1
Известна установка для изготовления арматурных каркасов, например трапецеидального сечения, путем гибки поперечного стержня под углом, содержащая корпус, механизм подачи продольных стержней и их базирования . и гибочное устройство двусторонней гибки для поперечных стержней.
В этой установке шаблон выполнен в виде монолитного бруса, равного по длине изготовляемому каркасу с двумя боковыми и нижней профилирующими поверхностями. Четвертой верхней поверхностью шаблон соединен со штоками пневмоцилиндров, поскольку он еще выполняет роль прижима. Следовательно, шаблон не содержит замкнутого профиля изготовляемого пространственного каркаса, например трапецеидального сечения. Поэтому в результате гибки поперечного стержня по шаблону получают каркас П-образной формы, т. е. с неполным профилем. Четвертую же, замыкающую сторону каркаса на таком станке сформировать и тем более приварить к продольному стержню невозможно, в силу чего замыкающую сторону каркаса гнут вручную и приваривают к продольному стержню на другом рабочем месте. Кроме того, конструкция станка обуславливает применение ручного труда при установке заготовок и съеме готовых каркасов. Таким образом, конструкция станка не только
не обеспечивает получение замкнутого профиля пространственного каркаса, но и обуславливает применение ручного труда.
Наиболее существенным недостатком известной установки для изготовления пространственных арматурных каркасов, например трапецеидального сечения путем гибки поперечного стержня под углом является малая его эффективность.
Предложенная установка позволяет устранить указанные недостатки за счет того, что она снабжена размещенными под механизмом базирования механизмом гибки поперечных стержней, выполненным в виде вилкообразного подвижного в осевом направлении рычага, и установленных симметрично относительно механизма базирования прнводных гибочных пальцев, а также размещенным над
механизмом базирования прижимом отогнутых свободных концов поперечных стержней, а механизм базирования продольных стержней выполнен в виде двух симметрично установленных одна относительно другой и имеющих возможность перемещения в плоскости, перпендикулярной оси подачи продольных стержней плит, при этом сварочные электроды расположены соответственно на прижиме, на механизме гибки и на плитах механизма
базирования, а лотки для поперечных стержней размещены на вилкообразном рычаге механизма гибки.
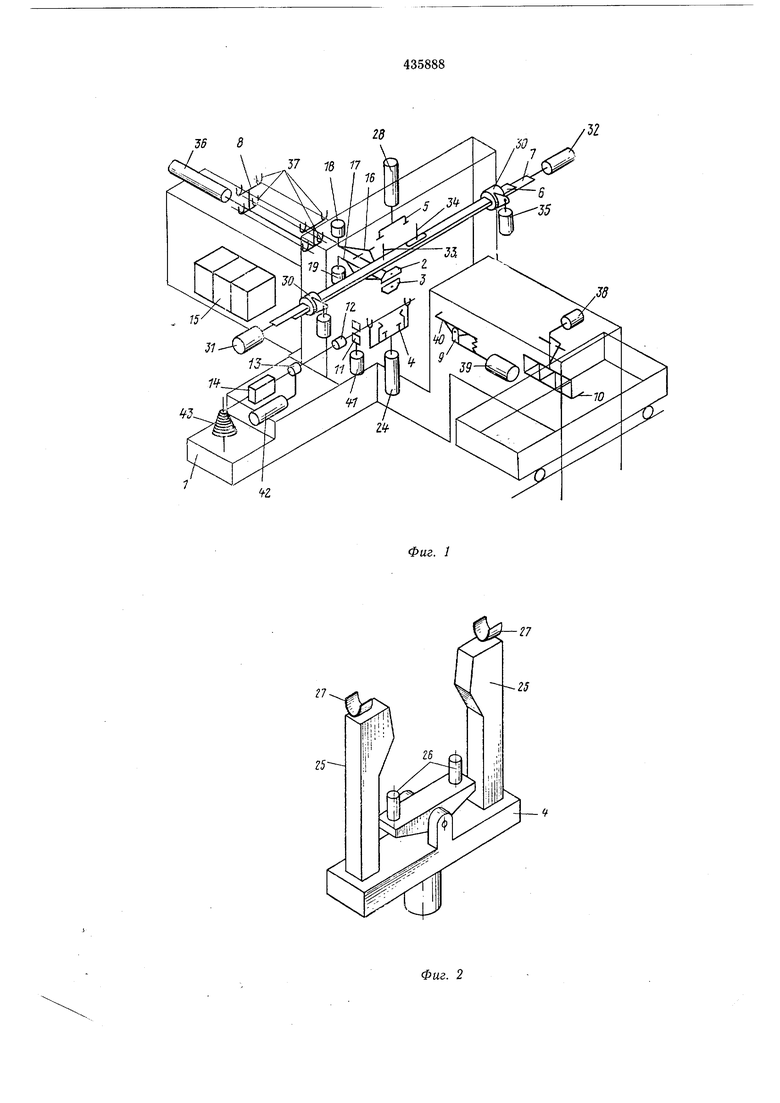
