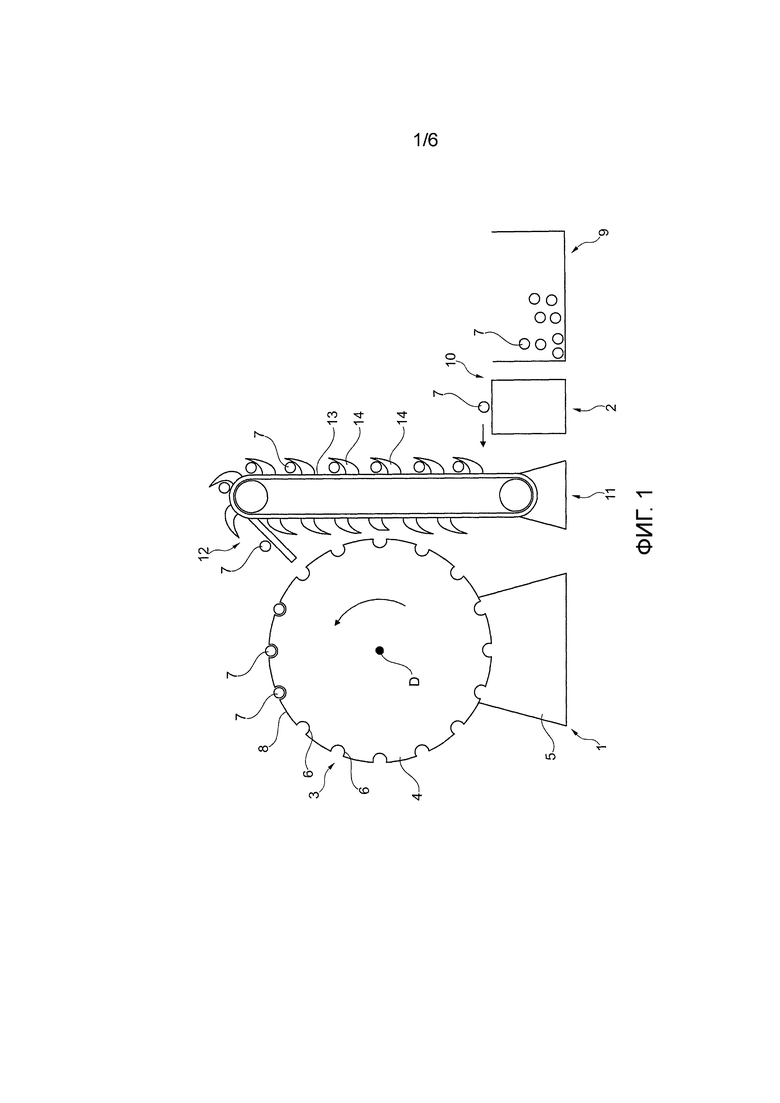
фиг.1: схематичное изображение предлагаемого изобретением устройства на боковом виде в направлении оси вращения устройства;
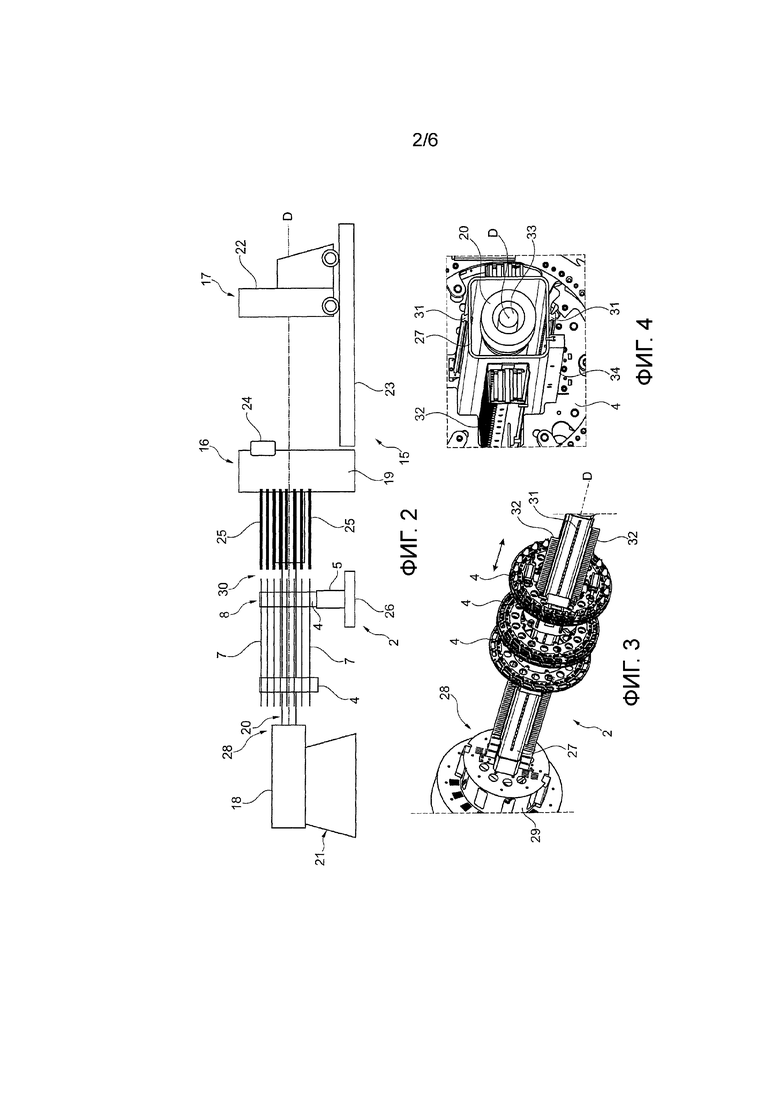
фиг.2: схематичное изображение машины для сварки каркаса вместе с расположенным устройством на боковом виде поперек оси вращения устройства;
фиг.3: местный вид устройства наискосок сбоку и сверху;
фиг.4: вид поперечного сечения отдельного фрагмента устройства наискосок сбоку и спереди;
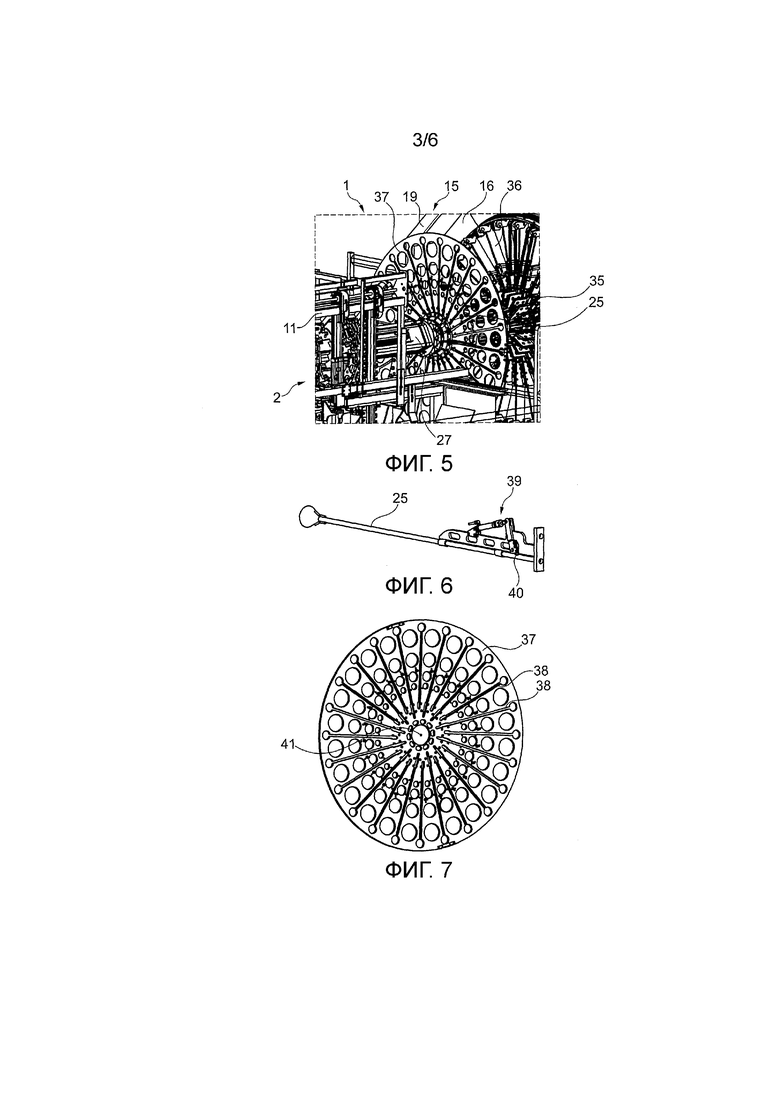
фиг.5: местный вид наискосок сбоку и сзади машины для сварки каркаса вместе с расположенным устройством;
фиг.6: вид наискосок сбоку и спереди трубки для направления проволоки;
фиг.7: вид наискосок сбоку и спереди направляющего устройства;
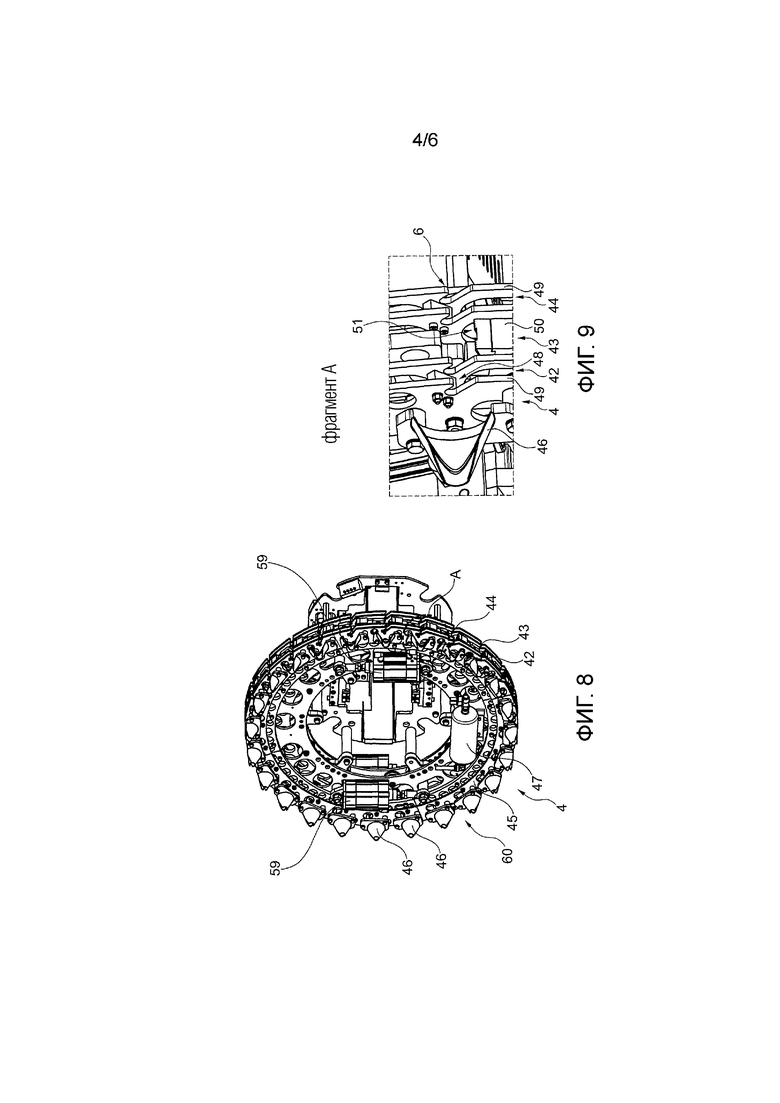
фиг.8: местный вид приемного элемента устройства;
