ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к области деревообрабатывающей промышленности. Более конкретно, оно относится к волокнам модифицированной древесины, обработанной ангидридом уксусной кислоты, и к способу обработки материалов из модифицированной древесины, обработанной ангидридом уксусной кислоты, для использования в производстве продуктов из материала из модифицированной древесины, обработанной ангидридом уксусной кислоты, включая производство древесных плит, такое как производство древесноволокнистых плит.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[0002] Плиты, построенные из древесины, такие как древесноволокнистые плиты, например, древесноволокнистая плита средней плотности (MDF), включающие в себя древесные волокна, связанные вместе связующей смолой, обладают превосходной прочностью и легко обрабатываются благодаря их однородности. Такие деревянные продукты, включая древесноволокнистые плиты, могут использоваться для получения множества форм. Эти формы могут быть планарными или плоскими в профиле. Криволинейные формы также легко формируются. Они широко используются в качестве материалов для мебели, а также для разнообразных строительных целей.
[0003] В полимерных древесноволокнистых плитах, таких как древесноволокнистые плиты с полимером типа MDI (метилендифенилдиизоцианат), такие как MDF, в которых древесные волокна связываются вместе посредством MDI; изменение размеров благодаря гигроскопичности (свойству удерживания воды) материала и поглощение воды являются большими. Древесноволокнистая плита, такая как древесноволокнистая плита средней плотности, также может быть подвержена биологическому разложению.
[0004] Химическая модификация древесины для улучшения способности сохранять размеры и защиты от биологического разложения было предметом исследования в течение многих лет. Ацетилирование является одним таким способом, который был хорошо исследован и задокументирован. В процессе ацетилирования, для того чтобы эффективно использовать дорогой уксусный ангидрид и предотвратить его взаимодействие с влагой в древесине, древесина может быть высушена для получения низкого влагосодержания, как правило меньше чем приблизительно 3%. Во время ацетилирования химическая реакция уксусного ангидрида замещает гидроксильные группы в клетках древесины ацетильными группами. Это имеет эффект увеличения объема стенок клеток древесины и предотвращения поглощения влаги и, следовательно, придает обработанной древесине некоторый уровень гидрофобности (сопротивления поглощению воды), а также способность сохранять размеры, гораздо большую, чем эта способность неацетилированной древесины. Получаемая модифицированная древесина, обработанная ангидридом уксусной кислоты, имеет низкое влагосодержание и увеличенное сопротивление биологическому разложению.
[0005] Необработанная свежесрубленная древесина может иметь влагосодержание больше чем 50%. При производстве древесноволокнистой плиты, такой как древесноволокнистая плита средней плотности, производственный процесс обычно включает в себя уменьшение влагосодержания свежесрубленной древесины с помощью механического сжатия древесной стружки и последующее размягчение щепы путем ее нагрева паром. Это помогает извлечению волокна для дальнейшей переработки в древесноволокнистую плиту. Поскольку древесина является превосходным изолятором тепла, древесная щепа требует высокого влагосодержания для эффективной теплопередачи в свое ядро, чтобы обеспечить размягчение щепы.
[0006] Для расчленения размягченной щепы на волокно обычно выполняется размол по термомеханическому способу или процесс размола. Результаты этого процесса зависят от вариаций во влагосодержании древесины, тепла, подводимого к щепе, и от точки, в которую составные части древесины входят в их фазы стеклования (то есть перехода из твердого и относительно хрупкого состояния в размягченное или резиноподобное состояние).
[0007] Дальнейшее преобразование волокон в древесноволокнистую плиту средней плотности зависит от качества волокна, его плотности и влагосодержания.
[0008] В производстве древесноволокнистой плиты из модифицированной древесины, обработанной ангидридом уксусной кислоты, щепа из модифицированной древесины, обработанной ангидридом уксусной кислоты, имеет низкое влагосодержание (приблизительно 7%), имеет более высокую плотность, чем щепа из неацетилированной древесины, а также высокий уровень гидрофобности. В отличие от обработки древесноволокнистой плиты средней плотности, использующей неацетилированную древесину, обработка такой сухой древесной щепы требует введения влаги в щепу, а не уменьшения содержания влаги в щепе. Кроме того, должны быть созданы условия температуры/влажности, необходимые для достижения условий стеклования для термомеханической переработки щепы в волокно.
[0009] В производстве древесноволокнистой плиты средней плотности с использованием неацетилированной древесины существует риск взрыва, связанный с возможным воспламенением сухой древесной пыли. Большая часть этого риска смягчается относительно высоким влагосодержанием древесной стружки. Однако при производстве древесноволокнистой плиты из модифицированной древесины, обработанной ангидридом уксусной кислоты, риск взрыва намного больше благодаря низкому влагосодержанию древесных элементов, высокому уровню гидрофобности древесных элементов и связанному с этим образованию большого количества сухой пыли. Это является существенной проблемой, которую необходимо преодолеть.
[0010] Капитальные затраты на завод по производству древесноволокнистой плиты средней плотности являются очень высокими. Для того чтобы коммерциализировать производство древесноволокнистой плиты из модифицированной древесины, обработанной ангидридом уксусной кислоты, элементы ацетилированной древесины в идеале должны обрабатываться на том же самом заводе, что и древесноволокнистая плита из неацетилированной древесины. При этом различия в характеристиках неацетилированных и ацетилированных элементов древесины являются существенными и представляют собой конкретные проблемы для создания технологического оборудования, эффективно функционирующего для обоих наборов деревянных элементов. Для успешной обработки элементов модифицированной древесины, обработанной ангидридом уксусной кислоты, требуются изменения в технологиях обработки, используемых для успешной обработки элементов неацетилированной древесины. Эти изменения должны быть активируемыми и дезактивируемыми или обратимыми, поскольку завод должен быть приспособлен к выпуску обоих наборов древесных элементов.
[0011] Существует потребность в усовершенствованиях процесса производства древесноволокнистой плиты, включающей в себя древесные волокна, связанные вместе связующей смолой, которые позволяли бы производить древесноволокнистую плиту из модифицированной древесины, обработанной ангидридом уксусной кислоты, на том же самом заводе, что и древесноволокнистую плиту из неацетилированной древесины.
[0012] Влага составляет неотъемлемую часть состава древесного волокна при производстве древесноволокнистых плит средней плотности и других продуктов. Влага в волокне выполняет ряд функций. Она обеспечивает достижение равномерного распределения тепла в формирующем прессе поперек волокон и является необходимой для инициирования химического соединения со связующими смолами, используемыми для изготовления древесных продуктов. Таким образом, производство древесного волокна в пределах желаемого диапазона влагосодержания, который позволял бы производство ацетилированных и неацетилированных древесных продуктов на той же самой поточной линии, обеспечило бы существенные преимущества.