На фиг. 1 изображена установка в аксонометрии; на фиг. 2 показано гибочное устройство двусторонней гибки в аксонометрии; на фиг. 3 - механизм базирования; на фиг. 4- верхний нрижим с электродами.
Установка для изготовления пространственных арматурных каркасов содержит корпус 1, механизм базирования, состоящий из верхней 2 и нижней 3 частей, гибочное устройство двусторонней гибки 4, прижим 5, верхнюю 6 и нижнюю 7 нланки, кондуктор 8, щаговый толкатель 9, приемный лоток-сбрасыватель 10, ножницы И, зажимную цангу 12, подающую цангу 13, нравильное устройство 14 и сварочные трансформаторы 15 с переключателями ступеней.
Верхняя часть 2 механизма базирования жестко закреплена на одном из концов шарнирного рычага 16, смонтированного в корпусе 1 с возможностью поворота вокруг шарнира в вертикальной плоскости и без перемещения вдоль оси шарнира.
Нижняя часть 3 механизма базирования жестко закреплена на одном из концов шарнирного рычага 17, смонтированного в корпусе 1 с возможностью поворота вокруг шарнира в вертикальной нлоскости и без перемещения вдоль осп шарнира. Вторым концом рычаг 16 шарнирно соединен со штоком качающегося цилиндра 18, смонтированного на корпусе 1. Вторым концом рычаг 17 шарнирно соединен со штоком качающегося цилиндра 19, смонтированного на корпусе 1.
На верхней 2 и нижней 3 частях механизма базирования на изоляторах неподвижно закреплены электроды 20, 21, 22 и 23, снабженные продольными по отношению к механизму базирования пазами, которые размещены так, что при разжатом положении центры вписанных окружностей этих пазов расположены в вершинах углов геометрической фигуры, например трапеции, одноименной с поперечным сечением, например трапецеидальным, изготовляемого пространственного арматурного каркаса. Электроды 22 и 23 электрически связаны между собой.
Гибочное устройство двусторонней гибки 4, расположенное под механизмом базирования, жестко закреплено на штоке цилиндра 24, неподвижно смонтированного на корнусе 1, и содержит две гибочные стойки 25, электроды 26, смонтированные шарнирно на изоляторах против пазов электродов 22 и 23 нижней части 3 механизма базирования и электрически связанные между собой и два приемных лотка 27, жестко закрепленных на гибочных стойках 25.
На нрижиме 5, расположенном над механизмом базирования и жестко закрепленном на штоке цилиндра 28, который неподвижно смонтирован на -корпусе 1, щарнирно на изоляторах с размещением против пазов электродов 20 и 21 верхней части 2 механизма базирования смонтированы электроды 29.