фиг.9: увеличенный фрагмент A приемного элемента в соответствии с фиг.8;
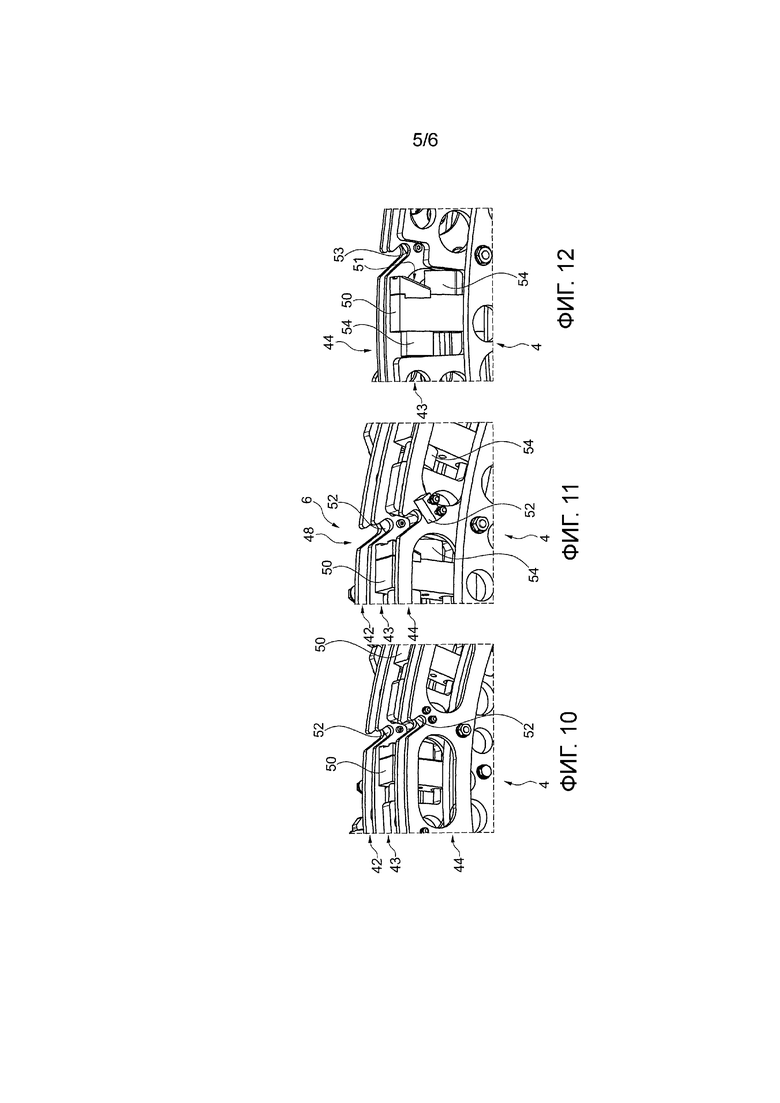
фиг.10-12: соответственно вид фрагмента приемного элемента, если смотреть в осевом направлении, при этом в каждом случае элементы приемного элемента для более легкого понимания скрыты, и
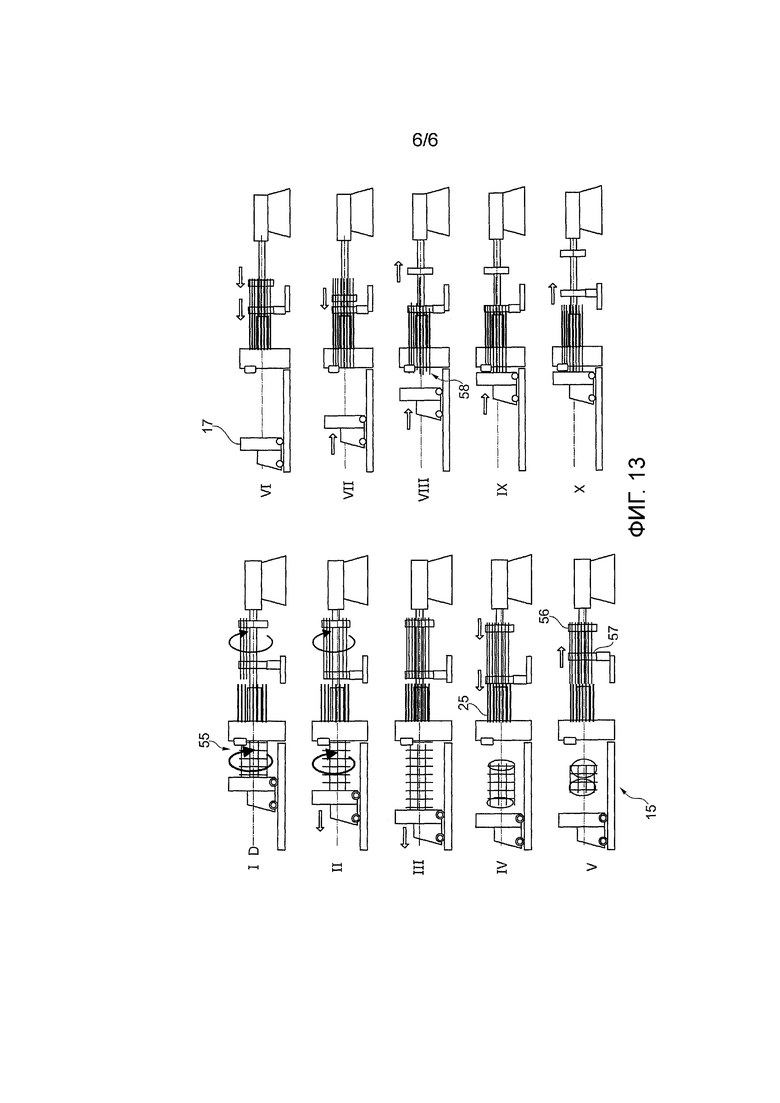
фиг.13: схематичное изображение машины для сварки каркаса вместе с расположенным устройством в различных положениях.
На фиг.1 показано предлагаемое изобретением устройство, включающее в себя вдвигающее устройство 1 и, например, устройство 2 подачи.
Вдвигающее устройство 1 включает в себя, например, комплектующий валик 3, который, например, включает в себя приемный элемент, например, в виде собирающего колеса 4. Предпочтительно приемные элементы, например, собирающие колеса 4 образуют комплектующий валик 