[0013] Большая часть предшествующего уровня техники до настоящего времени касалась процесса ацетилирования древесных элементов и в то время как имеет место производство ацетилированной древесноволокнистой плиты в лабораторном масштабе, существует мало литературы по преодолению трудностей в масштабировании лабораторного производства в полномасштабное коммерческое производство на существующих заводах по изготовлению древесноволокнистой плиты средней плотности. Отсутствуют указания о том, как коммерчески кондиционировать древесную щепу, как избежать рисков взрыва, а также имеется лишь небольшое количество указаний на то, как прессовать ацетилированные волокна в панель с однородной толщиной.
[0014] В публикации Rune Simonson, Roger M. Rowell, "A NEW PROCESS FOR THE CONTINUOUS ACETYLATION OF LIGNOCELLULOSIC FIBRE" отмечается, что древесный элемент преобразуется в волокно в сыром состоянии перед ацетилированием. После ацетилирования ацетилированное волокно может быть осмолено для производства древесноволокнистой плиты. Дополнительные детали относительно того, как выполняется этот процесс, отсутствуют. В патенте US 6376582 "ДРЕВЕСНОВОЛОКНИСТАЯ ПЛИТА И СПОСОБ ЕЕ ПРОИЗВОДСТВА" делается ссылка на производство ацетилированной древесноволокнистой плиты средней плотности, использующее смесь ацетилированных и неацетилированных материалов. Однако не приведено никаких указаний относительно того, как эти волокна формируются для производства древесноволокнистой плиты средней плотности.
[0015] Патент US 6632326 "СПОСОБЫ МОДИФИКАЦИИ ДРЕВЕСНЫХ ЭЛЕМЕНТОВ" раскрывает процесс ацетилирования древесины путем ее обработки газообразным ацетилирующим средством. Древесные элементы затем гидролизуются в течение 2-5 минут паром высокого давления при температуре приблизительно 150-170°С. Древесные волокна получаются путем разделения древесных элементов на волокна посредством дисковой мельницы.
Экспериментальная секция основана на работе лабораторного масштаба и не дает информации о том, как обрабатывать материалы в коммерческом масштабе. Кроме того, это описание дает мало указаний на опасности при обработке чрезмерно сухого волокна. WO 2011/095824 A1 "ПРОЦЕСС ДЛЯ АЦЕТИЛИРОВАНИЯ ДРЕВЕСНЫХ ЭЛЕМЕНТОВ" раскрывает процесс разрушения ацетилированной щепы до волокна путем пропускания ее через обычный дефибратор, объединения с клейким веществом pMDI и преобразовывая в композитную плиту или панель путем применения высокой температуры и давления. Однако не приведено никаких указаний относительно того, как эти волокна формируются для производства древесноволокнистой плиты средней плотности. Это описание не дает указаний на опасности при обработке чрезмерно сухого волокна.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0016] Настоящее изобретение предлагает волокно модифицированной древесины, обработанной ангидридом уксусной кислоты, подходящее для изготовления древесных продуктов, которое имеет влагосодержание от приблизительно 5 мас.% до приблизительно 8,5 мас.%. В отличие от волокна предшествующего уровня техники, где ацетилированное и неацетилированное древесное волокно смешаны друг с другом, настоящее изобретение не включает древесного волокна из неацетилированного источника, которое смешивалось бы с волокном модифицированной древесины, обработанной ангидридом уксусной кислоты. Волокно модифицированной древесины, обработанной ангидридом уксусной кислоты, имеет указанное влагосодержание и является подходящим для его объединения со связующим материалом, таким как смола, для того, чтобы сформировать продукт, такой как древесноволокнистая плита.
[0017] Волокно модифицированной древесины, обработанной ангидридом уксусной кислоты, может иметь влагосодержание от приблизительно 5 мас.% до приблизительно 8 мас.%, например от приблизительно 5,5 мас.% до приблизительно 7,5 мас.%.
[0018] Волокно модифицированной древесины, обработанной ангидридом уксусной кислоты, может иметь влагосодержание от приблизительно 6 мас.% до приблизительно 7 мас.%. Желательно, чтобы модифицированной древесины, обработанной ангидридом уксусной кислоты, имело влагосодержание от приблизительно 6,5 мас.% до приблизительно 6,8 мас.%.
[0019] Модифицированная древесина, обработанная ангидридом уксусной кислоты, имеющая влагосодержание в описанных выше диапазонах, приводит к улучшенной прочности и водостойкости древесных продуктов, изготовленных из этого волокна. Кроме того, влагосодержание ацетилированного волокна делает его более безопасным для обработки. Кроме того, продукты, сформированные из ацетилированного волокна, гораздо менее подвержены образованию дефектов, таких как образование пузырей и/или расслаивание.
[0020] Влага составляет неотъемлемую часть композиции древесного волокна в производстве древесноволокнистых плит, таких как панели из древесноволокнистых плит средней плотности. Влага в волокне выполняет ряд функций. Она обеспечивает достижение равномерного распределения тепла в формирующем прессе поперек волокон и является необходимой для инициирования химического соединения со смолой, такой как смола MDI.
Внутренние пустоты формируются в древесноволокнистых плитах, таких как древесноволокнистые плиты средней плотности, когда тепло, приложенное в формующем прессе, заставляет влагу испаряться в процессе формования с такой скоростью, которая исключает ее выход через поверхность продукта, такого как плита. При этом на продукте могут образовываться поверхностные дефекты, когда влага выходит через поверхность продукта после его удаления из формующего пресса. Главным фактором формирования этих дефектов является фактическое влагосодержание древесного волокна при его введении в формующий пресс, то есть в начале формующей части процесса. Другими факторами, которые влияют на формирование этих дефектов, являются температура, скорость и давление, испытываемые панелью в формующем прессе. В то время как все эти факторы могут влиять на формирование дефектов, влагосодержание вносит наибольший вклад. Поверхностные дефекты и внутренние пустоты могут также образоваться в результате недостатка влаги. Механизм, вызывающий такие дефекты, заключается в недостатке влаги, необходимой для инициирования химического связывания смолы (например, MDI) или процесса отверждения, происходящего в формующем прессе.
[0021] Эмпирические данные указывают, что влагосодержание волокна, равное 12%, увеличивает долю изделий, имеющих внутренние пустоты и поверхностные дефекты, образующиеся в процессе прессования при производстве древесноволокнистой плиты средней плотности, до 98 - 100% всей продукции.
[0022] Волокно модифицированной древесины, обработанной ангидридом уксусной кислоты, по настоящему изобретению может быть получено с помощью способа формирования древесного волокна, включающего в себя разрушение ацетилированной древесины для получения волокна из ацетилированной древесины, имеющего влагосодержание от приблизительно 3 мас.% до приблизительно 10 мас.% после его измельчения для формирования древесного волокна.