Верхняя 6 и нижняя 7 планки, расположенные между прижимом 5 и верхней частью 2 механизма базирования и установленные параллельно горизонтальной плоскости пазов электродов 20 и 21 верхней части 2 механизма базирования и нерпендикулярно вертикальной нлоскости симметрии указанного механизма, смонтированы с возможностью продольного перемещения в направляющих втулках 30, жестко соединены соответственно со щтоками цилиндров 31 и 32, неподвижно смонтированных на корпусе 1, и снабжены
гибочными пальцами, из которых палец 33 жестко закреплен в верхней планке 6, а палец 34 - в нижней планке 7 и свободно проходит через паз верхней нланки 6. Направляющие втулки 30 установлены в корпусе 1 с
возможностью новорота вокруг своих осей и без перемещения вдоль оси новорота и щарнирно соединены со штоками качающихся цилиндров 35, смонтированных на корнусе 1. С одной стороны от механизма базирования и соосно ему расположен кондуктор 8, жестко скреплеппый со штоком цилиндра 36, который неподвижно смонтирован на корпусе
I,и снабженный приемными лотками 37, размещенными против пазов электродов 20, 21,
22 и 23 верхней 2 и нижней 3 частей механизма базирования.
С другой стороны от разжимного шаблона и соосно ему расположен приемный лотоксбрасыватель 10 с возможностью поворота
вокруг горизонтальной оси, щарнирно соединенный со щтоком качающегося цилиндра 38, смонтированного на корнусе 1.
На шаговом толкателе 9, расположенном перед приемным лотком-сбрасывателем 10 и
жестко скрепленном со штоком цилиндра 39, неподвижно установленного на корпусе 1 с возможностью новорота вокруг горизонтальной оси, смонтирован подпружиненный захват 40.
Слева от приемных лотков 27 гибочного устройства двусторонней гибки 4 вдоль их оси расположены последовательно ножницы
II,подвижный нож которых соединен со щтоком цилиндра 41, установленного на корпусе 1, зажимная цанга 12, жестко закрепленная на корнусе 1, подающая цанга 13, жестко закрепленная на штоке цилиндра 42, неподвижно установленного на корпусе 1, и правильное устройство 14, неподвижно установленное на корпусе 1.
На корпусе 1 станка может быть установлен бухтодержатель 43.
Корпус 1 установки может быть сварной пространственной конструкции, изготовленной из стандартных прокатных профилей.
Верхняя 2 и нижняя 3 части механизма базирования могут быть изготовлены из стальной поковки, а электроды 20, 21, 22, 23, 26 и 20 могут быть медными. При этом верхняя 2
и нижняя 3 части могут быть выполнены плоскими с трапецеидальным поперечным сечением, электроды 20, 21, 22 и 23 могут быть выполнены в виде брусков призматической формы, а эелктроды 26 и 29 - в виде стержней цилиндрической формы. Верхняя 6 и нижняя 7 планки могут быть изготовлены из качественной углеродистой стали и выполнены в виде стержней прямоугольного поперечного сечения. Кондуктор 8 может быть сварной пространственной конструкции, изготовленной из стандартных прокатных профилей.
Захват 40 шагового толкателя 9 может быть изготовлен из качественной углеродистой стали и выполнен в виде пластины, один из концов которой снабжен крючком.
Приемный лоток-сбрасыватель 10 может быть сварной пространственной конструкции, изготовленной из прокатных профилей и может быть выполнен Г-образной формы.
Ножницы 11 могут быть выполнены с двумя ножами, из которых один подвижный, а другой неподвижный.
Зажимная 12 и подающая 13 цанги могут иметь одинаковое конструктивное исполнение и состоять из разъемного корпуса с конусной расточкой, разрезной втулки с наружной конусной и внутренней цилиндрической поверхностями и пружины сжатия.
Правильное устройство 14 может быть роликовым, содержащим две группы роликов, расположенных в двух взаимно перпендикулярных плоскостях.
Приемный лоток 37 может быть изготовлен прямой отрезкой из стандартного равнобокого уголка.
