Изобретение относится к способам оценки массового износа при трибологических испытаниях различных материалов и касается преимущественно покрытий, слоев, включений и различных структур малой толщины (от единиц микрометров и менее) и может быть использовано как для оценки износостойкости тонких покрытий, так и для послойного изучения износостойкости переходных зон упрочненных материалов различной природы (металлы, композиционные материалы и т.д.). Способ также применим при оценке износа массивных материалов обладающих повышенной износостойкостью.
Известно большое количество схем, способов и устройств, применяемых для изучения трибологических характеристик трибосопряжений и материалов контактирующей пары - износа, коэффициента трения и т.п.
При изучении износостойкости металлов и сплавов большое распространение получил способ испытаний на абразивное изнашивание, предложенный М.М. Хрущевым [Хрущев М.М., Бабичев М.А. Абразивное изнашивание. - Москва: Наука, 1970. - 251 с.], согласно которому испытания проводятся путем истирания об абразивную поверхность (закрепленный абразив) монолитных образцов из испытуемого и эталонного материалов на равных путях трения с последующим сравнением износа по уменьшению длины образцов или по потере их массы:

где ε - относительная абразивная износостойкость материала или покрытия, отнесенная к стандартному (эталонному) материалу; Δmэ, Δmи - абсолютный износ эталонного и испытуемого материала по массе; dэ, dи - фактический диаметр эталонного и испытуемого образцов;
Стандарт, основанный на этом способе [ГОСТ 17367-71. Металлы. Метод испытания на абразивное изнашивание при трении о закрепленные абразивные частицы], специально не оговаривает возможности испытания покрытий, хотя массивные покрытия (до нескольких мм) могут контролироваться им без существенной корректировки методики.
Основным недостатком этого способа является невозможность проведения испытаний на покрытиях малой толщины - 0.1 мм и менее. Это связано с тем, что для тонких покрытий, когда процесс изнашивания относительно скоротечен величина износа образца нередко превышает толщину покрытия и расчетная зависимость (1), приведенная в [ГОСТ 17367-71. Металлы. Метод испытания на абразивное изнашивание при трении о закрепленные абразивные частицы] теряет физический смысл.
Таким образом прямой перенос стандартной методики на изнашивание тонких покрытий невозможен из-за сложности фиксации момента полного истирания покрытия.
Известен также «Способ испытания покрытий на абразивное изнашивание» [Авторское свидетельство СССР, №1377669, G01N 3/56 // Тарасов В.В., Бурнышев И.Н., Махнев Е.С. - Бюл. №8 от 29.02.1988.]. Здесь, в отличие от стандартного, испытуемое покрытие наносится на образец, изготовленный из эталонного материала. Кроме того, в испытании учтено, что изнашивание покрытия и эталонного материала могут проводиться на разных путях трения. Изнашивание при этом ведется с гарантированным превышением толщины покрытия, после чего испытанию подвергается материал эталона. Расчет относительной износостойкости покрытия ε по отношению к эталону ведется по зависимости