[0023] Этот способ обеспечивает преимущество производства волокна из модифицированной древесины, обработанной ангидридом уксусной кислоты, имеющего влагосодержание, которое приводит к улучшенной прочности и водостойкости древесных продуктов, изготовленных из этого волокна. Кроме того, этот способ может выполняться на заводах, использующих оборудование, которое является также подходящим для производства волокна из неацетилированной древесины.
[0024] Древесное волокно для этого способа может быть сформировано путем разрушения древесных частей, таких как щепа.
[0025] Настоящее изобретение дополнительно предлагает древесный продукт, сформированный из волокна модифицированной древесины, обработанной ангидридом уксусной кислоты.
[0026] Настоящее изобретение дополнительно предлагает способ формирования древесного волокна, включающего в себя разрушенную ацетилированную древесину, с тем, чтобы произвести волокно из ацетилированной древесины, имеющее влагосодержание от приблизительно 3 мас.% до приблизительно 10 мас.% после его измельчения для формирования древесного волокна.
[0027] Древесное волокно для этого способа может быть сформировано путем разрушения древесных частей, таких как щепа.
[0028] Древесное волокно может иметь влагосодержание от приблизительно 5 мас.% до приблизительно 8 мас.% после его измельчения для формирования древесного волокна.
[0029] Древесное волокно может иметь влагосодержание от приблизительно 5 мас.% до приблизительно 8 мас.% после его измельчения для формирования древесного волокна.
[0030] Древесное волокно может иметь влагосодержание, составляющее приблизительно 7 мас.% после его измельчения для формирования древесного волокна.
[0031] В способе влагосодержание модифицированной древесины, обработанной ангидридом уксусной кислоты, может быть отрегулировано путем добавления влаги более чем на одной стадии обработки.
[0032] Способ может включать в себя первую стадию введения влаги для увеличения влагосодержания элементов модифицированной древесины, обработанной ангидридом уксусной кислоты; а также вторую стадию введения влаги, отдельную от первой, для увеличения влагосодержания элементов модифицированной древесины, обработанной ангидридом уксусной кислоты.
[0033] Влага может вводиться в процесс в форме воды и в форме пара.
[0034] Первая стадия введения влаги может включать в себя введение воды и введение пара для того, чтобы нагреть щепу.
[0035] Пар может вводиться в процесс при температуре в диапазоне от приблизительно 160°C до приблизительно 190°C.
[0036] Пар может вводиться в процесс при температуре в диапазоне от приблизительно 175°C до приблизительно 185°C.
[0037] Пар может вводиться в процесс при температуре приблизительно 180°C.
[0038] Вторая стадия введения влаги может включать в себя введение пара для того, чтобы нагреть щепу.
[0039] Вторая стадия введения влаги может включать в себя введение пара при температуре в диапазоне от приблизительно 170°C до приблизительно 210°C.
[0040] Вторая стадия введения влаги может включать в себя введение пара при температуре в диапазоне от приблизительно 180°C до приблизительно 200°C.
Вторая стадия введения влаги может включать в себя введение пара при температуре приблизительно 190°C.
[0041] В данном способе модифицированная древесина, обработанная ангидридом уксусной кислоты, может иметь форму древесных частей, таких как щепа, и первая стадия введения влаги выполняется в емкости, содержащей части модифицированной древесины, обработанной ангидридом уксусной кислоты.
[0042] Эта емкость может быть удерживающей емкостью для подачи модифицированной древесины, обработанной ангидридом уксусной кислоты, для дальнейшей обработки.
[0043] Эта емкость может быть емкостью для сглаживания пульсаций, такой как уравнительный бункер для щепы, для непрерывной подачи модифицированной древесины, обработанной ангидридом уксусной кислоты, для дальнейшей обработки.
[0044] В данном способе, модифицированная древесина, обработанная ангидридом уксусной кислоты, может обрабатываться в автоклаве, и влага добавляется к модифицированной древесине, обработанной ангидридом уксусной кислоты, в этом автоклаве.
[0045] Влага может быть добавлена к модифицированной древесине, обработанной ангидридом уксусной кислоты, в автоклаве на второй стадии введения влаги.
[0046] Модифицированная древесина, обработанная ангидридом уксусной кислоты, может быть пропущена через сжимающий шнековый питатель, такой как поршневой шнековый питатель, перед обработкой в автоклаве.
[0047] Сжимающий шнековый питатель может быть подходящим для обработки как ацетилированных, так и неацетилированных древесных частей, и включает в себя: корпус для шнекового элемента, имеющий вход и выход, вращающийся шнековый элемент для постепенного сжимания и перемещения древесных частей через шнековый питатель от входа к выходу; в котором вблизи выхода уплотняющий конец шнека имеет такие размеры, чтобы обеспечить сжимающее продвижение частей модифицированной древесины, обработанной ангидридом уксусной кислоты, так, чтобы они имели влагосодержание от приблизительно 3 мас.% до приблизительно 10 мас.% на выходе из сжимающего шнекового питателя.
[0048] Винтовой элемент шнекового питателя может быть адаптирован путем изменения шага винтового элемента на выходе так, чтобы винтовой элемент имел два различных шага.
[0049] Влага может быть добавлена к древесине по мере того, как она подается к шнековому питателю и/или по мере того, как она проходит через шнековый питатель.
Модифицированная древесина, обработанная ангидридом уксусной кислоты, может быть пропущена через шнековый питатель после ее обработки в автоклаве и до ее измельчения в измельчителе.
[0050] Влага может быть добавлена к древесине по мере того, как она подается к шнековому питателю и/или по мере того, как она проходит через шнековый питатель.
[0051] Способ может дополнительно включать в себя модифицированную древесину, обработанную ангидридом уксусной кислоты, измельченную в древесное волокно.
Стадия измельчения может быть выполнена путем измельчения модифицированной древесины, обработанной ангидридом уксусной кислоты, между двумя дисками, например, фиксированным диском и вращающимся диском, разделенными зазором.
[0052] Стадия измельчения может быть выполнена в герметичной камере.
[0053] Настоящее изобретение дополнительно предлагает способ формования изделия из волокна модифицированной древесины, обработанной ангидридом уксусной кислоты, включающий в себя получение волокна модифицированной древесины, обработанной ангидридом уксусной кислоты, как описано выше, или волокна модифицированной древесины, обработанной ангидридом уксусной кислоты, сформированного с помощью описанного выше способа, и формование древесного волокна в изделие путем связывания древесного волокна с использованием подходящего связующего материала, такого как смола.
[0054] Этот способ может быть предназначен для формования подходящей древесноволокнистой плиты.
[0055] Волокно модифицированной древесины, обработанной ангидридом уксусной кислоты, может быть сформировано с помощью описанного выше способа, и может дополнительно включать в себя стадию сушки после стадии измельчения.
[0056] Связующая смола может быть введена в древесное волокно во время стадии сушки.