3. Собирающее колесо 4 предпочтительно установлено с возможностью вращения вокруг оси D вращения вдвигающего устройства 1, например, на опорной ножке 5. Например, опорная ножка 5 включает в себя ролики, на которые с возможностью вращения опирается собирающее колесо 4. На собирающем колесе 4 выполнены приемные положения (позиция) 6 для помещения продольных проволок 7. Эти приемные положения 6 выполнены на периметрической наружной стороне 8, например, боковой поверхности, собирающего колеса 4, так что вдвигающее устройство 1 выполнено с возможностью комплектации продольными проволоками 7 с боковой стороны.
Устройство 2 подачи включает в себя, например, запасную стойку 9, разъединительное устройство 10, транспортировочное устройство 11 и/или передающее устройство 12. Запасная стойка 9 выполнена, например, в виде поддона, в который могут складываться продольные проволоки 7, собранные в качестве запаса. Разъединительное устройство 10 выполнено, чтобы вынимать продольные проволоки 7 из запасной стойки 9 и по отдельности, в частности одну за другой, подавать в транспортировочное устройство 11. Транспортировочное устройство 11 выполнено, например, в виде ленточного транспортера, имеющего ленту 13 и несколько захватных элементов 14. Например, на транспортировочном устройстве 11 требующееся для изготовления каркаса количество продольных проволок 7, отделенных друг от друга, например, разъединенных, могут складываться на захватные элементы 14. Передающее устройство 12 предпочтительно выполнено в виде желоба, по которому сдаваемые с транспортировочного устройства 11 на передающее устройство 12 продольные проволоки 7 могут скользить в направлении какого-либо приемного положения 6 собирающего колеса 4.