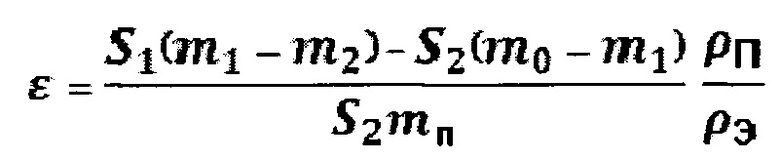
где S1 и S2 - пути трения при изнашивании покрытия и материала основы (эталонного материала) соответственно, мм;
m0, m1 и m2 - массы образцов после приработки материала основы (эталона) перед нанесением покрытия, после изнашивания испытуемого покрытия и после изнашивания материала основы соответственно, г;
mn - масса материала покрытия после приработки, г.
ρn, ρэ - плотности эталонного материала и испытуемого покрытия соответственно.
Однако этот способ также имеет недостаток, который накладывает ГОСТ 173647-71. Использование образцов диаметром 2 мм для покрытий толщиной слоя от 12 до 30 мкм и плотностью от 6 до 13 г/см3 могут быть измерены с достаточной точностью на весах второго класса точности с погрешностью 0,5 мг. Однако целый ряд гальванических покрытий не попадает в указанный диапазон. В связи с этим, возникают ситуации, когда масса покрытия сопоставима с погрешностью измерения весов, что делает невозможным определение износостойкости с достаточной точностью.
Наиболее близким к предлагаемому способу по совокупности признаков является «Способ оценки относительной износостойкости материала» [Патент РФ, №2315284, G01N 19/02 // Тарасов В.В., Чуркин А.В., Черепанов И.С., Лоханина С.Ю. - Бюл. №2 от 20.01.2008], согласно которому при оценке относительной износостойкости используют два идентичных образца, причем один из них непосредственно подвергается изнашиванию, а другой служит для определения толщины упрочненного слоя и собственно в испытаниях на изнашивание не участвует. Контролируемым параметром в обоих случаях являются линейные размеры.
Недостатком вышеуказанных способов является малая производительность при исследовании материалов с высокой твердостью (например, типа твердых сплавов). Так, при низких нагрузках (до 3-5Н) во время испытаний для получения заметных величин износа требуется значительное время.
Кроме того, для получения точных значений величины износа необходимо применение оборудования высокой точности как при контроле линейных размеров, так и при измерениях массовых значений износа.
Это существенно ограничивает возможности этих способов особенно при оценке износостойкости тонких покрытий и поверхностных структур.
Задачей предлагаемого изобретения является расширение функциональных возможностей способа и повышение точности измерения износостойкости материала тонких покрытий и структур малой толщины.
Задача решается за счет того, что в способе оценки износостойкости материала, включающем использование группы не менее, чем из двух идентичных образцов с нанесенным покрытием, один из которых изнашивают на глубину, превышающую толщину покрытия с измерением параметров образца до и после испытаний. Особенность состоит в том, что испытанию подвергаются все образцы группы, у которых производят одновременное измерение массы до испытаний, затем осуществляют последовательное раздельное изнашивание образцов в идентичных условиях и повторяют одновременное взвешивание образцов группы, а величину относительной износостойкости материала покрытия определяют из выражения:

где S1 и S2 - пути трения при изнашивании покрытия и материала основы соответственно, мм;
М0, М1 и М2 - суммарные массы образцов после приработки материала основы перед нанесением покрытия, после изнашивания испытуемого покрытия и после изнашивания материала основы соответственно, г;
mn - суммарная масса нанесенного (испытуемого) покрытия, г.
Кроме того, требуется уточнение количества испытуемых образцов N в группе, которое позволяет достигнуть необходимой точности измерений износа, определяемое из выражения:

где hn, ρn - толщина и плотность материала испытуемого покрытия;
Аед - рабочая площадь единичного образца группы;
Δmси - погрешность взвешивания (назначается по паспорту применяемого средства измерения).
Способ реализуется следующим образом:
1. Определяют количество образцов N в партии (группе).
2. Формируют партию идентичных образцов N (одинаковой формы и размеров, изготовленных по единой технологии из одного эталонного материала).
3. Прирабатывают рабочие поверхности всех образцов.
4. Производят одновременное взвешивание всей партии приработанных образцов и определяют ее суммарную исходную массу М0 до нанесения покрытия.
5. Последовательно по заданной технологии наносят испытуемое покрытие на рабочую поверхность каждого из образцов партии. В допустимых случаях, исходя из технологических условий нанесение покрытия может производиться одновременно.
5а*. Прирабатывают поверхность нанесенного покрытия на всех образцах партии. Операция может исключена в том случае, когда толщина нанесенного покрытия соизмерима с шероховатостью рабочей поверхности образцов в партии. Обычно это касается тонких покрытий (менее 2-3 мкм).
6. Производят одновременное взвешивание всей партии образцов и определяют ее массу после нанесения покрытия
M0n=М0+mn.
7. Определяют (рассчитывают) суммарную массу нанесенного покрытия:
mn=M0n-М0
8. Последовательно и раздельно производят изнашивание каждого из образцов партии при заданных режимах (сила нагружения образца, скорости его перемещения по изнашивающей поверхности (поступательная и вращательная), температура, влажность, среда испытаний и т.п. по необходимости). Изнашивание реализуют с превышением толщины нанесенного (тестируемого) покрытия.
9. Производят одновременное взвешивание всей партии изношенных образцов и определяют ее суммарную массу после испытаний - M1.
10. Последовательно и раздельно изнашивают материал основы каждого образца. Измеряют суммарную массу всех образцов после истирания материала основы - М2.
11. Рассчитывают относительную износостойкость материала покрытия по формуле:
где S1 и S2 - пути трения при изнашивании покрытия и материала основы соответственно, мм;
М0, M1 и М2 - суммарные массы образцов после приработки материала основы перед нанесением покрытия, после изнашивания испытуемого покрытия и после изнашивания материала основы соответственно, г;
mn - суммарная масса нанесенного (испытуемого) покрытия, г.
Для реализации предлагаемого способа и расчета количества образцов для испытуемой партии N предварительно рассчитывают суммарную площадь всех образцов группы AN, исходя из следующих исходных данных:
из априорных данных - ориентировочно толщина наносимого (испытуемого) покрытия - hn. Устанавливается (рассчитывается) исходя из опыта работы на технологическом оборудовании с учетом известных режимов обработки.
Таким же образом принимается (выбирается) плотность материала покрытия ρn, наносимого на рабочую поверхность каждого образца группы - она задается на основе технологических режимов нанесения покрытий. При этом принимается минимальная величина из предполагаемого набора значений.
Очевидно, что погрешность средства измерения массы партии образцов Δmси должна быть пренебрежимо мала (незначима) по сравнению с измеряемыми величинами, т.е. ее значение не должно превышать 1/3 от разности значений потери суммарной массы образцов на любом этапе испытания согласно метрологическим нормативам [ГОСТ Р 8.736-2011 ГСИ. Измерения прямые многократные. Методы обработки результатов измерений. Основные положения. - М.: Стандартинформ, 2013].
Таким образом, исходя из выше сказанного, погрешность средства измерения Δmси на этапе измерения толщины покрытия может быть выражена следующим неравенством:

где AN - суммарная рабочая площадь всех образцов группы N;
hn - предполагаемая толщина испытуемого покрытия в партии;
ρn - плотность материала покрытия;
Правая часть неравенства (3) представляет собой массу испытуемого материала, нанесенного на образцы из эталонного материала. Левая часть - минимальную чувствительность (точность) средства измерения (аналитических весов) для корректного измерения указанной массы.
Для оценки величины единичного образца Аед=AN/N, перепишем (3) в виде

Для проведения испытаний по предлагаемому способу необходимо сформировать группу идентичных образцов, количеством N, геометрические характеристики которых определяются с учетом конструктивных параметров экспериментальной установки (машины трения), исходя из размеров базовых элементов и установочных приспособлений.
Важным фактором выбора формы и размеров образцов является технология их изготовления и способ нанесения испытуемого покрытия, которые могут накладывать дополнительные ограничения на геометрию образцов.
Определяющим моментом подготовки испытаний будет обеспечение воспроизводимых режимов обработки, обеспечивающих идентичность параметров наносимого покрытия на всех образцах группы. В некоторых случаях технологически допускается одновременное нанесение покрытий для всей партии образцов (например, гальваническое осаждение покрытий и т.п.).
Выбрав размеры и форму единичного образца и зная его рабочую площадь (Аед) можно рассчитать общее количество образцов N в группе:

Очевидно, что полученная из (3) величина N округляется до ближайшего большего целого числа. Таким образом, могут быть рассчитаны все конструктивно-технологические и метрологические параметры проведения испытаний по предлагаемому способу оценки массового износа материала.
Пример конкретного выполнения способа:
Материал эталонных образцов - сталь 45. Шероховатость поверхности не выше 1,2 мкм по Ra, размеры образцов после приработки ∅3×16 мм.
Измерения массы образцов на различных этапах испытаний проводились с точностью до 0,5 мг (Δmси=0,0005 г) на весах лабораторных ВЛ-210 специального класса точности. В процессе испытаний оценивалась износостойкость никелевого покрытия, нанесенного электроосаждением из раствора сульфата никеля (с концентрацией 250 г/дм3), в присутствии хлорида натрия (С=15 г/дм3) и борной кислоты в количестве 32 г/дм3 для создания кислотности среды равной 5,20 единиц рН, при температуре 40°C и плотности тока 2,0 А/дм2.
1. Определялось минимальное количество испытуемых образцов исходя из неравенства (5).
N≥3Δmси/Аед hn ρn,
где
 .
.
Испытуемое покрытие - никель hn=0,012 мм (12 мкм), плотность которого справочным данным составляет ρn=0,0089 г/мм3. После подстановки в (3) получили N≥1,98.
Поэтому для испытаний были подготовлены 2 образца из стали 45 (ρэ=0,0078 г/мм3) с указанными выше характеристиками.
2. Далее проводилась приработка образцов.
3. Определялась суммарная масса двух, подготовленных к нанесению покрытия, которая составила М0=1,2764 г.
4. На торцевые поверхности образцов наносилось никелевое покрытие с последующей приработкой. Завершение приработки оценивалось визуально на оптическом микроскопе МБС - 1 (×50) по равному блеску поверхности при исчезновении следов предварительной обработки.
5. После нанесения и повторной приработки поверхности покрытия производилось измерение общей массы двух образцов M0n=1,2969 г. Далее по результатам взвешивания вычислялась масса покрытия mn=M0n-М0=(1,2969-1,2764) г=0,0205 г.
6. Последовательно и раздельно производили изнашивание каждого образца на машине трения SRV-III по схеме диск - (с абразивной шкуркой К180) - палец. Испытания проводились при трении торца цилиндрического образца (пальца) по поверхности абразивной шкурки по спирали Архимеда в направлении от центра к периферии; радиальная подача образцов на каждый оборот диска равна диаметру образцов исследуемого материала (изнашивание по свежему следу); скорость вращения абразивного круга постоянна на протяжении всего испытания и равна 60 об/мин; испытания проводились при статической нагрузке 4 Н (относительная погрешность нагрузки не превышала ±1%); изнашивание испытуемых образцов проводились на одном и том же листе абразивной шкурки (из одного рулона); каждый подготовленный круг абразивной шкурки использовался только 1 раз; после проведения испытаний образцы подвергали вакуумной очистке в течение 5 минут (для удаления с торцевой поверхности продуктов изнашивания и абразивных частиц).
7. После истирания покрытия и части эталонных образцов на пути трения S1=1300 мм производилось измерение их суммарной массы M1=1,2848 г.
8. Затем испытание было продолжено на контрольной части эталонных образцов с последующим измерением М2=1,2753 г, после прохождения пути трения S2=1300 мм.
9. Подставив измеренные величины в формулу (2) для расчета относительной износостойкости материала покрытия и сократив длину пути (так как S1=S2), получили относительную износостойкость никелевого покрытия равную:

где ε - относительная износостойкость покрытия;
mп - масса материала покрытия, г;
S1, S2 - пути трения при изнашивании материала покрытия и эталонного материала, соответственно, мм;
ρэ/ρn - плотности эталонного материала и материала испытуемого покрытия, соответственно, г/мм3.
Расчет значения систематической составляющей погрешности величины износостойкости никелевого покрытия относительно стали 45 при экспериментальном установлении плотности испытуемого образца и покрытия осуществляется по формуле (2) как погрешность косвенных определений:

Если величины ρэ, ρn являются табличными значениями, то погрешность результата от них не зависит, и последний член суммы подкоренного выражения принимается равным нулю. В этом случае выражение (2) принимает следующий вид:

При расчете систематической составляющей погрешности в случае оценки масс одного образца на всех этапах испытания получаем ее значение равное 25% отн.
В случае применения двух образцов, значение систематической составляющей равно:
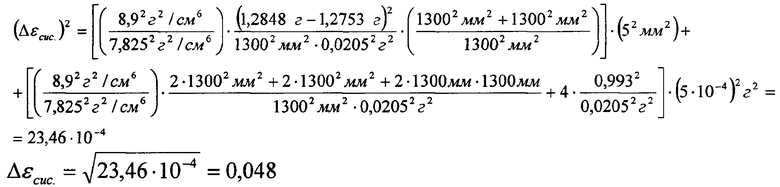
Что в относительных процентах составляет:
 .
.
Таким образом, предлагаемый способ позволяет расширить функциональные возможности определения относительной износостойкости материала применительно к тонким покрытиям за счет «увеличения суммарной изнашиваемой площади» образца, что позволяет проводить испытания без использования дорогостоящих высокоточных измерительных средств при одновременном повышении точности измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения износостойкости материалов упрочняющих покрытий рабочих органов сельхозмашин | 2016 |
|
RU2618604C1 |
| СПОСОБ ОЦЕНКИ ОТНОСИТЕЛЬНОЙ ИЗНОСОСТОЙКОСТИ МАТЕРИАЛА | 2006 |
|
RU2315284C1 |
| Способ испытания покрытий на абразивное изнашивание | 1991 |
|
SU1778621A1 |
| Способ испытания покрытий на абразивное изнашивание | 1985 |
|
SU1377669A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ ИЗНОСОСТОЙКОСТИ МАТЕРИАЛОВ | 2008 |
|
RU2373520C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ ПОКРЫТИЙ | 2005 |
|
RU2303773C1 |
| СПОСОБ ИСПЫТАНИЯ МАТЕРИАЛА НА АБРАЗИВНОЕ ИЗНАШИВАНИЕ | 2014 |
|
RU2601502C2 |
| Способ определения адгезионной и когезионной стойкости металлических покрытий | 2019 |
|
RU2717260C1 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ИЗНОСА | 2017 |
|
RU2675668C1 |
| Способ оценки износостойкости керамических материалов по изменению параметра шероховатости R | 2017 |
|
RU2658129C1 |
Изобретение относится к оценке массового износа при трибологических испытаниях покрытий, слоев, включений малой толщины и может быть использовано для оценки износостойкости тонких покрытий. Способ включает использование группы не менее чем из двух идентичных образцов с нанесенным покрытием, один из которых изнашивают на глубину, превышающую толщину покрытия, с измерением параметров образца до и после испытаний, испытанию подвергают все образцы группы, у которых производят одновременное измерение массы до испытаний, затем осуществляют последовательное раздельное изнашивание образцов в идентичных условиях и повторяют одновременное взвешивание образцов группы, а величину относительной износостойкости материала покрытия определяют из заданного соотношения. Достигается ускорение и повышение точности оценки. 1 з.п. ф-лы, 1 пр.
1. Способ оценки износостойкости материала, включающий использование группы не менее чем из двух идентичных образцов с нанесенным покрытием, один из которых изнашивают на глубину, превышающую толщину покрытия, с измерением параметров образца до и после испытаний, испытанию подвергают все образцы группы, у которых производят одновременное измерение массы до испытаний, затем осуществляют последовательное раздельное изнашивание образцов в идентичных условиях и повторяют одновременное взвешивание образцов группы, а величину относительной износостойкости материала покрытия определяют из выражения

где S1 и S2 – пути трения при изнашивании покрытия и материала основы соответственно, мм;
M0, M1 и M2 – суммарная масса образцов после приработки материала основы перед нанесением покрытия, после изнашивания испытуемого покрытия и после изнашивания материала основы соответственно, г;
ρn, ρэ – плотности эталонного материала и испытуемого покрытия соответственно, г/мм3;
mn – масса покрытия, г.
2. Способ оценки износостойкости материала по п.1, при котором количество образцов N в группе определяют из выражения
N ≥ 3Δmси /Aед hn ρn,
где hn – толщина испытуемого покрытия, мм;
Аед – рабочая площадь единичного образца группы, мм2;
Δmси – погрешность взвешивания, г.
| СПОСОБ ОЦЕНКИ ОТНОСИТЕЛЬНОЙ ИЗНОСОСТОЙКОСТИ МАТЕРИАЛА | 2006 |
|
RU2315284C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ ИЗНОСОСТОЙКОСТИ МАТЕРИАЛОВ ПРИ АБРАЗИВНОМ ИЗНАШИВАНИИ | 2000 |
|
RU2200311C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ ПОКРЫТИЯ | 2016 |
|
RU2644440C1 |
| Способ и устройство для оперативной оценки износостойкости полимерных и эластомерных материалов при трении по покрытиям дорог | 2017 |
|
RU2663695C2 |
| СПОСОБ ОЦЕНКИ ИЗНОСОСТОЙКОСТИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2526223C2 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ИЗНОСА | 2017 |
|
RU2675668C1 |
| KR 20150012377 A, 04.02.2015. | |||