Cтадия сушки может включать в себя пропускание волокна через один или более нагревателей, включающих в себя вход и выход.
[0057] Температура входа первого нагревателя может поддерживаться на уровне приблизительно 94°C, а температура выхода первого нагревателя может поддерживаться на уровне приблизительно 55°C.
[0058] Температура входа второго нагревателя может поддерживаться на уровне приблизительно 62°C, а температура выхода второго нагревателя может поддерживаться на уровне приблизительно 38°C.
[0059] Изделие может быть сформовано путем сжатия, в котором слои древесного волокна пропускаются через формующий пресс.
[0060] Сжатие может дополнительно включить в себя предварительное сжатие и непрерывное сжатие.
Предварительное сжатие может уменьшать высоту слоев древесного волокна для создания предварительно сжатого волокна.
[0061] Непрерывное сжатие может дополнительно сжимать предварительно сжатое волокно для того, чтобы произвести изделие.
[0062] В настоящем изобретении термин "древесное волокно (волокна)" применяется к материалам, используемым в производстве изделий, сделанных из древесного волокна, и не включает в себя волокна, естественно связанные вместе внутри древесной части, но вместо этого относится к материалу, получаемому, когда древесина разрушается (перерабатывается) в зернистый материал. Его можно рассматривать как измельченный древесный материал. Особенный интерес в настоящем изобретении представляет измельченный материал, который является волокнистым по своей природе и того типа, который подходит для использования в производстве древесноволокнистой плиты, такой как древесноволокнистая плита средней плотности.
[0063] В настоящем изобретении делаются ссылки на воду и пар. Специалисту в данной области техники должно быть понятно, что эти два термина используются для различения воды (нагретой либо ненагретой) в жидкой форме и воды в ее газообразной форме. Например, когда добавляются вода и пар, понятно, что это означает, что добавляются как жидкая вода, так и газообразный пар.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
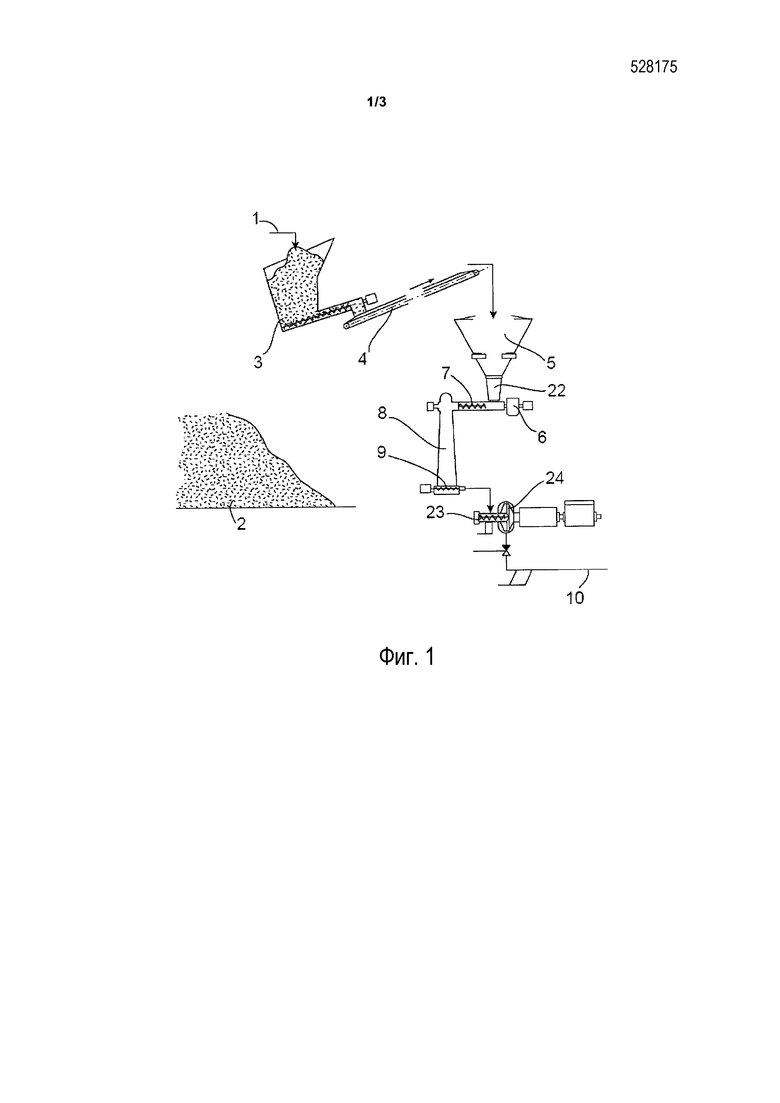
[0064] Фиг.1 показывает схему производственного процесса до стадии измельчения, включая стадии добавления влаги.
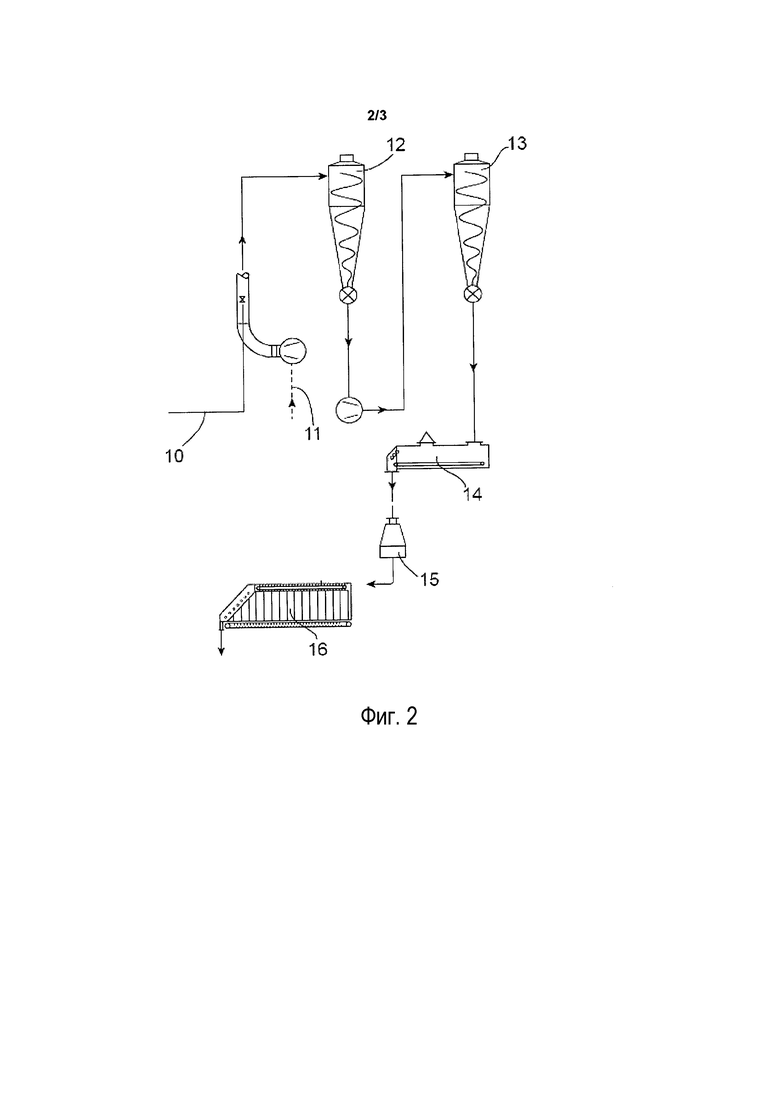
[0065] Фиг.2 показывает схему производственного процесса стадий нагревания.