На фиг.2 показано вдвигающее устройство 1 в состоянии расположения на машине 15 для сварки каркаса. Машина 15 для сварки каркаса для изготовления арматурного каркаса имеет, например, главное колесо 16, продвигающую тележку в виде транспортировочной тележки 17 и разводной привод 18. Главное колесо 16 закреплено, например, на главной раме 19, в частности в постоянном положении относительно главной рамы 19, Кроме того, машина 15 для сварки каркаса включает в себя, например, разводной вал 20, который связан с разводной стойкой 21, при этом, например, на разводной стойке 21 расположен разводной привод 18. Транспортировочная тележка 17 включает в себя продвигающее колесо 22 и опирается с возможностью линейного передвижения на направляющие рельсы 23. Главное колесо 16 имеется, например, в виде разводного колеса. На главной раме 19 расположен, например, сварочный и/или связывающий узел 24 для соединения продольной проволоки 7 с поперечной проволокой (не показана). На главном колесе 16 предпочтительно расположены трубки 25 для направления проволоки. Например, на главной раме 19 выполнено устройство привода для привода главного колеса 16. Например, привод на главной раме 19 приводит главное колесо 16 во вращательное движение вокруг оси вращения главного колеса 16.
Предпочтительно по меньшей мере одно собирающее колесо 4 вдвигающего устройства 1 с возможностью смещения установлено и/или подперто посредством опорной ножки 5 на направляющем элементе, который выполнен, например, в виде направляющего рельса 26.
На фиг.3 фрагментарно и в увеличенном виде показан вал 27 вдвигающего устройства 1. На валу 27 вдоль осевого направления оси D вращения вдвигающего устройства 1 подвижно опираются, например, три собирающих колеса 4. Вал 27 связан вторым концом 28 с приводом 29 вдвигающего устройства 1. Например, вал 27 первым концом 30, в частности подвижно, опирается в машине 15 для сварки каркаса, в частности в главном колесе 16.
На валу 27 предпочтительно закреплен направляющий орган, например, в виде направляющего рельса 31, который распространяется вдоль оси D вращения вдвигающего устройства 1. Также, например, на валу 27 расположена зубчато-ременная передача 32, которая распространяется вдоль оси D вращения вдвигающего устройства 1. Возможно, кроме того, чтобы имелось собирающее колесо 4, приводимое в движение посредством зубчатой рейки и редукторного двигателя. Предпочтительно имеются собирающие колеса 4, направляемые направляющим рельсом 31. Предпочтительно имеются собирающие колеса 4, направляемые с помощью направляющего рельса 31. Предпочтительно имеются приводные собирающие колеса 4. Предпочтительно собирающие колеса 4 выполнены с возможностью привода независимо друг от друга с помощью зубчато-ременной передачи 32 и/или посредством зубчато-реечной передачи.
На фиг.4 показан вал 27 в поперечном сечении, поперек оси D вращения вдвигающего устройства 1. Вал 27 предпочтительно выполнен в виде четырехгранной трубы. Предпочтительно внутри выполненного в виде четырехгранной трубы вала 27 расположен разводной вал 20 и, например, приводная штанга 33 и/или приводной вал для привода главного колеса 16 машины 15 для сварки каркаса. Например, на валу 27 имеется позиционирующий узел 34, например, в виде штриховой пластины, решетчатой пластины и/или стеклянной мерной линейки, для определения положения собирающих колес 4 относительно нулевой точки и/или в виде зубчатой рейки.
На фиг.5 на местном фрагменте показано расположенное на машине 15 для сварки каркаса устройство, включающее в себя вдвигающее устройство 1 и устройство 2 подачи. На фиг.5 показано главное колесо 16 машины 15 для сварки каркаса, которое опирается с возможностью вращения на главную раму 19. На главном колесе 16 в радиальном направлении к оси D вращения вдвигающего устройства и/или в радиальном направлении к оси вращения машины для сварки каркаса закреплены трубки 25 для направления проволоки. Имеющиеся трубки 25 для направления проволоки обладают возможностью движения посредством разводных движков машины 15 для сварки каркаса, которые могут приводиться в движение посредством разводного вала 20, вместе с установочными элементами 35 главного колеса 16 в радиальном направлении вдоль спиц 36 главного колеса 16.
Предпочтительно, кроме того, чтобы дополнительно имелось направляющее устройство в виде направляющего колеса 37, при этом трубки 25 для направления проволоки установлены с возможностью направляемого линейного движения по направляющим щелям 38. Предпочтительно на машине 15 для сварки каркаса имеется направляющее колесо 37, обладающее возможностью вращения. Например, имеется направляющее колесо 37, приводимое в движение посредством приводного вала, в частности вместе с главным колесом 16. Направляющее колесо 37 может, например, располагаться на машине 15 для сварки каркаса с возможностью вращения вокруг оси 41 вращения направляющего колеса 37 (фиг.7).