Приемный лоток 27 может быть выполнен гибкой из стальной полосы, иметь П-образную форму и может быть открыт сверху.
Цилиндры 18, 19, 24, 28, 31, 32, 36, 38, 39, 41, 42 могут быть стандартными пневматическими и кинематически связанными между собой с подчинением автоматическому циклу работы.
Направляющая втулка 30 может быть изготовлена из качественной углеродистой стали и выполнена с отверстием прямоугольной формы, расположенным по оси.
Сварочные трансформаторы с переключателями ступеней 15 могут быть серийными и могут быть вынесены за пределы станка.
Установка для изготовления пространственных арматурных каркасов, трех- или четырехугольного сечения, например трапецеидального, методом гибки поперечных стержней под углом работает следующим образом.
Четыре продольных стержня каркаса укладывают в приемные лотки 37 кондуктора 8 так, чтобы их торцы с одной стороны были расположены в одной плоскости. Затем включают станок нажатием электрической кнопки «Пуск, после чего щток цилиндра 36 перемещает в направлении к механизму фиксации кондуктор 8 с уложенными на нем продольными стержнями каркаса и останавливает его в таком положении, когда торцы продольных стержней каркаса выйдут за осевую линию приемных лотков 27 гибочного устройства двусторонней гибки 4.
После этого одновременно вступают в работу цилиндры 18, 19 и 42. Цилиндры 18 и 19 соответственно рычагами 16 и 17 разводят одну от другой верхнюю 2 и нижнюю 3 части механизма фиксации и обеспечивают ему тем самым рабочее положение, базирование продольных стержней каркаса пазами электродов 20, 21, 22 и 23 и получение заданного профиля и заданных размеров изготовляемого пространственного арматурного каркаса. Цилиндр 42 перемещает подающую цангу 13
5 с -пролущенной через нее проволокой в направлении к приемным лоткам 27 гибочного устройства двусторонней гибки 4, тем самым подающая цанга 13 разматывает проволоку из бухты, надетой на бухтодержатель 43, протягивает ее через роликовое правильное устройство 14, проталкивает проволоку далее через зажимную цангу 12 на приемные лотки 27 гибочного устройства двусторонней гибки 4 на заданную длину, обусловленную периметром
5 поперечного сечения изготовляемого пространственного арматурного каркаса.
После этого цилиндр 42 останавливает подающую цангу 13 и затем возвращает ее в исходное положение, при этом зажимная
0 цанга 12 удерживает проволоку от обратного перемещения вслед за подающей цангой 13. 1Дилиндр 42 останавливает подающую цангу 13 после подачи ею проволоки на приемные лотки 27, вступает в работу цилиндр
5 41, в результате чего подвижной нож ножниц 11, соединенный со щтоком цилиндра 41, движением на неподвижный нож ножниц 11 отрезает от проволоки поперечный стержень изготовляемого пространственного арматурного каркаса, после чего цилиндр 41 возвращает подвижной нож ножниц 11 в исходное положение.