ПОДРОБНОЕ ОПИСАНИЕ
[0066] Настоящее изобретение будет теперь описано со ссылками на сопроводительные чертежи.
[0067] Фиг.1 показывает схему типичного завода, подходящего для обработки древесного волокна и для формирования древесноволокнистой плиты средней плотности из этого волокна. Процесс модифицирован для того, чтобы позволить переработку щепы модифицированной древесины, обработанной ангидридом уксусной кислоты, в волокно и формирование древесноволокнистых плит из этого волокна. Полный процесс формирования древесноволокнистых плит будет описан ниже, и при этом будут выделены изменения типичного процесса производства древесноволокнистой плиты средней плотности, позволяющие обработку элементов из ацетилированной древесины.
[0068] Материал модифицированной древесины, обработанной ангидридом уксусной кислоты, режется на щепу 1 и содержится в хранилище 2 до тех пор, пока он не потребуется для обработки.
[0069] Могут использоваться разнообразные материалы из модифицированной древесины, обработанной ангидридом уксусной кислоты. Однако предпочтительные источники сырья включают в себя осину, сосну лучистую, скрученную широкохвойную сосну, криптомерию японскую, японский кипарис, лиственницу, белую пихту и ель.
[0070] Части или элементы модифицированной древесины, обработанной ангидридом уксусной кислоты, собираются бункером 3 подачи и передаются вдоль конвейера 4 подачи в уравнительный бункер 5 для щепы. Предпочтительно элементы подаются в бункер со скоростью приблизительно 20 м3/час. Предпочтительно, средний размер древесных элементов на этой стадии составляет приблизительно 25 мм x 25 мм x 6 мм. Для того чтобы поддерживать такую скорость, уравнительный бункер 5 для щепы предпочтительно имеет вместимость приблизительно 7 м3. Уравнительный бункер 5 для щепы имеет эффект изменения неравномерного потока материала в управляемый поток или равномерный поток.
[0071] Вода добавляется к щепе 1 в уравнительном бункере 5 для щепы. Предпочтительно, вода добавляется со скоростью приблизительно 10 л/мин при поступлении щепы в бункер. Вода может добавляться через набор сопел. В предпочтительном варианте осуществления вода добавляется через четыре сопла сверху уравнительного бункера для щепы. Это имеет эффект добавления поверхностной влаги и уменьшения образования пыли. Это является дополнительной стадией по сравнению с обработкой неацетилированной древесины. Такая стадия не нужна при обработке элементов неацетилированной древесины благодаря ее более высокому влагосодержанию. Пар под давлением 9 бар (0,9 МПа) вводится в основание уравнительного бункера для щепы со скоростью предпочтительно в диапазоне от 1900 кг/час до 2200 кг/час, например, приблизительно 2099 кг/час. В предпочтительном варианте осуществления пар добавляется при температуре приблизительно 180°C. Пар может быть добавлен через сопла, находящиеся у основания бункера. В предпочтительном варианте осуществления пар добавляется через три сопла, помещенные под углом 120 градусов на высоте приблизительно 300 мм от дна бункера.
[0072] Производительность по щепе зависит от производительности линии в конце процесса формирования плиты, то есть зависит от того, какой объем плит в час должен быть произведен. Если производительность линии составляет 10 м3/час, то производительность по щепе будет составлять 10 м3/час.
[0073] Пар предпочтительно добавляется с постоянной скоростью. Производительность линии предпочтительно составляет 10 м3/час, с колебаниями приблизительно в 10%. Скорость добавления пара под эти колебания не подстраивается. Это имеет эффект нагревания щепы. Щепа нагревается для того, чтобы размягчить ее.
[0074] Из-за низкого влагосодержания ацетилированной щепы время, требуемое для нагрева щепы, является более долгим по сравнению с неацетилированной щепой. По существу, стадия пропарки или нагрева может быть разделена и выполняться в двух разных местах. Первая стадия нагрева может иметь место в уравнительном бункере 5 для щепы, как описано выше, где щепа нагревается до температуры приблизительно 100°C, а вторая стадия нагрева происходит позже в автоклаве 8 (как описано ниже). Это позволяет увеличить продолжительность процесса нагрева, не влияя на производительность завода. В одном варианте осуществления с рабочей емкостью бункера 5 м3 и производительностью линии 10 м3/час щепа будет находиться в уравнительном бункере для щепы приблизительно в течение 30 мин, прежде чем она выйдет из бункера.
[0075] После частичного нагрева в уравнительном бункере 5 для щепы щепа 1 из ацетилированной древесины проходит через лоток 22. В одном предпочтительном варианте осуществления размеры лотка составляют приблизительно 600 мм x 600 мм. Вода добавляется в лоток к щепе 1 со скоростью предпочтительно в диапазоне от 20 л/мин до 30 л/мин, например, приблизительно 25 л/мин. (Вода имеет температуру магистрали водоснабжения. В этой точке процесса объем щепы зависит от скорости линии, при этом размер щепы является тем же самым, что и при ее выходе из уравнительного бункера для щепы, поскольку не производится никаких механических изменений, кроме нагрева щепы). Вода добавляется с использованием двух инжекционных точек на лотке 22. В одном предпочтительном варианте осуществления вода добавляется из инжекционных точек, расположенных на расстоянии в 500 мм от основания лотка. Это является еще одной дополнительной стадией по сравнению с обработкой неацетилированной древесины. Область уравнительного бункера 5 для щепы, которая содержит частично пропаренную щепу, имеет окно. Это окно позволяет контролировать и проверять уровень загрузки щепы. Это помогает управлять технологическим процессом, позволяя обнаруживать засорение увлажненной, нагретой ацетилированной щепой.