На трубке 25 для направления проволоки предпочтительно имеется, в частности приводимый в движение пневматически, удерживающий элемент 39. Посредством этого удерживающего элемента 39 может предпочтительно разъемно фиксироваться расположенная в трубке 25 для направления проволоки продольная проволока 7. Например, удерживающий элемент 39 включает в себя поршень 40, который в удерживающем состоянии удерживающего элемента 39 прижимает продольную проволоку 7 к внутренней стенке трубки 25 для направления проволоки (фиг.6).
На фиг.8 показано собирающее колесо 4, при этом некоторые части собирающего колеса 4 для лучшего понимания скрыты. Собирающее колесо 4 включает в себя, например, три приемных органа 42, 43, 44. Например, на наружной стороне 45 первого приемного органа 42 выполнена выступающая в осевом направлении поводящая воронка 46. Кроме того, собирающее колесо 4 включает в себя, например, узел 60 привода, включающий в себя буферный накопитель в виде напорного бака 47 и пневматический привод в виде пневмоцилиндра 59.
На первом и, например, на третьем приемном органе 42, 44 предпочтительно имеются приемные положения 7 в виде щелей, которые имеют приемное отверстие 48. Эти приемные отверстия 48 предпочтительно имеются на боковой поверхности 49 первого и третьего приемного органа 42, 44. Второй приемный орган 43 выполнен, например, отличаясь от первого и от третьего приемного органа 42, 44. Второй приемный орган 43 включает в себя, например, зажимной элемент 50, имеющий зажимную поверхность 51.
На фиг.10-12 показан другой фрагмент собирающего колеса 4, при этом на фиг.11 и 12 в каждом случае некоторые части третьего приемного органа 44 скрыты. На первом и третьем приемном органе 42, 44 в области приемных положений 42, 44 выполнены магнитные элементы в виде постоянных магнитов 52. Приемные положения 6 включают в себя, кроме того, предпочтительно опорные поверхности 53, на которые могут опираться продольные проволоки 7, и к которым продольная проволока 7 в закрытом положении зажимного элемента 50 прижимается зажимной поверхностью 51 и тем самым фиксируется. На зажимном элементе 50 предпочтительно расположены буферные элементы 54, посредством которых может выравниваться разность размеров расположенных на собирающем колесе 4 продольных проволок 7, в частности в диаметре. Зажим продольной проволоки 7 осуществляется предпочтительно путем относительного движения, в частности путем вращения второго приемного органа 42, 44. Это относительное движение бывает вызвано, например, движением подъема пневмоцилиндра 59.
На фиг.13 показан один из возможных процессов выполнения способа комплектации машины 15 для сварки каркаса с помощью вдвигающего устройства 1. Например, не исключены другие, в частности иные процессы выполнения способа комплектации машины 15 для сварки каркаса. Вдвигающее устройство 1 в соответствии с фиг.13 включает в себя два собирающих колеса 56, 57.
Далее поясняется процесс выполнения способа, показанный на фиг.13.
Сначала на первом этапе способа (изображение I, фиг.13) вдвигающее устройство 1 комплектуется продольными проволоками 7. При этом имеется предпочтительно стационарное устройство подачи (не показано) и осуществляет комплектацию всегда в одном и том же месте. Более того, собирающие колеса вдвигающего устройства 1 продолжают вращать приемные положения 6 вокруг оси D вращения вдвигающего устройства 1 на одно положение, пока приемное положение 6 не будет укомплектовано продольной проволокой 7 (изображение II, фиг.13). Во время комплектации вдвигающего устройства 1 осуществляется предпочтительно производство каркаса 55 с помощью машины 15 для сварки каркаса.
На следующем этапе способа (изображение III, фиг.13) производство каркаса 55 с помощью машины для сварки каркаса закончено, и, в частности одновременно с окончанием производства, собирающие колеса вместе с продольными проволоками 7 придвигаются к главному колесу 16 вдоль оси D вращения вдвигающего устройства 1.
Во время комплектации машины 15 для сварки каркаса продольными проволоками 7 предпочтительно уже произведенный каркас 55 вынимается (изображения III-V, фиг.13).
Когда собирающие колеса придвинулись к главному колесу 16 машины 15 для сварки каркаса настолько, что имеются продольные проволоки 7 по меньшей мере частично введенные в трубки 25 для направления проволоки, например, второе собирающее колесо 56 зажимает продольные проволоки 7, так что первое собирающее колесо 57 может двигаться вдоль оси D вращения обратно (изображение V, фиг.13). Возможно также, чтобы первое собирающее колесо 57 останавливалось, при необходимости фиксация продольных проволок 7 разъединялась, и второе собирающее колесо 56 транспортировало продольные проволоки 7 далее в направлении машины 15 для сварки каркаса.
Когда первое собирающее колесо 57 подвинулось обратно, предпочтительно оба собирающих колеса 56, 57 фиксируют продольные проволоки 7 и на следующем этапе транспортируют продольные проволоки 7 вдоль оси D вращения дальше в направлении машины 15 для сварки каркаса (изображение VI, фиг.13).