После отрезки поперечного стержня каркаса от проволоки вступает в работу цилиндр
5 24, в результате чего его шток перемещает гибочное устройство двусторонней гибки 4 по направлению к механизму фиксации. При таком движении поперечный стержень каркаса, расположенный в приемных лотках 27, встречает в качестве упора нижние продольные стержни каркаса, расноложенные в механизме фиксации, которые затормаживают его движение. При дальнейщем движении щтока цилиндра 24 гибочные стойки 25 отгибают
5 концы поперечного стержня каркаса и обжимают их в конце хода штока цилиндра 24 по боковым сторонам механизма фиксации, обеспечивая тем самым прилегание отогнутых концов поперечного стержня каркаса к
0 продольным стержням каркаса с боков. Также в конце хода щтока цилиндра 24 электроды 26 прижимают поперечный стержень каркаса снизу к продольным стержням каркаса. Затем в работу одновременно вступают ци5 линдры 35, которые движением щтоков вверповорачивают направляющие втулки 30, а вместе с ними верхнюю планку 6, нижнюю планку 7 и гибочные пальцы 33 и 34 до такого положения, когда их концы будут заведены за оси отогнутых концов поперечного стержня каркаса и в то же время расположены над наружной поверхностью верхних продольных стержней каркаса не менее чем на два диаметра поперечного стержня каркаса. После этого одновременно в работу вступают цилиндры 31 и 32, штоки которых, перемещаясь в направлении к механизму фиксации, обеспечивают встречное движение гибочных пальцев 33 и 34, которые осуществляют тем самым гибку свободных концов поперечного стержня каркаса вокруг верхних продольных стержней каркаса. После этого цилиндры 31 и 32 возвращают верхнюю 6 и нижнюю 7 планки в исходное положение и в работу вступает цилиндр 28, который движением штока в направлении к механизму фиксации обеспечивает поджатие электродами 29 отогнутых гибочными пальцами 33 и 34 концов поперечного стержня к продольным стержням каркаса сверху. При этом один из электродов 29 поджимает к одному из верхних продольных стержней каркаса оба конца поперечного стержня каркаса, обеспечивая тем самым получение поперечного профиля изготовляемого каркаса замкнутым.
Затем в работу вступают сварочные трансформаторы 15, от которых сварочный ток проходит через электроды и происходит одновременная сварка поперечного стержня со всеми продольными стержнями каркаса, а концов поперечного стержня - на одном и том же продольном стержне. После сварки и отключения сварочных трансформаторов 15 срабатывают одновременно цилиндры 28, 35. 24, 18 и 19. При этом цилиндр 28 возвращает в исходное положение прижим 5 с электродами 29, цилиндры 35 возвращают в исходное положение направляющие втулки 30, цилиндр 24 возвращает в исходное положение гибочное устройство двусторонней гибки 4, а цилиндры 18 и 19 сводят одну с другой верхнюю 2 и нижнюю 3 части механизма фиксации, обеспечивая в дальнейшем свободное перемещение продольных стержней каркаса при наличии на них выпученного металла в местах сварки встык.
После этого вступает в работу цилиндр 39, который движением щтока по направлению к разл имному щаблону заводит крючок подпружиненного захвата 40 снизу за поперечный стержень каркаса и обратным движением щтока крючком захвата 40 перемещает изготовляемый каркас за поперечный стержень на величину щага поперечных стержней каркаса, заталкивая каркас на приемный лоток-сбрасыватель 10.
После этого снова одновременно вступают в работу цилиндры 18, 19 и 42 и тот же цикл работы описанных рабочих органов установки автоматически повторяется. До того как будут сварены последние три-четыре поперечных стержня каркаса с продольными, цилиндр 36 возвращает кондуктор 8 в исходное положение с тем, чтобы время загрузки его новой партией продольных стержней каркаса
было перекрыто автоматической работой станка.
После того как сварен последний поперечный стержень каркаса с продольными н готовый пространственный арматурный каркас
снят с механизма фиксации захватом 40 и размещен на приемном лотке-сбрасывателе 10, вступает в работу цилиндр 38, который, втягивая поршень, поворачивает приемный лоток-сбрасыватель 10 вокруг горизонтальной оси до тех пор, пока готовый каркас свободно не выпадет из лотка-сбрасывателя 10, например в тележку, расположенную под ним. Затем щток цилиндра 38 возвращает лоток-сбрасыватель 10 в исходное положение.
На этом полный цикл работы установки по автоматическому изготовлению пространственного арматурного каркаса закончен и для изготовления следующего каркаса этот цикл повторяют.