Из уравнительного бункера 5 для щепы щепа 1 из модифицированной древесины, обработанной ангидридом уксусной кислоты, проходит через модифицированный поршневой шнековый питатель 6. Поршневой шнековый питатель модифицируется в том смысле, что он отличается от поршневого шнекового питателя, обычно используемого для подачи неацетилированной древесины. Область 7 уплотнения шнека уменьшена по сравнению с аналогичной областью питателя, обычно используемого с неацетилированной древесиной. Это позволяет ацетилированной щепе проходить через эту секцию процесса. Цель поршневого шнека в обычном производстве древесноволокнистой плиты средней плотности заключается в удалении части влаги из щепы для того, чтобы подать щепу в автоклав 8 и поддержать герметичность в автоклаве 8, который находится под давлением 9 бар (0,9 МПа). Ацетилированная щепа является более твердой и гораздо более сухой, чем неацетилированная щепа, (начальное влагосодержание ацетилированной щепы в шнековом питателе составляет приблизительно 12 мас.%, в то время как начальное влагосодержание неацетилированной щепы составляет более 50 мас.%). Ацетилированная щепа имеет меньше влаги и является более хрупкой и имеет более высокую плотность, чем неацетилированная щепа. При конструировании шнека необходим компромисс, чтобы позволить ему работать в таком широком диапазоне физических состояний щепы (то есть позволить тому же самому поршневому шнеку работать с более сухой, более плотной и более твердой ацетилированной щепой, а также с более влажной, более мягкой и более легкой неацетилированной щепой). Уменьшение сжатия в конце шнека при сохранении его характеристик сжатия по его длине обеспечивает конечное прохождение ацетилированной древесины через шнековый питатель, а также обеспечивает эффективное сжатие элементов неацетилированной древесины, когда они обрабатываются в другое время. Компромиссный дизайн, то есть уменьшение сжатия в конце шнека, может быть достигнут в соответствии с отношением Lx0,1759 и Dx0,734. Например, шнек для неацетилированной древесины с длиной L=2245 мм, диаметр конца которого составляет D = 150 м на длине 250 мм, будет иметь новый уменьшенный диаметр конца D = 110 мм на длине 395 мм в его адаптации к подаче ацетилированной щепы. В предпочтительном варианте осуществления общие размеры поршневого шнекового питателя составляют приблизительно 3900 мм x 420 мм. Загрузка поршневого шнекового питателя составляет 25 - 35% максимальной загрузки, например, загрузка поршневого шнекового питателя составляет приблизительно 30% от максимальной загрузки. В предпочтительном варианте осуществления поршневой шнековый питатель оборудован двигателем на 338 кВт. Производительность поршневого шнекового питателя ограничивается линейной скоростью процесса. Максимальная производительность поршневого шнекового питателя составляет 20 м3/час на неацетилированной щепе. Максимальная производительность для ацетилированной щепы ограничивается скоростью линии, которая составляет приблизительно 10 м3/час. Скорость поршневого шнекового питателя предпочтительно составляет от 15% до 25% от ее максимального значения, например, скорость поршневого шнекового питателя составляет приблизительно 20% от ее максимального значения.
[0076] Щепа 1 из модифицированной древесины, обработанной ангидридом уксусной кислоты, проходит от шнекового питателя 6 в автоклав 8. Автоклав дополнительно размягчает древесные элементы. Щепа 1 удерживается в автоклаве в течение 6 минут. Пар вводится под давлением приблизительно 9 бар (0,9 МПа). В одном предпочтительном варианте осуществления пар вводится через четыре сопла. Два сопла располагаются с каждой стороны автоклава. В одном предпочтительном варианте осуществления пар с температурой 190°C непрерывно вводится в автоклав со скоростью предпочтительно в диапазоне от 2750 до 3048 кг/час. Например, пар вводится со скоростью приблизительно 2898 кг/час. Температура в автоклаве поддерживается на уровне приблизительно 182°C. Такая скорость введения пара является более низкой по сравнению с обработкой неацетилированных древесных элементов, при которой может ожидаться скорость около 5000 кг/час.
[0077] Древесные элементы выгружаются из автоклава посредством внутреннего разгрузочного шнека 9 со скоростью, зависящей от скорости линии. Вращение разгрузочного шнека перемещает древесные элементы на ленточный шнек 23 питателя дефибратора. Вода вводится в корпус ленточного шнека 23 питателя дефибратора со скоростью предпочтительно в диапазоне от 25 л/мин до 35 л/мин, например, вода вводится со скоростью 30 л/мин. В одном предпочтительном варианте осуществления вода вводится через два сопла с каждой стороны шнека на расстоянии приблизительно в 450 мм от точки входа в шнек. Вода подается непрерывно во время работы линии. Вводимая вода предпочтительно имеет температуру в диапазоне от 50°C до 98°C, например, температуру, равную 90°C. Щепа 1 подается посредством ленточного шнека 23 питателя дефибратора в низкоэнергетический тарелочный измельчитель 24.
[0078] Добавление горячей воды в измельчитель описанным выше образом является необходимым для того, чтобы достичь правильного баланса между влагосодержанием и теплосодержанием ацетилированной щепы с тем, чтобы сохранить фазу стеклования древесных элементов. В отличие от этого, никакого введения воды не требуется при обработке элементов неацетилированной древесины, поскольку щепа поступает в измельчитель 24 с правильной комбинацией влаги/температуры, чтобы поддерживать состояние стеклования. Точка стеклования не является определенной фиксированной точкой. Процесс имеет дело с естественной древесиной, которая по своей природе является неоднородной по своему составу и консистенции. Таким образом, качество волокна, произведенного в измельчителе, будет указывать, была ли достигнута точка стеклования.
[0079] После подачи ленточным шнеком 23 питателя в измельчитель 24, щепа 1 удерживается в измельчителе 24. Скорость подачи в измельчитель опять же зависит от скорости линии. В измельчителе поддерживается дифференциальное давление в диапазоне предпочтительно от 0,0063 до 0,0103 бар (от 630 Па до 1030 Па), например, дифференциальное давление величиной приблизительно 0,0083 бар (830 Па). Положение продувочного вентиля измельчителя устанавливается в 22% от полного открытия. Входное давление в измельчителе поддерживается давлением в автоклаве, равным приблизительно 9 бар (0,9 МПа). По существу, измельчитель находится под давлением 9 бар. Продувочный вентиль используется для того, чтобы регулировать поток материала через измельчитель. Дифференциальное давление является средством управления этим потоком. Например, для древесноволокнистой плиты при продувочном вентиле, открытом на 56% от полного открытия, поддерживается небольшое противодавление на выходе материала из измельчителя, так что разность давления на входе из автоклава и давления в измельчителе, то есть дифференциальное давление, составляет 0,1712 бар (17 KПа) (9 бар (0,9 МПа) в автоклаве и 8,8288 бар (0,882 МПа) внутри измельчителя).
[0080] Для модифицированной древесины, обработанной ангидридом уксусной кислоты, продувочный вентиль прикрывается до 22% от полного открытия. Это приводит к поддержанию в измельчителе входного давления из автоклава, следовательно, "дифференциальное давление" уменьшается до 0,0083 бар (830 Па). Это измерение дифференциального давления указывает время удержания внутри измельчителя, которое коррелирует с количеством времени, которое древесина находится в измельчителе, преобразуясь в волокно. Если она будет находиться в измельчителе слишком долгое время, древесное волокно превратится в мелкие частицы или пыль, которые не могут быть использованы в древесноволокнистой плите средней плотности. Если она будет находиться в измельчителе слишком короткое время, она не будет измельчена в достаточной степени, и будут образовываться пучки волокон, которые не могут быть использованы в древесноволокнистой плите средней плотности. В одном предпочтительном варианте осуществления измельчитель состоит из двух дисков, одного фиксированного, а другого вращающегося со скоростью приблизительно 1490 об/мин. Между дисками имеется зазор величиной приблизительно 14 мм. Суспензия щепы входит через центр измельчителя подобно центробежному насосу, и выходит наружу по краям диска. Во время этого движения она перетирается и измельчается, что преобразует щепу в волокно. Диаметр дисков составляет приблизительно 1,5 м, так что для скорости линии, равной 10 м3/час, скорости вращения дисков, равной 1490 об/мин и величине зазора между дисками 14 мм, время удержания в измельчителе составит приблизительно 0,115 с. Опять же, время удержания точно настраивается величиной зазора между дисками и разгрузочным клапаном. В конечном счете, точная настройка определяется "качеством" волокна на линии формования. Опять же, процесс имеет дело с естественной щепой, которая является неоднородной и, следовательно, имеет диапазон параметров. Размер волокна измеряется путем просеивания древесных элементов через сита с различными размерами ячеек. По существу, плита "хорошего качества" может быть получена приблизительно при следующих размерах волокна: 0%> 4 мм размера ячейки, 2%> 2 мм размера ячейки, 8%> 1,25 мм размера ячейки, 15%> 0,8 мм размера ячейки, 18%> 0,5 мм размера ячейки, 20%> 0,25 мм размера ячейки, 20%> 0,125 мм размера ячейки и 17% <0,125 мм размера ячейки.
[0081] Другие рабочие условия измельчителя 24 могут быть заданы следующим образом: скорость питающего шнека измельчителя предпочтительно находится в диапазоне от 28 до 48% ее максимального значения, например, скорость питающего шнека может составлять приблизительно 38% ее максимального значения. Загрузка питающего шнека измельчителя предпочтительно находится в диапазоне от 18 до 28% ее максимального значения, например, загрузка питающего шнека может составлять приблизительно 23% ее максимального значения. Скорость питающего шнека не является заданным условием, поскольку она зависит от скорости линии, например, если скорость линии упадет до 5 м3/час, то скорость питающего шнека также упадет до этой величины. Расстояние между пластинами измельчителя находится предпочтительно в диапазоне от 13 мм до 17 мм, например, расстояние между пластинами измельчителя может составлять приблизительно 15 мм. Гидравлическое давление внутри камеры находится предпочтительно в диапазоне от 10 до 14 бар (от 0,1 до 1,4 МПа), например, давление может составлять приблизительно 12 бар (1,2 МПа). Мощность главного привода измельчителя находится предпочтительно в диапазоне от 539 кВт/час до 739 кВт/час, например, мощность привода может составлять 639 кВт/час. В одном предпочтительном варианте осуществления двигатель измельчителя имеет величину приблизительно 3150 кВт. Эффективность измельчителя находится предпочтительно в диапазоне от 79 кВт/т до 99 кВт/т, например, эффективность может составлять 89 кВт/т.
[0082] Волокна из измельчителя проходят через продувочный вентиль 10 и дополнительно через продувочную линию к сушилке 12 стадии 1 (см. Фиг.2). Скорость прохождения или объем проходящего волокна зависит от скорости линии. В одном предпочтительном варианте осуществления диаметр продувочной линии составляет приблизительно 100 мм. Волокна 1 ацетилированной древесины из измельчителя 8 покрываются связующей смолой, такой как метилдифенилдиизоцианат (MDI). Связующая смола в количестве 6 мас.% вводится в продувочную линию 10 из измельчителя 24 к сушилке 12 стадии 1. В одном предпочтительном варианте осуществления смола вводится в непрерывный поток посредством одноточечного введения. Это введение в предпочтительном варианте осуществления осуществляется через сопло, расположенное на расстоянии приблизительно 1,5 м от выхода измельчителя. В дополнение к этому, отвердители, катализаторы вулканизации, ускорители вулканизации, разбавители, загустители, клейкие соединения, диспергирующие средства и водоотталкивающие средства могут быть добавлены к связующей смоле по мере необходимости.
[0083] Для сравнения, в процессе изготовления обычной древесноволокнистой плиты связующая смола вводится в продувочную линию в количестве 4 мас.%. Чтобы предотвратить уменьшение содержания влаги в ацетилированном волокне до опасных уровней, создающих риск взрыва, шиберы отходящих газов на сушилке 12 стадии 1 могут быть закрыты. Вентиляционная труба на сушилке стадии 1 также может быть полностью открыта для того, чтобы уменьшить температуру в сушилке.
[0084] Входная температура в сушилке 12 стадии 1 предпочтительно поддерживается в диапазоне от 84°C до 104°C, например, температура может поддерживаться приблизительно равной 94°C. Выходная температура стадии 1 предпочтительно поддерживается в диапазоне от 45°C до 65°C, например, температура может поддерживаться приблизительно равной 55°C. Влагосодержание ацетилированного волокна, выходящего из сушилки 12 стадии 1, составляет приблизительно 11 мас.%. Волокно сушится до тех пор, пока его измеренное влагосодержание не станет равным приблизительно 11 мас.%.
[0085] Ацетилированное волокно от сушилки 12 стадии 1 передается к сушилке 13 стадии 2. Входная температура в сушилке 13 стадии 2 предпочтительно поддерживается в диапазоне от 52°C до 72°C, например, температура может поддерживаться приблизительно равной 62°C. Выходная температура сушилки 13 стадии 2 предпочтительно поддерживается в диапазоне от 28°C до 48°C, например, температура может поддерживаться приблизительно равной 38°C. Влагосодержание ацетилированного волокна, выходящего из сушилки 13 стадии 2, составляет приблизительно 8 мас.%. Волокно сушится до тех пор, пока его измеренное влагосодержание не станет равным приблизительно 8 мас.%.
[0086] Слова "включает в себя/включающий в себя" и слова "имеющий/включающий", используемые в настоящем документе в отношении настоящего изобретения, используются для того, чтобы определить присутствие заданных особенностей, целых чисел, стадий или компонентов, но не исключают присутствия или добавления одной или более других особенностей, целых чисел, стадий, компонентов или их групп.
[0087] Следует иметь в виду, что некоторые особенности настоящего изобретения, которые для ясности описываются в контексте отдельных вариантов осуществления, также могут быть предусмотрены в комбинации в одном варианте осуществления. И наоборот, различные особенности настоящего изобретения, которые для ясности описываются в контексте одного варианта осуществления, также могут быть предусмотрены отдельно или в любой подходящей подкомбинации.
Экспериментальная часть
Влага составляет неотъемлемую часть композиции древесного волокна в производстве древесноволокнистых плит, таких как панели из древесноволокнистых плит средней плотности. Влага в волокне выполняет ряд функций. Она обеспечивает достижение равномерного распределения тепла в формирующем прессе поперек волокон и является необходимой для инициирования химического соединения со смолой MDI.
Внутренние пустоты формируются в древесноволокнистых плитах средней плотности, когда тепло, образующееся в формующем прессе, заставляет влагу испаряться в процессе формования с такой скоростью, которая исключает ее выход через поверхность плиты. Поверхностные дефекты образуются в формующем прессе, когда влага выходит через поверхность плиты после ее удаления из формующего пресса. Главным фактором формирования этих дефектов является фактическое влагосодержание древесного волокна в начале процесса. Другими факторами, которые влияют на формирование этих дефектов, являются температура, скорость и давление, испытываемые панелью в формующем прессе. В то время как они могут влиять на формирование этих дефектов, влагосодержание вносит наибольший вклад.
Поверхностные дефекты и внутренние пустоты могут также образовываться в результате недостатка влаги. Механизм, вызывающий такие дефекты, заключается в недостатке влаги, необходимой для инициирования химического связывания смолы MDI или процесса отверждения, происходящего в формующем прессе.
Эмпирические данные указывают, что влагосодержание волокна, равное 12%, увеличивает долю изделий, имеющих внутренние пустоты и поверхностные дефекты, образующиеся в процессе прессования при производстве древесноволокнистой плиты средней плотности, до 98 - 100 % всей продукции.
Типичный профиль компонентов волокна, входящего в формующий пресс, составляет:
Древесное волокно 80%, смола MDI 6%, разделительный воск 2%, влага 12%
Волокно модифицированной древесины, обработанной ангидридом уксусной кислоты, имеет свойственные ему характеристики, которые отличают его реакционное поведение при условиях обработки древесного волокна. Его молекулярное строение изменено путем замещения некоторых из гидроксильных групп ацетильными группами, и это замещение придает некоторую степень гидрофобности элементам ацетилированного волокна. Как следствие такого молекулярного замещения плотность волокна увеличивается приблизительно на 20%.
Проверка влияния различных уровней содержания влаги на уровень образования дефектов была выполнена в соответствии с приведенными ниже параметрами. При сопоставлении результатов каждая панель размера 1220 x 2440 мм пропускалась через ультразвуковой детектор Imal. При обнаружении детектором любого дефекта плита браковалась. Сведенные в таблицу результаты показывают процент забракованных плит во время каждого испытания с различными заданными значениями содержания влаги в волокне.
Композиция волокна
Волокно ацетилированной древесины 80%, смола MDI 6%, разделительный воск 2%, переменное содержание влаги, температура формующего пресса 180°C, давление формующего пресса 18,7 кгс/см2
Обнаружение дефектов: Ультразвуковой ударный детектор пузырей Imal.
Профиль формующего пресса для каждого образца плиты показан на Фиг.3.
Результаты:
Таблица I показывает процент плит, забракованных благодаря дефектам, для ряда толщин плиты (от 6 до 18 мм) в диапазоне содержания влаги в волокне (от 3% до 12%).
Например, для плиты толщиной 9 мм с 8%-ным влагосодержанием было забраковано 4,4% плит.
Таблица I
Таблица II показывает процент плит, забракованных благодаря дефектам для плит толщиной 12 мм в диапазоне содержания влаги в волокне (от 5,5% до 7,5%).
Например, для плиты толщиной 12 мм с 6,5%-ным влагосодержанием было забраковано 0,091% плит.
ТАБЛИЦА II
Выводы
Первый набор тестов с различными уровнями влагосодержания на 4 различных толщинах плит подтвердил, что толщина плиты имеет небольшое влияние на формирование дефектов внутри плиты. Дальнейшие испытания с различными уровнями влагосодержания были таким образом ограничены одной толщиной. Экспериментальные данные, полученные из этого набора тестов с различными уровнями влагосодержания, позволяют сделать вывод о том, что при уровне влагосодержания от 5,5% до 7,5% процент бракованных панелей уменьшается до 2 %, в то время как ограничение влагосодержания диапазоном от 6% до 7% сокращает уровень брака вдвое. В идеале диапазон влагосодержания от 6,5% до 6,8 % будет минимизировать формирование дефектов.

Волокно модифицированной древесины, обработанной ангидридом уксусной кислоты, пригодное для изготовления древесных продуктов, которое имеет влагосодержание от приблизительно 5 до приблизительно 8,5 мас.%. 2 н. и 7 з.п. ф-лы, 3 ил., 2 табл.
1. Способ формирования древесного волокна, включающий разрушение ацетилированной древесины для получения волокна из ацетилированной древесины, имеющего влагосодержание от приблизительно 5 до приблизительно 8,5 мас.% после его измельчения для формирования древесного волокна.
2. Способ по п.1, в котором древесное волокно формируют путем разрушения частей древесины, таких как щепа.
3. Способ по п.1 или 2, в котором древесное волокно имеет влагосодержание от приблизительно 5 до приблизительно 8 мас.% после его измельчения для формирования древесного волокна.
4. Способ по п.1 или 2, в котором древесное волокно имеет влагосодержание от приблизительно 5,5 до приблизительно 7,5 мас.% после его измельчения для формирования древесного волокна.
5. Способ по п.1 или 2, в котором древесное волокно имеет влагосодержание от приблизительно 6,5 до приблизительно 6,8 мас.% после его измельчения для формирования древесного волокна.
6. Древесный продукт, сформированный способом по любому из пп.1-5.
7. Древесный продукт по п.6, который является древесноволокнистой плитой.
8. Древесный продукт по п.7, в котором древесноволокнистая плита является древесноволокнистой плитой средней плотности.
9. Древесный продукт по любому из пп.6-8, который формируется волокном модифицированной древесины, обработанной ангидридом уксусной кислоты, и смолой MDI.
| B | |||
| MOHEBBY et al | |||
| "Moisture Repellent Effect of Acetylation on Poplar Fibers", J | |||
| Agric | |||
| Sci | |||
| Technol., 2008, 10, 157-163 | |||
| ПЛИТА, СПОСОБЫ ИЗГОТОВЛЕНИЯ ПЛИТ И ПАНЕЛЬ, СОДЕРЖАЩАЯ МАТЕРИАЛ ТАКОЙ ПЛИТЫ | 2008 |
|
RU2471619C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 0 |
|
SU374170A1 |
| US 5431868 A1, 11.07.1995. | |||