Как только первое собирающее колесо 57 максимально придвинулось к машине 15 для сварки каркаса, при необходимости фиксация продольных проволок 7 на первом собирающем колесе 57 разъединяется, и второе собирающее колесо 56 транспортирует продольные проволоки 7 дальше в направлении машины 15 для сварки каркаса, пока также второе собирающее колесо 56 не достигнет максимально придвинутого к машине 15 для сварки каркаса положения (изображение VII, фиг.13). После этого второе собирающее колесо 56 разъединяет фиксацию продольных проволок 7.
На следующем этапе способа второе собирающее колесо 56 движется обратно в положение комплектации для новой комплектации продольными проволоками 7. В частности, одновременно к продольным проволокам 7, введенным в машину 15 для сварки каркаса, придвигается транспортировочная тележка 17 (изображение VIII, фиг.13).
При этом транспортировочная тележка 17 смещает продольные проволоки 7 вдоль оси D вращения обратно в направлении первого собирающего колеса 57, пока концы 58 продольных проволок 7 не окажутся одинаково далеко введенными в машину 15 для сварки каркаса в направлении транспортировочной тележки 17 (изображение IX, фиг.13). После этого первое собирающее колесо 57 фиксирует продольные проволоки 7, так что без изменения положения продольных проволок вдоль оси D вращения транспортировочная тележка 17 может захватывать продольные проволоки за концы 58. Когда транспортировочная тележка 17 зафиксировала продольные проволоки 7 за их концы 58, первое собирающее колесо 57 разъединяет фиксацию с продольными проволоками 7 и движется обратно в положение комплектации для новой комплектации продольными проволоками 7 (изображение Х, фиг.13).
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Вдвигающее устройство
2 Устройство подачи
3 Комплектующий валик
4 Собирающее колесо
4 Опорная ножка
6 Приемное положение
7 Продольная проволока
8 Наружная сторона
9 Запасная стойка
10 Разъединительное устройство
11 Транспортировочное устройство
12 Передающее устройство
13 Лента
14 Захватный элемент
15 Машина для сварки каркаса
16 Главное колесо
17 Транспортировочная тележка
18 Разводной привод
19 Главная рама
20 Разводной вал
21 Разводная стойка
22 Продвигающее колесо
23 Направляющие рельсы
24 Сварочный и/или связывающий узел
25 Трубка для направления проволоки
26 Направляющий рельс
27 Вал
28 Конец
29 Привод
30 Конец
31 Направляющий рельс
32 Зубчато-ременная передача
33 Приводная штанга
34 Позиционирующий узел
35 Установочный элемент
36 Спица
37 Направляющее колесо
38 Направляющая щель
39 Удерживающий элемент
40 Поршень
41 Ось вращения
42 Приемный орган
43 Приемный орган
44 Приемный орган
45 Наружная сторона
46 Подводящая воронка
47 Напорный бак
48 Приемное отверстие
49 Боковая поверхность
50 Зажимной элемент
51 Зажимная поверхность
52 Постоянный магнит
53 Опорная поверхность
53 Буферный элемент
55 Каркас
56 Собирающее колесо
57 Собирающее колесо
58 Конец
59 Пневмоцилиндр
60 Узел привода
Группа изобретений относится к устройствам для комплектации машины для сварки каркаса проволоками. Устройство содержит вдвигающее устройство для подачи продольных проволок в машину для сварки каркаса, которое имеет множество приемных положений для всех продольных проволок (7) и приемный элемент (4) для помещения продольных проволок каркаса. Приемные положения расположены в радиальном направлении на расстоянии от оси (D) вращения вдвигающего устройства. Вдвигающее устройство выполнено с возможностью одновременной подачи в машину для сварки каркаса по меньшей мере двух продольных проволок. Раскрыта машина для сварки каркаса, содержащая указанное устройство для комплектации. Обеспечивается быстрая комплектация машины для сварки каркаса продольными проволоками. 2 н. и 10 з.п. ф-лы, 13 ил.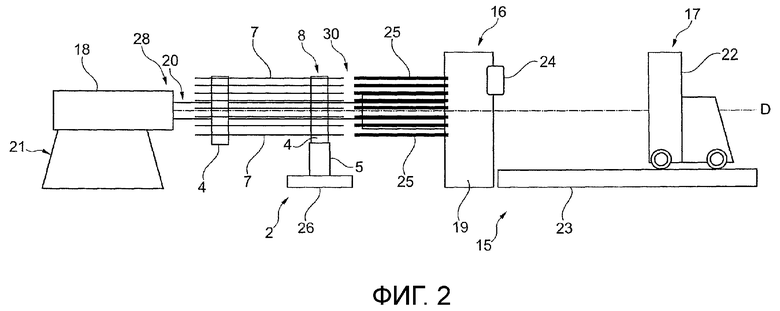
1. Устройство для комплектации машины (15) для сварки каркаса, причем это устройство имеет вдвигающее устройство (1), отличающееся тем, что вдвигающее устройство (1) имеет приемный элемент (4) для помещения продольных проволок (7) каркаса (55), который подлежит изготовлению с помощью машины (15) для сварки каркаса, при этом вдвигающее устройство (1) имеет множество приемных положений (6) для всех продольных проволок (7) каркаса (55) на приемном элементе (4), при этом приемные положения (6) имеются в радиальном направлении на расстоянии от оси (D) вращения вдвигающего устройства (1), при этом вдвигающее устройство (1) выполнено для того, чтобы одновременно подавать в машину (15) для сварки каркаса за один процесс вдвигания по меньшей мере две расположенные на вдвигающем устройстве (1) продольные проволоки (7), при этом процесс вдвигания продольных проволок (7) в машину (15) для сварки каркаса осуществляется путем движения вдвигающего устройства (1) в осевом направлении оси (D) вращения вдвигающего устройства (1), причем имеется также второй приемный элемент (4), причем упомянутые два приемных элемента (4) включают в себя приемные положения (6) и выполнены с возможностью смещения в осевом направлении относительно оси (D) вращения вдвигающего устройства (1).
2. Устройство для комплектации машины (15) для сварки по п.1, отличающееся тем, что устройство имеет устройство (2) подачи, причем это устройство (2) подачи имеет запасную стойку (9), разъединительное устройство (10), транспортировочное устройство (11) и/или передающее устройство (12) и выполнено для того, чтобы подавать продольные проволоки (7) во вдвигающее устройство (1), при этом вдвигающее устройство (1) выполнено с возможностью комплектации продольной проволокой (7) путем движения продольной проволоки (7) в направлении поперек оси (D) вращения вдвигающего устройства (1), и устройство (2) подачи комплектует вдвигающее устройство (1) с боковой стороны.
3. Устройство для комплектации машины (15) для сварки каркаса по п.1 или 2, отличающееся тем, что вдвигающее устройство (1) выполнено для того, чтобы одновременно подавать в машину (15) для сварки каркаса за один процесс вдвигания по меньшей мере две расположенные на вдвигающем устройстве (1) продольные проволоки (7), при этом приемный элемент (4) имеет опорный элемент (5), при этом приемный элемент (4) опирается с возможностью вращения на опорный элемент (5).
4. Устройство для комплектации машины (15) для сварки каркаса по одному из пп.1-3, отличающееся тем, что вдвигающее устройство (1) выполнено для того, чтобы одновременно подавать в машину (15) для сварки каркаса за один процесс вдвигания по меньшей мере две расположенные на вдвигающем устройстве (1) продольные проволоки (7), при этом приемный элемент (4) включает в себя зажимные элементы (50), причем эти зажимные элементы (50) выполнены для зажима опирающихся на приемный элемент (4) продольных проволок (7).
5. Устройство по одному из пп.1-4, отличающееся тем, что вдвигающее устройство (1) имеет вал (27), причем этот вал (27) и по меньшей мере один приемный элемент (4) соединены друг с другом без возможности вращения, так что вращательное движение вала (27) вызывает вращательное движение приемного элемента (4).
6. Устройство по одному из пп.1-5, отличающееся тем, что в области приемного положения (6) имеется магнитный элемент (52) для магнитного удерживания расположенной в приемном элементе (4) продольной проволоки (7).
7. Устройство по одному из пп.1-6, отличающееся тем, что дополнительно содержит третий приемный элемент (4).
8. Устройство по одному из пп.1-7, отличающееся тем, что приемное положение (6) включает в себя приемное отверстие (48) для помещения продольной проволоки (7), так что обеспечена возможность расположения продольной проволоки (7) во вдвигающем устройстве (1) сбоку.
9. Устройство по п.2, отличающееся тем, что транспортировочное устройство (11) выполнено в виде бесконечного подъемника.
10. Машина (15) для сварки каркаса, имеющая устройство для комплектации машины (15) для сварки каркаса по одному из пп.1-9, причем ось (D) вращения вдвигающего устройства (1) установлена в машине (15) для сварки каркаса.
11. Машина (15) для сварки колес по п.10, отличающаяся тем, что на продвигающем колесе машины для сварки каркаса и/или на приемном элементе вдвигающего устройства расположен буферный накопитель таким образом, что этот буферный накопитель на продвигающем колесе вместе с другими элементами продвигающего колеса и/или буферный накопитель на приемном элементе вместе с другими элементами приемного элемента имеет возможность вращения вокруг оси вращения машины для сварки каркаса и/или вокруг оси (D) вращения вдвигающего устройства.
12. Машина (15) для сварки каркаса по п.10 или 11, отличающаяся тем, что на трубках (25) для направления проволоки машины (15) для сварки каркаса имеются удерживающие элементы (39) для зажима продольных проволок (7).
| СПОСОБ ПОЛУЧЕНИЯ ПРИВИТЫХ ПОЛИМЕРОВ ВИНИЛИДЕНХЛОРИДА | 1966 |
|
SU215843A1 |
| EP 3259082 A1, 27.12.2017 | |||
| Линия для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU556876A1 |
| Устройство для очистки сыпучих материалов от металлопримесей | 1974 |
|
SU525485A1 |
| МЕЛЬНИЦА | 1991 |
|
RU2008095C1 |
| Машина для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU577071A1 |