Предмет изобретения
Установка для изготовления арматурных каркасов, содержащая установленные в технологической последовательности на станине
механизмы подачи продольных стержней и их базирования, правильный и отрезной механизмы, а также загрузочное устройство с лотками для подачи поперечных стержней и сварочную машину с электродами, отличающаяся тем, что, с целью обеспечения возмол{ности изготовления пространственных арматурных каркасов, она снабжена размещенными под механизмом базирования механизмом гибки поперечных стержней, выполпенным в виде вилкообразного подвижного в осевом направлении рычага и установленных симметрично относительно механизма базирования приводных гибочных пальцев, а также размещенным над механизмом базирования
прижимом отогнутых концов поперечных стержней, а механизм базирования .продольных стержней выполнен в виде двух симметрично установленных одна относительно другой и имеющих возможность перемещения в
плоскости, перпендикулярной оси подачи продольных стержней плит, при этом сварочные электроды расположены соответственно на прижиме, на механизме гибки и на плитах механизма базирования, а лотки для поперечных стержней размещены на вилкообразном рычаге механизма гибки.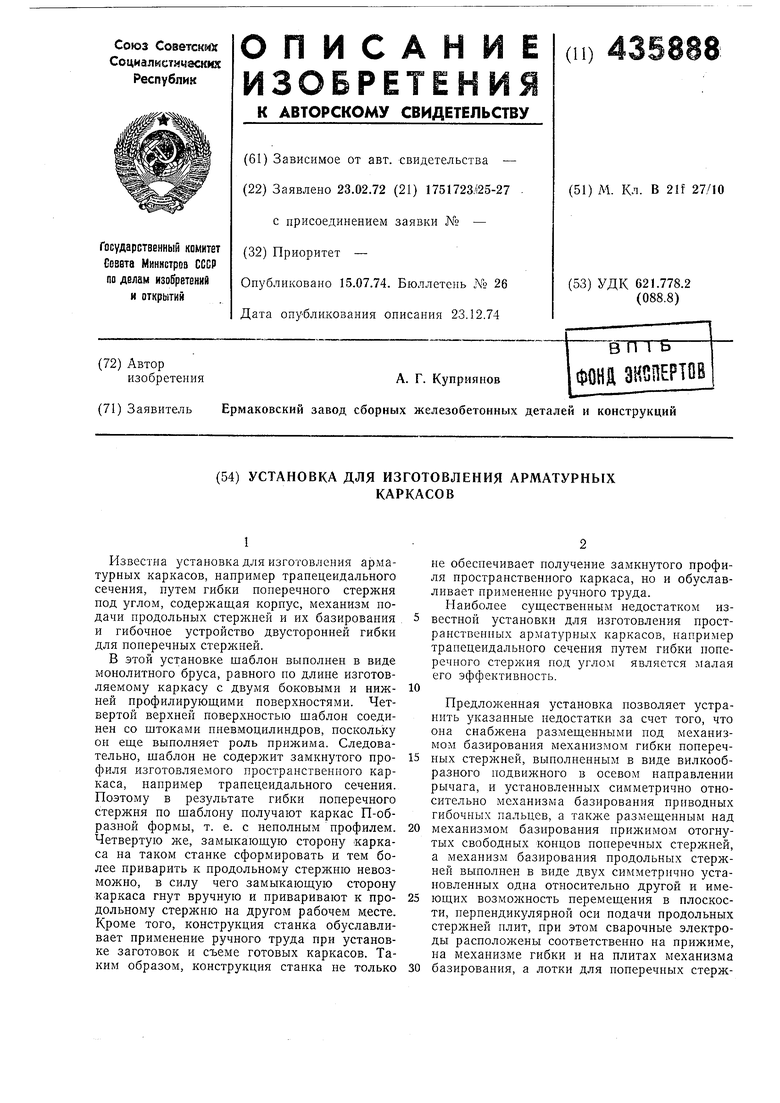
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления арматурных каркасов | 1980 |
|
SU872118A1 |
| Устройство для гибки арматурных каркасов | 1978 |
|
SU937092A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1297977A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1975 |
|
SU712182A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |